


热镀纯锌(hot galvanized,HGI)及其合金化(hot galvannealed,HGA)产品具有优良的耐蚀性能,成本也相对较低,并且随着热镀锌技术的进步,其产品表面质量可以与电镀锌产品相媲美,因而在汽车工业得到了广泛的应用。目前,日系轿车基本上全部采用HGA板做外板,欧美国家的汽车制造业也在不断地提高热镀锌钢板的使用量。汽车板,特别是汽车外板在需求量不断增加的同时,对热镀锌产品的表面质量和成型性等方面也提出了越来越高的要求[1]。
2006年,Thess等[12]基于电磁感应原理提出了Lorentz力测速技术:通过施加磁场在金属液中形成电磁敏感区,在敏感区中产生涡流并与外加磁场相互作用,进而产生Lorentz力,通过测量Lorentz力在磁系统上的反作用力来测量金属液的流速[13,14,15,16,17]。该技术具有非接触、原位、在线测量的特点,在高温金属流动行为的研究中有着明显的优势,有望为相关生产工艺提供实时反馈数据。Viré等[18]和Jian等[19,20]采用该技术在实验室条件下开展了GaInSn金属液体流速测量,甚至钢液流速在线测量的尝试,Dubovikova等[21]和Kolesnikov等[22]则进行了液态铝流速的实验和工业测量研究。
本工作将Lorentz测速技术应用至热镀锌工艺,实现工业现场锌液表面流速的测量和分析。
1 实验方法
1.1 Lorentz力测速原理
图1

图1
Lorentz力测速仪(LFV)测速原理图
Fig.1
Application principle of Lorentz force velocimetry (LFV) (Due to the distribution of magnetic field (B0) in the flowing molten metal, eddy current generated by electromagnetic induction between magnetic field and the molten metal, the Lorentz force (Fl) which brakes the molten metal is produced by the induction between the eddy current and the moving liquid (with the velocity of v), and the permanent magnet (PM) is also subjected to a force (Fm) in the same magnitude and the opposite direction)
式中,j为感应电流密度;σ和v分别为金属液电导率和流速;B为磁感应强度;E为金属液电势;B0为永磁体磁场强度;fl为Lorentz力密度;V为力密度积分区域;Fl为金属液受到的Lorentz力;Fm为与Lorentz大小相等方向相反的待测电磁力。
由式
式中,k为系数,可由校准实验计算确定。
1.2 实验装置及方法
根据图1的测量原理,本工作设计了如图2所示的测量装置。该装置由磁系统、力传感器、隔热外壳和支架基础组成,装置的外部尺寸长、宽、高分别为130、180和255 mm。磁系统中采用磁能积不小于1194 kA/m、表面剩磁不低于1.05 T、工作温度不高于350 ℃、Curie温度为825 ℃的Sm2Co17永磁体,永磁体尺寸(长、宽、高)为50、50和10 mm,其磁化方向为高度方向。力传感器采用商用MTO-LRS压力传感器(量程2.5 N,精度±5 mN,分辨率±0.5 mN),其电信号通过外接的DEWE-43高频数据处理模块(采集频率1000 Hz)来实时采集和存储。隔热外套和支架采用316L奥氏体不锈钢,为提高装置隔热效果,隔热外套内部设置有石棉层(导热系数0.15 W/(m·K))。
图2
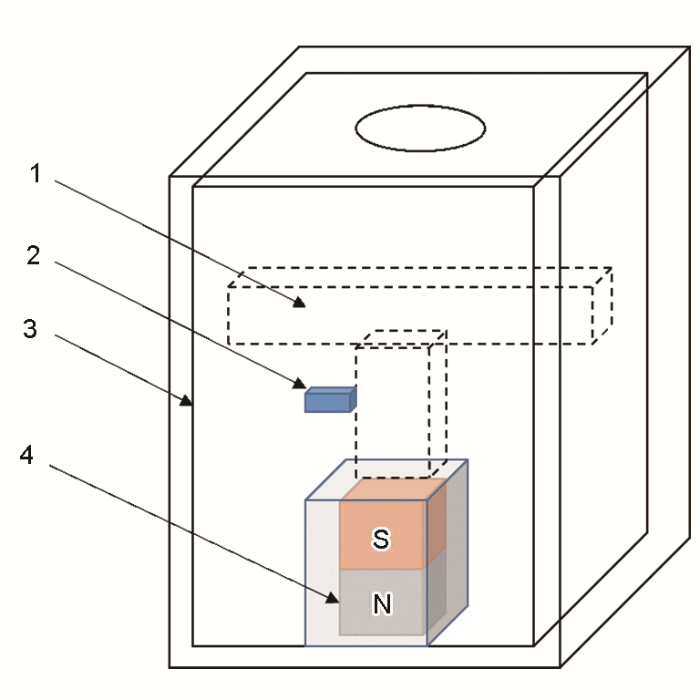
图2
Lorentz力测速仪结构图
Fig.2
Schematic of LFV device (1—support, 2—force sensor, 3—insulation coating, 4—magnet system)
热镀锌工艺过程中,锌锅内锌液的温度约为460 ℃,锌液上方无覆盖,锌液与空气接触产生的氧化层由气刀吹至锌锅边缘,同时由于气刀的作用锌锅内锌液由中心向四周扩散状流动。该体系对应的Reynolds数Re=
设计的流速测量装置通过垂直角钢与铝架刚性固定在锌锅上方。实验过程中,通过调整支架来控制测量装置与锌锅内液面的高度(h)以及装置在锌锅表面的水平位置,并用热电偶监测仪器内部的温度来确保测量中永磁体和传感器处于工作温度范围(<93 ℃)。本工作在h=50 mm进行了图3所示5处位置的测量,5处位置沿x方向水平布置,间距Δx=30 mm,每个位置进行30 s的在线测量。
图3
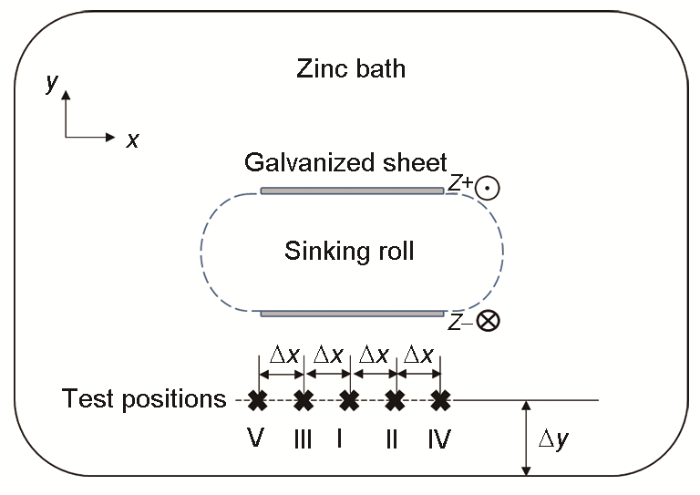
图3
锌液流速测量方案(俯视图)
Fig.3
Measurement schematic of molten zinc flow (top view) (I, II, III, IV and V are the test positions; Δx—distance between the two adjacent positions, Δy—distance between the test position and side of the zinc bath; Z+ and Z- are the outward and inward directions of galvanized sheet, respectively)
1.3 数值模型及数值校准
热镀锌工艺中,锌锅内锌液的流动具有湍流特征,其流动测量的校准十分复杂和困难。Minchenya等[16]、Hernández等[23]和Stelian[24]的研究表明,在高Reynolds数(Re>104,锌液的Re约为1.6×105)液体流动行为中,复杂数值模型的校准计算可以用简单的实体计算代替。故本工作在锌液流动分析中,将锌锅内锌液简化为以一定速度移动的固体锌板(图4),简化后的锌板模型与实际锌液流动主要区别有以下几点:(1) 锌板电导率为一固定值,而锌液的电导率则会随着温度起伏而发生微小变化;(2) 锌板的移动为方向单一的一维运动,锌液则是一种复杂的三维湍流流动。在热镀锌工艺中,锌液表面主要在气刀作用下向锌锅边缘流动,y方向为主要流动方向 (图3),也是测量仪主要测试方向;(3) 锌板表面平整均一,锌液则是一种典型的具有自由表面的敞开流流动。LFV测得的Lorentz力为其正下方主要影响区域的积分合力,即测得的为在相同体积下其平均速度,这一特点使得锌液表面的微小波动对局部区域平均速率测量的影响可以忽略不计。
图4

图4
锌板的数值模型示意图
Fig.4
Schematic of numerical model (The zinc plate (length a, width a and thickness δ) is placed directly below the LFV device with a gap of h, its velocity is vs, and the distance between PM and outer bottom of the LFV device is ζ. P1~P4 represent different center positions of LFV device in numerical simulation)
综上分析,为验证实验中锌液流速测量数据的准确性和可靠性,通过设计与实验同等测量条件下的数值模型,并采用数值分析的方法对实验结果进行校准,这一过程称为数值校准。本工作利用COMSOL 5.3a数值模拟软件,采用锌板(图4)作为校准模型,锌板电导率σs=1.69×107 S/m,σl=3.25×106 S/m,根据
式中,Fs为数值模拟条件下锌板Lorentz力;vs为数值模拟条件下锌板移动速度,为便于换算,取vs=0.1 m/s;vl为待测锌液流动速度。
如图4所示,考虑永磁体在LFV装置中的布置特点,其与锌板沿z向的距离H=h+ζ,其中ζ为永磁体下表面至LFV外壳外表面的垂直距离。锌板长和宽均为a,厚度为δ。为分析永磁体中心相对于固体锌板中心沿x方向的偏离对校准结果的影响,本工作还进行了永磁体中心相对于锌板在不同位置(如P1、P2、P3、P4等)时的数值计算。
2 实验结果与分析讨论
2.1 数值校准结果及其有效性分析
采用图4方案进行的多物理场(COMSOL 5.3a AC/DC模块)数值模拟,一方面,在实际热镀锌工艺中,可以假设锌液相对于小尺寸的永磁体(截面尺寸50 mm×50 mm)是无限深,而数值模型中锌板厚度采用近似条件的假设,即认为超过选取的模型厚度尺寸后,对电磁感应产生的Lorentz力影响可以忽略不计;另一方面,测量装置置于锌锅的上方,由于现场空间、实验操作等因素限制,实际测量只能在测量装置可达的部分位置进行,这些位置往往不是在锌锅中心,而是靠近锌锅边缘的位置。因此,需要对锌板的尺寸、与永磁体的相对位置等参数进行分析,以评估它们对数值校准结果的具体影响。
数值模型中δ可以通过下式来计算[25]:
式中,τ为特征时间,可通过磁场特征尺度(即锌液流经施加磁场区域的尺度,这里取与永磁体截面边长相当的尺寸) dm=0.05 m和vz=0.2 m/s来计算,
δ对数值校准结果的影响如图5所示。可见,在锌板的截面尺寸(0.5 m×0.5 m)、vs (0.1 m/s)、H=h+ζ=50 mm+12 mm=62 mm不变条件下,厚度越大的锌板其校准结果越可靠,这是因为厚度越大的锌板越接近锌锅内锌液的实际深度。但是当δ超过
图5

图5
数值模拟条件下锌板厚度(δ)对数值校准结果的影响
Fig.5
Effect of δ on calibration results during numerical calculation
图6
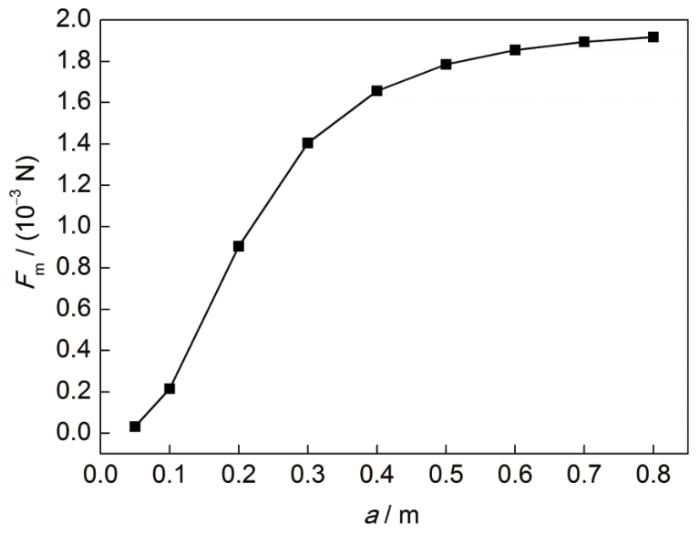
图6
数值模拟条件下锌板边长(a)对数值校准结果的影响
Fig.6
Effect of a on calibration results during numerical calculation
根据
图7

图7
数值模拟条件下LFV测量装置与固体锌板边缘之间相对位置对测试结果的影响
Fig.7
Effect of relative position between the LFV device and zinc plate on the results during numerical calculation (The horizontal ordinate x=
图8
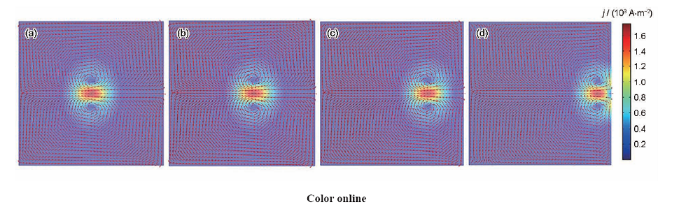
图8
LFV测量装置与锌板之间相对位置对感应涡电流密度(j)分布的影响
Fig.8
Effect of relative position between the LFV device and zinc plate on distribution of induced eddy current density (j)
(a) position P1 (b) position P2 (c) position P3 (d) position P4
基于上述分析,本工作采用δ=0.25 m、vs=0.1 m/s、截面尺寸600 mm×600 mm,H=62 mm,通过模拟计算绘制了如图9所示的校准线,据此校准线和
图9

图9
数值模拟条件下Lorentz力(Fs)与锌板速率(vs)关系数值计算数据及校准曲线
Fig.9
Numerical calculation data and calibration curve of the relationship between Lorentz force (Fs) and vs of zinc plate during numerical calculation
2.2 锌液流速测量实验结果及分析
图10

图10
锌锅内锌液流速现场测试位置和实验结果
Fig.10
Measurement experiment of molten zinc flow
(a) industry measurement positions (I~V represent the center positions of LFV device above the zinc bath respectively, while the device is on the position I in this photo, as shown in Fig.3, Δx=30 mm, Δy=200 mm, and h=50 mm)(b) Lorentz force and velocity of molten zinc in the zinc bath due to the electromagn-etic induction
图11

图11
锌锅内锌液流速方向与测量装置位置示意图
Fig.11
Flow directions of zinc liquid and the location of the LFV device (αII~αⅤ are the angles between the flow direction of zinc liquid and the measurement direction at II~V)
图12和13分别为锌液流速测量数据的频谱分析和湍流动能分析。频谱分析是将锌液流速测量数据(初始数据)进行Fourier变换得到频率与幅值之间的关系,图12表明,锌液的流动没有明显的特征频率,且幅值较大的信号(>10-3 N)对应的频率范围几乎都集中在10 Hz以内,这与锌液的湍流流动特性相符。湍流动能分析是一种能谱分析方法,通过湍流动能计算和Fourier变换,得到能量与频率之间的关系[26,27],从图13可以看出,锌液流动的能量谱没有明显的特征频率,能量值较大时对应的频域在0~10 Hz以内,这与图12分析结果一致,且能谱惯性区间对应的Kolmogorov曲线斜率约为-1.7,这与文献[28,29]中观察和证明的充分发展的湍流流动Kolmogorov曲线斜率经典值(-5/3)相近。图13没有任何明显的特征频率也证明了锌液测量区域中充分发展的湍流,其特征是湍流耗散,即能量沿能谱从大尺度到小尺度的扰动转移到黏性耗散。图12和13还表明,对于锌液流速的测量,为保证对微小力(约10-6 N)具有稳定可靠的分辨,测量装置的数据采集频率应不小于100 Hz。
图12
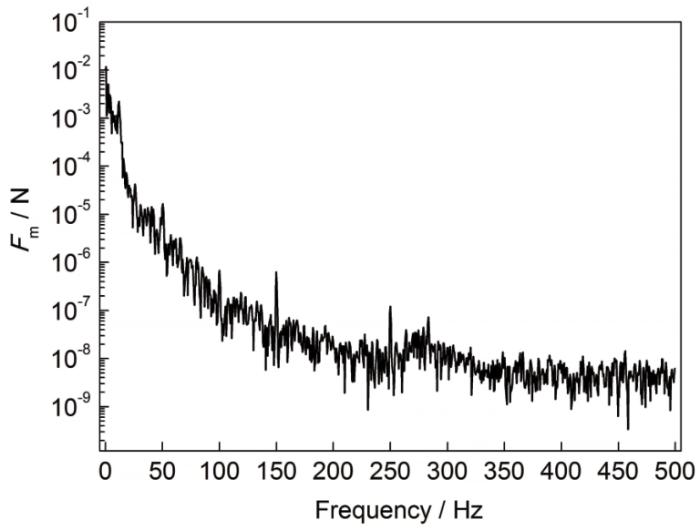
图12
锌锅内锌液流速测量数据频谱分析
Fig.12
Spectrum analysis of the velocity data of zinc flow in the bath
图13

图13
锌锅内锌液流速测量数据湍流动能分析
Fig.13
Turbulence energy spectrum analysis of the velocity data of zinc flow in the bath
另外,由于锌液表面的氧化、镀锌工艺的操作以及工业环境的影响,锌液表面会有一定数量的锌渣或锌灰,随着锌液表面速度的波动,这些锌渣或锌灰会嵌入锌层,进而影响镀锌板的表面质量。而图10b的锌液表面速度及其波动特征正反映了该监测位置处锌液中卷入锌渣或锌灰能力的大小,进而实现对镀锌工艺过程表面质量的可视化监控。
需要进一步说明的是,本实验中LFV测量装置所测得的Lorentz力信号应包含锌锅内锌液流动过程中2部分物理属性的信息:锌液流动速度的信息和锌液液面波动信息。2者对Lorentz力信号的贡献与实际测量实验参数相关,在本实验中,永磁体位于锌液表面垂直距离62 mm处(h+ζ),根据
3 结论
(1) 为开展镀锌工艺现场锌锅内锌液流速测量,设计了一种基于Lorentz力测速原理的可应用于工业现场金属液表面流速测量的装置,并针对该装置和现场测试环境构建了相应的数值校准模型。该数值模型能对现场测试实验结果进行校准和标定。
(2) 结合校准标定结果,设计的测量装置在工业镀锌生产现场对锌锅表面高温锌液的表面流速成功进行了在线实时测量。后续可通过更为具体的现场实验设计、实验关联参数的校准,进一步减小测量误差、提高测量数据的准确性和对锌液速度的分辨能力。
(3) 通过锌液流速测量数据的分析,进一步阐明了锌锅内锌液流速分布特征及其波动信息;测量数据的频谱和能谱分析表明锌锅内锌液是一种在低频范围内无明显特征频率的流动,该流动是一种典型的充分发展的湍流流动。
(4) 所采用的基于Lorentz力测速的测量方法具有非接触、在线测量、不干扰工业生产的特点,通过进一步的优化测量装置隔热效果设计和复杂环境测量信号处理算法,可针对不同的工业现场应用(如连铸结晶器内弯月面流速、锌锅内部锌液流动)制定特定的测量方案,有望实现不同工业应用环境下的高温液态金属流速测量,进而实现其流动行为的研究和工业控制。
参考文献
Current process and technology investigation situation in the field of steel strip continuous hot-dip galvanization
[J].
带钢连续热镀锌工艺技术的现状
[J].
Temperature analysis of the molten zinc in zinc pot of continuous hot dip galvanized process
[J].
连续热镀锌工艺中锌锅内锌液温度分析
[J].
The control effective aluminum's theory and relatively technical developing in the continuous galvanizing process
[J].
控制带钢连续热镀锌工艺中有效铝的研究及当前技术进展
[J].
Effect of strip-entry temperature on coating during continuous hot-dip galvanizing process
[J].
带钢入锌锅温度对连续热镀锌层的影响
[J].
Effects of zinc bath outside circulating purification on fluid and heat transfer of continuous hot dip galvanizing pot
[J].
锌液体外循环净化对连续热镀锌锅流动与传热的影响
[J].
Numerical simulation of mixed convection for low Prandtl number fluid in galvanizing bath
[J].
锌锅中低Pr流体混合对流的数值模拟
[J].
以带钢连续热镀锌生产工艺为背景,对抽象出的低Pr数流体混合对流流动和换热模型进行了数值模拟,给出了在不同Re、Ra及Ri时的流场和温度场。数值结果表明,当Re、Ra都不等于0时,在所考虑的参数范围内,流动和换热受自然对流和强制对流两种机理控制。Re不变,增大Ri,自然对流作用加强,并且当Ri增加到一定值时,流动和换热发生振荡。所给出的速度相图显示,对应不同的Re、Ra及Ri,流动和换热会出现稳态解、周期性振荡解和混沌。
Oscillation of mixed convection in galvanizing bath for low Prandtl number fluid
[J].
锌锅中低Pr流体混合对流的自维持振荡
[J].
Numerical study of thermal and flow fields in a galvanizing zinc pot
[D].
热镀锌锌锅中的流动与传热数值研究
[D].
Simulation of flow in a continuous galvanizing bath: Part I. Thermal effects of ingot addition
[J].
Flow field analysis inside a molten Zn pot of the continuous hot-dip galvanizing process
[J].
Role of silicon in steels on galvanized coatings
[J].
Lorentz force velocimetry
[J].
Theory of the Lorentz force flowmeter
[J].
A universal noncontact flowmeter for liquids
[J].
Numerical calibration of a Lorentz force flowmeter
[J].
Calibration of the Lorentz force flowmeter
[J].
Numerical calibration of a multicomponent local Lorentz force flowmeter
[J].
Lorentz force velocimetry based on time-of-flight measurements
[J].
Development of a non-contact electromagnetic surface velocity sensor for molten metal flow
[J].
Flow measurement in liquid metals using Lorentz force velocimetry—Laboratory experiments and numerical simulations
[D].
Experimental study of an electromagnetic flow meter for liquid metals based on torque measurement during pumping process
[J].
Lorentz force flowmeter for liquid aluminum: Laboratory experiments and plant tests
[J].
Numerical and experimental study of the effect of the induced electric potential in Lorentz force velocimetry
[J].
Calibration of a Lorentz force flowmeter by using numerical modeling
[J].
Lorentz force particle analyzer
[J].
Experimental and numerical analysis of the free surface in a water model of a slab continuous casting mold
[J].
Effect of nozzle bottom shapes on level fluctuation and meniscus velocity in high-speed continuous casting molds
[J].
水口底部形状对高拉速板坯连铸结晶器液面特征的影响
[J].
Numerical modelling of electromagnetically-driven turbulent flows using LES methods
[J].
A periodically reversed flow driven by a modulated traveling magnetic field: Part I. Experiments with GaInSn
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}