


钛合金的显微组织对其力学性能的影响较大[5]。3D打印制备过程中复杂的热循环作用导致合金存在一系列复杂的组织演化过程[1,3]。宏观上,由于制备过程中沿沉积方向存在较大的温度梯度和较快的冷却速率,合金的组织会呈现出明显的各向异性,即存在沿着沉积方向外延生长的原始β柱状晶粒,且柱状晶可穿过数个沉积层,其尺寸随着试样沉积高度的增加而增加。微观上,由于沉积过程中的循环热作用,使得晶粒内沿着沉积方向上呈现出连续循环变化的α板条组织。Carroll等[12]总结了几种3D打印制备的TC4合金的力学性能,结果表明,沿沉积方向试样的拉伸强度与扫描方向试样基本一致,但前者的塑性较好。分析认为,导致合金沿扫描方向塑性降低的原因主要是:沿着扫描方向拉伸时形成的裂纹更容易沿着原始β柱状晶的晶界扩展,导致降低了该方向上的塑性。Tan等[3]研究了电子束选区熔化制备TC4合金在不同沉积高度位置的拉伸性能,发现合金的强度和加工硬化指数随着取向位置升高而逐渐增加,这种性能上的变化与合金的梯度组织有关。
除了显微组织,织构也是影响合金力学性能的重要因素,尤其是对于具有hcp结构的钛合金来说,相对较少的滑移系使得晶体取向对合金力学性能的影响更为显著[15]。以钛合金中典型的T型织构为例,当施加的应力平行于横向(TD)时,即应力方向垂直于晶体的基面,变形过程中晶体的<a>滑移难以被激活,相反则是需要更大的应力去激活<a+c>滑移;而当施加的应力平行于轧向(RD)时,变形过程中晶体的<a>滑移较为容易被激活,因此使得合金沿着TD方向拉伸时的强度高于RD方向[16,17]。由于3D打印的TC4合金在制备过程中存在近似平行于沉积方向的温度梯度,合金中的原始β晶粒会形成<100>方向与沉积方向平行的丝织构(局部存在立方织构)[18,19,20]。冷却后β相转变为α相,且2者之间符合Burgers取向关系,即(110)β //(0001)α、<111>β //<11
基于上述2个问题,为了解热循环作用下的组织梯度对合金力学性能的影响机制以及α相转变织构对合金各向异性的影响规律,本工作选择EBRM制备的TC4合金块状材料,对合金基体的底部、中间和顶端等位置的显微组织和拉伸性能进行细致地对比分析,研究不同沉积高度的显微组织对合金力学性能的影响。此外,为了进一步澄清引起EBRM制备TC4合金力学性能各向异性的原因,测试了3种不同取向拉伸试样的力学性能,结合相应的晶体织构结果,讨论了织构对合金力学性能的影响规律。
1 实验方法
实验用原材料为采用EBRM制备的TC4块状坯料。坯料尺寸为500 mm (X)×70 mm (Y)×80 mm (Z),其中,X为电子束扫描方向,Z为沉积方向,如图1a所示。材料的成型工艺参数如下:电子束加速电压60 kV;束流35 mA;进给丝材的直径为2.0 mm,进给速率为15 mm/s;堆积厚度约为5.0 mm。基底采用厚度为5 mm的TC4合金板材。
图1

图1
电子束快速成形(EBRM)制备TC4合金的示意图和拉伸试样的取样位置示意图
Fig.1
Schematics of the TC4 alloy produced by electron beam rapid manufacturing (EBRM) (a) and sampling location of tensile specimens (b) (X direction is the electron beam scanning direction, Z direction is the building direction)
经化学分析法测试得合金化学成分(质量分数,%)为:Al 5.52,V 4.23,Fe<0.05,C 0.024,O 0.12,H 0.0014,N 0.003,Ti余量。利用线切割在坯料的底部、中间和顶端分别截取12 mm×10 mm×2 mm的试样用于组织和织构检测。金相试样的腐蚀剂为 HF∶HNO3∶H2O=1∶2.5∶100的溶液(体积比)。利用VHX-1000三维视频显微镜(OM)和S3400N扫描电镜(SEM)观察合金的组织。通过D8 Discover X射线衍射仪(XRD)测定试样的宏观织构。在坯料底部、中间和顶端切取厚度为0.5 mm的样品用以制备透射电镜(TEM)试样。样品经过最初的打磨和冲孔后,进行双喷电解抛光。双喷液为5%高氯酸、35%正丁醇和60%甲醇的混合液(体积比),双喷电压为20 V,温度-25 ℃。采用Tecnai G2 20型TEM观察合金的微观组织形貌。
为了分析EBRM制备的TC4合金在不同高度位置上显微组织对合金力学性能的影响,在合金坯料上沿着X方向抽取不同高度位置的圆柱状拉伸试样。拉伸试样的位置分别位于坯料的底部、中间和顶部。由于随着沉积高度的增加,坯料底部的组织变化显著,因此分别在距离基板10和20 mm的位置处抽取试样。此外,为了研究该合金力学的各向异性,分别在坯料中间的位置沿着与X轴呈45°的方向和Z方向抽取拉伸试样。几个不同位置和取向的拉伸试样分别命名为X-10、X-20、X-M、X-T、45-M和Z-M (如图1b所示)。拉伸试样为标距段直径5 mm、长30 mm的国标试样。选用AG-IC100KN试验机进行拉伸实验,在室温(约为25 ℃)下进行,应变速率为2.5×10−4 s−1。
2 实验结果和分析讨论
2.1 合金的显微组织和织构
合金的组织特征和统计结果见图2和3。合金不同位置的原始β晶粒的尺寸和形态差异较大,在基板位置为细小等轴的原始β晶粒,在基板和合金基体的过渡区域,原始β晶粒的尺寸迅速增大,并且其形状逐渐由等轴状向柱状晶过渡。柱状晶近似沿沉积方向生长,并穿过数个沉积层。靠近基板处柱状晶宽度较小(约0.5 mm),随沉积高度的增加,柱状晶宽度在初始时迅速增大,后续柱状晶宽度增加的趋势变缓,最后柱状晶的宽度维持在约2.6 mm。除了柱状晶组织,在试样上还可以观察到明显的层带间界线,两层带间界线之间的距离约为1.8 mm,这种层带间界线的形成是由EBRM制备过程中电子束循环热作用所导致[14]。合金基体所经历的循环热作用随着基体高度的不同而有所变化,即基体底部所经历的循环热作用次数较多,而基体顶端次数较少,不均匀的循环热作用会导致合金基体显微组织存在整体的梯度变化,这种梯度变化的显微组织如图4所示。合金基体底部、中间和顶端都呈现出典型的片层组织形貌,但α片层尺寸存在明显的差异。在基体底部α片层的平均厚度约为1.8 μm,基体中间α片层的平均厚度约为1.2 μm,而基体顶端的α板条的尺寸厚度只有0.7 μm左右(见图3)。
图2

图2
EBRM制备TC4合金X-Z面的OM像
Fig.2
OM images of substrate and bottom (a), and top (b) of the TC4 alloy produced by EBRM in the X-Z plane (Inset show the high magnified image of square area)
图3

图3
原始β晶粒和α板条宽度与沉积高度的关系
Fig.3
The changes of the prior β grain size and the width of α lath along the building height
图4

图4
EBRM制备TC4合金不同部位的SEM像
Fig.4
SEM images of bottom (a), middle (b) and top (c) of the TC4 alloy produced by EBRM
XRD结果显示,织构的类型并没有随着沉积高度的变化而发生转变,典型的织构如图5所示。在{0001}极图上主要存在着α相的c轴垂直于沉积方向和c轴与沉积方向呈现约45°夹角的织构,而{10
图5
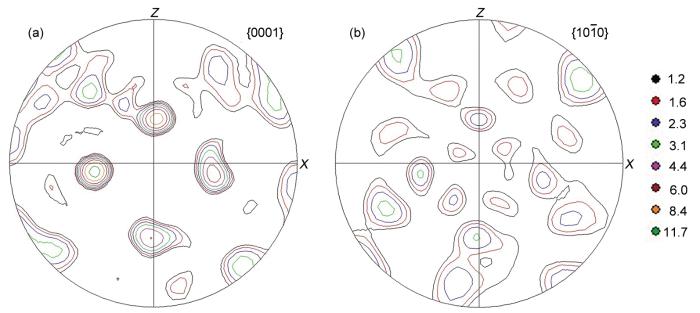
图5
TC4合金α相的{0001}和{10
Fig.5
Pole figures of {0001} (a) and {10
Color online
2.2 合金的拉伸性能
图6给出了合金在不同高度位置沿扫描方向的拉伸性能。由图可见,随着拉伸试样位置的升高,合金的屈服强度没有明显的变化(约800 MPa),但合金的抗拉强度从约870 MPa增加到约910 MPa,合金的断裂伸长率和断面收缩率均有所提高,然而顶端试样X-T的断裂伸长率和断面收缩率相比于X-M略有下降。此外,由对数真应力-对数真应变曲线(图7)可知,底部拉伸试样X-10和X-20具有相近的加工硬化指数(nX-10= nX-20=0.036),要低于拉伸试样X-M (nX-M=0.049),而顶端拉伸样X-T的加工硬化指数最高(nX-T=0.063)。晶粒尺寸是影响合金屈服强度的关键因素之一[27]。由图3可知,随着沉积高度的增加,原始β晶粒的尺寸增加,而α板条的宽度减小。根据Hall-Petch关系可知,原始β晶粒尺寸增加可降低合金的屈服强度,而α板条宽度减小又会提高合金的屈服强度,因此导致合金屈服强度并没有随着试样位置变化而发生明显的改变[3]。
图6

图6
平行于X方向的拉伸试样在不同高度的力学性能
Fig.6
Tensile properties of samples along the X direction at different Z direction height
(a) yield strength and tensile strength
(b) tensile elongation and reduction of area
图7

图7
拉伸试样的对数真应力-对数真应变曲线(应变2.5%~4.6%)和加工硬化指数
Fig.7
True stress-true stain curves plotted on logarithmic axes in plastic portion between 2.5% and 4.6% strain for the tensile samples at different Z direction height and work hardening exponent (σ—true stress, ε—true strain, n—work hardening exponent)
图8给出了在合金底部、中间和顶端位置的TEM像。由图可见,合金顶端存在一定密度的位错,中间的位错密度明显较低,而底部很难观察到位错。分析认为,由于合金沉积的过程中热源的温度较高、冷却速率较快,合金在快速凝固过程中引入一定量的缺陷(点缺陷和位错),后续的热循环过程中的相变和回复作用使部分缺陷消除[28]。合金底部所受热作用的次数高于中间部分,而合金顶端受到的热作用次数较少,因此合金底部的缺陷密度低于中间部分,而合金顶端最高。一般来说,合金中的缺陷使得其在变形过程中位错滑移阻力更大,且易产生大量的交滑移,显著增加合金的加工硬化指数[29]。因此,合金顶端试样X-T的加工硬化指数高于X-M,而底部拉伸试样X-10和X-20的加工硬化指数最小。
图8

图8
TC4合金不同部位的TEM像
Fig.8
TEM images of bottom (a), middle (b) and top (c) of the TC4 alloy produced by EBRM
Suri等[30]研究表明,变形时TC4合金中的α板条界面会在一定程度上阻碍位错的滑移。α板条的细化使得合金形变时引入的位错较为均匀地分布在多个α板条内,减少了局部的应力过度集中,从而使拉伸试样X-10到X-M塑性逐渐提高,而试样X-T塑性的略微降低可能与合金顶端存在一定量的位错有关。此外,增加的塑性和加工硬化指数使得合金最终的抗拉强度也随着拉伸试样位置的升高而有所升高。
2.3 合金的拉伸各向异性
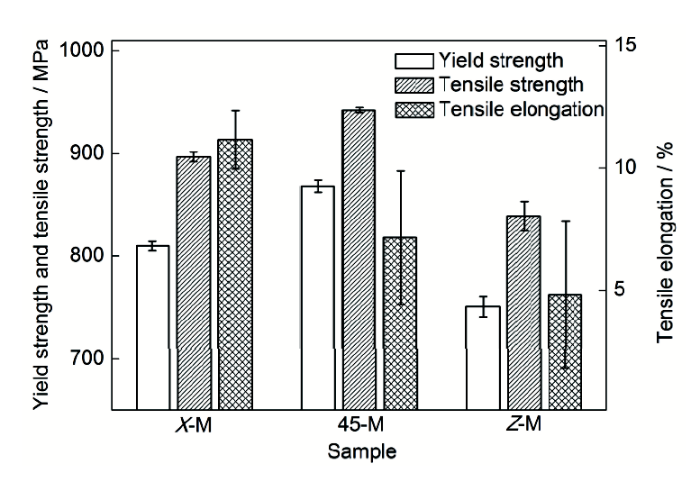
图9给出了3种不同取向试样的拉伸性能。由图可知,合金强度具有明显的各向异性。试样45-M的屈服/抗拉强度明显高于其它2种取向的试样,而试样Z-M的强度最低;试样X-M的断裂延伸率较高,其次为试样45-M,而试样Z-M最低。对于EBRM制备的TC4合金来说,平行于沉积方向的原始β柱状晶组织和α相晶体织构是可能导致其力学各向异性的主要原因。
图9
之前的研究结果[13]表明,原始β晶界以及可能存在晶界的α相可以有效阻止形变时位错的滑移穿过。为了进一步讨论原始β柱状晶对合金各向异性的影响,忽略晶内α板条对合金变形所起的作用,把一个原始β柱状晶视为一个晶粒,这样就可以给出在3个方向上拉伸位错滑移程的示意图,见图10。通常合金的屈服强度与形变中位错有效的滑移程的平方根呈一定的比例关系,即有效的滑移程越短合金的强度越高[3]。假定位错的滑移方向与拉伸最大切应力方向一致,这时试样X-M和试样Z-M具有相似的有效滑移程,而试样45-M的滑移程明显高于其它2种取向试样,由此可以推测出试样45-M的屈服强度要小于试样X-M和Z-M,而试样X-M和Z-M具有相似的屈服强度。显然这与实验测试结果不一致,说明了原始β柱状晶形貌并不是决定合金强度各向异性的主要因素。
图10

图10
晶粒沿不同拉伸方向的滑移程示意图
Fig.10
Schematics of slip length along three different loading directions
(a) X-M sample along the X direction
(b) 45-M sample with 45° angle to the X direction
(c) Z-M sample along the Z direction
XRD织构分析结果表明,EBRM制备的TC4合金具有一定强度的转变α相织构。对于TC4合金来说,α相的柱面和基面滑移是合金变形的主要机制,因此合金变形的难易程度可以大致通过柱面和基面滑移的Schmidt因子大小来衡量,Schmidt因子越大越容易形变,合金的屈服强度越低[23,25]。为了讨论合金织构对其强度各向异性的影响,用XRD分别测得了3种不同取向的反极图,并且在反极图上叠加了相应应力方向上基面和柱面滑移的Schmidt因子等高线,见图11。由图可知,当应力方向平行于X方向时,反极图上存在3处织构:(1) 靠近<11
图11
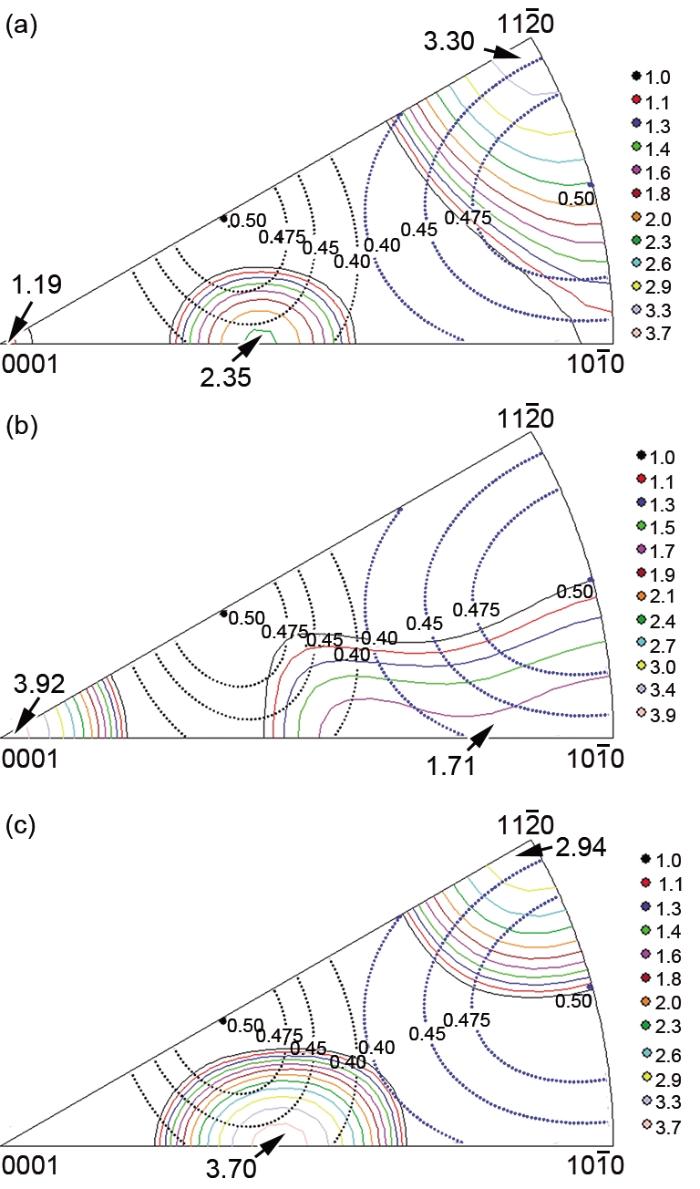
图11
TC4合金沿不同拉伸方向的反极图
Fig.11
Inverse pole figures of TC4 alloy along X direction (a), 45° angle to X direction (b) and Z direction (c) (The black and blue contour lines are the Schmid's factors for basal and prismatic slip in orientation triangle, respectively)
Color online
值得注意的是,Carroll等[12]在3D打印制备的TC4合金中观察到,Z方向和X方向试样的拉伸强度基本一致,并没有明显的强度各向异性。分析认为,这可能与3D打印TC4合金中引入的缺陷有关[4]。相比于显微组织,缺陷的存在可能会对合金的力学性能产生更大的影响,从而使得合金组织引起的强度各向异性不再显著。此外,根据图11可知,X方向试样中易于变形的α相明显少于Z方向试样,而试样45-M中易于变形的α相最少。一般来说,在拉伸过程中,易于变形的α相越少,试样的变形就更易集中在某些易于变形的α相上,从而降低试样整体的塑性。因此,可以推测,试样45-M的塑性应低于试样X-M,而试样Z-M的塑性最好。此外,Ren等[31]证实了原始β晶界可以有效地阻碍裂纹扩展,是合金的强化元素之一。在拉伸过程中,裂纹更倾向于沿着最大切应力的方向发生扩展。由图10可知,对于试样45-M,理论上,裂纹扩展所遇的原始β晶界应少于试样X-M,而裂纹在试样Z-M中扩展所遇的原始β晶界应最多。这也可以推测出试样45-M的塑性最差,而试样Z-M的塑性最好。然而,与推测结果相反,实验测得的数据显示试样Z-M具有最差的塑性。分析认为,试样Z-M的塑性较差可能与EBRM制备过程中引入缺陷的形貌和分布特征有关。汤群[32]发现,在EBRM制备的TC4合金中存在熔合不良缺陷,这种缺陷主要分布在各熔覆层的层间,并且其形貌呈现出沿着X方向存在一定尖锐的角度。熔合不良缺陷使得层与层之间的结合力较低。当合金沿着Z方向拉伸时,熔合不良缺陷的结合面上所受的正应力较大,易于在尖锐的角度处形成较高的应力集中,从而裂纹易于在此处形核,显著地降低试样Z-M的塑性。
3 结论
(1) EBRM制备的TC4合金存在近似平行于Z方向的原始β柱状晶粒,随着沉积高度的增加,柱状晶的宽度初始时迅速增加,后续柱状晶宽度增加的趋势变缓,最终其宽度稳定在2.0 mm左右。由于合金受到多次热循环作用,柱状晶内的α片层尺寸存在着梯度变化,即α板条的尺寸随着沉积高度的增加而减小。此外,合金存在典型的转变α相织构。
(2) 随着X方向拉伸试样位置的升高,合金的屈服强度没有明显的变化,但抗拉强度有所提升;合金的塑性有上升的趋势,而顶端试样X-T的塑性略有下降。合金底部拉伸试样X-10和X-20具有相近的加工硬化指数,低于拉伸试样X-M,而顶端拉伸样X-T的加工硬化指数较高。合金在不同高度位置拉伸性能的变化与合金的梯度组织有关。
(3) 合金具有拉伸性能的各向异性。试样45-M的强度高于平行于X方向(X-M)和平行于Z方向(Z-M)的试样,试样Z-M的强度最低,这种拉伸各向异性主要归因于合金的转变α相织构。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}