

 , 张亮, ZHANG Liang
, 张亮, ZHANG Liang利用DSC、微焊点强度测试仪、SEM、EDS及XRD,研究了Sn0.3Ag0.7Cu、Sn1.0Ag0.5Cu和Sn3.0Ag0.5Cu钎料的熔化特性、润湿性、力学性能、显微组织及相种类。通过TL-1000型高低温循环试验箱测试了-55~125 ℃循环条件下Sn-Ag-Cu焊点的界面层变化。结果表明,随着Ag含量的增加,钎料的熔点变化不大,钎料的润湿角显著降低,N2氛围条件下,3种钎料的润湿性均出现明显的提高。此外,3种焊点的力学性能也随着Ag含量的增加显著提高。Sn0.3Ag0.7Cu、Sn1.0Ag0.5Cu焊点的基体组织存在着少量的Ag3Sn和大颗粒Cu6Sn5化合物,且分布杂乱,Sn3.0Ag0.5Cu焊点的基体组织则相对较为均匀,这也是Sn0.3Ag0.7Cu、Sn1.0Ag0.5Cu焊点的力学性能低于Sn3.0Ag0.5Cu的主要原因。对焊点进行热循环处理,发现3种焊点界面金属间化合物的厚度明显增加,界面层的形貌也由原来扇贝状向层状转化。
SnAgCu solder alloys, such as Sn3.0Ag0.5Cu, Sn3.8Ag0.7Cu and Sn3.9Ag0.6Cu, are widely used for consumer electronics due to their good wettability, high mechanical properties and excellent thermal fatigue reliability. However, the high Ag content in SnAgCu solder can bring about a relatively high cost and poor drop impact reliability because of the formations of thicker brittle Ag3Sn compound during soldering. Therefore, the development of low Ag content SnAgCu solders to satisfy the requirements of electronic production has become a hot topic in this field. In this work, the effects of Sn0.3Ag0.7Cu, Sn1.0Ag0.5Cu and Sn3.0Ag0.5Cu solder on the melting character, wettability, mechanical properties and microstructures, phase composition were investigated by DSC, micro-joint strength tester, SEM, EDS and XRD. Under -55~125 ℃ cyclic conditions, the interfacial layer change of Sn-Ag-Cu solder joints was measured by TL-1000 high and low temperature test chamber. The results showed that, with the Ag content increased, the melting point was not changed, the wetting angle significantly decreased. And the wettability of three solders was improved under N2 atmosphere. Moreover, the mechanical properties of three solder joints were enhanced with the increase of Ag content. The matrix structure of Sn0.3Ag0.7Cu and Sn1.0Ag0.5Cu solder joint have a small amount of Ag3Sn and large Cu6Sn5 particles, and the distribution of particles were disordered. However, the matrix structure of Sn3.0Ag0.5Cu solder joint was obviously uniform. This is the reason that the mechanical properties of Sn0.3Ag0.7Cu and Sn1.0Ag0.5Cu solder joints were lower than that of Sn3.0Ag0.5Cu. In addition, the solder joints were subjected to a thermal cycling reliability test, it was found that the thickness of intermetallic compounds (IMCs) increased, and the morphology of IMCs was gradually changed from scallop-like to planar-like.
传统的Sn37Pb钎料由于熔点适宜(183 ℃)、价格低廉以及优越的可焊性,一直是电子封装中使用最普遍的钎焊材料,对于它的制备工艺以及焊点可靠性等问题,业界已积累了丰富的经验[1]。然而,随着人们环保意识的逐渐增强,Pb及其化合物对人体和环境的危害备受关注。因此,世界各国纷纷通过立法限制和禁止Pb的使用,研究无铅钎料成为当前的热点之一[2~4]。经过十几年的不断探索,对于无铅钎料的研究取得了丰富的成果。目前主要的无铅钎料有SnAg系、SnCu系、SnZn系、SnBi系以及SnAgCu系[5]。其中,高银系(Ag≥3.0%,质量分数) SnAgCu钎料由于优越的综合性能被推荐为SnPb钎料的最佳替代品[6~8]。近几年,围绕增强高银系SnAgCu钎料性能的研究成果占据了无铅钎料总成果一半以上。但是,随着研究的不断深入,高银系钎料在后期的服役过程中易出现粗大的板条状Ag3Sn化合物,导致焊点的抗冲击及抗跌落性能显著降低。同时,较高的Ag含量必然增加钎料的成本,导致市场竞争力下降[9,10]。因此,为了适应市场需要,降低Ag含量成为当前国内外研究的热点。目前,在低银系无铅钎料中,Sn0.3Ag0.7Cu、Sn1.0Ag0.5Cu钎料由于具有明显的成本优势逐渐受到业界的关注。在日本电子工业协会(JEITA)举办的钎料报告会上,SMIC (Senju Metal Industry Co. Ltd)认为,Sn0.3Ag0.7Cu和Sn1.0Ag0.5Cu将成为第二代无铅钎料。然而,随着Ag含量的减少,给SnAgCu钎料润湿性、可靠性等也带来了较大影响。Chen等[11] 研究了Sn0.3Ag0.7Cu和Sn1.0Ag0.5Cu钎料在不同钎剂条件下的润湿性,发现随着Ag含量的降低导致钎料的润湿性下降,且不同的钎剂对低银钎料的润湿性差异较大。Kanlayasiri等[12]研究发现,当Ag的含量降低到0.3%时,钎料的熔点明显增加,固、液相线温度分别为219.4和241.7 ℃,添加适量In元素,显著降低了Sn0.3Ag0.7Cu钎料的熔点。
目前,大多数研究者多集中在高银钎料的性能研究,对于低银Sn0.3Ag0.7Cu和Sn1.0Ag0.5Cu钎料的研究较少。为此,本工作通过对比工业界广泛应用的Sn3.0Ag0.5Cu钎料,研究低银Sn0.3Ag0.7Cu和Sn1.0Ag0.5Cu钎料焊接的组织演化与性能,为后期进一步研究低银钎料提供一定的参考。
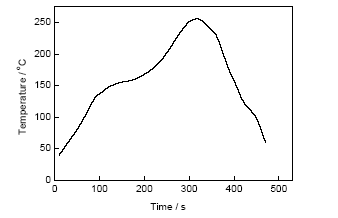
实验材料为日本千住金属工业株式会社生产的Sn0.3Ag0.7Cu、Sn1.0Ag0.5Cu和Sn3.0Ag0.5Cu钎料焊膏。钎料的熔点测试方法参照日本工业标准JIS Z 3198[13]进行,采用STA 449 F3同步热分析仪(DSC)对钎料的熔点进行测量,将15 mg左右的钎料置于Al2O3坩埚中,测试温度范围25~265 ℃,升温速率5 ℃/min。对于3种不同成分钎料,至少测量5组数据。
润湿性的测试选用25 mm×25 mm×1 mm的Cu板,将(0.2±0.01) g焊膏放入Cu板的中心位置进行回流焊(T937回流焊机),采用如
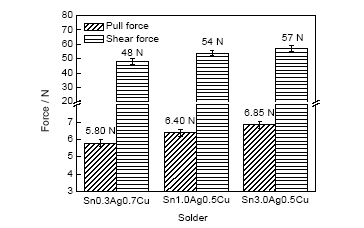
采用STR-1000型微焊点强度测试仪对焊后256引脚四边扁平封装(quad flat package,QFP256)和片式电阻器件分别进行拉伸和剪切测试。为了保证测量的准确性,选择焊点成型较好的器件进行测试,
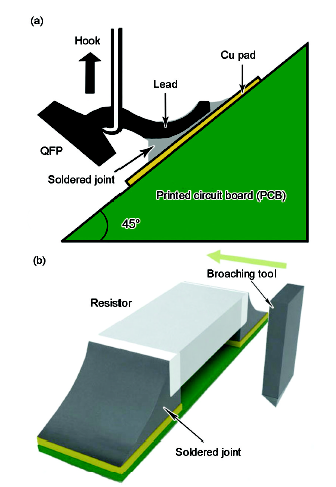
图2 Sn-Ag-Cu焊点的力学性能测试示意图
Fig.2 Schematics of pull force of quad flat package (QFP) (a) and shear test of chip resistor (b) of Sn-Ag-Cu solder joint
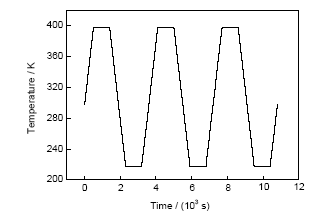
为了分析焊后及热循环条件下焊点的显微组织,将3种不同成分的焊点放入TL-1000型高低温循环试验箱进行热循环实验,温度参数为-55~125 ℃,最高温度和最低温度均保温15 min,升温和降温的速率为12 ℃/min,如
表1 Sn-Ag-Cu钎料的熔化温度
Table 1 Melting temperatures of Sn-Ag-Cu solder(℃)
式中,
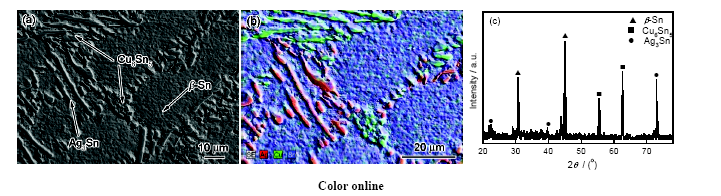
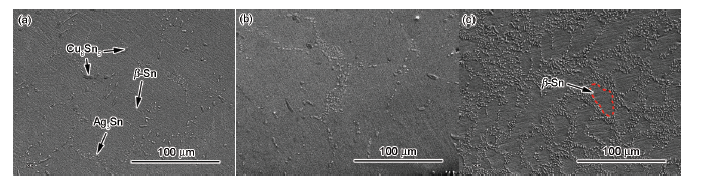
图7 Sn3.0Ag0.5Cu焊点的SEM像、EDS面扫描图及XRD谱
Fig.7 SEM image (a), EDS elemental distribution map (b) and XRD spectrum (c) of Sn3.0Ag0.5Cu solder joint
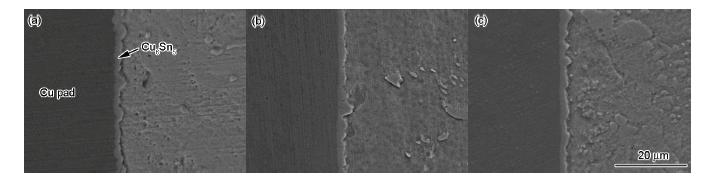
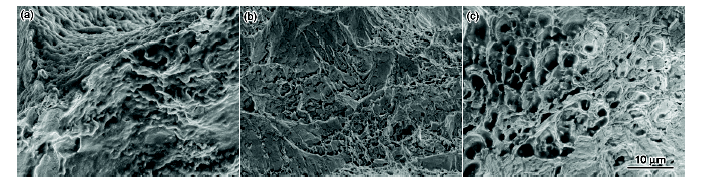
图9 Sn-Ag-Cu焊点界面层的SEM像
Fig.9 SEM images of interface layers of Sn0.3Ag0.7Cu (a), Sn1.0Ag0.5Cu (b) and Sn3.0Ag0.5Cu (c) solder joints
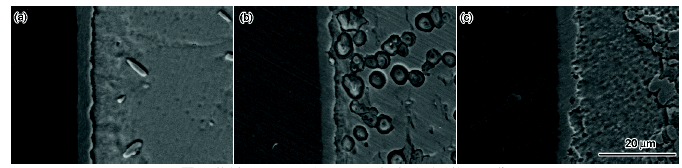
图10 热循环500 cyc后Sn-Ag-Cu焊点界面层的SEM像
Fig.10 SEM images of interface layers of Sn0.3Ag0.7Cu (a), Sn1.0Ag0.5Cu (b) and Sn3.0Ag0.5Cu (c) solder joints after 500 cyc
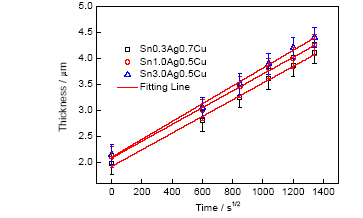
为了更好地分析不同Ag含量对焊点界面层的影响,可以通过对界面层厚度的变化进行分析,计算不同Ag含量的扩散系数。
式中,
利用
对式(2)和(3)进一步分析,可以得出3种钎料焊点界面层的初始值与Cu和Sn的互扩散系数。可见,当Ag含量为0.3%时,Cu和Sn的互扩散系数为0.0092 μm2/h,继续增加到1.0%时,Cu和Sn的互扩散系数为0.0093 μm2/h,当Ag含量达到3.0%时,Cu和Sn的互扩散系数为0.0105 μm2/h,表明Sn3.0Ag0.5Cu焊点界面层的生长速率高于Sn1.0Ag0.5Cu和Sn0.3Ag0.7Cu。
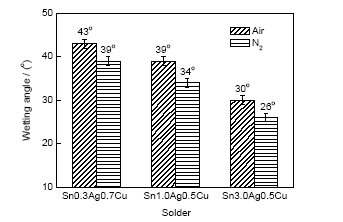
(1) 随着Ag含量的增加,钎料的熔点变化不大,钎料的润湿角显著降低,焊点的力学性能明显增加。N2氛围条件下,3种钎料的润湿性均出现明显的提高。
(2) Sn0.3Ag0.7Cu、Sn1.0Ag0.5Cu焊点基体组织存在着少量的Ag3Sn和大颗粒Cu6Sn5,分布杂乱,Sn3.0Ag0.5Cu焊点的基体组织则相对较为均匀,焊点的共晶组织增大,
(3) 热循环条件下,3种焊点的界面层形貌由扇贝状向层状转化,界面IMC厚度均明显增加,且界面层厚度与时间的平方根成正比。此外,当Ag的含量增加时,焊点界面层的扩散系数也随之增加。
The authors have declared that no competing interests exist.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}