


Ta为bcc晶体结构,具有高的熔点(2996 ℃)与密度(16.6 g/cm3)。另外,Ta还具有优异的延展能力与高抗腐蚀性等特点。基于以上独特的物理与化学性质,Ta及其合金在各种工业领域获得了广泛的应用,例如电子工业、高温合金工业、化学工业、航空航天以及国防工业等[1,2,3,4]。经电子束熔炼(EBM)制备的高纯度Ta锭具有粗大的柱状晶,尺寸可达厘米量级,一般不可直接使用[5,6]。因此,生产中常结合锻压、轧制、拉拔等变形方式并辅以中间热处理的工艺手段来细化晶粒以获得满足要求的显微组织。然而,经过以上热机械加工的Ta产品,例如传统方式轧制的Ta板,由于变形的不均匀性,织构沿板材厚度方向分布不均匀,主要表现为板材表面以{100}织构或α纤维织构为主,随着距离板材表面的深度增加,逐步向板材中间的γ纤维织构转变[7]。这严重影响了Ta产品的力学性能或Ta靶材的溅射性能[8]。例如,在Ta靶材的工业生产中,为保证溅射薄膜的质量,要求Ta靶材平均晶粒尺寸在100 μm以下,晶粒为等轴状且织构随机分布[9],这要求加工过程采用循环变形并结合多次中间退火的方式[10]。Ta的再结晶退火一般在真空高温环境下进行,多次的中间退火将极大地消耗能源,增加生产成本。因此,缩短加工流程、优化加工工艺对Ta产品的生产企业显得尤为重要。
当材料在不同的加工方式下变形时,应变路径是不同的,例如压缩、挤压、扭转、锻造、轧制等。Davenport和Higginson[11]指出,应变路径的改变对晶粒尺寸、织构、位错排列以及再结晶动力学都有显著的影响,进而改变材料的性能。由于传统轧制(如单向轧制)容易造成沿厚度方向的织构梯度,许多新的轧制技术已经被采用来改善织构及微观组织的均匀性,如交叉轧制、异步轧制和交叉滚动轧制等。Oertel等[12]研究发现,采用交叉轧制制备的Mo板内形成了强烈的γ纤维织构,有利于提高其成型性能。Tóth等[13]对无间隙原子钢(IF steel)的异步轧制实验表明,异步轧制有利于产生均匀的退火组织并增强其各向同性。Chino等[14]通过交叉滚动轧制来提高镁合金板材的成型性能。上述方法也在Ta中得到了应用。Clark等[15]通过交叉轧制增强了Ta板中的γ纤维织构,有利于提高其拉伸性能。Field等[16]通过异步轧制细化Ta板的晶粒尺寸且获得随机的织构分布。Mathaudhu等[17]利用等径角挤压对Ta板引入整体的剪切应变从而获得块体细晶组织,但此项技术受到样品尺寸的限制,目前在工业中并不成熟且应用较窄。因此,通过改变轧制路径来优化Ta板的微观组织及织构是最适合企业规模生产的途径。本课题组前期工作[18,19]发现135°周向轧制不仅对初始Ta板中织构不均匀性分布有很好的弱化作用,而且可以有效改善{111}和{100}取向晶粒内的微观组织及储存能分布。然而,周向轧制过程中交叉轧制周期对Ta板微观组织及织构演变的影响目前仍缺乏研究。
本工作通过对比不同轧制周期下Ta板沿厚度方向的织构、储存能及退火再结晶行为,掌握Ta在生产加工中的显微组织变化,从而改善传统Ta板中难以消除的取向集中与织构梯度现象,对于Ta产品生产工艺的优化具有重要的指导意义。
1 实验方法
本实验采用的原料是初始厚度为20 mm的退火态高纯Ta板(99.95%),主要化学成分(质量分数,%)为:C 0.0009,N 0.002,H 0.0002,O 0.003,Nb 0.00064,Mo 0.000014,W 0.000061,Ta余量。采用周向轧制(每道次的轧制方向相对于上一道次绕板法向逆时针旋转135°)得到1周期(8道次)和2周期(16道次)的Ta板,具体轧制工艺制度及参数分别见图1和表1,轧制过程中没有使用润滑。然后分别从1周期和2周期的轧制Ta板上切取长度为12 mm、宽度为10 mm的试样,将其置于退火炉中于1050 ℃下真空退火5、10、30、60和120 min。
图1
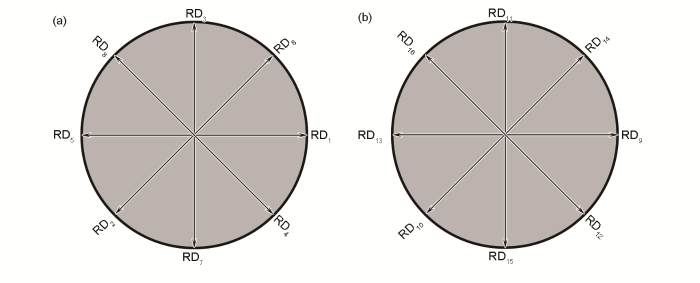
图1
135°交叉轧制中第1周期和第2周期的工艺示意图
Fig.1
Sketch maps of 135° clock rolling employed in this study (RD—rolling direction) (a) the first cycle (b) the second cycle
表1 周向轧制的具体参数
Table 1
| Rolling cycle | Rolling pass | Entrance thickness | Exit thickness mm | Rolling gap geometry | Strain per pass | Total rolling reduction |
|---|---|---|---|---|---|---|
| mm | h-1 | % | % | |||
| First cycle | 1 | 20.0 | 17.2 | 2.01 | 14.00 | 14.0 |
| 2 | 17.2 | 14.7 | 2.22 | 14.53 | 26.5 | |
| 3 | 14.7 | 12.6 | 2.37 | 14.28 | 37.0 | |
| 4 | 12.6 | 10.8 | 2.56 | 14.28 | 46.0 | |
| 5 | 10.8 | 9.3 | 2.72 | 13.89 | 53.5 | |
| 6 | 9.3 | 8.0 | 2.95 | 13.98 | 60.0 | |
| 7 | 8.0 | 6.9 | 3.15 | 13.75 | 65.5 | |
| 8 | 6.9 | 6.0 | 3.29 | 13.04 | 70.0 | |
| Second cycle | 9 | 6.0 | 5.3 | 3.31 | 11.67 | 73.5 |
| 10 | 5.3 | 4.7 | 3.46 | 11.32 | 76.5 | |
| 11 | 4.7 | 4.2 | 3.55 | 10.64 | 79.0 | |
| 12 | 4.2 | 3.8 | 3.54 | 9.52 | 81.0 | |
| 13 | 3.8 | 3.5 | 3.36 | 7.89 | 82.5 | |
| 14 | 3.5 | 3.2 | 3.66 | 8.57 | 84.0 | |
| 15 | 3.2 | 3.0 | 3.23 | 6.25 | 85.0 | |
| 16 | 3.0 | 2.8 | 3.45 | 6.67 | 87.0 |
利用D/max 2500PC X射线衍射仪(XRD)分析轧制样品的表面、1/4厚度及中心层厚度的宏观织构,检测面为样品轧面(ND面)。测量了{110}、{200}、{211}和{222} 4个极图,并利用ACD方法计算取向分布函数。采用电子背散射衍射(EBSD)技术对轧制和退火样品的微区晶粒取向进行表征,相关测试在配有EBSD探头的TESCAN MIRA 3场发射扫描电镜(SEM)上进行。观察面为样品侧面(TD面),检测区域靠近样品表面和中心层区域。利用MH-3N数字式显微硬度计测量不同时间退火样品的显微硬度,以便于观察不同轧制周期下Ta板再结晶演变的过程,检测区域为样品轧面。样品表面经水磨砂纸机械磨光后,在体积比为9∶1的H2SO4和HF中电解抛光9 min。利用JEM-2100透射电镜(TEM)表征不同轧制周期样品晶粒内的位错形貌,检测面为样品侧面,制备TEM样品的双喷电解液为体积比94∶5∶1的CH3OH、H2SO4和HF混合液。
采用X射线峰形测量1和2周期样品表面、中间及中心层内不同取向晶粒的储存能。利用步进扫描记录{222}和{200}晶面衍射峰,步长为0.01°,每步停留1 s,需要注意的是,{222}和{200}晶面分别是{111}和{100}取向晶粒的二级衍射峰。通过JADE 7.0将所得衍射峰进行背底和仪器校正,获得衍射峰宽化数据,在此基础上对不同取向晶粒的储存能进行分析。
2 实验结果
2.1 宏观织构
bcc结构金属在轧制后,其典型织构信息一般会呈现在orientation distribution function (ODF)图的φ2=45°截面,主要织构沿着3条fiber线分布,即α-fiber {rolling direction (RD)//[110])、γ-fiber {ND//[111])和θ-fiber {ND//[100]},在Euler空间的具体分布可参考文献[18]。图2是1和2周期Ta板沿厚度方向的织构分布图。可以看出,不同变形周期下,Ta板沿厚度方向的织构分布存在较大的差异。1周期Ta板表面层形成了强度较弱的α-fiber织构以及θ-fiber织构,极密度最大值(Fmax)为5.2。中心层具有非常强的γ-fiber织构,Fmax达到了31.8。而1/4厚度层的织构强度介于表面和中心层之间,Fmax为8.3。相反,2周期Ta板沿厚度方向形成了较为均匀的θ-fiber和γ-fiber混合型织构。值得注意的是,1周期Ta板中的纤维织构并不完整,而是在某些取向附近非常集中。
图2
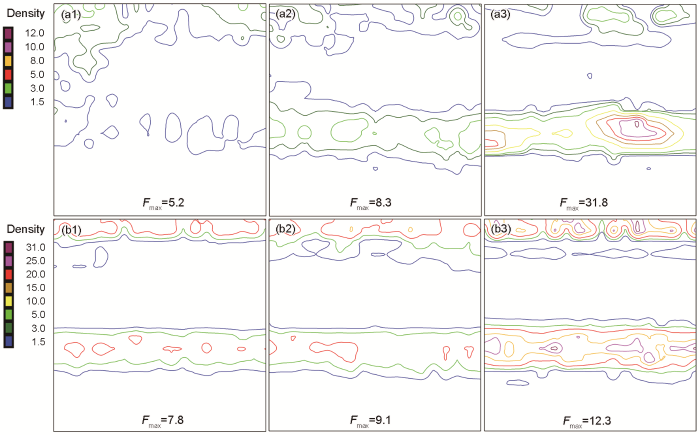
图2
1和2周期Ta板沿厚度方向的织构分布图
Fig.2
Macrotextures along the thickness direction for cross rolling Ta plate with 1 (a1~a3) and 2 (b1~b3) cycles (Fmax—maximum orientation distribution function (ODF) density)
Color online
(a1, b1) surface layer (a2, b2) quarter layer (a3, b3) center layer
2.2 储存能
在轧制过程中,板材表面到中心所受的力的大小和方向均存在差异。这会引起板材内部不同厚度层晶粒滑移系的开动不同,因此导致不同厚度层晶粒内的分裂组织和储存能有很大差异。Rajmohan等[20]采用Stibitz公式估算了不同取向晶粒的储存能(Ehkl),计算公式如下所示:
式中,Yhkl和vhkl分别为不同取向晶粒所对应的Young's模量和Poisson比。由微观应力产生的晶面间距的变化(∆d/d)可从宽化的衍射峰获得:
式中,θ为不同衍射晶面所对应的Bragg角,Br和Ba分别为轧制样品和标准完全再结晶样品的X射线衍射峰半高宽。
表2 不同厚度层不同取向晶粒内的储存能及用于计算的相关参数
Table 2
| Rolling cycle | Position | Diffraction plane | Yhkl[21,22,23] | vhkl[21,22,23] | Br | Ba | Ehkl |
|---|---|---|---|---|---|---|---|
| GPa | J·mol-1 | ||||||
| First cycle | Surface | (200) | 145.517 | 0.316 | 0.185 | 0.100 | 3.997 |
| (222) | 387.931 | 0.362 | 0.318 | 0.140 | 5.037 | ||
| Quarter | (200) | 145.517 | 0.316 | 0.179 | 0.100 | 3.636 | |
| (222) | 387.931 | 0.362 | 0.302 | 0.140 | 4.425 | ||
| Center | (200) | 145.517 | 0.316 | 0.218 | 0.100 | 6.192 | |
| (222) | 387.931 | 0.362 | 0.453 | 0.140 | 11.469 | ||
| Second cycle | Surface | (200) | 145.517 | 0.316 | 0.190 | 0.100 | 4.306 |
| (222) | 387.931 | 0.362 | 0.312 | 0.140 | 4.804 | ||
| Quarter | (200) | 145.517 | 0.316 | 0.186 | 0.100 | 4.058 | |
| (222) | 387.931 | 0.362 | 0.295 | 0.140 | 4.166 | ||
| Center | (200) | 145.517 | 0.316 | 0.197 | 0.100 | 4.753 | |
| (222) | 387.931 | 0.362 | 0.326 | 0.140 | 5.356 |
2.3 微观组织
图3是1和2周期Ta板表面和中心层的取向成像图(OIM)。图4是对应的{111}和{100}晶粒内相邻点之间的取向差分布图。可以看出,经一个变形周期后,靠近表面层出现许多{110}([110]//ND)取向的剪切晶粒[24]。表面层由于受到剪切应力的作用,晶粒的取向较为随机,如图3a所示。靠近中心层的晶粒内部产生了更为严重的晶粒分裂,特别对于{111}取向晶粒,其内部出现了很多相互平行的{110}取向的微剪切带。结合图4b,可以发现这些微剪带的取向差角高达15°以上,与轧制方向大致成23°夹角。而2周期Ta板表面与中心层的晶粒都没有发生严重的晶粒分裂行为,如图3c和d所示。通过取向差分布图可以看出,{111}与{100}晶粒分裂也较为均匀,其取向差角均在8°以内。
图3
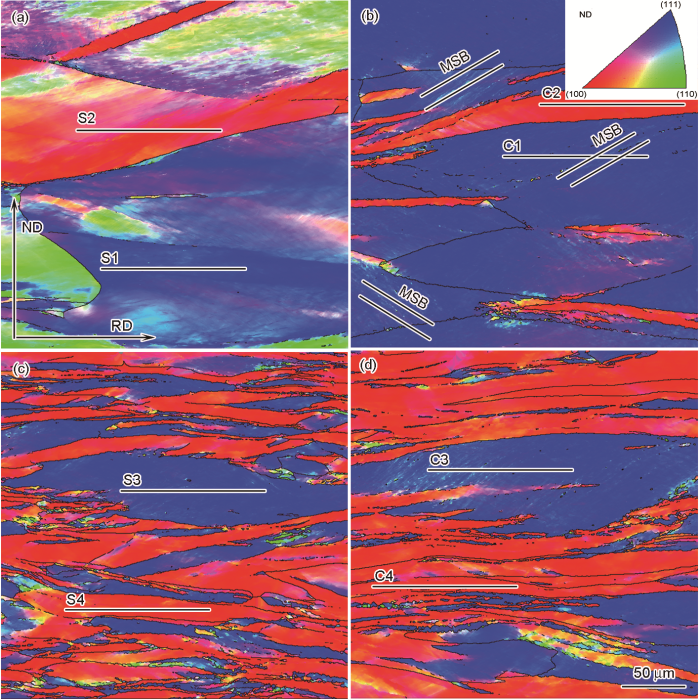
图3
1周期和2周期Ta板表面和中心层的取向成像图
Fig.3
Orientation image maps (OIMs) of 1 (a, b) and 2 (c, d) cycle samples at the surface (a, c) and center layer (b, d) (ND—normal direction, MSB—microshear band)
Color online
图4
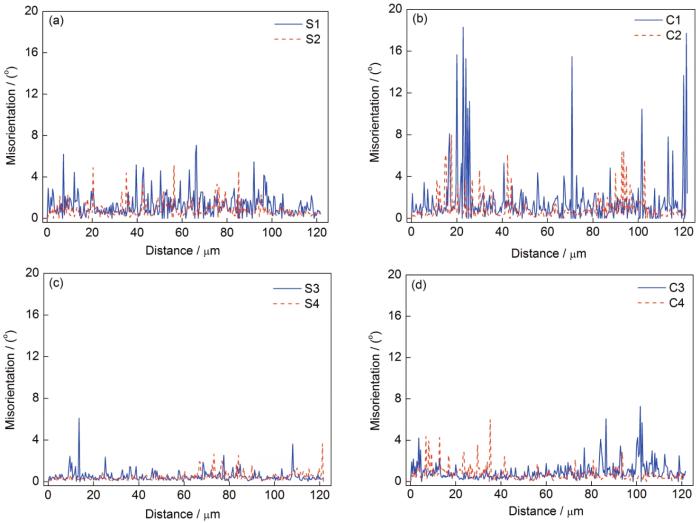
图4
1和2周期Ta板表面和中心层{111}和{100}取向晶粒线扫描相邻点之间的取向差分布图
Fig.4
Misorientation profiles along the scanning lines S1 and S2 in Fig.3a (a), C1 and C2 in Fig.3b (b), S3 and S4 in Fig.3c (c), C3 and C4 in Fig.3d (d)
2.4 形变亚结构及局部应力
为了进一步比较不同变形周期下Ta板表面和中心层晶粒内部的局部微观组织,利用晶粒取向离散图(GROD-Hyper)和局部取向差分布图(KAM)进一步揭示它们之间的差异。需要说明的是, GROD-Hyper代表晶粒内任意一点的取向与其平均取向的偏差,黑色代表偏差大于15°。当某点颜色越接近标尺圆周边时,偏差越大。KAM是任意一个点与其周围(3×3区域)点之间的平均取向差。当某点颜色越靠近蓝色时,代表局部取向差越小。一般而言,当晶粒内某点的局部取向差越大时,该区域的局部应力也越高,即局部取向差和局部应力分布基本相对应。这主要取决于EBSD扫描中每个像素点都有其唯一的局部平均取向差且精细的扫描步长(60 nm)。图5是不同变形周期下Ta板表面与中心层{111}与{100}晶粒内部的OIM、GROD-Hyper和KAM分布图。可以看出,1周期样品中心层晶粒内取向分散程度较高且出现许多偏差较大的形变亚结构,呈丝带状。值得注意的是,晶粒内形变亚结构(颜色靠近标尺圆的周边)较多的区域,内部应力也较为集中,如图5b1~b3所示。然而,靠近表面层的晶粒分裂相对较为均匀,晶粒内形变亚结构较少且局部应力相对较为分散。2周期Ta板表面和中心层晶粒内部的取向离散程度较小且局部应力分布更加弥散,如图5c1~c3和图5d1~d3所示。上述结果表明,轧制过程中变形周期的增加有利于Ta板沿厚度方向上的微观组织及局部应力分布均匀化。
图5
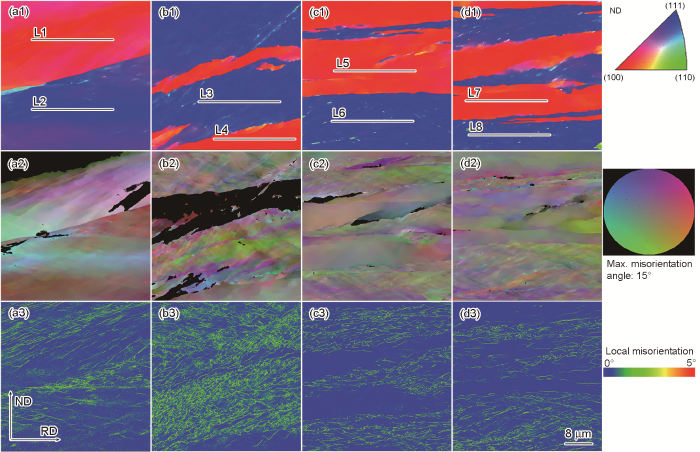
图5
1和2周期样品表面与中心层{111}与{100}晶粒内部的OIM、GROD-Hyper和KAM分布图
Fig.5
OIMs (a1~d1), grain reference orientation deviation-hyper (GROD-Hyper) (a2~d2) and kernel average misorientation (KAM) (a3~d3) maps of {111} and {100} grains at the surface and center layer for 1 and 2 cycle samples
Color online
(a1~a3) 1 cycle, surface (b1~b3) 1 cycle, center(c1~c3) 2 cycles, surface (d1~d3) 2 cycles, center
2.5 再结晶组织
图6是1和2周期Ta板表面与中心层晶粒在1050 ℃退火不同时间的微观组织演变,其中黑色粗线为大角度晶界(>15°),银色细线为小角度晶界(2°~15°)。退火5 min时,1周期Ta板中心层迅速发生了再结晶,再结晶晶粒主要出现在{111}基体内,其中最大晶粒尺寸达100 μm,仅少数细小的无畸变晶粒出现在{110}剪切晶粒内;退火10 min时,中心层已基本完全再结晶,仅极少量的{111}基体还未消失。许多不同取向的长条晶粒存在于表面层,尽管某些再结晶晶粒也发生了长大。当退火时间延长到60 min时,中心层完全再结晶而表面层依然存在大量纤维状的{100}晶粒;当退火时间进一步延长至120 min时,表面和中心层均发生了完全再结晶。2周期Ta板退火5 min时,表面和中心层均未发生再结晶,仍然由{111}与{100}变形晶粒组成;退火10 min时,表面和中心层才发生了再结晶,再结晶晶粒主要出现在{111}与{100}晶界处;随着退火时间的延长,新的晶核在基体上不断形成,已经再结晶的晶粒不断长大;当退火120 min时,表面和中心层均发生了完全再结晶,冗长的基体被无畸变的晶粒所取代。
图6

图6
1和2周期Ta板表面与中心层晶粒在1050 ℃退火不同时间的OIMs
Fig.6
OIMs of 1 and 2 cycle samples annealed at 1050 ℃ for 5 min (a1~d1), 10 min (a2~d2), 30 min (a3~d3), 60 min (a4~d4) and 120 min (a5~d5)
Color online
(a1~a5) 1 cycle, surface (b1~b5) 1 cycle, center
(c1~c5) 2 cycles, surface (d1~d5) 2 cycles, center
图7是1和2周期Ta板在1050 ℃退火120 min的晶粒尺寸分布图。可以看出,1周期Ta板表面和中心层的再结晶晶粒尺寸分布极其不均匀,其中中心层100 μm以上的晶粒数目占所有统计晶粒数目的25.9%,最大晶粒尺寸高达364.8 μm;而2周期晶粒尺寸分布较为均匀,表面和中心层100 μm以内的晶粒占所有统计晶粒数目的比例分别为99.3%和99.9%。进一步统计表明,1周期Ta板表面和中心层的平均晶粒尺寸分别为44.7和74.4 μm,2周期Ta板表面和中心层的平均晶粒尺寸分别为30.8和32.2 μm。
图7
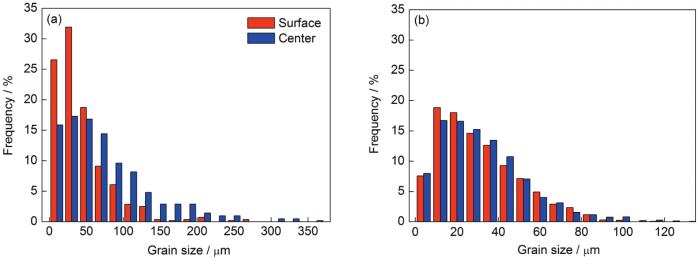
图7
1和2周期Ta板在1050 ℃退火120 min后的晶粒尺寸分布图
Fig.7
Grain size distributions of 1 (a) and 2 (b) cycle samples annealed at 1050 ℃ for 120 min
2.6 硬度
Vickers硬度目前被广泛用于检测金属材料的变形或者再结晶程度[25,26]。图8是不同变形周期下Ta板在1050 ℃退火不同时间后的显微硬度曲线。可以看出,1周期Ta板表面和中心层的平均硬度相差30.4 HV,而2周期Ta板表面和中心层的平均硬度相差仅为5.3 HV。此外,通过误差棒分析可以发现,1周期Ta板硬度离散程度较高,而2周期Ta板相对较低。这进一步表明变形周期的增加有利于改善Ta板沿厚度方向的微观组织。退火5 min时,1周期Ta板已发生再结晶且中心层的再结晶程度远高于表面,导致硬度急剧下降甚至低于表面,而2周期Ta板由于仅发生了回复硬度下降相对较慢,随着退火时间的延长,硬度继续降低但变化幅度相对较小。当退火时间延长至120 min时,表面和中心层的硬度基本保持不变且趋于一致。值得注意的是,2周期Ta板表面和中心层的硬度曲线较为接近而1周期则相差较大。
图8

图8
1和2周期Ta板表面和中心层在1050 ℃退火不同时间后的显微硬度曲线
Fig.8
Micro-hardness curves of 1 (a) and 2 (b) cycle samples annealed at 1050 ℃ for different time
3 分析与讨论
3.1 织构梯度
与1周期Ta板相比,经2个变形周期后的Ta板织构分布主要有2点不同:(1) 2周期Ta板中没有出现α纤维织构,这种织构的消失主要是由轧制方向的连续转变引起的[27]。α纤维织构是bcc金属中常见的轧制织构,定义为<110>晶向平行于轧制方向的晶体取向。当轧制方向不断变化时,晶体的<110>晶向自然就不再与轧制方向平行。本工作中每道次的轧制方向都会绕板面法向旋转135°,而变形周期的增加必然导致轧制道次的增加,因此α纤维织构逐渐减弱甚至消失。Huh等[27]通过旋转不同角度对bcc结构钢进行交叉轧制实验,也得到了不含α纤维组分的织构。(2) 周向轧制过程中γ取向线上的极密度分布随着变形周期的增加而趋向均匀,而θ取向线上的极密度在{001}<110>与{001}<010>之间变化。γ取向线上主要含有{111}<011>取向与{111}<211>取向。若轧制过程中形成了较强的{111}<011>织构(1周期轧制样品),轧制方向经过一次135°旋转后,其将转变为{111}<341>织构,经过两次135°旋转后,其将转变为{111}<211>织构,再经过一次135°旋转后便重新形成新的{111}<011>织构,如表3所示。经过旋转后形成的新的织构类型,在接下来的轧制过程中,会向稳定织构类型发展。已有研究[28]表明,Ta中γ取向晶粒在轧制过程中是不稳定取向,会朝其它取向旋转。因此,γ纤维织构的强度随变形周期的增加逐渐减弱。相反,θ取向线上的极密度最大值变化要简单得多。如表3所示,θ取向线上的主要取向,例如{001}<110>或{001}<010>取向,轧制方向经过一次135°旋转,会转变为{001}<010>或{001}<110>取向。需要注意的是,这2种取向在bcc结构材料的轧制过程中均为稳定取向。因此,在周向轧制过程中,θ取向线上具有极密度最大值的取向在{001}<110>与{001}<010>之间变化,而其最大值基本保持不变。由此可见,周向轧制过程中变形周期的增加有利于均衡γ和θ纤维织构分布,这有效地弱化了织构梯度。
表3 轧制织构随轧制方向旋转角度的演变
Table 3
| Texture | 0° | 135° | 270° | 405° | 540° |
|---|---|---|---|---|---|
| γ fiber | (60°, 55°, 45°) | (195°, 55°, 45°) | (330°, 55°, 45°) | (105°, 55°, 45°) | (240°, 55°, 45°) |
| {111}<011> | {111}<341> | {111}<211> | {111}<314> | {111}<011> | |
| (90°, 55°, 45°) | (225°, 55°, 45°) | (0°, 55°, 45°) | (135°, 55°, 45°) | (270°, 55°, 45°) | |
| {111}<112> | {111}<143> | {111}<110> | {111}<413> | {111}<112> | |
| θ fiber | (0°, 0°, 45°) | (135°, 0°, 45°) | (270°, 0°, 45°) | (45°, 0°, 45°) | (180°, 0°, 45°) |
| {001}<110> | {001}<100> | {001}<110> | {001}<010> | {001}<110> | |
| (45°, 0°, 45°) | (180°, 0°, 45°) | (315°, 0°, 45°) | (90°, 0°, 45°) | (225°, 0°, 45°) | |
| {001}<010> | {001}<110> | {001}<100> | {001}<110> | {001}<010> |
3.2 能量梯度
从表2可以看出,1周期Ta板沿厚度方向存在强烈的能量梯度,即中心层的储存能远高于表面和中间层。然而,变形周期的增加可以有效弱化中心层中{111}取向晶粒的储存能,尽管2周期样品中沿厚度方向也存在能量梯度。变形金属内部储存能的高低主要取决于晶粒内部位错的形貌及密度。显然,1周期Ta板晶粒内部形成了清晰且排列规整的亚组织(微带及微剪切带),而变形周期的增加导致这种清晰的亚组织模糊化,如图9所示。微带(MBs)的形成是一个渐进的过程,且发展良好、排列规整的MBs的产生需要一个临界应变[29]。在晶粒发生塑性变形时,MBs可以调节应变集中,使变形更加协调、均匀[30]。随着变形的进一步加大,仅仅MBs已不足以调节局部的应变集中时,与轧制方向排列呈大约23°的微剪切带(MSBs)将出现,如图9a所示,来承载过剩的位错,并进一步协调晶内变形[31]。根据Meyers等[32]的研究,MSBs是以一种称为“自组织”的机制慢慢转变所形成的。也就是说,随着应变的增加,一些局部变形逐渐将它们转变为带状即MBs,并最终形成MSBs。结合表1,可以发现2周期Ta板后续轧制道次中每道次压下量主要集中在6%~9%,这种相对较小的道次压下量不足以形成良好发展的MBs和MSBs。相反,随着轧制道次的增加,先前1周期中形成的位错界面将进一步被周向轧制所引入的混合应变(正交应变与逆应变)所破坏。最后,图9c中的胞块(CBs)将被视为拥有不同取向的独立单元[30],这些CBs在变形时也可起协调作用,减少应力集中,使晶内变形更加均匀地发生。此外,初始Ta板中沿厚度方向的织构分布对变形晶粒内的储存能有很大的影响。需要注意的是,初始Ta板表面存在严重的{100}织构,而且分布集中;而中心层主要包含{111}织构,最大极密度达54.3[18]。Ta的单晶轧制实验表明,{111}织构是亚稳取向,变形时容易发生旋转及分裂;而{100}取向晶粒十分稳定,不易破碎和旋转[28]。因此,1周期Ta板中心层变形程度较为严重且{111}晶粒内形成大量的MSBs,显著地增加晶粒内的储存能;而表面晶粒受到各个方向的剪切作用,变形及分裂相对均匀,导致低的储存能。随着变形周期的增加,每道次压下量大幅减小,此时,道次中轧制方向的改变对晶粒亚结构的变化发挥着主要作用。轧制方向的进一步改变使先前的位错组织发生交互、湮灭和重排的几率大大增加,导致亚组织成胞块状且形状不规则。这实际上增加了晶内组织的均匀性及储存能分布。同时,表面晶粒所受的剪切力由于道次压下量的降低而减小,导致晶粒分裂更加均匀。
图9

图9
1和2周期Ta板{111}和{100}晶粒内位错形貌的TEM像和SAED花样
Fig.9
TEM images and corresponding SAED patterns (insets) showing the dislocation morphologies of 1 (a, b) and 2 (c, d) cycle samples in {111} grain (a, c) and {100} grain (b, d) (MBs—microbands, CBs—cell blocks)
3.3 Schmid因子
如上所述,不同变形周期下Ta板表面和中心层晶粒内的微观组织、局部应力及储存能存在较大的差异。这种差异主要是由于变形不均匀所产生,即不同厚度层的晶粒由于Schmid因子不同,造成滑移系开动的难易程度各异。轧制变形时,晶粒内部所开动的滑移系的种类和数量也就不同,最终导致晶粒的不同分裂行为与变形亚组织。因此,利用下列公式来进一步分析不同变形周期样品表面和中心层晶粒各滑移系的Schmid因子(S)[33]:
式中,α、β分别是轧向拉应力与滑移方向和滑移面法线的夹角;γ、δ分别是轧板法向压应力与滑移方向和滑移面法线的夹角。为了进一步评估不同滑移系开动的情况,引入相对Schmid因子(Ŝ),即最大Schmid因子(SM)与次大Schmid因子(SS)之间的相对变化量,如表4所示。
表4 相对Schmid因子(Ŝ)及其相关参数
Table 4
| Rolling cycle | position | Point | Euler angle (φ1, φ, φ2) | Maximum (SM) | Secondary (SS) | Ŝ / % |
|---|---|---|---|---|---|---|
| First cycle | Surface-{111} | P1 | (358.82, 36.219, 49.918) | 0.4317 | 0.3962 | 8.2233 |
| P2 | (1.6153, 35.251, 47.642) | 0.4251 | 0.3924 | 7.6923 | ||
| P3 | (3.5297, 35.013, 46.584) | 0.4219 | 0.3954 | 6.2811 | ||
| Surface-{100} | P1 | (97.475, 36.196, 2.1378) | 0.2836 | 0.2677 | 5.6064 | |
| P2 | (97.253, 36.315, 3.9174) | 0.2844 | 0.2695 | 5.2391 | ||
| P3 | (97.851, 36.060, 3.2431) | 0.2871 | 0.2693 | 6.1999 | ||
| Center-{111} | P1 | (203.06, 39.914, 17.290) | 0.4657 | 0.3956 | 15.0526 | |
| P2 | (201.92, 40.490, 17.615) | 0.4663 | 0.3926 | 15.8052 | ||
| P3 | (201.61, 40.022, 18.037) | 0.4675 | 0.3956 | 15.3796 | ||
| Center-{100} | P1 | (277.21, 20.078, 87.222) | 0.3669 | 0.3375 | 8.0130 | |
| P2 | (278.54, 20.308, 86.565) | 0.3690 | 0.3344 | 9.3766 | ||
| P3 | (279.73, 20.075, 85.354) | 0.3702 | 0.3337 | 9.8595 | ||
| Second cycle | Surface-{111} | P1 | (178.23, 33.425, 48.046) | 0.4269 | 0.4063 | 4.8254 |
| P2 | (177.25, 32.668, 48.757) | 0.4305 | 0.4113 | 4.4599 | ||
| P3 | (176.55, 33.356, 48.129) | 0.4247 | 0.4091 | 3.6731 | ||
| Surface-{100} | P1 | (284.72, 32.614, 74.052) | 0.3013 | 0.2841 | 5.7085 | |
| P2 | (287.28, 31.133, 72.346) | 0.3068 | 0.2907 | 5.2477 | ||
| P3 | (285.63, 31.163, 73.580) | 0.3051 | 0.2887 | 5.3752 | ||
| Center-{111} | P1 | (38.471, 44.421, 2.9263) | 0.4078 | 0.3766 | 7.6508 | |
| P2 | (38.870, 44.086, 2.0842) | 0.4073 | 0.3790 | 6.9481 | ||
| P3 | (39.115, 43.609, 1.7601) | 0.4089 | 0.3773 | 7.7280 | ||
| Center-{100} | P1 | (103.58, 34.267, 86.929) | 0.3067 | 0.2931 | 4.4343 | |
| P2 | (102.67, 34.886, 88.888) | 0.3044 | 0.2885 | 5.2233 | ||
| P3 | (102.64, 35.064, 88.995) | 0.3037 | 0.2869 | 5.5317 |
上述Schmid取向因子的计算中主要考虑bcc结构中{110}<111>和{112}<111>滑移系。参数Ŝ被用来定量评估该区域多个滑移系开动的可能性,即Ŝ越大,意味着仅一个滑移系(SM)被激活,反之,当Ŝ较小时,多个滑移系可能被激活。图10是1和2周期Ta板表面和中心区域的相对Schmid因子分布图。显然,1周期Ta板中心层晶粒内的Ŝ波动性较大且最大Ŝ达17.76%,即几乎全部切应变都能聚集在某一滑移面上。这样在该滑移面上便能产生大量MBs,随后继续演变成MSBs来适应更高的局域性应变,如图9a和b所示。这种剪切带组织被证明是由大量小亚晶组成,亚晶之间取向差较大且包含高密度位错,大大增加晶粒内的储存能。而Ta板表面晶粒内的Ŝ相对较小,即不同方向的剪切应力容易导致多个滑移的开动,变形相对较为均匀且储存能相对较低。相反,2周期Ta板表面和中心层晶粒内的Ŝ较低且波动范围较小,即多个滑移系容易被激活,使切应变呈均匀分布,因而减少了晶内的微剪切带和位错塞积,导致胞块组织的产生,如图9c和d所示。这种亚组织呈胞块状且形状不规则,MBs排列短程有序甚至发生扭曲,亚组织在整体上显得比较混乱。这种近乎混乱的亚组织进一步协调晶内变形,同时提高了晶内组织及储存能分布的均匀性。
图10
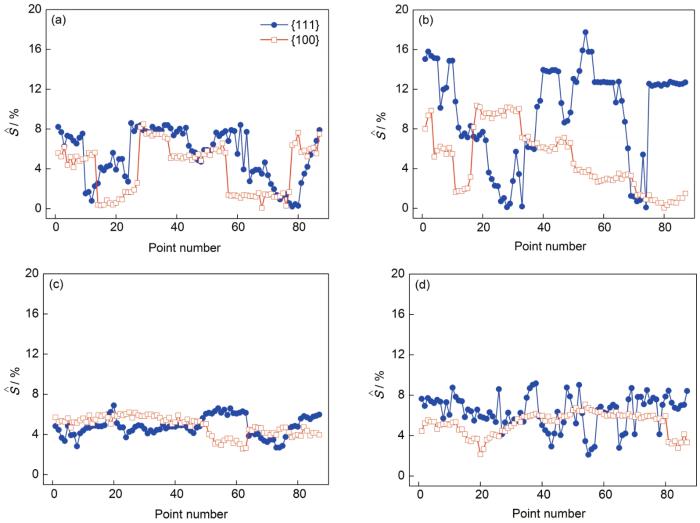
图10
沿图5a1~d1中线L1~L8的Ŝ分布图
Fig.10
Ŝ for 696 points selected from lines L1 and L2 in Fig.5a1 (a), L3 and L4 in Fig.5b1 (b), L5 and L6 in Fig.5c1 (c) and L7 and L8 in Fig.5d1 (d)
3.4 再结晶梯度
GROD-Hyper和KAM图表明不同厚度层不同取向晶粒内的微观组织和储存能存在很大的差异,这是由于它们变形时所开动的滑移系的数量不同,如图10所示。再结晶通常指新晶粒的形核和随后的晶粒长大,其中形变储存能为再结晶的驱动力,而晶界和晶内剪切带等局部大变形区属于优先形核位[34]。尽管储存能更大尺度上的分布将影响再结晶晶粒的长大,但其在局部尺度上的不均匀性对形变基体内再结晶的形核至关重要[35]。因此,局部储存能的评估对研究不同变形周期下Ta板再结晶行为的影响至关重要。一般而言,Kikuchi花样质量与晶格畸变的程度密切相关,当晶粒内部应变、位错密度较低时,畸变程度较小,Kikuchi花样质量则越高,相应含有较低的存储能[36]。显然,1周期Ta板表面和中心层{111}和{100}取向晶粒的花样质量差别较大(图11)。利用下式对表面和中心层不同取向晶粒的局部储存能进行半定量分析[36,37]:
图11
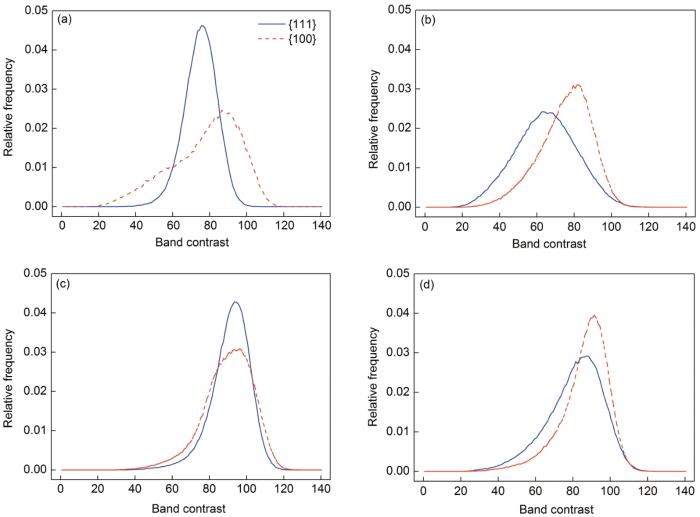
图11
1和2周期Ta板表面和中心层{111}与{100}取向晶粒的衬度分布图
Fig.11
Band contrast distributions of {111} and {100} grains at the surface (a, c) and center layer (b, d) for 1 (a, b) and 2 (c, d) cycle samples
表5 EBSD半定量评估Ta板表面和中心层{111}和{100}晶粒内的储存能及相关参数
Table 5
| Rolling cycle | Position | Grain orientation | Qi(gi) | Qmax | Qmin | Hi / (J·mol-1) |
|---|---|---|---|---|---|---|
| First cycle | Surface | {100} | 86.5 | 121.5 | 13.5 | 3.241 |
| {111} | 76.5 | 109.5 | 22.5 | 3.793 | ||
| Center | {100} | 82.5 | 119.5 | 18.5 | 3.663 | |
| {111} | 63.5 | 125.5 | 14.5 | 5.586 | ||
| Second cycle | Surface | {100} | 96.5 | 130.5 | 23.5 | 3.178 |
| {111} | 93.5 | 128.5 | 29.5 | 3.535 | ||
| Center | {100} | 91.5 | 126.5 | 20.5 | 3.302 | |
| {111} | 87.5 | 126.5 | 18.5 | 3.611 |
4 结论
(1) 交叉轧制使Ta板表面层形成了强度较弱的α-fiber织构以及θ-fiber织构,中心层具有非常强的γ-fiber织构。经过2个变形周期后,Ta板沿厚度方向形成了较为均匀的θ-fiber和γ-fiber混合型织构。
(2) 1周期Ta板中心层的储存能远高于表面,而中间层的储存能最低。此外,中心层{111}与{100}取向晶粒内部的储存能相差也较大。相反,2周期Ta板沿厚度方向的储存能分布较为均匀,同时{111}与{100}取向晶粒之间的储存能差明显减小。
(3) 1周期Ta板中心层{111}取向晶粒内部产生了严重的晶粒分裂,内部出现了许多相互平行的{110}取向的微剪切带,而2周期Ta板表面与中心层的晶粒都没有发生严重的分裂行为。GROD-Hyper和KAM图进一步证明它们之间存在差异。
(4) 退火时,1周期Ta板中心层的再结晶速率远高于表面,而2周期Ta板表面和中心层再结晶动力学基本保持一致,这主要是由于不均匀变形导致了不同的形核位和驱动力。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}