


采用同步辐射实时成像技术对比研究了Cu/Sn-52In/Cu微焊点在120和180 ℃,2.0×104 A/cm2条件下液-固电迁移过程中In、Sn和Cu原子的扩散迁移行为及其对界面反应的影响。由于没有背应力,液-固电迁移条件下Sn-52In焊点中In原子的有效电荷数
Electromigration (EM), which describes the mass transport due to the momentum exchange between conducting electrons and diffusing metal atoms under an applied electric field, has become a serious reliability issue in high-density packaging. With the increasing demands for miniaturization, liquid-solid (L-S) EM will pose a critical challenge to the reliability of solder interconnects. In this work, The interfacial reactions and diffusion behaviors of In, Sn and Cu atoms in Cu/Sn-52In/Cu interconnects during L-S EM under a current density of 2.0×104 A/cm2 at 120 and 180 ℃ have been in situ studied by using synchrotron radiation real-time imaging technology. During L-S EM, since there was no back-stress, the In atoms directionally migrated toward the anode due to the negative effective charge number (
微型化、高性能、无铅化(绿色制造)是微电子封装制造的发展趋势。互连技术作为微电子封装制造的核心工艺,其焊点(凸点)尺寸目前已减小至微米尺度(微凸点,μ-bump)。微型化使焊点体积随直径减小呈3次方减小,而通过焊点的电流密度随直径减小呈2次方增加,将达到104~106 A/cm2 [1,2]。因此,电迁移(electromigration,EM)已成为影响微电子产品的重要可靠性问题[3~5]。电迁移的物理本质是金属原子在静电场力(顺电场方向)和运动电子不断地撞击并发生动量传递而产生作用力(逆电场方向)的复合作用下发生的定向迁移,动力学上符合统计学规律[4]。目前,研究者普遍认为电迁移导致焊点的失效通常发生在焊点的阴极,其失效模式可以归纳为2类[4,6,7]:(1) 阴极空洞扩展成裂缝,导致焊点发生断路失效;(2) 阴极凸点下金属层(under bump metallizations,UBM)及电子入口处的金属引线溶解而导致焊点发生断路失效。
随着电迁移时间的延长,阴极界面会产生空洞并逐渐扩展至整个界面,接触面积的减小使得电流密度和电阻增大,产生大量的Joule热,从而可能导致焊点发生熔化,但熔化后的凸点并不会立即失效,而是在表面张力及填充物的保护下继续保持其原来的形状,此时焊点仍处于导通状态,因此固-固(钎料为固态、基体为固态)电迁移转变为液-固(钎料为液态、基体为固态)电迁移。由于原子在液态钎料中的扩散速率比其在固态钎料中快几个数量级[8],因此焊点的界面反应及失效模式也将显著不同。Lin等[9]对Cu/Sn-37Pb/Ni倒装焊点在166 ℃、4.0×104 A/cm2条件下的电迁移行为的原位观察发现:焊点经过87 min电迁移后,钎料发生熔化,Cu基体消耗殆尽,阳极界面金属间化合物(intermetallic compounds,IMC)则非常厚,焊点发生断路失效。Liao等[10]研究了Cu/Sn-37Pb/Cu焊点在185 ℃、103~104 A/cm2条件下的液-固电迁移行为,发现Pb原子优先扩散至阳极并发生聚集,通过对富Pb相生长速率的测量,计算得到液态Sn-Pb钎料中Pb原子的有效电荷数
Sn-52In钎料由于具有较低的熔点、良好的润湿性、优异的抗蠕变与疲劳性能,在表面贴装技术和低温领域有所应用,是一种重要的低温钎料。Daghfal和Shang[17]研究了Cu/Sn-52In/Cu焊点在80 ℃、2.8×104 A/cm2条件下的固-固电迁移,发现Sn和In原子向相反的方向迁移,即Sn原子定向迁移至阳极而In原子迁移至阴极,最终导致两相分离。但是,目前Sn-In钎料的液-固电迁移行为尚不明确。本工作利用同步辐射实时成像技术研究Cu/Sn-52In/Cu线性焊点的液-固电迁移行为,并分析In原子的扩散迁移行为。
利用浸焊方法制备Cu/Sn-52In/Cu线性焊点。首先将2个Cu块的待焊面进行预磨抛光处理。为了在同步辐射下更清晰准确地表征基体的溶解动力学,在预处理好的Cu块表面化学镀一层1 μm厚的Au层作为标记层,随后在Au层上再化学镀一层厚度为50 μm的Cu层作为基体。然后,将表面有Cu镀层的2个Cu块进行浸焊,Cu块之间的间距由直径200 μm的不锈钢丝精确控制。最后,在150 ℃液态Sn-52In钎料合金的锡炉中浸焊10 s。将钎焊后的试样线切割成线性焊点,并将其4个侧面预磨抛光制备成横截面尺寸为500 μm×100 μm的条状试样,如
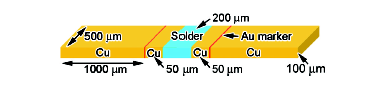
图1 Cu/Sn-52In/Cu线性焊点示意图
Fig.1 Schematic of the line-type Cu/Sn-52In/Cu solder interconnect
Cu/Sn-52In/Cu焊点的液-固电迁移实验分别在(120±5) ℃和(180±5) ℃的加热炉中进行,电流密度均为2.0×104 A/cm2,通电时间均为1 h。
利用同步辐射光源BL13W1线站实时原位观测焊点的液-固电迁移行为,CCD的分辨率为0.37 μm/pixel,曝光时间为4 s/frame。电迁移试样经预磨、抛光与腐蚀后,采用Supra 55型扫描电子显微镜(SEM)和其附带的能谱分析仪(EDS)对焊点界面IMC的形貌及成分进行分析,利用Auto CAD软件对界面IMC层的厚度进行测量,每个界面取3个视场,每个视场测量3次取平均值。
2.2.1 120 ℃、2.0×104 A/cm2条件下的液-固电迁移
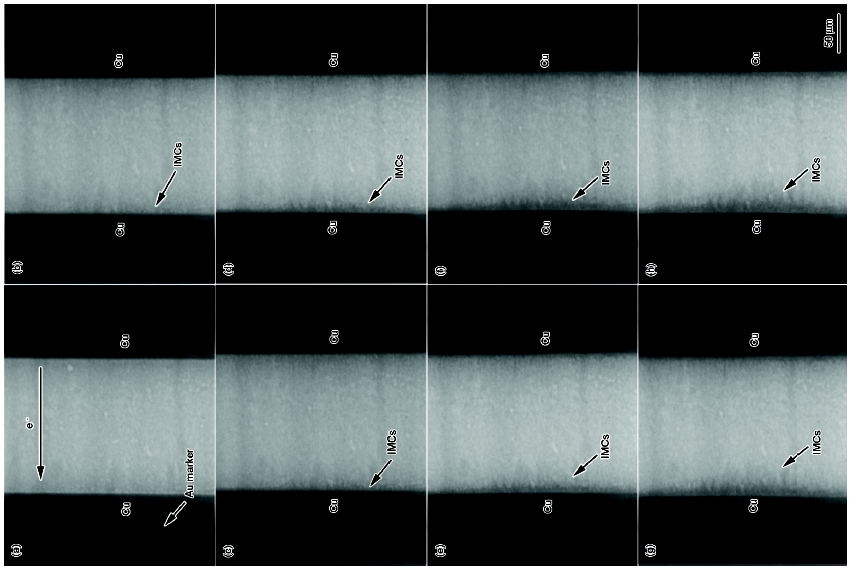
图3 Cu/Sn-52In/Cu焊点在120 ℃、2.0×104 A/cm2条件下液-固电迁移过程中的同步辐射照片
Fig.3 Synchrotron radiation images of the Cu/Sn-52In/Cu interconnect during L-S EM under 2.0×104 A/cm2 at 120 ℃ for 0 min (a), 10 min (b), 20 min (c), 30 min (d), 40 min (e), 50 min (f), 60 min (g) and solidification (h) (L-S EM—liquid-solid electromigration, IMCs—intermetallic compouds)
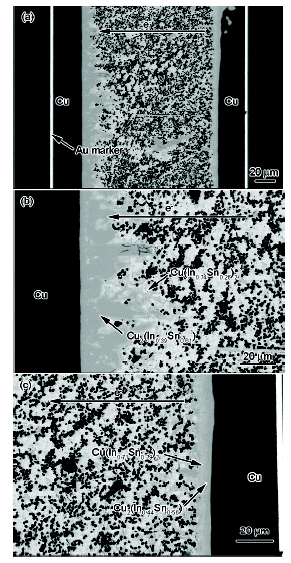
图4 120 ℃、2.0×104 A/cm2液-固电迁移1 h后的Cu/Sn-52In/Cu焊点显微组织SEM像
Fig.4 SEM images of the Cu/Sn-52In/Cu interconnects after L-S EM under 2.0×104 A/cm2 at 120 ℃ for 1 h(a) whole interconnect(b) anode interface(c) cathode interface
在120 ℃的电迁移过程中,焊点阳极界面IMC持续生长,而阴极界面IMC生长被抑制,导致阳极界面IMC厚度明显大于阴极界面IMC,即产生了“极性效应”。阴极Cu基体发生明显溶解。
2.2.2 180 ℃、2.0×104 A/cm2条件下液-固电迁移
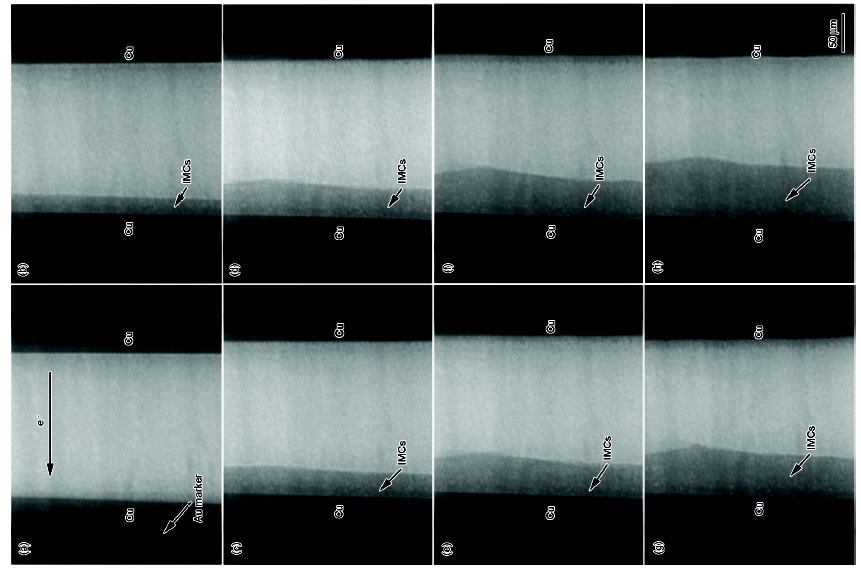
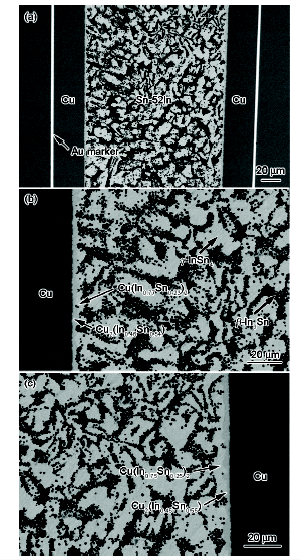
图5 Cu/Sn-52In/Cu焊点在180 ℃、2.0×104 A/cm2条件下液-固电迁移过程中的同步辐射照片
Fig.5 Synchrotron radiation images of the Cu/Sn-52In/Cu interconnect during L-S EM under 2.0×104 A/cm2 at 180 ℃ for 0 min (a), 10 min (b), 20 min (c), 30 min (d), 40 min (e), 50 min (f), 60 min (g) and solidification (h)
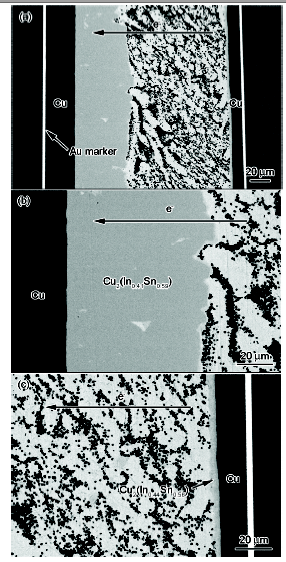
图6 180 ℃、2.0×104 A/cm2液-固电迁移1 h后的Cu/Sn-52In/Cu焊点显微组织SEM像
Fig.6 SEM images of the Cu/Sn-52In/Cu interconnects after L-S EM under 2.0×104 A/cm2 at 180 ℃ for 1 h(a) whole interconnect(b) anode interface(c) cathode interface
与120 ℃条件下的结果不同,180 ℃下液-固电迁移过程中焊点两侧界面IMC类型均为一种,即Cu2(In, Sn)。此外,IMC形貌也发生明显变化,由杂草状变为层状。因此,反应温度可以改变界面IMC的类型及形貌。
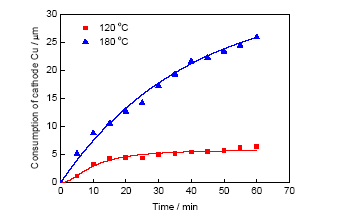
镀Au层作为参照物,定量测量了电迁移过程中阴极Cu基体的溶解。
Cu/Sn-52In/Cu焊点在固-固电迁移条件下,Sn和In原子向不同的方向扩散,导致钎料内两相分离[17]。而在液-固电迁移条件下没有出现富Sn和富In相分离的现象。
众所周知,当原子的
式中,
Cu/Sn-52In/Cu焊点在固-固电迁移过程中,出现两相分离现象的原因是钎料中优先扩散至阳极的Sn原子聚集产生了指向阴极的背应力,是背应力的存在导致了In原子不断地向阴极扩散。但是,背应力是空位的定向迁移产生的,而液态钎料中原子的扩散速率比固体钎料中的原子扩散速率大3~4个数量级[8],在液态钎料中,即使有空位也会迅速被原子占据,故液态钎料中的背应力可以忽略不计。因此,在液-固电迁移过程中不考虑
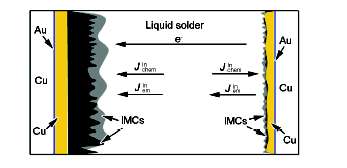
图8 Cu/Sn-52In/Cu焊点液-固电迁移过程In原子扩散通量示意图
Fig.8
Schematics of the In atomic fluxes in Cu/Sn-52In/Cu interconnects during L-S EM (
如
式中,
联立式(2)和(3)可得:
式中,
理论上,Tu[22]基于Einstein原子振动模型,首次给出计算固态金属
式中,
Kumar等[23]基于固态金属有效电荷数的计算模型,引入熔化潜热
但是,在该模型中存在2点误区:第一,Einstein原子振动模型只适用于固态金属原子,当
金属处在熔点以上时,液态金属的焓
式中,
(1) 液-固电迁移条件下,由于没有背应力,Sn-52In焊点中In原子的有效电荷数
(2) 修正了计算液态金属有效电荷数
(3) 液-固电迁移条件下In和Cu原子同时由阴极扩散至阳极界面并参与界面反应,使得界面IMC表现为“极性效应”,温度越高,界面IMC的“极性效应”越显著。随着温度的升高,界面IMC类型由初始的[Cu2(In, Sn)+Cu(In, Sn)2]转变为Cu2(In, Sn)。
(4) 液-固电迁移过程中阴极Cu基体的溶解与时间呈抛物线关系,温度越高,阴极Cu的溶解速率越快。
The authors have declared that no competing interests exist.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}