


S31042奥氏体耐热钢作为超超临界机组中过热器和再热器的关键材料,较高的Cr和Ni含量使其具有优良的抗蒸汽氧化和抗烟气腐蚀性能[1,2]。在600℃左右的高温环境中,其晶粒内部析出弥散分布的Z相和MX相,能够增大位错运动的阻力[3~6],而晶界上形成的链状M23C6相能够阻碍晶界滑动束缚晶粒变形,从而使S31042钢获得良好的高温持久强度[7~10]。GH4169合金是一种第二相沉淀强化型镍基高温合金,在1000℃高温下依然具有突出的抗氧化和抗腐蚀性能[11,12],其主要强化相为盘状交叉分布的γ″相,此外还有少量的球状γ′相和细针状的δ相[13~15]。γ″相与γ相基体之间具有四方共格关系,通过共格应变强化机制使GH4169合金具有优异的高温抗蠕变和抗疲劳性能[16~18],是下一代先进超超临界机组中过热器和再热器的候选材料之一。
近年来线性摩擦焊接技术发展迅速,特别是在航空发动机整体叶盘的制造和修复领域获得广泛应用。中国航空制造技术研究院针对钛合金的线性摩擦焊技术开展大量研究,其中包括Ti-22Al-27Nb、TC17等钛合金,此外分别对TC4/TC17、TC21/TC4等钛合金进行异质连接[21~23]。Ti-22Al-27Nb合金为B2和O两相钛合金,经线性摩擦焊后该合金接头焊缝区转变为超细晶的B2单相组织,显微硬度可达354 HV,两侧发生变形的热力影响区组织由B2、O和α2三相构成[24]。科研人员将线性摩擦焊的应用领域扩宽至钢、镍基合金和钛合金[25~27],通过模拟与实验相结合的方法深入研究线性摩擦焊接头的界面结构及其形成机理[28,29]。研究[30]发现,线性摩擦焊产生的热量较高导致镍基合金接头组织中的γ′和γ″相发生回复,进而导致其接头的力学性能低于母材。在适当的温度对线性摩擦焊接头进行焊后热处理,能够有效提高接头的强度[31~33]。
GH4169镍基合金在抗氧化、抗腐蚀能力和抗高温蠕变性能方面明显优于S31042奥氏体耐热钢,但是GH4169合金的成本较高,而S31042钢的性价比优异,2种材料将可能会应用于先进超超临界机组中承受不同温度的部件上,难免会遇到相互连接的问题。目前,有关奥氏体耐热钢和镍基高温合金之间连接方法的研究较少,而线性摩擦焊接作为一种先进的固相连接技术,在连接高温合金方面具有熔化焊不可比拟的优势。因此,本工作采用线性摩擦焊技术探究S31042钢与GH4169合金之间的异质连接工艺,分析异质摩擦焊接头的组织特征和力学性能,并结合700℃蠕变测试检验异质接头在高温环境下的可靠性。
1 实验方法
实验所用S31042奥氏体耐热钢的化学成分(质量分数,%,下同)为:C 0.07,Mn 1.16,P 0.018,S 0.003,Si 0.38,Cr 24.94,Ni 20.49,Nb 0.44,N 0.26,Fe余量;GH4169镍基高温合金的化学成分为:C 0.025,P 0.007,B 0.004,Cr 18.1,Mo 2.9,Fe 18,Nb 5.45,Ti 1.0,Al 0.45,Ni余量。分别在1250和1050℃对S31042钢与CH4169合金进行固溶处理,机械加工成65 mm×20 mm×10 mm规格的线性摩擦焊接试样。对焊接试样的上下端面(20 mm×10 mm)进行机械研磨,并先后在酒精和丙酮溶液中进行超声波清洗。采用最新的XMH-250型线性摩擦焊设备对S31042钢和GH4169合金试样进行异质连接,利用工装将GH4169合金试样固定在静止端,将S31042钢试样装夹在振动端。首先使振动端的S31042钢试样上下往复运动,频率为25 Hz,振幅为2 mm。随后与静止端的GH4169合金试样相互接触,在100 MPa压力作用下进行摩擦连接。往复运动停止后,在150 MPa顶锻压力下保持一段时间得到异质摩擦焊接头。
以S31042/GH4169线性摩擦焊接头的焊缝为中心切取20 mm×10 mm×10 mm的金相试样,先后进行打磨和抛光处理成镜面,放置在CuCl2溶液(5 g CuCl2 + 30 mL HCl + 30 mL CH3CH2OH)中浸没腐蚀1 min。利用DMI 8型光学显微镜(OM)观察异质接头的宏观形貌,而后使用S4800型扫描电子显微镜(SEM)的二次电子模式(SE)和能谱(EDS)分别对异质接头的各区域进行详细表征和分析,并对拉伸和蠕变断裂后试样进行断口分析。使用JSM-7800F型SEM通过电子背散射衍射(EBSD)模式表征异质接头各特征区域的晶体取向、晶界取向差和应变分布。采用线切割方法在异质接头的各特征区域上切取0.5 mm厚的薄片,用细砂纸将其厚度打磨至50 μm,冲裁出直径为3 mm的圆片。以-30℃的5%高氯酸+95%酒精(体积分数)混合溶液作为电解液,调整DJ2000型电解双喷减薄仪的工作电压在35 V左右,将圆片减薄制备成透射电镜(TEM)试样。使用JEM-2100F型TEM观察异质接头各区域的微观组织,通过高分辨像(HRTEM)、Fourier变换(FFT)标定和EDS模式分析焊缝区中的析出相类型。使用Duramin-A300型Vickers硬度计对样品进行显微硬度测试,所用载荷为200 g,保压时间10 s。垂直于异质接头焊接面的方向加工出标距长度为25 mm的拉伸和蠕变试样,使用GNT 100万能试验机在室温下进行拉伸实验,所用拉伸速率为0.03 mm/s。使用RDL 100型高温电子蠕变试验机,在700℃下施加200 MPa的应力进行蠕变实验。
2 实验结果与讨论
2.1 异质接头的宏观形貌
S31042耐热钢和GH4169镍基高温合金经线性摩擦焊工艺连接的接头形貌如图1所示。可以看出,2种材料在焊合面上精准对接,连接后试样的总长缩短5 mm左右。S31042耐热钢和GH4169镍基高温合金在摩擦压力作用下,伴随快速的往复运动产生大量的摩擦热,当2种材料达到黏塑性状态后在界面位置发生较大变形,并向界面的外围溢出形成飞边。飞边能够将2种材料连接面上的氧化膜和油脂等杂质排出界面,发挥清洁界面的作用。往复运动停止后,通过施加较大的顶锻压力使连接界面的四周完全闭合,有效阻止氢、氧等有害物质进入界面,从而使S31042耐热钢和GH4169镍基高温合金实现洁净的冶金结合。
图1

图1
S31042/GH4169线性摩擦焊接头的宏观照片
Fig.1
Appearance of S31042/GH4169 linear friction welded joint
接头组织的OM像如图2所示。由于2种材料晶粒尺寸和析出相的差异,在OM像的连接界面上存在明显的分界线,其中左侧颜色较为光亮的部分为S31042耐热钢,右侧颜色略深的部分为GH4169镍基高温合金。图中白色和黑色相连的异质界面为焊缝,由细小等轴状再结晶晶粒所构成的区域为焊缝区(A区),该区间的宽度约为0.5 mm。焊缝区两侧为热力影响区,由于该区域在焊接过程的受力状态及所处温区差异较大,因此存在2种不同类型的组织,其中紧邻焊缝热力影响区(B区)的晶粒细小呈等轴状,而远焊缝热力影响区(C区)的晶粒沿焊缝方向呈流线型分布,将由均匀等轴状晶粒逐步转变成流线型晶粒的区域统一定义为热力影响区。再向外为热影响区(D区),该区域的晶粒未发生变形,但晶界位置有沉淀相形成。两端为母材区(E区),这个区域中的晶粒均保持材料的原始形态。
图2

图2
S31042/GH4169线性摩擦焊接头显微组织的OM像
Fig.2
OM image of S31042/GH4169 linear friction welded joint (A—weld zone, B—near-weld line thermo-mechanically affected zone, C—far-weld line thermo-mechanically affected zone, D—heat affected zone, E—parent metal)
2.2 异质接头的微观形貌
异质接头焊缝区的微观形貌如图3a所示。未在S31042钢和GH4169镍基合金的焊合界面上发现孔洞和裂纹。焊缝区中2种材料之间存在明显的界面,垂直于界面做EDS线扫描分析,界面左侧材料的Ni含量较高,为GH4169镍基合金,而右侧Fe含量较高的材料为S31042钢。焊缝区中S31042钢和GH4169镍基合金的晶粒均十分细小,平均尺寸约为1 μm。此外,在焊缝区的GH4169合金组织中发现大量弥散分布的析出物颗粒,尺寸从几纳米到上百纳米不等,如图3b所示。在线性摩擦焊接过程,焊缝位置所受的切应力最大,且同时受到压应力的作用,摩擦产生的热量使焊缝区的温度高达1100℃左右,因此焊缝区中S31042钢和GH4169镍基合金均发生完全动态再结晶。焊接完成后,随着往复运动停止接头在空气中快速冷却,使得焊缝区细小的再结晶晶粒未来得及长大,直接从高温下保留至室温。
图3
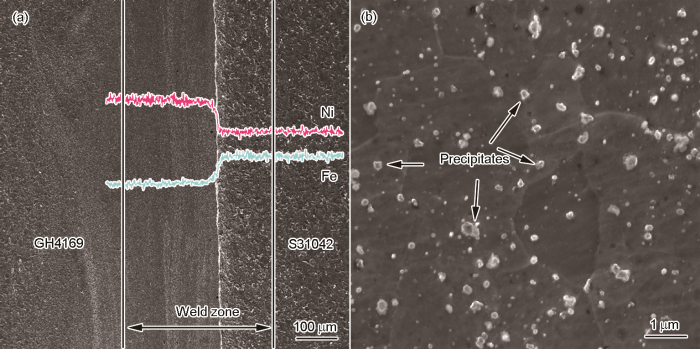
图3
S31042/GH4169线性摩擦焊接头焊缝区显微组织的EDS及析出物SEM像
Fig.3
SEM images of weld zone (and EDS) (a) and precipitates in GH4169 alloy (b) of S31042/GH4169 linear friction welded joint
图4
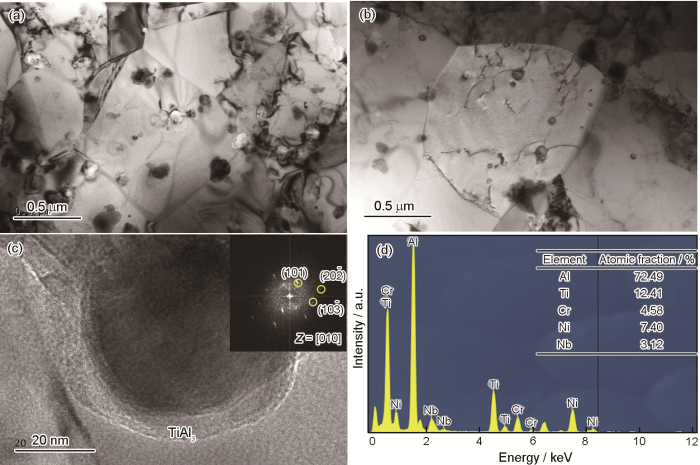
图4
GH4169合金一侧焊缝区析出相的TEM、HRTEM像及EDS分析
Fig.4
TEM images (a, b), HRTEM image (c), and EDS analysis of precipitate (d) of weld zone in GH4169 superalloy (Inset in Fig.3c shows fast Fourier transform (FFT) pattern of TiAl3)
图5a和b所示为异质摩擦焊接头中S31042钢一侧热力影响区的微观形貌。在靠近焊缝一侧的热力影响区中(图5a),等轴的奥氏体晶粒均匀分布,平均尺寸在5 μm左右。由于该区域距离焊缝较近,在摩擦焊过程的温度较高,且同时受到切应力和压应力的作用,发生完全动态再结晶。而在距离焊接位置较远的热力影响区中(图5b),存在2类形貌截然不同的晶粒,一类晶粒平行于焊缝方向呈长条状,长度可达数十微米,另外一类晶粒为尺寸较小的等轴晶粒。随着与焊缝之间的距离增大,在摩擦焊过程所承受的变形程度和温度均有所降低,不能满足完全动态再结晶的条件,因此该区域的晶粒发生不完全动态再结晶,所形成的2类晶粒构成典型的项链结构。热影响区在摩擦焊过程基本不受切应力作用,仅受焊缝区所传递出的热量影响,温度较低不满足发生再结晶的条件。其中的奥氏体晶粒均保持原始形貌,尺寸远远大于焊缝区和热力影响区中的晶粒(图5c)。S31042钢和GH4169镍基合金的接触面在焊接过程摩擦产热,焊缝区的温度最高,且热量不断向两端母材区扩散,导致热影响区的温度升高至奥氏体的敏化温度区间,促进链状沉淀相沿奥氏体晶界析出。通过图6中TEM像及选区电子衍射(SAED)标定,可以确定该沉淀相为M23C6相,可见热影响区晶界位置被链状的M23C6相所覆盖。图5d为异质摩擦焊接头最外侧母材区的微观组织,母材区基本未受摩擦焊接过程的影响,组织与固溶态S31042钢一致,奥氏体晶粒尺寸在150 μm左右,其中含有少量微米级的析出相颗粒。
图5
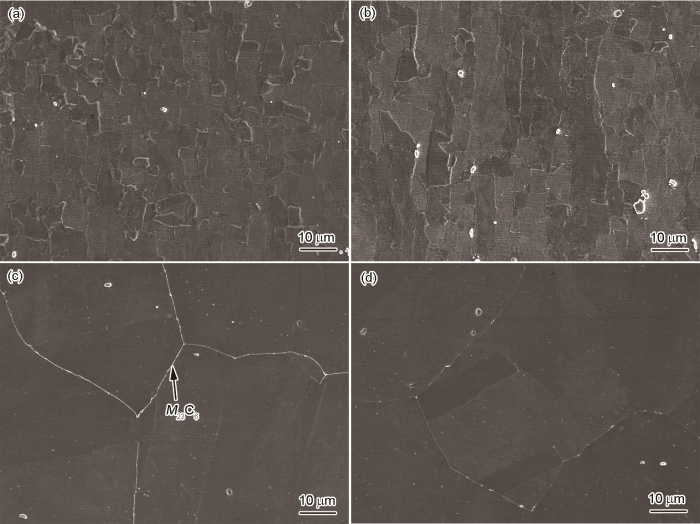
图5
S31042钢一侧不同区域显微组织的SEM像
(a) near-weld line thermo-mechanically affected zone (b) far-weld line thermo-mechanically affected zone
(c) heat affected zone (d) parent metal
Fig.5
SEM images of various zones in S31042 steel
图6

图6
S31042钢一侧热影响区的TEM像及沉淀相的SAED花样
Fig.6
TEM image (a) and selected area electron diffraction (SAED) pattern (b) of precipitates in heat affected zone of S31042 steel
图7
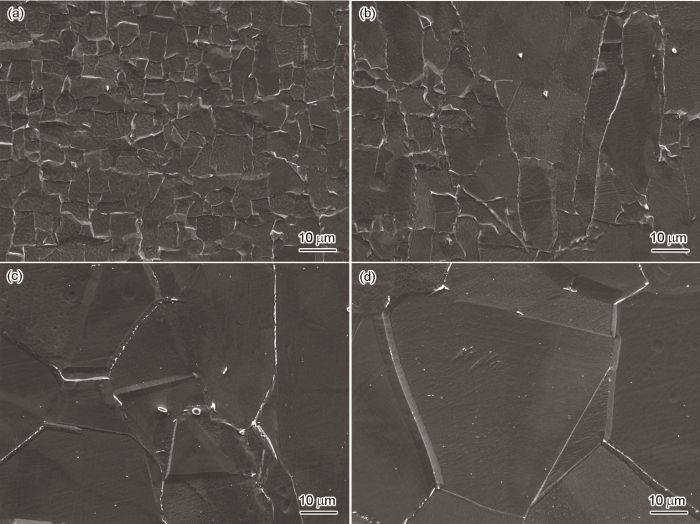
图7
GH4169合金一侧不同区域显微组织的SEM像
(a) near-weld line thermo-mechanically affected zone (b) far-weld line thermo-mechanically affected zone(c) heat affect zone (d) parent metal
Fig.7
SEM images of various zones in GH4169 superalloy
运用EBSD技术分析线性摩擦焊接头的组织特征如图8所示,图片的中心位置为焊缝区,宽度在300 μm左右,左侧为GH4169镍基合金组织,右侧为S31042钢组织。图8a为大小角度晶界的分布图,一般将15°作为大小角度晶界的分界线,其中大角度晶界由黑色线条表示,而小角度晶界由红色线条表示。GH4169镍基合金一侧的焊缝区和近焊缝热力影响区主要由大角度晶界构成,而S31042钢一侧则存在众多小角度晶界。通常取向相近的晶粒间为小角度晶界,而不同取向的晶粒间则为大角度。晶粒在发生回复和多边化后形成亚晶粒,亚晶粒之间的取向接近为小角度晶界。而发生动态再结晶后所形成晶粒的取向是随机的,呈无规则分布,晶粒间为大角度晶界。由此可见,摩擦焊接过程中焊缝区和近焊缝热力影响区发生完全动态再结晶,而远焊缝热力影响区中发生不完全动态再结晶。
图8

图8
S31042/GH4169线性摩擦焊接头焊缝区和热力影响区的EBSD图
Color online
(a) misorientation distribution (High angle grain boundaries with misorientation angles over 15° are represented by black lines, and low angle grain boundaries with misorientation angles lower than or equal to 15° are represented by red lines)(b) inverse pole figure(c) Kernel average misorientation (KAM)
Fig.8
EBSD maps of weld zone and thermo-mechanically affected zone of S31042/GH4169 linear friction welded joint
图8b所示为异质摩擦焊接头的反极图,图中不同的颜色表示不同的晶体取向。焊缝区由多种不同的颜色构成,呈无规律分布,这是因为相邻晶粒间的取向差较大,可以反映该区间在摩擦焊接过程发生动态再结晶。S31042钢一侧热力影响区的颜色较为单一,多呈绿色,说明该区域中晶粒的晶体学取向集中在{101}法线方向。摩擦焊接时热力影响区中晶粒受到较大切应力的作用,该区域中晶粒受力状态相似,均沿焊缝方向被拉长。由于该区域的温度低于动态再结晶所需温度,未能发生完全动态再结晶,因此受力状态相同的晶粒具有相同的晶体学取向。
图8c所示核心点平均取向差图(KAM)表征异质摩擦焊接头各区域的应变状态,应变程度按照蓝绿黄红的顺序逐渐升高。从图中可以看出,接头的各区域主要由蓝色和绿色构成,存在部分黄色区域和少数红色斑点,可见接头的应变程度总体不高。焊缝区在线性摩擦焊时受到切应力和压应力最大,而焊后该区域的应变程度较低,显示为蓝色和绿色,说明晶粒在发生再结晶时能够充分地释放应力。从图8a和b可以看出,GH4169合金的焊缝区和近焊缝热力影响区的再结晶程度较高,因此焊后该区域应变程度较低(蓝色)。在线性摩擦焊过程中,S31042钢一侧在夹具的切应力作用下与GH4169合金相互摩擦,因而S31042钢一侧的应变程度高于GH4169合金一侧。由于S31042钢一侧远离焊缝热力影响区发生不完全动态再结晶和动态回复,未能将其中的应力完全释放,焊接后的晶粒中将保留一定程度的应变,因此该区主要显示为绿色和黄色,且在部分晶界交叉的位置出现红色斑点,说明在三叉晶界处容易产生应力集中。
对S31042钢一侧的热力影响区至焊缝区的特征组织进行TEM观察,图9a~f所表征的区域逐渐趋近于焊缝。受摩擦焊过程切应力和压应力的作用,导致热力影响区的晶粒发生一定程度的变形,从而产生大量位错(图9a)。随着位错的数量不断增多,异号位错相互抵消,同号位错相互连接排列成位错墙(图9b)。距焊缝越近区域的变形程度越大,晶粒中的位错密度越高。位错墙在运动过程中相互作用,缠结后形成位错胞。位错胞的显微形貌如图9c所示,较高密度的位错墙相互交织构成位错胞的外壁,而位错胞内部的位错密度较低。摩擦焊过程中,距焊缝越近区域的温度越高,热力影响区中的组织发生回复,位错胞外壁中相互交织的位错进行对消和重排,使胞壁的厚度明显减小,最后由位错网络构成,如图9d所示。随着位错胞的外壁进一步发生锐化,位错胞转变为亚晶(图9e)。焊缝区在摩擦焊过程受到的应力最大且温度最高,满足发生再结晶的条件。相邻亚晶界面上的位错拆散后通过滑移或攀移转移至周围的亚晶界上,导致相邻亚晶合并后形成再结晶晶核。继而形成的再结晶晶粒间的位相差变大,因而焊缝区中再结晶晶粒的晶界均为大角度晶界(图9f)。
图9
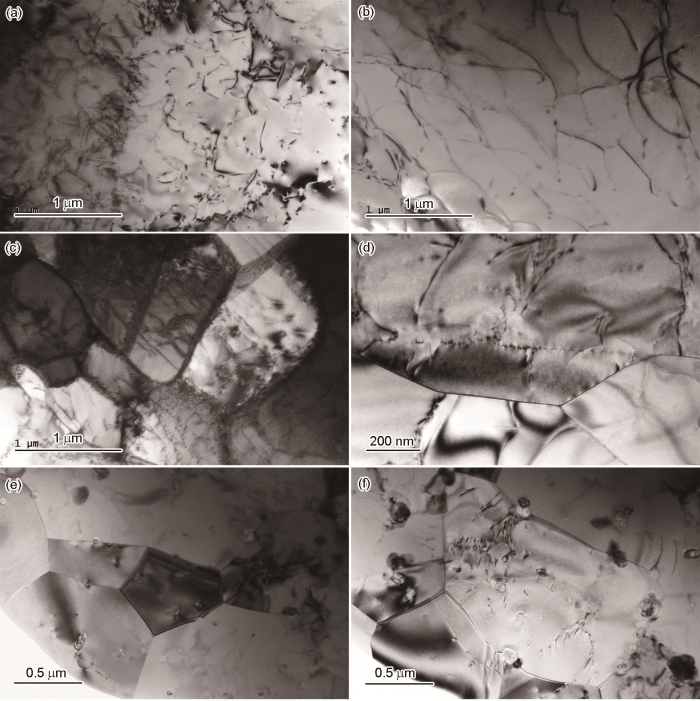
图9
S3102钢一侧热力影响区至焊缝区显微组织的TEM像
(a) dislocation (b) dislocation wall (c) dislocation cell(d) dislocation mesh (e) subgrain (f) recrystallization
Fig.9
TEM images of S31042 steel from thermo-mechanically affected zone to weld zone
2.3 异质接头的力学性能
图10为异质摩擦焊接头中主要区域的显微硬度分布,横坐标为0的位置为焊缝中心,焊缝左侧为GH4169合金,右侧为S31042钢。焊缝区域的显微硬度最高可达317 HV,远高于接头的其他部分。这是由于焊缝区的晶粒尺寸均在1 μm左右,同时存在大量纳米级的析出相颗粒,细晶强化和析出强化的共同作用使焊缝区的硬度明显提高。两侧近焊缝热力影响区中晶粒尺寸约为5 μm,细晶强化程度减弱,且晶粒中未发现有析出相形成,因而其硬度较焊缝区相比发生断崖式降低。根据图8和9可知,GH4169合金热力影响区中晶粒的再结晶程度高于S31042钢一侧,发生再结晶能够大幅消除位错,因而S31042钢热力影响区中残留的位错数量高于GH4169合金一侧,位错的缠结和交错使位错的移动更加困难,导致材料的强度和硬度提高,因此S31042钢一侧热力影响区的硬度高于GH4169合金一侧。随着与焊缝之间的距离增大,晶粒尺寸逐渐增大至原始尺寸,硬度缓慢下降趋近于母材。
图10
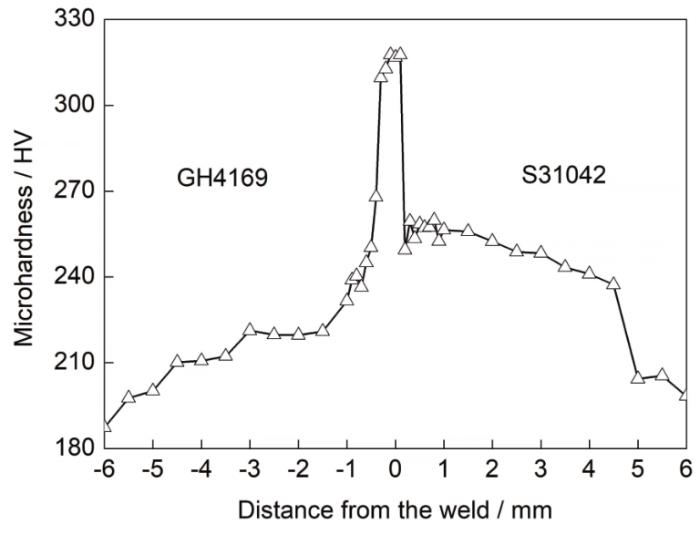
图10
S31042/GH4169线性摩擦焊接头的显微硬度
Fig.10
Microhardness of S31042/GH4169 linear friction welded joint
分别对GH4169合金、S31042钢和S31042/GH4169线性摩擦焊接头进行拉伸测试,其工程应力-应变曲线如图11所示。异质摩擦焊接头的抗拉强度高于S31042钢,而低于GH4169合金,同时保持2种母材优异的塑韧性,说明使用线性摩擦焊方法连接GH4169合金和S31042钢的工艺可行,接头形成了完好的冶金结合。图12a为断裂的拉伸试样照片,拉伸样品的中心位置为异质接头的焊缝,接头的拉伸试样在远离焊缝的S31042钢母材区发生断裂,说明异质接头焊缝的力学性能优于S31042钢。接头拉伸试样断口的宏观形貌如图12b所示,断口包含剪切唇、放射区和纤维区,其中所占面积最大的是纤维区。纤维区是拉伸试样在断裂时发生较大塑性变形所形成的,表明试样的塑性优异。从断口的微观形貌上可以观察到密集分布的韧窝(图12c),说明接头的断裂机理为韧窝断裂,其中存在2种类型的韧窝,大且深的韧窝表明材料的韧性较高。
图11
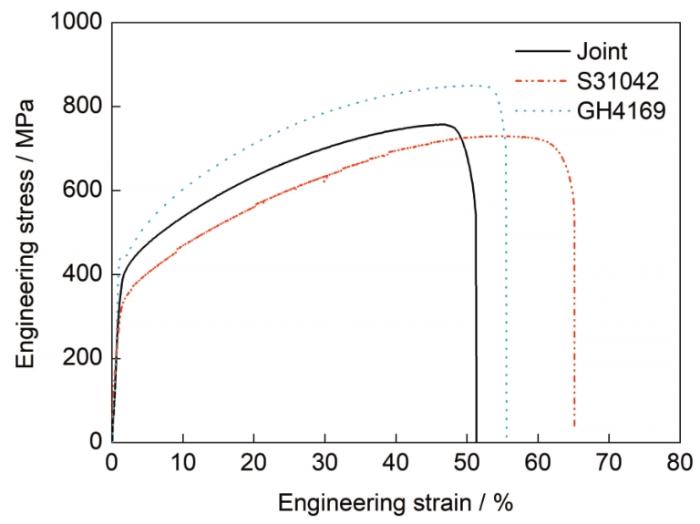
图11
S31042/GH4169线性摩擦焊接头和其母材的工程应力-应变曲线
Fig.11
Engineering stress-strain curves of GH4169 superallloy, S31042 steel, and S31042/GH4169 linear friction welded joint
图12
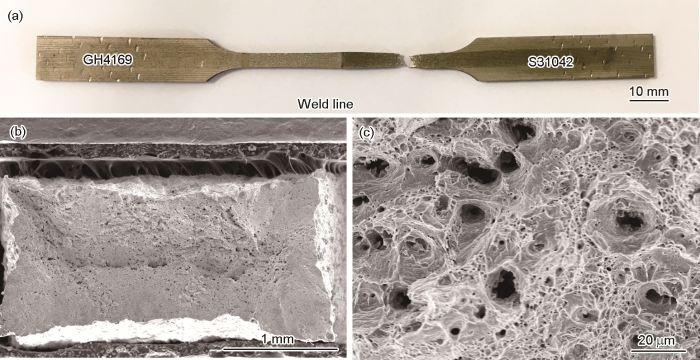
图12
S31042/GH4169线性摩擦焊接头拉伸试样的形貌
Fig.12
Full view (a) and SEM fractographies (b, c) of the fractured tensile specimen of S31042/GH4169 linear friction welded joint
S31042奥氏体耐热钢和GH4169镍基合金通常应用于高温工况下,为了检验S31042/GH4169线性摩擦焊接头在高温环境下的力学性能,在700℃、200 MPa条件下对异质摩擦焊接头进行蠕变实验,为了进行参照和对比,同时对S31042钢进行相同条件的测试。图13所示为异质摩擦焊接头和S31042钢在700℃、200 MPa条件下的蠕变曲线。异质接头在初始蠕变阶段的变形量远超过S31042钢,而在恒速阶段的蠕变速率较低。在加速蠕变阶段,异质接头试样在蠕变应变达到5%时突然发生断裂,记录蠕变断裂时间为198 h。S31042钢蠕变试样的初始变形量较小,同时在恒速阶段保持较低蠕变速率。S31042钢试样在加速阶段的蠕变速率缓慢提高,在蠕变测试进行505 h后发生断裂,断裂时的蠕变应变约为7%。可见,在700℃、200 MPa条件下,S31042/GH4169线性摩擦焊接头的蠕变性能不如S31042奥氏体耐热钢。
图13
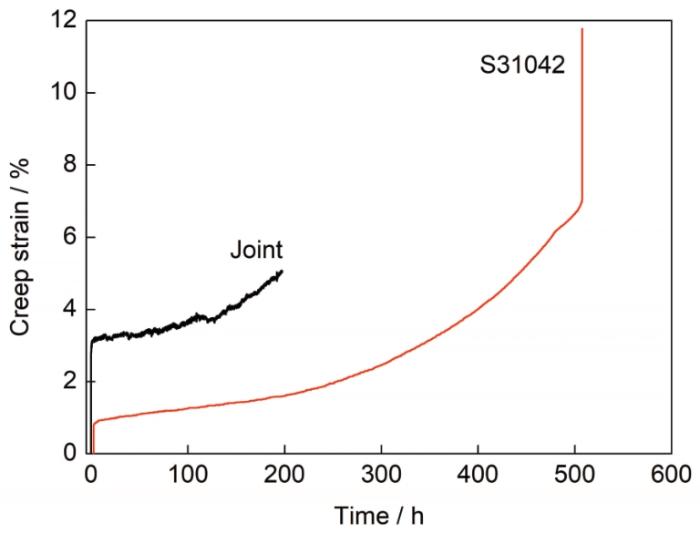
图13
S31042/GH4169线性摩擦焊接头和S314042钢在700℃、200 MPa下的蠕变曲线
Fig.13
Creep strain-time curves of S31042 steel and S31042/GH4169 linear friction welded joint at 700oC and 200 MPa
为分析异质摩擦焊接头蠕变寿命较短的原因,对S31042钢和S31042/GH4169摩擦焊异质接头蠕变试样的断口形貌进行对比观察。图14a所示为S31042钢蠕变试样的断口纵截面形貌,发生断裂的位置参差不齐,裂纹呈现出沿晶界扩展的特征。断裂位置附近的奥氏体晶粒尺寸在150 μm左右,晶粒发生一定程度的变形,观察到的孔洞多位于三叉晶界位置。从图14c可以看出,部分位置形貌呈冰糖状,在冰糖形貌的间隙还存在有韧窝和撕裂棱,说明同时存在沿晶断裂和穿晶断裂2种类型。奥氏体晶界在蠕变过程同时受高温和应力作用发生滑动,晶粒沿蠕变应力方向被拉长。当晶粒的塑性变形达到极限时,晶粒交汇处各晶界的滑移相互制约,产生应力集中后形成孔洞,随后孔洞相互连接形成裂纹源,因而裂纹多从三叉晶界处萌生并沿晶界扩展。
图14
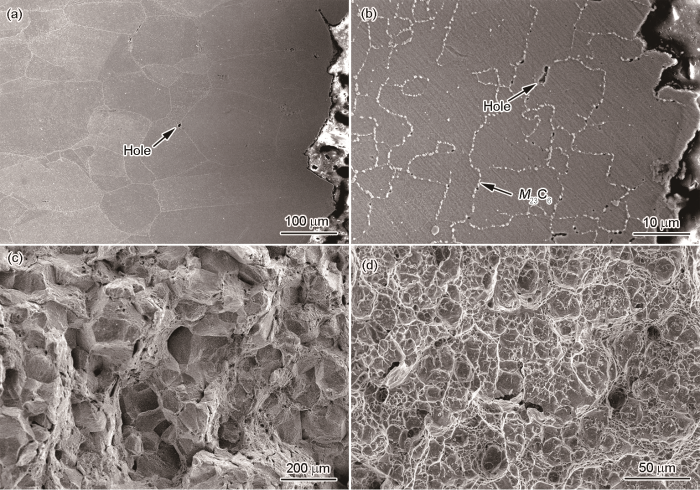
图14
S31042钢和S31042/GH4169线性摩擦焊接头蠕变试样断口形貌的SEM像
Fig.14
Longitudinal sections (a, b) and fractographies (c, d) of fractured creep specimens in S31042 steel (a, c) and S31042/GH4169 linear friction welded joint (b, d)
图14b所示为异质摩擦接头蠕变试样的断口纵截面形貌。断裂位置呈锯齿状,断口附近奥氏体晶粒的尺寸较小,约为5 μm。奥氏体的晶界均被析出物所占据,主要为相互连成链状的M23C6相,此外通过TEM表征,发现晶界位置还存在σ相(图15)。有研究[34]表明,S31042钢在高温下长期服役后会产生σ相,这种有害的脆性相一旦形成将会导致S31042钢的力学性能急剧恶化。σ相是一种硬且脆的金属间化合物,受力后容易碎裂,图中的孔洞多数是由σ相脱落形成的。从断口形貌可以看出,异质接头蠕变试样的断裂方式为沿晶断裂(图14d)。根据上述特征,确定断裂位置在S31042钢一侧的热力影响区。热力影响区在摩擦焊过程发生不完全再结晶,晶粒尺寸较小且存在残余应力。蠕变实验时,热力影响区的晶界上先析出M23C6相,该区域储存的应变能能够促进σ相的形成,σ相依附M23C6相析出后通过消耗M23C6相而长大。σ相在承受蠕变应力作用后破碎继而形成孔洞,裂纹容易在孔洞位置起源,并优先沿晶界扩展,最终导致晶间断裂。由此可见,热力影响区中存在的残余应力和细晶组织是S31042/GH4169摩擦焊接头蠕变寿命较短的主要原因。
图15
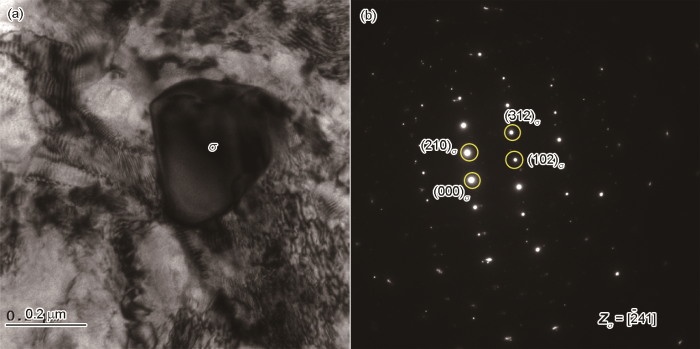
图15
S31042/GH4169线性摩擦焊接头蠕变断裂试样的TEM像和SAED花样
Fig.15
TEM image (a) and SAED pattern (b) of σ phase in fractured creep specimen of S31042/GH4169 linear friction welded joint
3 结论
(1) 采用25 Hz振动频率、2 mm振幅、100 MPa摩擦压力和150 MPa顶锻压力的工艺参数对GH4169合金和S31042钢进行线性摩擦焊接,获得无裂纹和无孔洞的冶金结合接头。
(2) 线性摩擦过程中,接头的焊缝区发生动态再结晶,同时析出大量强化相颗粒,细晶强化和析出强化的综合作用使异质接头的室温强度高于S31042钢母材。
(3) 异质接头中尺寸细小的再结晶晶粒对其高温性能不利,此外S31042钢一侧热力影响区中的晶粒取向集中,存留的残余应力诱导其在700℃蠕变过程形成σ相,严重恶化异质接头的高温蠕变性能。
参考文献
Evolution of intergranular corrosion resistance for HR3C heat-resistant austenitic stainless steel at elevated temperature
[J].
The Influence of temperature on the oxidation mechanism in air of HR3C and aluminum-containing 22Cr-25Ni austenitic stainless steels
[J].
Precipitates in HR3C steel aged at high temperature
[J].
HR3C钢高温时效过程中的析出相
[J].
Mechanism for the formation of Z-phase in 25Cr-20Ni-Nb-N austenitic stainless steel
[J].
Precipitate evolution in a modified 25Cr-20Ni austenitic heat resistant stainless steel during creep rupture test at 750oC
[J].
新型25Cr-20Ni奥氏体耐热不锈钢750℃持久实验过程中析出相演变
[J].
Microstructural evolution and the effect on hardness and plasticity of S31042 heat-resistant steel during creep
[J].
Evolution of precipitates of S31042 heat resistant steel during 700oC aging
[J]. J
Relationship between the evolution of phase parameters of grain boundary M23C6 and embrittlement of HR3C super-heater tubes in service
[J].
HR3C钢运行过热器管的脆化与晶界M23C6相参量演化的关系
[J].
Microstructure evolution and mechanical properties of HR3C steel during long-term aging at high temperature
[J]. J
Investigation the effect of precipitating characteristics on the creep behavior of HR3C austenitic steel at 650oC
[J].
Hot corrosion studies on alloy 617 OCC in the context of its use in advanced ultra-supercritical (A-USC) power plants
[J].
Effect of temperature on coal ash hot corrosion resistance of Inconel 740 superalloy
[J].
Effect of hot deformation on γ″ and δ phase precipitation of Inconel 718 alloy during deformation & isothermal treatment
[J].
Hot tensile behavior of cold-rolled Inconel 718 alloy at 650oC: The role of δ phase
[J].
Electron force-induced dislocations annihilation and regeneration of a superalloy through electrical in-situ transmission electron microscopy observations
[J].
Deformation mechanism of L12-γ′ phase in bimodal γ″-γ′ precipitation hardened Inconel 718 superalloy
[J].
Precipitation behavior during high-temperature isothermal compressive deformation of Inconel 718 alloy
[J].
Microstructure evolution of Inconel 718 superalloy during hot working and its recent development tendency
[J].
Inconel 718变形高温合金热加工组织演变与发展趋势
[J].
Linear and rotary friction welding review
[J].
Annealing process optimization of high frequency longitudinal resistance welded low-carbon ferritic stainless steel pipe
[J].
低碳铁素体不锈钢高频直缝电阻焊管退火工艺优化
[J].
Structure and mechanical property of TC17 linear friction welding joint
[J].
TC17钛合金线性摩擦焊接头组织及性能
[J].
Microstructure and properties of linear friction welded joint of hyperoxia TC4/TC17 dissimilar titanium alloys
[J].
高氧TC4/TC17钛合金线性摩擦焊接头组织特征及力学性能
[J].
Microstructure and mechanical properties of linear friction welding joint of TC21/TC4-DT
[J].
TC21+TC4-DT线性摩擦焊接头组织与力学性能试验
[J].
Study on microstructure and microhardness of linear friction welded joints of Ti-22Al-27Nb alloy
[J].
Ti-22Al-27Nb合金线性摩擦焊接头组织与显微硬度分析
[J].
Formation mechanism of linear friction welded Ti-6Al-4V alloy joint based on microstructure observation
[J].
Microstructure evolution and mechanical properties of linear friction welded 45 steel joint
[J].
Finite element modeling of the linear friction welding of GH4169 superalloy
[J].
Investigation on microstructure and texture evolution of linear friction welded IN718 superalloy joints
[J].
线性摩擦焊IN718接头微观组织与织构演变
[J].
Relationships between elastic constants and EAM/FS potential functions for cubic crystals
[J].
立方晶体弹性常数和EAM/FS势函数的关系
[J].
Microstructure evolution in a single crystal nickel-based superalloy joint by linear friction welding
[J].
Effects of post-weld heat treatment on microstructure and mechanical properties of linear friction welded Ti2AlNb alloy
[J].
Effect of heat treatment on microstructure and hardness of Ti2AlNb linear friction welding joint
[J].
热处理对Ti2AlNb线性摩擦焊接头组织与硬度的影响
[J].
Influence of heat treatment on microstructure and mechanical properties of TC17(α+β)/TC17(β) linear friction welding joint
[J].
热处理对TC17(α+β)/TC17(β)线性摩擦焊接头组织及力学性能的影响
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}