


针对Al-Mg合金的敏化问题,目前的研究大致分为两类:一是开发具有抗敏化能力的合金材料;二是探索已敏化材料的修复。在抗敏化材料开发方面,多采用合金化的思路,研究微量元素(如Mo[10]、Zn[11]、B[12]、Sc和Zr[13])对Al-Mg合金中富Mg相的析出行为及抗晶间腐蚀性能的影响。结果表明,这些元素可通过促进晶内弥散相的形成、改变富Mg相的化学成分或在晶界生成其他稳定相等机制,有效削弱材料的敏化倾向;另外,通过在热机械过程中引入大量小角度晶界可以显著提升材料的耐腐蚀性能[14]。在已敏化材料修复方面,常采用脉冲激光表面处理或还原处理等工艺[15,16],通过溶解材料表层或整体的富Mg相实现去敏化,恢复晶间抗腐蚀能力。在众多预防或消除敏化现象的方法中,还原处理工艺因设备简易、操作便捷、成本低廉的突出特点,在工程领域具有较高的推广应用价值[16~18]。
在Al-Mg合金的工程化应用中,“变形板材制备+焊接加工”是主流复合成型工艺[19~22]。钨极惰性气体保护(TIG)焊因操作简便、成本可控、工况适应性强(不受工件尺寸与焊接位置的严格限制),被广泛用于Al-Mg合金的焊接制造。然而,随着大量Al-Mg合金焊接结构逐渐进入服役中后期,已发生敏化的在役接头的修复问题日益凸显。目前,关于Al-Mg合金敏化行为及修复技术的研究,主要集中于变形板材基材[14~16],但针对焊接工艺所形成的接头组织的敏化特性研究以及已敏化焊接接头的修复技术探索尚存在明显短板。而在实际服役过程中,焊接接头恰恰是Al-Mg合金焊接结构件的失效高发区域[23,24],这一矛盾严重制约了Al-Mg合金焊接结构的安全应用。因此,深入研究并阐明已敏化Al-Mg合金TIG焊接头的还原修复机制,是评估在役焊接结构延寿可行性的关键前提,对推动该系合金在高端装备领域的规模化应用具有重要意义。
本工作以5A06合金TIG焊接头为研究对象,采用“焊接→敏化(模拟在役敏化状态)→还原处理(模拟修复工艺)”的技术路径,系统研究了其微观组织演变及耐腐蚀性能。重点分析了焊缝区Mg元素偏析对敏化行为的影响规律,揭示了该区域析出相与腐蚀行为的构效关系,并探讨了还原处理下焊缝区不同位置析出相溶解的差异性特征,为深入理解敏化与还原处理对Al-Mg合金TIG焊接头腐蚀敏感性的作用机制提供新的认识与参考。
1 实验方法
1.1 样品制备
表1 基材和焊丝的化学成分 (mass fraction / %)
Table 1
| Alloy | Mg | Mn | Fe | Si | Cu | Ti | Zn | Al |
|---|---|---|---|---|---|---|---|---|
| 5A06 | 6.12 | 0.72 | 0.19 | 0.06 | 0.02 | 0.03 | 0.01 | Bal. |
| 5B06 | 6.45 | 0.61 | 0.16 | 0.05 | 0.02 | 0.18 | 0.01 | Bal. |
1.2 组织表征
图1显示了焊接板材显微组织观察样品取样示意图。其中,L为轧制方向(亦为焊接方向),T为横向,S为厚度方向。使用DMI5000金相显微镜(OM)和配备有电子背散射衍射(EBSD)探测器和能谱(EDS)的IT800-SHL高分辨场发射扫描电子显微镜(FE-SEM)对样品显微组织进行观察。焊接态、敏化及还原处理样品均经体积分数为56%的H3PO4溶液腐蚀90 s。该溶液可选择性腐蚀富Mg相并残留腐蚀坑,以此间接反映富Mg相的形貌与分布。采用Tecnai F30场发射透射电子显微镜(TEM)分析敏化样品中的析出相,相应TEM样品经离子减薄法制得。
图1

图1
5A06合金焊接板材显微组织观察及腐蚀实验样品取样示意图
Fig.1
Schematics of locations of microstructure observation and corrosion test samples within 5A06 alloy welded plates (L—welding direction and rolling direction, T—transverse direction, S—thickness direction. BM—base metal, HAZ—heat-affected zone, WZ—weld zone, NAMLT—nitric acid mass loss test, sp.—specimen)
1.3 腐蚀实验
依据ASTM G67标准,采用硝酸失重法(nitric acid mass loss test,NAMLT)评估材料的晶间腐蚀敏感性。焊接态、敏化和还原样品的母材(BM)、热影响区(HAZ)、焊缝区(WZ)均进行三次平行实验以确保数据可靠性。图1也显示了NAMLT试样的取样位置与几何尺寸。尺寸为50 mm × 6 mm × 4 mm的不同试样经(30 ± 0.1) ℃、70%浓HNO3 (质量分数)溶液恒温浸泡24 h后,依次进行水洗、超声清洗、风干处理,之后计算单位面积的质量损失。按照ASTM G67标准:质量损失< 15 mg/cm2时,材料具有抗晶间腐蚀能力;质量损失> 25 mg/cm2时,材料的晶间腐蚀敏感性较高;质量损失在15~25 mg/cm2区间的样品,需结合金相分析明确质量损失是否源于晶间腐蚀。实验结束后,利用FE-SEM和OM观察试样S-T面的腐蚀形貌及晶间腐蚀扩展情况。
2 实验结果与讨论
2.1 焊接态样品的显微组织
图2
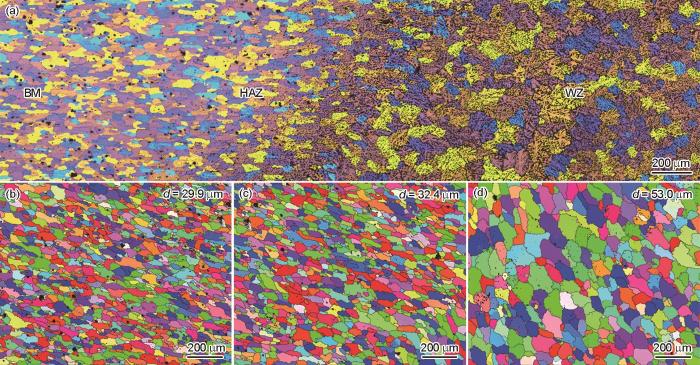
图2
5A06合金焊接态样品显微组织的OM像和母材(BM)、热影响区(HAZ)、焊缝区(WZ)的EBSD反极图
Fig.2
OM image of as-welded 5A06 alloy sample (a) and EBSD inverse pole figures of BM (b), HAZ (c), and WZ (d) (d—average grain size)
图3为5A06合金焊接态样品不同区域的SEM像及元素面扫描分布图。三个区域中均存在灰白色Al6(Mn, Fe)和黑色Mg2Si两类第二相颗粒,EDS成分分析结果见表2。元素面扫描分析显示,Mg元素在BM和HAZ中分布均匀(图3a4和b4),而在WZ中呈现明显的枝晶间偏析(图3c4)。这是因为,BM与HAZ均为完全退火态组织,而WZ经焊接熔化-快速凝固后形成铸态树枝晶组织。在非平衡凝固时,分配系数(k)是调控溶质元素分布的核心参数[25,26]。Mg元素低的分配系数(k ≈ 0.31 < 1)[27]导致其难以进入固相晶格,转而在固/液界面前沿的液相中不断富集,最终形成的富Mg带呈现出枝晶的形貌轮廓。
图3
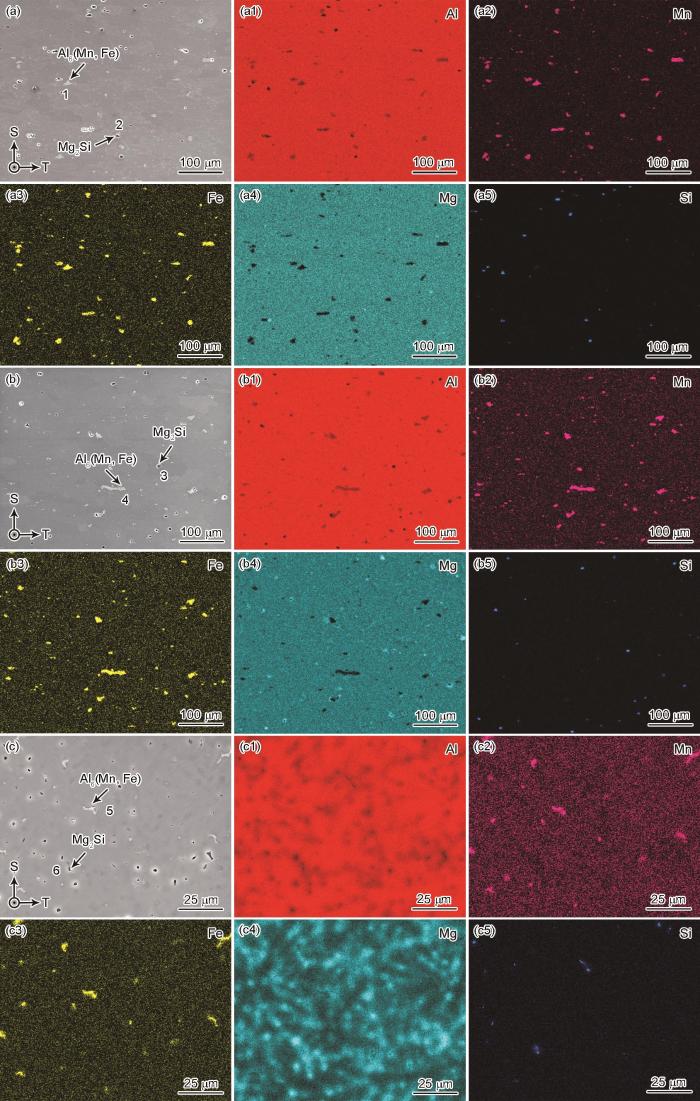
图3
5A06合金焊接态样品BM、HAZ和WZ的SEM像及元素面扫描分布图
Fig.3
SEM images (a-c) and corresponding elemental mapping results (a1-a5, b1-b5, c1-c5) of as-welded 5A06 alloy sample (a, a1-a5) BM (b, b1-b5) HAZ (c, c1-c5) WZ
表2 图3a~c中位置1~6的EDS成分分析结果 (atomic fraction / %)
Table 2
| Location | Mg | Mn | Fe | Si | Al | Phase |
|---|---|---|---|---|---|---|
| 1 | 1.33 | 7.88 | 4.92 | 0.02 | 85.74 | Al6(Mn, Fe) |
| 2 | 4.62 | 0.43 | 0.13 | 33.21 | 61.60 | Mg2Si |
| 3 | 9.18 | 0.05 | 0.00 | 50.84 | 39.90 | Mg2Si |
| 4 | 0.97 | 7.91 | 5.38 | 0.05 | 85.57 | Al6(Mn, Fe) |
| 5 | 8.32 | 3.39 | 4.02 | 0.15 | 84.05 | Al6(Mn, Fe) |
| 6 | 10.66 | 0.16 | 0.02 | 17.11 | 72.05 | Mg2Si |
2.2 敏化过程中的析出相
图4

图4
5A06合金敏化样品BM中β'相的TEM分析
Fig.4
TEM bright-field image (a), EDS line scan results (b), and HRTEM image and corresponding FFT (inset) (c) of β' phase in BM of sensitized 5A06 alloy sample (GB—grain boundary)
经175 ℃、100 h敏化处理后,5A06合金焊接板材的HAZ与WZ均出现β'-Al3Mg2相析出,但受前期组织与成分分布差异的影响,不同区域析出相的形貌、尺寸及分布特征呈现显著不同。其中,BM与HAZ的析出像特征高度一致:二者因焊接态下Mg元素分布均匀且均为完全退火态组织,在敏化过程中β'相主要沿晶界连续析出,析出相厚度尺寸相近,无明显晶内粗大析出相生成。
与之形成鲜明对比的是WZ:该区域虽同样在晶界处形成连续分布的β'相(厚度约为52 nm (图5a),与BM相当),但因焊接态下存在显著的Mg元素枝晶间偏析(图3c4),在敏化过程中β'相除沿晶界析出外,富Mg的枝晶间也成为β'相的优先形核位点,生成了大量厚度约为103 nm的粗大针状β'相(图5b和c)。已有研究[16]指出,β'相与Al基体之间的界面具有半共格特征。对于Mg元素分布较均匀的BM和HAZ,β'相与α-Al基体之间的半共格界面会引入一定的界面失配,从而提高β'相的形核能垒,因此β'相仅在晶界等高能缺陷位置形核并连续析出。由于所用基材和焊丝的实测Mg含量分别为6.12%和6.45% (表1),WZ枝晶间因非平衡凝固形成的富Mg偏析浓度将远高于175 ℃敏化温度下Mg在Al中的平衡固溶度(约3%),从而形成过饱和固溶体。同时,枝晶间作为凝固末端溶质富集区,与晶内相比更具“高能”倾向。综上所述,对于WZ,β'相除沿晶界析出外,还可在枝晶间区域优先形核并长大为针状相。析出相尺寸差异可归结为形核条件与溶质供应的协同作用:晶界作为高能缺陷区,形核位点密度高,析出相密集形核后,在生长过程中单个析出相可获得的Mg溶质供给不足,生长空间受限,故尺寸较小;而WZ枝晶间区域形核位点密度低、Mg溶质富足,在低形核频率与充足溶质供应的双重作用下,β'相得以充分粗化并形成针状形貌。上述析出相特征的差异,为后续不同区域腐蚀敏感性的分化及还原处理的调控效果奠定了组织基础。
图5

图5
5A06合金敏化样品WZ中晶界β'相和针状β'相的TEM分析
Fig.5
TEM bright-field images of β' phase (a) and acicular β' phase (b) at grain boundary in WZ of sensitized 5A06 alloy sample, and SAED pattern of acicular β' phase (c)
图6为5A06合金焊接态、敏化和短时还原样品不同区域经56%H3PO4溶液腐蚀后显微组织的SEM像。对于焊接态样品,BM、HAZ和WZ三个区域的腐蚀形貌均以随机分布的Mg2Si和Al6(Mn, Fe)相引发的点蚀为主(图6a、d和g);此外,BM中还可见沿晶界断续分布的腐蚀坑(图6a插图中箭头所示),这表明焊接前基材晶界已存在β'相的断续析出(图6a);与BM不同的是,HAZ未呈现明显的沿晶腐蚀特征,这可能是焊接热循环重新溶解晶界β'相所致(图6d)。类似地,经175 ℃、100 h敏化处理后,由于BM、HAZ及WZ三个区域晶界均存在连续分布的β'析出相,腐蚀后均形成了清晰的沿晶界连续的腐蚀路径(图6b、e和h);值得注意的是,在WZ还出现大量特殊腐蚀痕迹,表现为相互平行或垂直的条状侵蚀痕迹,对应图5b中的枝晶间针状β'相被腐蚀后残留的形貌,其排列方式与Widmannstätten花纹相似(图6h)。经310 ℃、1 h短时还原处理后,三个区域的连续沿晶腐蚀特征消失,腐蚀形貌基本恢复至焊接态状态(图6c、f和i);但WZ的Widmannstätten花纹状腐蚀坑依旧大量存留(图6i)。
图6

图6
5A06合金焊接态、敏化及短时还原样品经56%H3PO4溶液腐蚀后不同区域显微组织的SEM像
Fig.6
SEM images of as-welded (a, d, g); 175 oC, 100 h sensitized (b, e, h); and 310 oC, 1 h short-term reversion treated (c, f, i) 5A06 alloy samples after immersion in 56%H3PO4 (Insets in Figs.6a and h show the enlarged images of rectangular areas. Arrows in the inset of Fig.6a indicate corrosion pits discontinuously distributed along the grain boundary) (a-c) BM (d-f) HAZ (g-i) WZ
上述结果表明,短时还原处理可有效溶解沿晶界连续析出的β'相,而枝晶间的针状β'相则表现出相对迟缓的溶解动力学。
2.3 NAMLT测试
图7为5A06合金焊接态、敏化和还原样品不同区域的NAMLT实验结果。可见,焊接态BM的质量损失相对较高(17.94 mg/cm2),处于15~25 mg/cm2的临界区间内;与之形成对比的是,焊接态HAZ与WZ的质量损失仅分别为4.39和7.04 mg/cm2,均低于15 mg/cm2,表现出良好的抗晶间腐蚀性能。经175 ℃、100 h敏化处理后,由于BM、HAZ及WZ均出现β'相沿晶界连续析出的特征(图4和5),各区域腐蚀敏感性显著提升:BM和HAZ的质量损失分别增至95.16和98.18 mg/cm2,均远高于25 mg/cm2,表现出极高的晶间腐蚀敏感性;而WZ的质量损失进一步增大至113.65 mg/cm2,其敏化程度明显高于BM和HAZ,这与该区域除存在沿晶界连续析出的β'相外,还存在大量枝晶间粗大针状β'相的组织特征密切相关。经310 ℃、1 h还原处理后,BM和HAZ沿晶界析出的β'相重新溶解(图6c和f),其质量损失分别显著降低至2.24和2.50 mg/cm2,均低于15 mg/cm2,恢复优异的晶间腐蚀抗力;然而,WZ的质量损失仍高达59.59 mg/cm2,依旧处于高度敏感状态。进一步延长还原处理时间至24 h后,WZ的腐蚀敏感性得到显著改善,质量损失降至2.56 mg/cm2,恢复抗晶间腐蚀能力。综上所述,5A06合金不同区域的质量损失与β'相的析出状态(分布、形貌及数量)密切相关:沿晶界连续析出的β'相是导致材料晶间腐蚀敏感性急剧升高的核心原因,而枝晶间针状β'相由于溶解动力学相对迟缓,需更长时间的还原处理才能完全溶解,进而消除其诱发的腐蚀敏感性。
图7

图7
5A06合金焊接态、敏化及还原样品不同区域的硝酸失重法(NAMLT)测试结果
Fig.7
NAMLT results of different regions in as-welded, sensitized, and reversion treated 5A06 alloy samples
2.4 焊接接头的腐蚀行为
图8

图8
5A06合金焊接态、敏化及短时还原样品不同区域经NAMLT测试后表面形貌的SEM像
Fig.8
SEM images of surface morphologies after NAMLT for as-welded (a, d, g, j); 175 oC, 100 h sensitized (b, e, h, k); and 310 oC, 1 h short-term reversion treated (c, f, i, l) 5A06 alloy samples (Figs.8j-l show the enlarged images of rectangular areas in Figs.8g-i, respectively) (a-c) BM (d-f) HAZ (g-l) WZ
图9

图9
5A06合金焊接态、敏化及还原样品不同区域经NAMLT测试后截面形貌的OM像
Fig.9
Cross-sectional OM images showing the intergranular corrosion propagation paths after NAMLT for as-welded (a, d, g, j); 175 oC, 100 h sensitized (b, e, h, k); 310 oC, 1 h short-term reversion treated (c, f, i); and 310 oC, 24 h long-term reversion treated (l) 5A06 alloy samples (Figs.9j and k show the enlarged images of Figs.9g and h, respectively) (a-c) BM (d-f) HAZ (g-l) WZ
经310 ℃、1 h短时还原处理后,BM的腐蚀路径由焊接态、敏化态的沿晶扩展转变为点蚀形式,样品的平面状态得以保留(图9c);HAZ的腐蚀路径也从敏化态的沿晶网状腐蚀恢复为焊接态的点蚀形式,样品同样维持平面状态(图9f);WZ则因枝晶间针状β'相的残留,枝晶间与Al基体间的电位差增大,导致枝晶间的腐蚀程度较焊接态更加剧烈(图9i),这也是短时还原处理后WZ的质量损失仍维持在59.59 mg/cm2较高水平的核心原因,但由于晶间腐蚀被消除,其腐蚀敏感性相较于敏化态有所降低。将还原处理时间延长至24 h后,仅在WZ样品表面观察到少量点蚀坑(图9l),其质量损失降至2.56 mg/cm2,恢复了优异的晶间腐蚀抗力。
值得注意的是,消除WZ枝晶间腐蚀所需的还原时间明显长于消除晶间腐蚀所需的时间。这一差异的核心原因在于晶界与枝晶间β'相的溶解行为不同。两类β'相的溶解均受Mg原子扩散控制,其扩散速率可由Arrhenius方程表示:
式中,D为扩散系数,D0为频率因子,Q为扩散活化能,R为气体常数,T为热力学温度。根据文献[29~31]给出的Mg在Al中的扩散参数计算可得,在310 ℃下Mg在Al基体中的体扩散系数(DL)约为2.4 × 10-16 m2/s。当保温时间(t)为1 h时,其体扩散距离按x ≈
图10为5A06合金焊接接头BM和WZ在敏化与还原处理过程中析出相演变及腐蚀路径示意图。焊接态下,BM组织为退火后的再结晶晶粒,大部分Mg原子以固溶态存在,仅少量沿晶界析出断续分布的β'相;而WZ为熔池凝固形成的等轴树枝晶组织,由于Mg元素分配系数较低,凝固过程中在固/液界面前沿的枝晶间区域大量富集。经175 ℃、100 h敏化处理后,一方面,受晶界高界面能与低形核势垒的驱动,BM与WZ均优先沿晶界形成连续网状β'相;另一方面,WZ枝晶间的Mg元素富集显著提升了析出相的化学形核驱动力,促使针状β'相以Widmannstätten花纹状在枝晶间析出,充足的溶质供应与生长空间使得枝晶间针状β'相的尺寸明显大于沿晶界析出的β'相。在腐蚀环境中,电位较低的β'相为腐蚀起始位点,材料腐蚀行为取决于β'相的分布状态。与敏化后BM单一的晶间腐蚀不同,WZ同时存在沿晶界析出的β'相和枝晶间针状β'相诱发的晶间腐蚀和枝晶间腐蚀,这使得WZ在服役过程中更易成为焊接结构件的主要失效部位。对敏化焊接件进行还原处理时,晶界处Mg原子的扩散速率较快,短时还原即可完全溶解沿晶界连续析出的β'相;而枝晶间针状β'相尺寸更大且依赖扩散速率更慢的体扩散,需延长还原处理时间才能完全溶解,进而修复WZ的耐腐蚀性能。
图10

图10
BM和WZ在敏化与还原处理过程中的析出相演变及腐蚀路径示意图
Fig.10
Schematics of precipitates evolution and corrosion paths in BM (a) and WZ (b) during sensitization and reversion treatments
3 结论
(1) 5A06合金TIG焊接头组织呈现显著的区域差异性:BM为均匀再结晶晶粒(焊前状态),HAZ晶粒略有粗化;WZ则为等轴树枝晶组织,且枝晶间存在明显的Mg偏析。
(2) 经175 ℃、100 h敏化处理后,BM与HAZ沿晶界连续析出β'相,腐蚀行为以晶间腐蚀为主(质量损失分别为95.16和98.18 mg/cm2);WZ除沿晶界析出的β'相外,枝晶间区域还析出针状β'相,诱发晶间+枝晶间双通道腐蚀,其腐蚀敏感性进一步升高(质量损失为113.65 mg/cm2)。
(3) 枝晶间针状β'相(厚度约103 nm)较沿晶界析出的β'相(厚度约52 nm)尺寸更大、回溶动力学更慢。因此在制定还原处理工艺时,应以WZ的完全还原为标准,需相应延长热处理时间,以确保焊接接头整体的耐腐蚀性能。
参考文献
A mechanistic study on stress corrosion cracking of sensitized AA5083 in a simulated water level fluctuation zone: Combined impedance analysis and tensile tests
[J].
Corrosion behavior of 5052 and 6061 aluminum alloys in deep ocean environment of South China Sea
[J].
<p style="margin: 0cm 0cm 0pt" class="MsoPlainText"><span style="mso-bidi-font-family: 宋体; mso-hansi-font-family: 宋体" lang="EN-US">Aluminum alloys have been found ever-increasing applications in marine environments. The study on the corrosion of aliminum alloys using field test was started in USA in 1940s.Such studies, however, were carried out in China untill 1980s. Although the corrosion </span><span style="mso-bidi-font-family: 宋体; mso-hansi-font-family: 宋体" lang="EN-US"><span style="mso-spacerun: yes"> </span>behaviours of 11 kinds of aluminum alloys were investigated exposed to tide, splash and full immersion zones at Qingdao, Zhoushan, Yulin and Xiamen area of China, the corrosion behaviour of materials in deep ocean environments is different from that in shallow marine environments. In this work, the corrosion behavior of 5052 and 6061 aluminum alloys in 800 and 1200 m deep ocean environments of South China Sea was studied using field test. The morphology and composition of corrosion products were investigated using SEM, EDS and XRD. The results indicated that severe local corrosion took place in the aluminum alloys. The corrosion products were composed of Al2O3, SiO2 and a small amount of Mg3(SO4)2(OH)2 and NaCl.The crevice corrosion perforation occurred on the edge of 5052 and 6061 samples.And the groove corrosion pits formed on the cross section of 5052 sample.Pitting corrosion took place on the main area of 5052 and 6061 samples.The size and density of pits formed on 6061 aluminum alloy were higher than those on 5052 aluminum alloy.And the pitting corrosion perforation formed on 6061 aluminum alloy in 800 m deep ocean.Comparing with the data of literatures,the maximum pit depths of 5052 and 6061 aluminum alloys decreased first and then increased with depth increased. The maximum value of pit depth appeared </span><span style="mso-bidi-font-family: 宋体; mso-hansi-font-family: 宋体" lang="EN-US">at about 800 m deep ocean. This is due to the amount of dissolved oxygen is </span><span style="mso-bidi-font-family: 宋体; mso-hansi-font-family: 宋体" lang="EN-US">the lowest in 800 m deep ocean, which promotes local corrosion.<o:p></o:p></span></p>
5052和6061铝合金在中国南海深海环境下的腐蚀行为研究
[J].通过实海暴露实验, 研究了5052和6061铝合金在中国南海海域800和1200 m深海环境下浸泡3 a的腐蚀行为.采用SEM, EDS和XRD技术, 分别进行了腐蚀形貌观察、腐蚀产物成分和相组成分析.结果表明: 2种铝合金在深海环境下均发生了很严重的局部腐蚀, 表面形成了白色的腐蚀产物,腐蚀产物由Al2O3, SiO2, 以及少量Mg3(SO4)2(OH)2和NaCl组成.5052和6061铝合金均在铆接区域产生了缝隙腐蚀穿孔, 其中, 5052铝合金还在截面形成了沟槽状腐蚀坑.在样品主表面, 5052和6061铝合金主要发生点腐蚀, 其中6061铝合金表面的点蚀坑深度更大,密度更高, 且在800 m深海环境下发生了点蚀穿孔. 分析表明, 随着水深的增加,5052和6061铝合金的最大点蚀坑深度先增加后降低,最大点蚀坑深度的最大值出现在水深800 m左右.这是由于800 m深海中的溶氧量最低, 促进了局部腐蚀的发生.
Corrosion inhibition effect of microorganism on 5754 Al alloy in seawater
[J].Currently, with the gradual depletion of onshore resources, more efforts are being devoted to both scientific and resource exploitation of the ocean and the deep sea. Compared with the onshore environment, marine habitats are complex and characterized by high hydrostatic pressure, high salinity, and high marine population. The ocean is a unique aquatic environment, and it has a large population of microorganisms. There is a need to exploit the ocean for new energy sources. The significant challenges of exploiting oil, gas, and minerals have forced the people to innovate and develop advanced exploration tools. Al alloys are attractive for use in marine environments due to their low densities, high strengths, good plasticity, excellent electrical and thermal conductivities, and excellent corrosion resistance. The high chloride concentrations and microorganisms in the ocean have a significant effect on the corrosion resistance of many metallic materials. In this work, the corrosion behavior of 5754 Al alloy in seawater containing B.subtilis was investigated. The corrosion rate was analyzed by the weight loss method. The morphologies of the corrosion products and the corrosion profiles were observed by SEM and white light interferometer, respectively. The corrosion products were analyzed by energy dispersive spectroscopy and XRD. Finally, the corrosion mechanism of the Al alloy was studied using electrochemical impedance spectroscopy. The results show that the corrosion rate of the Al alloy in the seawater with B.subtilis was 12.5 mg/(dm2·d), which was only 1/6 times that in the seawater without the bacteria. A protective film comprising of CaMg(CO3)2 was gradually formed on the surface of the alloy in the presence of the bacteria. The bacteria promoted the formation of the CaMg(CO3)2 film, which protected the alloy from the seawater, and consequently, inhibited the pitting corrosion of the Al alloy in the marine environment.
微生物抑制5754铝合金的海水腐蚀行为
[J].采用失重法分析5754铝合金在含海洋常见微生物枯草芽孢杆菌(B.subtilis)的海水中的腐蚀行为,利用SEM和白光干涉仪分别观察了表面腐蚀产物形貌及腐蚀轮廓,并用EDS和XRD分析了表面腐蚀产物成分,最后利用EIS研究该铝合金的腐蚀机理。结果表明,浸泡在含有微生物B.subtilis的海水环境中,铝合金腐蚀速率为12.5 mg/(dm2·d),仅为浸泡在不含有微生物海水环境中铝合金腐蚀速率的1/6。浸泡在含有B.subtilis的海水环境中,铝合金表面逐渐形成一层以CaMg(CO3)2为主要成分的矿化物质膜,微生物B.subtilis的存在促进了生物矿化膜的形成,阻碍了海水对铝合金的侵蚀,从而抑制了铝合金在海水环境中的点蚀。
Analyzing through-thickness corrosion homogeneity of stabilized AA5083 alloy after artificial sensitization
[J].
The influence of stabilization treatment on long-term corrosion resistance and microstructure in Er and Zr containing 5083 aluminum alloy
[J].
Effects of sensitization on environmentally assisted cracking of AA5083-H128 Al-Mg alloy
[J].
Unraveling the role of tensile stress in corrosion and the formation of oxide films on sensitized Al-Mg alloys
[J].
Deformation rate and sensitization effects on environmentally assisted cracking of Al-Mg naval alloys
[J].Environmentally enhanced fracture in smooth tensile and fatigue pre-cracked test specimens of AA5083-H131 have been evaluated as a function of sensitization time up to 7,000 h, temperature (80°C to 175°C), and test environment (dry and laboratory air, distilled water, and 0.03 M and 0.6 M NaCl). Test methods used involved slow strain rate testing of short-transverse (S-T) smooth tensile samples, typically using an initial strain rate of 5 × 10−5/s and subjecting pre-cracked S-T single edge notch specimens to monotonic loading using a range of load point displacement rates (0.0006 mm/min to 3.6 mm/min) with dK/dt ranging from 0.001 MPa√m/s to 5.12 MPa√m/s. Intergranular stress corrosion cracking (IGSCC) was only promoted when straining was conducted in a test environment capable of providing a local source of hydrogen. Exposure to an aqueous solution during sensitization at 80°C was found to increase the environment sensitive fracture susceptibility under monotonic loading, when compared to that generated after an equivalent sensitization time in the environment developed within an air oven (i.e., dry air). Initial findings using electron backscatter diffraction data are suggestive that the grain boundaries most likely suffering IGSCC are those with a sharp gradient in the Taylor Factor, and are likely to suffer an enhanced local strain/stress during global straining. Analysis of published nitric acid mass loss test degree of sensitization data for AA5083-H131 and AA5083-H116 indicates the sensitization process(es) may differ for temperatures above and below ~125°C. While thermal remediation of sensitized samples was somewhat effective in reducing the environmentally sensitive fracture, this occurred at the expense of a loss in strength. In addition, re-sensitization after remediation produced results similar to that of the originally sensitized material, but at a lower strength level.
On the localized corrosion of AA5083 in a simulated dynamic seawater/air interface-Part 3: Effects of sensitization
[J].
Influence of Mo on microstructure, mechanical properties and intergranular corrosion properties of Al-Mg-Mn alloys
[J].
Mechanical properties, intergranular corrosion behavior and microstructure of Zn modified Al-Mg alloys
[J].
Suppression of Samson phase formation in Al-Mg alloys by boron addition
[J].
Improved intergranular corrosion resistance of Al-Mg-Mn alloys with Sc and Zr additions
[J].
Stress corrosion cracking resistant nanostructured Al-Mg alloy with low angle grain boundaries
[J].
Effect of laser surface desensitization on re-sensitization of AA5083 alloy
[J].
Improving intergranular cracking and stress corrosion cracking resistance of highly sensitized AA5083 Al-Mg alloy via reversion heat treatment
[J].
The effect of reversion heat treatment on the degree of sensitisation for aluminium alloy AA5083
[J].
Sensitization and stress corrosion cracking characteristics of 5059 alloy vis-à-vis 5083 alloy after reversion treatments
[J].
Precipitation behavior and corrosion properties of friction stir welded AA5083 Al-Mg alloy after sensitization
[J].
Mechanism of grain refinement of pulse current assisted plasma arc welded Al-Mg alloy
[J].During welding, the vibration effect of applying a pulse current on the molten pool can effectively improve weld formation and refine grains. The effect of pulse current on grain refinement and its mechanism were studied for Al-Mg alloy welds fabricated by conventional plasma welding (PAW), PAW with conventional pulse current, and PAW with composite pulse current. The grain size produced by conventional PAW was 78.2 μm, whereas the average grain size was reduced from 78.2 μm to 53.3 μm with increasing conventional pulse current frequency from 0 Hz to 100 Hz; in addition, the degree of grain refinement increased by about 30%. However, the minimum grain size was 48.2 μm, and the grain refinement effect can reach nearly 40% by combining low-frequency pulse current with conventional pulse current. The proportion of small grains and high-angle grain boundaries increased significantly after applying the composite pulse current. The additional oscillation effect of the composite pulse current can effectively eliminate coarse grains during the solidification of the weld pool. The main mechanism of grain refinement is dendrite fragmentation, which is discussed through thermodynamics and composition.
脉冲电流辅助等离子弧焊Al-Mg合金晶粒细化机理
[J].
Study on vaporizing foil actuator welding process of 5A06/0Cr18Ni10Ti with interlayer
[J].
基于中间过渡层的5A06/0Cr18Ni10Ti气化冲击焊接工艺研究
[J].利用气化冲击焊接技术,制备了力学性能良好基于中间层的5A06铝合金与0Cr18Ni10Ti不锈钢气化冲击焊接接头,中间层3003铝合金与飞板5A06铝合金和靶板0Cr18Ni10Ti界面焊接良好,接头结合区域呈圆环状。通过信号采集系统分析了铝箔气化时间和电流随能量输入的变化,采用OM和SEM分析了接头界面的微观形貌和元素分布。研究了能量输入对铝箔气化的时刻和接头力学性能的影响。结果表明,随着能量输入的增加,铝箔气化所需时间减小,最终碰撞速率增大,从而使焊接区域直径增大;接头的抗拉力和抗剪力随能量输入的增大而增大。当能量输入为9 kJ时,接头的最大抗拉力为44.0 kN,抗剪力为2.1 kN;5A06/3003界面呈中间对称波状结合,3003/0Cr18Ni10Ti界面以金属间化合物连接,结合区域错位分布。
Microstructure and mechanical properties of 5356 aluminum alloy fabricated by TIG arc additive manufacturing
[J].5356 aluminum alloy has been widely applied in transportation, aerospace and other fields owing to its low density, excellent fatigue property, and superior corrosion resistance. Aluminum alloy is widely manufactured by the arc additive technique that operates at a fast manufacturing speed with simple equipment and high material utilization. The property of 5356 aluminum alloy is closely related to its microstructure. To better control the property of this alloy for the additive manufacturing of forming parts, it is necessary to study the evolution of its microstructure. In this work, 5356 aluminum alloy forming parts were produced by tungsten inert gas welding (TIG) arc additive manufacturing, and their microstructures and mechanical properties were analyzed. The 5356 aluminum alloy formed by TIG additive manufacturing was composed of α-Al matrix and β(Al3Mg2) phase. As the deposition height increased, the layer microstructure transformed from equiaxed grains to columnar grains and tended to stabilize at thermal equilibrium. The top layer exhibited a dendritic microstructure with serious segregation of the Mg element. The middle and lower microstructures were varied and included equiaxed grains, columnar grains, and a mixture of these, with improved Mg-element segregation. As the deposition height increased, the microhardness in the layer first decreased and then stabilized. The microhardness was larger in the interlayers than in the deposition layers. The pores gathered in the interlayers might explain the lower yield strength of the thin-walled parts than the theoretically calculated value. The tensile strength, yield strength, and elongation were all anisotropic, and the tensile property was better in the transverse than in the longitudinal direction. This result was attributable to pore accumulation between the layers of the thin-walled parts and to the uneven microstructure.
5356铝合金TIG电弧增材制造组织与力学性能
[J].采用钨极惰性气体保护焊(TIG)电弧增材制造工艺制备5356铝合金成形件,并对成形件的组织和力学性能进行研究。结果表明,5356铝合金增材制造的相组成为α-Al基体和β(Al3Mg2)相;随沉积高度增加,沉积层显微组织由等轴晶向柱状晶转变,达到热平衡状态后趋于稳定,这是因为增材制造具有热积累效应;最顶层组织呈现树枝状,且Mg元素偏析严重;中下部组织形态多样,包括等轴晶组织、柱状晶组织及其混合组织,同时Mg元素偏析得到改善。力学性能测试结果显示,随沉积高度的增加,层内显微硬度先降低后趋于稳定,这是因为沉积层组织在增材制造过程中经历逐渐粗化的过程,导致显微硬度下降,达到热平衡状态后显微组织相对稳定,显微硬度也趋于稳定。沉积层层间位置的硬度大于层内,这是因为层间结合处为细小的等轴晶组织。聚集在层间的气孔可能是导致薄壁件屈服强度低于理论计算值的原因。抗拉强度、屈服强度以及伸长率都表现了各向异性,横向拉伸性能优于纵向,这是因为薄壁件层间气孔聚集以及显微组织不均匀。
A practical approach to modeling aluminum weld fracture for structural applications
[J].
Microstructure and mechanical properties of aluminum 5083 weldments by gas tungsten arc and gas metal arc welding
[J].
Response of partitioning to cooling rate for different solutes in aluminum alloys
[J].
Laser welding introduced segregation and its influence on the corrosion behaviour of Al-Cu-Li alloy
[J].
Investigation on laser beam remelted Al-Cu-Li alloy part I: Segregation and aging behavior at grain and dendrite boundaries
[J].
Nucleation and evolution of β phase and corresponding intergranular corrosion transition at 100-230 oC in 5083 alloy containing Er and Zr
[J].
Diffusion coefficients of some solutes in fcc and liquid Al: Critical evaluation and correlation
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}