Evolution of Anand parameters for thermally aged Sn-Ag-Cu lead-free alloys at low operating temperature
2
2022
... 电子系统在航天、汽车、智能制造等领域中都起着至关重要的作用[1 ~3 ] .钎料作为电子元件和线路板之间的连接材料,很大程度上决定了电子系统的寿命.同时,随着新能源汽车和5G通信等技术的快速发展,电子系统长期处于频繁的温度交变环境中,钎料服役的热-力环境将更为严苛[1 ,4 ] ,这对其热-机械可靠性提出了更高的要求. ...
... [1 ,4 ],这对其热-机械可靠性提出了更高的要求. ...
Development of lead-free interconnection materials in electronic industry during the past decades: Structure and properties
0
2022
Effects of system design on fatigue life of solder joints in BGA packages under vibration at random frequencies
1
2018
... 电子系统在航天、汽车、智能制造等领域中都起着至关重要的作用[1 ~3 ] .钎料作为电子元件和线路板之间的连接材料,很大程度上决定了电子系统的寿命.同时,随着新能源汽车和5G通信等技术的快速发展,电子系统长期处于频繁的温度交变环境中,钎料服役的热-力环境将更为严苛[1 ,4 ] ,这对其热-机械可靠性提出了更高的要求. ...
Reliability of automotive and consumer MEMS sensors—An overview
1
2021
... 电子系统在航天、汽车、智能制造等领域中都起着至关重要的作用[1 ~3 ] .钎料作为电子元件和线路板之间的连接材料,很大程度上决定了电子系统的寿命.同时,随着新能源汽车和5G通信等技术的快速发展,电子系统长期处于频繁的温度交变环境中,钎料服役的热-力环境将更为严苛[1 ,4 ] ,这对其热-机械可靠性提出了更高的要求. ...
A review of lead-free solders for electronics applications
1
2017
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
Development of SnAg-based lead free solders in electronics packaging
1
2012
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
Structure and properties of Sn-Cu lead-free solders in electronics packaging
1
2019
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
Properties and microstructures of Sn-Bi-X lead-free solders
1
2016
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
Recent progress on the development of Sn-Bi based low-temperature Pb-free solders
1
2019
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
Phase segregation, interfacial intermetallic growth and electromigration-induced failure in Cu/In-48Sn/Cu solder interconnects under current stressing
1
2016
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
Present status of Sn-Zn lead-free solders bearing alloying elements
1
2015
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
The application of an analytical model to solve an inverse heat conduction problem: Transient solidification of a Sn-Sb peritectic solder alloy on distinct substrates
1
2019
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
Microstructure and properties of Sn-Ag and Sn-Sb lead-free solders in electronics packaging: A review
1
2022
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
Research status of evolution of microstructure and properties of Sn-based lead-free composite solder alloys
1
2020
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
Main application limitations of lead-free composite solder doped with foreign reinforcements
3
2021
... 共晶Sn-Ag-Cu和共晶Sn-Cu钎料一度被欧洲各国、日本和美国的学术界和工业界广为接受,它们是替代Sn-Pb钎料的2种主要选择[5 ] .除此之外,常用的无铅钎料还有Sn-Ag[6 ] 、Sn-Cu[7 ] 、Sn-Bi[8 ,9 ] 、Sn-In[10 ] 、Sn-Zn[11 ] 以及Sn-Sb[12 ,13 ] 等.为了进一步提高焊点的热-机械可靠性,研究人员常采用合金化(即加入更多的合金元素)或材料复合(即制备成复合材料)的方法来增强锡基无铅钎料.从合金化角度来看,添加的元素主要包括Ag、Cu、Ni、Bi、Sb、Ga、Co、Mn、Cr以及稀土元素等;从复合钎料制备的角度来看,作为增强相生成或添加的经常包含有氧化物、碳化物、碳纳米材料、金属间化合物(IMC)、有机高分子等[14 ] .但是研究中提到的大部分合金和复合钎料目前尚停留在研究阶段,其成果尚未被广泛应用于实际生产制造中[15 ] ,主要因为:(1) 钎料中IMC的过度生长;(2) 增强相的分散性不佳并在焊接过程中排出基体;(3) 增强相复合含量过小导致性能提升不明显从而无法满足快速发展变化的新兴应用场景等一系列问题.为了解决上述问题,进一步提高锡基钎料在热应力下的服役本领,满足新能源汽车、5G移动通信技术等新兴领域对高可靠微电子互连材料的迫切需求,研究人员近些年尝试在锡基无铅钎料中同时加入2种甚至更多种外来相,即制备锡基合金钎料或锡基复合钎料,以期获得高性能、高可靠的微电子互连焊点. ...
... 目前的研究发现,除了纳米颗粒团聚带来的上述问题以外,由于焊膏中的助焊剂在回流过程中挥发会将增强相带出焊点[23 ] ,以及非反应型增强相与Sn基体润湿性差等原因,大多数锡基复合焊点焊接过程中都难以避免地存在增强相损失的问题[15 ] .近年来研究人员采用粉末冶金法制备锡基复合钎料,以使增强相更好地分散并在回流结束后保留在钎料基体内,发挥其增强效果. ...
... 研究[15 ,43 ] 表明,锡基钎料组织的均匀性对性能有很大影响,合金元素如果分布不均匀,会造成局部组织偏析和密度分布不均.如果纳米颗粒团聚,不仅削弱其强化作用,团聚的大颗粒在长期服役过程中还会成为裂纹源,加速焊点的失效.近年来,研究人员不断地尝试可以使锡基合金钎料和复合钎料组织分布更均匀的制备方法,但由于添加量过少以及表征手段的限制,很少有文献较为直观地观察到复合钎料或合金钎料组织的均匀分布. ...
Comparative study on the wettability and thermal aging characteristics of SAC305 nanocomposite solder fabricated by stir-casting and ultrasonic treatment
2
2022
... Rajendran等[16 ] 提出,当添加的增强相颗粒粒径小于100 nm时,其对复合钎料的屈服强度贡献更大.但是随着颗粒尺寸减小,纳米效应更加显著,导致纳米颗粒极易团聚,并吸附在气/液相界面,降低了增强颗粒的弥散强化效果.机械混合法虽然可以使纳米颗粒宏观上分散在锡基无铅钎料中,但有部分文献报道了复合钎料中纳米颗粒团聚带来的焊点可靠性问题.如在Sn-0.3Ag-0.7Cu (SAC0307,质量分数,下同)焊膏中添加50 nm的Cu颗粒,当纳米颗粒添加量大于1.0% (质量分数,下同)时,焊点中出现了明显的纳米Cu团聚现象[17 ] .相似地,辛瞳等[18 ] 也发现在Sn-3.0Ag-0.5Cu (SAC305)焊点中,当纳米Cu颗粒的添加量达到1.0%时,孔隙率明显增加.也有研究[19 ] 表明,由于高表面活性的碳纳米管(CNTs)发生团聚与吸附现象,在SAC0307焊膏中添加尺寸较小的CNTs的实际性能要低于理论值.Li等[20 ] 发现,当在Sn中添加SiC纳米线的量超过0.8%时,钎料的剪切强度明显下降,并归因于过量添加SiC纳米线导致的团聚现象.Tang等[21 ] 采用机械混合法在SAC0307焊膏中添加0.3%CeO2 也发现了纳米颗粒的团聚现象,如图1 [21 ] 所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
... 2022年,Rajendran等[16 ] 报道了一种超声处理制备ZnO纳米颗粒增强SAC305无铅钎料的方法.该方法首先用粉末冶金法在180℃烧结制备出SAC305∶ZnO质量比为2∶1的中间合金,然后将中间合金加入到280℃熔融的SAC305中,使用1.5 kW的功率对熔体进行120 s超声处理,结果证明该方法可以获得屈服强度高、抗老化性能好、分散性好的ZnO纳米颗粒增强的SAC305复合钎料.超声波在SAC305熔体中会产生声流[40 ] 和空化[41 ,42 ] 现象,作者用透射电子显微镜(TEM)观察到了ZnO在β -Sn晶粒的晶界和基体中实现了单个纳米颗粒的均匀分布,从而发挥添加纳米颗粒的强化作用. ...
Study on solder joint of SAC0307 solder paste reinforced by nano Ag/Cu particles
1
2018
... Rajendran等[16 ] 提出,当添加的增强相颗粒粒径小于100 nm时,其对复合钎料的屈服强度贡献更大.但是随着颗粒尺寸减小,纳米效应更加显著,导致纳米颗粒极易团聚,并吸附在气/液相界面,降低了增强颗粒的弥散强化效果.机械混合法虽然可以使纳米颗粒宏观上分散在锡基无铅钎料中,但有部分文献报道了复合钎料中纳米颗粒团聚带来的焊点可靠性问题.如在Sn-0.3Ag-0.7Cu (SAC0307,质量分数,下同)焊膏中添加50 nm的Cu颗粒,当纳米颗粒添加量大于1.0% (质量分数,下同)时,焊点中出现了明显的纳米Cu团聚现象[17 ] .相似地,辛瞳等[18 ] 也发现在Sn-3.0Ag-0.5Cu (SAC305)焊点中,当纳米Cu颗粒的添加量达到1.0%时,孔隙率明显增加.也有研究[19 ] 表明,由于高表面活性的碳纳米管(CNTs)发生团聚与吸附现象,在SAC0307焊膏中添加尺寸较小的CNTs的实际性能要低于理论值.Li等[20 ] 发现,当在Sn中添加SiC纳米线的量超过0.8%时,钎料的剪切强度明显下降,并归因于过量添加SiC纳米线导致的团聚现象.Tang等[21 ] 采用机械混合法在SAC0307焊膏中添加0.3%CeO2 也发现了纳米颗粒的团聚现象,如图1 [21 ] 所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
纳米颗粒增强SAC0307锡膏焊点的分析
1
2018
... Rajendran等[16 ] 提出,当添加的增强相颗粒粒径小于100 nm时,其对复合钎料的屈服强度贡献更大.但是随着颗粒尺寸减小,纳米效应更加显著,导致纳米颗粒极易团聚,并吸附在气/液相界面,降低了增强颗粒的弥散强化效果.机械混合法虽然可以使纳米颗粒宏观上分散在锡基无铅钎料中,但有部分文献报道了复合钎料中纳米颗粒团聚带来的焊点可靠性问题.如在Sn-0.3Ag-0.7Cu (SAC0307,质量分数,下同)焊膏中添加50 nm的Cu颗粒,当纳米颗粒添加量大于1.0% (质量分数,下同)时,焊点中出现了明显的纳米Cu团聚现象[17 ] .相似地,辛瞳等[18 ] 也发现在Sn-3.0Ag-0.5Cu (SAC305)焊点中,当纳米Cu颗粒的添加量达到1.0%时,孔隙率明显增加.也有研究[19 ] 表明,由于高表面活性的碳纳米管(CNTs)发生团聚与吸附现象,在SAC0307焊膏中添加尺寸较小的CNTs的实际性能要低于理论值.Li等[20 ] 发现,当在Sn中添加SiC纳米线的量超过0.8%时,钎料的剪切强度明显下降,并归因于过量添加SiC纳米线导致的团聚现象.Tang等[21 ] 采用机械混合法在SAC0307焊膏中添加0.3%CeO2 也发现了纳米颗粒的团聚现象,如图1 [21 ] 所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
Study on the formation mechanism of porosity and properties of the SAC305-nano Cu composite solder paste reflowed
1
2017
... Rajendran等[16 ] 提出,当添加的增强相颗粒粒径小于100 nm时,其对复合钎料的屈服强度贡献更大.但是随着颗粒尺寸减小,纳米效应更加显著,导致纳米颗粒极易团聚,并吸附在气/液相界面,降低了增强颗粒的弥散强化效果.机械混合法虽然可以使纳米颗粒宏观上分散在锡基无铅钎料中,但有部分文献报道了复合钎料中纳米颗粒团聚带来的焊点可靠性问题.如在Sn-0.3Ag-0.7Cu (SAC0307,质量分数,下同)焊膏中添加50 nm的Cu颗粒,当纳米颗粒添加量大于1.0% (质量分数,下同)时,焊点中出现了明显的纳米Cu团聚现象[17 ] .相似地,辛瞳等[18 ] 也发现在Sn-3.0Ag-0.5Cu (SAC305)焊点中,当纳米Cu颗粒的添加量达到1.0%时,孔隙率明显增加.也有研究[19 ] 表明,由于高表面活性的碳纳米管(CNTs)发生团聚与吸附现象,在SAC0307焊膏中添加尺寸较小的CNTs的实际性能要低于理论值.Li等[20 ] 发现,当在Sn中添加SiC纳米线的量超过0.8%时,钎料的剪切强度明显下降,并归因于过量添加SiC纳米线导致的团聚现象.Tang等[21 ] 采用机械混合法在SAC0307焊膏中添加0.3%CeO2 也发现了纳米颗粒的团聚现象,如图1 [21 ] 所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
SAC305-纳米铜复合焊膏焊后性能及孔隙形成机理
1
2017
... Rajendran等[16 ] 提出,当添加的增强相颗粒粒径小于100 nm时,其对复合钎料的屈服强度贡献更大.但是随着颗粒尺寸减小,纳米效应更加显著,导致纳米颗粒极易团聚,并吸附在气/液相界面,降低了增强颗粒的弥散强化效果.机械混合法虽然可以使纳米颗粒宏观上分散在锡基无铅钎料中,但有部分文献报道了复合钎料中纳米颗粒团聚带来的焊点可靠性问题.如在Sn-0.3Ag-0.7Cu (SAC0307,质量分数,下同)焊膏中添加50 nm的Cu颗粒,当纳米颗粒添加量大于1.0% (质量分数,下同)时,焊点中出现了明显的纳米Cu团聚现象[17 ] .相似地,辛瞳等[18 ] 也发现在Sn-3.0Ag-0.5Cu (SAC305)焊点中,当纳米Cu颗粒的添加量达到1.0%时,孔隙率明显增加.也有研究[19 ] 表明,由于高表面活性的碳纳米管(CNTs)发生团聚与吸附现象,在SAC0307焊膏中添加尺寸较小的CNTs的实际性能要低于理论值.Li等[20 ] 发现,当在Sn中添加SiC纳米线的量超过0.8%时,钎料的剪切强度明显下降,并归因于过量添加SiC纳米线导致的团聚现象.Tang等[21 ] 采用机械混合法在SAC0307焊膏中添加0.3%CeO2 也发现了纳米颗粒的团聚现象,如图1 [21 ] 所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
Effect of the size of carbon nanotubes (CNTs) on the microstructure and mechanical strength of CNTs-doped composite Sn0.3Ag0.7Cu-CNTs solder
2
2018
... Rajendran等[16 ] 提出,当添加的增强相颗粒粒径小于100 nm时,其对复合钎料的屈服强度贡献更大.但是随着颗粒尺寸减小,纳米效应更加显著,导致纳米颗粒极易团聚,并吸附在气/液相界面,降低了增强颗粒的弥散强化效果.机械混合法虽然可以使纳米颗粒宏观上分散在锡基无铅钎料中,但有部分文献报道了复合钎料中纳米颗粒团聚带来的焊点可靠性问题.如在Sn-0.3Ag-0.7Cu (SAC0307,质量分数,下同)焊膏中添加50 nm的Cu颗粒,当纳米颗粒添加量大于1.0% (质量分数,下同)时,焊点中出现了明显的纳米Cu团聚现象[17 ] .相似地,辛瞳等[18 ] 也发现在Sn-3.0Ag-0.5Cu (SAC305)焊点中,当纳米Cu颗粒的添加量达到1.0%时,孔隙率明显增加.也有研究[19 ] 表明,由于高表面活性的碳纳米管(CNTs)发生团聚与吸附现象,在SAC0307焊膏中添加尺寸较小的CNTs的实际性能要低于理论值.Li等[20 ] 发现,当在Sn中添加SiC纳米线的量超过0.8%时,钎料的剪切强度明显下降,并归因于过量添加SiC纳米线导致的团聚现象.Tang等[21 ] 采用机械混合法在SAC0307焊膏中添加0.3%CeO2 也发现了纳米颗粒的团聚现象,如图1 [21 ] 所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
... 有研究人员就增强相表面修饰金属镀层的作用进行了深入讨论.Mo等[70 ] 曾提出,在钎料中添加表面修饰Ni后的CNTs,与机械混合Ni和CNTs相比,可以增加焊接后钎料中CNTs的保留量,即表面修饰Ni的CNTs更倾向于保留在复合钎料基体中,但并没有保留率的数据来支撑这一观点.该研究中报道的添加0.1%Ni-CNTs与单独添加Ni和CNTs制得的2种复合钎料的剪切强度相差不大,IMC厚度也没有显著的区别.当增强相的添加量达到0.25%时,表面修饰Ni的CNTs相比机械混合添加Ni和CNTs的优势才得以体现.目前的报道中,将CNTs、GNSs等非金属增强相加入锡基钎料前,在其表面修饰过渡金属已形成一种共识.然而,在纳米增强相表面修饰金属的工艺往往较为复杂,金属镀液还会对环境造成影响,同时,Ni或Ag通常以纳米颗粒的形式附着在CNTs或GNSs的表面,如图5 [80 ] 所示,并没有形成连续的包覆层.表1 [30 ,72 ,73 ,80 ~96 ] 总结了文献中报道的金属修饰非金属增强相在钎料中发生团聚现象导致性能降低时对应的添加量,发现即使在CNTs、GNSs等碳纳米材料表面修饰Ni、Ag、Cu、Sn层,增强相的最佳添加量也一般不超过0.2%,说明表面金属改性的方法对改善纳米无机增强相在钎料中的团聚现象收效甚微.曾有研究人员[19 ] 分别将10~20、40~60和60~100 nm直径的多壁碳纳米管(MWCNTs)以机械搅拌的方式加入SAC0307焊膏中,添加量均为0.05%.虽然理论上添加增强相的尺寸越小,弥散强化效果就越好,但是较小的CNTs具有较高的表面活性,在钎料中容易发生团聚和吸附现象,因此中等直径(40~60 nm)的CNTs加入钎料中使复合焊点表现出更高的性能,焊后焊点剪切强度相比未复合的提高15.3%.由此可见,增强相的尺寸也是影响其在钎料中分散性的因素之一. ...
Influences of silicon carbide nanowires' addition on IMC growth behavior of pure Sn solder during solid-liquid diffusion
1
2021
... Rajendran等[16 ] 提出,当添加的增强相颗粒粒径小于100 nm时,其对复合钎料的屈服强度贡献更大.但是随着颗粒尺寸减小,纳米效应更加显著,导致纳米颗粒极易团聚,并吸附在气/液相界面,降低了增强颗粒的弥散强化效果.机械混合法虽然可以使纳米颗粒宏观上分散在锡基无铅钎料中,但有部分文献报道了复合钎料中纳米颗粒团聚带来的焊点可靠性问题.如在Sn-0.3Ag-0.7Cu (SAC0307,质量分数,下同)焊膏中添加50 nm的Cu颗粒,当纳米颗粒添加量大于1.0% (质量分数,下同)时,焊点中出现了明显的纳米Cu团聚现象[17 ] .相似地,辛瞳等[18 ] 也发现在Sn-3.0Ag-0.5Cu (SAC305)焊点中,当纳米Cu颗粒的添加量达到1.0%时,孔隙率明显增加.也有研究[19 ] 表明,由于高表面活性的碳纳米管(CNTs)发生团聚与吸附现象,在SAC0307焊膏中添加尺寸较小的CNTs的实际性能要低于理论值.Li等[20 ] 发现,当在Sn中添加SiC纳米线的量超过0.8%时,钎料的剪切强度明显下降,并归因于过量添加SiC纳米线导致的团聚现象.Tang等[21 ] 采用机械混合法在SAC0307焊膏中添加0.3%CeO2 也发现了纳米颗粒的团聚现象,如图1 [21 ] 所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
Formation and growth of interfacial intermetallics in Sn-0.3Ag-0.7Cu-x CeO2 /Cu solder joints during the reflow process
4
2019
... Rajendran等[16 ] 提出,当添加的增强相颗粒粒径小于100 nm时,其对复合钎料的屈服强度贡献更大.但是随着颗粒尺寸减小,纳米效应更加显著,导致纳米颗粒极易团聚,并吸附在气/液相界面,降低了增强颗粒的弥散强化效果.机械混合法虽然可以使纳米颗粒宏观上分散在锡基无铅钎料中,但有部分文献报道了复合钎料中纳米颗粒团聚带来的焊点可靠性问题.如在Sn-0.3Ag-0.7Cu (SAC0307,质量分数,下同)焊膏中添加50 nm的Cu颗粒,当纳米颗粒添加量大于1.0% (质量分数,下同)时,焊点中出现了明显的纳米Cu团聚现象[17 ] .相似地,辛瞳等[18 ] 也发现在Sn-3.0Ag-0.5Cu (SAC305)焊点中,当纳米Cu颗粒的添加量达到1.0%时,孔隙率明显增加.也有研究[19 ] 表明,由于高表面活性的碳纳米管(CNTs)发生团聚与吸附现象,在SAC0307焊膏中添加尺寸较小的CNTs的实际性能要低于理论值.Li等[20 ] 发现,当在Sn中添加SiC纳米线的量超过0.8%时,钎料的剪切强度明显下降,并归因于过量添加SiC纳米线导致的团聚现象.Tang等[21 ] 采用机械混合法在SAC0307焊膏中添加0.3%CeO2 也发现了纳米颗粒的团聚现象,如图1 [21 ] 所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
... [21 ]所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
... [
21 ]
CeO<sub>2</sub> nanoparticles on the surface of an SAC0307-0.3CeO<sub>2</sub> solder matrix<sup>[<xref ref-type="bibr" rid="R21">21</xref>]</sup> Fig.1 ![]()
综上所述,直接在市售二元、三元焊膏中添加增强相并搅拌,制备的锡基复合钎料均匀性难以调控.当纳米颗粒的添加量较大时,很难保证纳米颗粒在钎料中的良好分散,所以该方法更适用于增强相尺度较大或添加量较少的情况. ...
... [
21 ]
Fig.1 ![]()
综上所述,直接在市售二元、三元焊膏中添加增强相并搅拌,制备的锡基复合钎料均匀性难以调控.当纳米颗粒的添加量较大时,很难保证纳米颗粒在钎料中的良好分散,所以该方法更适用于增强相尺度较大或添加量较少的情况. ...
Effects of α -Al2 O3 nanoparticles-doped on microstructure and properties of Sn-0.3Ag-0.7Cu low-Ag solder
1
2018
... Rajendran等[16 ] 提出,当添加的增强相颗粒粒径小于100 nm时,其对复合钎料的屈服强度贡献更大.但是随着颗粒尺寸减小,纳米效应更加显著,导致纳米颗粒极易团聚,并吸附在气/液相界面,降低了增强颗粒的弥散强化效果.机械混合法虽然可以使纳米颗粒宏观上分散在锡基无铅钎料中,但有部分文献报道了复合钎料中纳米颗粒团聚带来的焊点可靠性问题.如在Sn-0.3Ag-0.7Cu (SAC0307,质量分数,下同)焊膏中添加50 nm的Cu颗粒,当纳米颗粒添加量大于1.0% (质量分数,下同)时,焊点中出现了明显的纳米Cu团聚现象[17 ] .相似地,辛瞳等[18 ] 也发现在Sn-3.0Ag-0.5Cu (SAC305)焊点中,当纳米Cu颗粒的添加量达到1.0%时,孔隙率明显增加.也有研究[19 ] 表明,由于高表面活性的碳纳米管(CNTs)发生团聚与吸附现象,在SAC0307焊膏中添加尺寸较小的CNTs的实际性能要低于理论值.Li等[20 ] 发现,当在Sn中添加SiC纳米线的量超过0.8%时,钎料的剪切强度明显下降,并归因于过量添加SiC纳米线导致的团聚现象.Tang等[21 ] 采用机械混合法在SAC0307焊膏中添加0.3%CeO2 也发现了纳米颗粒的团聚现象,如图1 [21 ] 所示.平均粒径为20 nm的CeO2 颗粒团聚成150 nm左右的大颗粒,并分布在钎料基体表面.Wu等[22 ] 虽然在复合前对Al2 O3 纳米颗粒进行了30 min的超声分散处理,但当向SAC0307中添加0.5%Al2 O3 时,纳米颗粒因为高表面能而在Cu6 Sn5 与钎料的界面处发生团聚,导致硬而脆的Al2 O3 纳米颗粒成为钎料中的裂纹源. ...
Microstructure and mechanical properties of Pb-free Sn-3.0Ag-0.5Cu solder pastes added with NiO nanoparticles after reflow soldering process
1
2016
... 目前的研究发现,除了纳米颗粒团聚带来的上述问题以外,由于焊膏中的助焊剂在回流过程中挥发会将增强相带出焊点[23 ] ,以及非反应型增强相与Sn基体润湿性差等原因,大多数锡基复合焊点焊接过程中都难以避免地存在增强相损失的问题[15 ] .近年来研究人员采用粉末冶金法制备锡基复合钎料,以使增强相更好地分散并在回流结束后保留在钎料基体内,发挥其增强效果. ...
Microstructural, compositional and hardness evolutions of 96.5Sn-3Ag-0.5Cu/TiC composite solder under thermo-migration stressing
1
2020
... 在采用粉末冶金法制备锡基复合钎料时,将2种或2种以上的粉末混合均匀至少需要1 h,有的研究中为了将粉末充分混匀,甚至将时间延长至24 h[24 ,25 ] .烧结温度通常在基体熔点(T m )的0.75~0.98倍之间((0.75~0.98)T m ),而常规烧结或微波烧结锡基钎料的温度一般为熔点的0.8倍(0.8T m ),超过这个温度范围后,钎料容易发生熔化现象[26 ] .虽然粉末冶金法制备复合钎料比机械搅拌法耗时明显增加,工艺流程也相对复杂,但是粉末冶金法一般获得的是块材、箔材等,而机械搅拌法可直接获得焊膏,应用场景和应用范围有所不同. ...
Performance of 96.5Sn-3Ag-0.5Cu/fullerene composite solder under isothermal ageing and high-current stressing
1
2021
... 在采用粉末冶金法制备锡基复合钎料时,将2种或2种以上的粉末混合均匀至少需要1 h,有的研究中为了将粉末充分混匀,甚至将时间延长至24 h[24 ,25 ] .烧结温度通常在基体熔点(T m )的0.75~0.98倍之间((0.75~0.98)T m ),而常规烧结或微波烧结锡基钎料的温度一般为熔点的0.8倍(0.8T m ),超过这个温度范围后,钎料容易发生熔化现象[26 ] .虽然粉末冶金法制备复合钎料比机械搅拌法耗时明显增加,工艺流程也相对复杂,但是粉末冶金法一般获得的是块材、箔材等,而机械搅拌法可直接获得焊膏,应用场景和应用范围有所不同. ...
Development of a microwave sintered TiO2 reinforced Sn-0.7wt%Cu-0.05wt%Ni alloy
2
2015
... 在采用粉末冶金法制备锡基复合钎料时,将2种或2种以上的粉末混合均匀至少需要1 h,有的研究中为了将粉末充分混匀,甚至将时间延长至24 h[24 ,25 ] .烧结温度通常在基体熔点(T m )的0.75~0.98倍之间((0.75~0.98)T m ),而常规烧结或微波烧结锡基钎料的温度一般为熔点的0.8倍(0.8T m ),超过这个温度范围后,钎料容易发生熔化现象[26 ] .虽然粉末冶金法制备复合钎料比机械搅拌法耗时明显增加,工艺流程也相对复杂,但是粉末冶金法一般获得的是块材、箔材等,而机械搅拌法可直接获得焊膏,应用场景和应用范围有所不同. ...
... 近年来,在选择锡基复合钎料的增强相时,往往考虑到其高温下的稳定性、抗氧化性、抗腐蚀性、导电性、强度等因素,一般将Al2 O3 、TiO2 、ZnO、SiO2 、ZrO2 、CeO2 、TiC、SiC、Si3 N4 等无机非金属以及CNTs、GNSs、富勒烯(FNS)等碳纳米材料作为增强相,大量研究[26 ,63 ~68 ] 都证实了无机非金属增强相对钎料润湿性、力学性能以及长期服役可靠性的积极作用. ...
Effect of ball size and powder loading on the milling efficiency of a laboratory-scale wet ball mill
1
2013
... 相较于机械搅拌法,粉末冶金法不仅包含前期的混粉过程,还有后续的粉末成型、烧结、热处理等多个步骤.有研究人员报道了混粉过程对复合钎料组织及增强相均匀性的影响.Shin等[27 ] 研究了球磨转速和磨球尺寸对球磨效率的影响,实验证明球磨速率将影响产生最小研磨粉末粒度的最佳磨球尺寸.Li等[28 ] 分别采用100、200和300 r/min的球磨速率将SAC305与直径2~3 μm、厚2 nm的石墨烯纳米片(GNSs)进行7 h的球磨混合.结果表明,在100 r/min的球磨转速下,GNSs并未均匀分散开;而在300 r/min的转速下,球形SAC305微米颗粒将发生明显的塑性变形,变为片状.较低的球磨转速并不能提供足够的剪切力使GNSs团聚体分散,但在高速球磨条件下,GNSs晶体结构的完整性会被严重破坏,故需要选择适宜的球磨转速.Jing等[29 ] 和Han等[30 ] 曾对比不同混粉方法对复合钎料组织的影响,他们采用球磨混合法和机械搅拌法将0.05%表面修饰Ag的石墨烯纳米片(Ag-GNSs)加入到SAC305粉末中,然后将2种方法制得的混合粉末都在400 MPa的压力下压实成棒材,放在175℃的真空管式炉中烧结2 h,复合粉末冷却至室温后放入冲击模具中压实.结果表明,球磨混合法制备的复合钎料焊后产生的IMC层较薄,扩散系数较低,说明球磨混合比机械搅拌更具优势.由此可见,通过优化粉末冶金法制备复合钎料的工艺参数,可以获得组织性能更优异的复合钎料. ...
Homogeneous dispersion of graphene and interface metallurgical bonding in Sn-Ag-Cu alloy induced by ball milling
1
2021
... 相较于机械搅拌法,粉末冶金法不仅包含前期的混粉过程,还有后续的粉末成型、烧结、热处理等多个步骤.有研究人员报道了混粉过程对复合钎料组织及增强相均匀性的影响.Shin等[27 ] 研究了球磨转速和磨球尺寸对球磨效率的影响,实验证明球磨速率将影响产生最小研磨粉末粒度的最佳磨球尺寸.Li等[28 ] 分别采用100、200和300 r/min的球磨速率将SAC305与直径2~3 μm、厚2 nm的石墨烯纳米片(GNSs)进行7 h的球磨混合.结果表明,在100 r/min的球磨转速下,GNSs并未均匀分散开;而在300 r/min的转速下,球形SAC305微米颗粒将发生明显的塑性变形,变为片状.较低的球磨转速并不能提供足够的剪切力使GNSs团聚体分散,但在高速球磨条件下,GNSs晶体结构的完整性会被严重破坏,故需要选择适宜的球磨转速.Jing等[29 ] 和Han等[30 ] 曾对比不同混粉方法对复合钎料组织的影响,他们采用球磨混合法和机械搅拌法将0.05%表面修饰Ag的石墨烯纳米片(Ag-GNSs)加入到SAC305粉末中,然后将2种方法制得的混合粉末都在400 MPa的压力下压实成棒材,放在175℃的真空管式炉中烧结2 h,复合粉末冷却至室温后放入冲击模具中压实.结果表明,球磨混合法制备的复合钎料焊后产生的IMC层较薄,扩散系数较低,说明球磨混合比机械搅拌更具优势.由此可见,通过优化粉末冶金法制备复合钎料的工艺参数,可以获得组织性能更优异的复合钎料. ...
Influence of Ag-modified graphene nanosheets addition into Sn-Ag-Cu solders on the formation and growth of intermetallic compound layers
1
2017
... 相较于机械搅拌法,粉末冶金法不仅包含前期的混粉过程,还有后续的粉末成型、烧结、热处理等多个步骤.有研究人员报道了混粉过程对复合钎料组织及增强相均匀性的影响.Shin等[27 ] 研究了球磨转速和磨球尺寸对球磨效率的影响,实验证明球磨速率将影响产生最小研磨粉末粒度的最佳磨球尺寸.Li等[28 ] 分别采用100、200和300 r/min的球磨速率将SAC305与直径2~3 μm、厚2 nm的石墨烯纳米片(GNSs)进行7 h的球磨混合.结果表明,在100 r/min的球磨转速下,GNSs并未均匀分散开;而在300 r/min的转速下,球形SAC305微米颗粒将发生明显的塑性变形,变为片状.较低的球磨转速并不能提供足够的剪切力使GNSs团聚体分散,但在高速球磨条件下,GNSs晶体结构的完整性会被严重破坏,故需要选择适宜的球磨转速.Jing等[29 ] 和Han等[30 ] 曾对比不同混粉方法对复合钎料组织的影响,他们采用球磨混合法和机械搅拌法将0.05%表面修饰Ag的石墨烯纳米片(Ag-GNSs)加入到SAC305粉末中,然后将2种方法制得的混合粉末都在400 MPa的压力下压实成棒材,放在175℃的真空管式炉中烧结2 h,复合粉末冷却至室温后放入冲击模具中压实.结果表明,球磨混合法制备的复合钎料焊后产生的IMC层较薄,扩散系数较低,说明球磨混合比机械搅拌更具优势.由此可见,通过优化粉末冶金法制备复合钎料的工艺参数,可以获得组织性能更优异的复合钎料. ...
Study of mechanical properties of Ag nanoparticle-modified graphene/Sn-Ag-Cu solders by nanoindentation
5
2019
... 相较于机械搅拌法,粉末冶金法不仅包含前期的混粉过程,还有后续的粉末成型、烧结、热处理等多个步骤.有研究人员报道了混粉过程对复合钎料组织及增强相均匀性的影响.Shin等[27 ] 研究了球磨转速和磨球尺寸对球磨效率的影响,实验证明球磨速率将影响产生最小研磨粉末粒度的最佳磨球尺寸.Li等[28 ] 分别采用100、200和300 r/min的球磨速率将SAC305与直径2~3 μm、厚2 nm的石墨烯纳米片(GNSs)进行7 h的球磨混合.结果表明,在100 r/min的球磨转速下,GNSs并未均匀分散开;而在300 r/min的转速下,球形SAC305微米颗粒将发生明显的塑性变形,变为片状.较低的球磨转速并不能提供足够的剪切力使GNSs团聚体分散,但在高速球磨条件下,GNSs晶体结构的完整性会被严重破坏,故需要选择适宜的球磨转速.Jing等[29 ] 和Han等[30 ] 曾对比不同混粉方法对复合钎料组织的影响,他们采用球磨混合法和机械搅拌法将0.05%表面修饰Ag的石墨烯纳米片(Ag-GNSs)加入到SAC305粉末中,然后将2种方法制得的混合粉末都在400 MPa的压力下压实成棒材,放在175℃的真空管式炉中烧结2 h,复合粉末冷却至室温后放入冲击模具中压实.结果表明,球磨混合法制备的复合钎料焊后产生的IMC层较薄,扩散系数较低,说明球磨混合比机械搅拌更具优势.由此可见,通过优化粉末冶金法制备复合钎料的工艺参数,可以获得组织性能更优异的复合钎料. ...
... 有研究人员就增强相表面修饰金属镀层的作用进行了深入讨论.Mo等[70 ] 曾提出,在钎料中添加表面修饰Ni后的CNTs,与机械混合Ni和CNTs相比,可以增加焊接后钎料中CNTs的保留量,即表面修饰Ni的CNTs更倾向于保留在复合钎料基体中,但并没有保留率的数据来支撑这一观点.该研究中报道的添加0.1%Ni-CNTs与单独添加Ni和CNTs制得的2种复合钎料的剪切强度相差不大,IMC厚度也没有显著的区别.当增强相的添加量达到0.25%时,表面修饰Ni的CNTs相比机械混合添加Ni和CNTs的优势才得以体现.目前的报道中,将CNTs、GNSs等非金属增强相加入锡基钎料前,在其表面修饰过渡金属已形成一种共识.然而,在纳米增强相表面修饰金属的工艺往往较为复杂,金属镀液还会对环境造成影响,同时,Ni或Ag通常以纳米颗粒的形式附着在CNTs或GNSs的表面,如图5 [80 ] 所示,并没有形成连续的包覆层.表1 [30 ,72 ,73 ,80 ~96 ] 总结了文献中报道的金属修饰非金属增强相在钎料中发生团聚现象导致性能降低时对应的添加量,发现即使在CNTs、GNSs等碳纳米材料表面修饰Ni、Ag、Cu、Sn层,增强相的最佳添加量也一般不超过0.2%,说明表面金属改性的方法对改善纳米无机增强相在钎料中的团聚现象收效甚微.曾有研究人员[19 ] 分别将10~20、40~60和60~100 nm直径的多壁碳纳米管(MWCNTs)以机械搅拌的方式加入SAC0307焊膏中,添加量均为0.05%.虽然理论上添加增强相的尺寸越小,弥散强化效果就越好,但是较小的CNTs具有较高的表面活性,在钎料中容易发生团聚和吸附现象,因此中等直径(40~60 nm)的CNTs加入钎料中使复合焊点表现出更高的性能,焊后焊点剪切强度相比未复合的提高15.3%.由此可见,增强相的尺寸也是影响其在钎料中分散性的因素之一. ...
... 金属修饰非金属增强相在钎料中发生团聚现象导致性能降低对应的添加量[30 ,72 ,73 ,80 ~96 ] ...
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration[30 ,72 ,73 ,80 -96 ] ...
... [
30 ,
96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Intermetallic compound growth between Sn-Cu-Cr lead-free solder and Cu substrate
4
2019
... 熔炼铸造法制备金属基复合材料从20世纪90年代开始兴起并快速发展.锡基复合钎料的制造方法一般是将Sn、Ag、Cu等纯金属微米粉、合金粉末或块体原料混合后在500~800℃的高温下进行熔炼.但多数研究中并未考虑到添加合金元素对熔炼参数的影响,仅有极少数研究改变了锡基合金的熔炼时间与温度.如Bang等[31 ] 在制备Sn-0.7Cu (SC07)时将纯Sn与纯Cu一起加热到500℃后冷却,而制备SC07-0.2Cr的工艺则更为复杂,增加了1 h均质化过程,以期获得组织成分更均匀的锡基合金钎料,温度-时间曲线如图2 [31 ] 所示. ...
... [31 ]所示. ...
... [
31 ]
Temperature profile of Sn-based solder with added Cr<sup>[<xref ref-type="bibr" rid="R31">31</xref>]</sup> (RT—room temperature) Fig.2 ![]()
值得注意的是,合金元素的添加方法会对钎料的二次熔化过程有所影响.如采用合金化的方法制备锡基合金钎料,则金属元素在钎料制成焊点前已形成稳定的IMC或固溶体,而当金属颗粒以机械搅拌的形式加入到锡基钎料焊膏中时,第一次回流时金属颗粒与Sn发生冶金反应,形成新的产物,从而影响焊点二次回流时的熔化过程.本课题组[32 ~34 ] 曾探究了机械混合添加Cu颗粒对锡基线性焊点的影响,结果表明,Cu6 Sn5 的形成有效抑制了焊点界面和钎料基体内IMC的生长,减缓电迁移过程中负极界面的溶解现象及空洞的形成.以单质态加入焊膏中的Cu颗粒不同于采用熔铸法添加Cu合金元素,Cu颗粒将在焊点回流过程中原位生成具有超结构“过渡态”的Cu6 Sn5 IMC,这不仅可以小幅提升二次回流时钎料的熔点,还能吸收钎料中的Cu原子形成完整有序的超结构,降低界面Cu原子的浓度梯度,从而减缓焊点长期服役中的成分迁移现象. ...
... [
31 ] (RT—room temperature)
Fig.2 ![]()
值得注意的是,合金元素的添加方法会对钎料的二次熔化过程有所影响.如采用合金化的方法制备锡基合金钎料,则金属元素在钎料制成焊点前已形成稳定的IMC或固溶体,而当金属颗粒以机械搅拌的形式加入到锡基钎料焊膏中时,第一次回流时金属颗粒与Sn发生冶金反应,形成新的产物,从而影响焊点二次回流时的熔化过程.本课题组[32 ~34 ] 曾探究了机械混合添加Cu颗粒对锡基线性焊点的影响,结果表明,Cu6 Sn5 的形成有效抑制了焊点界面和钎料基体内IMC的生长,减缓电迁移过程中负极界面的溶解现象及空洞的形成.以单质态加入焊膏中的Cu颗粒不同于采用熔铸法添加Cu合金元素,Cu颗粒将在焊点回流过程中原位生成具有超结构“过渡态”的Cu6 Sn5 IMC,这不仅可以小幅提升二次回流时钎料的熔点,还能吸收钎料中的Cu原子形成完整有序的超结构,降低界面Cu原子的浓度梯度,从而减缓焊点长期服役中的成分迁移现象. ...
Effect of Sn grain c -axis on Cu atomic motion in Cu reinforced composite solder joints under electromigration
1
2020
... 值得注意的是,合金元素的添加方法会对钎料的二次熔化过程有所影响.如采用合金化的方法制备锡基合金钎料,则金属元素在钎料制成焊点前已形成稳定的IMC或固溶体,而当金属颗粒以机械搅拌的形式加入到锡基钎料焊膏中时,第一次回流时金属颗粒与Sn发生冶金反应,形成新的产物,从而影响焊点二次回流时的熔化过程.本课题组[32 ~34 ] 曾探究了机械混合添加Cu颗粒对锡基线性焊点的影响,结果表明,Cu6 Sn5 的形成有效抑制了焊点界面和钎料基体内IMC的生长,减缓电迁移过程中负极界面的溶解现象及空洞的形成.以单质态加入焊膏中的Cu颗粒不同于采用熔铸法添加Cu合金元素,Cu颗粒将在焊点回流过程中原位生成具有超结构“过渡态”的Cu6 Sn5 IMC,这不仅可以小幅提升二次回流时钎料的熔点,还能吸收钎料中的Cu原子形成完整有序的超结构,降低界面Cu原子的浓度梯度,从而减缓焊点长期服役中的成分迁移现象. ...
Effects of Sn grain c -axis on electromigration in Cu reinforced composite solder joints
0
2018
Effects of grain orientation on the electromigration of Cu-reinforced composite solder joints
1
2017
... 值得注意的是,合金元素的添加方法会对钎料的二次熔化过程有所影响.如采用合金化的方法制备锡基合金钎料,则金属元素在钎料制成焊点前已形成稳定的IMC或固溶体,而当金属颗粒以机械搅拌的形式加入到锡基钎料焊膏中时,第一次回流时金属颗粒与Sn发生冶金反应,形成新的产物,从而影响焊点二次回流时的熔化过程.本课题组[32 ~34 ] 曾探究了机械混合添加Cu颗粒对锡基线性焊点的影响,结果表明,Cu6 Sn5 的形成有效抑制了焊点界面和钎料基体内IMC的生长,减缓电迁移过程中负极界面的溶解现象及空洞的形成.以单质态加入焊膏中的Cu颗粒不同于采用熔铸法添加Cu合金元素,Cu颗粒将在焊点回流过程中原位生成具有超结构“过渡态”的Cu6 Sn5 IMC,这不仅可以小幅提升二次回流时钎料的熔点,还能吸收钎料中的Cu原子形成完整有序的超结构,降低界面Cu原子的浓度梯度,从而减缓焊点长期服役中的成分迁移现象. ...
Reliability enhancement of Sn-1.0Ag-0.5Cu nano-composite solders by adding multiple sizes of TiO2 nanoparticles
4
2017
... 与合金化法制备锡基合金钎料类似,近年来也有研究人员[35 ] 采用熔炼铸造工艺制备锡基复合钎料,将金属微米粉与增强相颗粒同时加入真空熔炼炉中进行高温搅拌,冷却后进行浇模铸造(图3 [35 ] ).不同于粉末冶金法中的烧结过程,熔铸法的加热温度需要高于块体钎料的熔点,以获得锡基钎料金属熔体. ...
... [35 ]).不同于粉末冶金法中的烧结过程,熔铸法的加热温度需要高于块体钎料的熔点,以获得锡基钎料金属熔体. ...
... [
35 ]
Schematic showing the alloy vacuum melting method<sup>[<xref ref-type="bibr" rid="R35">35</xref>]</sup> Fig.3 ![]()
个别研究中熔铸法制备锡基复合钎料的步骤存在细微差异.Hammad和Ibrahiem[36 ] 先将Sn、Ag、Cu铸锭在900℃下熔炼2 h,为了使成分均匀,还进行了3次重熔,然后再将0.7%ZnO纳米粉加入熔化的SAC305钎料中,进行了40 min的电磁搅拌以使增强相分布均匀,ZnO在钎料基体中的分布情况如图4 [36 ] 所示.而Abd El‑Rehim等[37 ] 则将熔炼铸造后的SC07-ZnO复合钎料在170℃下进行了4 h的退火处理,获得了ZnO纳米颗粒分布较为均匀的复合钎料.Mansour等[38 ] 同样将铸造后的Sn-5.0Sb-1.5Ag-0.3ZnO钎料在400℃下进行重熔,以达到钎料成分均匀化的目的. ...
... [
35 ]
Fig.3 ![]()
个别研究中熔铸法制备锡基复合钎料的步骤存在细微差异.Hammad和Ibrahiem[36 ] 先将Sn、Ag、Cu铸锭在900℃下熔炼2 h,为了使成分均匀,还进行了3次重熔,然后再将0.7%ZnO纳米粉加入熔化的SAC305钎料中,进行了40 min的电磁搅拌以使增强相分布均匀,ZnO在钎料基体中的分布情况如图4 [36 ] 所示.而Abd El‑Rehim等[37 ] 则将熔炼铸造后的SC07-ZnO复合钎料在170℃下进行了4 h的退火处理,获得了ZnO纳米颗粒分布较为均匀的复合钎料.Mansour等[38 ] 同样将铸造后的Sn-5.0Sb-1.5Ag-0.3ZnO钎料在400℃下进行重熔,以达到钎料成分均匀化的目的. ...
Enhancing the microstructure and tensile creep resistance of Sn-3.0Ag-0.5Cu solder alloy by reinforcing nano-sized ZnO particles
4
2017
... 个别研究中熔铸法制备锡基复合钎料的步骤存在细微差异.Hammad和Ibrahiem[36 ] 先将Sn、Ag、Cu铸锭在900℃下熔炼2 h,为了使成分均匀,还进行了3次重熔,然后再将0.7%ZnO纳米粉加入熔化的SAC305钎料中,进行了40 min的电磁搅拌以使增强相分布均匀,ZnO在钎料基体中的分布情况如图4 [36 ] 所示.而Abd El‑Rehim等[37 ] 则将熔炼铸造后的SC07-ZnO复合钎料在170℃下进行了4 h的退火处理,获得了ZnO纳米颗粒分布较为均匀的复合钎料.Mansour等[38 ] 同样将铸造后的Sn-5.0Sb-1.5Ag-0.3ZnO钎料在400℃下进行重熔,以达到钎料成分均匀化的目的. ...
... [36 ]所示.而Abd El‑Rehim等[37 ] 则将熔炼铸造后的SC07-ZnO复合钎料在170℃下进行了4 h的退火处理,获得了ZnO纳米颗粒分布较为均匀的复合钎料.Mansour等[38 ] 同样将铸造后的Sn-5.0Sb-1.5Ag-0.3ZnO钎料在400℃下进行重熔,以达到钎料成分均匀化的目的. ...
... [
36 ]
Distribution of ZnO nanoparticles within the SAC305-ZnO solder<sup>[<xref ref-type="bibr" rid="R36">36</xref>]</sup> Fig.4 ![]()
综上所述,近些年来研究人员在制备锡基复合钎料时使用的熔炼温度和时间跨度很大,说明在复合钎料的制备方法上一直都没有统一的标准.根据材料科学四要素理论[39 ] ,材料的制备方法决定了材料的组织与结构,不同的制备方法导致不同研究中报道的锡基复合钎料的组织均匀性差别很大,由此导致焊点的微观结构和力学性能的差异较大,很难有可比性. ...
... [
36 ]
Fig.4 ![]()
综上所述,近些年来研究人员在制备锡基复合钎料时使用的熔炼温度和时间跨度很大,说明在复合钎料的制备方法上一直都没有统一的标准.根据材料科学四要素理论[39 ] ,材料的制备方法决定了材料的组织与结构,不同的制备方法导致不同研究中报道的锡基复合钎料的组织均匀性差别很大,由此导致焊点的微观结构和力学性能的差异较大,很难有可比性. ...
Microstructure evolution and tensile creep behavior of Sn-0.7Cu lead-free solder reinforced with ZnO nanoparticles
1
2019
... 个别研究中熔铸法制备锡基复合钎料的步骤存在细微差异.Hammad和Ibrahiem[36 ] 先将Sn、Ag、Cu铸锭在900℃下熔炼2 h,为了使成分均匀,还进行了3次重熔,然后再将0.7%ZnO纳米粉加入熔化的SAC305钎料中,进行了40 min的电磁搅拌以使增强相分布均匀,ZnO在钎料基体中的分布情况如图4 [36 ] 所示.而Abd El‑Rehim等[37 ] 则将熔炼铸造后的SC07-ZnO复合钎料在170℃下进行了4 h的退火处理,获得了ZnO纳米颗粒分布较为均匀的复合钎料.Mansour等[38 ] 同样将铸造后的Sn-5.0Sb-1.5Ag-0.3ZnO钎料在400℃下进行重熔,以达到钎料成分均匀化的目的. ...
Tensile characteristics of Sn-5wt%Sb-1.5wt%Ag reinforced by Nano-sized ZnO particles
1
2019
... 个别研究中熔铸法制备锡基复合钎料的步骤存在细微差异.Hammad和Ibrahiem[36 ] 先将Sn、Ag、Cu铸锭在900℃下熔炼2 h,为了使成分均匀,还进行了3次重熔,然后再将0.7%ZnO纳米粉加入熔化的SAC305钎料中,进行了40 min的电磁搅拌以使增强相分布均匀,ZnO在钎料基体中的分布情况如图4 [36 ] 所示.而Abd El‑Rehim等[37 ] 则将熔炼铸造后的SC07-ZnO复合钎料在170℃下进行了4 h的退火处理,获得了ZnO纳米颗粒分布较为均匀的复合钎料.Mansour等[38 ] 同样将铸造后的Sn-5.0Sb-1.5Ag-0.3ZnO钎料在400℃下进行重熔,以达到钎料成分均匀化的目的. ...
1
2014
... 综上所述,近些年来研究人员在制备锡基复合钎料时使用的熔炼温度和时间跨度很大,说明在复合钎料的制备方法上一直都没有统一的标准.根据材料科学四要素理论[39 ] ,材料的制备方法决定了材料的组织与结构,不同的制备方法导致不同研究中报道的锡基复合钎料的组织均匀性差别很大,由此导致焊点的微观结构和力学性能的差异较大,很难有可比性. ...
Effect of ultrasonication and dispersion stability on the cluster size of alumina nanoscale particles in aqueous solutions
1
2011
... 2022年,Rajendran等[16 ] 报道了一种超声处理制备ZnO纳米颗粒增强SAC305无铅钎料的方法.该方法首先用粉末冶金法在180℃烧结制备出SAC305∶ZnO质量比为2∶1的中间合金,然后将中间合金加入到280℃熔融的SAC305中,使用1.5 kW的功率对熔体进行120 s超声处理,结果证明该方法可以获得屈服强度高、抗老化性能好、分散性好的ZnO纳米颗粒增强的SAC305复合钎料.超声波在SAC305熔体中会产生声流[40 ] 和空化[41 ,42 ] 现象,作者用透射电子显微镜(TEM)观察到了ZnO在β -Sn晶粒的晶界和基体中实现了单个纳米颗粒的均匀分布,从而发挥添加纳米颗粒的强化作用. ...
Application of ultrasonic treating to degassing of metal ingots
1
2008
... 2022年,Rajendran等[16 ] 报道了一种超声处理制备ZnO纳米颗粒增强SAC305无铅钎料的方法.该方法首先用粉末冶金法在180℃烧结制备出SAC305∶ZnO质量比为2∶1的中间合金,然后将中间合金加入到280℃熔融的SAC305中,使用1.5 kW的功率对熔体进行120 s超声处理,结果证明该方法可以获得屈服强度高、抗老化性能好、分散性好的ZnO纳米颗粒增强的SAC305复合钎料.超声波在SAC305熔体中会产生声流[40 ] 和空化[41 ,42 ] 现象,作者用透射电子显微镜(TEM)观察到了ZnO在β -Sn晶粒的晶界和基体中实现了单个纳米颗粒的均匀分布,从而发挥添加纳米颗粒的强化作用. ...
Fabrication, microstructure refinement and strengthening mechanisms of nanosized SiCP /Al composites assisted ultrasonic vibration
1
2018
... 2022年,Rajendran等[16 ] 报道了一种超声处理制备ZnO纳米颗粒增强SAC305无铅钎料的方法.该方法首先用粉末冶金法在180℃烧结制备出SAC305∶ZnO质量比为2∶1的中间合金,然后将中间合金加入到280℃熔融的SAC305中,使用1.5 kW的功率对熔体进行120 s超声处理,结果证明该方法可以获得屈服强度高、抗老化性能好、分散性好的ZnO纳米颗粒增强的SAC305复合钎料.超声波在SAC305熔体中会产生声流[40 ] 和空化[41 ,42 ] 现象,作者用透射电子显微镜(TEM)观察到了ZnO在β -Sn晶粒的晶界和基体中实现了单个纳米颗粒的均匀分布,从而发挥添加纳米颗粒的强化作用. ...
Materials modification of the lead-free solders incorporated with micro/nano-sized particles: A review
1
2021
... 研究[15 ,43 ] 表明,锡基钎料组织的均匀性对性能有很大影响,合金元素如果分布不均匀,会造成局部组织偏析和密度分布不均.如果纳米颗粒团聚,不仅削弱其强化作用,团聚的大颗粒在长期服役过程中还会成为裂纹源,加速焊点的失效.近年来,研究人员不断地尝试可以使锡基合金钎料和复合钎料组织分布更均匀的制备方法,但由于添加量过少以及表征手段的限制,很少有文献较为直观地观察到复合钎料或合金钎料组织的均匀分布. ...
Effects of minor Cu and Zn additions on the thermal, microstructure and tensile properties of Sn-Bi-based solder alloys
1
2014
... 在Sn-40Bi中同时添加0.1%的Cu和2%的Zn元素可以使钎料中的富Bi相从棒状片层转变为较细的球状结构,均匀的球状Cu5 Zn8 颗粒和针状富Zn相分散在富Bi相中,从而提高钎料的硬度和抗拉强度.然而由于组织中含有高长径比的针状富Zn相,Sn-Bi钎料的伸长率显著降低[44 ] .该研究利用Cu与Zn形成的IMC沉淀相达到细化组织的目的,然而未能与Cu完全反应的Zn形成了针状组织,反而会降低钎料的塑性.2022年,纳米Cu5 Zn8 沉淀相对提高钎料力学性能的积极作用再次被证实,Wei等[45 ,46 ] 通过快速凝固制备了一系列低熔点非均相合金,在共晶Sn-58Bi合金中添加Cu、Zn元素和Ag、Sb元素以改善Sn-Bi的拉伸和蠕变抗性.结果表明,Sn(58-x )Bix Cux Zn (x = 0、1.0、2.0、3.0、4.0、5.0,质量分数,%)钎料中形成的Cu5 Zn8 沉淀相随Cu、Zn添加量的增加而变得粗大、致密,并由球型转变为枝晶状,在x = 3.0的基础上,Ag和Sb的加入使共晶结构进一步细化,这归因于Ag3 Sn IMC和SnSb固溶体的形成.同时添加Cu和Zn元素会使钎料中形成Cu5 Zn8 沉淀相,如果控制钎料的冷却速率,还能生成均匀分布的纳米尺度沉淀相,进一步提高Sn-Bi的强度.而在SAC305钎料中同时添加Zn和In元素的情况与同时添加Zn和Cu的有所不同,Nurulakmal和Aili Zuriatie[47 ] 发现,Zn和In在SAC305基体中分别形成尺寸较小的(Cu, Ag)5 Zn8 和Cu6 (Sn, In)5 ,共同细化了钎料的微观组织.150℃时效100 h的测试结果表明,在SAC305中添加1%In的基础上分别添加1%和1.5%的Zn会显著延缓时效过程中界面IMC的生长速率,从而证明了在钎料中同时添加Zn元素和In元素的积极作用. ...
Impact of precipitated phases on the microstructure and mechanical properties of eutectic Sn58Bi alloy
1
2022
... 在Sn-40Bi中同时添加0.1%的Cu和2%的Zn元素可以使钎料中的富Bi相从棒状片层转变为较细的球状结构,均匀的球状Cu5 Zn8 颗粒和针状富Zn相分散在富Bi相中,从而提高钎料的硬度和抗拉强度.然而由于组织中含有高长径比的针状富Zn相,Sn-Bi钎料的伸长率显著降低[44 ] .该研究利用Cu与Zn形成的IMC沉淀相达到细化组织的目的,然而未能与Cu完全反应的Zn形成了针状组织,反而会降低钎料的塑性.2022年,纳米Cu5 Zn8 沉淀相对提高钎料力学性能的积极作用再次被证实,Wei等[45 ,46 ] 通过快速凝固制备了一系列低熔点非均相合金,在共晶Sn-58Bi合金中添加Cu、Zn元素和Ag、Sb元素以改善Sn-Bi的拉伸和蠕变抗性.结果表明,Sn(58-x )Bix Cux Zn (x = 0、1.0、2.0、3.0、4.0、5.0,质量分数,%)钎料中形成的Cu5 Zn8 沉淀相随Cu、Zn添加量的增加而变得粗大、致密,并由球型转变为枝晶状,在x = 3.0的基础上,Ag和Sb的加入使共晶结构进一步细化,这归因于Ag3 Sn IMC和SnSb固溶体的形成.同时添加Cu和Zn元素会使钎料中形成Cu5 Zn8 沉淀相,如果控制钎料的冷却速率,还能生成均匀分布的纳米尺度沉淀相,进一步提高Sn-Bi的强度.而在SAC305钎料中同时添加Zn和In元素的情况与同时添加Zn和Cu的有所不同,Nurulakmal和Aili Zuriatie[47 ] 发现,Zn和In在SAC305基体中分别形成尺寸较小的(Cu, Ag)5 Zn8 和Cu6 (Sn, In)5 ,共同细化了钎料的微观组织.150℃时效100 h的测试结果表明,在SAC305中添加1%In的基础上分别添加1%和1.5%的Zn会显著延缓时效过程中界面IMC的生长速率,从而证明了在钎料中同时添加Zn元素和In元素的积极作用. ...
Effects of various second phase ratios and contents on microstructure and mechanical properties of eutectic Sn58Bi alloy
1
2022
... 在Sn-40Bi中同时添加0.1%的Cu和2%的Zn元素可以使钎料中的富Bi相从棒状片层转变为较细的球状结构,均匀的球状Cu5 Zn8 颗粒和针状富Zn相分散在富Bi相中,从而提高钎料的硬度和抗拉强度.然而由于组织中含有高长径比的针状富Zn相,Sn-Bi钎料的伸长率显著降低[44 ] .该研究利用Cu与Zn形成的IMC沉淀相达到细化组织的目的,然而未能与Cu完全反应的Zn形成了针状组织,反而会降低钎料的塑性.2022年,纳米Cu5 Zn8 沉淀相对提高钎料力学性能的积极作用再次被证实,Wei等[45 ,46 ] 通过快速凝固制备了一系列低熔点非均相合金,在共晶Sn-58Bi合金中添加Cu、Zn元素和Ag、Sb元素以改善Sn-Bi的拉伸和蠕变抗性.结果表明,Sn(58-x )Bix Cux Zn (x = 0、1.0、2.0、3.0、4.0、5.0,质量分数,%)钎料中形成的Cu5 Zn8 沉淀相随Cu、Zn添加量的增加而变得粗大、致密,并由球型转变为枝晶状,在x = 3.0的基础上,Ag和Sb的加入使共晶结构进一步细化,这归因于Ag3 Sn IMC和SnSb固溶体的形成.同时添加Cu和Zn元素会使钎料中形成Cu5 Zn8 沉淀相,如果控制钎料的冷却速率,还能生成均匀分布的纳米尺度沉淀相,进一步提高Sn-Bi的强度.而在SAC305钎料中同时添加Zn和In元素的情况与同时添加Zn和Cu的有所不同,Nurulakmal和Aili Zuriatie[47 ] 发现,Zn和In在SAC305基体中分别形成尺寸较小的(Cu, Ag)5 Zn8 和Cu6 (Sn, In)5 ,共同细化了钎料的微观组织.150℃时效100 h的测试结果表明,在SAC305中添加1%In的基础上分别添加1%和1.5%的Zn会显著延缓时效过程中界面IMC的生长速率,从而证明了在钎料中同时添加Zn元素和In元素的积极作用. ...
Effect of Zn and in to microstructure of aged SAC305/Cu joint
1
2022
... 在Sn-40Bi中同时添加0.1%的Cu和2%的Zn元素可以使钎料中的富Bi相从棒状片层转变为较细的球状结构,均匀的球状Cu5 Zn8 颗粒和针状富Zn相分散在富Bi相中,从而提高钎料的硬度和抗拉强度.然而由于组织中含有高长径比的针状富Zn相,Sn-Bi钎料的伸长率显著降低[44 ] .该研究利用Cu与Zn形成的IMC沉淀相达到细化组织的目的,然而未能与Cu完全反应的Zn形成了针状组织,反而会降低钎料的塑性.2022年,纳米Cu5 Zn8 沉淀相对提高钎料力学性能的积极作用再次被证实,Wei等[45 ,46 ] 通过快速凝固制备了一系列低熔点非均相合金,在共晶Sn-58Bi合金中添加Cu、Zn元素和Ag、Sb元素以改善Sn-Bi的拉伸和蠕变抗性.结果表明,Sn(58-x )Bix Cux Zn (x = 0、1.0、2.0、3.0、4.0、5.0,质量分数,%)钎料中形成的Cu5 Zn8 沉淀相随Cu、Zn添加量的增加而变得粗大、致密,并由球型转变为枝晶状,在x = 3.0的基础上,Ag和Sb的加入使共晶结构进一步细化,这归因于Ag3 Sn IMC和SnSb固溶体的形成.同时添加Cu和Zn元素会使钎料中形成Cu5 Zn8 沉淀相,如果控制钎料的冷却速率,还能生成均匀分布的纳米尺度沉淀相,进一步提高Sn-Bi的强度.而在SAC305钎料中同时添加Zn和In元素的情况与同时添加Zn和Cu的有所不同,Nurulakmal和Aili Zuriatie[47 ] 发现,Zn和In在SAC305基体中分别形成尺寸较小的(Cu, Ag)5 Zn8 和Cu6 (Sn, In)5 ,共同细化了钎料的微观组织.150℃时效100 h的测试结果表明,在SAC305中添加1%In的基础上分别添加1%和1.5%的Zn会显著延缓时效过程中界面IMC的生长速率,从而证明了在钎料中同时添加Zn元素和In元素的积极作用. ...
Combined effect of Bi and Ni elements on the mechanical properties of low-Ag Cu/Sn-0.7Ag-0.5Cu/Cu solder joints
1
2020
... 近年来,也有研究人员[48 ] 研究了Ni和Bi对Sn-Ag-Cu系钎料的影响.研究结果表明,通过共同加入Bi和Ni元素,提高了锡基低Ag焊点的硬度和应变硬化指数.本课题组[49 ] 前期研究了Ni对Cu6 Sn5 生长的促进作用,但较厚的Cu6 Sn5 层会作为良好的扩散屏障,阻碍时效过程中脆性相Cu3 Sn的生长.因为Ni主要分布在IMC中而不是基体中,没有以沉淀相的形式析出,所以对钎料硬度的贡献不大;而Bi在IMC和Cu中的溶解度很低,因此对界面组织的影响很小,焊点硬度的增加主要归结于Bi在基体中的固溶强化,使位错运动更加困难[50 ] .Beáta等[51 ] 对比了复合添加Bi、In以及单独添加Bi对Sn-1.0Ag-0.5Cu焊点润湿性和界面组织的影响.类似地,Bi主要分布在Sn基体中,不参与界面反应,而In则以Cu6 (Sn, In)5 和Cu3 (Sn, In)的形式存在于IMC中,所以复合添加Bi、In的焊点界面IMC更厚,但时效后的焊点剪切强度下降程度更小,与Ni在锡基焊点中对界面IMC的影响相似.还有研究[52 ] 表明,在Sn-3.8Ag-0.7Cu (SAC387)中同时加入Bi和In元素可以提高钎料合金的抗拉强度和延展性,并归结于In对Bi在β -Sn中固溶度的提高作用,同时In还能降低Bi的偏析.Rashidi和Naffakh-Moosavy[53 ,54 ] 的研究指出,同时添加Bi和Cr元素不仅可以降低界面Cu6 Sn5 的厚度,还能提高钎料润湿性、抗氧化性、抗拉强度、屈服强度、剪切强度.虽然已有部分研究人员制备出了性能各异的锡基合金钎料,但多数研究中并未阐明多种合金元素添加对钎料产生的耦合作用机制,不同合金元素之间在钎料中是否存在相互作用尚无定论. ...
Impact of Ni-coated carbon fiber on the interfacial (Cu,Ni)6 Sn5 growth of Sn-3.5Ag composite solder on Cu substrate during reflow and isothermal aging
1
2022
... 近年来,也有研究人员[48 ] 研究了Ni和Bi对Sn-Ag-Cu系钎料的影响.研究结果表明,通过共同加入Bi和Ni元素,提高了锡基低Ag焊点的硬度和应变硬化指数.本课题组[49 ] 前期研究了Ni对Cu6 Sn5 生长的促进作用,但较厚的Cu6 Sn5 层会作为良好的扩散屏障,阻碍时效过程中脆性相Cu3 Sn的生长.因为Ni主要分布在IMC中而不是基体中,没有以沉淀相的形式析出,所以对钎料硬度的贡献不大;而Bi在IMC和Cu中的溶解度很低,因此对界面组织的影响很小,焊点硬度的增加主要归结于Bi在基体中的固溶强化,使位错运动更加困难[50 ] .Beáta等[51 ] 对比了复合添加Bi、In以及单独添加Bi对Sn-1.0Ag-0.5Cu焊点润湿性和界面组织的影响.类似地,Bi主要分布在Sn基体中,不参与界面反应,而In则以Cu6 (Sn, In)5 和Cu3 (Sn, In)的形式存在于IMC中,所以复合添加Bi、In的焊点界面IMC更厚,但时效后的焊点剪切强度下降程度更小,与Ni在锡基焊点中对界面IMC的影响相似.还有研究[52 ] 表明,在Sn-3.8Ag-0.7Cu (SAC387)中同时加入Bi和In元素可以提高钎料合金的抗拉强度和延展性,并归结于In对Bi在β -Sn中固溶度的提高作用,同时In还能降低Bi的偏析.Rashidi和Naffakh-Moosavy[53 ,54 ] 的研究指出,同时添加Bi和Cr元素不仅可以降低界面Cu6 Sn5 的厚度,还能提高钎料润湿性、抗氧化性、抗拉强度、屈服强度、剪切强度.虽然已有部分研究人员制备出了性能各异的锡基合金钎料,但多数研究中并未阐明多种合金元素添加对钎料产生的耦合作用机制,不同合金元素之间在钎料中是否存在相互作用尚无定论. ...
Effects of bismuth and nickel on the microstructure evolution of Sn-Ag-Cu (SAC)-based solders
1
2021
... 近年来,也有研究人员[48 ] 研究了Ni和Bi对Sn-Ag-Cu系钎料的影响.研究结果表明,通过共同加入Bi和Ni元素,提高了锡基低Ag焊点的硬度和应变硬化指数.本课题组[49 ] 前期研究了Ni对Cu6 Sn5 生长的促进作用,但较厚的Cu6 Sn5 层会作为良好的扩散屏障,阻碍时效过程中脆性相Cu3 Sn的生长.因为Ni主要分布在IMC中而不是基体中,没有以沉淀相的形式析出,所以对钎料硬度的贡献不大;而Bi在IMC和Cu中的溶解度很低,因此对界面组织的影响很小,焊点硬度的增加主要归结于Bi在基体中的固溶强化,使位错运动更加困难[50 ] .Beáta等[51 ] 对比了复合添加Bi、In以及单独添加Bi对Sn-1.0Ag-0.5Cu焊点润湿性和界面组织的影响.类似地,Bi主要分布在Sn基体中,不参与界面反应,而In则以Cu6 (Sn, In)5 和Cu3 (Sn, In)的形式存在于IMC中,所以复合添加Bi、In的焊点界面IMC更厚,但时效后的焊点剪切强度下降程度更小,与Ni在锡基焊点中对界面IMC的影响相似.还有研究[52 ] 表明,在Sn-3.8Ag-0.7Cu (SAC387)中同时加入Bi和In元素可以提高钎料合金的抗拉强度和延展性,并归结于In对Bi在β -Sn中固溶度的提高作用,同时In还能降低Bi的偏析.Rashidi和Naffakh-Moosavy[53 ,54 ] 的研究指出,同时添加Bi和Cr元素不仅可以降低界面Cu6 Sn5 的厚度,还能提高钎料润湿性、抗氧化性、抗拉强度、屈服强度、剪切强度.虽然已有部分研究人员制备出了性能各异的锡基合金钎料,但多数研究中并未阐明多种合金元素添加对钎料产生的耦合作用机制,不同合金元素之间在钎料中是否存在相互作用尚无定论. ...
Development of SnAgCu solders with Bi and In additions and microstructural characterization of joint interface
1
2017
... 近年来,也有研究人员[48 ] 研究了Ni和Bi对Sn-Ag-Cu系钎料的影响.研究结果表明,通过共同加入Bi和Ni元素,提高了锡基低Ag焊点的硬度和应变硬化指数.本课题组[49 ] 前期研究了Ni对Cu6 Sn5 生长的促进作用,但较厚的Cu6 Sn5 层会作为良好的扩散屏障,阻碍时效过程中脆性相Cu3 Sn的生长.因为Ni主要分布在IMC中而不是基体中,没有以沉淀相的形式析出,所以对钎料硬度的贡献不大;而Bi在IMC和Cu中的溶解度很低,因此对界面组织的影响很小,焊点硬度的增加主要归结于Bi在基体中的固溶强化,使位错运动更加困难[50 ] .Beáta等[51 ] 对比了复合添加Bi、In以及单独添加Bi对Sn-1.0Ag-0.5Cu焊点润湿性和界面组织的影响.类似地,Bi主要分布在Sn基体中,不参与界面反应,而In则以Cu6 (Sn, In)5 和Cu3 (Sn, In)的形式存在于IMC中,所以复合添加Bi、In的焊点界面IMC更厚,但时效后的焊点剪切强度下降程度更小,与Ni在锡基焊点中对界面IMC的影响相似.还有研究[52 ] 表明,在Sn-3.8Ag-0.7Cu (SAC387)中同时加入Bi和In元素可以提高钎料合金的抗拉强度和延展性,并归结于In对Bi在β -Sn中固溶度的提高作用,同时In还能降低Bi的偏析.Rashidi和Naffakh-Moosavy[53 ,54 ] 的研究指出,同时添加Bi和Cr元素不仅可以降低界面Cu6 Sn5 的厚度,还能提高钎料润湿性、抗氧化性、抗拉强度、屈服强度、剪切强度.虽然已有部分研究人员制备出了性能各异的锡基合金钎料,但多数研究中并未阐明多种合金元素添加对钎料产生的耦合作用机制,不同合金元素之间在钎料中是否存在相互作用尚无定论. ...
Optimization of mechanical properties of Sn-3.8Ag-0.7Cu alloys by the additions of Bi, In and Ti
1
2022
... 近年来,也有研究人员[48 ] 研究了Ni和Bi对Sn-Ag-Cu系钎料的影响.研究结果表明,通过共同加入Bi和Ni元素,提高了锡基低Ag焊点的硬度和应变硬化指数.本课题组[49 ] 前期研究了Ni对Cu6 Sn5 生长的促进作用,但较厚的Cu6 Sn5 层会作为良好的扩散屏障,阻碍时效过程中脆性相Cu3 Sn的生长.因为Ni主要分布在IMC中而不是基体中,没有以沉淀相的形式析出,所以对钎料硬度的贡献不大;而Bi在IMC和Cu中的溶解度很低,因此对界面组织的影响很小,焊点硬度的增加主要归结于Bi在基体中的固溶强化,使位错运动更加困难[50 ] .Beáta等[51 ] 对比了复合添加Bi、In以及单独添加Bi对Sn-1.0Ag-0.5Cu焊点润湿性和界面组织的影响.类似地,Bi主要分布在Sn基体中,不参与界面反应,而In则以Cu6 (Sn, In)5 和Cu3 (Sn, In)的形式存在于IMC中,所以复合添加Bi、In的焊点界面IMC更厚,但时效后的焊点剪切强度下降程度更小,与Ni在锡基焊点中对界面IMC的影响相似.还有研究[52 ] 表明,在Sn-3.8Ag-0.7Cu (SAC387)中同时加入Bi和In元素可以提高钎料合金的抗拉强度和延展性,并归结于In对Bi在β -Sn中固溶度的提高作用,同时In还能降低Bi的偏析.Rashidi和Naffakh-Moosavy[53 ,54 ] 的研究指出,同时添加Bi和Cr元素不仅可以降低界面Cu6 Sn5 的厚度,还能提高钎料润湿性、抗氧化性、抗拉强度、屈服强度、剪切强度.虽然已有部分研究人员制备出了性能各异的锡基合金钎料,但多数研究中并未阐明多种合金元素添加对钎料产生的耦合作用机制,不同合金元素之间在钎料中是否存在相互作用尚无定论. ...
Metallurgical, physical, mechanical and oxidation behavior of lead-free chromium dissolved Sn-Cu-Bi solders
1
2021
... 近年来,也有研究人员[48 ] 研究了Ni和Bi对Sn-Ag-Cu系钎料的影响.研究结果表明,通过共同加入Bi和Ni元素,提高了锡基低Ag焊点的硬度和应变硬化指数.本课题组[49 ] 前期研究了Ni对Cu6 Sn5 生长的促进作用,但较厚的Cu6 Sn5 层会作为良好的扩散屏障,阻碍时效过程中脆性相Cu3 Sn的生长.因为Ni主要分布在IMC中而不是基体中,没有以沉淀相的形式析出,所以对钎料硬度的贡献不大;而Bi在IMC和Cu中的溶解度很低,因此对界面组织的影响很小,焊点硬度的增加主要归结于Bi在基体中的固溶强化,使位错运动更加困难[50 ] .Beáta等[51 ] 对比了复合添加Bi、In以及单独添加Bi对Sn-1.0Ag-0.5Cu焊点润湿性和界面组织的影响.类似地,Bi主要分布在Sn基体中,不参与界面反应,而In则以Cu6 (Sn, In)5 和Cu3 (Sn, In)的形式存在于IMC中,所以复合添加Bi、In的焊点界面IMC更厚,但时效后的焊点剪切强度下降程度更小,与Ni在锡基焊点中对界面IMC的影响相似.还有研究[52 ] 表明,在Sn-3.8Ag-0.7Cu (SAC387)中同时加入Bi和In元素可以提高钎料合金的抗拉强度和延展性,并归结于In对Bi在β -Sn中固溶度的提高作用,同时In还能降低Bi的偏析.Rashidi和Naffakh-Moosavy[53 ,54 ] 的研究指出,同时添加Bi和Cr元素不仅可以降低界面Cu6 Sn5 的厚度,还能提高钎料润湿性、抗氧化性、抗拉强度、屈服强度、剪切强度.虽然已有部分研究人员制备出了性能各异的锡基合金钎料,但多数研究中并未阐明多种合金元素添加对钎料产生的耦合作用机制,不同合金元素之间在钎料中是否存在相互作用尚无定论. ...
The influence of chromium addition on the metallurgical, mechanical and fracture aspects of Sn-Cu-Bi/Cu solder joint
1
2021
... 近年来,也有研究人员[48 ] 研究了Ni和Bi对Sn-Ag-Cu系钎料的影响.研究结果表明,通过共同加入Bi和Ni元素,提高了锡基低Ag焊点的硬度和应变硬化指数.本课题组[49 ] 前期研究了Ni对Cu6 Sn5 生长的促进作用,但较厚的Cu6 Sn5 层会作为良好的扩散屏障,阻碍时效过程中脆性相Cu3 Sn的生长.因为Ni主要分布在IMC中而不是基体中,没有以沉淀相的形式析出,所以对钎料硬度的贡献不大;而Bi在IMC和Cu中的溶解度很低,因此对界面组织的影响很小,焊点硬度的增加主要归结于Bi在基体中的固溶强化,使位错运动更加困难[50 ] .Beáta等[51 ] 对比了复合添加Bi、In以及单独添加Bi对Sn-1.0Ag-0.5Cu焊点润湿性和界面组织的影响.类似地,Bi主要分布在Sn基体中,不参与界面反应,而In则以Cu6 (Sn, In)5 和Cu3 (Sn, In)的形式存在于IMC中,所以复合添加Bi、In的焊点界面IMC更厚,但时效后的焊点剪切强度下降程度更小,与Ni在锡基焊点中对界面IMC的影响相似.还有研究[52 ] 表明,在Sn-3.8Ag-0.7Cu (SAC387)中同时加入Bi和In元素可以提高钎料合金的抗拉强度和延展性,并归结于In对Bi在β -Sn中固溶度的提高作用,同时In还能降低Bi的偏析.Rashidi和Naffakh-Moosavy[53 ,54 ] 的研究指出,同时添加Bi和Cr元素不仅可以降低界面Cu6 Sn5 的厚度,还能提高钎料润湿性、抗氧化性、抗拉强度、屈服强度、剪切强度.虽然已有部分研究人员制备出了性能各异的锡基合金钎料,但多数研究中并未阐明多种合金元素添加对钎料产生的耦合作用机制,不同合金元素之间在钎料中是否存在相互作用尚无定论. ...
Soldering material based on Sn Ag and Cu
1
... 随着新能源汽车产业的快速发展,为了满足严苛服役环境下微电子互连的高可靠性需求,有部分研究人员采用合金化的方法制备汽车电子用锡基合金钎料,并对其性能进行了初步的测试.汽车电子用锡基钎料中往往在Sn-Ag-Cu的基础上加入Bi、Sb、Ni等合金元素,制成一种被称为Innolot的合金.2019年,美国专利商标局为这种创新性钎料合金配方颁发了专利号US10376994B2,并将各成分占比分别为2%~10%Ag和Bi、1%~3%Sb、0.5%~3%Cu以及0.05%~0.3%Ni均纳入专利保护范围[55 ] .Tao等[56 ] 观察Innolot焊点回流焊后的显微组织形貌,发现了含有Bi颗粒的β -Sn基体以及Ag3 (Sn, Sb)和(Cu, Ni)6 Sn5 2种IMC,也证实了Ni元素对Cu3 Sn生长的抑制作用.研究[57 ] 表明,由于Ni对IMC的细化作用以及基体中溶解的Sb和Bi,Innolot合金在热循环过程中裂纹的产生速率远慢于SAC387钎料;但经过一定的循环周数后,Innolot中裂纹的延展速率远比SAC387要快,这归结于Sb和Bi元素添加造成的过度硬化以及Ni-Cu-Sn IMC的粗化行为,使得焊点中发生严重的再结晶现象.2022年,Zhu等[58 ] 报道了一种成分为SAC387-3Bi-1.5Sb-0.4Ni-0.2In-0.1Ce的合金(以下简称MAS),并实验证实了其在变形和断裂性能上相比于SAC387钎料的优势.由于MAS基体中含有弥散而细小的(Cu, Ni)6 Sn5 和Bi的颗粒,起到了阻碍位错滑移的作用,同时Sb和In固溶于Sn,Ce细化了显微结构,所以MAS的屈服强度比SAC387三元钎料提高约25%,其塑性和抗蠕变能力也有显著的优势. ...
Isothermal aging and shear creep behavior of a novel lead-free solder joint with small additions of Bi, Sb and Ni
2
2019
... 随着新能源汽车产业的快速发展,为了满足严苛服役环境下微电子互连的高可靠性需求,有部分研究人员采用合金化的方法制备汽车电子用锡基合金钎料,并对其性能进行了初步的测试.汽车电子用锡基钎料中往往在Sn-Ag-Cu的基础上加入Bi、Sb、Ni等合金元素,制成一种被称为Innolot的合金.2019年,美国专利商标局为这种创新性钎料合金配方颁发了专利号US10376994B2,并将各成分占比分别为2%~10%Ag和Bi、1%~3%Sb、0.5%~3%Cu以及0.05%~0.3%Ni均纳入专利保护范围[55 ] .Tao等[56 ] 观察Innolot焊点回流焊后的显微组织形貌,发现了含有Bi颗粒的β -Sn基体以及Ag3 (Sn, Sb)和(Cu, Ni)6 Sn5 2种IMC,也证实了Ni元素对Cu3 Sn生长的抑制作用.研究[57 ] 表明,由于Ni对IMC的细化作用以及基体中溶解的Sb和Bi,Innolot合金在热循环过程中裂纹的产生速率远慢于SAC387钎料;但经过一定的循环周数后,Innolot中裂纹的延展速率远比SAC387要快,这归结于Sb和Bi元素添加造成的过度硬化以及Ni-Cu-Sn IMC的粗化行为,使得焊点中发生严重的再结晶现象.2022年,Zhu等[58 ] 报道了一种成分为SAC387-3Bi-1.5Sb-0.4Ni-0.2In-0.1Ce的合金(以下简称MAS),并实验证实了其在变形和断裂性能上相比于SAC387钎料的优势.由于MAS基体中含有弥散而细小的(Cu, Ni)6 Sn5 和Bi的颗粒,起到了阻碍位错滑移的作用,同时Sb和In固溶于Sn,Ce细化了显微结构,所以MAS的屈服强度比SAC387三元钎料提高约25%,其塑性和抗蠕变能力也有显著的优势. ...
... 许多研究人员曾就锡基合金焊点开展热-机械可靠性研究,发现焊点失效模式与传统的Sn-Ag-Cu钎料有所不同.Zhong等[57 ] 通过对比SAC387和SAC387-0.12Ni-1.5Sb-3Bi焊点在-40~125℃温度循环下的再结晶行为,揭示了Ni、Sb、Bi元素对Sn-Ag-Cu系钎料热-机械可靠性的影响.结果表明,Ni-Cu-Sn、Sb、Bi作为再结晶的形核质点,使锡基合金焊点在热循环早期的再结晶行为更为显著,焊点通过大面积再结晶来消耗能量,所以早期裂纹的扩展更为困难;但在热循环后期,由于Ni-Cu-Sn的粗化和Sb、Bi原子的硬化作用,加剧了裂纹的扩展,作者提出这种锡基合金并不适用于长寿命高温服役的设备中.还有研究人员[56 ] 对比了25和125℃下Innolot焊点的失效模式,发现在较高温度下,界面IMC中先发生脆性断裂,然后裂纹向焊点内部扩展并发生韧性断裂.Lee等[59 ] 设计了一种成分为Sn-3.2Ag-0.7Cu-5.5Sb (Indalloy276)的合金,并采用球栅陈列(BGA)封装的形式制成电子器件,实验证明了在-55/125℃和-40/150℃ 2种温度循环下Indalloy276比SAC305和Innolot具有更长的寿命,虽然Ni、Sb、Bi元素为Innolot合金带来了显著的沉淀强化和固溶强化作用,但Indalloy276合金的韧性要比Innolot好,在温度跨度较大的热循环实验中表现出了更高的可靠性.有研究人员[59 ,60 ] 也提出了类似的观点,要想制备在严酷环境下服役的高可靠性焊点,需要平衡好钎料强度和塑性之间的关系.由此可见,多种合金元素的添加虽然显著提升锡基钎料的强度,但是由于过度的强化作用,造成焊点在温度循环过程中产生的热应力很难在钎料基体中通过塑性变形释放,焊点失效模式由韧性断裂变为韧-脆混合型断裂,使裂纹在钎料中更快扩展,反而降低合金焊点在严苛温度环境中的热-机械可靠性. ...
The influence of strengthening and recrystallization to the cracking behavior of Ni, Sb, Bi alloyed SnAgCu solder during thermal cycling
2
2016
... 随着新能源汽车产业的快速发展,为了满足严苛服役环境下微电子互连的高可靠性需求,有部分研究人员采用合金化的方法制备汽车电子用锡基合金钎料,并对其性能进行了初步的测试.汽车电子用锡基钎料中往往在Sn-Ag-Cu的基础上加入Bi、Sb、Ni等合金元素,制成一种被称为Innolot的合金.2019年,美国专利商标局为这种创新性钎料合金配方颁发了专利号US10376994B2,并将各成分占比分别为2%~10%Ag和Bi、1%~3%Sb、0.5%~3%Cu以及0.05%~0.3%Ni均纳入专利保护范围[55 ] .Tao等[56 ] 观察Innolot焊点回流焊后的显微组织形貌,发现了含有Bi颗粒的β -Sn基体以及Ag3 (Sn, Sb)和(Cu, Ni)6 Sn5 2种IMC,也证实了Ni元素对Cu3 Sn生长的抑制作用.研究[57 ] 表明,由于Ni对IMC的细化作用以及基体中溶解的Sb和Bi,Innolot合金在热循环过程中裂纹的产生速率远慢于SAC387钎料;但经过一定的循环周数后,Innolot中裂纹的延展速率远比SAC387要快,这归结于Sb和Bi元素添加造成的过度硬化以及Ni-Cu-Sn IMC的粗化行为,使得焊点中发生严重的再结晶现象.2022年,Zhu等[58 ] 报道了一种成分为SAC387-3Bi-1.5Sb-0.4Ni-0.2In-0.1Ce的合金(以下简称MAS),并实验证实了其在变形和断裂性能上相比于SAC387钎料的优势.由于MAS基体中含有弥散而细小的(Cu, Ni)6 Sn5 和Bi的颗粒,起到了阻碍位错滑移的作用,同时Sb和In固溶于Sn,Ce细化了显微结构,所以MAS的屈服强度比SAC387三元钎料提高约25%,其塑性和抗蠕变能力也有显著的优势. ...
... 许多研究人员曾就锡基合金焊点开展热-机械可靠性研究,发现焊点失效模式与传统的Sn-Ag-Cu钎料有所不同.Zhong等[57 ] 通过对比SAC387和SAC387-0.12Ni-1.5Sb-3Bi焊点在-40~125℃温度循环下的再结晶行为,揭示了Ni、Sb、Bi元素对Sn-Ag-Cu系钎料热-机械可靠性的影响.结果表明,Ni-Cu-Sn、Sb、Bi作为再结晶的形核质点,使锡基合金焊点在热循环早期的再结晶行为更为显著,焊点通过大面积再结晶来消耗能量,所以早期裂纹的扩展更为困难;但在热循环后期,由于Ni-Cu-Sn的粗化和Sb、Bi原子的硬化作用,加剧了裂纹的扩展,作者提出这种锡基合金并不适用于长寿命高温服役的设备中.还有研究人员[56 ] 对比了25和125℃下Innolot焊点的失效模式,发现在较高温度下,界面IMC中先发生脆性断裂,然后裂纹向焊点内部扩展并发生韧性断裂.Lee等[59 ] 设计了一种成分为Sn-3.2Ag-0.7Cu-5.5Sb (Indalloy276)的合金,并采用球栅陈列(BGA)封装的形式制成电子器件,实验证明了在-55/125℃和-40/150℃ 2种温度循环下Indalloy276比SAC305和Innolot具有更长的寿命,虽然Ni、Sb、Bi元素为Innolot合金带来了显著的沉淀强化和固溶强化作用,但Indalloy276合金的韧性要比Innolot好,在温度跨度较大的热循环实验中表现出了更高的可靠性.有研究人员[59 ,60 ] 也提出了类似的观点,要想制备在严酷环境下服役的高可靠性焊点,需要平衡好钎料强度和塑性之间的关系.由此可见,多种合金元素的添加虽然显著提升锡基钎料的强度,但是由于过度的强化作用,造成焊点在温度循环过程中产生的热应力很难在钎料基体中通过塑性变形释放,焊点失效模式由韧性断裂变为韧-脆混合型断裂,使裂纹在钎料中更快扩展,反而降低合金焊点在严苛温度环境中的热-机械可靠性. ...
Investigations on deformation and fracture behaviors of the multi-alloyed SnAgCu solder and solder joint by in-situ observation
1
2022
... 随着新能源汽车产业的快速发展,为了满足严苛服役环境下微电子互连的高可靠性需求,有部分研究人员采用合金化的方法制备汽车电子用锡基合金钎料,并对其性能进行了初步的测试.汽车电子用锡基钎料中往往在Sn-Ag-Cu的基础上加入Bi、Sb、Ni等合金元素,制成一种被称为Innolot的合金.2019年,美国专利商标局为这种创新性钎料合金配方颁发了专利号US10376994B2,并将各成分占比分别为2%~10%Ag和Bi、1%~3%Sb、0.5%~3%Cu以及0.05%~0.3%Ni均纳入专利保护范围[55 ] .Tao等[56 ] 观察Innolot焊点回流焊后的显微组织形貌,发现了含有Bi颗粒的β -Sn基体以及Ag3 (Sn, Sb)和(Cu, Ni)6 Sn5 2种IMC,也证实了Ni元素对Cu3 Sn生长的抑制作用.研究[57 ] 表明,由于Ni对IMC的细化作用以及基体中溶解的Sb和Bi,Innolot合金在热循环过程中裂纹的产生速率远慢于SAC387钎料;但经过一定的循环周数后,Innolot中裂纹的延展速率远比SAC387要快,这归结于Sb和Bi元素添加造成的过度硬化以及Ni-Cu-Sn IMC的粗化行为,使得焊点中发生严重的再结晶现象.2022年,Zhu等[58 ] 报道了一种成分为SAC387-3Bi-1.5Sb-0.4Ni-0.2In-0.1Ce的合金(以下简称MAS),并实验证实了其在变形和断裂性能上相比于SAC387钎料的优势.由于MAS基体中含有弥散而细小的(Cu, Ni)6 Sn5 和Bi的颗粒,起到了阻碍位错滑移的作用,同时Sb和In固溶于Sn,Ce细化了显微结构,所以MAS的屈服强度比SAC387三元钎料提高约25%,其塑性和抗蠕变能力也有显著的优势. ...
Novel solder alloy with wide service temperature capability for automotive applications
2
2018
... 许多研究人员曾就锡基合金焊点开展热-机械可靠性研究,发现焊点失效模式与传统的Sn-Ag-Cu钎料有所不同.Zhong等[57 ] 通过对比SAC387和SAC387-0.12Ni-1.5Sb-3Bi焊点在-40~125℃温度循环下的再结晶行为,揭示了Ni、Sb、Bi元素对Sn-Ag-Cu系钎料热-机械可靠性的影响.结果表明,Ni-Cu-Sn、Sb、Bi作为再结晶的形核质点,使锡基合金焊点在热循环早期的再结晶行为更为显著,焊点通过大面积再结晶来消耗能量,所以早期裂纹的扩展更为困难;但在热循环后期,由于Ni-Cu-Sn的粗化和Sb、Bi原子的硬化作用,加剧了裂纹的扩展,作者提出这种锡基合金并不适用于长寿命高温服役的设备中.还有研究人员[56 ] 对比了25和125℃下Innolot焊点的失效模式,发现在较高温度下,界面IMC中先发生脆性断裂,然后裂纹向焊点内部扩展并发生韧性断裂.Lee等[59 ] 设计了一种成分为Sn-3.2Ag-0.7Cu-5.5Sb (Indalloy276)的合金,并采用球栅陈列(BGA)封装的形式制成电子器件,实验证明了在-55/125℃和-40/150℃ 2种温度循环下Indalloy276比SAC305和Innolot具有更长的寿命,虽然Ni、Sb、Bi元素为Innolot合金带来了显著的沉淀强化和固溶强化作用,但Indalloy276合金的韧性要比Innolot好,在温度跨度较大的热循环实验中表现出了更高的可靠性.有研究人员[59 ,60 ] 也提出了类似的观点,要想制备在严酷环境下服役的高可靠性焊点,需要平衡好钎料强度和塑性之间的关系.由此可见,多种合金元素的添加虽然显著提升锡基钎料的强度,但是由于过度的强化作用,造成焊点在温度循环过程中产生的热应力很难在钎料基体中通过塑性变形释放,焊点失效模式由韧性断裂变为韧-脆混合型断裂,使裂纹在钎料中更快扩展,反而降低合金焊点在严苛温度环境中的热-机械可靠性. ...
... [59 ,60 ]也提出了类似的观点,要想制备在严酷环境下服役的高可靠性焊点,需要平衡好钎料强度和塑性之间的关系.由此可见,多种合金元素的添加虽然显著提升锡基钎料的强度,但是由于过度的强化作用,造成焊点在温度循环过程中产生的热应力很难在钎料基体中通过塑性变形释放,焊点失效模式由韧性断裂变为韧-脆混合型断裂,使裂纹在钎料中更快扩展,反而降低合金焊点在严苛温度环境中的热-机械可靠性. ...
Structure and properties of lead-free solders bearing micro and Nano particles
1
2014
... 许多研究人员曾就锡基合金焊点开展热-机械可靠性研究,发现焊点失效模式与传统的Sn-Ag-Cu钎料有所不同.Zhong等[57 ] 通过对比SAC387和SAC387-0.12Ni-1.5Sb-3Bi焊点在-40~125℃温度循环下的再结晶行为,揭示了Ni、Sb、Bi元素对Sn-Ag-Cu系钎料热-机械可靠性的影响.结果表明,Ni-Cu-Sn、Sb、Bi作为再结晶的形核质点,使锡基合金焊点在热循环早期的再结晶行为更为显著,焊点通过大面积再结晶来消耗能量,所以早期裂纹的扩展更为困难;但在热循环后期,由于Ni-Cu-Sn的粗化和Sb、Bi原子的硬化作用,加剧了裂纹的扩展,作者提出这种锡基合金并不适用于长寿命高温服役的设备中.还有研究人员[56 ] 对比了25和125℃下Innolot焊点的失效模式,发现在较高温度下,界面IMC中先发生脆性断裂,然后裂纹向焊点内部扩展并发生韧性断裂.Lee等[59 ] 设计了一种成分为Sn-3.2Ag-0.7Cu-5.5Sb (Indalloy276)的合金,并采用球栅陈列(BGA)封装的形式制成电子器件,实验证明了在-55/125℃和-40/150℃ 2种温度循环下Indalloy276比SAC305和Innolot具有更长的寿命,虽然Ni、Sb、Bi元素为Innolot合金带来了显著的沉淀强化和固溶强化作用,但Indalloy276合金的韧性要比Innolot好,在温度跨度较大的热循环实验中表现出了更高的可靠性.有研究人员[59 ,60 ] 也提出了类似的观点,要想制备在严酷环境下服役的高可靠性焊点,需要平衡好钎料强度和塑性之间的关系.由此可见,多种合金元素的添加虽然显著提升锡基钎料的强度,但是由于过度的强化作用,造成焊点在温度循环过程中产生的热应力很难在钎料基体中通过塑性变形释放,焊点失效模式由韧性断裂变为韧-脆混合型断裂,使裂纹在钎料中更快扩展,反而降低合金焊点在严苛温度环境中的热-机械可靠性. ...
Influence of indium addition on characteristics of Sn-0.3Ag-0.7Cu solder alloy
1
2009
... 已有的研究表明,当把Ni这种原子半径(R Ni = 0.162 nm)与Cu (R Cu = 0.157 nm)相似的金属元素添加到SAC钎料中后,主要取代Cu6 Sn5 中Cu原子的位置生成(Cu, Ni)6 Sn5 .类似地,In与Sn具有相似的原子尺寸,所以In常常取代Sn原子的位置形成Cu6 (Sn, In)5 [61 ] .而Sb和Bi则更优先固溶在Sn中,与Sn形成固溶体,不同的是,Sb会增加合金的熔点,而Bi可以略微降低熔点[62 ] .综上所述,合金元素对锡基无铅钎料的作用主要取决于金属原子的存在形式,研究人员可以利用不同合金元素之间以及它们与Sn之间的相互作用,根据不同电子产品的实际工作环境与应用需求,如民用或军用、汽车电子用或通讯电子用等,设计出性能、可靠性满足不同实际需求的锡基合金钎料. ...
Effect of Ni, Zn, Au, Sb and In on the suppression of the Cu3 Sn phase in Sn-10 wt.%Cu alloys
1
2021
... 已有的研究表明,当把Ni这种原子半径(R Ni = 0.162 nm)与Cu (R Cu = 0.157 nm)相似的金属元素添加到SAC钎料中后,主要取代Cu6 Sn5 中Cu原子的位置生成(Cu, Ni)6 Sn5 .类似地,In与Sn具有相似的原子尺寸,所以In常常取代Sn原子的位置形成Cu6 (Sn, In)5 [61 ] .而Sb和Bi则更优先固溶在Sn中,与Sn形成固溶体,不同的是,Sb会增加合金的熔点,而Bi可以略微降低熔点[62 ] .综上所述,合金元素对锡基无铅钎料的作用主要取决于金属原子的存在形式,研究人员可以利用不同合金元素之间以及它们与Sn之间的相互作用,根据不同电子产品的实际工作环境与应用需求,如民用或军用、汽车电子用或通讯电子用等,设计出性能、可靠性满足不同实际需求的锡基合金钎料. ...
Development of low-silver content SAC0307 solder alloy with Al2 O3 nanoparticles
1
2020
... 近年来,在选择锡基复合钎料的增强相时,往往考虑到其高温下的稳定性、抗氧化性、抗腐蚀性、导电性、强度等因素,一般将Al2 O3 、TiO2 、ZnO、SiO2 、ZrO2 、CeO2 、TiC、SiC、Si3 N4 等无机非金属以及CNTs、GNSs、富勒烯(FNS)等碳纳米材料作为增强相,大量研究[26 ,63 ~68 ] 都证实了无机非金属增强相对钎料润湿性、力学性能以及长期服役可靠性的积极作用. ...
Interface design and the strengthening-ductility behavior of tetra-needle-like ZnO whisker reinforced Sn1.0Ag0.5Cu composite solders prepared with ultrasonic agitation
0
2021
Interfacial microstructure evolution and properties of Sn-0.3Ag-0.7Cu-x SiC solder joints
0
2021
Effects of CeO2 nanoparticles addition on shear properties of low-silver Sn-0.3Ag-0.7Cu-x CeO2 solder alloys
0
2019
Impact of different isothermal aging conditions on the IMC layer growth and shear strength of MWCNT-reinforced Sn-5Sb solder composites on Cu substrate
1
2019
... 近年来,很多文献[67 ,83 ,97 ~99 ] 中都报道了非金属纳米颗粒对焊点时效或温度循环过程中IMC生长的抑制作用,并将其归因于纳米颗粒在界面IMC表面的吸附与钉扎效果.Sayyadi等[74 ] 深入分析了在Sn-3.5Ag-0.7Cu焊点中单独加入GNSs与共同加入Ni-GNSs对150℃时效处理后界面IMC的生长行为.结果表明,当GNSs表面存在Ni颗粒时,由于多元素态增加了界面IMC的构型熵,Ni-GNSs复合的焊点中表现出了比单独添加GNSs更高的互扩散系数,因此形成了更厚、更稳定的三元IMC相.2018年,Choi等[100 ] 进行了SAC305、SC07和Sn-0.5Cu-0.01Al-0.005Si-0.008Ge (SnCuAlSi)焊点在随机振动和温度循环耦合场下的可靠性实验,发现3种焊点的裂纹传播方向和位置有所不同.SAC305焊点由于具有较高的界面IMC厚度,所以裂纹沿着IMC扩展,而SnCuAlSi焊点具有最低的IMC厚度和最佳的微观结构,在耦合场下的可靠性最高,并提出后续的实验需要深入研究添加Al和Si对焊点可靠性的作用效果.由此可见,合金元素和无机增强相一般通过平衡钎料基体的力学性能、改善界面微观结构来提高焊点在温度载荷下的长期可靠性,它们不仅能发挥各自的优化作用,也能相互影响,但目前关于不同相之间是否存在普遍的相互作用还需进一步研究. ...
Microstructural and shear strength properties of GNSs-reinforced Sn-1.0Ag-0.5Cu (SAC105) composite solder interconnects on plain Cu and ENIAg surface finish
1
2021
... 近年来,在选择锡基复合钎料的增强相时,往往考虑到其高温下的稳定性、抗氧化性、抗腐蚀性、导电性、强度等因素,一般将Al2 O3 、TiO2 、ZnO、SiO2 、ZrO2 、CeO2 、TiC、SiC、Si3 N4 等无机非金属以及CNTs、GNSs、富勒烯(FNS)等碳纳米材料作为增强相,大量研究[26 ,63 ~68 ] 都证实了无机非金属增强相对钎料润湿性、力学性能以及长期服役可靠性的积极作用. ...
Influence of dual ceramic nanomaterials on the solderability and interfacial reactions between lead-free Sn-Ag-Cu and a Cu conductor
1
2018
... 2018年,Jung等[69 ] 将具有不同结构和物理性质的等量GNSs和TiO2 纳米颗粒一起加入SAC305钎料中,当2种纳米材料共同添加量为0.21%时,复合钎料中的β -Sn晶粒得到细化,在高温高湿(85℃、85%湿度)老化过程中IMC的生长速率较SAC305有所减缓,而当单一添加0.21%TiO2 纳米颗粒时,利用TEM在β -Sn基体中发现了TiO2 纳米颗粒的团聚现象(约5 μm).该研究通过实验证明了单一纳米材料的过量添加容易导致纳米颗粒团聚,并降低复合钎料的润湿性.同年,Mo等[70 ] 报道了在SAC305钎料中同时添加Al2 O3 和CNTs对润湿性、组织、界面IMC生长的影响,研究表明CNTs可以增加钎料的黏度,从而阻碍Al2 O3 纳米颗粒的移动,削弱了Al2 O3 纳米颗粒对IMC生长的抑制作用. ...
Wettability and shear strength of SAC305 based composite solder with co-doping X (Ni or Al2 O3 ) and CNTs reinforcements
2
2018
... 2018年,Jung等[69 ] 将具有不同结构和物理性质的等量GNSs和TiO2 纳米颗粒一起加入SAC305钎料中,当2种纳米材料共同添加量为0.21%时,复合钎料中的β -Sn晶粒得到细化,在高温高湿(85℃、85%湿度)老化过程中IMC的生长速率较SAC305有所减缓,而当单一添加0.21%TiO2 纳米颗粒时,利用TEM在β -Sn基体中发现了TiO2 纳米颗粒的团聚现象(约5 μm).该研究通过实验证明了单一纳米材料的过量添加容易导致纳米颗粒团聚,并降低复合钎料的润湿性.同年,Mo等[70 ] 报道了在SAC305钎料中同时添加Al2 O3 和CNTs对润湿性、组织、界面IMC生长的影响,研究表明CNTs可以增加钎料的黏度,从而阻碍Al2 O3 纳米颗粒的移动,削弱了Al2 O3 纳米颗粒对IMC生长的抑制作用. ...
... 有研究人员就增强相表面修饰金属镀层的作用进行了深入讨论.Mo等[70 ] 曾提出,在钎料中添加表面修饰Ni后的CNTs,与机械混合Ni和CNTs相比,可以增加焊接后钎料中CNTs的保留量,即表面修饰Ni的CNTs更倾向于保留在复合钎料基体中,但并没有保留率的数据来支撑这一观点.该研究中报道的添加0.1%Ni-CNTs与单独添加Ni和CNTs制得的2种复合钎料的剪切强度相差不大,IMC厚度也没有显著的区别.当增强相的添加量达到0.25%时,表面修饰Ni的CNTs相比机械混合添加Ni和CNTs的优势才得以体现.目前的报道中,将CNTs、GNSs等非金属增强相加入锡基钎料前,在其表面修饰过渡金属已形成一种共识.然而,在纳米增强相表面修饰金属的工艺往往较为复杂,金属镀液还会对环境造成影响,同时,Ni或Ag通常以纳米颗粒的形式附着在CNTs或GNSs的表面,如图5 [80 ] 所示,并没有形成连续的包覆层.表1 [30 ,72 ,73 ,80 ~96 ] 总结了文献中报道的金属修饰非金属增强相在钎料中发生团聚现象导致性能降低时对应的添加量,发现即使在CNTs、GNSs等碳纳米材料表面修饰Ni、Ag、Cu、Sn层,增强相的最佳添加量也一般不超过0.2%,说明表面金属改性的方法对改善纳米无机增强相在钎料中的团聚现象收效甚微.曾有研究人员[19 ] 分别将10~20、40~60和60~100 nm直径的多壁碳纳米管(MWCNTs)以机械搅拌的方式加入SAC0307焊膏中,添加量均为0.05%.虽然理论上添加增强相的尺寸越小,弥散强化效果就越好,但是较小的CNTs具有较高的表面活性,在钎料中容易发生团聚和吸附现象,因此中等直径(40~60 nm)的CNTs加入钎料中使复合焊点表现出更高的性能,焊后焊点剪切强度相比未复合的提高15.3%.由此可见,增强相的尺寸也是影响其在钎料中分散性的因素之一. ...
Effects of multiple reflows on intermetallic morphology and shear strength of SnAgCu-x Ni composite solder joints on electrolytic Ni/Au metallized substrate
2
2008
... 近年来,许多研究人员在增强相表面修饰过渡金属,以提高其在钎料中的分散性和一次回流后的保留率.Ni通常用于在Cu基板与锡基钎料之间提供扩散屏障,可以与Sn形成稳定的IMC,同时化学镀、电镀Ni的技术已相对成熟[71 ] ,所以大多数的无机增强相表面修饰金属选择了Ni.同时,对于这种表面修饰了过渡金属的增强相,研究人员多数采用粉末冶金的方法制备复合钎料,部分采用机械混合法,只有少数采用熔炼铸造法.其原因可能是无机非金属颗粒表面修饰的金属层不牢固或含量较低,容易在热和力的作用下反应分解或脱落,故采用温度较低、稳定性较高的钎料制备方法. ...
... 有研究人员[72 ] 发现,在Sn-57.6Bi-0.4Ag钎料中添加Ni层修饰的CNTs比单独添加CNTs的力学性能要高很多,在没有Ni层的情况下,钎料基体与IMC层的界面处以及焊点的表面发现聚集的CNTs,并推测这是导致焊点力学性能恶化的原因.Khodabakhshi等[73 ] 通过纳米压痕实验发现添加相同的CNTs量(0.1%)时,CNTs外修饰Ni层提高了Sn-3.5Ag-0.7Cu钎料的硬度、弹性模量和蠕变抗性.该课题组[74 ] 还提出了在GNSs表面修饰Ni后对Sn-3.5Ag-0.7Cu钎料润湿性、微观组织和力学性能的积极影响.研究[75 ] 证明,在SiC微米颗粒表面化学镀Ni同样可以显著提高SAC305-SiC复合钎料的硬度和抗压强度.早期有大量文献[71 ,76 ~79 ] 都报道过在钎料中添加少量Ni可以提高剪切强度、硬度、弹性模量、抗拉强度、蠕变抗性等性能参数,所以Ni修饰后的无机颗粒对锡基无铅钎料性能的提升大部分可归结于Ni对钎料的作用. ...
Effect of CNTs and Ni coated CNTs on the mechanical performance of Sn57.6Bi0.4Ag BGA solder joints
5
2016
... 有研究人员[72 ] 发现,在Sn-57.6Bi-0.4Ag钎料中添加Ni层修饰的CNTs比单独添加CNTs的力学性能要高很多,在没有Ni层的情况下,钎料基体与IMC层的界面处以及焊点的表面发现聚集的CNTs,并推测这是导致焊点力学性能恶化的原因.Khodabakhshi等[73 ] 通过纳米压痕实验发现添加相同的CNTs量(0.1%)时,CNTs外修饰Ni层提高了Sn-3.5Ag-0.7Cu钎料的硬度、弹性模量和蠕变抗性.该课题组[74 ] 还提出了在GNSs表面修饰Ni后对Sn-3.5Ag-0.7Cu钎料润湿性、微观组织和力学性能的积极影响.研究[75 ] 证明,在SiC微米颗粒表面化学镀Ni同样可以显著提高SAC305-SiC复合钎料的硬度和抗压强度.早期有大量文献[71 ,76 ~79 ] 都报道过在钎料中添加少量Ni可以提高剪切强度、硬度、弹性模量、抗拉强度、蠕变抗性等性能参数,所以Ni修饰后的无机颗粒对锡基无铅钎料性能的提升大部分可归结于Ni对钎料的作用. ...
... 有研究人员就增强相表面修饰金属镀层的作用进行了深入讨论.Mo等[70 ] 曾提出,在钎料中添加表面修饰Ni后的CNTs,与机械混合Ni和CNTs相比,可以增加焊接后钎料中CNTs的保留量,即表面修饰Ni的CNTs更倾向于保留在复合钎料基体中,但并没有保留率的数据来支撑这一观点.该研究中报道的添加0.1%Ni-CNTs与单独添加Ni和CNTs制得的2种复合钎料的剪切强度相差不大,IMC厚度也没有显著的区别.当增强相的添加量达到0.25%时,表面修饰Ni的CNTs相比机械混合添加Ni和CNTs的优势才得以体现.目前的报道中,将CNTs、GNSs等非金属增强相加入锡基钎料前,在其表面修饰过渡金属已形成一种共识.然而,在纳米增强相表面修饰金属的工艺往往较为复杂,金属镀液还会对环境造成影响,同时,Ni或Ag通常以纳米颗粒的形式附着在CNTs或GNSs的表面,如图5 [80 ] 所示,并没有形成连续的包覆层.表1 [30 ,72 ,73 ,80 ~96 ] 总结了文献中报道的金属修饰非金属增强相在钎料中发生团聚现象导致性能降低时对应的添加量,发现即使在CNTs、GNSs等碳纳米材料表面修饰Ni、Ag、Cu、Sn层,增强相的最佳添加量也一般不超过0.2%,说明表面金属改性的方法对改善纳米无机增强相在钎料中的团聚现象收效甚微.曾有研究人员[19 ] 分别将10~20、40~60和60~100 nm直径的多壁碳纳米管(MWCNTs)以机械搅拌的方式加入SAC0307焊膏中,添加量均为0.05%.虽然理论上添加增强相的尺寸越小,弥散强化效果就越好,但是较小的CNTs具有较高的表面活性,在钎料中容易发生团聚和吸附现象,因此中等直径(40~60 nm)的CNTs加入钎料中使复合焊点表现出更高的性能,焊后焊点剪切强度相比未复合的提高15.3%.由此可见,增强相的尺寸也是影响其在钎料中分散性的因素之一. ...
... 金属修饰非金属增强相在钎料中发生团聚现象导致性能降低对应的添加量[30 ,72 ,73 ,80 ~96 ] ...
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration[30 ,72 ,73 ,80 -96 ] ...
... [
72 ]
Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ] Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Nanoindentation creep properties of lead-free nanocomposite solders reinforced by modified carbon nanotubes
5
2020
... 有研究人员[72 ] 发现,在Sn-57.6Bi-0.4Ag钎料中添加Ni层修饰的CNTs比单独添加CNTs的力学性能要高很多,在没有Ni层的情况下,钎料基体与IMC层的界面处以及焊点的表面发现聚集的CNTs,并推测这是导致焊点力学性能恶化的原因.Khodabakhshi等[73 ] 通过纳米压痕实验发现添加相同的CNTs量(0.1%)时,CNTs外修饰Ni层提高了Sn-3.5Ag-0.7Cu钎料的硬度、弹性模量和蠕变抗性.该课题组[74 ] 还提出了在GNSs表面修饰Ni后对Sn-3.5Ag-0.7Cu钎料润湿性、微观组织和力学性能的积极影响.研究[75 ] 证明,在SiC微米颗粒表面化学镀Ni同样可以显著提高SAC305-SiC复合钎料的硬度和抗压强度.早期有大量文献[71 ,76 ~79 ] 都报道过在钎料中添加少量Ni可以提高剪切强度、硬度、弹性模量、抗拉强度、蠕变抗性等性能参数,所以Ni修饰后的无机颗粒对锡基无铅钎料性能的提升大部分可归结于Ni对钎料的作用. ...
... 有研究人员就增强相表面修饰金属镀层的作用进行了深入讨论.Mo等[70 ] 曾提出,在钎料中添加表面修饰Ni后的CNTs,与机械混合Ni和CNTs相比,可以增加焊接后钎料中CNTs的保留量,即表面修饰Ni的CNTs更倾向于保留在复合钎料基体中,但并没有保留率的数据来支撑这一观点.该研究中报道的添加0.1%Ni-CNTs与单独添加Ni和CNTs制得的2种复合钎料的剪切强度相差不大,IMC厚度也没有显著的区别.当增强相的添加量达到0.25%时,表面修饰Ni的CNTs相比机械混合添加Ni和CNTs的优势才得以体现.目前的报道中,将CNTs、GNSs等非金属增强相加入锡基钎料前,在其表面修饰过渡金属已形成一种共识.然而,在纳米增强相表面修饰金属的工艺往往较为复杂,金属镀液还会对环境造成影响,同时,Ni或Ag通常以纳米颗粒的形式附着在CNTs或GNSs的表面,如图5 [80 ] 所示,并没有形成连续的包覆层.表1 [30 ,72 ,73 ,80 ~96 ] 总结了文献中报道的金属修饰非金属增强相在钎料中发生团聚现象导致性能降低时对应的添加量,发现即使在CNTs、GNSs等碳纳米材料表面修饰Ni、Ag、Cu、Sn层,增强相的最佳添加量也一般不超过0.2%,说明表面金属改性的方法对改善纳米无机增强相在钎料中的团聚现象收效甚微.曾有研究人员[19 ] 分别将10~20、40~60和60~100 nm直径的多壁碳纳米管(MWCNTs)以机械搅拌的方式加入SAC0307焊膏中,添加量均为0.05%.虽然理论上添加增强相的尺寸越小,弥散强化效果就越好,但是较小的CNTs具有较高的表面活性,在钎料中容易发生团聚和吸附现象,因此中等直径(40~60 nm)的CNTs加入钎料中使复合焊点表现出更高的性能,焊后焊点剪切强度相比未复合的提高15.3%.由此可见,增强相的尺寸也是影响其在钎料中分散性的因素之一. ...
... 金属修饰非金属增强相在钎料中发生团聚现象导致性能降低对应的添加量[30 ,72 ,73 ,80 ~96 ] ...
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration[30 ,72 ,73 ,80 -96 ] ...
... [
73 ]
Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ] Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Influence of graphene content and nickel decoration on the microstructural and mechanical characteristics of the Cu/Sn-Ag-Cu/Cu soldered joint
2
2020
... 有研究人员[72 ] 发现,在Sn-57.6Bi-0.4Ag钎料中添加Ni层修饰的CNTs比单独添加CNTs的力学性能要高很多,在没有Ni层的情况下,钎料基体与IMC层的界面处以及焊点的表面发现聚集的CNTs,并推测这是导致焊点力学性能恶化的原因.Khodabakhshi等[73 ] 通过纳米压痕实验发现添加相同的CNTs量(0.1%)时,CNTs外修饰Ni层提高了Sn-3.5Ag-0.7Cu钎料的硬度、弹性模量和蠕变抗性.该课题组[74 ] 还提出了在GNSs表面修饰Ni后对Sn-3.5Ag-0.7Cu钎料润湿性、微观组织和力学性能的积极影响.研究[75 ] 证明,在SiC微米颗粒表面化学镀Ni同样可以显著提高SAC305-SiC复合钎料的硬度和抗压强度.早期有大量文献[71 ,76 ~79 ] 都报道过在钎料中添加少量Ni可以提高剪切强度、硬度、弹性模量、抗拉强度、蠕变抗性等性能参数,所以Ni修饰后的无机颗粒对锡基无铅钎料性能的提升大部分可归结于Ni对钎料的作用. ...
... 近年来,很多文献[67 ,83 ,97 ~99 ] 中都报道了非金属纳米颗粒对焊点时效或温度循环过程中IMC生长的抑制作用,并将其归因于纳米颗粒在界面IMC表面的吸附与钉扎效果.Sayyadi等[74 ] 深入分析了在Sn-3.5Ag-0.7Cu焊点中单独加入GNSs与共同加入Ni-GNSs对150℃时效处理后界面IMC的生长行为.结果表明,当GNSs表面存在Ni颗粒时,由于多元素态增加了界面IMC的构型熵,Ni-GNSs复合的焊点中表现出了比单独添加GNSs更高的互扩散系数,因此形成了更厚、更稳定的三元IMC相.2018年,Choi等[100 ] 进行了SAC305、SC07和Sn-0.5Cu-0.01Al-0.005Si-0.008Ge (SnCuAlSi)焊点在随机振动和温度循环耦合场下的可靠性实验,发现3种焊点的裂纹传播方向和位置有所不同.SAC305焊点由于具有较高的界面IMC厚度,所以裂纹沿着IMC扩展,而SnCuAlSi焊点具有最低的IMC厚度和最佳的微观结构,在耦合场下的可靠性最高,并提出后续的实验需要深入研究添加Al和Si对焊点可靠性的作用效果.由此可见,合金元素和无机增强相一般通过平衡钎料基体的力学性能、改善界面微观结构来提高焊点在温度载荷下的长期可靠性,它们不仅能发挥各自的优化作用,也能相互影响,但目前关于不同相之间是否存在普遍的相互作用还需进一步研究. ...
Investigation of the electroless nickel plated sic particles in SAC305 solder matrix
1
2020
... 有研究人员[72 ] 发现,在Sn-57.6Bi-0.4Ag钎料中添加Ni层修饰的CNTs比单独添加CNTs的力学性能要高很多,在没有Ni层的情况下,钎料基体与IMC层的界面处以及焊点的表面发现聚集的CNTs,并推测这是导致焊点力学性能恶化的原因.Khodabakhshi等[73 ] 通过纳米压痕实验发现添加相同的CNTs量(0.1%)时,CNTs外修饰Ni层提高了Sn-3.5Ag-0.7Cu钎料的硬度、弹性模量和蠕变抗性.该课题组[74 ] 还提出了在GNSs表面修饰Ni后对Sn-3.5Ag-0.7Cu钎料润湿性、微观组织和力学性能的积极影响.研究[75 ] 证明,在SiC微米颗粒表面化学镀Ni同样可以显著提高SAC305-SiC复合钎料的硬度和抗压强度.早期有大量文献[71 ,76 ~79 ] 都报道过在钎料中添加少量Ni可以提高剪切强度、硬度、弹性模量、抗拉强度、蠕变抗性等性能参数,所以Ni修饰后的无机颗粒对锡基无铅钎料性能的提升大部分可归结于Ni对钎料的作用. ...
The influence of a small amount of Al and Ni nano-particles on the microstructure, kinetics and hardness of Sn-Ag-Cu solder on OSP-Cu pads
1
2012
... 有研究人员[72 ] 发现,在Sn-57.6Bi-0.4Ag钎料中添加Ni层修饰的CNTs比单独添加CNTs的力学性能要高很多,在没有Ni层的情况下,钎料基体与IMC层的界面处以及焊点的表面发现聚集的CNTs,并推测这是导致焊点力学性能恶化的原因.Khodabakhshi等[73 ] 通过纳米压痕实验发现添加相同的CNTs量(0.1%)时,CNTs外修饰Ni层提高了Sn-3.5Ag-0.7Cu钎料的硬度、弹性模量和蠕变抗性.该课题组[74 ] 还提出了在GNSs表面修饰Ni后对Sn-3.5Ag-0.7Cu钎料润湿性、微观组织和力学性能的积极影响.研究[75 ] 证明,在SiC微米颗粒表面化学镀Ni同样可以显著提高SAC305-SiC复合钎料的硬度和抗压强度.早期有大量文献[71 ,76 ~79 ] 都报道过在钎料中添加少量Ni可以提高剪切强度、硬度、弹性模量、抗拉强度、蠕变抗性等性能参数,所以Ni修饰后的无机颗粒对锡基无铅钎料性能的提升大部分可归结于Ni对钎料的作用. ...
Nanocomposite SAC solders: The effect of adding Ni and Ni-Sn nanoparticles on morphology and mechanical properties of Sn-3.0Ag-0.5Cu solders
0
2018
Effect of Ni addition to Sn0.7Cu solder alloy on thermal behavior, microstructure, and mechanical properties
0
2018
Effects of Ni nanoparticles addition on the microstructure, electrical and mechanical properties of Sn-Ag-Cu alloy
1
2019
... 有研究人员[72 ] 发现,在Sn-57.6Bi-0.4Ag钎料中添加Ni层修饰的CNTs比单独添加CNTs的力学性能要高很多,在没有Ni层的情况下,钎料基体与IMC层的界面处以及焊点的表面发现聚集的CNTs,并推测这是导致焊点力学性能恶化的原因.Khodabakhshi等[73 ] 通过纳米压痕实验发现添加相同的CNTs量(0.1%)时,CNTs外修饰Ni层提高了Sn-3.5Ag-0.7Cu钎料的硬度、弹性模量和蠕变抗性.该课题组[74 ] 还提出了在GNSs表面修饰Ni后对Sn-3.5Ag-0.7Cu钎料润湿性、微观组织和力学性能的积极影响.研究[75 ] 证明,在SiC微米颗粒表面化学镀Ni同样可以显著提高SAC305-SiC复合钎料的硬度和抗压强度.早期有大量文献[71 ,76 ~79 ] 都报道过在钎料中添加少量Ni可以提高剪切强度、硬度、弹性模量、抗拉强度、蠕变抗性等性能参数,所以Ni修饰后的无机颗粒对锡基无铅钎料性能的提升大部分可归结于Ni对钎料的作用. ...
Electromigration behaviors of Sn58%Bi solder containing Ag-coated MWCNTs with OSP surface finished PCB
7
2019
... 有研究人员就增强相表面修饰金属镀层的作用进行了深入讨论.Mo等[70 ] 曾提出,在钎料中添加表面修饰Ni后的CNTs,与机械混合Ni和CNTs相比,可以增加焊接后钎料中CNTs的保留量,即表面修饰Ni的CNTs更倾向于保留在复合钎料基体中,但并没有保留率的数据来支撑这一观点.该研究中报道的添加0.1%Ni-CNTs与单独添加Ni和CNTs制得的2种复合钎料的剪切强度相差不大,IMC厚度也没有显著的区别.当增强相的添加量达到0.25%时,表面修饰Ni的CNTs相比机械混合添加Ni和CNTs的优势才得以体现.目前的报道中,将CNTs、GNSs等非金属增强相加入锡基钎料前,在其表面修饰过渡金属已形成一种共识.然而,在纳米增强相表面修饰金属的工艺往往较为复杂,金属镀液还会对环境造成影响,同时,Ni或Ag通常以纳米颗粒的形式附着在CNTs或GNSs的表面,如图5 [80 ] 所示,并没有形成连续的包覆层.表1 [30 ,72 ,73 ,80 ~96 ] 总结了文献中报道的金属修饰非金属增强相在钎料中发生团聚现象导致性能降低时对应的添加量,发现即使在CNTs、GNSs等碳纳米材料表面修饰Ni、Ag、Cu、Sn层,增强相的最佳添加量也一般不超过0.2%,说明表面金属改性的方法对改善纳米无机增强相在钎料中的团聚现象收效甚微.曾有研究人员[19 ] 分别将10~20、40~60和60~100 nm直径的多壁碳纳米管(MWCNTs)以机械搅拌的方式加入SAC0307焊膏中,添加量均为0.05%.虽然理论上添加增强相的尺寸越小,弥散强化效果就越好,但是较小的CNTs具有较高的表面活性,在钎料中容易发生团聚和吸附现象,因此中等直径(40~60 nm)的CNTs加入钎料中使复合焊点表现出更高的性能,焊后焊点剪切强度相比未复合的提高15.3%.由此可见,增强相的尺寸也是影响其在钎料中分散性的因素之一. ...
... ,80 ~96 ]总结了文献中报道的金属修饰非金属增强相在钎料中发生团聚现象导致性能降低时对应的添加量,发现即使在CNTs、GNSs等碳纳米材料表面修饰Ni、Ag、Cu、Sn层,增强相的最佳添加量也一般不超过0.2%,说明表面金属改性的方法对改善纳米无机增强相在钎料中的团聚现象收效甚微.曾有研究人员[19 ] 分别将10~20、40~60和60~100 nm直径的多壁碳纳米管(MWCNTs)以机械搅拌的方式加入SAC0307焊膏中,添加量均为0.05%.虽然理论上添加增强相的尺寸越小,弥散强化效果就越好,但是较小的CNTs具有较高的表面活性,在钎料中容易发生团聚和吸附现象,因此中等直径(40~60 nm)的CNTs加入钎料中使复合焊点表现出更高的性能,焊后焊点剪切强度相比未复合的提高15.3%.由此可见,增强相的尺寸也是影响其在钎料中分散性的因素之一. ...
... [
80 ]
TEM image of multi-walled carbon nanotubes (MWCNTs) coated by Ag nanoparticles<sup>[<xref ref-type="bibr" rid="R80">80</xref>]</sup> Fig.5 ![]()
表1 金属修饰非金属增强相在钎料中发生团聚现象导致性能降低对应的添加量[30 ,72 ,73 ,80 ~96 ] ...
... [
80 ]
Fig.5 ![]()
表1 金属修饰非金属增强相在钎料中发生团聚现象导致性能降低对应的添加量[30 ,72 ,73 ,80 ~96 ] ...
... 金属修饰非金属增强相在钎料中发生团聚现象导致性能降低对应的添加量[30 ,72 ,73 ,80 ~96 ] ...
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration[30 ,72 ,73 ,80 -96 ] ...
... [
80 ]
Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ] Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Fabrication and properties of Ni-modified graphene nanosheets reinforced Sn-Ag-Cu composite solder
1
2019
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Microstructures and mechanical properties of the Sn58wt.%Bi composite solders with Sn decorated MWCNT particles
1
2019
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Effect of Sn-decorated MWCNTs on the mechanical reliability of Sn-58Bi solder
2
2019
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
... 近年来,很多文献[67 ,83 ,97 ~99 ] 中都报道了非金属纳米颗粒对焊点时效或温度循环过程中IMC生长的抑制作用,并将其归因于纳米颗粒在界面IMC表面的吸附与钉扎效果.Sayyadi等[74 ] 深入分析了在Sn-3.5Ag-0.7Cu焊点中单独加入GNSs与共同加入Ni-GNSs对150℃时效处理后界面IMC的生长行为.结果表明,当GNSs表面存在Ni颗粒时,由于多元素态增加了界面IMC的构型熵,Ni-GNSs复合的焊点中表现出了比单独添加GNSs更高的互扩散系数,因此形成了更厚、更稳定的三元IMC相.2018年,Choi等[100 ] 进行了SAC305、SC07和Sn-0.5Cu-0.01Al-0.005Si-0.008Ge (SnCuAlSi)焊点在随机振动和温度循环耦合场下的可靠性实验,发现3种焊点的裂纹传播方向和位置有所不同.SAC305焊点由于具有较高的界面IMC厚度,所以裂纹沿着IMC扩展,而SnCuAlSi焊点具有最低的IMC厚度和最佳的微观结构,在耦合场下的可靠性最高,并提出后续的实验需要深入研究添加Al和Si对焊点可靠性的作用效果.由此可见,合金元素和无机增强相一般通过平衡钎料基体的力学性能、改善界面微观结构来提高焊点在温度载荷下的长期可靠性,它们不仅能发挥各自的优化作用,也能相互影响,但目前关于不同相之间是否存在普遍的相互作用还需进一步研究. ...
Microstructure, wetting, and tensile behaviors of Sn-Ag alloy reinforced with copper-coated carbon nanofibers produced by the melting and casting route
1
2019
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Development of a Sn-Ag-Cu solder reinforced with Ni-coated carbon nanotubes
1
2011
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Effects of Ni-coated carbon nanotubes addition on the microstructure and mechanical properties of Sn-Ag-Cu solder alloys
1
2014
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Effect of Ni-coated carbon nanotubes addition on the wettability, microhardness, and shear strength of Sn-3.0Ag-0.5Cu/Cu lead-free solder joints
1
2022
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Improved microstructure and mechanical properties for Sn58Bi solder alloy by addition of Ni-coated carbon nanotubes
1
2015
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Bending reliability of Ni-MWCNT composite solder with a differential structure
1
2020
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
The fabrication of Ni-MWCNT composite solder and its reliability under high relative humidity and temperature
1
2020
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
The effects of the addition of CNT@Ni on the hardness, density, wettability and mechanical properties of Sn-0.7Cu lead-free solder
1
2021
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Development of a lead-free composite solder from Sn-Ag-Cu and Ag-coated carbon nanotubes
1
2013
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Microstructures and mechanical properties of Sn-58wt.% Bi solder with Ag-decorated multiwalled carbon nanotubes under 85o C/85% relative humidity environmental conditions
1
2020
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Mechanical properties of Sn-58wt%Bi solder containing Ag-decorated MWCNT with thermal aging tests
0
2020
Effect of Ag-decorated MWCNT on the mechanical and thermal property of Sn58Bi solder joints for FCLED package
1
2020
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration
[30 ,72 ,73 ,80 -96 ] Table 1 Type of reinforcement Solder alloy (mass fraction / %) ω (mass fraction / %)Ref. Ni-GNSs Sn-2.5Ag-0.7Cu > 0.05 [81 ] Sn-CNTs Sn-58Bi > 0.1 [82 ,83 ] Cu-CNFs Sn-3.5Ag > 0.05 [84 ] Ni-CNTs Sn-3.5Ag-0.7Cu > 0.05 [85 ,86 ] Ni-CNTs Sn-3.5Ag-0.7Cu 0.2 [73 ] Ni-CNTs SAC305 > 0.05 [87 ] Ni-CNTs Sn-58Bi > 0.05 [88 ] Ni-CNTs Sn-58Bi 0.2 [89 ,90 ] Ni-CNTs Sn-0.7Cu > 0.075 [91 ] Ni-CNTs Sn-57.6Bi-0.4Ag > 0.07 [72 ] Ag-CNTs SAC305 0.1 [92 ] Ag-CNTs Sn-58Bi > 0.05 [80 ] Ag-CNTs Sn-58Bi > 0.1 [93 -95 ] Ag-GNSs SAC305 > 0.05 [30 ,96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Design and performance of Ag nanoparticle-modified graphene/SnAgCu lead-free solders
4
2016
... 有研究人员就增强相表面修饰金属镀层的作用进行了深入讨论.Mo等[70 ] 曾提出,在钎料中添加表面修饰Ni后的CNTs,与机械混合Ni和CNTs相比,可以增加焊接后钎料中CNTs的保留量,即表面修饰Ni的CNTs更倾向于保留在复合钎料基体中,但并没有保留率的数据来支撑这一观点.该研究中报道的添加0.1%Ni-CNTs与单独添加Ni和CNTs制得的2种复合钎料的剪切强度相差不大,IMC厚度也没有显著的区别.当增强相的添加量达到0.25%时,表面修饰Ni的CNTs相比机械混合添加Ni和CNTs的优势才得以体现.目前的报道中,将CNTs、GNSs等非金属增强相加入锡基钎料前,在其表面修饰过渡金属已形成一种共识.然而,在纳米增强相表面修饰金属的工艺往往较为复杂,金属镀液还会对环境造成影响,同时,Ni或Ag通常以纳米颗粒的形式附着在CNTs或GNSs的表面,如图5 [80 ] 所示,并没有形成连续的包覆层.表1 [30 ,72 ,73 ,80 ~96 ] 总结了文献中报道的金属修饰非金属增强相在钎料中发生团聚现象导致性能降低时对应的添加量,发现即使在CNTs、GNSs等碳纳米材料表面修饰Ni、Ag、Cu、Sn层,增强相的最佳添加量也一般不超过0.2%,说明表面金属改性的方法对改善纳米无机增强相在钎料中的团聚现象收效甚微.曾有研究人员[19 ] 分别将10~20、40~60和60~100 nm直径的多壁碳纳米管(MWCNTs)以机械搅拌的方式加入SAC0307焊膏中,添加量均为0.05%.虽然理论上添加增强相的尺寸越小,弥散强化效果就越好,但是较小的CNTs具有较高的表面活性,在钎料中容易发生团聚和吸附现象,因此中等直径(40~60 nm)的CNTs加入钎料中使复合焊点表现出更高的性能,焊后焊点剪切强度相比未复合的提高15.3%.由此可见,增强相的尺寸也是影响其在钎料中分散性的因素之一. ...
... 金属修饰非金属增强相在钎料中发生团聚现象导致性能降低对应的添加量[30 ,72 ,73 ,80 ~96 ] ...
... Addition amount corresponding to properties deterioration caused by metal modified non-metallic reinforcement agglomeration[30 ,72 ,73 ,80 -96 ] ...
... ,
96 ]
Note: ω —addition amount corresponding to properties deterioration caused by reinforcement agglomeration, GNS—grapheme nanosheet, CNT—carbon nanotube, CNF—carbon nanofiber ...
Microstructure evolution and hardness of MWCNT-reinforced Sn-5Sb/Cu composite solder joints under different thermal aging conditions
1
2020
... 近年来,很多文献[67 ,83 ,97 ~99 ] 中都报道了非金属纳米颗粒对焊点时效或温度循环过程中IMC生长的抑制作用,并将其归因于纳米颗粒在界面IMC表面的吸附与钉扎效果.Sayyadi等[74 ] 深入分析了在Sn-3.5Ag-0.7Cu焊点中单独加入GNSs与共同加入Ni-GNSs对150℃时效处理后界面IMC的生长行为.结果表明,当GNSs表面存在Ni颗粒时,由于多元素态增加了界面IMC的构型熵,Ni-GNSs复合的焊点中表现出了比单独添加GNSs更高的互扩散系数,因此形成了更厚、更稳定的三元IMC相.2018年,Choi等[100 ] 进行了SAC305、SC07和Sn-0.5Cu-0.01Al-0.005Si-0.008Ge (SnCuAlSi)焊点在随机振动和温度循环耦合场下的可靠性实验,发现3种焊点的裂纹传播方向和位置有所不同.SAC305焊点由于具有较高的界面IMC厚度,所以裂纹沿着IMC扩展,而SnCuAlSi焊点具有最低的IMC厚度和最佳的微观结构,在耦合场下的可靠性最高,并提出后续的实验需要深入研究添加Al和Si对焊点可靠性的作用效果.由此可见,合金元素和无机增强相一般通过平衡钎料基体的力学性能、改善界面微观结构来提高焊点在温度载荷下的长期可靠性,它们不仅能发挥各自的优化作用,也能相互影响,但目前关于不同相之间是否存在普遍的相互作用还需进一步研究. ...
Influence of SnO2 nanoparticles addition on microstructure, thermal analysis, and interfacial IMC growth of Sn1.0Ag0.7Cu solder
0
2017
Effect of TiO2 nanoparticles addition on the thermal, microstructural and room-temperature creep behavior of Sn-Zn based solder
1
2018
... 近年来,很多文献[67 ,83 ,97 ~99 ] 中都报道了非金属纳米颗粒对焊点时效或温度循环过程中IMC生长的抑制作用,并将其归因于纳米颗粒在界面IMC表面的吸附与钉扎效果.Sayyadi等[74 ] 深入分析了在Sn-3.5Ag-0.7Cu焊点中单独加入GNSs与共同加入Ni-GNSs对150℃时效处理后界面IMC的生长行为.结果表明,当GNSs表面存在Ni颗粒时,由于多元素态增加了界面IMC的构型熵,Ni-GNSs复合的焊点中表现出了比单独添加GNSs更高的互扩散系数,因此形成了更厚、更稳定的三元IMC相.2018年,Choi等[100 ] 进行了SAC305、SC07和Sn-0.5Cu-0.01Al-0.005Si-0.008Ge (SnCuAlSi)焊点在随机振动和温度循环耦合场下的可靠性实验,发现3种焊点的裂纹传播方向和位置有所不同.SAC305焊点由于具有较高的界面IMC厚度,所以裂纹沿着IMC扩展,而SnCuAlSi焊点具有最低的IMC厚度和最佳的微观结构,在耦合场下的可靠性最高,并提出后续的实验需要深入研究添加Al和Si对焊点可靠性的作用效果.由此可见,合金元素和无机增强相一般通过平衡钎料基体的力学性能、改善界面微观结构来提高焊点在温度载荷下的长期可靠性,它们不仅能发挥各自的优化作用,也能相互影响,但目前关于不同相之间是否存在普遍的相互作用还需进一步研究. ...
Joint reliability of various Pb-free solders under harsh vibration conditions for automotive electronics
1
2018
... 近年来,很多文献[67 ,83 ,97 ~99 ] 中都报道了非金属纳米颗粒对焊点时效或温度循环过程中IMC生长的抑制作用,并将其归因于纳米颗粒在界面IMC表面的吸附与钉扎效果.Sayyadi等[74 ] 深入分析了在Sn-3.5Ag-0.7Cu焊点中单独加入GNSs与共同加入Ni-GNSs对150℃时效处理后界面IMC的生长行为.结果表明,当GNSs表面存在Ni颗粒时,由于多元素态增加了界面IMC的构型熵,Ni-GNSs复合的焊点中表现出了比单独添加GNSs更高的互扩散系数,因此形成了更厚、更稳定的三元IMC相.2018年,Choi等[100 ] 进行了SAC305、SC07和Sn-0.5Cu-0.01Al-0.005Si-0.008Ge (SnCuAlSi)焊点在随机振动和温度循环耦合场下的可靠性实验,发现3种焊点的裂纹传播方向和位置有所不同.SAC305焊点由于具有较高的界面IMC厚度,所以裂纹沿着IMC扩展,而SnCuAlSi焊点具有最低的IMC厚度和最佳的微观结构,在耦合场下的可靠性最高,并提出后续的实验需要深入研究添加Al和Si对焊点可靠性的作用效果.由此可见,合金元素和无机增强相一般通过平衡钎料基体的力学性能、改善界面微观结构来提高焊点在温度载荷下的长期可靠性,它们不仅能发挥各自的优化作用,也能相互影响,但目前关于不同相之间是否存在普遍的相互作用还需进一步研究. ...
Microstructure, wetting property of Sn-Ag-Cu-Bi-x Ce solder and IMC growth at solder/Cu interface during thermal cycling
1
2021
... 由于我国是稀土资源储量最大的国家,具有得天独厚的产量优势,添加稀土元素改性锡基钎料在近年来得到了国内许多研究人员的关注[101 ] .一般来说,在钎料中加入稀土元素会使微观结构变得更加均匀,在改善钎料合金性能上也具有很大潜力[102 ] .但是许多研究中都报道了过量添加稀土元素(如Er、Pr、Ce、Nd等)带来的氧化以及Sn晶须生长问题[103 ,104 ] . ...
Properties of lead-free solder alloys with rare earth element additions
1
2004
... 由于我国是稀土资源储量最大的国家,具有得天独厚的产量优势,添加稀土元素改性锡基钎料在近年来得到了国内许多研究人员的关注[101 ] .一般来说,在钎料中加入稀土元素会使微观结构变得更加均匀,在改善钎料合金性能上也具有很大潜力[102 ] .但是许多研究中都报道了过量添加稀土元素(如Er、Pr、Ce、Nd等)带来的氧化以及Sn晶须生长问题[103 ,104 ] . ...
Effect of Pr addition on properties and Sn whisker growth of Sn-0.3Ag-0.7Cu low-Ag solder for electronic packaging
2
2017
... 由于我国是稀土资源储量最大的国家,具有得天独厚的产量优势,添加稀土元素改性锡基钎料在近年来得到了国内许多研究人员的关注[101 ] .一般来说,在钎料中加入稀土元素会使微观结构变得更加均匀,在改善钎料合金性能上也具有很大潜力[102 ] .但是许多研究中都报道了过量添加稀土元素(如Er、Pr、Ce、Nd等)带来的氧化以及Sn晶须生长问题[103 ,104 ] . ...
... 为了抑制稀土元素在钎料中的氧化及Sn晶须生长,有研究人员尝试将稀土元素与无机非金属纳米颗粒同时加入锡基钎料中.薛鹏等[105 ] 提出,向无铅钎料中同时添加纳米颗粒和稀土元素,能够通过2者的耦合作用进一步细化无铅钎料的显微组织,提高钎料焊点的力学性能和可靠性.Wu等[103 ] 在证实适量添加Pr元素对SAC0307钎料润湿性、界面微观结构以及剪切强度具有积极影响的基础上,尝试在SAC0307中同时添加Pr与Al2 O3 纳米颗粒[106 ~108 ] ,并提出了Pr与Al2 O3 在钎料中的协同作用,示意图如图6 [107 ] 所示.单独添加Pr或Al2 O3 纳米颗粒都会增加焊点时效过程中裂纹萌生与扩展的风险:Al2 O3 纳米颗粒与钎料基体结合性差,易发生团聚现象,可能在长时间的时效处理过程中导致图6b [107 ] 中黄色箭头标记的微裂纹;而过量的Pr原子会与Sn形成硬而脆的Sn-Pr相,氧化后形成Sn晶须,也会对IMC产生额外的压应力从而产生裂纹(图6c [107 ] ).在SAC0307钎料中同时加入Pr与Al2 O3 后(图6d [107 ] ),Pr抑制了Al2 O3 纳米颗粒的团聚,Al2 O3 的存在也阻碍了Pr氧化物的形成,因此提高了时效过程中接头的可靠性. ...
Effect of Nd on whiskers growth behavior of SnAgCu solders in electronic packaging
1
2016
... 由于我国是稀土资源储量最大的国家,具有得天独厚的产量优势,添加稀土元素改性锡基钎料在近年来得到了国内许多研究人员的关注[101 ] .一般来说,在钎料中加入稀土元素会使微观结构变得更加均匀,在改善钎料合金性能上也具有很大潜力[102 ] .但是许多研究中都报道了过量添加稀土元素(如Er、Pr、Ce、Nd等)带来的氧化以及Sn晶须生长问题[103 ,104 ] . ...
Influence of rare earths, Ga element and their synergistic effects on the microstructure and properties of lead-free solders
1
2021
... 为了抑制稀土元素在钎料中的氧化及Sn晶须生长,有研究人员尝试将稀土元素与无机非金属纳米颗粒同时加入锡基钎料中.薛鹏等[105 ] 提出,向无铅钎料中同时添加纳米颗粒和稀土元素,能够通过2者的耦合作用进一步细化无铅钎料的显微组织,提高钎料焊点的力学性能和可靠性.Wu等[103 ] 在证实适量添加Pr元素对SAC0307钎料润湿性、界面微观结构以及剪切强度具有积极影响的基础上,尝试在SAC0307中同时添加Pr与Al2 O3 纳米颗粒[106 ~108 ] ,并提出了Pr与Al2 O3 在钎料中的协同作用,示意图如图6 [107 ] 所示.单独添加Pr或Al2 O3 纳米颗粒都会增加焊点时效过程中裂纹萌生与扩展的风险:Al2 O3 纳米颗粒与钎料基体结合性差,易发生团聚现象,可能在长时间的时效处理过程中导致图6b [107 ] 中黄色箭头标记的微裂纹;而过量的Pr原子会与Sn形成硬而脆的Sn-Pr相,氧化后形成Sn晶须,也会对IMC产生额外的压应力从而产生裂纹(图6c [107 ] ).在SAC0307钎料中同时加入Pr与Al2 O3 后(图6d [107 ] ),Pr抑制了Al2 O3 纳米颗粒的团聚,Al2 O3 的存在也阻碍了Pr氧化物的形成,因此提高了时效过程中接头的可靠性. ...
稀土、Ga元素及其协同效应对无铅钎料组织和性能的影响
1
2021
... 为了抑制稀土元素在钎料中的氧化及Sn晶须生长,有研究人员尝试将稀土元素与无机非金属纳米颗粒同时加入锡基钎料中.薛鹏等[105 ] 提出,向无铅钎料中同时添加纳米颗粒和稀土元素,能够通过2者的耦合作用进一步细化无铅钎料的显微组织,提高钎料焊点的力学性能和可靠性.Wu等[103 ] 在证实适量添加Pr元素对SAC0307钎料润湿性、界面微观结构以及剪切强度具有积极影响的基础上,尝试在SAC0307中同时添加Pr与Al2 O3 纳米颗粒[106 ~108 ] ,并提出了Pr与Al2 O3 在钎料中的协同作用,示意图如图6 [107 ] 所示.单独添加Pr或Al2 O3 纳米颗粒都会增加焊点时效过程中裂纹萌生与扩展的风险:Al2 O3 纳米颗粒与钎料基体结合性差,易发生团聚现象,可能在长时间的时效处理过程中导致图6b [107 ] 中黄色箭头标记的微裂纹;而过量的Pr原子会与Sn形成硬而脆的Sn-Pr相,氧化后形成Sn晶须,也会对IMC产生额外的压应力从而产生裂纹(图6c [107 ] ).在SAC0307钎料中同时加入Pr与Al2 O3 后(图6d [107 ] ),Pr抑制了Al2 O3 纳米颗粒的团聚,Al2 O3 的存在也阻碍了Pr氧化物的形成,因此提高了时效过程中接头的可靠性. ...
Coupling effects of rare-earth Pr and Al2 O3 nanoparticles on the microstructure and properties of Sn-0.3Ag-0.7Cu low-Ag solder
1
2019
... 为了抑制稀土元素在钎料中的氧化及Sn晶须生长,有研究人员尝试将稀土元素与无机非金属纳米颗粒同时加入锡基钎料中.薛鹏等[105 ] 提出,向无铅钎料中同时添加纳米颗粒和稀土元素,能够通过2者的耦合作用进一步细化无铅钎料的显微组织,提高钎料焊点的力学性能和可靠性.Wu等[103 ] 在证实适量添加Pr元素对SAC0307钎料润湿性、界面微观结构以及剪切强度具有积极影响的基础上,尝试在SAC0307中同时添加Pr与Al2 O3 纳米颗粒[106 ~108 ] ,并提出了Pr与Al2 O3 在钎料中的协同作用,示意图如图6 [107 ] 所示.单独添加Pr或Al2 O3 纳米颗粒都会增加焊点时效过程中裂纹萌生与扩展的风险:Al2 O3 纳米颗粒与钎料基体结合性差,易发生团聚现象,可能在长时间的时效处理过程中导致图6b [107 ] 中黄色箭头标记的微裂纹;而过量的Pr原子会与Sn形成硬而脆的Sn-Pr相,氧化后形成Sn晶须,也会对IMC产生额外的压应力从而产生裂纹(图6c [107 ] ).在SAC0307钎料中同时加入Pr与Al2 O3 后(图6d [107 ] ),Pr抑制了Al2 O3 纳米颗粒的团聚,Al2 O3 的存在也阻碍了Pr氧化物的形成,因此提高了时效过程中接头的可靠性. ...
In-situ synergistic effect of Pr and Al2 O3 nanoparticles on enhancing thermal cycling reliability of Sn-0.3Ag-0.7Cu/Cu solder joint
7
2022
... 为了抑制稀土元素在钎料中的氧化及Sn晶须生长,有研究人员尝试将稀土元素与无机非金属纳米颗粒同时加入锡基钎料中.薛鹏等[105 ] 提出,向无铅钎料中同时添加纳米颗粒和稀土元素,能够通过2者的耦合作用进一步细化无铅钎料的显微组织,提高钎料焊点的力学性能和可靠性.Wu等[103 ] 在证实适量添加Pr元素对SAC0307钎料润湿性、界面微观结构以及剪切强度具有积极影响的基础上,尝试在SAC0307中同时添加Pr与Al2 O3 纳米颗粒[106 ~108 ] ,并提出了Pr与Al2 O3 在钎料中的协同作用,示意图如图6 [107 ] 所示.单独添加Pr或Al2 O3 纳米颗粒都会增加焊点时效过程中裂纹萌生与扩展的风险:Al2 O3 纳米颗粒与钎料基体结合性差,易发生团聚现象,可能在长时间的时效处理过程中导致图6b [107 ] 中黄色箭头标记的微裂纹;而过量的Pr原子会与Sn形成硬而脆的Sn-Pr相,氧化后形成Sn晶须,也会对IMC产生额外的压应力从而产生裂纹(图6c [107 ] ).在SAC0307钎料中同时加入Pr与Al2 O3 后(图6d [107 ] ),Pr抑制了Al2 O3 纳米颗粒的团聚,Al2 O3 的存在也阻碍了Pr氧化物的形成,因此提高了时效过程中接头的可靠性. ...
... [107 ]中黄色箭头标记的微裂纹;而过量的Pr原子会与Sn形成硬而脆的Sn-Pr相,氧化后形成Sn晶须,也会对IMC产生额外的压应力从而产生裂纹(图6c [107 ] ).在SAC0307钎料中同时加入Pr与Al2 O3 后(图6d [107 ] ),Pr抑制了Al2 O3 纳米颗粒的团聚,Al2 O3 的存在也阻碍了Pr氧化物的形成,因此提高了时效过程中接头的可靠性. ...
... [107 ]).在SAC0307钎料中同时加入Pr与Al2 O3 后(图6d [107 ] ),Pr抑制了Al2 O3 纳米颗粒的团聚,Al2 O3 的存在也阻碍了Pr氧化物的形成,因此提高了时效过程中接头的可靠性. ...
... [107 ]),Pr抑制了Al2 O3 纳米颗粒的团聚,Al2 O3 的存在也阻碍了Pr氧化物的形成,因此提高了时效过程中接头的可靠性. ...
... [
107 ]
(a) SAC0307 (b) SAC0307-Al2 O3 (c) SAC0307-Pr (d) SAC0307-Pr2 O3 ...
... (a) SAC0307 (b) SAC0307-Al
2 O
3 (c) SAC0307-Pr (d) SAC0307-Pr
-Al
2 O
3 Illustrations of intermetallic compounds (IMCs) growth in solder matrix during thermal cycling<sup>[<xref ref-type="bibr" rid="R107">107</xref>]</sup> (TC—thermal cycling, NP—nanoparticle) Fig.6 ![]()
对于钎料内原位生成复合增强相对焊点热-机械可靠性的影响,图7 [108 ] 给出了添加Pr元素和Al2 O3 纳米颗粒对SAC0307焊点裂纹延展路径的影响示意图.可见,随着时效处理时间的延长,Pr原子在高温下迅速迁移至界面并聚集成硬脆性的Sn-Pr相,同时,由于界面IMC的生长以及钎料与基板之间的热膨胀系数不匹配,断裂由钎料基体中扩展到界面Cu6 Sn5 ,甚至转移至Cu3 Sn层,而在SAC0307-0.06Pr-0.06Al2 O3 /Cu焊点中,由于图6d [107 ] 中微观结构的形成,裂纹将沿着焊点内部的IMC发生而不是界面处[108 ] .这一机制被断口分析结果所证实,并证明了同时添加Pr和Al2 O3 纳米颗粒在时效过程中对钎料微观结构的钉扎作用. ...
... 对于钎料内原位生成复合增强相对焊点热-机械可靠性的影响,图7 [108 ] 给出了添加Pr元素和Al2 O3 纳米颗粒对SAC0307焊点裂纹延展路径的影响示意图.可见,随着时效处理时间的延长,Pr原子在高温下迅速迁移至界面并聚集成硬脆性的Sn-Pr相,同时,由于界面IMC的生长以及钎料与基板之间的热膨胀系数不匹配,断裂由钎料基体中扩展到界面Cu6 Sn5 ,甚至转移至Cu3 Sn层,而在SAC0307-0.06Pr-0.06Al2 O3 /Cu焊点中,由于图6d [107 ] 中微观结构的形成,裂纹将沿着焊点内部的IMC发生而不是界面处[108 ] .这一机制被断口分析结果所证实,并证明了同时添加Pr和Al2 O3 纳米颗粒在时效过程中对钎料微观结构的钉扎作用. ...
Effect of in-situ formed Pr-coated Al2 O3 nanoparticles on interfacial microstructure and shear behavior of Sn-0.3Ag-0.7Cu-0.06Pr/Cu solder joints during isothermal aging
5
2019
... 为了抑制稀土元素在钎料中的氧化及Sn晶须生长,有研究人员尝试将稀土元素与无机非金属纳米颗粒同时加入锡基钎料中.薛鹏等[105 ] 提出,向无铅钎料中同时添加纳米颗粒和稀土元素,能够通过2者的耦合作用进一步细化无铅钎料的显微组织,提高钎料焊点的力学性能和可靠性.Wu等[103 ] 在证实适量添加Pr元素对SAC0307钎料润湿性、界面微观结构以及剪切强度具有积极影响的基础上,尝试在SAC0307中同时添加Pr与Al2 O3 纳米颗粒[106 ~108 ] ,并提出了Pr与Al2 O3 在钎料中的协同作用,示意图如图6 [107 ] 所示.单独添加Pr或Al2 O3 纳米颗粒都会增加焊点时效过程中裂纹萌生与扩展的风险:Al2 O3 纳米颗粒与钎料基体结合性差,易发生团聚现象,可能在长时间的时效处理过程中导致图6b [107 ] 中黄色箭头标记的微裂纹;而过量的Pr原子会与Sn形成硬而脆的Sn-Pr相,氧化后形成Sn晶须,也会对IMC产生额外的压应力从而产生裂纹(图6c [107 ] ).在SAC0307钎料中同时加入Pr与Al2 O3 后(图6d [107 ] ),Pr抑制了Al2 O3 纳米颗粒的团聚,Al2 O3 的存在也阻碍了Pr氧化物的形成,因此提高了时效过程中接头的可靠性. ...
... 对于钎料内原位生成复合增强相对焊点热-机械可靠性的影响,图7 [108 ] 给出了添加Pr元素和Al2 O3 纳米颗粒对SAC0307焊点裂纹延展路径的影响示意图.可见,随着时效处理时间的延长,Pr原子在高温下迅速迁移至界面并聚集成硬脆性的Sn-Pr相,同时,由于界面IMC的生长以及钎料与基板之间的热膨胀系数不匹配,断裂由钎料基体中扩展到界面Cu6 Sn5 ,甚至转移至Cu3 Sn层,而在SAC0307-0.06Pr-0.06Al2 O3 /Cu焊点中,由于图6d [107 ] 中微观结构的形成,裂纹将沿着焊点内部的IMC发生而不是界面处[108 ] .这一机制被断口分析结果所证实,并证明了同时添加Pr和Al2 O3 纳米颗粒在时效过程中对钎料微观结构的钉扎作用. ...
... [108 ].这一机制被断口分析结果所证实,并证明了同时添加Pr和Al2 O3 纳米颗粒在时效过程中对钎料微观结构的钉扎作用. ...
... [
108 ]
Schematic of the fracture pathway for SAC0307-0.06Pr/Cu and SAC0307-0.06Pr-0.06Al<sub>2</sub>O<sub>3</sub>/Cu solder joint after aging treatment for 840 h<sup>[<xref ref-type="bibr" rid="R108">108</xref>]</sup> Fig.7 ![]()
El-Daly等[109 ] 同样发现了稀土元素Te与MWCNTs在Sn-1.0Ag-0.7Cu (SAC107)钎料中的原位结合现象.作者[109 ,110 ] 还通过对比SAC107、SAC107-0.1Ni-0.1Te和SAC107-0.1Ni-0.1Te-0.1MWCNTs 3种钎料的微观组织、强度、塑性、蠕变性能等,证明了钎料中原位形成的Te/CNTs/Cu/CNTs核-多层壳多边形粒子对提升钎料力学性能的积极作用.由此可见,利用增强相与Sn基体之间的原位反应来制备复合钎料,能够改善组织均匀性、提高钎料的力学性能,有望成为降低钎料制备成本、提高焊点可靠性的有效途径. ...
... [
108 ]
Fig.7 ![]()
El-Daly等[109 ] 同样发现了稀土元素Te与MWCNTs在Sn-1.0Ag-0.7Cu (SAC107)钎料中的原位结合现象.作者[109 ,110 ] 还通过对比SAC107、SAC107-0.1Ni-0.1Te和SAC107-0.1Ni-0.1Te-0.1MWCNTs 3种钎料的微观组织、强度、塑性、蠕变性能等,证明了钎料中原位形成的Te/CNTs/Cu/CNTs核-多层壳多边形粒子对提升钎料力学性能的积极作用.由此可见,利用增强相与Sn基体之间的原位反应来制备复合钎料,能够改善组织均匀性、提高钎料的力学性能,有望成为降低钎料制备成本、提高焊点可靠性的有效途径. ...
Synergic effect of Te, Ni and MWCNT on creep behavior and microstructural evolution of Sn-1.0Ag-0.7Cu low-Ag solder
2
2022
... El-Daly等[109 ] 同样发现了稀土元素Te与MWCNTs在Sn-1.0Ag-0.7Cu (SAC107)钎料中的原位结合现象.作者[109 ,110 ] 还通过对比SAC107、SAC107-0.1Ni-0.1Te和SAC107-0.1Ni-0.1Te-0.1MWCNTs 3种钎料的微观组织、强度、塑性、蠕变性能等,证明了钎料中原位形成的Te/CNTs/Cu/CNTs核-多层壳多边形粒子对提升钎料力学性能的积极作用.由此可见,利用增强相与Sn基体之间的原位反应来制备复合钎料,能够改善组织均匀性、提高钎料的力学性能,有望成为降低钎料制备成本、提高焊点可靠性的有效途径. ...
... [109 ,110 ]还通过对比SAC107、SAC107-0.1Ni-0.1Te和SAC107-0.1Ni-0.1Te-0.1MWCNTs 3种钎料的微观组织、强度、塑性、蠕变性能等,证明了钎料中原位形成的Te/CNTs/Cu/CNTs核-多层壳多边形粒子对提升钎料力学性能的积极作用.由此可见,利用增强相与Sn基体之间的原位反应来制备复合钎料,能够改善组织均匀性、提高钎料的力学性能,有望成为降低钎料制备成本、提高焊点可靠性的有效途径. ...
Development of Sn-1.0Ag-0.7Cu composite solder with improved resistivity and strength-ductility synergy through additions of Ni, Te and MWCNT
1
2021
... El-Daly等[109 ] 同样发现了稀土元素Te与MWCNTs在Sn-1.0Ag-0.7Cu (SAC107)钎料中的原位结合现象.作者[109 ,110 ] 还通过对比SAC107、SAC107-0.1Ni-0.1Te和SAC107-0.1Ni-0.1Te-0.1MWCNTs 3种钎料的微观组织、强度、塑性、蠕变性能等,证明了钎料中原位形成的Te/CNTs/Cu/CNTs核-多层壳多边形粒子对提升钎料力学性能的积极作用.由此可见,利用增强相与Sn基体之间的原位反应来制备复合钎料,能够改善组织均匀性、提高钎料的力学性能,有望成为降低钎料制备成本、提高焊点可靠性的有效途径. ...








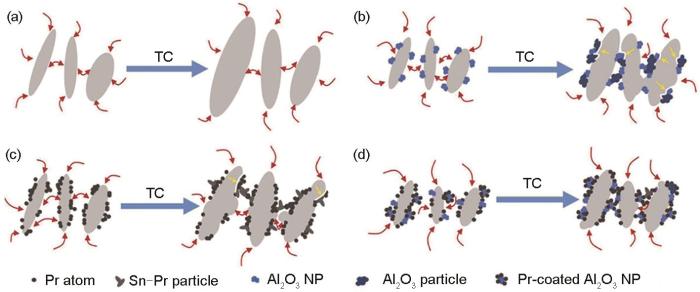



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}