Research on the mechanism of wetting and low-temperature bonding of graphite and ceramics by Sn-Ti
1
2019
... 润湿是实现钎焊的前提,钎料的润湿性直接影响接头质量.在钎焊过程中,润湿性表现为钎料在母材表面的铺展能力,通过Young's方程表征,如图1所示,润湿角θ < 90°为润湿态,θ = 90°为临界状态,θ > 90°为非润湿态.依据界面反应特征,润湿分为反应润湿和溶解型润湿两类:前者指活性元素(如Ti、Cr)与母材反应生成新相层(如TiC、TiN),显著降低固/液界面能;后者指母材元素(如Cu、Al)溶入钎料,通过改变成分和界面张力促进铺展[1].为改善钎料在母材表面的润湿性,可在钎料中添加Ti、Zr、Cr、V等活性元素,这些元素与母材发生反应可以促进钎料在母材表面的铺展,从而达到良好的润湿效果[2].Fu等[3]研究发现,Ti元素的添加能够显著改善Sn0.3Ag0.7Cu钎料在AlN基板上的润湿性;但当Ti含量超过一定值时,体系中会形成Ti-Sn IMCs并伴随过量Ti的溶解,这些因素共同作用会阻碍钎料液滴的铺展,从而导致润湿角增大.隋然和林巧力[4]研究了熔融SAC-xTi/Si (其中,SAC为Sn0.3Ag0.7Cu)与单晶Si表面的润湿行为,结果表明,SAC-xTi/Si体系属于惰性润湿体系,且Ti元素的加入改善了SAC钎料在单晶Si表面的润湿性.李锴等[5]在WCo75钎料中加入金属Nb,结果表明,Nb能够显著改善钎料的润湿性,润湿角由约20°减小至5°左右. ...
Sn-Ti对石墨和陶瓷的润湿及低温连接机理研究
1
2019
... 润湿是实现钎焊的前提,钎料的润湿性直接影响接头质量.在钎焊过程中,润湿性表现为钎料在母材表面的铺展能力,通过Young's方程表征,如图1所示,润湿角θ < 90°为润湿态,θ = 90°为临界状态,θ > 90°为非润湿态.依据界面反应特征,润湿分为反应润湿和溶解型润湿两类:前者指活性元素(如Ti、Cr)与母材反应生成新相层(如TiC、TiN),显著降低固/液界面能;后者指母材元素(如Cu、Al)溶入钎料,通过改变成分和界面张力促进铺展[1].为改善钎料在母材表面的润湿性,可在钎料中添加Ti、Zr、Cr、V等活性元素,这些元素与母材发生反应可以促进钎料在母材表面的铺展,从而达到良好的润湿效果[2].Fu等[3]研究发现,Ti元素的添加能够显著改善Sn0.3Ag0.7Cu钎料在AlN基板上的润湿性;但当Ti含量超过一定值时,体系中会形成Ti-Sn IMCs并伴随过量Ti的溶解,这些因素共同作用会阻碍钎料液滴的铺展,从而导致润湿角增大.隋然和林巧力[4]研究了熔融SAC-xTi/Si (其中,SAC为Sn0.3Ag0.7Cu)与单晶Si表面的润湿行为,结果表明,SAC-xTi/Si体系属于惰性润湿体系,且Ti元素的加入改善了SAC钎料在单晶Si表面的润湿性.李锴等[5]在WCo75钎料中加入金属Nb,结果表明,Nb能够显著改善钎料的润湿性,润湿角由约20°减小至5°左右. ...
Wetting of AgCu-Ti filler on porous Si3N4 ceramic and brazing of the ceramic to TiAl alloy
1
2018
... 润湿是实现钎焊的前提,钎料的润湿性直接影响接头质量.在钎焊过程中,润湿性表现为钎料在母材表面的铺展能力,通过Young's方程表征,如图1所示,润湿角θ < 90°为润湿态,θ = 90°为临界状态,θ > 90°为非润湿态.依据界面反应特征,润湿分为反应润湿和溶解型润湿两类:前者指活性元素(如Ti、Cr)与母材反应生成新相层(如TiC、TiN),显著降低固/液界面能;后者指母材元素(如Cu、Al)溶入钎料,通过改变成分和界面张力促进铺展[1].为改善钎料在母材表面的润湿性,可在钎料中添加Ti、Zr、Cr、V等活性元素,这些元素与母材发生反应可以促进钎料在母材表面的铺展,从而达到良好的润湿效果[2].Fu等[3]研究发现,Ti元素的添加能够显著改善Sn0.3Ag0.7Cu钎料在AlN基板上的润湿性;但当Ti含量超过一定值时,体系中会形成Ti-Sn IMCs并伴随过量Ti的溶解,这些因素共同作用会阻碍钎料液滴的铺展,从而导致润湿角增大.隋然和林巧力[4]研究了熔融SAC-xTi/Si (其中,SAC为Sn0.3Ag0.7Cu)与单晶Si表面的润湿行为,结果表明,SAC-xTi/Si体系属于惰性润湿体系,且Ti元素的加入改善了SAC钎料在单晶Si表面的润湿性.李锴等[5]在WCo75钎料中加入金属Nb,结果表明,Nb能够显著改善钎料的润湿性,润湿角由约20°减小至5°左右. ...
Effect of Ti content on the wetting behavior of Sn0.3Ag0.7Cu/AlN system
8
2017
... 润湿是实现钎焊的前提,钎料的润湿性直接影响接头质量.在钎焊过程中,润湿性表现为钎料在母材表面的铺展能力,通过Young's方程表征,如图1所示,润湿角θ < 90°为润湿态,θ = 90°为临界状态,θ > 90°为非润湿态.依据界面反应特征,润湿分为反应润湿和溶解型润湿两类:前者指活性元素(如Ti、Cr)与母材反应生成新相层(如TiC、TiN),显著降低固/液界面能;后者指母材元素(如Cu、Al)溶入钎料,通过改变成分和界面张力促进铺展[1].为改善钎料在母材表面的润湿性,可在钎料中添加Ti、Zr、Cr、V等活性元素,这些元素与母材发生反应可以促进钎料在母材表面的铺展,从而达到良好的润湿效果[2].Fu等[3]研究发现,Ti元素的添加能够显著改善Sn0.3Ag0.7Cu钎料在AlN基板上的润湿性;但当Ti含量超过一定值时,体系中会形成Ti-Sn IMCs并伴随过量Ti的溶解,这些因素共同作用会阻碍钎料液滴的铺展,从而导致润湿角增大.隋然和林巧力[4]研究了熔融SAC-xTi/Si (其中,SAC为Sn0.3Ag0.7Cu)与单晶Si表面的润湿行为,结果表明,SAC-xTi/Si体系属于惰性润湿体系,且Ti元素的加入改善了SAC钎料在单晶Si表面的润湿性.李锴等[5]在WCo75钎料中加入金属Nb,结果表明,Nb能够显著改善钎料的润湿性,润湿角由约20°减小至5°左右. ...
... 钎焊在连接异种材料及结构时具有较明显优势,尤其针对熔点差异较大的异种材料、高温合金与陶瓷材料及复合材料等,可通过合理选择工艺参数、设计成分合理的钎料或中间层材料、构建表面微结构等措施实现异种材料的可靠连接.钎焊接头应力调控方法的优势与局限如表1[3]所示. ...
... 钎焊接头应力调控方法的优势与局限[3] ...
... Advantages and limitations of stress control methods of brazed joints[3] ...
... 钎焊接头界面冶金结合完整性、致密性及微观结构特性直接决定了接头的承载强度、介质密封性能以及在复杂环境(腐蚀、疲劳、高温)下的长期服役寿命和可靠性.钎焊接头界面结合的形成是一个动态物理化学过程,该过程始于熔融钎料在母材表面的润湿和毛细铺展,良好的润湿确保钎料紧密附着母材,毛细力则驱动其充分填充接头间隙,在此基础上,高温触发了界面冶金反应,钎料与母材元素跨越界面进行互扩散,溶解与扩散的共同作用导致界面区域成分重组,发生化学反应并形成新相.因此,高性能界面结合的本质是以良好润湿为起点,通过精确调控冶金反应实现的冶金连接.Fu等[3]探究了Sn0.3Ag0.7Cu(SAC)-xTi/AlN体系的润湿性,升温过程中呈现三个阶段:500~650 ℃为熔化期,SAC-xTi从固态转为液态,界面未发生反应,润湿角大致保持稳定;650~750 ℃是快速铺展期,Ti与AlN发生反应且生成TiN产物,润湿角迅速变小;750~1050 ℃属于缓慢铺展期,TiN主要沿厚度方向生长,铺展速度减慢.图6[3]为不同Ti含量下润湿角随温度的变化及1050 ℃时的投影图像.当Ti含量较高时,Sn与Ti亲和力较强,钎料液相中形成大量固态Sn-Ti IMCs,降低熔体流动性,进而阻碍液滴铺展. ...
... [3]为不同Ti含量下润湿角随温度的变化及1050 ℃时的投影图像.当Ti含量较高时,Sn与Ti亲和力较强,钎料液相中形成大量固态Sn-Ti IMCs,降低熔体流动性,进而阻碍液滴铺展. ...
... [
3]
Variations of contact angle with temperature for different Ti contents and corresponding projective images obtained by camera at 1050 <sup>o</sup>C (insets)<sup>[<xref ref-type="bibr" rid="R3">3</xref>]</sup> (SAC—Sn<sub>0.3</sub>Ag<sub>0.7</sub>Cu)Fig.6![]()
钎焊界面强化主要依赖机械锁合、冶金强化及残余应力调控.机械锁合通过母材表面微观粗糙化处理或设计三维互锁结构,使凝固钎料与之形成物理锚定,提升界面结合力和抗剥离能力.残余应力调控则通过优化热膨胀匹配、使用中间层、梯度设计及焊后退火缓解热应力.冶金强化包含固溶强化和第二相强化.宋延宇[68]采用纳秒激光在Si3N4表面不仅制备出微凹坑阵列结构,如图7[68]所示,还促使Si3N4分解形成Si沉淀相并覆盖其表面顶部.与原始Si3N4相比,经激光表面改性后的Si3N4与Cu结合效果显著提升,成功实现二者间的无缝结合界面.一方面,激光诱导生成的Si沉淀相与Cu形成牢固化学键;另一方面,结合过程中Cu填充了Si3N4表面的微米级结构,最终形成界面呈褶皱状、无缺陷的Si3N4/Cu接头.这种褶皱状界面能提供有效微观机械互锁作用,抑制裂纹扩展,其最大剪切强度达15.26 MPa.Liu等[69]研究发现,GH99与BNi-5a钎焊接头在最优工艺参数下,界面形成了Ni-Cr-Co固溶体组织,Cr、Co等元素固溶在Ni基体中产生晶格畸变,能有效阻碍位错运动,从而起到固溶强化的作用,使接头最大剪切强度达546 MPa. ...
... [
3] (SAC—Sn
0.3Ag
0.7Cu)
Fig.6![]()
钎焊界面强化主要依赖机械锁合、冶金强化及残余应力调控.机械锁合通过母材表面微观粗糙化处理或设计三维互锁结构,使凝固钎料与之形成物理锚定,提升界面结合力和抗剥离能力.残余应力调控则通过优化热膨胀匹配、使用中间层、梯度设计及焊后退火缓解热应力.冶金强化包含固溶强化和第二相强化.宋延宇[68]采用纳秒激光在Si3N4表面不仅制备出微凹坑阵列结构,如图7[68]所示,还促使Si3N4分解形成Si沉淀相并覆盖其表面顶部.与原始Si3N4相比,经激光表面改性后的Si3N4与Cu结合效果显著提升,成功实现二者间的无缝结合界面.一方面,激光诱导生成的Si沉淀相与Cu形成牢固化学键;另一方面,结合过程中Cu填充了Si3N4表面的微米级结构,最终形成界面呈褶皱状、无缺陷的Si3N4/Cu接头.这种褶皱状界面能提供有效微观机械互锁作用,抑制裂纹扩展,其最大剪切强度达15.26 MPa.Liu等[69]研究发现,GH99与BNi-5a钎焊接头在最优工艺参数下,界面形成了Ni-Cr-Co固溶体组织,Cr、Co等元素固溶在Ni基体中产生晶格畸变,能有效阻碍位错运动,从而起到固溶强化的作用,使接头最大剪切强度达546 MPa. ...
Wetting behavior of monocrystalline Si by SnAgCu-xTi alloys
1
2020
... 润湿是实现钎焊的前提,钎料的润湿性直接影响接头质量.在钎焊过程中,润湿性表现为钎料在母材表面的铺展能力,通过Young's方程表征,如图1所示,润湿角θ < 90°为润湿态,θ = 90°为临界状态,θ > 90°为非润湿态.依据界面反应特征,润湿分为反应润湿和溶解型润湿两类:前者指活性元素(如Ti、Cr)与母材反应生成新相层(如TiC、TiN),显著降低固/液界面能;后者指母材元素(如Cu、Al)溶入钎料,通过改变成分和界面张力促进铺展[1].为改善钎料在母材表面的润湿性,可在钎料中添加Ti、Zr、Cr、V等活性元素,这些元素与母材发生反应可以促进钎料在母材表面的铺展,从而达到良好的润湿效果[2].Fu等[3]研究发现,Ti元素的添加能够显著改善Sn0.3Ag0.7Cu钎料在AlN基板上的润湿性;但当Ti含量超过一定值时,体系中会形成Ti-Sn IMCs并伴随过量Ti的溶解,这些因素共同作用会阻碍钎料液滴的铺展,从而导致润湿角增大.隋然和林巧力[4]研究了熔融SAC-xTi/Si (其中,SAC为Sn0.3Ag0.7Cu)与单晶Si表面的润湿行为,结果表明,SAC-xTi/Si体系属于惰性润湿体系,且Ti元素的加入改善了SAC钎料在单晶Si表面的润湿性.李锴等[5]在WCo75钎料中加入金属Nb,结果表明,Nb能够显著改善钎料的润湿性,润湿角由约20°减小至5°左右. ...
SnAgCu-xTi在单晶硅表面的润湿行为
1
2020
... 润湿是实现钎焊的前提,钎料的润湿性直接影响接头质量.在钎焊过程中,润湿性表现为钎料在母材表面的铺展能力,通过Young's方程表征,如图1所示,润湿角θ < 90°为润湿态,θ = 90°为临界状态,θ > 90°为非润湿态.依据界面反应特征,润湿分为反应润湿和溶解型润湿两类:前者指活性元素(如Ti、Cr)与母材反应生成新相层(如TiC、TiN),显著降低固/液界面能;后者指母材元素(如Cu、Al)溶入钎料,通过改变成分和界面张力促进铺展[1].为改善钎料在母材表面的润湿性,可在钎料中添加Ti、Zr、Cr、V等活性元素,这些元素与母材发生反应可以促进钎料在母材表面的铺展,从而达到良好的润湿效果[2].Fu等[3]研究发现,Ti元素的添加能够显著改善Sn0.3Ag0.7Cu钎料在AlN基板上的润湿性;但当Ti含量超过一定值时,体系中会形成Ti-Sn IMCs并伴随过量Ti的溶解,这些因素共同作用会阻碍钎料液滴的铺展,从而导致润湿角增大.隋然和林巧力[4]研究了熔融SAC-xTi/Si (其中,SAC为Sn0.3Ag0.7Cu)与单晶Si表面的润湿行为,结果表明,SAC-xTi/Si体系属于惰性润湿体系,且Ti元素的加入改善了SAC钎料在单晶Si表面的润湿性.李锴等[5]在WCo75钎料中加入金属Nb,结果表明,Nb能够显著改善钎料的润湿性,润湿角由约20°减小至5°左右. ...
Influence of Nb on Co-based brazing filler metal
1
2013
... 润湿是实现钎焊的前提,钎料的润湿性直接影响接头质量.在钎焊过程中,润湿性表现为钎料在母材表面的铺展能力,通过Young's方程表征,如图1所示,润湿角θ < 90°为润湿态,θ = 90°为临界状态,θ > 90°为非润湿态.依据界面反应特征,润湿分为反应润湿和溶解型润湿两类:前者指活性元素(如Ti、Cr)与母材反应生成新相层(如TiC、TiN),显著降低固/液界面能;后者指母材元素(如Cu、Al)溶入钎料,通过改变成分和界面张力促进铺展[1].为改善钎料在母材表面的润湿性,可在钎料中添加Ti、Zr、Cr、V等活性元素,这些元素与母材发生反应可以促进钎料在母材表面的铺展,从而达到良好的润湿效果[2].Fu等[3]研究发现,Ti元素的添加能够显著改善Sn0.3Ag0.7Cu钎料在AlN基板上的润湿性;但当Ti含量超过一定值时,体系中会形成Ti-Sn IMCs并伴随过量Ti的溶解,这些因素共同作用会阻碍钎料液滴的铺展,从而导致润湿角增大.隋然和林巧力[4]研究了熔融SAC-xTi/Si (其中,SAC为Sn0.3Ag0.7Cu)与单晶Si表面的润湿行为,结果表明,SAC-xTi/Si体系属于惰性润湿体系,且Ti元素的加入改善了SAC钎料在单晶Si表面的润湿性.李锴等[5]在WCo75钎料中加入金属Nb,结果表明,Nb能够显著改善钎料的润湿性,润湿角由约20°减小至5°左右. ...
金属Nb对Co基钎料焊接的影响
1
2013
... 润湿是实现钎焊的前提,钎料的润湿性直接影响接头质量.在钎焊过程中,润湿性表现为钎料在母材表面的铺展能力,通过Young's方程表征,如图1所示,润湿角θ < 90°为润湿态,θ = 90°为临界状态,θ > 90°为非润湿态.依据界面反应特征,润湿分为反应润湿和溶解型润湿两类:前者指活性元素(如Ti、Cr)与母材反应生成新相层(如TiC、TiN),显著降低固/液界面能;后者指母材元素(如Cu、Al)溶入钎料,通过改变成分和界面张力促进铺展[1].为改善钎料在母材表面的润湿性,可在钎料中添加Ti、Zr、Cr、V等活性元素,这些元素与母材发生反应可以促进钎料在母材表面的铺展,从而达到良好的润湿效果[2].Fu等[3]研究发现,Ti元素的添加能够显著改善Sn0.3Ag0.7Cu钎料在AlN基板上的润湿性;但当Ti含量超过一定值时,体系中会形成Ti-Sn IMCs并伴随过量Ti的溶解,这些因素共同作用会阻碍钎料液滴的铺展,从而导致润湿角增大.隋然和林巧力[4]研究了熔融SAC-xTi/Si (其中,SAC为Sn0.3Ag0.7Cu)与单晶Si表面的润湿行为,结果表明,SAC-xTi/Si体系属于惰性润湿体系,且Ti元素的加入改善了SAC钎料在单晶Si表面的润湿性.李锴等[5]在WCo75钎料中加入金属Nb,结果表明,Nb能够显著改善钎料的润湿性,润湿角由约20°减小至5°左右. ...
Review of the research on the control of the residual stress in ceramic-metal joints
1
2024
... 钎焊冷却过程中,因异种材料热膨胀系数失配,接头内极易产生残余应力而影响接头性能.针对界面反应与残余应力的常用调控方法,包括复合钎料法、中间层法及表面结构设计法.复合钎料法指向钎料中添加低热膨胀系数材料,调节整体膨胀系数以缓解热失配应力;中间层法是通过在母材间设置单/复合中间层,借助塑性变形或热膨胀系数梯度设计实现应力释放;表面结构设计法是在一侧母材表面构筑微结构,形成混合区以实现性能梯度过渡,优化应力分布[6].Wang等[7]在连接ZrO2陶瓷和Nb时向AgCuTi钎料中加入Mo颗粒,Mo的引入有效抑制了接头中Ti-Cu大块金属间化合物的形成,且Mo颗粒在钎缝中均匀分布,接头强度较不加入Mo的钎焊接头提高了97%.Singh等[8]研究了Mo、W中间层对Si3N4-镍基高温合金接头显微组织和力学性能的影响,结果表明,Mo、W中间层的加入使接头的力学性能显著提高.此外,采用Cu和Mo复合中间层对TC4-C/C复合材料进行钎焊的研究[9]表明,中间层的加入降低了界面残余应力,提高了接头的力学性能.李星仪[10]针对Cf/SiC复合材料与GH99高温合金的连接难题,采用纳秒激光在Cf/SiC表面预制盲孔结构,并辅以石墨烯纳米片(GNPs)增强TiNiCu复合钎料,可形成机械啮合与钉扎效应,有效延长了裂纹扩展路径,从而大幅提升接头强度. ...
陶瓷-金属接头残余应力调控研究综述
1
2024
... 钎焊冷却过程中,因异种材料热膨胀系数失配,接头内极易产生残余应力而影响接头性能.针对界面反应与残余应力的常用调控方法,包括复合钎料法、中间层法及表面结构设计法.复合钎料法指向钎料中添加低热膨胀系数材料,调节整体膨胀系数以缓解热失配应力;中间层法是通过在母材间设置单/复合中间层,借助塑性变形或热膨胀系数梯度设计实现应力释放;表面结构设计法是在一侧母材表面构筑微结构,形成混合区以实现性能梯度过渡,优化应力分布[6].Wang等[7]在连接ZrO2陶瓷和Nb时向AgCuTi钎料中加入Mo颗粒,Mo的引入有效抑制了接头中Ti-Cu大块金属间化合物的形成,且Mo颗粒在钎缝中均匀分布,接头强度较不加入Mo的钎焊接头提高了97%.Singh等[8]研究了Mo、W中间层对Si3N4-镍基高温合金接头显微组织和力学性能的影响,结果表明,Mo、W中间层的加入使接头的力学性能显著提高.此外,采用Cu和Mo复合中间层对TC4-C/C复合材料进行钎焊的研究[9]表明,中间层的加入降低了界面残余应力,提高了接头的力学性能.李星仪[10]针对Cf/SiC复合材料与GH99高温合金的连接难题,采用纳秒激光在Cf/SiC表面预制盲孔结构,并辅以石墨烯纳米片(GNPs)增强TiNiCu复合钎料,可形成机械啮合与钉扎效应,有效延长了裂纹扩展路径,从而大幅提升接头强度. ...
Interfacial microstructure and mechanical properties of zirconia ceramic and niobium joints vacuum brazed with two Ag-based active filler metals
1
2016
... 钎焊冷却过程中,因异种材料热膨胀系数失配,接头内极易产生残余应力而影响接头性能.针对界面反应与残余应力的常用调控方法,包括复合钎料法、中间层法及表面结构设计法.复合钎料法指向钎料中添加低热膨胀系数材料,调节整体膨胀系数以缓解热失配应力;中间层法是通过在母材间设置单/复合中间层,借助塑性变形或热膨胀系数梯度设计实现应力释放;表面结构设计法是在一侧母材表面构筑微结构,形成混合区以实现性能梯度过渡,优化应力分布[6].Wang等[7]在连接ZrO2陶瓷和Nb时向AgCuTi钎料中加入Mo颗粒,Mo的引入有效抑制了接头中Ti-Cu大块金属间化合物的形成,且Mo颗粒在钎缝中均匀分布,接头强度较不加入Mo的钎焊接头提高了97%.Singh等[8]研究了Mo、W中间层对Si3N4-镍基高温合金接头显微组织和力学性能的影响,结果表明,Mo、W中间层的加入使接头的力学性能显著提高.此外,采用Cu和Mo复合中间层对TC4-C/C复合材料进行钎焊的研究[9]表明,中间层的加入降低了界面残余应力,提高了接头的力学性能.李星仪[10]针对Cf/SiC复合材料与GH99高温合金的连接难题,采用纳秒激光在Cf/SiC表面预制盲孔结构,并辅以石墨烯纳米片(GNPs)增强TiNiCu复合钎料,可形成机械啮合与钉扎效应,有效延长了裂纹扩展路径,从而大幅提升接头强度. ...
Effect of Mo and W interlayers on microstructure and mechanical properties of Si3N4-nickel-base superalloy joints
1
2023
... 钎焊冷却过程中,因异种材料热膨胀系数失配,接头内极易产生残余应力而影响接头性能.针对界面反应与残余应力的常用调控方法,包括复合钎料法、中间层法及表面结构设计法.复合钎料法指向钎料中添加低热膨胀系数材料,调节整体膨胀系数以缓解热失配应力;中间层法是通过在母材间设置单/复合中间层,借助塑性变形或热膨胀系数梯度设计实现应力释放;表面结构设计法是在一侧母材表面构筑微结构,形成混合区以实现性能梯度过渡,优化应力分布[6].Wang等[7]在连接ZrO2陶瓷和Nb时向AgCuTi钎料中加入Mo颗粒,Mo的引入有效抑制了接头中Ti-Cu大块金属间化合物的形成,且Mo颗粒在钎缝中均匀分布,接头强度较不加入Mo的钎焊接头提高了97%.Singh等[8]研究了Mo、W中间层对Si3N4-镍基高温合金接头显微组织和力学性能的影响,结果表明,Mo、W中间层的加入使接头的力学性能显著提高.此外,采用Cu和Mo复合中间层对TC4-C/C复合材料进行钎焊的研究[9]表明,中间层的加入降低了界面残余应力,提高了接头的力学性能.李星仪[10]针对Cf/SiC复合材料与GH99高温合金的连接难题,采用纳秒激光在Cf/SiC表面预制盲孔结构,并辅以石墨烯纳米片(GNPs)增强TiNiCu复合钎料,可形成机械啮合与钉扎效应,有效延长了裂纹扩展路径,从而大幅提升接头强度. ...
Active brazing carbon/carbon composite to TC4 with Cu and Mo composite interlayers
1
2009
... 钎焊冷却过程中,因异种材料热膨胀系数失配,接头内极易产生残余应力而影响接头性能.针对界面反应与残余应力的常用调控方法,包括复合钎料法、中间层法及表面结构设计法.复合钎料法指向钎料中添加低热膨胀系数材料,调节整体膨胀系数以缓解热失配应力;中间层法是通过在母材间设置单/复合中间层,借助塑性变形或热膨胀系数梯度设计实现应力释放;表面结构设计法是在一侧母材表面构筑微结构,形成混合区以实现性能梯度过渡,优化应力分布[6].Wang等[7]在连接ZrO2陶瓷和Nb时向AgCuTi钎料中加入Mo颗粒,Mo的引入有效抑制了接头中Ti-Cu大块金属间化合物的形成,且Mo颗粒在钎缝中均匀分布,接头强度较不加入Mo的钎焊接头提高了97%.Singh等[8]研究了Mo、W中间层对Si3N4-镍基高温合金接头显微组织和力学性能的影响,结果表明,Mo、W中间层的加入使接头的力学性能显著提高.此外,采用Cu和Mo复合中间层对TC4-C/C复合材料进行钎焊的研究[9]表明,中间层的加入降低了界面残余应力,提高了接头的力学性能.李星仪[10]针对Cf/SiC复合材料与GH99高温合金的连接难题,采用纳秒激光在Cf/SiC表面预制盲孔结构,并辅以石墨烯纳米片(GNPs)增强TiNiCu复合钎料,可形成机械啮合与钉扎效应,有效延长了裂纹扩展路径,从而大幅提升接头强度. ...
GNPs reinforced composite filler alloy design & brazing process and mechansim of Cf/SiC-GH99
1
2021
... 钎焊冷却过程中,因异种材料热膨胀系数失配,接头内极易产生残余应力而影响接头性能.针对界面反应与残余应力的常用调控方法,包括复合钎料法、中间层法及表面结构设计法.复合钎料法指向钎料中添加低热膨胀系数材料,调节整体膨胀系数以缓解热失配应力;中间层法是通过在母材间设置单/复合中间层,借助塑性变形或热膨胀系数梯度设计实现应力释放;表面结构设计法是在一侧母材表面构筑微结构,形成混合区以实现性能梯度过渡,优化应力分布[6].Wang等[7]在连接ZrO2陶瓷和Nb时向AgCuTi钎料中加入Mo颗粒,Mo的引入有效抑制了接头中Ti-Cu大块金属间化合物的形成,且Mo颗粒在钎缝中均匀分布,接头强度较不加入Mo的钎焊接头提高了97%.Singh等[8]研究了Mo、W中间层对Si3N4-镍基高温合金接头显微组织和力学性能的影响,结果表明,Mo、W中间层的加入使接头的力学性能显著提高.此外,采用Cu和Mo复合中间层对TC4-C/C复合材料进行钎焊的研究[9]表明,中间层的加入降低了界面残余应力,提高了接头的力学性能.李星仪[10]针对Cf/SiC复合材料与GH99高温合金的连接难题,采用纳秒激光在Cf/SiC表面预制盲孔结构,并辅以石墨烯纳米片(GNPs)增强TiNiCu复合钎料,可形成机械啮合与钉扎效应,有效延长了裂纹扩展路径,从而大幅提升接头强度. ...
GNPs增强复合钎料设计及其钎焊Cf/SiC-GH99工艺和机理研究
1
2021
... 钎焊冷却过程中,因异种材料热膨胀系数失配,接头内极易产生残余应力而影响接头性能.针对界面反应与残余应力的常用调控方法,包括复合钎料法、中间层法及表面结构设计法.复合钎料法指向钎料中添加低热膨胀系数材料,调节整体膨胀系数以缓解热失配应力;中间层法是通过在母材间设置单/复合中间层,借助塑性变形或热膨胀系数梯度设计实现应力释放;表面结构设计法是在一侧母材表面构筑微结构,形成混合区以实现性能梯度过渡,优化应力分布[6].Wang等[7]在连接ZrO2陶瓷和Nb时向AgCuTi钎料中加入Mo颗粒,Mo的引入有效抑制了接头中Ti-Cu大块金属间化合物的形成,且Mo颗粒在钎缝中均匀分布,接头强度较不加入Mo的钎焊接头提高了97%.Singh等[8]研究了Mo、W中间层对Si3N4-镍基高温合金接头显微组织和力学性能的影响,结果表明,Mo、W中间层的加入使接头的力学性能显著提高.此外,采用Cu和Mo复合中间层对TC4-C/C复合材料进行钎焊的研究[9]表明,中间层的加入降低了界面残余应力,提高了接头的力学性能.李星仪[10]针对Cf/SiC复合材料与GH99高温合金的连接难题,采用纳秒激光在Cf/SiC表面预制盲孔结构,并辅以石墨烯纳米片(GNPs)增强TiNiCu复合钎料,可形成机械啮合与钉扎效应,有效延长了裂纹扩展路径,从而大幅提升接头强度. ...
Research Progress on diffusion bonding of dissimilar metal materials
1
2025
... 扩散焊是在特定温度与压力下,通过热-力耦合作用使两待焊表面紧密接触并产生微观塑性变形,界面原子经长时间相互扩散形成冶金结合,进而实现材料的可靠连接.该过程母材始终保持固态,避免了熔化焊接常见的气孔、热裂纹、偏析等缺陷,尤其适用于物理化学性质差异显著的异种材料组合(如钛/钢、铝/钢、铜/钨等),在航空航天、核能、新能源等领域具有重要应用价值[11]. ...
异种金属材料扩散连接研究进展
1
2025
... 扩散焊是在特定温度与压力下,通过热-力耦合作用使两待焊表面紧密接触并产生微观塑性变形,界面原子经长时间相互扩散形成冶金结合,进而实现材料的可靠连接.该过程母材始终保持固态,避免了熔化焊接常见的气孔、热裂纹、偏析等缺陷,尤其适用于物理化学性质差异显著的异种材料组合(如钛/钢、铝/钢、铜/钨等),在航空航天、核能、新能源等领域具有重要应用价值[11]. ...
Research status of ceramic/metal diffusion welding
1
2023
... 扩散焊过程可分为三个阶段:首先,在温度与压力共同作用下,母材表面发生蠕变和塑性变形,压平凸点并逐步扩大接触面积直至完全接触;其次,接头界面原子相互扩散并与母材发生化学反应,形成冶金结合薄层;最后,界面区域发生晶格重组和再结晶,消除微孔及缺陷,使两表面完全结合,达成可靠连接.各阶段并非严格顺序递进,而是动态交叉,最终形成可靠的焊接接头[12,13]. ...
陶瓷/金属扩散焊研究现状
1
2023
... 扩散焊过程可分为三个阶段:首先,在温度与压力共同作用下,母材表面发生蠕变和塑性变形,压平凸点并逐步扩大接触面积直至完全接触;其次,接头界面原子相互扩散并与母材发生化学反应,形成冶金结合薄层;最后,界面区域发生晶格重组和再结晶,消除微孔及缺陷,使两表面完全结合,达成可靠连接.各阶段并非严格顺序递进,而是动态交叉,最终形成可靠的焊接接头[12,13]. ...
1
2005
... 扩散焊过程可分为三个阶段:首先,在温度与压力共同作用下,母材表面发生蠕变和塑性变形,压平凸点并逐步扩大接触面积直至完全接触;其次,接头界面原子相互扩散并与母材发生化学反应,形成冶金结合薄层;最后,界面区域发生晶格重组和再结晶,消除微孔及缺陷,使两表面完全结合,达成可靠连接.各阶段并非严格顺序递进,而是动态交叉,最终形成可靠的焊接接头[12,13]. ...
1
2005
... 扩散焊过程可分为三个阶段:首先,在温度与压力共同作用下,母材表面发生蠕变和塑性变形,压平凸点并逐步扩大接触面积直至完全接触;其次,接头界面原子相互扩散并与母材发生化学反应,形成冶金结合薄层;最后,界面区域发生晶格重组和再结晶,消除微孔及缺陷,使两表面完全结合,达成可靠连接.各阶段并非严格顺序递进,而是动态交叉,最终形成可靠的焊接接头[12,13]. ...
Effec of joining temperature on microstructure and properties of diffusion bonded Mg/Al joints
2
2012
... 扩散焊的主要影响因素包括焊接温度、保温时间、压力及工作介质等.温度的施加为原子扩散提供能量,温度过低则扩散动能欠缺,过高则易引发晶粒粗化,削弱接头强度.研究[14]表明,温度通过调控界面反应层成分与组织直接影响接头强度.例如在AZ31B镁合金与6061铝合金扩散连接中,随温度升高,接头抗拉强度先增后减.440 ℃时扩散区由Al3Mg2和Al12Mg17两层组成,强度最高(37 MPa);温度升至460~480 ℃后,扩散区演变为多层结构且连续分布IMCs的数量增多,导致强度下降[14].适当的保温时间可促进原子充分扩散,但时间过长会导致脆性IMCs大量生成,降低接头强度.研究[15]表明,保温时间需兼顾界面结合完整性与脆性相抑制,例如在纯Ti与中碳钢扩散连接中,保温时间不足(< 2 h)时界面结合不完整;延长至3 h虽能实现连接,但界面生成TiC等脆性IMCs,导致接头强度随保温时间呈先增后降趋势,其中TiC脆性相是性能劣化的关键因素.压力的施加促进微观塑性变形并使接触面积逐渐增加,压力不足时母材表面未充分结合,过高则易损伤材料性能.扩散焊多采用真空或惰性气体环境以防止氧化,尤其适用于高温合金及活性金属.其他因素如母材表面粗糙度、中间层设计等,同样会对接头质量产生一定影响.例如,通过表面细晶处理、表面离子活化或置氢处理可显著提高界面活性和扩散系数,实现低温高质量连接;选用合适的中间层(如Ni、Cu、Ag、高熵合金等)能有效抑制有害IMCs生成、缓解热应力,提升接头性能[16]. ...
... [14].适当的保温时间可促进原子充分扩散,但时间过长会导致脆性IMCs大量生成,降低接头强度.研究[15]表明,保温时间需兼顾界面结合完整性与脆性相抑制,例如在纯Ti与中碳钢扩散连接中,保温时间不足(< 2 h)时界面结合不完整;延长至3 h虽能实现连接,但界面生成TiC等脆性IMCs,导致接头强度随保温时间呈先增后降趋势,其中TiC脆性相是性能劣化的关键因素.压力的施加促进微观塑性变形并使接触面积逐渐增加,压力不足时母材表面未充分结合,过高则易损伤材料性能.扩散焊多采用真空或惰性气体环境以防止氧化,尤其适用于高温合金及活性金属.其他因素如母材表面粗糙度、中间层设计等,同样会对接头质量产生一定影响.例如,通过表面细晶处理、表面离子活化或置氢处理可显著提高界面活性和扩散系数,实现低温高质量连接;选用合适的中间层(如Ni、Cu、Ag、高熵合金等)能有效抑制有害IMCs生成、缓解热应力,提升接头性能[16]. ...
The influence of bonding time on microstructure and mechanical properties of vacuum diffusion bonded joints between commercial pure titanium and medium carbon steel
1
2023
... 扩散焊的主要影响因素包括焊接温度、保温时间、压力及工作介质等.温度的施加为原子扩散提供能量,温度过低则扩散动能欠缺,过高则易引发晶粒粗化,削弱接头强度.研究[14]表明,温度通过调控界面反应层成分与组织直接影响接头强度.例如在AZ31B镁合金与6061铝合金扩散连接中,随温度升高,接头抗拉强度先增后减.440 ℃时扩散区由Al3Mg2和Al12Mg17两层组成,强度最高(37 MPa);温度升至460~480 ℃后,扩散区演变为多层结构且连续分布IMCs的数量增多,导致强度下降[14].适当的保温时间可促进原子充分扩散,但时间过长会导致脆性IMCs大量生成,降低接头强度.研究[15]表明,保温时间需兼顾界面结合完整性与脆性相抑制,例如在纯Ti与中碳钢扩散连接中,保温时间不足(< 2 h)时界面结合不完整;延长至3 h虽能实现连接,但界面生成TiC等脆性IMCs,导致接头强度随保温时间呈先增后降趋势,其中TiC脆性相是性能劣化的关键因素.压力的施加促进微观塑性变形并使接触面积逐渐增加,压力不足时母材表面未充分结合,过高则易损伤材料性能.扩散焊多采用真空或惰性气体环境以防止氧化,尤其适用于高温合金及活性金属.其他因素如母材表面粗糙度、中间层设计等,同样会对接头质量产生一定影响.例如,通过表面细晶处理、表面离子活化或置氢处理可显著提高界面活性和扩散系数,实现低温高质量连接;选用合适的中间层(如Ni、Cu、Ag、高熵合金等)能有效抑制有害IMCs生成、缓解热应力,提升接头性能[16]. ...
Research progress on welding technology of Mg/Al dissimilar metal
1
2024
... 扩散焊的主要影响因素包括焊接温度、保温时间、压力及工作介质等.温度的施加为原子扩散提供能量,温度过低则扩散动能欠缺,过高则易引发晶粒粗化,削弱接头强度.研究[14]表明,温度通过调控界面反应层成分与组织直接影响接头强度.例如在AZ31B镁合金与6061铝合金扩散连接中,随温度升高,接头抗拉强度先增后减.440 ℃时扩散区由Al3Mg2和Al12Mg17两层组成,强度最高(37 MPa);温度升至460~480 ℃后,扩散区演变为多层结构且连续分布IMCs的数量增多,导致强度下降[14].适当的保温时间可促进原子充分扩散,但时间过长会导致脆性IMCs大量生成,降低接头强度.研究[15]表明,保温时间需兼顾界面结合完整性与脆性相抑制,例如在纯Ti与中碳钢扩散连接中,保温时间不足(< 2 h)时界面结合不完整;延长至3 h虽能实现连接,但界面生成TiC等脆性IMCs,导致接头强度随保温时间呈先增后降趋势,其中TiC脆性相是性能劣化的关键因素.压力的施加促进微观塑性变形并使接触面积逐渐增加,压力不足时母材表面未充分结合,过高则易损伤材料性能.扩散焊多采用真空或惰性气体环境以防止氧化,尤其适用于高温合金及活性金属.其他因素如母材表面粗糙度、中间层设计等,同样会对接头质量产生一定影响.例如,通过表面细晶处理、表面离子活化或置氢处理可显著提高界面活性和扩散系数,实现低温高质量连接;选用合适的中间层(如Ni、Cu、Ag、高熵合金等)能有效抑制有害IMCs生成、缓解热应力,提升接头性能[16]. ...
镁/铝异种金属焊接技术的研究进展
1
2024
... 扩散焊的主要影响因素包括焊接温度、保温时间、压力及工作介质等.温度的施加为原子扩散提供能量,温度过低则扩散动能欠缺,过高则易引发晶粒粗化,削弱接头强度.研究[14]表明,温度通过调控界面反应层成分与组织直接影响接头强度.例如在AZ31B镁合金与6061铝合金扩散连接中,随温度升高,接头抗拉强度先增后减.440 ℃时扩散区由Al3Mg2和Al12Mg17两层组成,强度最高(37 MPa);温度升至460~480 ℃后,扩散区演变为多层结构且连续分布IMCs的数量增多,导致强度下降[14].适当的保温时间可促进原子充分扩散,但时间过长会导致脆性IMCs大量生成,降低接头强度.研究[15]表明,保温时间需兼顾界面结合完整性与脆性相抑制,例如在纯Ti与中碳钢扩散连接中,保温时间不足(< 2 h)时界面结合不完整;延长至3 h虽能实现连接,但界面生成TiC等脆性IMCs,导致接头强度随保温时间呈先增后降趋势,其中TiC脆性相是性能劣化的关键因素.压力的施加促进微观塑性变形并使接触面积逐渐增加,压力不足时母材表面未充分结合,过高则易损伤材料性能.扩散焊多采用真空或惰性气体环境以防止氧化,尤其适用于高温合金及活性金属.其他因素如母材表面粗糙度、中间层设计等,同样会对接头质量产生一定影响.例如,通过表面细晶处理、表面离子活化或置氢处理可显著提高界面活性和扩散系数,实现低温高质量连接;选用合适的中间层(如Ni、Cu、Ag、高熵合金等)能有效抑制有害IMCs生成、缓解热应力,提升接头性能[16]. ...
Recent progress on control strategies for inherent issues in friction stir welding
3
2021
... 搅拌摩擦焊(friction stir welding,FSW)是由英国焊接研究所于1991年提出的一种固相连接技术,如图2[17]所示,其利用搅拌头扎入待焊工件产生强烈摩擦热与塑性流动,材料在热-力耦合作用下形成致密冶金结合,进而实现固相连接.相较于传统熔焊方法,FSW具有焊接温度低、残余应力小、晶粒细化明显以及无烟尘污染等优势,在异种材料连接领域展现出广阔的应用前景. ...
... [
17]
Schematic of friction stir welding (FSW)<sup>[<xref ref-type="bibr" rid="R17">17</xref>]</sup>Fig.2![]()
在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
... [
17]
Fig.2![]()
在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
Clarification of material flow and defect formation during friction stir welding
1
2015
... 在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
Microstructure and properties of friction stir welded joints for 6061-T6/7075-T6 dissimilar aluminum alloy
1
2022
... 在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
6061-T6/7075-T6异种铝合金搅拌摩擦焊接头组织与性能
1
2022
... 在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
In-situ formed amorphous phase in aluminum/steel friction stir welds: Interface evolution and strength improvement
6
2024
... 在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
... [20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
... [
20]
Amorphous interface of Al/steel dissimilar metals<sup>[<xref ref-type="bibr" rid="R20">20</xref>]</sup> (a-c) bright field TEM image (a), HRTEM image (b), and EDS linear results at the interface (c) (d) comparison of formation enthalpies ...
... [
20]
(a-c) bright field TEM image (a), HRTEM image (b), and EDS linear results at the interface (c) (d) comparison of formation enthalpies ...
... 非晶相的强化作用主要体现在以下几个方面:首先,非晶相通过抑制原子长程扩散从根本上阻碍了脆性相的生长;其次,非晶相的低界面能特性可有效缓解异种材料热膨胀系数差异导致的残余应力;再者,非晶/纳米晶复合结构的形成可以通过Hall-Petch效应显著提高界面强度.Liu和Dong[73]的分子动力学模拟研究揭示,非晶相与晶体相之间的界面能比传统晶界低30%~50%,这为解释其优异的力学性能提供了理论依据.此外,Ma等[20]发现非晶相还能改变接头的失效形式,从以界面剥离为主要特征的脆性断裂转变为以韧窝为主的塑性断裂.然而,界面非晶化研究仍面临若干挑战:在基础研究方面,临界应变速率、冷却速率等关键阈值的定量表征仍需深入研究;在应用研究方面,非晶相在长期高温服役环境下的稳定性问题亟待解决. ...
Microstructural characterisation and mechanical properties of friction stir welded joints of aluminium alloy to copper
1
2011
... 在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
The research of process and properties of magnesium alloys and steel friction stir welding
1
2013
... 在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
镁/钢异种金属搅拌摩擦焊工艺及性能研究
1
2013
... 在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
Achievement of high-strength Al/CFRP hybrid joint via high-speed friction stir lap joining and laser texturing pretreatment parameters variation
1
2024
... 在异种材料FSW连接中,根据材料体系的互溶特性可分为完全互溶、有限互溶和完全不互溶三大类.完全互溶体系(如不同牌号铝合金、镁合金等)具有相似的晶体结构和相容的物理化学特性,焊接过程中易形成均匀固溶体,界面冶金结合质量高.针对此类体系,国内外学者通过数值模拟与实验研究相结合的方法,系统揭示了搅拌头几何形貌和工艺参数对材料流动行为的调控规律.研究[18]表明,优化搅拌针形状和轴肩尺寸可有效改善塑性金属的迁移路径,抑制隧道缺陷的形成.在工程应用层面,异种铝合金、异种镁合金组合均已通过FSW实现了良好连接,并表现出优异的力学性能[19],这些材料组合已在汽车防撞结构、航空航天蒙皮、高速列车车体等轻量化构件中得到规模化应用.有限互溶体系(如Al-Mg、Al-Fe、Al-Cu等)在焊接过程中面临脆性IMCs形成的严峻挑战:Al-Mg组合界面处易生成Al12Mg17和Al3Mg2等脆性相,其厚度超过10 μm时将显著降低接头韧性;通过添加Zn、Ni等过渡层可有效阻碍Al-Mg原子互扩散,将IMCs厚度控制在3 μm以内,同时,过渡层的塑性变形能力可缓解焊接残余应力;Al-Fe体系由于物理性能差异显著,采用双道FSW工艺可使IMCs层分布更加均匀连续,接头拉剪载荷较单道焊接提升90%以上,且通过焊后热处理可进一步优化IMCs的形貌与分布[20];Al-Cu组合对材料相对位置极为敏感,将较软的Al置于后退侧有利于塑性材料填充搅拌针后方的空腔,结合超声振动辅助技术可使IMCs层厚度减少约60%,同时超声空化效应促进界面处原子扩散,增强冶金结合强度[21].针对完全不互溶体系(如Mg/Fe、金属/非晶、金属/聚合物等),FSW主要通过机械互锁与局部冶金反应实现连接:Mg/Fe组合中,当Fe置于Mg上方时,界面温度升高促使Mg中Al元素析出,与Fe反应形成Fe-Al IMCs,显著增强界面结合强度;若采用镀Zn钢板[22],Zn层与Mg在界面处形成Mg-Zn共晶组织,既改善了润湿性,又实现了冶金结合,接头强度可提高约40%;金属-非晶体系连接中,严格控制热输入是关键,当焊接温度低于玻璃转变温度时,可避免非晶合金晶化,界面处形成的机械混合区实现了良好的机械锁合;金属-聚合物组合采用无针搅拌头可避免对增强纤维的损伤,通过优化轴肩花纹设计增强热生成,使聚合物表层熔融并与金属表面形成机械锚固,同时采用激光毛化预处理金属表面可增加结合面积,结合硅烷偶联剂的使用还可促进界面化学键合,摩擦填充铆接技术则通过在界面形成聚合物铆钉结构,进一步提升了接头的抗剥离性能[23]. ...
Characteristics of the reverse dual-rotation friction stir welding conducted on 2219-T6 aluminum alloy
1
2013
... FSW接头质量的主要影响因素包括搅拌头形貌和工艺参数(旋转速率、焊接速率、轴向压力)等,这些变量直接影响焊接过程热输入以及材料流动性,热输入不足、材料迁移不充分则易导致回填不及时,出现孔洞、隧道、未焊透等缺陷;热输入过高、材料流动过快,易导致过热、组织粗化等问题,同样影响接头质量.此外,根据不同的结构设计及性能要求,衍生了多种新型FSW变体工艺,如反向异速FSW[24]、静轴肩FSW[25]、水下FSW[26]、双轴肩FSW[27]、超声辅助FSW[28]等.这些FSW工艺装备变体可有效控制焊接过程热-力-流耦合行为,实现对异种材料FSW接头组织性能的协同调控. ...
Effects of tool rotation speed on microstructures and mechanical properties of AA2219-T6 welded by the external non-rotational shoulder assisted friction stir welding
1
2013
... FSW接头质量的主要影响因素包括搅拌头形貌和工艺参数(旋转速率、焊接速率、轴向压力)等,这些变量直接影响焊接过程热输入以及材料流动性,热输入不足、材料迁移不充分则易导致回填不及时,出现孔洞、隧道、未焊透等缺陷;热输入过高、材料流动过快,易导致过热、组织粗化等问题,同样影响接头质量.此外,根据不同的结构设计及性能要求,衍生了多种新型FSW变体工艺,如反向异速FSW[24]、静轴肩FSW[25]、水下FSW[26]、双轴肩FSW[27]、超声辅助FSW[28]等.这些FSW工艺装备变体可有效控制焊接过程热-力-流耦合行为,实现对异种材料FSW接头组织性能的协同调控. ...
Effect of welding speed on microstructures and mechanical properties of underwater friction stir welded 2219 aluminum alloy
1
2011
... FSW接头质量的主要影响因素包括搅拌头形貌和工艺参数(旋转速率、焊接速率、轴向压力)等,这些变量直接影响焊接过程热输入以及材料流动性,热输入不足、材料迁移不充分则易导致回填不及时,出现孔洞、隧道、未焊透等缺陷;热输入过高、材料流动过快,易导致过热、组织粗化等问题,同样影响接头质量.此外,根据不同的结构设计及性能要求,衍生了多种新型FSW变体工艺,如反向异速FSW[24]、静轴肩FSW[25]、水下FSW[26]、双轴肩FSW[27]、超声辅助FSW[28]等.这些FSW工艺装备变体可有效控制焊接过程热-力-流耦合行为,实现对异种材料FSW接头组织性能的协同调控. ...
Double-sided friction-stir welding of magnesium alloy with concave-convex tools for texture control
1
2015
... FSW接头质量的主要影响因素包括搅拌头形貌和工艺参数(旋转速率、焊接速率、轴向压力)等,这些变量直接影响焊接过程热输入以及材料流动性,热输入不足、材料迁移不充分则易导致回填不及时,出现孔洞、隧道、未焊透等缺陷;热输入过高、材料流动过快,易导致过热、组织粗化等问题,同样影响接头质量.此外,根据不同的结构设计及性能要求,衍生了多种新型FSW变体工艺,如反向异速FSW[24]、静轴肩FSW[25]、水下FSW[26]、双轴肩FSW[27]、超声辅助FSW[28]等.这些FSW工艺装备变体可有效控制焊接过程热-力-流耦合行为,实现对异种材料FSW接头组织性能的协同调控. ...
Application of ultrasonic vibrations in welding and metal processing: A status review
1
2017
... FSW接头质量的主要影响因素包括搅拌头形貌和工艺参数(旋转速率、焊接速率、轴向压力)等,这些变量直接影响焊接过程热输入以及材料流动性,热输入不足、材料迁移不充分则易导致回填不及时,出现孔洞、隧道、未焊透等缺陷;热输入过高、材料流动过快,易导致过热、组织粗化等问题,同样影响接头质量.此外,根据不同的结构设计及性能要求,衍生了多种新型FSW变体工艺,如反向异速FSW[24]、静轴肩FSW[25]、水下FSW[26]、双轴肩FSW[27]、超声辅助FSW[28]等.这些FSW工艺装备变体可有效控制焊接过程热-力-流耦合行为,实现对异种材料FSW接头组织性能的协同调控. ...
Research of interface behavior and strengthening mechanism of surface texture on Al/steel laser welding brazing joints
1
2021
... 在热源优化方面,黄蓉蓉[29]采用定点铺展法系统研究了激光功率、离焦量和辐照时间等参数对Al/钢润湿行为的影响,发现适当提高激光功率和作用时间可促进钎料铺展,但过高的热输入易导致界面化合物层过厚及微裂纹产生,反而不利于润湿.Guo等[30]研究表明,在电子束焊接中向铜侧偏束可以改变界面热输入分布,从而显著改善液态Cu在钛合金表面的润湿铺展行为.Gatzen等[31]的激光熔滴铺展实验也表明,预热基板可明显促进钎料铺展,而涂层厚度和液滴尺寸对润湿角的影响相对较小.Li等[32]通过自建动态观测装置与数值模拟相结合,深入揭示了激光热源作用下润湿行为的微观机制,结果表明,界面中心区域的IMCs层迅速增厚,而润湿前沿区域的IMCs层厚度较薄且无明显增长,该过程中润湿的主导机制由初始阶段的反应控制逐渐转变为元素的吸附与解吸附行为控制,如图3[32]所示.激光造成的液滴中心与前沿温差促使Si原子比Al原子更优先向Fe基体扩散并富集,形成含Si化合物,其中三相线处形成的薄而连续的τ5-Fe2Al8Si相对于维持铺展过程至关重要.这些研究阐明了热输入通过调控界面反应动力学和元素扩散行为影响润湿性的机理,为优化激光工艺参数从而获得良好润湿、抑制脆性化合物提供了理论依据. ...
表面微结构调控铝/钢激光熔钎焊界面行为与强化机制研究
1
2021
... 在热源优化方面,黄蓉蓉[29]采用定点铺展法系统研究了激光功率、离焦量和辐照时间等参数对Al/钢润湿行为的影响,发现适当提高激光功率和作用时间可促进钎料铺展,但过高的热输入易导致界面化合物层过厚及微裂纹产生,反而不利于润湿.Guo等[30]研究表明,在电子束焊接中向铜侧偏束可以改变界面热输入分布,从而显著改善液态Cu在钛合金表面的润湿铺展行为.Gatzen等[31]的激光熔滴铺展实验也表明,预热基板可明显促进钎料铺展,而涂层厚度和液滴尺寸对润湿角的影响相对较小.Li等[32]通过自建动态观测装置与数值模拟相结合,深入揭示了激光热源作用下润湿行为的微观机制,结果表明,界面中心区域的IMCs层迅速增厚,而润湿前沿区域的IMCs层厚度较薄且无明显增长,该过程中润湿的主导机制由初始阶段的反应控制逐渐转变为元素的吸附与解吸附行为控制,如图3[32]所示.激光造成的液滴中心与前沿温差促使Si原子比Al原子更优先向Fe基体扩散并富集,形成含Si化合物,其中三相线处形成的薄而连续的τ5-Fe2Al8Si相对于维持铺展过程至关重要.这些研究阐明了热输入通过调控界面反应动力学和元素扩散行为影响润湿性的机理,为优化激光工艺参数从而获得良好润湿、抑制脆性化合物提供了理论依据. ...
Study on strengthening mechanism of Ti/Cu electron beam welding
1
2017
... 在热源优化方面,黄蓉蓉[29]采用定点铺展法系统研究了激光功率、离焦量和辐照时间等参数对Al/钢润湿行为的影响,发现适当提高激光功率和作用时间可促进钎料铺展,但过高的热输入易导致界面化合物层过厚及微裂纹产生,反而不利于润湿.Guo等[30]研究表明,在电子束焊接中向铜侧偏束可以改变界面热输入分布,从而显著改善液态Cu在钛合金表面的润湿铺展行为.Gatzen等[31]的激光熔滴铺展实验也表明,预热基板可明显促进钎料铺展,而涂层厚度和液滴尺寸对润湿角的影响相对较小.Li等[32]通过自建动态观测装置与数值模拟相结合,深入揭示了激光热源作用下润湿行为的微观机制,结果表明,界面中心区域的IMCs层迅速增厚,而润湿前沿区域的IMCs层厚度较薄且无明显增长,该过程中润湿的主导机制由初始阶段的反应控制逐渐转变为元素的吸附与解吸附行为控制,如图3[32]所示.激光造成的液滴中心与前沿温差促使Si原子比Al原子更优先向Fe基体扩散并富集,形成含Si化合物,其中三相线处形成的薄而连续的τ5-Fe2Al8Si相对于维持铺展过程至关重要.这些研究阐明了热输入通过调控界面反应动力学和元素扩散行为影响润湿性的机理,为优化激光工艺参数从而获得良好润湿、抑制脆性化合物提供了理论依据. ...
Wetting behavior of eutectic Al-Si droplets on zinc coated steel substrates
1
2014
... 在热源优化方面,黄蓉蓉[29]采用定点铺展法系统研究了激光功率、离焦量和辐照时间等参数对Al/钢润湿行为的影响,发现适当提高激光功率和作用时间可促进钎料铺展,但过高的热输入易导致界面化合物层过厚及微裂纹产生,反而不利于润湿.Guo等[30]研究表明,在电子束焊接中向铜侧偏束可以改变界面热输入分布,从而显著改善液态Cu在钛合金表面的润湿铺展行为.Gatzen等[31]的激光熔滴铺展实验也表明,预热基板可明显促进钎料铺展,而涂层厚度和液滴尺寸对润湿角的影响相对较小.Li等[32]通过自建动态观测装置与数值模拟相结合,深入揭示了激光热源作用下润湿行为的微观机制,结果表明,界面中心区域的IMCs层迅速增厚,而润湿前沿区域的IMCs层厚度较薄且无明显增长,该过程中润湿的主导机制由初始阶段的反应控制逐渐转变为元素的吸附与解吸附行为控制,如图3[32]所示.激光造成的液滴中心与前沿温差促使Si原子比Al原子更优先向Fe基体扩散并富集,形成含Si化合物,其中三相线处形成的薄而连续的τ5-Fe2Al8Si相对于维持铺展过程至关重要.这些研究阐明了热输入通过调控界面反应动力学和元素扩散行为影响润湿性的机理,为优化激光工艺参数从而获得良好润湿、抑制脆性化合物提供了理论依据. ...
Dynamic spreading and interfacial reactions during the laser-induced wetting process of aluminum on stainless steel
4
2022
... 在热源优化方面,黄蓉蓉[29]采用定点铺展法系统研究了激光功率、离焦量和辐照时间等参数对Al/钢润湿行为的影响,发现适当提高激光功率和作用时间可促进钎料铺展,但过高的热输入易导致界面化合物层过厚及微裂纹产生,反而不利于润湿.Guo等[30]研究表明,在电子束焊接中向铜侧偏束可以改变界面热输入分布,从而显著改善液态Cu在钛合金表面的润湿铺展行为.Gatzen等[31]的激光熔滴铺展实验也表明,预热基板可明显促进钎料铺展,而涂层厚度和液滴尺寸对润湿角的影响相对较小.Li等[32]通过自建动态观测装置与数值模拟相结合,深入揭示了激光热源作用下润湿行为的微观机制,结果表明,界面中心区域的IMCs层迅速增厚,而润湿前沿区域的IMCs层厚度较薄且无明显增长,该过程中润湿的主导机制由初始阶段的反应控制逐渐转变为元素的吸附与解吸附行为控制,如图3[32]所示.激光造成的液滴中心与前沿温差促使Si原子比Al原子更优先向Fe基体扩散并富集,形成含Si化合物,其中三相线处形成的薄而连续的τ5-Fe2Al8Si相对于维持铺展过程至关重要.这些研究阐明了热输入通过调控界面反应动力学和元素扩散行为影响润湿性的机理,为优化激光工艺参数从而获得良好润湿、抑制脆性化合物提供了理论依据. ...
... [32]所示.激光造成的液滴中心与前沿温差促使Si原子比Al原子更优先向Fe基体扩散并富集,形成含Si化合物,其中三相线处形成的薄而连续的τ5-Fe2Al8Si相对于维持铺展过程至关重要.这些研究阐明了热输入通过调控界面反应动力学和元素扩散行为影响润湿性的机理,为优化激光工艺参数从而获得良好润湿、抑制脆性化合物提供了理论依据. ...
... [
32]
Schematics of diffusion behaviors and interface microstructure evolutions of 301L stainless steel (SS) and 4043 Al alloy under different irradiation time (<i>t</i>)<sup>[<xref ref-type="bibr" rid="R32">32</xref>]</sup> (a-c) t < 0.4 s (d-f) t < 1.2 s (g-i) t < 2.0 s ...
... [
32]
(a-c) t < 0.4 s (d-f) t < 1.2 s (g-i) t < 2.0 s ...
Influencing mechanism of Al-Zn coating addition on interfacial microstructure and mechanical property of vacuum electron beam welded Mg/steel joint
1
2018
... 在合金元素添加方面,Xu等[33]通过引入Al-Zn涂层实现了Mg/钢电子束焊接,其中Zn显著提高了接头润湿性,Al则在界面处形成Al2Fe5等金属间化合物,阻止了Mg/Fe直接接触.此外,Fan等[34]研究了纳米颗粒SiO2对Al/Cu等离子弧-钎焊过程中润湿行为的影响,SiO2纳米颗粒可降低Al熔体与Cu基体的界面能,减小润湿角,同时抑制界面IMCs过度生长,显著改善焊缝成形和润湿均匀性. ...
Plasma arc welding-brazing of aluminum to copper with SiO2 nanoparticles strengthening
1
2021
... 在合金元素添加方面,Xu等[33]通过引入Al-Zn涂层实现了Mg/钢电子束焊接,其中Zn显著提高了接头润湿性,Al则在界面处形成Al2Fe5等金属间化合物,阻止了Mg/Fe直接接触.此外,Fan等[34]研究了纳米颗粒SiO2对Al/Cu等离子弧-钎焊过程中润湿行为的影响,SiO2纳米颗粒可降低Al熔体与Cu基体的界面能,减小润湿角,同时抑制界面IMCs过度生长,显著改善焊缝成形和润湿均匀性. ...
Improved wettability of Al-Si5 on DP980 steel during laser-induced heating by surface texture preparation
1
2023
... 在表面处理方面,Sun等[35]通过对DP980钢进行表面纹理加工,发现AlSi5熔体在纹理表面上表现出明显的润湿各向异性:平行沟槽方向铺展得到促进,垂直方向则受到抑制.纹理处理通过改变三相线区域富Si区分布和降低归一化自由能,为铺展提供更大驱动力.Li等[36]也报道了类似现象,在织构化Ti6Al4V基体上,AlSi5合金的润湿行为受到表面形貌诱导的各向异性影响,织构增加了表面能并促进Ti原子扩散,从而改善润湿性. ...
The effect of surface texturing on the laser-induced wetting behavior of AlSi5 alloy on Ti6Al4V alloy
1
2021
... 在表面处理方面,Sun等[35]通过对DP980钢进行表面纹理加工,发现AlSi5熔体在纹理表面上表现出明显的润湿各向异性:平行沟槽方向铺展得到促进,垂直方向则受到抑制.纹理处理通过改变三相线区域富Si区分布和降低归一化自由能,为铺展提供更大驱动力.Li等[36]也报道了类似现象,在织构化Ti6Al4V基体上,AlSi5合金的润湿行为受到表面形貌诱导的各向异性影响,织构增加了表面能并促进Ti原子扩散,从而改善润湿性. ...
The influence of heat input on microstructure and mechanical properties for dissimilar welding of galvanized steel to 6061 aluminum alloy in a zero-gap lap joint configuration
1
2017
... 热场分布直接决定了界面反应的热力学条件和动力学过程,是影响IMCs生长和缺陷产生的首要因素.Wang等[37]在对铝-钢体系的研究中明确指出,较高的热输入导致界面经历更高的峰值温度(> 660 ℃)和更长的高温停留时间.这为Fe、Al原子的剧烈互扩散提供了充足的能量和时间,导致IMCs层整体厚度增加,较厚的IMCs层通常伴随更大的内应力和开裂倾向.Kaisheva等[38]研究揭示了电子束功率对Cu/Al接头界面组织的影响,低功率(1800 W)导致高冷却速率,促使大量亚稳态脆性相Cu9Al4生成;高功率(3000 W)降低了冷却速率,使界面组织转变为更均匀的α-Al固溶体与树枝状共晶CuAl2的复合结构,并诱导Al基体形成{111}择优取向,显著改善了IMCs与基体的化学键合质量.Huang等[39]在连接Ti-6Al-4V钛合金与Al时,通过精确控制等离子弧的焊接电流及向钛侧的偏移量,实现了对界面热输入的精细管理,在优化的参数下,界面处形成了厚度约1 μm且较为均匀连续的TiAl3化合物层,而未出现因过热导致的TiAl、Ti3Al等多层复杂脆性相或熔合不良缺陷.樊丁等[40]在Al/Cu等离子弧熔钎焊中引入了超声振动外场,发现超声的空化效应和声流效应不仅显著细化了焊缝区α-Al晶粒尺寸,更剧烈搅动了液-固界面处的熔体,破坏了IMCs晶粒的稳定生长前沿,有效抑制了界面处Cu-Al IMCs层过度生长,使其平均厚度从55 μm降至29 μm.戎易等[41]将交变磁场引入激光熔钎焊中,纵向交变磁场通过Lorentz力改变熔池流动模式,促使界面Fe-Ni固溶体形貌由连续层状转变为沟壑状延伸结构,显著提升了界面结合面积.磁场调控下,Ni中间层与Mg基体间形成的AlNi呈现交错分布特征,同时Fe原子沿特定方向扩散的路径被重塑.磁场强度优化时,熔池扰动促进元素有序扩散,抑制界面未结合缺陷. ...
Effect of beam power on intermetallic compound formation of electron beam-welded Cu and Al6082-T6 dissimilar joints
1
2025
... 热场分布直接决定了界面反应的热力学条件和动力学过程,是影响IMCs生长和缺陷产生的首要因素.Wang等[37]在对铝-钢体系的研究中明确指出,较高的热输入导致界面经历更高的峰值温度(> 660 ℃)和更长的高温停留时间.这为Fe、Al原子的剧烈互扩散提供了充足的能量和时间,导致IMCs层整体厚度增加,较厚的IMCs层通常伴随更大的内应力和开裂倾向.Kaisheva等[38]研究揭示了电子束功率对Cu/Al接头界面组织的影响,低功率(1800 W)导致高冷却速率,促使大量亚稳态脆性相Cu9Al4生成;高功率(3000 W)降低了冷却速率,使界面组织转变为更均匀的α-Al固溶体与树枝状共晶CuAl2的复合结构,并诱导Al基体形成{111}择优取向,显著改善了IMCs与基体的化学键合质量.Huang等[39]在连接Ti-6Al-4V钛合金与Al时,通过精确控制等离子弧的焊接电流及向钛侧的偏移量,实现了对界面热输入的精细管理,在优化的参数下,界面处形成了厚度约1 μm且较为均匀连续的TiAl3化合物层,而未出现因过热导致的TiAl、Ti3Al等多层复杂脆性相或熔合不良缺陷.樊丁等[40]在Al/Cu等离子弧熔钎焊中引入了超声振动外场,发现超声的空化效应和声流效应不仅显著细化了焊缝区α-Al晶粒尺寸,更剧烈搅动了液-固界面处的熔体,破坏了IMCs晶粒的稳定生长前沿,有效抑制了界面处Cu-Al IMCs层过度生长,使其平均厚度从55 μm降至29 μm.戎易等[41]将交变磁场引入激光熔钎焊中,纵向交变磁场通过Lorentz力改变熔池流动模式,促使界面Fe-Ni固溶体形貌由连续层状转变为沟壑状延伸结构,显著提升了界面结合面积.磁场调控下,Ni中间层与Mg基体间形成的AlNi呈现交错分布特征,同时Fe原子沿特定方向扩散的路径被重塑.磁场强度优化时,熔池扰动促进元素有序扩散,抑制界面未结合缺陷. ...
Process of welding-brazing and interface analysis of lap joint Ti-6Al-4V and aluminum by plasma arc welding
1
2021
... 热场分布直接决定了界面反应的热力学条件和动力学过程,是影响IMCs生长和缺陷产生的首要因素.Wang等[37]在对铝-钢体系的研究中明确指出,较高的热输入导致界面经历更高的峰值温度(> 660 ℃)和更长的高温停留时间.这为Fe、Al原子的剧烈互扩散提供了充足的能量和时间,导致IMCs层整体厚度增加,较厚的IMCs层通常伴随更大的内应力和开裂倾向.Kaisheva等[38]研究揭示了电子束功率对Cu/Al接头界面组织的影响,低功率(1800 W)导致高冷却速率,促使大量亚稳态脆性相Cu9Al4生成;高功率(3000 W)降低了冷却速率,使界面组织转变为更均匀的α-Al固溶体与树枝状共晶CuAl2的复合结构,并诱导Al基体形成{111}择优取向,显著改善了IMCs与基体的化学键合质量.Huang等[39]在连接Ti-6Al-4V钛合金与Al时,通过精确控制等离子弧的焊接电流及向钛侧的偏移量,实现了对界面热输入的精细管理,在优化的参数下,界面处形成了厚度约1 μm且较为均匀连续的TiAl3化合物层,而未出现因过热导致的TiAl、Ti3Al等多层复杂脆性相或熔合不良缺陷.樊丁等[40]在Al/Cu等离子弧熔钎焊中引入了超声振动外场,发现超声的空化效应和声流效应不仅显著细化了焊缝区α-Al晶粒尺寸,更剧烈搅动了液-固界面处的熔体,破坏了IMCs晶粒的稳定生长前沿,有效抑制了界面处Cu-Al IMCs层过度生长,使其平均厚度从55 μm降至29 μm.戎易等[41]将交变磁场引入激光熔钎焊中,纵向交变磁场通过Lorentz力改变熔池流动模式,促使界面Fe-Ni固溶体形貌由连续层状转变为沟壑状延伸结构,显著提升了界面结合面积.磁场调控下,Ni中间层与Mg基体间形成的AlNi呈现交错分布特征,同时Fe原子沿特定方向扩散的路径被重塑.磁场强度优化时,熔池扰动促进元素有序扩散,抑制界面未结合缺陷. ...
Effect of ultrasonic vibration on microstructure and mechanical properties of welding-brazing joint between aluminum and copper by plasma welding
1
2021
... 热场分布直接决定了界面反应的热力学条件和动力学过程,是影响IMCs生长和缺陷产生的首要因素.Wang等[37]在对铝-钢体系的研究中明确指出,较高的热输入导致界面经历更高的峰值温度(> 660 ℃)和更长的高温停留时间.这为Fe、Al原子的剧烈互扩散提供了充足的能量和时间,导致IMCs层整体厚度增加,较厚的IMCs层通常伴随更大的内应力和开裂倾向.Kaisheva等[38]研究揭示了电子束功率对Cu/Al接头界面组织的影响,低功率(1800 W)导致高冷却速率,促使大量亚稳态脆性相Cu9Al4生成;高功率(3000 W)降低了冷却速率,使界面组织转变为更均匀的α-Al固溶体与树枝状共晶CuAl2的复合结构,并诱导Al基体形成{111}择优取向,显著改善了IMCs与基体的化学键合质量.Huang等[39]在连接Ti-6Al-4V钛合金与Al时,通过精确控制等离子弧的焊接电流及向钛侧的偏移量,实现了对界面热输入的精细管理,在优化的参数下,界面处形成了厚度约1 μm且较为均匀连续的TiAl3化合物层,而未出现因过热导致的TiAl、Ti3Al等多层复杂脆性相或熔合不良缺陷.樊丁等[40]在Al/Cu等离子弧熔钎焊中引入了超声振动外场,发现超声的空化效应和声流效应不仅显著细化了焊缝区α-Al晶粒尺寸,更剧烈搅动了液-固界面处的熔体,破坏了IMCs晶粒的稳定生长前沿,有效抑制了界面处Cu-Al IMCs层过度生长,使其平均厚度从55 μm降至29 μm.戎易等[41]将交变磁场引入激光熔钎焊中,纵向交变磁场通过Lorentz力改变熔池流动模式,促使界面Fe-Ni固溶体形貌由连续层状转变为沟壑状延伸结构,显著提升了界面结合面积.磁场调控下,Ni中间层与Mg基体间形成的AlNi呈现交错分布特征,同时Fe原子沿特定方向扩散的路径被重塑.磁场强度优化时,熔池扰动促进元素有序扩散,抑制界面未结合缺陷. ...
超声振动对铝/铜等离子弧熔钎焊接头组织及力学性能的影响
1
2021
... 热场分布直接决定了界面反应的热力学条件和动力学过程,是影响IMCs生长和缺陷产生的首要因素.Wang等[37]在对铝-钢体系的研究中明确指出,较高的热输入导致界面经历更高的峰值温度(> 660 ℃)和更长的高温停留时间.这为Fe、Al原子的剧烈互扩散提供了充足的能量和时间,导致IMCs层整体厚度增加,较厚的IMCs层通常伴随更大的内应力和开裂倾向.Kaisheva等[38]研究揭示了电子束功率对Cu/Al接头界面组织的影响,低功率(1800 W)导致高冷却速率,促使大量亚稳态脆性相Cu9Al4生成;高功率(3000 W)降低了冷却速率,使界面组织转变为更均匀的α-Al固溶体与树枝状共晶CuAl2的复合结构,并诱导Al基体形成{111}择优取向,显著改善了IMCs与基体的化学键合质量.Huang等[39]在连接Ti-6Al-4V钛合金与Al时,通过精确控制等离子弧的焊接电流及向钛侧的偏移量,实现了对界面热输入的精细管理,在优化的参数下,界面处形成了厚度约1 μm且较为均匀连续的TiAl3化合物层,而未出现因过热导致的TiAl、Ti3Al等多层复杂脆性相或熔合不良缺陷.樊丁等[40]在Al/Cu等离子弧熔钎焊中引入了超声振动外场,发现超声的空化效应和声流效应不仅显著细化了焊缝区α-Al晶粒尺寸,更剧烈搅动了液-固界面处的熔体,破坏了IMCs晶粒的稳定生长前沿,有效抑制了界面处Cu-Al IMCs层过度生长,使其平均厚度从55 μm降至29 μm.戎易等[41]将交变磁场引入激光熔钎焊中,纵向交变磁场通过Lorentz力改变熔池流动模式,促使界面Fe-Ni固溶体形貌由连续层状转变为沟壑状延伸结构,显著提升了界面结合面积.磁场调控下,Ni中间层与Mg基体间形成的AlNi呈现交错分布特征,同时Fe原子沿特定方向扩散的路径被重塑.磁场强度优化时,熔池扰动促进元素有序扩散,抑制界面未结合缺陷. ...
Microstructure and forming control of laser welding-brazing joint of magnesium alloy and steel dissimilar materials
1
2022
... 热场分布直接决定了界面反应的热力学条件和动力学过程,是影响IMCs生长和缺陷产生的首要因素.Wang等[37]在对铝-钢体系的研究中明确指出,较高的热输入导致界面经历更高的峰值温度(> 660 ℃)和更长的高温停留时间.这为Fe、Al原子的剧烈互扩散提供了充足的能量和时间,导致IMCs层整体厚度增加,较厚的IMCs层通常伴随更大的内应力和开裂倾向.Kaisheva等[38]研究揭示了电子束功率对Cu/Al接头界面组织的影响,低功率(1800 W)导致高冷却速率,促使大量亚稳态脆性相Cu9Al4生成;高功率(3000 W)降低了冷却速率,使界面组织转变为更均匀的α-Al固溶体与树枝状共晶CuAl2的复合结构,并诱导Al基体形成{111}择优取向,显著改善了IMCs与基体的化学键合质量.Huang等[39]在连接Ti-6Al-4V钛合金与Al时,通过精确控制等离子弧的焊接电流及向钛侧的偏移量,实现了对界面热输入的精细管理,在优化的参数下,界面处形成了厚度约1 μm且较为均匀连续的TiAl3化合物层,而未出现因过热导致的TiAl、Ti3Al等多层复杂脆性相或熔合不良缺陷.樊丁等[40]在Al/Cu等离子弧熔钎焊中引入了超声振动外场,发现超声的空化效应和声流效应不仅显著细化了焊缝区α-Al晶粒尺寸,更剧烈搅动了液-固界面处的熔体,破坏了IMCs晶粒的稳定生长前沿,有效抑制了界面处Cu-Al IMCs层过度生长,使其平均厚度从55 μm降至29 μm.戎易等[41]将交变磁场引入激光熔钎焊中,纵向交变磁场通过Lorentz力改变熔池流动模式,促使界面Fe-Ni固溶体形貌由连续层状转变为沟壑状延伸结构,显著提升了界面结合面积.磁场调控下,Ni中间层与Mg基体间形成的AlNi呈现交错分布特征,同时Fe原子沿特定方向扩散的路径被重塑.磁场强度优化时,熔池扰动促进元素有序扩散,抑制界面未结合缺陷. ...
镁合金/钢异种材料激光熔钎焊接头组织及成形调控
1
2022
... 热场分布直接决定了界面反应的热力学条件和动力学过程,是影响IMCs生长和缺陷产生的首要因素.Wang等[37]在对铝-钢体系的研究中明确指出,较高的热输入导致界面经历更高的峰值温度(> 660 ℃)和更长的高温停留时间.这为Fe、Al原子的剧烈互扩散提供了充足的能量和时间,导致IMCs层整体厚度增加,较厚的IMCs层通常伴随更大的内应力和开裂倾向.Kaisheva等[38]研究揭示了电子束功率对Cu/Al接头界面组织的影响,低功率(1800 W)导致高冷却速率,促使大量亚稳态脆性相Cu9Al4生成;高功率(3000 W)降低了冷却速率,使界面组织转变为更均匀的α-Al固溶体与树枝状共晶CuAl2的复合结构,并诱导Al基体形成{111}择优取向,显著改善了IMCs与基体的化学键合质量.Huang等[39]在连接Ti-6Al-4V钛合金与Al时,通过精确控制等离子弧的焊接电流及向钛侧的偏移量,实现了对界面热输入的精细管理,在优化的参数下,界面处形成了厚度约1 μm且较为均匀连续的TiAl3化合物层,而未出现因过热导致的TiAl、Ti3Al等多层复杂脆性相或熔合不良缺陷.樊丁等[40]在Al/Cu等离子弧熔钎焊中引入了超声振动外场,发现超声的空化效应和声流效应不仅显著细化了焊缝区α-Al晶粒尺寸,更剧烈搅动了液-固界面处的熔体,破坏了IMCs晶粒的稳定生长前沿,有效抑制了界面处Cu-Al IMCs层过度生长,使其平均厚度从55 μm降至29 μm.戎易等[41]将交变磁场引入激光熔钎焊中,纵向交变磁场通过Lorentz力改变熔池流动模式,促使界面Fe-Ni固溶体形貌由连续层状转变为沟壑状延伸结构,显著提升了界面结合面积.磁场调控下,Ni中间层与Mg基体间形成的AlNi呈现交错分布特征,同时Fe原子沿特定方向扩散的路径被重塑.磁场强度优化时,熔池扰动促进元素有序扩散,抑制界面未结合缺陷. ...
Influence of Ni/Zn double coating on the steel on penetration welding-brazing by CMT arc-laser hybrid heat source
1
2021
... 通过添加合金元素来改变界面区域的局部化学成分,是从热力学根源上调控界面反应路径和产物的重要手段.Wen等[42]在Al/钢激光-电弧复合焊中采用了Ni/Zn复合镀层,Ni元素在界面处优先与Al反应生成Al3Ni和AlNi等金属间化合物,这一竞争反应过程消耗了界面处的自由Al原子,有效抑制了Fe2Al5、FeAl3等脆性相的生成量与厚度.Xia等[43]采用Si元素调控Al-钢激光熔钎焊界面的研究表明,通过结合Miedema与Toop热力学模型计算,发现Si在Fe-Al IMCs处具有更低的化学势,使其在热过程中能主动向界面扩散并富集,富集的Si原子不仅作为扩散屏障物理上减缓了Fe、Al原子的互扩散速率,更能部分固溶进入Fe-Al IMCs中,改变其晶体结构,甚至促使物相从θ-FeAl3向韧性更优的τ5-Fe2Al5Si x 等含Si相转变.对于镁/钢这类难焊体系,谭哲等[44]通过添加Sn元素成功实现了镁/钢冶金连接,添加Sn时,生成的Mg2Sn、FeSn、Fe1.3Sn及Fe3Sn等反应产物证明了添加元素促进了界面由机械结合向冶金结合的转变.Wang等[45,46]系统研究了V、Ni、Cu、Ag四种单一中间层对Ti/钢电子束焊接头界面组织的影响,发现所有中间层均成功阻止了Ti与Fe的直接反应,但形成了截然不同的界面化合物层,从而影响界面结合性能,在此基础上,采用V/Cu-V复合中间层实现了界面组织的完全重构,Ti-Fe脆性化合物被完全消除,取而代之的是以Cu(s, s)、V(s, s)和Fe(s, s)为主的固溶体相,形成了一个成分梯度过渡的韧性连接区.吴迪[47]对铝/钢等离子弧焊的系列研究深入揭示了合金元素的冶金行为,采用Al-Cu6焊丝时,Cu元素能固溶于Fe-Al IMCs中,形成(Fe, Cu)4Al13和(Fe, Cu)2Al5固溶体,这种固溶改变了IMCs的晶体缺陷密度和生长形态,降低了其本征脆性.进而采用Cu过渡层和Cu + Ag复合过渡层,完全避免了Fe-Al IMCs的生成,界面处依次形成由Cu9Al4、CuAl2以及α-Al + CuAl2共晶等组成的多层结构.加入的Ag元素进一步固溶于Cu-Al IMCs中,形成Cu9(Al, Ag)4和Cu(Al, Ag)2固溶体,细化了IMCs晶粒并改善了其分布均匀性. ...
Toward understanding the fractured mechanism in laser welded-brazed Al/steel interface by in-situ SEM tensile observations
1
2024
... 通过添加合金元素来改变界面区域的局部化学成分,是从热力学根源上调控界面反应路径和产物的重要手段.Wen等[42]在Al/钢激光-电弧复合焊中采用了Ni/Zn复合镀层,Ni元素在界面处优先与Al反应生成Al3Ni和AlNi等金属间化合物,这一竞争反应过程消耗了界面处的自由Al原子,有效抑制了Fe2Al5、FeAl3等脆性相的生成量与厚度.Xia等[43]采用Si元素调控Al-钢激光熔钎焊界面的研究表明,通过结合Miedema与Toop热力学模型计算,发现Si在Fe-Al IMCs处具有更低的化学势,使其在热过程中能主动向界面扩散并富集,富集的Si原子不仅作为扩散屏障物理上减缓了Fe、Al原子的互扩散速率,更能部分固溶进入Fe-Al IMCs中,改变其晶体结构,甚至促使物相从θ-FeAl3向韧性更优的τ5-Fe2Al5Si x 等含Si相转变.对于镁/钢这类难焊体系,谭哲等[44]通过添加Sn元素成功实现了镁/钢冶金连接,添加Sn时,生成的Mg2Sn、FeSn、Fe1.3Sn及Fe3Sn等反应产物证明了添加元素促进了界面由机械结合向冶金结合的转变.Wang等[45,46]系统研究了V、Ni、Cu、Ag四种单一中间层对Ti/钢电子束焊接头界面组织的影响,发现所有中间层均成功阻止了Ti与Fe的直接反应,但形成了截然不同的界面化合物层,从而影响界面结合性能,在此基础上,采用V/Cu-V复合中间层实现了界面组织的完全重构,Ti-Fe脆性化合物被完全消除,取而代之的是以Cu(s, s)、V(s, s)和Fe(s, s)为主的固溶体相,形成了一个成分梯度过渡的韧性连接区.吴迪[47]对铝/钢等离子弧焊的系列研究深入揭示了合金元素的冶金行为,采用Al-Cu6焊丝时,Cu元素能固溶于Fe-Al IMCs中,形成(Fe, Cu)4Al13和(Fe, Cu)2Al5固溶体,这种固溶改变了IMCs的晶体缺陷密度和生长形态,降低了其本征脆性.进而采用Cu过渡层和Cu + Ag复合过渡层,完全避免了Fe-Al IMCs的生成,界面处依次形成由Cu9Al4、CuAl2以及α-Al + CuAl2共晶等组成的多层结构.加入的Ag元素进一步固溶于Cu-Al IMCs中,形成Cu9(Al, Ag)4和Cu(Al, Ag)2固溶体,细化了IMCs晶粒并改善了其分布均匀性. ...
Laser heat-conduction welding and numerical simulation of double phase steel/magnesium alloy with Sn foil
1
2016
... 通过添加合金元素来改变界面区域的局部化学成分,是从热力学根源上调控界面反应路径和产物的重要手段.Wen等[42]在Al/钢激光-电弧复合焊中采用了Ni/Zn复合镀层,Ni元素在界面处优先与Al反应生成Al3Ni和AlNi等金属间化合物,这一竞争反应过程消耗了界面处的自由Al原子,有效抑制了Fe2Al5、FeAl3等脆性相的生成量与厚度.Xia等[43]采用Si元素调控Al-钢激光熔钎焊界面的研究表明,通过结合Miedema与Toop热力学模型计算,发现Si在Fe-Al IMCs处具有更低的化学势,使其在热过程中能主动向界面扩散并富集,富集的Si原子不仅作为扩散屏障物理上减缓了Fe、Al原子的互扩散速率,更能部分固溶进入Fe-Al IMCs中,改变其晶体结构,甚至促使物相从θ-FeAl3向韧性更优的τ5-Fe2Al5Si x 等含Si相转变.对于镁/钢这类难焊体系,谭哲等[44]通过添加Sn元素成功实现了镁/钢冶金连接,添加Sn时,生成的Mg2Sn、FeSn、Fe1.3Sn及Fe3Sn等反应产物证明了添加元素促进了界面由机械结合向冶金结合的转变.Wang等[45,46]系统研究了V、Ni、Cu、Ag四种单一中间层对Ti/钢电子束焊接头界面组织的影响,发现所有中间层均成功阻止了Ti与Fe的直接反应,但形成了截然不同的界面化合物层,从而影响界面结合性能,在此基础上,采用V/Cu-V复合中间层实现了界面组织的完全重构,Ti-Fe脆性化合物被完全消除,取而代之的是以Cu(s, s)、V(s, s)和Fe(s, s)为主的固溶体相,形成了一个成分梯度过渡的韧性连接区.吴迪[47]对铝/钢等离子弧焊的系列研究深入揭示了合金元素的冶金行为,采用Al-Cu6焊丝时,Cu元素能固溶于Fe-Al IMCs中,形成(Fe, Cu)4Al13和(Fe, Cu)2Al5固溶体,这种固溶改变了IMCs的晶体缺陷密度和生长形态,降低了其本征脆性.进而采用Cu过渡层和Cu + Ag复合过渡层,完全避免了Fe-Al IMCs的生成,界面处依次形成由Cu9Al4、CuAl2以及α-Al + CuAl2共晶等组成的多层结构.加入的Ag元素进一步固溶于Cu-Al IMCs中,形成Cu9(Al, Ag)4和Cu(Al, Ag)2固溶体,细化了IMCs晶粒并改善了其分布均匀性. ...
双相钢/镁合金添加Sn箔激光热传导焊及数值模拟
1
2016
... 通过添加合金元素来改变界面区域的局部化学成分,是从热力学根源上调控界面反应路径和产物的重要手段.Wen等[42]在Al/钢激光-电弧复合焊中采用了Ni/Zn复合镀层,Ni元素在界面处优先与Al反应生成Al3Ni和AlNi等金属间化合物,这一竞争反应过程消耗了界面处的自由Al原子,有效抑制了Fe2Al5、FeAl3等脆性相的生成量与厚度.Xia等[43]采用Si元素调控Al-钢激光熔钎焊界面的研究表明,通过结合Miedema与Toop热力学模型计算,发现Si在Fe-Al IMCs处具有更低的化学势,使其在热过程中能主动向界面扩散并富集,富集的Si原子不仅作为扩散屏障物理上减缓了Fe、Al原子的互扩散速率,更能部分固溶进入Fe-Al IMCs中,改变其晶体结构,甚至促使物相从θ-FeAl3向韧性更优的τ5-Fe2Al5Si x 等含Si相转变.对于镁/钢这类难焊体系,谭哲等[44]通过添加Sn元素成功实现了镁/钢冶金连接,添加Sn时,生成的Mg2Sn、FeSn、Fe1.3Sn及Fe3Sn等反应产物证明了添加元素促进了界面由机械结合向冶金结合的转变.Wang等[45,46]系统研究了V、Ni、Cu、Ag四种单一中间层对Ti/钢电子束焊接头界面组织的影响,发现所有中间层均成功阻止了Ti与Fe的直接反应,但形成了截然不同的界面化合物层,从而影响界面结合性能,在此基础上,采用V/Cu-V复合中间层实现了界面组织的完全重构,Ti-Fe脆性化合物被完全消除,取而代之的是以Cu(s, s)、V(s, s)和Fe(s, s)为主的固溶体相,形成了一个成分梯度过渡的韧性连接区.吴迪[47]对铝/钢等离子弧焊的系列研究深入揭示了合金元素的冶金行为,采用Al-Cu6焊丝时,Cu元素能固溶于Fe-Al IMCs中,形成(Fe, Cu)4Al13和(Fe, Cu)2Al5固溶体,这种固溶改变了IMCs的晶体缺陷密度和生长形态,降低了其本征脆性.进而采用Cu过渡层和Cu + Ag复合过渡层,完全避免了Fe-Al IMCs的生成,界面处依次形成由Cu9Al4、CuAl2以及α-Al + CuAl2共晶等组成的多层结构.加入的Ag元素进一步固溶于Cu-Al IMCs中,形成Cu9(Al, Ag)4和Cu(Al, Ag)2固溶体,细化了IMCs晶粒并改善了其分布均匀性. ...
High strength electron beam welded titanium-stainless steel joint with V/Cu based composite filler metals
1
2013
... 通过添加合金元素来改变界面区域的局部化学成分,是从热力学根源上调控界面反应路径和产物的重要手段.Wen等[42]在Al/钢激光-电弧复合焊中采用了Ni/Zn复合镀层,Ni元素在界面处优先与Al反应生成Al3Ni和AlNi等金属间化合物,这一竞争反应过程消耗了界面处的自由Al原子,有效抑制了Fe2Al5、FeAl3等脆性相的生成量与厚度.Xia等[43]采用Si元素调控Al-钢激光熔钎焊界面的研究表明,通过结合Miedema与Toop热力学模型计算,发现Si在Fe-Al IMCs处具有更低的化学势,使其在热过程中能主动向界面扩散并富集,富集的Si原子不仅作为扩散屏障物理上减缓了Fe、Al原子的互扩散速率,更能部分固溶进入Fe-Al IMCs中,改变其晶体结构,甚至促使物相从θ-FeAl3向韧性更优的τ5-Fe2Al5Si x 等含Si相转变.对于镁/钢这类难焊体系,谭哲等[44]通过添加Sn元素成功实现了镁/钢冶金连接,添加Sn时,生成的Mg2Sn、FeSn、Fe1.3Sn及Fe3Sn等反应产物证明了添加元素促进了界面由机械结合向冶金结合的转变.Wang等[45,46]系统研究了V、Ni、Cu、Ag四种单一中间层对Ti/钢电子束焊接头界面组织的影响,发现所有中间层均成功阻止了Ti与Fe的直接反应,但形成了截然不同的界面化合物层,从而影响界面结合性能,在此基础上,采用V/Cu-V复合中间层实现了界面组织的完全重构,Ti-Fe脆性化合物被完全消除,取而代之的是以Cu(s, s)、V(s, s)和Fe(s, s)为主的固溶体相,形成了一个成分梯度过渡的韧性连接区.吴迪[47]对铝/钢等离子弧焊的系列研究深入揭示了合金元素的冶金行为,采用Al-Cu6焊丝时,Cu元素能固溶于Fe-Al IMCs中,形成(Fe, Cu)4Al13和(Fe, Cu)2Al5固溶体,这种固溶改变了IMCs的晶体缺陷密度和生长形态,降低了其本征脆性.进而采用Cu过渡层和Cu + Ag复合过渡层,完全避免了Fe-Al IMCs的生成,界面处依次形成由Cu9Al4、CuAl2以及α-Al + CuAl2共晶等组成的多层结构.加入的Ag元素进一步固溶于Cu-Al IMCs中,形成Cu9(Al, Ag)4和Cu(Al, Ag)2固溶体,细化了IMCs晶粒并改善了其分布均匀性. ...
Microstructures and mechanical properties of electron beam-welded titanium-steel joints with vanadium, nickel, copper and silver filler metals
1
2014
... 通过添加合金元素来改变界面区域的局部化学成分,是从热力学根源上调控界面反应路径和产物的重要手段.Wen等[42]在Al/钢激光-电弧复合焊中采用了Ni/Zn复合镀层,Ni元素在界面处优先与Al反应生成Al3Ni和AlNi等金属间化合物,这一竞争反应过程消耗了界面处的自由Al原子,有效抑制了Fe2Al5、FeAl3等脆性相的生成量与厚度.Xia等[43]采用Si元素调控Al-钢激光熔钎焊界面的研究表明,通过结合Miedema与Toop热力学模型计算,发现Si在Fe-Al IMCs处具有更低的化学势,使其在热过程中能主动向界面扩散并富集,富集的Si原子不仅作为扩散屏障物理上减缓了Fe、Al原子的互扩散速率,更能部分固溶进入Fe-Al IMCs中,改变其晶体结构,甚至促使物相从θ-FeAl3向韧性更优的τ5-Fe2Al5Si x 等含Si相转变.对于镁/钢这类难焊体系,谭哲等[44]通过添加Sn元素成功实现了镁/钢冶金连接,添加Sn时,生成的Mg2Sn、FeSn、Fe1.3Sn及Fe3Sn等反应产物证明了添加元素促进了界面由机械结合向冶金结合的转变.Wang等[45,46]系统研究了V、Ni、Cu、Ag四种单一中间层对Ti/钢电子束焊接头界面组织的影响,发现所有中间层均成功阻止了Ti与Fe的直接反应,但形成了截然不同的界面化合物层,从而影响界面结合性能,在此基础上,采用V/Cu-V复合中间层实现了界面组织的完全重构,Ti-Fe脆性化合物被完全消除,取而代之的是以Cu(s, s)、V(s, s)和Fe(s, s)为主的固溶体相,形成了一个成分梯度过渡的韧性连接区.吴迪[47]对铝/钢等离子弧焊的系列研究深入揭示了合金元素的冶金行为,采用Al-Cu6焊丝时,Cu元素能固溶于Fe-Al IMCs中,形成(Fe, Cu)4Al13和(Fe, Cu)2Al5固溶体,这种固溶改变了IMCs的晶体缺陷密度和生长形态,降低了其本征脆性.进而采用Cu过渡层和Cu + Ag复合过渡层,完全避免了Fe-Al IMCs的生成,界面处依次形成由Cu9Al4、CuAl2以及α-Al + CuAl2共晶等组成的多层结构.加入的Ag元素进一步固溶于Cu-Al IMCs中,形成Cu9(Al, Ag)4和Cu(Al, Ag)2固溶体,细化了IMCs晶粒并改善了其分布均匀性. ...
Study on microstructures and properties of plasma arc welded joints of aluminum alloy/high-strength steel dissimilar materials
1
2023
... 通过添加合金元素来改变界面区域的局部化学成分,是从热力学根源上调控界面反应路径和产物的重要手段.Wen等[42]在Al/钢激光-电弧复合焊中采用了Ni/Zn复合镀层,Ni元素在界面处优先与Al反应生成Al3Ni和AlNi等金属间化合物,这一竞争反应过程消耗了界面处的自由Al原子,有效抑制了Fe2Al5、FeAl3等脆性相的生成量与厚度.Xia等[43]采用Si元素调控Al-钢激光熔钎焊界面的研究表明,通过结合Miedema与Toop热力学模型计算,发现Si在Fe-Al IMCs处具有更低的化学势,使其在热过程中能主动向界面扩散并富集,富集的Si原子不仅作为扩散屏障物理上减缓了Fe、Al原子的互扩散速率,更能部分固溶进入Fe-Al IMCs中,改变其晶体结构,甚至促使物相从θ-FeAl3向韧性更优的τ5-Fe2Al5Si x 等含Si相转变.对于镁/钢这类难焊体系,谭哲等[44]通过添加Sn元素成功实现了镁/钢冶金连接,添加Sn时,生成的Mg2Sn、FeSn、Fe1.3Sn及Fe3Sn等反应产物证明了添加元素促进了界面由机械结合向冶金结合的转变.Wang等[45,46]系统研究了V、Ni、Cu、Ag四种单一中间层对Ti/钢电子束焊接头界面组织的影响,发现所有中间层均成功阻止了Ti与Fe的直接反应,但形成了截然不同的界面化合物层,从而影响界面结合性能,在此基础上,采用V/Cu-V复合中间层实现了界面组织的完全重构,Ti-Fe脆性化合物被完全消除,取而代之的是以Cu(s, s)、V(s, s)和Fe(s, s)为主的固溶体相,形成了一个成分梯度过渡的韧性连接区.吴迪[47]对铝/钢等离子弧焊的系列研究深入揭示了合金元素的冶金行为,采用Al-Cu6焊丝时,Cu元素能固溶于Fe-Al IMCs中,形成(Fe, Cu)4Al13和(Fe, Cu)2Al5固溶体,这种固溶改变了IMCs的晶体缺陷密度和生长形态,降低了其本征脆性.进而采用Cu过渡层和Cu + Ag复合过渡层,完全避免了Fe-Al IMCs的生成,界面处依次形成由Cu9Al4、CuAl2以及α-Al + CuAl2共晶等组成的多层结构.加入的Ag元素进一步固溶于Cu-Al IMCs中,形成Cu9(Al, Ag)4和Cu(Al, Ag)2固溶体,细化了IMCs晶粒并改善了其分布均匀性. ...
铝合金/高强钢异种材料等离子弧焊接头微观组织及力学性能的研究
1
2023
... 通过添加合金元素来改变界面区域的局部化学成分,是从热力学根源上调控界面反应路径和产物的重要手段.Wen等[42]在Al/钢激光-电弧复合焊中采用了Ni/Zn复合镀层,Ni元素在界面处优先与Al反应生成Al3Ni和AlNi等金属间化合物,这一竞争反应过程消耗了界面处的自由Al原子,有效抑制了Fe2Al5、FeAl3等脆性相的生成量与厚度.Xia等[43]采用Si元素调控Al-钢激光熔钎焊界面的研究表明,通过结合Miedema与Toop热力学模型计算,发现Si在Fe-Al IMCs处具有更低的化学势,使其在热过程中能主动向界面扩散并富集,富集的Si原子不仅作为扩散屏障物理上减缓了Fe、Al原子的互扩散速率,更能部分固溶进入Fe-Al IMCs中,改变其晶体结构,甚至促使物相从θ-FeAl3向韧性更优的τ5-Fe2Al5Si x 等含Si相转变.对于镁/钢这类难焊体系,谭哲等[44]通过添加Sn元素成功实现了镁/钢冶金连接,添加Sn时,生成的Mg2Sn、FeSn、Fe1.3Sn及Fe3Sn等反应产物证明了添加元素促进了界面由机械结合向冶金结合的转变.Wang等[45,46]系统研究了V、Ni、Cu、Ag四种单一中间层对Ti/钢电子束焊接头界面组织的影响,发现所有中间层均成功阻止了Ti与Fe的直接反应,但形成了截然不同的界面化合物层,从而影响界面结合性能,在此基础上,采用V/Cu-V复合中间层实现了界面组织的完全重构,Ti-Fe脆性化合物被完全消除,取而代之的是以Cu(s, s)、V(s, s)和Fe(s, s)为主的固溶体相,形成了一个成分梯度过渡的韧性连接区.吴迪[47]对铝/钢等离子弧焊的系列研究深入揭示了合金元素的冶金行为,采用Al-Cu6焊丝时,Cu元素能固溶于Fe-Al IMCs中,形成(Fe, Cu)4Al13和(Fe, Cu)2Al5固溶体,这种固溶改变了IMCs的晶体缺陷密度和生长形态,降低了其本征脆性.进而采用Cu过渡层和Cu + Ag复合过渡层,完全避免了Fe-Al IMCs的生成,界面处依次形成由Cu9Al4、CuAl2以及α-Al + CuAl2共晶等组成的多层结构.加入的Ag元素进一步固溶于Cu-Al IMCs中,形成Cu9(Al, Ag)4和Cu(Al, Ag)2固溶体,细化了IMCs晶粒并改善了其分布均匀性. ...
Research on laser welded-brazed joint strengthening of aluminum/steel dissimilar metals based on surface microstructure and preset AlSi12 interlayer
1
2022
... 材料表面改性通过预制特定的表面形貌和状态影响后续的焊接过程.李兆艳[48]在Al/钢激光焊接中,表面微结构通过毛细作用引导液态Al沿沟槽铺展,预置AlSi12粉末的Si元素抑制FeAl相生成,使界面IMCs层转变为Fe2(Al, Si)5与Fe(Al, Si)3共存的结构.微结构对IMCs形貌产生调控作用,凹槽侧壁的IMCs层厚度显著增加.Li等[49]通过激光-化学复合蚀刻技术在Al/不锈钢表面构建了多级微纳结构,该结构增大了实际结合面积,为原子扩散提供了更多通道,并改变了局部热流与溶质流场,诱导生成了一种纳米尺度的η-Fe2(Al, Si)5相,优化了界面结构.Zhang等[50]和Tan等[51]采用激光毛化、阳极氧化、微弧氧化、硅烷偶联剂、纳米涂层、增材制造及双向化学改性等不同表面改性技术,分别实现了树脂基复合材料与铝、镁、钛、钢等多种材料的连接,如图4[51]所示.这些方法通过改变金属表面的物理化学特性,增强了界面的机械嵌合和界面化学键合,显著提升了界面结合强度,为金属与碳纤维增强热塑(CFRTP)复合材料的可靠连接提供了新的技术途径.可见,采用多种表面改性技术的复合调控有助于界面连接可靠性的进一步提升,这些技术应用契合航空航天轻量化、高精度、高强度、高自由度的发展方向,未来具有广阔的发展空间. ...
基于表面微结构和预置AlSi12中间层调控的铝/钢异种金属激光熔钎焊接头强化研究
1
2022
... 材料表面改性通过预制特定的表面形貌和状态影响后续的焊接过程.李兆艳[48]在Al/钢激光焊接中,表面微结构通过毛细作用引导液态Al沿沟槽铺展,预置AlSi12粉末的Si元素抑制FeAl相生成,使界面IMCs层转变为Fe2(Al, Si)5与Fe(Al, Si)3共存的结构.微结构对IMCs形貌产生调控作用,凹槽侧壁的IMCs层厚度显著增加.Li等[49]通过激光-化学复合蚀刻技术在Al/不锈钢表面构建了多级微纳结构,该结构增大了实际结合面积,为原子扩散提供了更多通道,并改变了局部热流与溶质流场,诱导生成了一种纳米尺度的η-Fe2(Al, Si)5相,优化了界面结构.Zhang等[50]和Tan等[51]采用激光毛化、阳极氧化、微弧氧化、硅烷偶联剂、纳米涂层、增材制造及双向化学改性等不同表面改性技术,分别实现了树脂基复合材料与铝、镁、钛、钢等多种材料的连接,如图4[51]所示.这些方法通过改变金属表面的物理化学特性,增强了界面的机械嵌合和界面化学键合,显著提升了界面结合强度,为金属与碳纤维增强热塑(CFRTP)复合材料的可靠连接提供了新的技术途径.可见,采用多种表面改性技术的复合调控有助于界面连接可靠性的进一步提升,这些技术应用契合航空航天轻量化、高精度、高强度、高自由度的发展方向,未来具有广阔的发展空间. ...
Enhancing the reliability of laser welded-brazed aluminum/stainless steel joints via laser-chemical hybrid surface texturing
1
2024
... 材料表面改性通过预制特定的表面形貌和状态影响后续的焊接过程.李兆艳[48]在Al/钢激光焊接中,表面微结构通过毛细作用引导液态Al沿沟槽铺展,预置AlSi12粉末的Si元素抑制FeAl相生成,使界面IMCs层转变为Fe2(Al, Si)5与Fe(Al, Si)3共存的结构.微结构对IMCs形貌产生调控作用,凹槽侧壁的IMCs层厚度显著增加.Li等[49]通过激光-化学复合蚀刻技术在Al/不锈钢表面构建了多级微纳结构,该结构增大了实际结合面积,为原子扩散提供了更多通道,并改变了局部热流与溶质流场,诱导生成了一种纳米尺度的η-Fe2(Al, Si)5相,优化了界面结构.Zhang等[50]和Tan等[51]采用激光毛化、阳极氧化、微弧氧化、硅烷偶联剂、纳米涂层、增材制造及双向化学改性等不同表面改性技术,分别实现了树脂基复合材料与铝、镁、钛、钢等多种材料的连接,如图4[51]所示.这些方法通过改变金属表面的物理化学特性,增强了界面的机械嵌合和界面化学键合,显著提升了界面结合强度,为金属与碳纤维增强热塑(CFRTP)复合材料的可靠连接提供了新的技术途径.可见,采用多种表面改性技术的复合调控有助于界面连接可靠性的进一步提升,这些技术应用契合航空航天轻量化、高精度、高强度、高自由度的发展方向,未来具有广阔的发展空间. ...
Achieving the thermal reinforcement between aluminum sensing elements and composites in induction welding via silane layers
1
2025
... 材料表面改性通过预制特定的表面形貌和状态影响后续的焊接过程.李兆艳[48]在Al/钢激光焊接中,表面微结构通过毛细作用引导液态Al沿沟槽铺展,预置AlSi12粉末的Si元素抑制FeAl相生成,使界面IMCs层转变为Fe2(Al, Si)5与Fe(Al, Si)3共存的结构.微结构对IMCs形貌产生调控作用,凹槽侧壁的IMCs层厚度显著增加.Li等[49]通过激光-化学复合蚀刻技术在Al/不锈钢表面构建了多级微纳结构,该结构增大了实际结合面积,为原子扩散提供了更多通道,并改变了局部热流与溶质流场,诱导生成了一种纳米尺度的η-Fe2(Al, Si)5相,优化了界面结构.Zhang等[50]和Tan等[51]采用激光毛化、阳极氧化、微弧氧化、硅烷偶联剂、纳米涂层、增材制造及双向化学改性等不同表面改性技术,分别实现了树脂基复合材料与铝、镁、钛、钢等多种材料的连接,如图4[51]所示.这些方法通过改变金属表面的物理化学特性,增强了界面的机械嵌合和界面化学键合,显著提升了界面结合强度,为金属与碳纤维增强热塑(CFRTP)复合材料的可靠连接提供了新的技术途径.可见,采用多种表面改性技术的复合调控有助于界面连接可靠性的进一步提升,这些技术应用契合航空航天轻量化、高精度、高强度、高自由度的发展方向,未来具有广阔的发展空间. ...
Enhanced interfacial bonding strength of laser bonded titanium alloy/CFRTP joint via hydrogen bonds interaction
4
2022
... 材料表面改性通过预制特定的表面形貌和状态影响后续的焊接过程.李兆艳[48]在Al/钢激光焊接中,表面微结构通过毛细作用引导液态Al沿沟槽铺展,预置AlSi12粉末的Si元素抑制FeAl相生成,使界面IMCs层转变为Fe2(Al, Si)5与Fe(Al, Si)3共存的结构.微结构对IMCs形貌产生调控作用,凹槽侧壁的IMCs层厚度显著增加.Li等[49]通过激光-化学复合蚀刻技术在Al/不锈钢表面构建了多级微纳结构,该结构增大了实际结合面积,为原子扩散提供了更多通道,并改变了局部热流与溶质流场,诱导生成了一种纳米尺度的η-Fe2(Al, Si)5相,优化了界面结构.Zhang等[50]和Tan等[51]采用激光毛化、阳极氧化、微弧氧化、硅烷偶联剂、纳米涂层、增材制造及双向化学改性等不同表面改性技术,分别实现了树脂基复合材料与铝、镁、钛、钢等多种材料的连接,如图4[51]所示.这些方法通过改变金属表面的物理化学特性,增强了界面的机械嵌合和界面化学键合,显著提升了界面结合强度,为金属与碳纤维增强热塑(CFRTP)复合材料的可靠连接提供了新的技术途径.可见,采用多种表面改性技术的复合调控有助于界面连接可靠性的进一步提升,这些技术应用契合航空航天轻量化、高精度、高强度、高自由度的发展方向,未来具有广阔的发展空间. ...
... [51]所示.这些方法通过改变金属表面的物理化学特性,增强了界面的机械嵌合和界面化学键合,显著提升了界面结合强度,为金属与碳纤维增强热塑(CFRTP)复合材料的可靠连接提供了新的技术途径.可见,采用多种表面改性技术的复合调控有助于界面连接可靠性的进一步提升,这些技术应用契合航空航天轻量化、高精度、高强度、高自由度的发展方向,未来具有广阔的发展空间. ...
... [
51] (CFRTP—碳纤维增强热塑性复合材料)
Local cross-sectional topography analyses (including OM images, SEM images, and EDS elements distribution) of TC4/CFRTP with four modified types (CFRTP—carbon fiber reinforced thermal plastic)<sup> [<xref ref-type="bibr" rid="R51">51</xref>]</sup> (a-c) original surface ...
... [
51]
(a-c) original surface ...
Research on interfacial fractureing behaviors and adjusted method of IMC layer for the laser welded-brazed Al/steel
1
2019
... 夏鸿博[52]发现Al/钢钎焊接头中IMCs的物相和厚度沿界面呈现显著非均匀分布,并指出当界面为2~3 μm厚、呈锯齿状的单一τ5-Fe1.8Al7.2Si相时,接头具有最高结合强度(205 MPa).此外,其通过原位扫描电镜拉伸实验进一步动态观测了裂纹在不同IMCs组合中的萌生与扩展路径,表明η-Fe2(Al, Si)5等厚层IMCs易导致预先微裂纹和应力集中.杨柏云[53]对比不同焊丝成分发现,AlSi12接头因τ5-Fe2Al8Si层薄(1.1 μm)且残余应力低,弯曲实验中裂纹避开IMCs层,弯曲角度达53.82°,而厚IMCs层(> 8 μm)的纯Al接头则沿IMCs层快速开裂.Cheng等[54]研究表明,6082铝合金/DP980钢激光螺旋焊接头中,IMCs层导致两种疲劳裂纹萌生模式:主裂纹沿FeAl/FeAl2扩展,次裂纹沿Fe3Al/FeAl扩展,而IMCs引发的强化效应(固溶强化、晶界强化)可延缓裂纹扩展.Liu等[55]研究表明,带增强层的铝/钢接头疲劳强度在106 cyc循环时达105 MPa,远高于无增强层接头(55 MPa),且增强层改变了裂纹起源位置及扩展路径.Narsimhachary等[56]指出,IMCs分布的非均匀性导致局部电偶腐蚀,Al/钢接头中η-Fe2Al5/θ-Fe4Al13层作为阴极加速Al基体溶解,而激光钎焊的窄IMCs带可降低腐蚀倾向. ...
铝/钢激光熔-钎焊的界面断裂行为及IMC层调控方法研究
1
2019
... 夏鸿博[52]发现Al/钢钎焊接头中IMCs的物相和厚度沿界面呈现显著非均匀分布,并指出当界面为2~3 μm厚、呈锯齿状的单一τ5-Fe1.8Al7.2Si相时,接头具有最高结合强度(205 MPa).此外,其通过原位扫描电镜拉伸实验进一步动态观测了裂纹在不同IMCs组合中的萌生与扩展路径,表明η-Fe2(Al, Si)5等厚层IMCs易导致预先微裂纹和应力集中.杨柏云[53]对比不同焊丝成分发现,AlSi12接头因τ5-Fe2Al8Si层薄(1.1 μm)且残余应力低,弯曲实验中裂纹避开IMCs层,弯曲角度达53.82°,而厚IMCs层(> 8 μm)的纯Al接头则沿IMCs层快速开裂.Cheng等[54]研究表明,6082铝合金/DP980钢激光螺旋焊接头中,IMCs层导致两种疲劳裂纹萌生模式:主裂纹沿FeAl/FeAl2扩展,次裂纹沿Fe3Al/FeAl扩展,而IMCs引发的强化效应(固溶强化、晶界强化)可延缓裂纹扩展.Liu等[55]研究表明,带增强层的铝/钢接头疲劳强度在106 cyc循环时达105 MPa,远高于无增强层接头(55 MPa),且增强层改变了裂纹起源位置及扩展路径.Narsimhachary等[56]指出,IMCs分布的非均匀性导致局部电偶腐蚀,Al/钢接头中η-Fe2Al5/θ-Fe4Al13层作为阴极加速Al基体溶解,而激光钎焊的窄IMCs带可降低腐蚀倾向. ...
Study on the fracture behavior and homogenization regulation of aluminum/steel laser fusion brazing interface
1
2024
... 夏鸿博[52]发现Al/钢钎焊接头中IMCs的物相和厚度沿界面呈现显著非均匀分布,并指出当界面为2~3 μm厚、呈锯齿状的单一τ5-Fe1.8Al7.2Si相时,接头具有最高结合强度(205 MPa).此外,其通过原位扫描电镜拉伸实验进一步动态观测了裂纹在不同IMCs组合中的萌生与扩展路径,表明η-Fe2(Al, Si)5等厚层IMCs易导致预先微裂纹和应力集中.杨柏云[53]对比不同焊丝成分发现,AlSi12接头因τ5-Fe2Al8Si层薄(1.1 μm)且残余应力低,弯曲实验中裂纹避开IMCs层,弯曲角度达53.82°,而厚IMCs层(> 8 μm)的纯Al接头则沿IMCs层快速开裂.Cheng等[54]研究表明,6082铝合金/DP980钢激光螺旋焊接头中,IMCs层导致两种疲劳裂纹萌生模式:主裂纹沿FeAl/FeAl2扩展,次裂纹沿Fe3Al/FeAl扩展,而IMCs引发的强化效应(固溶强化、晶界强化)可延缓裂纹扩展.Liu等[55]研究表明,带增强层的铝/钢接头疲劳强度在106 cyc循环时达105 MPa,远高于无增强层接头(55 MPa),且增强层改变了裂纹起源位置及扩展路径.Narsimhachary等[56]指出,IMCs分布的非均匀性导致局部电偶腐蚀,Al/钢接头中η-Fe2Al5/θ-Fe4Al13层作为阴极加速Al基体溶解,而激光钎焊的窄IMCs带可降低腐蚀倾向. ...
铝/钢激光熔钎焊界面断裂行为及均质化调控研究
1
2024
... 夏鸿博[52]发现Al/钢钎焊接头中IMCs的物相和厚度沿界面呈现显著非均匀分布,并指出当界面为2~3 μm厚、呈锯齿状的单一τ5-Fe1.8Al7.2Si相时,接头具有最高结合强度(205 MPa).此外,其通过原位扫描电镜拉伸实验进一步动态观测了裂纹在不同IMCs组合中的萌生与扩展路径,表明η-Fe2(Al, Si)5等厚层IMCs易导致预先微裂纹和应力集中.杨柏云[53]对比不同焊丝成分发现,AlSi12接头因τ5-Fe2Al8Si层薄(1.1 μm)且残余应力低,弯曲实验中裂纹避开IMCs层,弯曲角度达53.82°,而厚IMCs层(> 8 μm)的纯Al接头则沿IMCs层快速开裂.Cheng等[54]研究表明,6082铝合金/DP980钢激光螺旋焊接头中,IMCs层导致两种疲劳裂纹萌生模式:主裂纹沿FeAl/FeAl2扩展,次裂纹沿Fe3Al/FeAl扩展,而IMCs引发的强化效应(固溶强化、晶界强化)可延缓裂纹扩展.Liu等[55]研究表明,带增强层的铝/钢接头疲劳强度在106 cyc循环时达105 MPa,远高于无增强层接头(55 MPa),且增强层改变了裂纹起源位置及扩展路径.Narsimhachary等[56]指出,IMCs分布的非均匀性导致局部电偶腐蚀,Al/钢接头中η-Fe2Al5/θ-Fe4Al13层作为阴极加速Al基体溶解,而激光钎焊的窄IMCs带可降低腐蚀倾向. ...
Analysis of fatigue fracture mechanism of laser spiral welding of dissimilar metals of 6082 high strength aluminum alloy and DP980 high strength dual phase steel
1
2024
... 夏鸿博[52]发现Al/钢钎焊接头中IMCs的物相和厚度沿界面呈现显著非均匀分布,并指出当界面为2~3 μm厚、呈锯齿状的单一τ5-Fe1.8Al7.2Si相时,接头具有最高结合强度(205 MPa).此外,其通过原位扫描电镜拉伸实验进一步动态观测了裂纹在不同IMCs组合中的萌生与扩展路径,表明η-Fe2(Al, Si)5等厚层IMCs易导致预先微裂纹和应力集中.杨柏云[53]对比不同焊丝成分发现,AlSi12接头因τ5-Fe2Al8Si层薄(1.1 μm)且残余应力低,弯曲实验中裂纹避开IMCs层,弯曲角度达53.82°,而厚IMCs层(> 8 μm)的纯Al接头则沿IMCs层快速开裂.Cheng等[54]研究表明,6082铝合金/DP980钢激光螺旋焊接头中,IMCs层导致两种疲劳裂纹萌生模式:主裂纹沿FeAl/FeAl2扩展,次裂纹沿Fe3Al/FeAl扩展,而IMCs引发的强化效应(固溶强化、晶界强化)可延缓裂纹扩展.Liu等[55]研究表明,带增强层的铝/钢接头疲劳强度在106 cyc循环时达105 MPa,远高于无增强层接头(55 MPa),且增强层改变了裂纹起源位置及扩展路径.Narsimhachary等[56]指出,IMCs分布的非均匀性导致局部电偶腐蚀,Al/钢接头中η-Fe2Al5/θ-Fe4Al13层作为阴极加速Al基体溶解,而激光钎焊的窄IMCs带可降低腐蚀倾向. ...
Fatigue properties and fracture behavior of Al/steel butt joints fabricated by laser‐MIG welding‐brazing
1
2022
... 夏鸿博[52]发现Al/钢钎焊接头中IMCs的物相和厚度沿界面呈现显著非均匀分布,并指出当界面为2~3 μm厚、呈锯齿状的单一τ5-Fe1.8Al7.2Si相时,接头具有最高结合强度(205 MPa).此外,其通过原位扫描电镜拉伸实验进一步动态观测了裂纹在不同IMCs组合中的萌生与扩展路径,表明η-Fe2(Al, Si)5等厚层IMCs易导致预先微裂纹和应力集中.杨柏云[53]对比不同焊丝成分发现,AlSi12接头因τ5-Fe2Al8Si层薄(1.1 μm)且残余应力低,弯曲实验中裂纹避开IMCs层,弯曲角度达53.82°,而厚IMCs层(> 8 μm)的纯Al接头则沿IMCs层快速开裂.Cheng等[54]研究表明,6082铝合金/DP980钢激光螺旋焊接头中,IMCs层导致两种疲劳裂纹萌生模式:主裂纹沿FeAl/FeAl2扩展,次裂纹沿Fe3Al/FeAl扩展,而IMCs引发的强化效应(固溶强化、晶界强化)可延缓裂纹扩展.Liu等[55]研究表明,带增强层的铝/钢接头疲劳强度在106 cyc循环时达105 MPa,远高于无增强层接头(55 MPa),且增强层改变了裂纹起源位置及扩展路径.Narsimhachary等[56]指出,IMCs分布的非均匀性导致局部电偶腐蚀,Al/钢接头中η-Fe2Al5/θ-Fe4Al13层作为阴极加速Al基体溶解,而激光钎焊的窄IMCs带可降低腐蚀倾向. ...
Effect of wire deposition rate on macro and microscopic characteristics of laser weld-brazed AA5083 aluminum alloy to galvanized steel joints and their corrosion response
1
2025
... 夏鸿博[52]发现Al/钢钎焊接头中IMCs的物相和厚度沿界面呈现显著非均匀分布,并指出当界面为2~3 μm厚、呈锯齿状的单一τ5-Fe1.8Al7.2Si相时,接头具有最高结合强度(205 MPa).此外,其通过原位扫描电镜拉伸实验进一步动态观测了裂纹在不同IMCs组合中的萌生与扩展路径,表明η-Fe2(Al, Si)5等厚层IMCs易导致预先微裂纹和应力集中.杨柏云[53]对比不同焊丝成分发现,AlSi12接头因τ5-Fe2Al8Si层薄(1.1 μm)且残余应力低,弯曲实验中裂纹避开IMCs层,弯曲角度达53.82°,而厚IMCs层(> 8 μm)的纯Al接头则沿IMCs层快速开裂.Cheng等[54]研究表明,6082铝合金/DP980钢激光螺旋焊接头中,IMCs层导致两种疲劳裂纹萌生模式:主裂纹沿FeAl/FeAl2扩展,次裂纹沿Fe3Al/FeAl扩展,而IMCs引发的强化效应(固溶强化、晶界强化)可延缓裂纹扩展.Liu等[55]研究表明,带增强层的铝/钢接头疲劳强度在106 cyc循环时达105 MPa,远高于无增强层接头(55 MPa),且增强层改变了裂纹起源位置及扩展路径.Narsimhachary等[56]指出,IMCs分布的非均匀性导致局部电偶腐蚀,Al/钢接头中η-Fe2Al5/θ-Fe4Al13层作为阴极加速Al基体溶解,而激光钎焊的窄IMCs带可降低腐蚀倾向. ...
Additive manufacturing method and different welding applications
1
2020
... 增材制造技术是一种通过逐层添加材料来构建三维物体的技术[57].近年来,随着材料科学和制造技术的进步,增材制造技术在多材料复杂结构制造中的应用越来越广泛,为解决异种材料连接难题及功能梯度材料(FGM)的制备提供了关键技术路径.异种材料连接的核心目标是解决材料兼容性与界面可靠性问题.而FGM本质是异种材料连接的梯度化进阶形式,是通过逐层调控材料成分、微观结构,使异种材料从界面突变转变为连续过渡,既属于异种材料连接的范畴,又突破了传统连接的局限.目前,增材制造功能梯度材料在铁、镍、铜、铝、钛及铌合金体系中均有应用. ...
Dissimilar metal welding
1
2019
... 传统连接存在两大核心缺陷:一是界面处成分突变易导致IMC集中生成,二是材料热膨胀系数差异引发界面热应力集中,最终导致开裂[58].而增材制造FGM通过以下方式实现突破:① 精确控制每一层的材料成分比例,避免成分突变;② 逐层调控工艺参数(如激光功率、冷却速率),实现微观结构的连续适配,从而提高异种材料复杂结构件的性能及服役寿命. ...
Laser beam melting of functionally graded materials with application-adapted tailoring of magnetic and mechanical performance
1
2021
... 因同一种材料体系内材料的互溶性高,目前已实现同材料体系的梯度材料增材制造.如SS316/SS430梯度材料用来生产发动机转子[59],实现了良好的冶金结合及硬度的平滑过渡,并且在SS430一侧观察到了铁磁性[60].在材料相近体系如Ni/Fe、Ni/Cu体系也已实现了梯度材料增材制造,如SS316L/In718梯度材料制备完成后,未观察到裂纹[61],并且在过渡区中呈现出与SS316L和In718材料相似的fcc晶体结构,在拉伸实验中,断裂位置处在强度更低的SS316L侧,表明形成了更强的双金属过渡区[62].在Ni/Cu体系中,二者完全互溶且没有发现IMCs[63].而对于不相溶材料体系,二者易形成IMCs,目前通过加入中间层来阻隔易生成IMCs的元素,如采用VC与母体材料形成的化合物作为In718/Ti6Al4V的中间层,不仅阻止了IMCs的生成,同时减小了热应力[64].中间层应为与二者均可以形成牢固冶金结合的材料,采用In718作为中间层可以实现Cu与不锈钢的连接,使导热系数增加125%,热扩散率增加450%,并且界面上不存在过大的残余应力[65]. ...
Compositionally graded magnetic-nonmagnetic bimetallic structure using laser engineered net shaping
1
2018
... 因同一种材料体系内材料的互溶性高,目前已实现同材料体系的梯度材料增材制造.如SS316/SS430梯度材料用来生产发动机转子[59],实现了良好的冶金结合及硬度的平滑过渡,并且在SS430一侧观察到了铁磁性[60].在材料相近体系如Ni/Fe、Ni/Cu体系也已实现了梯度材料增材制造,如SS316L/In718梯度材料制备完成后,未观察到裂纹[61],并且在过渡区中呈现出与SS316L和In718材料相似的fcc晶体结构,在拉伸实验中,断裂位置处在强度更低的SS316L侧,表明形成了更强的双金属过渡区[62].在Ni/Cu体系中,二者完全互溶且没有发现IMCs[63].而对于不相溶材料体系,二者易形成IMCs,目前通过加入中间层来阻隔易生成IMCs的元素,如采用VC与母体材料形成的化合物作为In718/Ti6Al4V的中间层,不仅阻止了IMCs的生成,同时减小了热应力[64].中间层应为与二者均可以形成牢固冶金结合的材料,采用In718作为中间层可以实现Cu与不锈钢的连接,使导热系数增加125%,热扩散率增加450%,并且界面上不存在过大的残余应力[65]. ...
Additive manufacturing of functionally graded metallic materials using laser metal deposition
1
2020
... 因同一种材料体系内材料的互溶性高,目前已实现同材料体系的梯度材料增材制造.如SS316/SS430梯度材料用来生产发动机转子[59],实现了良好的冶金结合及硬度的平滑过渡,并且在SS430一侧观察到了铁磁性[60].在材料相近体系如Ni/Fe、Ni/Cu体系也已实现了梯度材料增材制造,如SS316L/In718梯度材料制备完成后,未观察到裂纹[61],并且在过渡区中呈现出与SS316L和In718材料相似的fcc晶体结构,在拉伸实验中,断裂位置处在强度更低的SS316L侧,表明形成了更强的双金属过渡区[62].在Ni/Cu体系中,二者完全互溶且没有发现IMCs[63].而对于不相溶材料体系,二者易形成IMCs,目前通过加入中间层来阻隔易生成IMCs的元素,如采用VC与母体材料形成的化合物作为In718/Ti6Al4V的中间层,不仅阻止了IMCs的生成,同时减小了热应力[64].中间层应为与二者均可以形成牢固冶金结合的材料,采用In718作为中间层可以实现Cu与不锈钢的连接,使导热系数增加125%,热扩散率增加450%,并且界面上不存在过大的残余应力[65]. ...
Additive manufacturing of SS316L-IN718 superalloy Bi-metallic structure: Interfacial microstructure and mechanical properties
1
2025
... 因同一种材料体系内材料的互溶性高,目前已实现同材料体系的梯度材料增材制造.如SS316/SS430梯度材料用来生产发动机转子[59],实现了良好的冶金结合及硬度的平滑过渡,并且在SS430一侧观察到了铁磁性[60].在材料相近体系如Ni/Fe、Ni/Cu体系也已实现了梯度材料增材制造,如SS316L/In718梯度材料制备完成后,未观察到裂纹[61],并且在过渡区中呈现出与SS316L和In718材料相似的fcc晶体结构,在拉伸实验中,断裂位置处在强度更低的SS316L侧,表明形成了更强的双金属过渡区[62].在Ni/Cu体系中,二者完全互溶且没有发现IMCs[63].而对于不相溶材料体系,二者易形成IMCs,目前通过加入中间层来阻隔易生成IMCs的元素,如采用VC与母体材料形成的化合物作为In718/Ti6Al4V的中间层,不仅阻止了IMCs的生成,同时减小了热应力[64].中间层应为与二者均可以形成牢固冶金结合的材料,采用In718作为中间层可以实现Cu与不锈钢的连接,使导热系数增加125%,热扩散率增加450%,并且界面上不存在过大的残余应力[65]. ...
Laser metal deposition of functionally gradient materials from elemental copper and nickel powders
1
2015
... 因同一种材料体系内材料的互溶性高,目前已实现同材料体系的梯度材料增材制造.如SS316/SS430梯度材料用来生产发动机转子[59],实现了良好的冶金结合及硬度的平滑过渡,并且在SS430一侧观察到了铁磁性[60].在材料相近体系如Ni/Fe、Ni/Cu体系也已实现了梯度材料增材制造,如SS316L/In718梯度材料制备完成后,未观察到裂纹[61],并且在过渡区中呈现出与SS316L和In718材料相似的fcc晶体结构,在拉伸实验中,断裂位置处在强度更低的SS316L侧,表明形成了更强的双金属过渡区[62].在Ni/Cu体系中,二者完全互溶且没有发现IMCs[63].而对于不相溶材料体系,二者易形成IMCs,目前通过加入中间层来阻隔易生成IMCs的元素,如采用VC与母体材料形成的化合物作为In718/Ti6Al4V的中间层,不仅阻止了IMCs的生成,同时减小了热应力[64].中间层应为与二者均可以形成牢固冶金结合的材料,采用In718作为中间层可以实现Cu与不锈钢的连接,使导热系数增加125%,热扩散率增加450%,并且界面上不存在过大的残余应力[65]. ...
Additive manufacturing of Inconel 718-Ti6Al4V bimetallic structures
1
2018
... 因同一种材料体系内材料的互溶性高,目前已实现同材料体系的梯度材料增材制造.如SS316/SS430梯度材料用来生产发动机转子[59],实现了良好的冶金结合及硬度的平滑过渡,并且在SS430一侧观察到了铁磁性[60].在材料相近体系如Ni/Fe、Ni/Cu体系也已实现了梯度材料增材制造,如SS316L/In718梯度材料制备完成后,未观察到裂纹[61],并且在过渡区中呈现出与SS316L和In718材料相似的fcc晶体结构,在拉伸实验中,断裂位置处在强度更低的SS316L侧,表明形成了更强的双金属过渡区[62].在Ni/Cu体系中,二者完全互溶且没有发现IMCs[63].而对于不相溶材料体系,二者易形成IMCs,目前通过加入中间层来阻隔易生成IMCs的元素,如采用VC与母体材料形成的化合物作为In718/Ti6Al4V的中间层,不仅阻止了IMCs的生成,同时减小了热应力[64].中间层应为与二者均可以形成牢固冶金结合的材料,采用In718作为中间层可以实现Cu与不锈钢的连接,使导热系数增加125%,热扩散率增加450%,并且界面上不存在过大的残余应力[65]. ...
Additive manufacturing of stainless steel-copper functionally graded materials via Inconel 718 interlayer
1
2021
... 因同一种材料体系内材料的互溶性高,目前已实现同材料体系的梯度材料增材制造.如SS316/SS430梯度材料用来生产发动机转子[59],实现了良好的冶金结合及硬度的平滑过渡,并且在SS430一侧观察到了铁磁性[60].在材料相近体系如Ni/Fe、Ni/Cu体系也已实现了梯度材料增材制造,如SS316L/In718梯度材料制备完成后,未观察到裂纹[61],并且在过渡区中呈现出与SS316L和In718材料相似的fcc晶体结构,在拉伸实验中,断裂位置处在强度更低的SS316L侧,表明形成了更强的双金属过渡区[62].在Ni/Cu体系中,二者完全互溶且没有发现IMCs[63].而对于不相溶材料体系,二者易形成IMCs,目前通过加入中间层来阻隔易生成IMCs的元素,如采用VC与母体材料形成的化合物作为In718/Ti6Al4V的中间层,不仅阻止了IMCs的生成,同时减小了热应力[64].中间层应为与二者均可以形成牢固冶金结合的材料,采用In718作为中间层可以实现Cu与不锈钢的连接,使导热系数增加125%,热扩散率增加450%,并且界面上不存在过大的残余应力[65]. ...
Functionally graded Ti6Al4V-Mo alloy manufactured with DED-CLAD? process
1
2017
... 在增材制造梯度材料过程中,不仅材料体系会影响性能,工艺参数以及梯度结构同样影响性能.在激光定向能量沉积过程中,热输入较低会导致高熔点Mo颗粒不熔化,从而降低性能[66].控制较高的冷却速率可以细化晶粒以及避免过多的IMCs生成.过渡层的梯度会影响梯度材料的最终性能,在SS316L/In718功能梯度材料中,成分梯度的过渡越平滑,相邻层的性能就越接近.Su等[67]研究了过渡层梯度对梯度材料组织和性能的影响.图5a[67]展示了梯度设计的三种形式(成分梯度分别为20%、10%、5% (质量分数)).图5b[67]展示了不同梯度的枝晶间距变化.可见,梯度之间的平滑过渡并不总是提高力学性能,5%过渡的梯度材料由于层数更多,热积累更大,枝晶间距也更大.图5c[67]展示了25%梯度的X射线衍射(XRD)分析.可见,随着In718含量增加,Laves相产生,具有10%梯度的试样拉伸性能高于25%和5%梯度的试样,表明过渡层的厚度对梯度材料的性能有一定影响. ...
Influence of composition gradient variation on the microstructure and mechanical properties of 316 L/Inconel718 functionally graded material fabricated by laser additive manufacturing
6
2020
... 在增材制造梯度材料过程中,不仅材料体系会影响性能,工艺参数以及梯度结构同样影响性能.在激光定向能量沉积过程中,热输入较低会导致高熔点Mo颗粒不熔化,从而降低性能[66].控制较高的冷却速率可以细化晶粒以及避免过多的IMCs生成.过渡层的梯度会影响梯度材料的最终性能,在SS316L/In718功能梯度材料中,成分梯度的过渡越平滑,相邻层的性能就越接近.Su等[67]研究了过渡层梯度对梯度材料组织和性能的影响.图5a[67]展示了梯度设计的三种形式(成分梯度分别为20%、10%、5% (质量分数)).图5b[67]展示了不同梯度的枝晶间距变化.可见,梯度之间的平滑过渡并不总是提高力学性能,5%过渡的梯度材料由于层数更多,热积累更大,枝晶间距也更大.图5c[67]展示了25%梯度的X射线衍射(XRD)分析.可见,随着In718含量增加,Laves相产生,具有10%梯度的试样拉伸性能高于25%和5%梯度的试样,表明过渡层的厚度对梯度材料的性能有一定影响. ...
... [67]展示了梯度设计的三种形式(成分梯度分别为20%、10%、5% (质量分数)).图5b[67]展示了不同梯度的枝晶间距变化.可见,梯度之间的平滑过渡并不总是提高力学性能,5%过渡的梯度材料由于层数更多,热积累更大,枝晶间距也更大.图5c[67]展示了25%梯度的X射线衍射(XRD)分析.可见,随着In718含量增加,Laves相产生,具有10%梯度的试样拉伸性能高于25%和5%梯度的试样,表明过渡层的厚度对梯度材料的性能有一定影响. ...
... [67]展示了不同梯度的枝晶间距变化.可见,梯度之间的平滑过渡并不总是提高力学性能,5%过渡的梯度材料由于层数更多,热积累更大,枝晶间距也更大.图5c[67]展示了25%梯度的X射线衍射(XRD)分析.可见,随着In718含量增加,Laves相产生,具有10%梯度的试样拉伸性能高于25%和5%梯度的试样,表明过渡层的厚度对梯度材料的性能有一定影响. ...
... [67]展示了25%梯度的X射线衍射(XRD)分析.可见,随着In718含量增加,Laves相产生,具有10%梯度的试样拉伸性能高于25%和5%梯度的试样,表明过渡层的厚度对梯度材料的性能有一定影响. ...
... [
67]
Three composition gradient deposition forms of 20% (component A), 10% (component B), and 5% (component C) (a), variations of average primary dendritic arm spacing (PDAS) along the deposition direction (b), XRD patterns at different location obtained for component A (c), and fracture surfaces of the three gradient specimens (d)<sup>[<xref ref-type="bibr" rid="R67">67</xref>]</sup>Fig.5![]()
综上,增材制造梯度材料在异种金属连接领域已呈现出“材料-工艺-结构”一体化协同优化的态势.SS316/SS430、SS316L/In718、Ni/Cu等体系均实现了无裂纹、无脆性相的冶金结合,为航空航天、海洋工程、装备制造以及医疗领域提供了更多可能.更具突破意义的是,针对极易生成IMCs的极端体系,研究者已借助中间层阻隔策略,成功将结构导热系数和热扩散率提升,并显著缓解了残余应力,大幅拓宽了可连接材料谱系.在工艺层面,通过精准调控激光功率、扫描速率及冷却速率,既能细化晶粒、抑制脆相,又可控制过渡层梯度以及厚度来达到梯度材料最佳性能.整体而言,增材制造梯度材料正从实验室原型快速迈向高可靠、高性能的工程化应用. ...
... [
67]
Fig.5![]()
综上,增材制造梯度材料在异种金属连接领域已呈现出“材料-工艺-结构”一体化协同优化的态势.SS316/SS430、SS316L/In718、Ni/Cu等体系均实现了无裂纹、无脆性相的冶金结合,为航空航天、海洋工程、装备制造以及医疗领域提供了更多可能.更具突破意义的是,针对极易生成IMCs的极端体系,研究者已借助中间层阻隔策略,成功将结构导热系数和热扩散率提升,并显著缓解了残余应力,大幅拓宽了可连接材料谱系.在工艺层面,通过精准调控激光功率、扫描速率及冷却速率,既能细化晶粒、抑制脆相,又可控制过渡层梯度以及厚度来达到梯度材料最佳性能.整体而言,增材制造梯度材料正从实验室原型快速迈向高可靠、高性能的工程化应用. ...
Process and mechanism of nanosecond laser surface modification assisted brazing Si3N4 ceramic and Cu
4
2022
... 钎焊界面强化主要依赖机械锁合、冶金强化及残余应力调控.机械锁合通过母材表面微观粗糙化处理或设计三维互锁结构,使凝固钎料与之形成物理锚定,提升界面结合力和抗剥离能力.残余应力调控则通过优化热膨胀匹配、使用中间层、梯度设计及焊后退火缓解热应力.冶金强化包含固溶强化和第二相强化.宋延宇[68]采用纳秒激光在Si3N4表面不仅制备出微凹坑阵列结构,如图7[68]所示,还促使Si3N4分解形成Si沉淀相并覆盖其表面顶部.与原始Si3N4相比,经激光表面改性后的Si3N4与Cu结合效果显著提升,成功实现二者间的无缝结合界面.一方面,激光诱导生成的Si沉淀相与Cu形成牢固化学键;另一方面,结合过程中Cu填充了Si3N4表面的微米级结构,最终形成界面呈褶皱状、无缺陷的Si3N4/Cu接头.这种褶皱状界面能提供有效微观机械互锁作用,抑制裂纹扩展,其最大剪切强度达15.26 MPa.Liu等[69]研究发现,GH99与BNi-5a钎焊接头在最优工艺参数下,界面形成了Ni-Cr-Co固溶体组织,Cr、Co等元素固溶在Ni基体中产生晶格畸变,能有效阻碍位错运动,从而起到固溶强化的作用,使接头最大剪切强度达546 MPa. ...
... [68]所示,还促使Si3N4分解形成Si沉淀相并覆盖其表面顶部.与原始Si3N4相比,经激光表面改性后的Si3N4与Cu结合效果显著提升,成功实现二者间的无缝结合界面.一方面,激光诱导生成的Si沉淀相与Cu形成牢固化学键;另一方面,结合过程中Cu填充了Si3N4表面的微米级结构,最终形成界面呈褶皱状、无缺陷的Si3N4/Cu接头.这种褶皱状界面能提供有效微观机械互锁作用,抑制裂纹扩展,其最大剪切强度达15.26 MPa.Liu等[69]研究发现,GH99与BNi-5a钎焊接头在最优工艺参数下,界面形成了Ni-Cr-Co固溶体组织,Cr、Co等元素固溶在Ni基体中产生晶格畸变,能有效阻碍位错运动,从而起到固溶强化的作用,使接头最大剪切强度达546 MPa. ...
... [
68]
TEM analysis results from the Si/Si<sub>3</sub>N<sub>4</sub> interface of the Si<sub>3</sub>N<sub>4</sub> ceramic after laser modification<sup>[<xref ref-type="bibr" rid="R68">68</xref>]</sup>(a) BF-TEM image ...
... [
68]
(a) BF-TEM image ...
Si3N4陶瓷与紫铜的纳秒激光表面改性辅助钎焊工艺及机理研究
4
2022
... 钎焊界面强化主要依赖机械锁合、冶金强化及残余应力调控.机械锁合通过母材表面微观粗糙化处理或设计三维互锁结构,使凝固钎料与之形成物理锚定,提升界面结合力和抗剥离能力.残余应力调控则通过优化热膨胀匹配、使用中间层、梯度设计及焊后退火缓解热应力.冶金强化包含固溶强化和第二相强化.宋延宇[68]采用纳秒激光在Si3N4表面不仅制备出微凹坑阵列结构,如图7[68]所示,还促使Si3N4分解形成Si沉淀相并覆盖其表面顶部.与原始Si3N4相比,经激光表面改性后的Si3N4与Cu结合效果显著提升,成功实现二者间的无缝结合界面.一方面,激光诱导生成的Si沉淀相与Cu形成牢固化学键;另一方面,结合过程中Cu填充了Si3N4表面的微米级结构,最终形成界面呈褶皱状、无缺陷的Si3N4/Cu接头.这种褶皱状界面能提供有效微观机械互锁作用,抑制裂纹扩展,其最大剪切强度达15.26 MPa.Liu等[69]研究发现,GH99与BNi-5a钎焊接头在最优工艺参数下,界面形成了Ni-Cr-Co固溶体组织,Cr、Co等元素固溶在Ni基体中产生晶格畸变,能有效阻碍位错运动,从而起到固溶强化的作用,使接头最大剪切强度达546 MPa. ...
... [68]所示,还促使Si3N4分解形成Si沉淀相并覆盖其表面顶部.与原始Si3N4相比,经激光表面改性后的Si3N4与Cu结合效果显著提升,成功实现二者间的无缝结合界面.一方面,激光诱导生成的Si沉淀相与Cu形成牢固化学键;另一方面,结合过程中Cu填充了Si3N4表面的微米级结构,最终形成界面呈褶皱状、无缺陷的Si3N4/Cu接头.这种褶皱状界面能提供有效微观机械互锁作用,抑制裂纹扩展,其最大剪切强度达15.26 MPa.Liu等[69]研究发现,GH99与BNi-5a钎焊接头在最优工艺参数下,界面形成了Ni-Cr-Co固溶体组织,Cr、Co等元素固溶在Ni基体中产生晶格畸变,能有效阻碍位错运动,从而起到固溶强化的作用,使接头最大剪切强度达546 MPa. ...
... [
68]
TEM analysis results from the Si/Si<sub>3</sub>N<sub>4</sub> interface of the Si<sub>3</sub>N<sub>4</sub> ceramic after laser modification<sup>[<xref ref-type="bibr" rid="R68">68</xref>]</sup>(a) BF-TEM image ...
... [
68]
(a) BF-TEM image ...
Multi-scale modeling for prediction of mechanical performance in brazed GH99 thin-walled structure
1
2024
... 钎焊界面强化主要依赖机械锁合、冶金强化及残余应力调控.机械锁合通过母材表面微观粗糙化处理或设计三维互锁结构,使凝固钎料与之形成物理锚定,提升界面结合力和抗剥离能力.残余应力调控则通过优化热膨胀匹配、使用中间层、梯度设计及焊后退火缓解热应力.冶金强化包含固溶强化和第二相强化.宋延宇[68]采用纳秒激光在Si3N4表面不仅制备出微凹坑阵列结构,如图7[68]所示,还促使Si3N4分解形成Si沉淀相并覆盖其表面顶部.与原始Si3N4相比,经激光表面改性后的Si3N4与Cu结合效果显著提升,成功实现二者间的无缝结合界面.一方面,激光诱导生成的Si沉淀相与Cu形成牢固化学键;另一方面,结合过程中Cu填充了Si3N4表面的微米级结构,最终形成界面呈褶皱状、无缺陷的Si3N4/Cu接头.这种褶皱状界面能提供有效微观机械互锁作用,抑制裂纹扩展,其最大剪切强度达15.26 MPa.Liu等[69]研究发现,GH99与BNi-5a钎焊接头在最优工艺参数下,界面形成了Ni-Cr-Co固溶体组织,Cr、Co等元素固溶在Ni基体中产生晶格畸变,能有效阻碍位错运动,从而起到固溶强化的作用,使接头最大剪切强度达546 MPa. ...
Modelling solid-state diffusion bonding
1
1989
... 与钎焊依赖液相填充不同,扩散焊的界面结合机制主要受控于高温高压下的固态物理接触与原子扩散行为.其接头形成过程通常被划分为三个阶段:物理接触与塑性变形、孔洞收缩与晶界迁移、体积扩散与孔洞消失.在初始阶段,施加的压力使母材表面的微观凸起发生塑性变形(或蠕变),破坏表面氧化膜并实现大面积的物理接触;随后,在高温热激活作用下,界面原子发生相互扩散,残留的界面孔洞逐渐收缩并球化;最终,通过体积扩散和晶界迁移,孔洞完全消失,原始界面线模糊甚至消失,实现原子级结合[70].扩散焊的界面强化机制主要依赖于晶界迁移与界面反应控制.通过延长保温时间促使晶界跨越原始界面迁移,可消除界面微观缺陷,使接头组织与母材趋于一致.然而,对于化学亲和力强、易生成脆性IMCs的异种材料组合(如Ti/Al、Ti/钢),单纯依靠原子扩散易导致界面脆化.因此,通过添加中间层进行成分调控是强化扩散焊接头的关键手段.中间层的作用在于阻隔母材直接接触、缓解热膨胀系数不匹配引起的热应力,并作为扩散屏障抑制脆性相的生长,从而获得兼具高强与韧性的接头. ...
Friction stir welding and processing
1
2005
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
Large area friction stir additive manufacturing of intermetallic-free aluminum-steel bimetallic components through interfacial amorphization
1
2022
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
From thick intermetallic to nanoscale amorphous phase at Al-Fe joint interface: Roles of friction stir welding conditions
2
2021
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
... 非晶相的强化作用主要体现在以下几个方面:首先,非晶相通过抑制原子长程扩散从根本上阻碍了脆性相的生长;其次,非晶相的低界面能特性可有效缓解异种材料热膨胀系数差异导致的残余应力;再者,非晶/纳米晶复合结构的形成可以通过Hall-Petch效应显著提高界面强度.Liu和Dong[73]的分子动力学模拟研究揭示,非晶相与晶体相之间的界面能比传统晶界低30%~50%,这为解释其优异的力学性能提供了理论依据.此外,Ma等[20]发现非晶相还能改变接头的失效形式,从以界面剥离为主要特征的脆性断裂转变为以韧窝为主的塑性断裂.然而,界面非晶化研究仍面临若干挑战:在基础研究方面,临界应变速率、冷却速率等关键阈值的定量表征仍需深入研究;在应用研究方面,非晶相在长期高温服役环境下的稳定性问题亟待解决. ...
Ultrasonic-induced amorphization and strengthening mechanisms of ultrasonic vibrations assisted friction stir Al/Ti welds
1
2024
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
Atomistic theory for predicting the binary metallic glass formation
1
2011
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
Classification of bulk metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element
1
2005
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
Challenges and advances in laser welding of dissimilar light alloys: Al/Mg, Al/Ti, and Mg/Ti alloys
1
2018
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
Dissimilar welding of magnesium alloy to aluminium alloy: A review
2022
Al-based amorphous alloys: Glass-forming ability, crystallization behavior and effects of minor alloying additions
1
2017
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
Analysis and comparison of friction stir welding and laser assisted friction stir welding of aluminum alloy
1
2013
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
The influence of laser-induced tempering on the microstructure and mechanical properties of 1500 MPa martensitic steel friction stir welded joints
2025
Microstructure and mechanical properties of S45C steel prepared by laser-assisted friction stir welding
1
2013
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
A review on friction stir welding of steels
1
2021
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
Magnetic field-assisted ultra-high-speed friction stir welding
2023
A novel method for improving the plastic flow and mechanical properties of spray-formed 7055-T76 (Sc-added) aluminum alloy FSW joint by rotating magnetic field
1
2025
... 对于搅拌摩擦焊,其界面结合不仅包含扩散行为,更主要依赖于剧烈搅拌作用下的机械混合与细晶强化.在热-机械耦合作用下,异种材料界面经历剧烈的塑性变形,材料发生动态再结晶,原始粗大晶粒破碎并细化为等轴细晶组织.根据Hall-Petch关系,晶粒细化显著提高了界面强度.同时,搅拌作用使得异种材料在搅拌区形成复杂的机械咬合结构,这种宏观与微观的机械互锁有效提升了接头承载能力[71].此外,通过控制热输入,使界面脆性IMCs层维持在非连续分布或极薄的状态,利用弥散分布的破碎氧化物颗粒或细小IMCs颗粒实现弥散强化,也是FSW获得高质量接头的常见机制.在此基础上,近年来界面非晶化成为一种更为创新的强化策略,其核心在于通过抑制脆性IMCs的形成来显著提升接头性能.这一强化机制主要涉及机械驱动非晶化和热力学非平衡调控两个关键方面,并受到多种工艺参数和材料特性的综合影响.在机械驱动方面,搅拌摩擦焊接过程中的高应变速率剪切塑性变形能够有效打断原子有序排列、促进非晶相的形成.Liu等[72,73]通过系统研究搅拌摩擦焊工艺参数对Al/钢界面的影响发现,在特定条件下,Al/钢搅拌摩擦焊接界面可以形成纳米尺度的金属非晶,有望取代传统的FeAl3等脆性相界面,提升接头性能.如图8[20]所示,Ma等[20]进一步优化了工艺参数,得到了厚度约20 nm的连续非晶界面,显著提高了Al/钢接头的力学性能.在热力学调控方面,非晶相的形成本质上是一个非平衡过程,需要极高的冷却速率来抑制晶体成核.Yu等[74]在超声辅助搅拌摩擦焊Al/Ti接头研究中证实,在纳米尺度下,非晶生成焓在中低浓度下低于IMCs和固溶体,因此形成了非晶界面;但由于体系能量自发向更低能态转变,当冷速不足、界面厚度过大时IMCs会自发在非晶界面中形核.这一发现与Li等[75]和Takeuchi等[76]提出的块体非晶合金形成理论高度一致.在Al/Mg连接研究[77~79]中发现,非晶相的形成能显著抑制Mg17Al12等脆性相的析出.最新的研究表明,激光辅助搅拌摩擦焊[80~82]和电磁辅助搅拌摩擦焊[83~85]等新型复合工艺可更精确控制热输入,为界面非晶化提供了更多可能. ...
Additive manufacturing of metallic components—Process, structure and properties
2
2018
... 对于增材制造技术,其在异种材料连接中获得的界面呈现出独特的梯度特征.不同于传统焊接工艺形成的突变界面,增材制造可以通过逐层改变粉末成分比例,在异种材料之间构建梯度材料过渡层.这种结合机制的核心在于通过成分的连续或准连续变化,削弱了异种材料间热膨胀系数的差异,从而从根本上缓解了冷却过程中的残余热应力集中,避免了界面开裂[86].此外,增材制造极高的冷却速率和熔池对流作用引发了原位冶金强化机制.高能激光束诱导熔池内部产生强烈的Marangoni对流,促进了异种元素的宏观均匀混合;而快速凝固过程不仅抑制了长程扩散导致的粗大IMCs生成,还促进了过饱和固溶体的形成以及纳米析出相的弥散分布,实现了细晶强化与第二相强化的协同作用[87]. ...
... 增材制造过程中的残余应力源于其独特的逐层制造模式所带来的极端非均匀热循环,其形成主要由熔池与周围冷基材间的巨大温度梯度、后续沉积层的循环热约束以及可能发生的固态相变体积效应共同主导.该残余应力场,特别是分布于表层和层间的拉伸应力,不仅直接导致构件翘曲、变形乃至层间开裂,严重制约成形精度,更在服役阶段作为局部平均应力与外加载荷叠加,显著促进疲劳裂纹的萌生与扩展,急剧降低疲劳寿命,并可能诱发应力腐蚀开裂,从而对构件的静态强度、动态耐久性及长期服役可靠性构成根本性威胁[86]. ...
Directed energy deposition of functionally graded materials: A review
1
2021
... 对于增材制造技术,其在异种材料连接中获得的界面呈现出独特的梯度特征.不同于传统焊接工艺形成的突变界面,增材制造可以通过逐层改变粉末成分比例,在异种材料之间构建梯度材料过渡层.这种结合机制的核心在于通过成分的连续或准连续变化,削弱了异种材料间热膨胀系数的差异,从而从根本上缓解了冷却过程中的残余热应力集中,避免了界面开裂[86].此外,增材制造极高的冷却速率和熔池对流作用引发了原位冶金强化机制.高能激光束诱导熔池内部产生强烈的Marangoni对流,促进了异种元素的宏观均匀混合;而快速凝固过程不仅抑制了长程扩散导致的粗大IMCs生成,还促进了过饱和固溶体的形成以及纳米析出相的弥散分布,实现了细晶强化与第二相强化的协同作用[87]. ...
The regulation strategy for releasing residual stress in ceramic-metal brazed joints
1
2023
... 钎焊接头残余应力主要源于异种母材之间热膨胀系数的失配,在冷却过程中因收缩不均而产生,其大小和分布受钎料性能、间隙宽度及工艺参数的显著影响.该残余应力,特别是作用于界面的拉应力分量,与钎缝中固有的微观缺陷(如孔洞、未结合处)相互作用,诱发应力集中,不仅直接降低接头的静态强度,更在循环载荷或腐蚀环境中与IMCs层协同作用,成为疲劳裂纹萌生与应力腐蚀开裂的潜在起源,较大程度地影响了接头的长期服役性能[88].Jiang等[89]研究发现,ZrO₂陶瓷与Ag-CuO钎料之间显著的热膨胀系数不匹配在接头冷却过程中引发残余应力,易导致陶瓷侧开裂,降低接头强度与可靠性. ...
Analysis of microstructure and residual stress in brazing ZrO2 ceramic and 441 stainless steel
1
2025
... 钎焊接头残余应力主要源于异种母材之间热膨胀系数的失配,在冷却过程中因收缩不均而产生,其大小和分布受钎料性能、间隙宽度及工艺参数的显著影响.该残余应力,特别是作用于界面的拉应力分量,与钎缝中固有的微观缺陷(如孔洞、未结合处)相互作用,诱发应力集中,不仅直接降低接头的静态强度,更在循环载荷或腐蚀环境中与IMCs层协同作用,成为疲劳裂纹萌生与应力腐蚀开裂的潜在起源,较大程度地影响了接头的长期服役性能[88].Jiang等[89]研究发现,ZrO₂陶瓷与Ag-CuO钎料之间显著的热膨胀系数不匹配在接头冷却过程中引发残余应力,易导致陶瓷侧开裂,降低接头强度与可靠性. ...
Interface microstructure and mechanical properties of dissimilar metal friction stir lap welding of DP590 steel and 7075 aluminum
1
2020
... 异种材料搅拌摩擦焊作为一种创新的固相连接技术,其残余应力主要由焊接过程中剧烈的非均匀塑性变形与复杂的热力耦合作用主导.虽然其整体应力水平通常低于熔焊,但异种材料间流变行为的差异及“弱结合”界面的存在,导致残余应力在接头界面处呈高度不均匀分布,并在缺陷(如“钩状”缺陷)尖端形成严重应力集中.该残余应力场与界面处可能形成的脆性IMCs层相互叠加,共同调控接头的失效路径和力学性能,使得疲劳裂纹更倾向于沿此应力集中的脆弱界面扩展[90, 91]. ...
Dp590钢/7075铝异种金属搅拌摩擦搭接焊界面组织与力学性能研究
1
2020
... 异种材料搅拌摩擦焊作为一种创新的固相连接技术,其残余应力主要由焊接过程中剧烈的非均匀塑性变形与复杂的热力耦合作用主导.虽然其整体应力水平通常低于熔焊,但异种材料间流变行为的差异及“弱结合”界面的存在,导致残余应力在接头界面处呈高度不均匀分布,并在缺陷(如“钩状”缺陷)尖端形成严重应力集中.该残余应力场与界面处可能形成的脆性IMCs层相互叠加,共同调控接头的失效路径和力学性能,使得疲劳裂纹更倾向于沿此应力集中的脆弱界面扩展[90, 91]. ...
Residual stresses in friction stir dissimilar welding of aluminum alloys
1
2016
... 异种材料搅拌摩擦焊作为一种创新的固相连接技术,其残余应力主要由焊接过程中剧烈的非均匀塑性变形与复杂的热力耦合作用主导.虽然其整体应力水平通常低于熔焊,但异种材料间流变行为的差异及“弱结合”界面的存在,导致残余应力在接头界面处呈高度不均匀分布,并在缺陷(如“钩状”缺陷)尖端形成严重应力集中.该残余应力场与界面处可能形成的脆性IMCs层相互叠加,共同调控接头的失效路径和力学性能,使得疲劳裂纹更倾向于沿此应力集中的脆弱界面扩展[90, 91]. ...
Finite element simulation of residual stress induced by high energy beam welding in dual phase steel
1
2020
... 高能束焊极高的能量密度与冷却速率导致接头产生巨大热应变,引发幅值可达材料屈服极限的高残余应力.该高应力区与快速凝固形成的脆性IMCs在空间上耦合,在服役载荷下为脆性相裂纹的萌生与扩展提供了直接驱动力,致使接头表现出尺寸效应和早期失效,严重制约其可靠性与寿命预测.高能束焊中,剧烈热循环与相变(特别是马氏体转变)的体积膨胀共同作用,在焊缝区产生接近材料屈服极限的高幅值拉伸残余应力.这种高应力会显著增加接头发生疲劳损伤和脆性断裂的风险,是制约其可靠性的关键[92]. ...
Development and challenge of lightweight design and manufacturing technology for aerospace structures
1
2023
... 异质结构在飞行器承力与功能部件中应用广泛.例如,航空发动机中涡轮盘部位采用Ti/Ni单晶复合结构,满足了高温环境下不同部位对材料性能的差异化需求.碳纤维增强复合材料/金属钎焊结构、Al2O3/金属钎焊复合构件以及Al/Ti管结构也在多种航空航天场景中得到应用,体现出异种材料构件在实现功能梯度与性能优化方面的显著优势.近年来,复合材料与新型聚合物异质结构的应用进一步拓展,以空客A350XWB为例,其复合材料用量达到53%,并首次将CFRTP复合材料用于机翼主梁等主承力结构,实现了从次承力件到主承力部件的重要跨越[93].在无人机领域,工程塑料(ABS)-不锈钢复合结构通过一体化成型和界面增强工艺,显著提升了耐腐蚀性能,为低空飞行器提供了新的模块化制造范式[94].航空传感元件中也尝试采用铂电阻银丝与铜导线的异质连接,以提升信号的稳定性和元件寿命[95]. ...
航空航天结构轻量化设计制造技术发展现状与挑战
1
2023
... 异质结构在飞行器承力与功能部件中应用广泛.例如,航空发动机中涡轮盘部位采用Ti/Ni单晶复合结构,满足了高温环境下不同部位对材料性能的差异化需求.碳纤维增强复合材料/金属钎焊结构、Al2O3/金属钎焊复合构件以及Al/Ti管结构也在多种航空航天场景中得到应用,体现出异种材料构件在实现功能梯度与性能优化方面的显著优势.近年来,复合材料与新型聚合物异质结构的应用进一步拓展,以空客A350XWB为例,其复合材料用量达到53%,并首次将CFRTP复合材料用于机翼主梁等主承力结构,实现了从次承力件到主承力部件的重要跨越[93].在无人机领域,工程塑料(ABS)-不锈钢复合结构通过一体化成型和界面增强工艺,显著提升了耐腐蚀性能,为低空飞行器提供了新的模块化制造范式[94].航空传感元件中也尝试采用铂电阻银丝与铜导线的异质连接,以提升信号的稳定性和元件寿命[95]. ...
Applicability of snap joint design guidelines for additive manufacturing
2
2022
... 异质结构在飞行器承力与功能部件中应用广泛.例如,航空发动机中涡轮盘部位采用Ti/Ni单晶复合结构,满足了高温环境下不同部位对材料性能的差异化需求.碳纤维增强复合材料/金属钎焊结构、Al2O3/金属钎焊复合构件以及Al/Ti管结构也在多种航空航天场景中得到应用,体现出异种材料构件在实现功能梯度与性能优化方面的显著优势.近年来,复合材料与新型聚合物异质结构的应用进一步拓展,以空客A350XWB为例,其复合材料用量达到53%,并首次将CFRTP复合材料用于机翼主梁等主承力结构,实现了从次承力件到主承力部件的重要跨越[93].在无人机领域,工程塑料(ABS)-不锈钢复合结构通过一体化成型和界面增强工艺,显著提升了耐腐蚀性能,为低空飞行器提供了新的模块化制造范式[94].航空传感元件中也尝试采用铂电阻银丝与铜导线的异质连接,以提升信号的稳定性和元件寿命[95]. ...
... 铝/钢异种结构作为理想的轻量化解决方案,其界面可靠连接是当前工业制造面临的首要挑战.铝/钢搅拌摩擦焊作为一种先进的固相连接技术,其较低的焊接温度和较大的界面压力可以有效抑制脆性金属间化合物的生成,进而解决铝材与钢异种材料焊接时界面产生脆性IMC的难题.波音787机翼加强肋(AA7075-T6/Ti-6Al-4V)采用纯Al中间层过渡,焊接后IMCs层厚度显著降低.空客A350机翼蒙皮(AA2024-T3/Ti-6Al-4V)通过工艺调控,使硬度梯度平缓过渡,缓解了焊接过程热力过程不均匀造成的力学性能差异性分布程度[104].C919大飞机项目也成功应用了摩擦焊技术,实现了钛合金蒙皮与骨架的高效连接.这种连接方式不仅焊接变形量小,而且单道焊缝长度可突破12 m,满足了大型飞机部件对焊接质量和效率的高要求[94].针对完全不互溶体系,金属与聚合物异种材料搅拌摩擦焊技术正从实验室研究向工程验证迈进.该技术可实现铝合金、钛合金等金属与热塑性聚合物(如聚苯硫醚(PPS)、聚醚醚酮(PEEK))的可靠连接,形成机械互锁与化学键合协同作用的界面结构,是替代传统胶接或机械连接技术的可行方案.Gao等[105]开发的搅拌摩擦铆焊技术,使7075-T6铝合金与短玻璃纤维增强PEEK的拉剪强度达59.9 MPa,界面处通过多级阻流搅拌头设计形成锚状机械咬合,显著提升了承载能力.Joudaki等[106]采用摩擦搭接焊实现铝合金与尼龙的连接,其无针搅拌头设计有效减少了金属损伤.此外,为应对日益多样化的异种材料连接需求,搅拌摩擦焊技术不断突破创新,逐步衍生出自铆接、回填式搅拌摩擦点焊等多种先进工艺变体.其中,自铆接工艺在Al/钢、Al/Mg等异质接头中实现了冶金-机械复合连接,大幅提升了接头强度与抗疲劳性能,已成功应用于航空航天轻量化结构等关键部件制造;这些工艺变体不仅展现出搅拌摩擦焊技术对材料组合、结构形式的强大适应性,也为轻量化设计与多材料混合结构制造提供了可靠的连接解决方案. ...
Lightweight design of CFRP-laminated structures by combining microscopical homogenization and macroscopical optimization
1
2021
... 异质结构在飞行器承力与功能部件中应用广泛.例如,航空发动机中涡轮盘部位采用Ti/Ni单晶复合结构,满足了高温环境下不同部位对材料性能的差异化需求.碳纤维增强复合材料/金属钎焊结构、Al2O3/金属钎焊复合构件以及Al/Ti管结构也在多种航空航天场景中得到应用,体现出异种材料构件在实现功能梯度与性能优化方面的显著优势.近年来,复合材料与新型聚合物异质结构的应用进一步拓展,以空客A350XWB为例,其复合材料用量达到53%,并首次将CFRTP复合材料用于机翼主梁等主承力结构,实现了从次承力件到主承力部件的重要跨越[93].在无人机领域,工程塑料(ABS)-不锈钢复合结构通过一体化成型和界面增强工艺,显著提升了耐腐蚀性能,为低空飞行器提供了新的模块化制造范式[94].航空传感元件中也尝试采用铂电阻银丝与铜导线的异质连接,以提升信号的稳定性和元件寿命[95]. ...
Interface microstructure and formation mechanism of oscillating laser brazed joints for aerial sensing element
1
2022
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
航空传感元件振镜激光钎焊界面组织及连接机理
1
2022
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
Research and application on welding technology of stainless steel and aluminum alloy dissimilar materials
1
2024
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
异种材料不锈钢和铝合金焊接技术研究及应用
1
2024
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
Research on brazing process and mechanical properties of TiAl/GH3536 heterogeneous honeycomb sandwich structure
4
2023
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
... [98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
... [
98]
Schematic of the assembly process of heterogeneous honeycomb sandwich structure<sup>[<xref ref-type="bibr" rid="R98">98</xref>]</sup>Fig.9![]()
异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
... [
98]
Fig.9![]()
异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
TiAl/GH3536异质蜂窝夹层结构钎焊工艺及力学性能研究
4
2023
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
... [98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
... [
98]
Schematic of the assembly process of heterogeneous honeycomb sandwich structure<sup>[<xref ref-type="bibr" rid="R98">98</xref>]</sup>Fig.9![]()
异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
... [
98]
Fig.9![]()
异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
Preparation of copper/nickel dissimilar metals by laser additive manufacturing based on copper alloy surface pretreatment
1
2025
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
基于铜合金表面预处理的激光增材制造铜/镍异种金属制备研究
1
2025
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
Research progress in dissimilar material brazing technology and applications
1
2025
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
异质材料钎焊技术与应用研究进展
1
2025
... 异种材料连接技术为航天结构设计轻量化与热管理效率提升提供了新途径.例如在换热器中局部嵌入高导热性的铜材,其余部分仍采用轻质铝合金,从而协调提升换热效率并控制重量[96].制造的轻质蜂窝结构面板已成功应用于纳米卫星主体结构,在满足刚度和安装空间需求的同时进一步减轻发射重量[97].针对航天飞机的金属热防护系统中的TiAl/GH3536异质蜂窝结构,如图9[98]所示,通过协同优化芯体相对密度与TiAl母材表面镀层改性,可有效调控钎料润湿行为与钎角几何形态,该策略显著提升了接头在高温环境下的承载能力,为异质蜂窝夹层结构在航空航天热端部件(如涡轮隔热罩、燃烧室衬套)的轻量化应用提供了关键技术支撑[98].火箭发动机燃烧室内壁采用高导热的铜合金,外壁则选用高温强度优异的镍基合金,通过异种材料连接实现高效热管理与结构可靠性的一体化设计[99].随着高超声速飞行器的发展,传统高温合金已难以满足热端部件需求,陶瓷与高温合金的复合结构逐渐得到应用.此外,风洞设备中的大尺寸铜/钢曲面结构、飞行器报警器膜盒中,已实现铝/不锈钢等多种材料的连接应用[100]. ...
Study on mechanism and double pass process of friction stir welding for 6061-T6 Al/ZK61M Mg heterogeneous materials
1
2025
... 异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
6061-T6 Al/ZK61M Mg异材搅拌摩擦焊机理及双道次工艺研究
1
2025
... 异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
Refill friction stir spot welding of surface-treated aerospace aluminum alloys with faying-surface sealant
1
2019
... 异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
Friction stir welding of aluminum in the aerospace industry: The current progress and state-of-the-art review
3
2023
... 异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
... [
103]
Propellant tank welding<sup>[<xref ref-type="bibr" rid="R103">103</xref>]</sup> (RS—retreating side, AS—advancing side, <i>D</i>—diameter)(a) prototype of propellant tank ...
... [
103] (RS—retreating side, AS—advancing side,
D—diameter)
(a) prototype of propellant tank ...
Welding technology of aircraft manufacturing
2
2009
... 异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
... 铝/钢异种结构作为理想的轻量化解决方案,其界面可靠连接是当前工业制造面临的首要挑战.铝/钢搅拌摩擦焊作为一种先进的固相连接技术,其较低的焊接温度和较大的界面压力可以有效抑制脆性金属间化合物的生成,进而解决铝材与钢异种材料焊接时界面产生脆性IMC的难题.波音787机翼加强肋(AA7075-T6/Ti-6Al-4V)采用纯Al中间层过渡,焊接后IMCs层厚度显著降低.空客A350机翼蒙皮(AA2024-T3/Ti-6Al-4V)通过工艺调控,使硬度梯度平缓过渡,缓解了焊接过程热力过程不均匀造成的力学性能差异性分布程度[104].C919大飞机项目也成功应用了摩擦焊技术,实现了钛合金蒙皮与骨架的高效连接.这种连接方式不仅焊接变形量小,而且单道焊缝长度可突破12 m,满足了大型飞机部件对焊接质量和效率的高要求[94].针对完全不互溶体系,金属与聚合物异种材料搅拌摩擦焊技术正从实验室研究向工程验证迈进.该技术可实现铝合金、钛合金等金属与热塑性聚合物(如聚苯硫醚(PPS)、聚醚醚酮(PEEK))的可靠连接,形成机械互锁与化学键合协同作用的界面结构,是替代传统胶接或机械连接技术的可行方案.Gao等[105]开发的搅拌摩擦铆焊技术,使7075-T6铝合金与短玻璃纤维增强PEEK的拉剪强度达59.9 MPa,界面处通过多级阻流搅拌头设计形成锚状机械咬合,显著提升了承载能力.Joudaki等[106]采用摩擦搭接焊实现铝合金与尼龙的连接,其无针搅拌头设计有效减少了金属损伤.此外,为应对日益多样化的异种材料连接需求,搅拌摩擦焊技术不断突破创新,逐步衍生出自铆接、回填式搅拌摩擦点焊等多种先进工艺变体.其中,自铆接工艺在Al/钢、Al/Mg等异质接头中实现了冶金-机械复合连接,大幅提升了接头强度与抗疲劳性能,已成功应用于航空航天轻量化结构等关键部件制造;这些工艺变体不仅展现出搅拌摩擦焊技术对材料组合、结构形式的强大适应性,也为轻量化设计与多材料混合结构制造提供了可靠的连接解决方案. ...
航空器制造中的焊接技术
2
2009
... 异种材料搅拌摩擦焊在航空航天领域兼具两类优势:既能实现铝合金、钛合金、钢等异种材料的可靠连接,充分发挥不同材料的性能特长以减轻结构重量;又凭借固相焊接特性,低热输入可减少热裂纹等缺陷,降低焊接变形,保障构件尺寸精度.其无烟尘、无飞溅的绿色工艺特点,以及对复杂结构的适配性,助力提升飞行器的可靠性和轻量化水平.针对完全互溶材料体系,FSW技术已成熟应用于大型薄壁构件的制造[101].Boldsaikhan等[102]成功将回填式搅拌摩擦焊(RFSSW)技术应用于航空铝合金AA7075-T6和AA2024-T3异种焊接.采用AA2024-T3合金作为飞机结构蒙皮侧的下片材,采用AA7075-T6合金作为飞机蒙皮加厚结构加厚侧的上片材.如图10[103]所示,SpaceX Falcon 9液氧箱采用AA2060-T8E30合金,配合双轴肩FSW技术实现8 m长焊缝,泄漏率< 0.01%[104].针对有限互溶体系,其挑战在于界面易形成脆性IMCs,但通过FSW固相连接可抑制IMCs生长. ...
... 铝/钢异种结构作为理想的轻量化解决方案,其界面可靠连接是当前工业制造面临的首要挑战.铝/钢搅拌摩擦焊作为一种先进的固相连接技术,其较低的焊接温度和较大的界面压力可以有效抑制脆性金属间化合物的生成,进而解决铝材与钢异种材料焊接时界面产生脆性IMC的难题.波音787机翼加强肋(AA7075-T6/Ti-6Al-4V)采用纯Al中间层过渡,焊接后IMCs层厚度显著降低.空客A350机翼蒙皮(AA2024-T3/Ti-6Al-4V)通过工艺调控,使硬度梯度平缓过渡,缓解了焊接过程热力过程不均匀造成的力学性能差异性分布程度[104].C919大飞机项目也成功应用了摩擦焊技术,实现了钛合金蒙皮与骨架的高效连接.这种连接方式不仅焊接变形量小,而且单道焊缝长度可突破12 m,满足了大型飞机部件对焊接质量和效率的高要求[94].针对完全不互溶体系,金属与聚合物异种材料搅拌摩擦焊技术正从实验室研究向工程验证迈进.该技术可实现铝合金、钛合金等金属与热塑性聚合物(如聚苯硫醚(PPS)、聚醚醚酮(PEEK))的可靠连接,形成机械互锁与化学键合协同作用的界面结构,是替代传统胶接或机械连接技术的可行方案.Gao等[105]开发的搅拌摩擦铆焊技术,使7075-T6铝合金与短玻璃纤维增强PEEK的拉剪强度达59.9 MPa,界面处通过多级阻流搅拌头设计形成锚状机械咬合,显著提升了承载能力.Joudaki等[106]采用摩擦搭接焊实现铝合金与尼龙的连接,其无针搅拌头设计有效减少了金属损伤.此外,为应对日益多样化的异种材料连接需求,搅拌摩擦焊技术不断突破创新,逐步衍生出自铆接、回填式搅拌摩擦点焊等多种先进工艺变体.其中,自铆接工艺在Al/钢、Al/Mg等异质接头中实现了冶金-机械复合连接,大幅提升了接头强度与抗疲劳性能,已成功应用于航空航天轻量化结构等关键部件制造;这些工艺变体不仅展现出搅拌摩擦焊技术对材料组合、结构形式的强大适应性,也为轻量化设计与多材料混合结构制造提供了可靠的连接解决方案. ...
Friction stir lap welding of plastic to metal using adjustable tool
1
2020
... 铝/钢异种结构作为理想的轻量化解决方案,其界面可靠连接是当前工业制造面临的首要挑战.铝/钢搅拌摩擦焊作为一种先进的固相连接技术,其较低的焊接温度和较大的界面压力可以有效抑制脆性金属间化合物的生成,进而解决铝材与钢异种材料焊接时界面产生脆性IMC的难题.波音787机翼加强肋(AA7075-T6/Ti-6Al-4V)采用纯Al中间层过渡,焊接后IMCs层厚度显著降低.空客A350机翼蒙皮(AA2024-T3/Ti-6Al-4V)通过工艺调控,使硬度梯度平缓过渡,缓解了焊接过程热力过程不均匀造成的力学性能差异性分布程度[104].C919大飞机项目也成功应用了摩擦焊技术,实现了钛合金蒙皮与骨架的高效连接.这种连接方式不仅焊接变形量小,而且单道焊缝长度可突破12 m,满足了大型飞机部件对焊接质量和效率的高要求[94].针对完全不互溶体系,金属与聚合物异种材料搅拌摩擦焊技术正从实验室研究向工程验证迈进.该技术可实现铝合金、钛合金等金属与热塑性聚合物(如聚苯硫醚(PPS)、聚醚醚酮(PEEK))的可靠连接,形成机械互锁与化学键合协同作用的界面结构,是替代传统胶接或机械连接技术的可行方案.Gao等[105]开发的搅拌摩擦铆焊技术,使7075-T6铝合金与短玻璃纤维增强PEEK的拉剪强度达59.9 MPa,界面处通过多级阻流搅拌头设计形成锚状机械咬合,显著提升了承载能力.Joudaki等[106]采用摩擦搭接焊实现铝合金与尼龙的连接,其无针搅拌头设计有效减少了金属损伤.此外,为应对日益多样化的异种材料连接需求,搅拌摩擦焊技术不断突破创新,逐步衍生出自铆接、回填式搅拌摩擦点焊等多种先进工艺变体.其中,自铆接工艺在Al/钢、Al/Mg等异质接头中实现了冶金-机械复合连接,大幅提升了接头强度与抗疲劳性能,已成功应用于航空航天轻量化结构等关键部件制造;这些工艺变体不仅展现出搅拌摩擦焊技术对材料组合、结构形式的强大适应性,也为轻量化设计与多材料混合结构制造提供了可靠的连接解决方案. ...
Experimental investigation of friction stir spot welding of polymer-aluminum alloy weldments
1
2022
... 铝/钢异种结构作为理想的轻量化解决方案,其界面可靠连接是当前工业制造面临的首要挑战.铝/钢搅拌摩擦焊作为一种先进的固相连接技术,其较低的焊接温度和较大的界面压力可以有效抑制脆性金属间化合物的生成,进而解决铝材与钢异种材料焊接时界面产生脆性IMC的难题.波音787机翼加强肋(AA7075-T6/Ti-6Al-4V)采用纯Al中间层过渡,焊接后IMCs层厚度显著降低.空客A350机翼蒙皮(AA2024-T3/Ti-6Al-4V)通过工艺调控,使硬度梯度平缓过渡,缓解了焊接过程热力过程不均匀造成的力学性能差异性分布程度[104].C919大飞机项目也成功应用了摩擦焊技术,实现了钛合金蒙皮与骨架的高效连接.这种连接方式不仅焊接变形量小,而且单道焊缝长度可突破12 m,满足了大型飞机部件对焊接质量和效率的高要求[94].针对完全不互溶体系,金属与聚合物异种材料搅拌摩擦焊技术正从实验室研究向工程验证迈进.该技术可实现铝合金、钛合金等金属与热塑性聚合物(如聚苯硫醚(PPS)、聚醚醚酮(PEEK))的可靠连接,形成机械互锁与化学键合协同作用的界面结构,是替代传统胶接或机械连接技术的可行方案.Gao等[105]开发的搅拌摩擦铆焊技术,使7075-T6铝合金与短玻璃纤维增强PEEK的拉剪强度达59.9 MPa,界面处通过多级阻流搅拌头设计形成锚状机械咬合,显著提升了承载能力.Joudaki等[106]采用摩擦搭接焊实现铝合金与尼龙的连接,其无针搅拌头设计有效减少了金属损伤.此外,为应对日益多样化的异种材料连接需求,搅拌摩擦焊技术不断突破创新,逐步衍生出自铆接、回填式搅拌摩擦点焊等多种先进工艺变体.其中,自铆接工艺在Al/钢、Al/Mg等异质接头中实现了冶金-机械复合连接,大幅提升了接头强度与抗疲劳性能,已成功应用于航空航天轻量化结构等关键部件制造;这些工艺变体不仅展现出搅拌摩擦焊技术对材料组合、结构形式的强大适应性,也为轻量化设计与多材料混合结构制造提供了可靠的连接解决方案. ...
Application and prospect of composite materials in rail transit vehicles
1
2021
... 在轨道交通领域,异种材料连接同样广泛应用于复杂承力结构中.日本铁道综合技术研究所开发了CFRP制高速列车车顶,通过胶粘与铝合金车体连接,并结合焊接实现与铝合金侧壁的装配.韩国摆式列车车体采用不锈钢骨架与铝蜂窝夹芯侧墙和顶盖的混合设计,显著提高了车体强度和吸能特性.此外,车体底架上存在碳钢与不锈钢的异种材料焊接需求,采用热输入较低的激光焊接可有效控制稀释率并抑制开裂倾向.在受电弓等供电系统中,异种材料连接也发挥着重要作用,例如铜合金接触网线与不锈钢支撑件通过扩散焊实现连接,其接头电阻率极低,接近纯Cu水平,能有效减少能量损耗[107]. ...
复合材料在轨道交通车辆中的应用与展望
1
2021
... 在轨道交通领域,异种材料连接同样广泛应用于复杂承力结构中.日本铁道综合技术研究所开发了CFRP制高速列车车顶,通过胶粘与铝合金车体连接,并结合焊接实现与铝合金侧壁的装配.韩国摆式列车车体采用不锈钢骨架与铝蜂窝夹芯侧墙和顶盖的混合设计,显著提高了车体强度和吸能特性.此外,车体底架上存在碳钢与不锈钢的异种材料焊接需求,采用热输入较低的激光焊接可有效控制稀释率并抑制开裂倾向.在受电弓等供电系统中,异种材料连接也发挥着重要作用,例如铜合金接触网线与不锈钢支撑件通过扩散焊实现连接,其接头电阻率极低,接近纯Cu水平,能有效减少能量损耗[107]. ...
New progress in laser welding technology for Al/Cu dissimilar metals in automotive battery modules
1
2020
... 在电动汽车的关键部件中,电池极耳与母线之间存在多种材料应用(如Al/Cu、Al/钢、Cu/钢),要求接头兼具低电阻、高导电性和良好机械强度.Al/Cu异种金属激光焊接已成为动力电池模组制造中的关键连接工艺[108].同时,为应对Cu/Al焊接存在的质量稳定性问题,铝镶嵌冷压复合技术已在欧洲高端车型中批量应用,通过机械复合方式实现稳定连接.电池包箱体的发展设计倾向于采用铝合金和碳纤维复合材料,其连接可靠性对电池整体性能与安全性影响显著[109]. ...
汽车电池模组件Al/Cu异种金属激光焊接技术新进展
1
2020
... 在电动汽车的关键部件中,电池极耳与母线之间存在多种材料应用(如Al/Cu、Al/钢、Cu/钢),要求接头兼具低电阻、高导电性和良好机械强度.Al/Cu异种金属激光焊接已成为动力电池模组制造中的关键连接工艺[108].同时,为应对Cu/Al焊接存在的质量稳定性问题,铝镶嵌冷压复合技术已在欧洲高端车型中批量应用,通过机械复合方式实现稳定连接.电池包箱体的发展设计倾向于采用铝合金和碳纤维复合材料,其连接可靠性对电池整体性能与安全性影响显著[109]. ...
Research on lightweight design of composite battery pack for electric vehicle
1
2020
... 在电动汽车的关键部件中,电池极耳与母线之间存在多种材料应用(如Al/Cu、Al/钢、Cu/钢),要求接头兼具低电阻、高导电性和良好机械强度.Al/Cu异种金属激光焊接已成为动力电池模组制造中的关键连接工艺[108].同时,为应对Cu/Al焊接存在的质量稳定性问题,铝镶嵌冷压复合技术已在欧洲高端车型中批量应用,通过机械复合方式实现稳定连接.电池包箱体的发展设计倾向于采用铝合金和碳纤维复合材料,其连接可靠性对电池整体性能与安全性影响显著[109]. ...
复合材料电动汽车电池包轻量化设计研究
1
2020
... 在电动汽车的关键部件中,电池极耳与母线之间存在多种材料应用(如Al/Cu、Al/钢、Cu/钢),要求接头兼具低电阻、高导电性和良好机械强度.Al/Cu异种金属激光焊接已成为动力电池模组制造中的关键连接工艺[108].同时,为应对Cu/Al焊接存在的质量稳定性问题,铝镶嵌冷压复合技术已在欧洲高端车型中批量应用,通过机械复合方式实现稳定连接.电池包箱体的发展设计倾向于采用铝合金和碳纤维复合材料,其连接可靠性对电池整体性能与安全性影响显著[109]. ...
Thermal coupling analysis in a multichip paralleled IGBT module for a DFIG wind turbine power converter
1
2017
... 覆铜陶瓷基板是通过特殊工艺在陶瓷基片单/双表面结合铜材制备而成,在功率半导体产品中应用广泛,其重要性仅次于芯片,是大功率高散热产品的核心封装材料之一.陶瓷覆铜基板在功率模块中兼具载流导体、力学支撑、电绝缘体与热管理通道多重功能,是保障器件可靠性的核心组件[110].覆铜陶瓷基板制备按照工艺一般可分为:直接覆铜(DBC)技术、表面镀铜(DPC)技术和活性金属钎焊(AMB)技术. ...
Direct bonding of copper to aluminum nitride
1
1996
... DBC技术通过在含氧N2气氛围中高温热处理,使Cu与O形成Cu-O共晶液相,该液相润湿Al2O3陶瓷并反应生成CuAlO2/Cu(AlO2)2过渡层,实现Cu箔与陶瓷的冶金结合[111].DPC技术采用磁控溅射在陶瓷表面沉积种子层后电镀增厚Cu层,再经光刻-蚀刻图形化加工,其工艺温度低,但基板载流能力通常限于数十安培[112].Huang等[113]通过溅射Ti膜并电镀Cu层,再经热处理强化界面,成功制备Al2O3/AlN-DPC基板.AMB技术利用含活性金属(如Ti或TiH2)的钎料(如Ag-Cu-Ti)实现Cu与陶瓷的高强度连接,界面结合优异,尤其适用于高温SiC器件封装[114].Xu等[115]研究表明,随Ti含量增加,钎料润湿性改善,Ti含量为4.5% (质量分数)时润湿角可达5.5°. ...
Research progress in metallization of ceramic substrate
1
2023
... DBC技术通过在含氧N2气氛围中高温热处理,使Cu与O形成Cu-O共晶液相,该液相润湿Al2O3陶瓷并反应生成CuAlO2/Cu(AlO2)2过渡层,实现Cu箔与陶瓷的冶金结合[111].DPC技术采用磁控溅射在陶瓷表面沉积种子层后电镀增厚Cu层,再经光刻-蚀刻图形化加工,其工艺温度低,但基板载流能力通常限于数十安培[112].Huang等[113]通过溅射Ti膜并电镀Cu层,再经热处理强化界面,成功制备Al2O3/AlN-DPC基板.AMB技术利用含活性金属(如Ti或TiH2)的钎料(如Ag-Cu-Ti)实现Cu与陶瓷的高强度连接,界面结合优异,尤其适用于高温SiC器件封装[114].Xu等[115]研究表明,随Ti含量增加,钎料润湿性改善,Ti含量为4.5% (质量分数)时润湿角可达5.5°. ...
陶瓷基板金属化制备技术的研究进展
1
2023
... DBC技术通过在含氧N2气氛围中高温热处理,使Cu与O形成Cu-O共晶液相,该液相润湿Al2O3陶瓷并反应生成CuAlO2/Cu(AlO2)2过渡层,实现Cu箔与陶瓷的冶金结合[111].DPC技术采用磁控溅射在陶瓷表面沉积种子层后电镀增厚Cu层,再经光刻-蚀刻图形化加工,其工艺温度低,但基板载流能力通常限于数十安培[112].Huang等[113]通过溅射Ti膜并电镀Cu层,再经热处理强化界面,成功制备Al2O3/AlN-DPC基板.AMB技术利用含活性金属(如Ti或TiH2)的钎料(如Ag-Cu-Ti)实现Cu与陶瓷的高强度连接,界面结合优异,尤其适用于高温SiC器件封装[114].Xu等[115]研究表明,随Ti含量增加,钎料润湿性改善,Ti含量为4.5% (质量分数)时润湿角可达5.5°. ...
High thermal conductive AlN substrate for heat dissipation in high-power LEDs
1
2019
... DBC技术通过在含氧N2气氛围中高温热处理,使Cu与O形成Cu-O共晶液相,该液相润湿Al2O3陶瓷并反应生成CuAlO2/Cu(AlO2)2过渡层,实现Cu箔与陶瓷的冶金结合[111].DPC技术采用磁控溅射在陶瓷表面沉积种子层后电镀增厚Cu层,再经光刻-蚀刻图形化加工,其工艺温度低,但基板载流能力通常限于数十安培[112].Huang等[113]通过溅射Ti膜并电镀Cu层,再经热处理强化界面,成功制备Al2O3/AlN-DPC基板.AMB技术利用含活性金属(如Ti或TiH2)的钎料(如Ag-Cu-Ti)实现Cu与陶瓷的高强度连接,界面结合优异,尤其适用于高温SiC器件封装[114].Xu等[115]研究表明,随Ti含量增加,钎料润湿性改善,Ti含量为4.5% (质量分数)时润湿角可达5.5°. ...
Active alloy brazing Al2O3 ceraics and metal
1
2006
... DBC技术通过在含氧N2气氛围中高温热处理,使Cu与O形成Cu-O共晶液相,该液相润湿Al2O3陶瓷并反应生成CuAlO2/Cu(AlO2)2过渡层,实现Cu箔与陶瓷的冶金结合[111].DPC技术采用磁控溅射在陶瓷表面沉积种子层后电镀增厚Cu层,再经光刻-蚀刻图形化加工,其工艺温度低,但基板载流能力通常限于数十安培[112].Huang等[113]通过溅射Ti膜并电镀Cu层,再经热处理强化界面,成功制备Al2O3/AlN-DPC基板.AMB技术利用含活性金属(如Ti或TiH2)的钎料(如Ag-Cu-Ti)实现Cu与陶瓷的高强度连接,界面结合优异,尤其适用于高温SiC器件封装[114].Xu等[115]研究表明,随Ti含量增加,钎料润湿性改善,Ti含量为4.5% (质量分数)时润湿角可达5.5°. ...
氧化铝陶瓷与金属活性封接技术研究
1
2006
... DBC技术通过在含氧N2气氛围中高温热处理,使Cu与O形成Cu-O共晶液相,该液相润湿Al2O3陶瓷并反应生成CuAlO2/Cu(AlO2)2过渡层,实现Cu箔与陶瓷的冶金结合[111].DPC技术采用磁控溅射在陶瓷表面沉积种子层后电镀增厚Cu层,再经光刻-蚀刻图形化加工,其工艺温度低,但基板载流能力通常限于数十安培[112].Huang等[113]通过溅射Ti膜并电镀Cu层,再经热处理强化界面,成功制备Al2O3/AlN-DPC基板.AMB技术利用含活性金属(如Ti或TiH2)的钎料(如Ag-Cu-Ti)实现Cu与陶瓷的高强度连接,界面结合优异,尤其适用于高温SiC器件封装[114].Xu等[115]研究表明,随Ti含量增加,钎料润湿性改善,Ti含量为4.5% (质量分数)时润湿角可达5.5°. ...
The influence of Ti content in AgCuTi filler on its wetting and spreading mechanism on silicon nitride ceramics: An experiment and first-principles calculation study
1
2024
... DBC技术通过在含氧N2气氛围中高温热处理,使Cu与O形成Cu-O共晶液相,该液相润湿Al2O3陶瓷并反应生成CuAlO2/Cu(AlO2)2过渡层,实现Cu箔与陶瓷的冶金结合[111].DPC技术采用磁控溅射在陶瓷表面沉积种子层后电镀增厚Cu层,再经光刻-蚀刻图形化加工,其工艺温度低,但基板载流能力通常限于数十安培[112].Huang等[113]通过溅射Ti膜并电镀Cu层,再经热处理强化界面,成功制备Al2O3/AlN-DPC基板.AMB技术利用含活性金属(如Ti或TiH2)的钎料(如Ag-Cu-Ti)实现Cu与陶瓷的高强度连接,界面结合优异,尤其适用于高温SiC器件封装[114].Xu等[115]研究表明,随Ti含量增加,钎料润湿性改善,Ti含量为4.5% (质量分数)时润湿角可达5.5°. ...
Compositionally graded metals: A new frontier of additive manufacturing
1
2014
... 增材制造技术因其逐层堆积、原位调控成分的独特优势,已成为功能梯度材料工程化的核心途径.目前,增材制造的功能梯度材料在航空航天、工业以及医疗领域都有应用.功能梯度材料最初被应用在航天器的涂层上,在火箭喷嘴制造中,采用轻质且高强的Ti6Al4V作为机身材料,采用高熔点的Nb作为喷嘴材料,并采用增材制造功能梯度材料的方式一体化制造[116].电动汽车的转子已经由单一材料制成转变为软磁材料和高强度材料增材制造而成,减轻了转子重量并提高了生产效率.在海上环境中,船用立管处在承受着力、电流、受腐蚀环境中,相比传统碳锰钢钢管,利用线弧增材制造的外层为双相不锈钢、内层为碳锰钢的立管,其机械强度以及耐腐蚀性能更高[117].增材制造的功能梯度材料具有传统材料无法实现的独特的物理和化学特性,表现出更高的强度和弹性,使用寿命更长,未来应用空间极其广阔. ...
Functionally graded materials for marine risers by additive manufacturing for high-temperature applications: Experimental investigations
1
2022
... 增材制造技术因其逐层堆积、原位调控成分的独特优势,已成为功能梯度材料工程化的核心途径.目前,增材制造的功能梯度材料在航空航天、工业以及医疗领域都有应用.功能梯度材料最初被应用在航天器的涂层上,在火箭喷嘴制造中,采用轻质且高强的Ti6Al4V作为机身材料,采用高熔点的Nb作为喷嘴材料,并采用增材制造功能梯度材料的方式一体化制造[116].电动汽车的转子已经由单一材料制成转变为软磁材料和高强度材料增材制造而成,减轻了转子重量并提高了生产效率.在海上环境中,船用立管处在承受着力、电流、受腐蚀环境中,相比传统碳锰钢钢管,利用线弧增材制造的外层为双相不锈钢、内层为碳锰钢的立管,其机械强度以及耐腐蚀性能更高[117].增材制造的功能梯度材料具有传统材料无法实现的独特的物理和化学特性,表现出更高的强度和弹性,使用寿命更长,未来应用空间极其广阔. ...








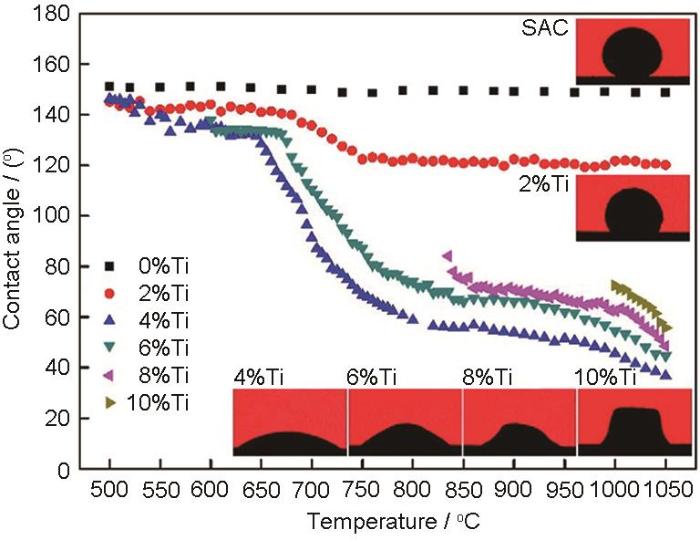






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}