


随着我国“双碳”目标的全面展开,矿山重型装备逐渐向大型化和绿色化方向发展[1~3]。齿轮作为矿山重型装备的核心部件,其可靠性直接决定了矿山重型装备的运行性能和服役寿命[4]。目前,矿山重型装备齿轮传动装置中的大齿轮毛坯主要采用一体铸造和分体锻造后装焊两种制造工艺,分为铸造齿轮和锻焊齿轮两类。传统铸造齿轮生产周期长、污染排放量大、容易产生疏松和夹杂等缺陷,还存在铸件淬火易开裂等问题[5];锻焊齿轮因制造周期短、耗材少、加工量少、综合性能优良以及绿色环保等优点得到了快速发展及应用[6]。在大型锻焊齿轮的制造过程中,焊接导致的残余应力是备受关注的难题。在服役过程中,焊接残余应力可能导致应力腐蚀开裂和疲劳强度降低等问题,进而影响矿山重型装备的服役寿命[7,8]。
目前,国内外学者对齿轮用钢焊接的相关研究主要集中在焊接工艺和力学性能等方面,而对残余应力的研究还十分有限。Deng[9]较系统地研究了固态相变对耐热钢、低合金高强钢及超高强钢焊接残余应力和变形的影响。在焊接过程中,在奥氏体转变成马氏体和贝氏体的过程中,固态相变引起的体积变化、材料力学性能变化(特别是屈服强度变化)及相变超塑性会对残余应力的形成过程及其最终的大小和分布产生较显著的影响。其中,前两个因素占据主导地位。郑乔[10]采用数值模拟方法,研究了固态相变对Q系列低合金高强钢焊接残余应力的影响。结果表明,随着材料屈服强度的升高,固态相变对焊接残余应力的影响更加显著,在气体保护焊条件下,固态相变对Q345钢焊接接头残余应力的影响有限。
34CrNi1Mo钢为中碳调质钢,由于其强度高、耐磨性好和韧性较好,被广泛用于齿圈的制造。Q355B属于低合金高强钢,具有良好的综合力学性能,在锻焊齿轮中是充当辐板和筋板的优质材料。本工作以齿轮材料中碳调质钢(34CrNi1Mo钢)和低合金高强钢(Q355B钢)为研究对象,制备了40 mm厚的异种钢对接接头,采用盲孔法测量焊后和热处理后接头表面的残余应力分布,采用光学显微镜(OM)观察接头的显微组织并采用显微硬度计测量接头的显微硬度分布。基于MSC. Marc软件,开发了考虑34CrNi1Mo钢固态相变的“热-冶金-力学”多场耦合有限元计算方法和考虑蠕变效应的“热-弹/塑性”有限元计算方法,分别进行焊接和焊后热处理的数值模拟,并重点探究了焊接过程中固态相变和焊后热处理阶段材料蠕变效应对残余应力的影响。此外,通过数值模拟结果与实测值的对比,验证所开发计算方法的可靠性。
1 实验方法
1.1 平板对接焊接实验
在平板对接焊接实验中,采用了两种母材(34CrNi1Mo和Q355B钢)进行异种钢焊接,母材及ER50-6和H10Mn2焊丝的化学成分如表1所示。对接接头试件尺寸为400 mm × 400 mm × 40 mm,坡口形状为X形,坡口角度为60°。
表1 34CrNi1Mo钢和Q355B钢母材及ER50-6和H10Mn2焊丝的化学成分
Table 1
| Material | C | Si | Mn | Cr | Ni | Mo | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 34CrNi1Mo | 0.30 | 0.20 | 0.50 | 1.30 | 1.30 | 0.15 | ≤ 0.035 | ≤ 0.035 | Bal. |
| Q355B | 0.20 | 0.50 | 0.90 | 0.30 | 0.30 | - | ≤ 0.035 | ≤ 0.035 | Bal. |
| ER50-6 | 0.15 | 1.15 | 1.85 | 0.15 | 0.15 | 0.15 | ≤ 0.025 | ≤ 0.025 | Bal. |
| H10Mn2 | 0.12 | 0.07 | 1.90 | 0.20 | 0.30 | - | ≤ 0.035 | ≤ 0.035 | Bal. |
打底焊道采用混合气体保护焊实施,焊丝为ER50-6焊丝,直径为1.2 mm。填充和盖面焊道采用埋弧焊完成,填充材料为H10Mn2焊丝,直径为4 mm,焊剂型号为SJ101。焊前预留一定的反变形量,在焊接过程中预热温度和层间温度均控制在270 ℃左右。1~10焊道的名义热输入分别为1.10、1.23、2.20、2.78、2.78、1.09、1.23、2.21、2.80和2.80 kJ/mm。
1.2 焊后热处理实验
在热处理工艺中,采用30 ℃/h的缓慢加热速率控制试件内部温差,冷却阶段实施炉冷工艺,使试件在马弗炉内自然降温至室温(25 ℃)后取出。热处理的保温温度为650 ℃,保温时间为8 h。
1.3 残余应力测量
1.4 金相组织观察及显微硬度测量
完成残余应力测量后,为了进一步分析焊接接头的微观结构特征,使用线切割技术在焊接试件靠近中心区域切割金相分析样品,确保试样完整涵盖焊缝金属、热影响区及两种母材四个特征显微组织区域。分别采用MSD202体视显微镜和Axio Vert.A1型OM观察金相试样的宏观形貌和微观组织特征。金相试样在进行微观组织观察后再测量显微硬度。采用HV-1000Z显微硬度计测量焊接接头焊缝区(welding zone,WZ)、热影响区(heat-affected zone,HAZ)和母材(base metal,BM)的硬度,其中热影响区又包括粗晶区(coarse grain HAZ)、细晶区(fine grain HAZ)和部分相变区(inter-critical HAZ)。
1.5 34CrNi1Mo钢不同冷却速率下的线膨胀曲线获取
利用L78RITA淬火线膨胀仪进行线膨胀实验,实验样品为采用线切割制备的直径3 mm、长度10 mm的金属圆棒。实验时将样品以50 ℃/s的加热速率加热至1000 ℃,再分别以40、20、10、5和1 ℃/s的冷却速率冷却至室温,得到34CrNi1Mo钢在加热和冷却过程中应变随温度变化的曲线,如图1所示。获得34CrNi1Mo钢的奥氏体化开始温度(Ac1)为736 ℃,奥氏体化结束温度(Ac3)为791 ℃,贝氏体转变开始温度(Bs)为510 ℃,马氏体转变开始温度(Ms)为320 ℃。
图1
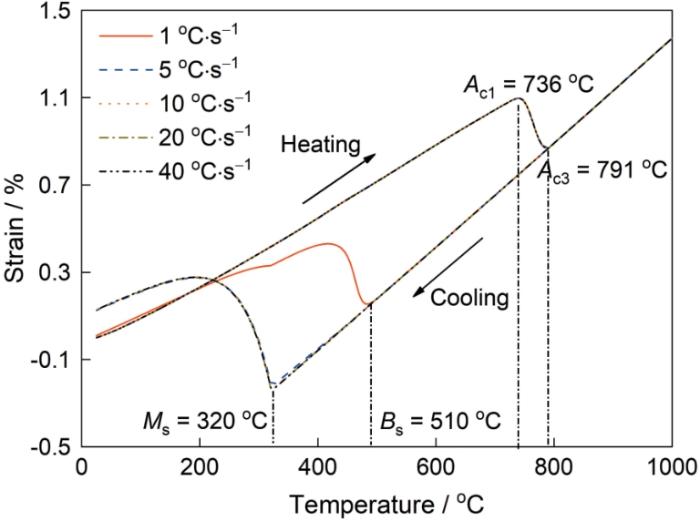
图1
34CrNi1Mo钢不同冷却速率下的热膨胀曲线
Fig.1
Thermal expansion curves of 34CrNi1Mo steel at different cooling rates (Ac1—austenitizing start temperature, Ac3—austenitizing end temperature, Bs—bainite transformation start temperature, Ms—martensite transformation start temperature)
2 有限元计算方法
基于通用有限元软件MSC. Marc,以34CrNi1Mo与Q355B钢平板多层多道焊对接接头为研究对象,开发了考虑34CrNi1Mo钢固态相变的“热-冶金-力学”多场耦合数值计算方法。重点考虑固态相变对焊接残余应力的影响,忽略其他次要的耦合关系。采用顺序耦合的方式来计算温度场、相体积分数和残余应力。
在进行数值模拟时,根据试件的实际几何尺寸建立了如图2所示的有限元网格模型。为了兼顾计算精度与效率,采用非均匀网格划分策略优化计算资源分配,在焊缝及热影响区等关键区域实施局部网格加密,最小网格尺寸为0.4 mm × 0.5 mm × 4.0 mm,以精确捕捉温度梯度变化和相变行为;在远离热影响区的母材区域则采用渐进式粗化网格。
图2
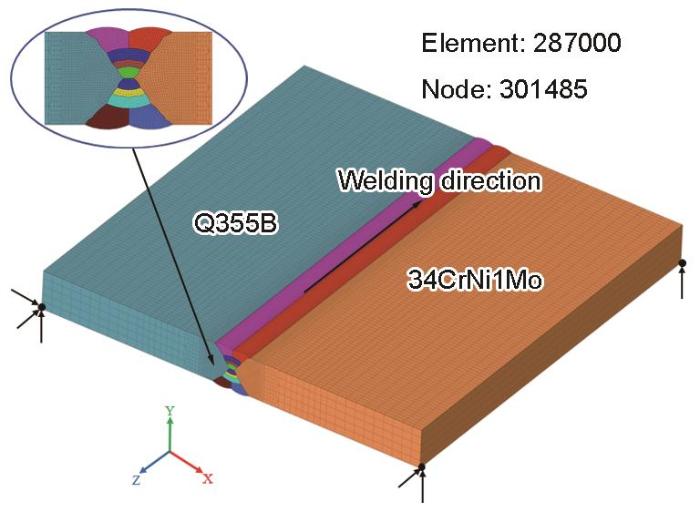
焊缝金属的添加采用生死单元的方式,即焊接热源未到达该焊道时,焊缝单元不激活,焊接热源到达该焊道时,焊缝单元立刻激活。网格单元均为八节点六面体单元,单元总数为287000,节点总数为301845,在温度场和应力/应变场计算时采用的单元类型分别为43号全积分传热单元和7号全积分结构单元。
2.1 温度场计算
在焊接过程中,电弧产生的热量通过内部热源以热传导的方式由焊缝向外扩散。因此,在焊接热分析过程中,采用非线性传热方程来描述热传导过程。本工作选用Goldak双椭球热源模型[20]模拟焊接热输入,该热源模型能够有效反映实际焊接时熔池形成和凝固的动态热过程。同时,在计算过程中考虑试件和外部环境的散热,在有限元模型中将试件与空气接触的表面定义为散热面。散热包括对流和辐射两种热交换方式,对流采用Newton定律描述试件与环境的对流散热。在实际焊接时,焊材按低强匹配原则选择,因此在计算时将焊缝区域也近似采用Q355B材料参数。本工作将34CrNi1Mo钢各相(包括奥氏体、贝氏体和马氏体等)采用相同的热物理性能(密度、比热容和热导率)。34CrNi1Mo和Q355B钢母材在25、200、400、600、800和1000 ℃的热导率和比热容以及常温下的密度由实验测得,1000 ℃以上的热物性参数按其化学成分使用JMatPro软件计算得到。34CrNi1Mo钢的热物性参数如图3所示,Q355钢的热物性引自文献[17]。
图3
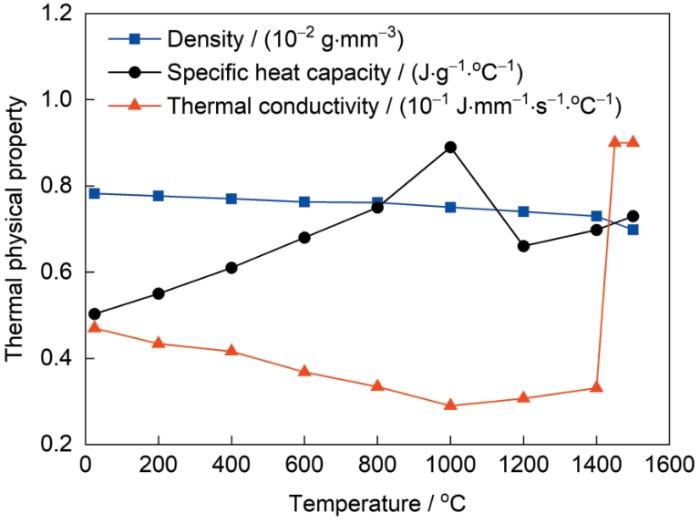
图3
34CrNi1Mo钢的热物性参数
Fig.3
Thermal physical property parameters of 34CrNi1Mo steel
2.2 相体积分数计算
固态相变对低碳钢和C当量小于0.5%的低合金高强钢的残余应力影响较小,而对中、高碳钢的影响较大[10]。本工作中的Q355B钢,其C含量及C当量均较低,可不考虑固态相变的影响。而对于34CrNi1Mo钢则必须考虑固态相变的影响。固态相变对焊接残余应力形成过程及其最终数值的影响主要体现在以下三个方面。(1) 体积变化的影响:在加热和冷却过程中,由于材料的晶格类型发生变化而引起的体积变化;(2) 屈服强度变化的影响:在固态相变过程中,过冷奥氏体的屈服强度与对应温度的母材相比要低很多,因此在发生固态相变前,其累积弹性应变要受到过冷奥氏体的屈服极限限制;(3) 相变超塑性的影响:在固态相变过程中,由于母相奥氏体的屈服强度低,而生成的子相(如贝氏体和马氏体)的屈服强度高。在冷却过程中,母相转变成子相时伴随着瞬态应力产生,当瞬态应力超过“软相的屈服极限”而小于混合组织的屈服强度时,也可发生塑性应变(即相变超塑性)。由固态相变导致的三个因素,即相变体积效应、力学性能变化和相变诱导塑性,会影响残余应力的演化及分布特征[21~23] ,这三个机制的协同作用决定了焊接接头残余应力的最终分布形态。研究[24]表明,相变诱导塑性对焊接应力演化过程的影响相对较小,因此本工作忽略了此因素,主要考虑34CrNi1Mo钢焊接热影响区加热时的奥氏体化过程、冷却时的贝氏体和马氏体相变过程。
依据材料的化学成分通过JMatPro软件计算得到模拟热影响区连续冷却转变(SHCCT)曲线,如图4所示,以计算34CrNi1Mo钢热影响区的相体积分数。
图4
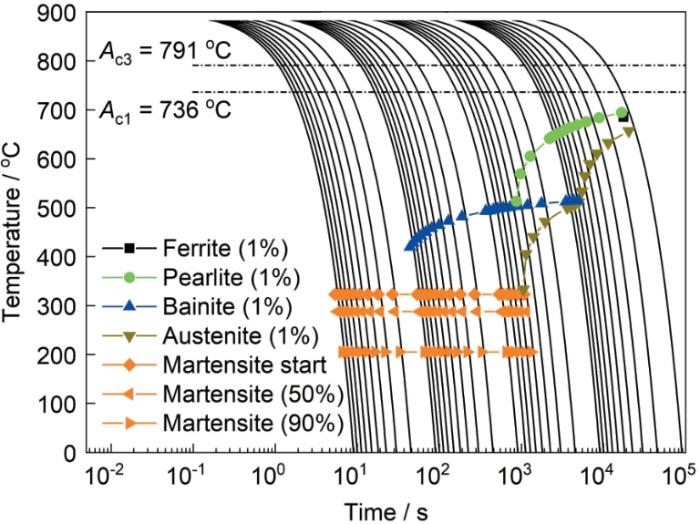
图4
34CrNi1Mo钢的模拟热影响区连续冷却转变(SHCCT)曲线
Fig.4
Simulated heat-affected zone (HAZ) continuous cooling transformation (SHCCT) curves of 34CrNi1Mo steel (Precent signs refer to the phase volume fractions)
在焊接加热过程中,当温度达到Ac1时,34CrNi1Mo钢母材开始发生奥氏体化。当温度处于Ac1和Ac3之间时,初始组织部分转变为奥氏体。当温度超过Ac3时,母材组织全部转变为奥氏体。在固态相变模型中,奥氏体转变过程可由下式表示:
式中,fA为奥氏体体积分数,T为当前温度。
在冷却过程中,34CrNi1Mo钢的热影响区发生贝氏体相变和马氏体相变。对于贝氏体相变,采用Johnson-Mehl-Avrami-Kolmogorov (JMAK)方程来描述,如下式所示[19]:
式中,fB为贝氏体体积分数,tB为贝氏体相变时间;kB和nB分别为与温度、化学成分和晶粒度有关的动力学材料参数,可以根据文献[25],通过SHCCT曲线来计算获得。
贝氏体相变结束后,余下的奥氏体会继续随温度降低而发生马氏体转变。采用如下式所示的Koistinen-Marburger关系来描述马氏体转变[19]:
式中,fM为马氏体体积分数;b为马氏体转变系数,本工作b取0.025[19]。
因此,在相变过程中由母材组织转变为奥氏体、奥氏体转变为贝氏体和奥氏体转变为马氏体导致的体积变化如下式所示:
式中,Δ
除了固态相变带来的体积变化外,相变导致的屈服强度变化也对焊接残余应力和变形有显著影响。本工作采用JMatPro软件计算出各相的屈服强度,结果如图5所示。然后通过各相屈服强度简单线性混合相加的方法来确定混合相的屈服强度,计算公式如下式所示:
图5
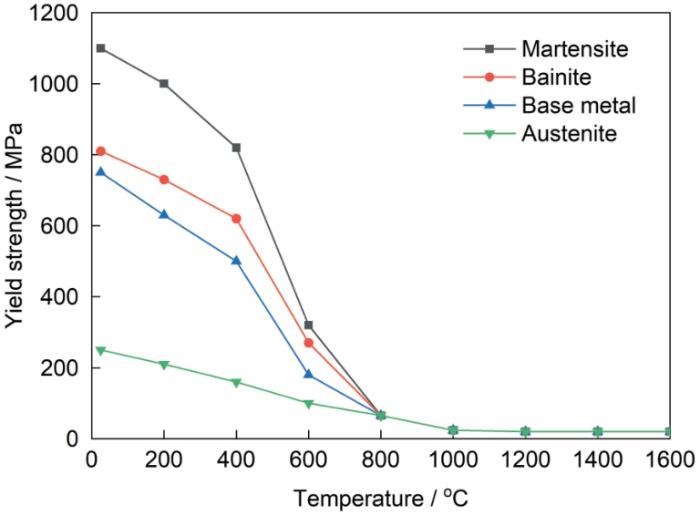
图5
JMatPro软件计算得到的34CrNi1Mo钢中各相的屈服强度
Fig.5
Yield strengths of each phase in 34CrNi1Mo steel obtained by JMatPro software
式中,σs为混合相屈服强度,fi 为i相体积分数,
2.3 应力场计算
在力学分析过程中,采用热-力顺序耦合的方法,先计算各个积分点的温度循环作为热载荷,再将热载荷加载到结构分析有限元模型中,从而形成传热分析与结构分析交替的过程,求解整个焊接过程的应力和变形。由于焊接过程涉及材料非线性、几何非线性以及边界条件非线性等行为,一般采用增量分析的方法进行研究,即对上一步得到的应变增加一个新的增量:
式中,εt + dt 为当前增量步的累积应变,εt 为上一增量步的累积应变,Δε为应变增量。
在焊接过程中,材料的总应变增量(Δεtotal)包括弹性应变增量(Δεe)、塑性应变增量(Δεp)、热应变增量(Δεth)、相变应变增量(Δεph)和蠕变应变增量(Δεcr),用下式表示:
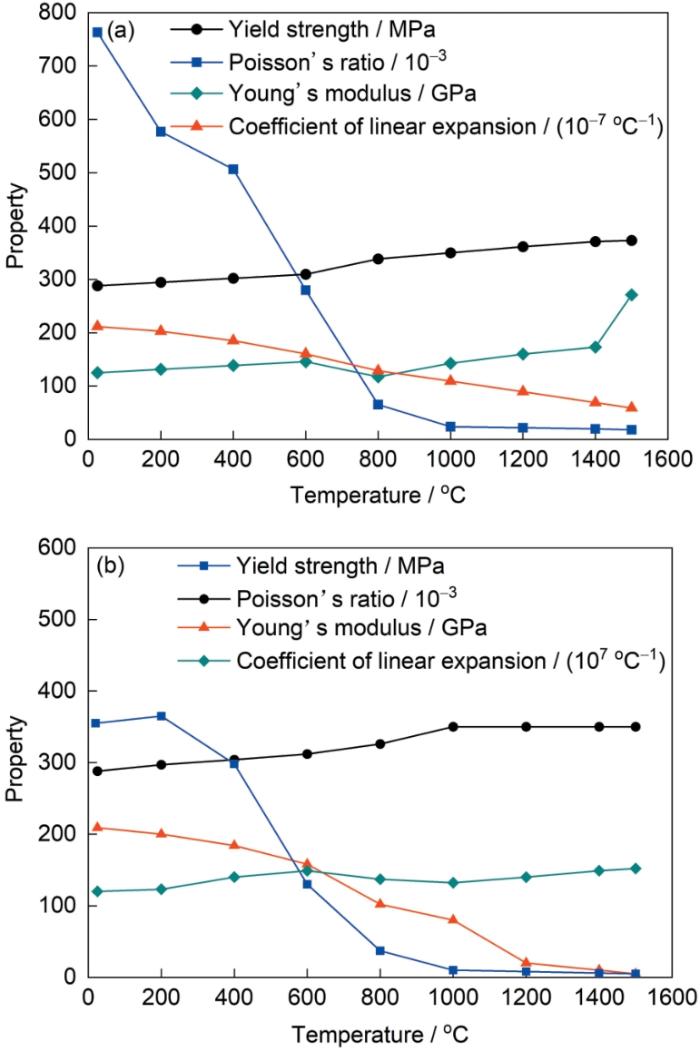
本构模型采用以下基本假设:在弹性阶段,材料响应服从各向同性Hooke定律,即应力与应变成线性比例关系;在塑性阶段则服从Mises屈服准则,认为当等效应力达到材料屈服强度时发生塑性变形;热应变通过线膨胀系数计算;相变塑性应变采用Leblond模型[26]计算。Q355B和34CrNi1Mo钢的力学分析采用理想弹塑性模型进行计算,忽略加工硬化效应。由于焊接过程快冷快热的特点,材料在高温停留的累积时间较短,蠕变应变因素对残余应力的影响不显著,因此不考虑Δεcr。本工作通过在25、200、400、600、800和1000 ℃的拉伸实验,获得Q355B和34CrNi1Mo钢的Young's模量和屈服强度,1000 ℃以上的参数按其化学成分由JMatPro软件计算得到,Q355B和34CrNi1Mo钢的性能如图6所示。由于在实际焊接过程中未施加外部拘束,因此在有限元模型中采用三节点六自由度位移拘束以防止焊件发生刚体位移。
图6
2.4 焊后热处理计算
基于MSC. Marc软件,本工作开发了考虑蠕变效应的“热-弹/塑性”数值计算方法,模拟焊后热处理对焊接残余应力消除效果。在模拟热处理时,采用直接给有限元模型中所有节点赋予与热处理温度曲线相同的温度履历来进行热过程分析。在焊后热处理计算时,采用的蠕变模型为MSC. Marc有限元软件自带的Maxwell蠕变模型,假设材料的蠕变效应遵循FieldsFields蠕变方程,如下式所示[14]:
式中,εcr为蠕变应变;σ为应力;tT为热处理时间;k、m和n均为由温度决定的常数。
在热处理过程中,材料的Δε
式中,E为Young's模量,εe为弹性应变。
本工作采用的蠕变模型能够有效模拟材料在热处理过程中的第一蠕变阶段(瞬时蠕变阶段)和第二蠕变阶段(稳态蠕变阶段),从而与实际热处理过程具有较高的一致性,增强了数值模拟的精确性。由于热处理时温度高于300 ℃的时间较短,在随后的保温阶段,应力得到释放后大幅降低,应力驱动力较小。因此,本工作的焊后热处理数值模拟仅在保温阶段考虑材料模型的蠕变效应,不考虑加热和冷却阶段,可以大幅提高计算效率。由于Q355B钢在300 ℃以下时基本不产生蠕变行为,因此在温度低于300 ℃时,蠕变参数k被设定为0。对于其他温度范围,蠕变参数见参考文献[14]。
本工作热处理过程采用的温度为650 ℃。对于Q355B钢,根据文献[27]的研究可得到:k = 5.05 × 10-11 MPa-n ·min-m,其中m = 0.8,n = 6.79。对于34CrNi1Mo钢,参考Sawada等[28]提供的成分和性能最为接近的钢材数据,并结合本工作的具体条件,对相关常数进行了校准和计算。在650 ℃时,34CrNi1Mo钢的相关常数确定为:k = 4.54 × 10-11 MPa-n ·min-m,m = 0.78,n = 7.47。为了将蠕变效应考虑到热处理的数值模拟中,最后使用Fortran语言编写考虑材料蠕变效应的子程序。在数值模拟过程中,该子程序被集成到有限元软件MSC. Marc中。
2.5 计算案例
本工作设计了四个计算案例,如表2所示。Case A只考虑焊接,材料模型中不考虑固态相变,不进行热处理;Case B只考虑焊接,但材料模型中考虑固态相变,不进行热处理;Case C既考虑焊接又考虑热处理,但热处理过程中不考虑蠕变;Case D既考虑焊接又考虑热处理,热处理过程中考虑蠕变。
表2 数值模拟计算案例
Table 2
| Case | Welding | SSPT | Heat treatment | Creep |
|---|---|---|---|---|
| A | Yes | No | No | No |
| B | Yes | Yes | No | No |
| C | Yes | Yes | Yes | No |
| D | Yes | Yes | Yes | Yes |
3 结果与分析
3.1 温度场
图7
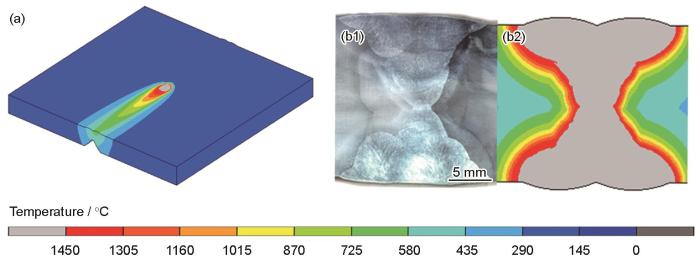
图7
34CrNi1Mo与Q355B钢对接接头瞬时温度分布云图及接头熔化区域截面微观形貌与峰值温度分布云图对比
Fig.7
Transient temperature distribution filed of butt joint (a), comparisons between cross-sectional morphology (b1) and temperature distribution (b2) of fusion zone in 34CrNi1Mo and Q355B butt joint
3.2 显微组织
图8

图8
Q355B钢微观组织的OM像
Fig.8
OM images of Q355B steel
(a) fusion zone (b) coarse grain HAZ (c) fine grain HAZ (d) base metal
图9
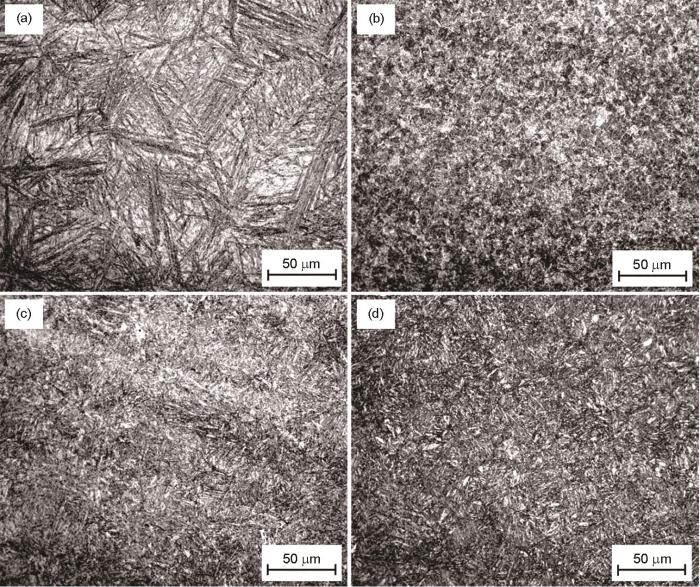
图9
34CrNi1Mo钢微观组织的OM像
Fig.9
OM images of 34CrNi1Mo steel
(a) coarse grain HAZ (b) fine grain HAZ (c) inter-critical HAZ (d) base metal
3.3 相体积分数
图10为数值计算得到的马氏体和贝氏体相体积分数。可以看出,34CrNi1Mo钢上五层焊道焊接热影响区的粗晶区和细晶区的贝氏体平均体积分数为54%、马氏体平均体积分数为46%,下五层焊道焊接热影响区的粗晶区和细晶区的贝氏体平均体积分数为32%、马氏体平均体积分数为68%。这是由于先焊焊道已有焊缝填充金属,导致后焊焊道冷却速率加快,促进了马氏体的形成,同时减少贝氏体的形成。在部分相变区,新生成的马氏体和贝氏体体积分数之和小于1,这是因为该区只有部分母材发生了奥氏体化。由于未考虑Q355B钢母材和焊缝的固态相变行为,因此Q355B钢和焊缝的马氏体和贝氏体相体积分数均为0。
图10
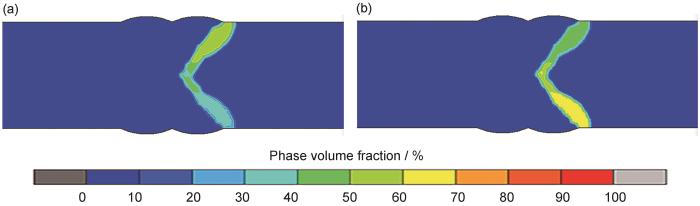
图10
34CrNi1Mo与Q355B钢对接接头中马氏体和贝氏体相体积分数
Fig.10
Phase volume fractions of martensite (a) and bainite (b) of 34CrNi1Mo and Q355B butt joint
3.4 残余应力
本节首先基于数值模拟结果,探究固态相变对34CrNi1Mo/Q355B异种钢对接接头残余应力的影响;并基于特定位置上的数值模拟结果与实验结果的比较,验证本工作所开发的考虑固态相变的“热-弹/塑性”有限元方法的计算精度。随后,基于数值模拟结果,考察蠕变效应在热处理过程中消除焊接残余应力的贡献,并定量比较特定位置的数值模拟结果与测量结果,进一步验证焊后热处理过程中蠕变效应对消除焊接残余应力的重要性。
3.4.1 焊接残余应力
图11比较了Case A 和Case B中34CrNi1Mo与Q355B钢对接接头的上表面及中央截面焊缝附近的纵向残余应力分布云图。可以看出,Case A的34CrNi1Mo钢热影响区的纵向拉伸残余应力很高,其峰值约800 MPa,略高于34CrNi1Mo钢常温屈服强度;焊缝处纵向拉伸残余应力平均值约为350 MPa,峰值出现在焊趾附近,约为400 MPa,与熔覆金属的常温屈服强度相当。随着距离焊缝的距离增加,纵向残余应力逐渐减小并转变为压缩残余应力。相较于Case A,Case B考虑了34CrNi1Mo钢的固态相变,34CrNi1Mo钢焊接热影响区的拉伸残余应力显著降低,甚至大部分位置由拉伸残余应力转变为压缩残余应力。这是由于在焊接冷却过程中,34CrNi1Mo钢在热影响区发生了马氏体和贝氏体相变,相变引起的体积膨胀部分抵消了热应力,使该区域纵向拉伸残余应力减小。同时还可以看出,纵向拉伸残余应力的峰值发生偏移,出现在紧邻34CrNi1Mo钢焊接热影响区的母材上。
图11
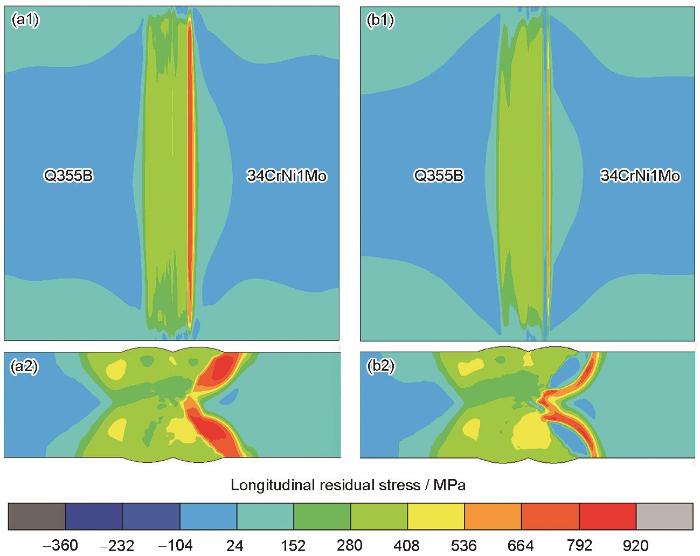
图11
Case A 和Case B中34CrNi1Mo与Q355B钢对接接头的上表面及中央截面焊缝附近的纵向残余应力分布云图
Fig.11
Contours of longitudinal residual stress distributions on the top surface (a1, b1) and middle cross-section near the weld (a2, b2) of 34CrNi1Mo and Q355B butt joint in case A (a1, a2) and case B (b1, b2)
图12为Case A和Case B中沿中央截面上表面(路径L1)上纵向残余应力分布计算结果与实测结果比较。可以看出,Case A和Case B在路径L1上的纵向残余应力分布形态上总体类似,但在34CrNi1Mo钢的热影响区存在显著差异。Case A中纵向残余应力的高拉伸应力区在34CrNi1Mo钢热影响区,其峰值为764 MPa,与其屈服强度相当;Case B中纵向拉伸残余应力峰值位于34CrNi1Mo钢未发生相变的母材,其大小为630 MPa。值得注意的是,Case B由于考虑了固态相变,在34CrNi1Mo钢热影响区的纵向拉伸残余应力显著降低,最小值为146 MPa。这是由于焊接冷却过程中34CrNi1Mo钢在热影响区发生了马氏体和贝氏体相变,引起的体积膨胀抵消了部分热应力所致。此外,预热温度和层间温度均为270 ℃,这也是导致纵向拉伸应力降低的一个因素。在焊缝中心位置,Case A和Case B中纵向残余应力比焊缝区域其他位置略高100 MPa,这是由于盖面焊有两道焊道,在两道焊道的交接处产生了较高的纵向残余应力。通过比较计算结果与实测结果可知,焊缝附近纵向残余应力峰值的实测结果略低于计算值。这可能与焊缝表面不平,测量时对焊缝进行了一定程度的打磨有关,打磨使表面应力得到了部分释放。与Case A 相比,Case B的计算结果与实测结果的吻合度更高,不考虑固态相变的Case A严重高估了34CrNi1Mo钢热影响区的纵向残余应力。
图12

图12
Case A 和Case B中路径L1纵向残余应力计算结果与实验测量结果比较
Fig.12
Comparisons of the longitudinal residual stress along the path L1 (indicated in the inset) between the calculated results in cases A and B and the experimental measurement results
图13为Case A和Case B中34CrNi1Mo与Q355B钢对接接头的上表面及中央截面焊缝附近横向残余应力分布云图。Case A和Case B的中央截面云图存在一定差异:Case A中横向拉伸残余应力峰值在34CrNi1Mo钢焊接热影响区;Case B的横向拉伸残余应力峰值在焊缝区域,而34CrNi1Mo钢的热影响区中横向应力较小。这是由于对接接头的板厚较厚,因此横向拘束也相应较大,这使得固态相变对横向应力的形成过程也产生较大影响。换而言之,较大的横向拘束导致在冷却过程中固态相变引起的体积膨胀对热应力进行了部分抵消。总体而言,由于焊件在横向方向上的拘束比在纵向方向上的拘束要小,因此对接接头的横向残余应力也比纵向残余应力要小。
图13
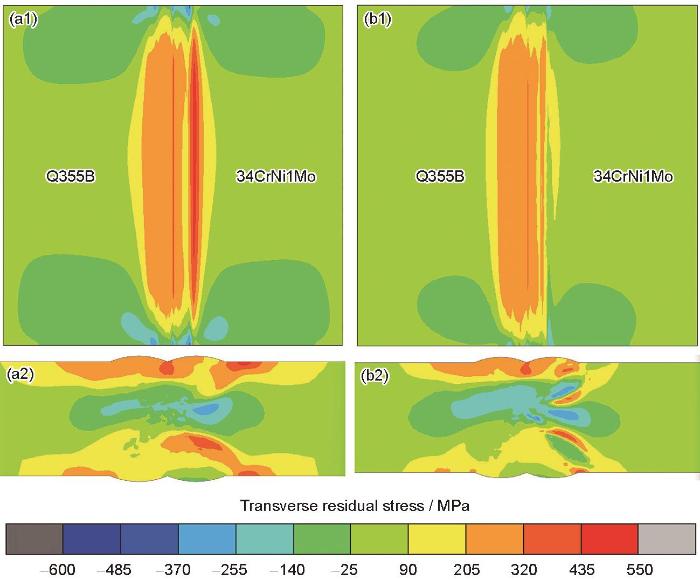
图13
Case A和Case B中34CrNi1Mo与Q355B钢对接接头的上表面及中央截面焊缝附近的横向残余应力分布云图
Fig.13
Contours of transverse residual stress distribution on the top surface (a1, b1) and middle cross-sections near the weld (a2, b2) of 34CrNi1Mo and Q355B butt joint in case A (a1, a2) and case B (b1, b2)
图14为Case A和Case B中路径L1上横向残余应力分布计算结果与实测结果比较。Case A和Case B在L1上的横向残余应力分布形态上总体类似,但在34CrNi1Mo钢的热影响区存在显著差异。对于不考虑固态相变的Case A而言,34CrNi1Mo钢的热影响区存在较高横向拉应力,峰值为569 MPa;对于考虑固态相变的Case B而言,在34CrNi1Mo钢热影响区的横向拉伸残余应力整体较小,最小值为53 MPa,靠近热影响区的母材残余应力增大至150 MPa。产生这种差异的原因有二:对接接头的板厚较大,横向拘束相对也较大;在冷却过程中,34CrNi1Mo钢的热影响区发生了马氏体和贝氏体相变而导致体积膨胀,在较大横向拘束条件下抵消了部分热应力。
图14

图14
Case A 和Case B中沿路径L1的横向残余应力计算结果与实验测量结果对比
Fig.14
Comparisons of the transverse residual stress along the path L1 (indicated in the inset) between the calculated results in cases A and B and the experimental measurement results
在焊缝区域的中心位置,Case A和Case B的横向残余应力比焊缝其他位置都高,峰值应力位置处于两道盖面焊道的交接位置。比较计算结果与实测结果可知,两者的横向残余应力分布形态基本一致,但测量结果总体上小于计算值,这是测量前对应变片粘贴位置的打磨释放了部分应力所致。总体而言,固态相变显著改变了热影响区横向残余应力的分布形态和大小,考虑了固态相变的Case B计算得到的横向残余应力分布及大小与测量结果更吻合。
3.4.2 热处理后的残余应力
图15为Case B~D中34CrNi1Mo与Q355B钢对接接头的下表面及中央截面上纵向残余应力分布云图。对比Case B和Case C可以看出,在不考虑材料蠕变条件下,热处理前后纵向残余应力分布形态相似,在焊缝及其附近区域仍保留较高的纵向拉伸残余应力,峰值约为370 MPa。对比Case C和Case D可以看出,在热处理过程中考虑蠕变后,其纵向残余应力分布形态变化并不显著,但应力大幅下降,Case D的峰值应力约为110 MPa,显著低于Case C的370 MPa。上述比较结果表明,在热处理过程中,蠕变效应对于消除纵向残余应力是至关重要的。
图15
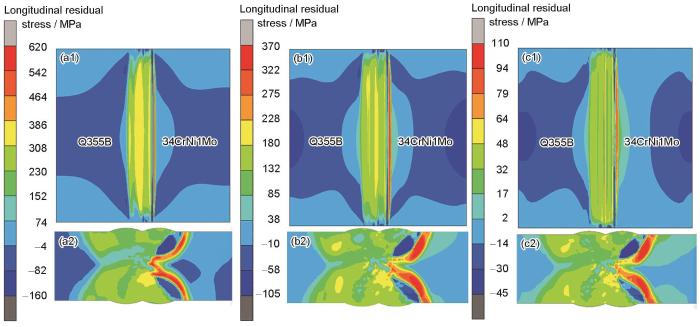
图15
Case B~D中34CrNi1Mo与Q355B钢对接接头的下表面及中央截面焊缝附近的纵向残余应力分布云图
Fig.15
Contours of longitudinal residual stress distribution on the lower surface (a1-c1) and middle cross-section near the weld (a2-c2) of 34CrNi1Mo and Q355B butt joint in case B (a1, a2), case C (b1, b2), and case D (c1, c2)
图16为Case B~D中沿中央截面下表面(路径L2)上的纵向残余应力分布计算结果与实测结果比较。比较Case B和Case C可知,如果不考虑蠕变效应,纵向残余应力在热处理后下降幅度较小,应力的分布形态基本不变;如果考虑蠕变效应,纵向残余应力在热处理后大幅度降低,应力分布形态改变不显著。比较Case B和Case D可知,纵向残余应力峰值从619 MPa降低至107 MPa,减小幅度约为83%。总体而言,考虑蠕变效应的Case D的计算结果与实测结果吻合良好。
图16
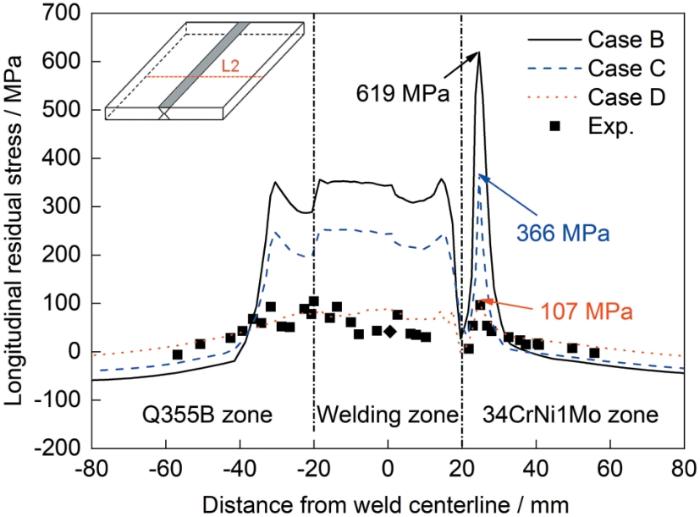
图16
Cases B~D中沿路径L2的纵向残余应力计算结果与实验测量结果的比较
Fig.16
Comparisons of longitudinal residual stresses along the path L2 (indicated in the inset) between the calculated results in Cases B-D and the experimental measurement results
图17为Case B~D中34CrNi1Mo与Q355B钢对接接头的下表面及中央截面焊缝附近的横向残余应力分布云图。对比Case B和Case C可以看出,在不考虑材料蠕变条件下,热处理前后横向残余应力分布形态相似,横向残余应力的峰值由520 MPa降低到250 MPa,降幅超过50%。对比Case C和Case D可以看出,在热处理过程中考虑蠕变后,其横向残余应力分布形态变化并不显著,但应力下降幅度更大,Case D的峰值应力约为110 MPa,显著低于Case C。上述比较表明,在热处理过程中蠕变效应对于消除横向残余应力是至关重要的。
图17
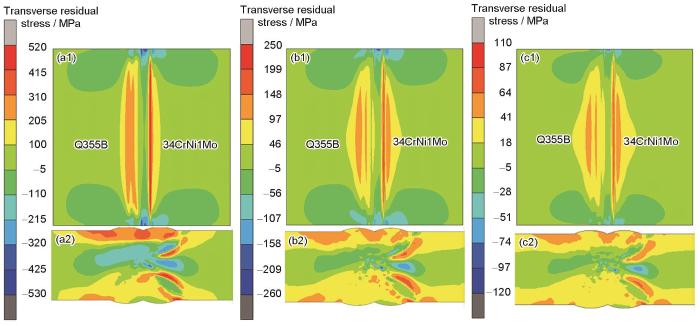
图17
Cases B~D中34CrNi1Mo与Q355B钢对接接头的下表面及中央截面焊缝附近的横向残余应力分布云图
Fig.17
Contours of transverse residual stress distribution on the lower surface (a1-c1) and middle cross-section near the weld (a2-c2) of 34CrNi1Mo and Q355B butt joint in case B (a1, a2), case C (b1, b2), and case D (c1, c2)
图18为Case B~D中路径L2上的横向残余应力分布计算结果与实测结果比较。比较Case B和Case C可知,如果不考虑蠕变效应,横向残余应力在热处理后下降幅度相对较小,应力的分布形态基本不变;如果考虑蠕变效应,横向残余应力在热处理后大幅度降低,应力分布形态改变也不显著。总体而言,考虑蠕变效应的Case D的计算结果与实测结果吻合良好,而Case C的计算结果明显高于实验结果。比较Case B和Case D可知,横向残余应力峰值从517 MPa降低至106 MPa,降幅约为79%。
图18
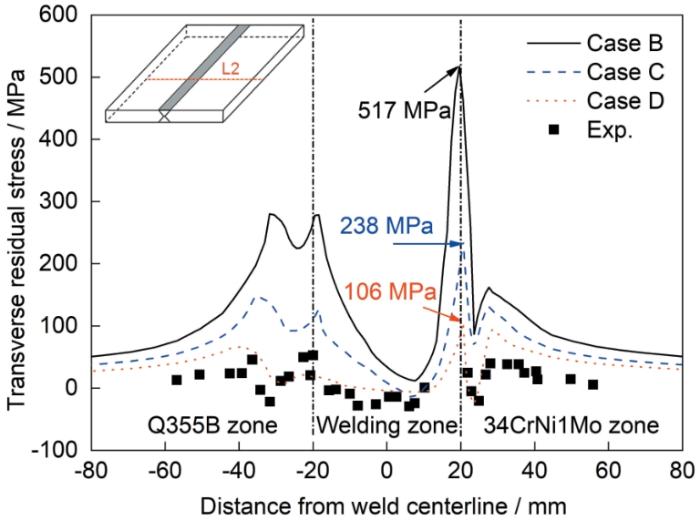
图18
Cases B~D中沿路径L2的横向残余应力计算结果与实验测量结果的比较
Fig.18
Comparisons of transverse residual stresses along the path L2 (indicated in the inset) between the calculated results in Cases B-D and the experimental measurement results
4 结论
(1) 无论是焊接残余应力还是热处理后的残余应力,本工作基于MSC. Marc软件开发的考虑34CrNi1Mo中碳调质钢固态相变的“热-冶金-力学”多场耦合有限元计算方法和考虑蠕变效应的“热-弹/塑性”有限元计算方法所得的残余应力均与实验值吻合良好,验证了所开发方法的准确性。
(2) 固态相变对中碳调质钢纵向残余应力和横向残余应力的分布和大小均有显著影响。在不考虑固态相变的情况下,接头上表面的纵向残余应力峰值出现在34CrNi1Mo钢侧的焊趾附近,峰值略高于母材常温屈服极限;考虑固态相变后,34CrNi1Mo钢热影响区的纵向残余应力因相变引起的体积变化显著降低,其峰值发生了偏移,出现在紧邻34CrNi1Mo钢热影响区的母材位置。
(3) 34CrNi1Mo与Q355B钢对接接头在650 ℃下保温8 h后,焊接残余应力得到比较充分的消除,纵向残余应力峰值减小约83%;横向残余应力峰值减小约79%。
参考文献
Safety evaluation and simulation research of filling mining mine—A case study of Jisuo coal mine
[J].
Evaluating and optimizing the effectiveness of mining equipment; the case of Chibuluma South underground mine
[J].
China heavy machinery equipment intelligent manufacturing and low-carbon development summit forum successfully held
[J].
中国重型机械装备智能制造与低碳发展高峰论坛成功举办
[J].
Automation renovation design of the mining machinery system based on grinding equipment
[J].
基于磨矿设备的矿山机械系统自动化改造设计
[J].
Welding process research on 42CrMo and Q345D forge welding gear
[J].
42CrMo与Q345D锻焊齿轮焊接工艺研究
[J].
Forge welding the weld structure gear manufacturing techniques
[J].
锻焊结构齿轮的焊接制造技术
[J].
Predicting welding deformation of exposed forged-and-welded gear by the integrated computational approach
[J].
采用集成计算方法预测开式锻焊齿轮的焊接变形
[J].
Influence of material model on prediction accuracy of welding residual stress in an austenitic stainless steel multi-pass butt-welded joint
[J].
FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects
[J].
Numerical simulation of welding residual stress and deformation in low alloy high strength steel weldments
[D].
低合金高强钢焊接残余应力与变形的数值模拟
[D].
Study of welding residual stress's numerical simulation and relieving
[D].
焊接残余应力的数值模拟及控制消除研究
[D].
Simulation of vibration stress relief after welding based on FEM
[J].
Theoretical prediction of welding distortion in large and complex structures
[J].
Influence of welding sequence on welding residual stress distribution in thick plate joint
[J].
焊接顺序对厚板焊接残余应力分布的影响
[J].
Prediction and elimination of welding residual stress in large pipe-sheet structure
[J].
大型管板结构焊接残余应力的预测与消除
[J].
Effect of creep on prediction accuracy and calculating efficiency of residual stress in post weld heat treatment
[J].
蠕变对焊后热处理残余应力预测精度和计算效率的影响
[J].
The application of fine increment hole drilling for measuring machining-induced residual stresses
[J].
Modeling of welding-induced residual stresses and sensitization in typical dissimilar metal welded joints used in power plant equipment
[D].
电站装备中典型异种钢焊接接头的残余应力和焊接敏化研究
[D].
Influence of welding sequence on residual stress distribution and deformation in Q345 steel H-section butt-welded joint
[J].
Coupling between stress, temperature, and metallic structures during processes involving phase transformations
[J].
Stress-phase-transformation interactions-basic principles, modelling, and calculation of internal stresses
[J].
Mathematical model coupling phase transformation and temperature evolution during quenching of steels
[J].
Influence of transformation induced plasticity on simulated results of welding residual stress in low temperature transformation steel
[J].
Finite element analysis of temperature field, microstructure and residual stress in multi-pass butt-welded 2.25Cr-1Mo steel pipes
[J].
Mathematical modelling of transformation plasticity in steels I: Case of ideal-plastic phases
[J].
Experimental study on creep behavior in steel at elevated temperature
[D].
钢材高温蠕变性能试验研究
[D].
Catalog of NIMS creep data sheets
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}