


近年来,国内外研究人员为提高SLM成形Al-Si合金的力学性能进行了广泛研究。一种思路是通过添加SiC[7]、Al2O3[8]、TiB2[9]、TiC[10]及TiN[11]等陶瓷颗粒制备Al-Si基复合材料,以增强材料的强度和硬度等性能。然而,由于陶瓷颗粒与Al基体润湿性差,难以均匀分布在Al基体中,因此往往需要复杂的复合粉末制备工艺。此外,团聚的陶瓷颗粒容易诱发应力集中,成为裂纹优先萌生的位置,对材料性能产生不利影响[12]。另一种思路是进行合金化,通过生成各种纳米强化相来改善SLM成形Al-Si合金的力学性能。Coello等[13]发现通过协同添加Zr + Sc可有效提升SLM成形Al-Si合金的蠕变性能。然而,Zr、Sc元素成本较高,极大地增加了合金的生产成本。最近,利用成本低廉的慢扩散元素(如Fe、Mn和Ni)生成高体积分数的耐高温第二相来改善SLM成形Al-Si合金力学性能的思路得到了广泛关注[5,14]。Wu等[15]设计了一种具有优异室温及高温性能的Al-Si-Fe-Mn-Ni合金,分析了其变形过程及强化机理。Zhu等[16]也发现,SLM成形Al-Si-Fe-Mn-Ni合金相比于SLM成形AlSi10Mg合金具有更优异的力学性能。
此外,热处理方法已被证实能显著调控SLM成形铝合金及其复合材料的微观组织,从而优化其力学性能[9,17]。Huang等[18]发现,SLM成形AlSi10Mg合金在270 ℃去应力退火2 h后,Al-Si共晶网络部分断裂,Si相发生半球化,导致强度下降而延伸率提高。Li等[19]通过对SLM成形Al12Si合金在500 ℃下进行不同时间的固溶处理,发现共晶Si相的平均尺寸随着固溶时间的延长而不断增大。通过调整固溶时间可控制共晶Si相的粗化,从而调控SLM成形Al12Si合金的力学性能。张星星等[20]采用同步辐射X射线衍射(XRD)原位变形实验技术,探讨退火处理对SLM成形AlSi10Mg合金载荷传递和位错行为的影响。Zhu等[16]采用不同热处理工艺对SLM成形Al-Si-Fe-Mn-Ni合金进行热处理,发现热处理后Si相显著粗化,而Al-Fe-Ni等耐高温第二相表现出优异的高温稳定性。然而,现有的研究主要集中在热处理工艺对SLM成形Al-Si合金Si相形貌演化的影响方面[21,22],热处理过程中耐高温第二相对Si相粗化行为是否有影响及其作用机理尚未明晰。
因此,本工作采用SLM工艺制备了一种高熵合金(HEA)颗粒改性Al12Si合金,并通过固溶处理实现了对其微观组织与力学性能的协同调控。通过对比和分析HEA颗粒改性Al12Si合金与Al12Si合金在固溶处理过程中微观组织演变规律和力学性能的变化特征,重点探究了HEA颗粒在固溶处理过程中对Si相粗化行为的影响。本工作旨在为SLM成形Al-Si合金的微观组织调控和性能优化提供理论依据和数据支持,为开发高性能铝合金奠定基础。
1 实验方法
1.1 研究方法
实现元素在合金中的均匀分布对于保证合金的综合性能至关重要。首先,分析讨论了两种实验方案的区别:一种是在合金中添加Cr + Fe颗粒,另一种是添加AlCrCuFeNi HEA颗粒。温度场模拟结果显示,SLM成形过程中熔池最高温度可达1800~2100 ℃[23,24]。金属Cr的熔点约为1900 ℃,显著高于本工作所用HEA的熔点(约1400 ℃)。考虑到SLM过程中熔池内加热与凝固的持续时间通常远小于1 s[3,25],纯Cr颗粒可能因未能完全熔化而难以实现充分扩散,从而导致添加Cr颗粒的试样中更容易出现Cr元素的宏观偏析。Cr元素在合金内部的均匀分布至关重要。在SLM及其他快速凝固成形Al-Si(-Fe)合金中,Fe元素的存在往往会导致针状β或δ-AlFeSi相的形成。这类有害相可能成为应力集中源,进而劣化材料的力学性能[26~28]。为解决该问题,可引入Cr等过渡元素,以促进针状β或δ-AlFeSi相向具有立方晶体结构、对力学性能更有利的α-Al(Fe, Cr)Si相转变[28,29]。然而,若Cr分布不均匀,则Cr元素匮乏区域仍可能大量生成有害相,导致材料性能下降。相比之下,HEA颗粒更有利于溶解从而实现Cr、Fe等元素在基体中的均匀分布。此外,固溶处理后,Cu元素固溶进入Al基体,产生固溶强化效应;而Ni元素则可能形成富Ni金属间化合物,两者均有助于提升Al12Si试样的力学性能。这也是本工作采用HEA颗粒改性Al-Si合金的优势之一。
1.2 试样制备
实验所用Al12Si粉末的化学成分(质量分数,%,下同)为:Si 12.3,Al 余量;AlCrCuFeNi粉末的化学成分为:Al 10.15,Cr 20.18,Cu 25.28,Fe 22.43,Ni余量。Al12Si粉末的平均粒径为23 μm;AlCrCuFeNi粉末的平均粒径分别为12和33 μm,以探索HEA粒径对Al12Si合金微观组织及力学性能的影响。采用SYH-5型混粉机将Al12Si粉末和AlCrCuFeNi粉末按质量比100∶0和97∶3配置两组混合粉末,混粉时间为2 h。采用EPM-250双光纤激光器成形设备制备Al12Si-HEA试样。为实现较低的表面粗糙度以及优异的力学性能,本工作采用了一种原位重熔工艺。初始参数为:激光功率300 W,扫描速率1500 mm/s,层厚50 μm,扫描间距110 μm,激光每层旋转67°。重熔参数为:激光功率425 W,扫描速率2600 mm/s,层厚50 μm,扫描间距100 μm,激光每层旋转15°。打印过程中使用Ar气作为保护气以使舱室O含量低于0.1% (质量分数,下同)。根据HEA含量(0%和3%)的不同,将试样分别命名为Al12Si-0%HEA和Al12Si-3%HEA。
采用箱式电阻炉进行固溶处理,固溶温度为500 ℃,固溶时间分别为0 (即打印态)、0.25、0.5、1、2、4 h。待箱式电阻炉温度升至设定温度后将样品放入炉中,保温到设定时间后立即将试样取出并在室温下进行水淬。
1.3 微观组织表征及力学性能测试
采用GX51型光学显微镜(OM)、JSF 7900F型扫描电子显微镜(SEM)和配有能谱仪(EDX)的Talos F200X型透射电镜(TEM)观察试样的微观组织。采用LabX XRD-7000型XRD分析样品的物相组成。通过Image Pro-Plus 6.0图像分析软件分析Si相尺寸和密度等信息。采用UTM5105型通用试验机进行室温拉伸实验。狗骨形板状拉伸试样的标距段长、宽和厚分别为10.0、5.0和2.0 mm。为确保数据的可重复性,所有测试均至少进行3次,并取平均值作为最终实验结果。采用FALCON 501FAP型硬度计进行硬度测试,载荷为100 g,保持时间为15 s。
2 实验结果
2.1 HEA颗粒粒径的影响
首先进行了添加不同平均粒径HEA颗粒(12、33 μm)的对比实验。如图1a和b所示,对于打印态Al12Si-3%HEA合金,当HEA颗粒的平均粒径约为15 μm时,其面积占比约为0.33%,远低于平均粒径约为33 μm的合金的面积占比(约2.05%)。如图2所示,添加不同平均粒径的HEA颗粒均对Al12Si合金的力学性能均产生较大的提升。当HEA颗粒的平均粒径约为33 μm时,Al12Si-3%HEA试样的屈服强度约为320 MPa,明显高于Al12Si-0%HEA试样(约291 MPa),表明HEA颗粒本身也可以作为增强颗粒对Al12Si合金起到较优异的强化效果。相比之下,当平均粒径约为15 μm时,Al12Si-3%HEA试样的力学性能提升更显著,其屈服强度为368 MPa,极限抗拉强度为550 MPa。说明小尺寸的HEA颗粒对提高Al12Si合金强度的贡献更显著。
图1

图1
采用不同平均粒径高熵合金(HEA)颗粒改性的Al12Si-3%HEA试样的OM像
Fig.1
OM images of Al12Si-3%HEA (mass fraction, the same below) samples modified with different average size HEA particles (HEA—high-entropy alloy)
(a) ~15 μm (b) ~33 μm
图2

图2
采用不同平均粒径HEA颗粒改性的Al12Si-HEA试样的力学性能
Fig.2
Engineering stress-strain curves (a) and tensile properties (b) of Al12Si-HEA samples modified with different average size HEA particles
因此,在后续工作中采用平均粒径为15 μm的HEA颗粒来改性Al12Si合金,并重点分析固溶处理过程中HEA的加入对Si相粗化行为的影响。
2.2 XRD分析
图3为0~4 h固溶后Al12Si-0%HEA和Al12Si-3%HEA试样的XRD谱。可见,固溶处理并未改变Al12Si-0%HEA和Al12Si-3%HEA试样的物相组成。当固溶时间为0 h时,Al12Si-0%HEA和Al12Si-3%HEA试样的主要相均为Al相和Si相,同时Si相的衍射峰强度较弱,这主要是由于SLM成形过程中极快的冷却速率(105~107 K/s)导致Si原子来不及析出,从而在Al基体中形成过饱和固溶体[30]。随着固溶时间的延长,Al12Si-0%HEA和Al12Si-3%HEA试样的Si衍射峰强度均逐渐增加,这表明经固溶处理后,过饱和固溶在Al基体中的Si元素开始析出[9]。此外,在Al12Si-3%HEA试样中还检测到α-Al(Fe, Cr)Si相的析出,如图3b所示。
图3

图3
固溶不同时间后Al12Si-HEA试样的XRD谱
Fig.3
XRD patterns (a) and partial enlarged view (b) of Al12Si-0%HEA and Al12Si-3%HEA samples with different solution treatment time
2.3 微观组织
图4为固溶不同时间后Al12Si-0%HEA和Al12Si-3%HEA试样的OM像。当固溶时间为0 h时,Al12Si-0%HEA和Al12Si-3%HEA试样均呈现鱼鳞状的熔池形貌。鱼鳞状熔池的产生与激光束能量呈Gaussian分布相关。由于激光束中心部位能量密度高、边缘能量密度低,激光束中心部位的重熔深度大于激光束边缘扫描区域,故导致形成鱼鳞状熔池[31]。值得注意的是,固溶处理后Al12Si-3%HEA试样的微观组织中均未发现明显的HEA颗粒,这可能是由于熔池的温度较高导致HEA颗粒熔化。当固溶时间为0.25 h时,熔池边界在OM像中已不可见,同时Al基体中存在弥散分布的灰色颗粒相,推测应为Si相。随着固溶时间的延长,Si相的平均尺寸显著增大。
图4
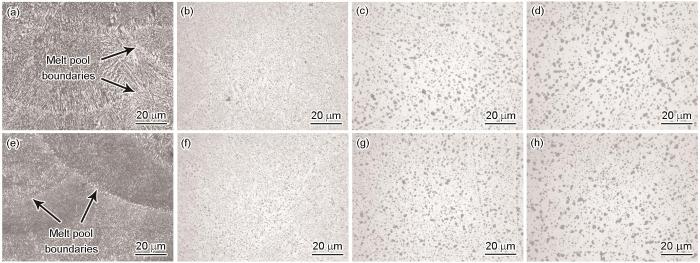
图4
固溶不同时间后Al12Si-HEA试样的OM像
Fig.4
OM images of Al12Si-0%HEA (a-d) and Al12Si-3%HEA (e-h) samples with different solution treatment time (a, e) 0 h (b, f) 0.25 h (c, g) 1 h (d, h) 4 h
图5为固溶不同时间后Al12Si-0%HEA和Al12Si-3%HEA试样的SEM像。可见,当固溶时间为0 h时,Al12Si-0%HEA试样呈现出连续胞状组织,其中胞状组织边界由共晶Si组成,而胞状组织内部为过饱和α-Al基体;固溶0.25 h后,胞状结构完全消失,共晶Si转化成在Al基体中均匀分布的颗粒状Si相。随着固溶时间的延长,Si相的平均直径逐渐增大,而其数量密度逐渐降低。这种现象归因于固溶过程中连续的共晶Si发生Ostwald熟化,即在胞状组织尺寸较小的部位发生溶解并形成断点,并以尺寸较大的共晶Si颗粒为中心发生粗化[19]。值得注意的是,不同固溶时间下Al12Si-3%HEA试样中Si相的平均直径相比于Al12Si-0%HEA试样有明显的减小。此外,在Al12Si-3%HEA试样中还观察到了弥散分布的浅色纳米级颗粒相,如图5g和h中箭头所示,结合XRD分析(图3),推测其为α-Al(Fe, Cr)Si相。
图5

图5
固溶不同时间后Al12Si-HEA试样的SEM像
Fig.5
SEM images of Al12Si-0%HEA (a-d) and Al12Si-3%HEA (e-h) samples with different solution treatment time (Insets in Figs.5a and e are high magnified images) (a, e) 0 h (b, f) 0.25 h (c, g) 1 h (d, h) 4 h
为进一步表征Al12Si-3%HEA试样中物相的组成和分布,对固溶处理0和1 h后的Al12Si-3%HEA试样进行TEM测试,结果如图6所示。打印态Al12Si-3%HEA试样的胞状组织边界出现Cr、Fe等元素的偏析(图6a和b)。胞状组织的高分辨TEM (HRTEM)分析结果(图6c和d)表明,打印态Al12Si-3%HEA试样胞状组织边界除Si相外还存在α-Al(Fe, Cr)Si相。固溶1 h后(图6e和f),α-Al(Fe, Cr)Si相仍然分布在胞状组织边界处,其平均直径为32.5 nm,远小于Si相的平均直径(571.4 nm)。纳米级α-Al(Fe, Cr)Si相与微米级颗粒状Si相具有双峰尺寸,弥散分布在Al基体中。
图6

图6
固溶不同时间后Al12Si-3%HEA试样的TEM分析
Fig.6
TEM analyses of Al12Si-3%HEA samples with 0 h (a-d) and 1 h (e, f) solution treatments (a, e) TEM images of samples (b, f) corresponding EDX elemental maps of selected regions in Fig.4a (b) and Fig.4e (f) (c, d) HRTEM images and SAED patterns (insets) of cell boundary (d—interplanar spacing)
为研究HEA颗粒对固溶过程中共晶Si相粗化行为的影响规律,对不同固溶时间下的微观组织进行定量分析,结果如图7所示。对于Al12Si-0%HEA试样而言,随着固溶时间的延长,Si相的数量密度由0.25 h时的3.5 μm-2迅速下降到1 h时的0.33 μm-2;随后随着固溶时间进一步延长至4 h,Si相的数量密度缓慢降低至0.11 μm-2。然而,固溶4 h后,Al12Si-3%HEA试样中Si相的数量密度仍有0.19 μm-2。此外,随着固溶时间的延长,Al12Si-0%HEA和Al12Si-3%HEA试样中Si相的平均直径迅速增大;但在相同固溶时间下,Al12Si-3%HEA试样中Si相的平均直径均小于Al12Si-0%HEA试样的Si相平均直径,且随着固溶时间的延长,二者的差距愈发显著。固溶4 h后,Al12Si-3%HEA试样中Si相的平均直径为1.03 μm,明显小于Al12Si-0%HEA试样的1.48 μm。这表明HEA颗粒的加入显著抑制了固溶过程中Si相的粗化。
图7

图7
Al12Si-HEA试样中Si相的数量密度和平均直径随固溶时间的变化曲线
Fig.7
Variation curves of number densities and average diameters of Si phase in Al12Si-0%HEA and Al12Si-3%HEA samples with solution treatment time (t)
2.4 力学性能
对固溶不同时间后Al12Si-0%HEA和Al12Si-3%HEA试样的力学性能进行测试。图8为Al12Si-0%HEA和Al12Si-3%HEA试样Vickers硬度随固溶时间的变化曲线。可见,打印态Al12Si-0%HEA试样的Vickers硬度为137 HV;在固溶初期(固溶时间≤ 1 h),Vickers硬度迅速下降至63 HV。这一现象主要归因于固溶初期共晶Si网络迅速解体,转化成弥散分布的Si颗粒,同时Si颗粒尺寸迅速增大,导致其阻碍位错运动的能力显著减弱[20]。随着固溶时间进一步延长至4 h,硬度缓慢下降到59 HV。Al12Si-3%HEA试样的Vickers硬度随固溶时间的变化趋势与Al12Si-0%HEA试样类似,但是在相同的固溶时间下,Al12Si-3%HEA试样的Vickers硬度始终比Al12Si-0%HEA试样高至少20 HV。当固溶时间达到4 h时,Al12Si-3%HEA试样的Vickers硬度为84 HV,此时,与打印态相比,其Vickers硬度下降了约47.2%,显著低于Al12Si-0%HEA试样的下降幅度(56.3%)。
图8

图8
Al12Si-HEA试样的Vickers硬度随固溶时间的变化曲线
Fig.8
Variation curves of Vickers hardnesses of Al12Si-0%HEA and Al12Si-3%HEA samples with solution treatment time
图9为Al12Si-0%HEA和Al12Si-3%HEA试样拉伸性能随固溶时间的变化曲线。可以看出,Al12Si-0%HEA和Al12Si-3%HEA试样的屈服强度和极限抗拉强度随固溶时间的变化趋势与Vickers硬度的变化趋势相似,均呈现先迅速下降后缓慢降低的特征。打印态Al12Si-0%HEA试样的屈服强度和极限抗拉强度分别为291和465 MPa。固溶1 h后,其屈服强度和极限抗拉强度分别显著下降至120和187 MPa;随后,随着固溶时间延长至4 h,分别缓慢下降至98和170 MPa。相比之下,Al12Si-3%HEA试样的屈服强度和极限抗拉强度在各固溶时间下均高于相应的Al12Si-0%HEA试样,其固溶1 h后的屈服强度和极限抗拉强度分别为188和311 MPa,同时塑性约为14%。
图9

图9
Al12Si-HEA试样室温拉伸性能随固溶时间的变化曲线
Fig.9
Variation curves of room temperature tensile properties of Al12Si-0%HEA and Al12Si-3%HEA samples with solution treatment time
(a) yield strength (b) ultimate tensile strength (c) elongation (d) quality index
为了综合评估Al12Si-0%HEA和Al12Si-3%HEA试样的拉伸性能,根据以下公式定义了质量指数(quality index,QI)[32]:
式中,a为与合金成分相关的常数,取值为150;σUTS和δ分别为极限抗拉强度和伸长率。由于QI综合考虑了强度和延展性,因此比单独的拉伸强度或伸长率更能全面描述材料的拉伸性能。如图9d所示,打印态Al12Si-3%HEA的QI为631 MPa,高于打印态Al12Si-0%HEA试样(601 MPa)。随着固溶时间的延长,Al12Si-0%HEA和Al12Si-3%HEA的QI均呈现先迅速下降后缓慢下降的趋势:当固溶时间为1 h时,QI分别下降至386和481 MPa;当固溶时间为4 h时,进一步缓慢下降至363和444 MPa。值得注意的是,Al12Si-3%HEA试样的QI在本工作的任何固溶时间下同样高于相应的Al12Si-0%HEA试样,表明其具有更优异的综合拉伸性能。
图10为固溶不同时间后Al12Si-0%HEA和Al12Si-3%HEA试样拉伸断口的SEM像。可以看出,打印态Al12Si-0%HEA试样断口具有规则的解理面,呈现出典型的脆性破坏特征,这与图9c所示的打印态时的低塑性相一致。当固溶时间为0.5 h时,在Al12Si-0%HEA试样整个断裂表面上观察到平均尺寸为2.4 μm的韧窝,表明断裂方式从脆性断裂转变为塑性断裂。随着固溶时间的延长,韧窝逐渐增大,固溶2 h后的韧窝平均尺寸约为3.6 μm,同时,在韧窝内部可观察到断裂的Si相,如图10b、c、e和f中箭头所示。在相同的固溶时间下,Al12Si-3%HEA试样的韧窝尺寸明显小于Al12Si-0%HEA试样,这与图9中Al12Si-3%HEA试样具有更高强度和较低塑性的结果一致。
图10

图10
固溶不同时间后Al12Si-HEA试样拉伸断口的SEM像
Fig.10
SEM images showing tensile fracture of Al12Si-0%HEA (a-c) and Al12Si-3%HEA (d-f) samples with different solution treatment time (Black arrows in Figs.8b, c, e, and f represent fracture Si phases. D—average size of dimple) (a, d) 0 h (b, e) 0.5 h (c, f) 2 h
3 分析与讨论
3.1 Si相的粗化行为
研究表明,打印态Al-Si合金具有精细的连续胞状共晶Si组织,由于Si相尺寸较小,其表面能较高,扩散间距较短,导致扩散的驱动力较大[33];同时,较高的固溶温度(500 ℃)显著提高了Si原子在Al基体中的扩散速率[34]。因此,在较短的固溶时间(0.25 h)内,连续的胞状共晶Si组织断裂,迅速转变为弥散分布的颗粒状Si相。根据Gibbs-Thompson理论,小尺寸Si相周围Si元素的浓度大于大尺寸Si相,导致Si原子从小尺寸颗粒周围向大尺寸颗粒周围扩散。这种扩散将破坏颗粒周围溶质浓度的平衡,促使小尺寸Si相逐渐溶解,而大尺寸Si相不断长大[35]。因此,随着固溶时间的延长,Si相发生Ostwald熟化,其平均尺寸逐渐增大,而颗粒数量逐渐降低。
根据二元合金中扩散控制的第二相粗化动力学经典Lifshitz-Slyozov-Wagner (LSW)理论,在Al-Si合金中Si相的粗化过程中,其平均半径(
图11

图11
Si相平均半径(
Fig.11
Logarithmic relationship between average radius (
图12

图12
Si相的
Fig.12
Relationship between
Al12Si-0%HEA和Al12Si-3%HEA试样微观组织随固溶时间的演化过程示意图如图13所示。由于SLM工艺特殊的凝固条件,打印态Al12Si-0%HEA试样主要由连续胞状的共晶Si以及α-Al基体组成。进行固溶热处理时,共晶组织发生破碎、断开,连续的胞状共晶Si形貌被完全破坏,共晶Si呈现细小的颗粒状。随着固溶时间的延长,Si相发生Ostwald熟化,导致Si颗粒数量密度不断减小,同时其平均尺寸不断增大。而添加了HEA颗粒后,由于HEA颗粒的熔化而为基体提供了Cr、Fe等元素,打印态Al12Si-3%HEA试样的微观组织转变成连续的胞状Si共晶和Si + α-Al(Fe, Cr)Si相以及α-Al基体。随着固溶时间的延长,同时发生Si相和α-Al(Fe, Cr)Si相的粗化。一方面,由于Cr、Fe等元素在Al基体中的扩散速率远低于Si在Al基体中的扩散速率[34],α-Al(Fe, Cr)Si相的粗化速率远远低于Si相,因此,α-Al(Fe, Cr)Si相仍然以纳米级的平均尺寸分布在胞状组织边界处;另一方面,由于形成的α-Al(Fe, Cr)Si相可以阻塞Si元素在基体中的扩散通道,使Si相的粗化速率降低。最终在Al12Si-3%HEA试样中形成了弥散分布在Al基体中的纳米级的α-Al(Fe, Cr)Si相和微米级的Si相的微观组织。
图13

图13
固溶处理过程中Al12Si-HEA试样微观组织演化示意图
Fig.13
Schematics showing microstructure evolutions of Al12Si-0%HEA and Al12Si-3%HEA samples during solution treatment
3.2 强韧化机理
固溶处理后,Al12Si-0%HEA和Al12Si-3%HEA试样硬度与强度降低的原因主要可以归结如下:在固溶初期,Al12Si-0%HEA中共晶Si网络迅速解体,转化成弥散分布的Si颗粒,随着固溶时间的延长,Si相发生Ostwald熟化,导致Si相平均尺寸不断增大而密度不断降低,从而减弱了其对位错运动的阻碍能力。然而,由于原位生成的α-Al(Fe, Cr)Si对Si原子扩散的阻碍作用,Al12Si-3%HEA试样中的Si相相较于Al12Si-0%HEA试样更为细小。在胞状组织边界处弥散分布的纳米级α-Al(Fe, Cr)Si颗粒也可有效阻碍位错运动。此外,固溶处理后,Cu元素固溶进入Al基体,产生固溶强化效应;而Ni元素则形成富Ni金属间化合物,如图6e和f所示。两者均有助于提升Al12Si-3%HEA试样的力学性能。这也是通过添加HEA颗粒增强Al-Si合金的优势之一。这些因素共同作用使得Al12Si-3%HEA试样在不同固溶时间下均表现出优于Al12Si-0%HEA的力学性能。
4 结论
(1) 打印态Al12Si-0%HEA和Al12Si-3%HEA试样均具有连续的胞状组织。胞状组织内部为过饱和的α-Al基体,而胞状组织边界为共晶Si和Si + α-Al(Fe, Cr)Si相。
(2) 固溶处理后,Al12Si-0%HEA和Al12Si-3%HEA试样中的共晶组织破碎,连续的胞状共晶形貌被完全破坏,共晶Si转变为细小的颗粒状。随着固溶时间的延长,Al12Si-0%HEA试样中Si相的平均尺寸不断增大,数量密度不断降低;然而在Al12Si-3%HEA试样中,原位生成的α-Al(Fe, Cr)Si相可以有效阻塞Si元素在基体中的扩散通道,导致Si相的粗化速率显著降低。
(3) 随着固溶时间的延长,Al12Si-0%HEA和Al12Si-3%HEA试样的硬度和强度均呈现下降趋势,而塑性显著提升。
(4) Al12Si-3%HEA试样中的Si相更为细小,有助于增强Si颗粒对位错运动的阻碍作用;在胞状组织边界处弥散分布的纳米级α-Al(Fe, Cr)Si相进一步提升了材料的强化效果。这些微观组织特征共同作用,使得Al12Si-3%HEA试样在不同固溶时间下均表现出更为优异的力学性能。
参考文献
A solution to the hot cracking problem for aluminium alloys manufactured by laser beam melting
[J].
A method to eliminate hot cracking phenomena for aluminium alloys in Laser Beam Melting (LBM) is presented in this paper, focused here on the 6061 alloy. 6061 is a precipitation-hardened aluminium alloy, containing magnesium and silicon as its major alloying elements. This alloy, commonly used in the aeronautic and automotive industries, thanks to its excellent weight to strength ratio and high thermal conductivity, is particularly prone to hot cracking, in particular during LBM processing. The solution to remove cracks proposed in the present paper is to induce grain refinement to avoid the development of large columnar structures. To this end, various quantities of Yttrium Stabilized Zirconia (YSZ) are added to an Al6061 base powder using a dry mixing (Turbula (R)) procedure. Experiments highlight a grain refinement effect depending on the added YSZ quantity. From 1 vol% on, SEM and EBSD images reveal an equiaxed-columnar bimodal grain microstructure. Results show that the addition of 2 vol% YSZ allows to fully avoid cracks due to a continuous equiaxed band at melt pool boudaries. Additionally, TEM and DRX investigations provide new insights into the becoming of added particles along the printing process. The experimental results are then discussed on the basis of a number of existing solidification models, with a focus on the necessary conditions for the establishment of an equiaxed solidification regime. (C) 2020 Acta Materialia Inc. Published by Elsevier Ltd.
Effects of particle size on processability of AlSi10Mg alloy manufactured by selective laser melting
[J].Selective laser melting (SLM) is a widely used high-precision additive manufacturing technology that can achieve arbitrarily complex structures. The powder size used by SLM is generally 15-53 μm, which is suitable for manufacturing parts with a forming accuracy within tens of microns. However, the reason why smaller or larger particle size powders are not suitable is not yet clear. The effect of particle size on SLM processability was studied by simulation and experimentation. Three powder particle sizes of AlSi10Mg were used to study the behavior of powder spreading and melting/solidification during SLM by discrete element and computational fluid dynamics methods, respectively. The macroscopic forming quality of the formed samples was tested. The results show that the powders with a particle size below 20 μm agglomerate vigorously to form many cavities, and the powders with a particle size above 53 μm tend to form few large cavities. The relative density of the powder bed with the medium particle size is 7.69% and 3.17% higher than those of the fine and large particle sizes, respectively. The melt channels of the fine and coarse particle sizes are irregular due to the uneven quality of powder laying when the powder bed is melted. However, after multilayer melting, defects in the melt channel of the fine particle size are partially alleviated. With the increase in particle size, the melt channel surface flatness decreases, the fine particle size powder samples have more porosity, and the coarse particle size powder has a few unfused defects. The processability of the medium particle size for SLM is the best among them. The relative density of the sample with the medium particle size reach 99.8%, which is 1.4% and 0.4% higher than those of samples with fine and coarse particle sizes, respectively.
粉末粒径对AlSi10Mg合金选区激光熔化成形的影响
[J].
Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg
[J].
Enhancement of microstructure and mechanical property of AlSi10Mg-Er-Zr alloys fabricated by selective laser melting
[J].
选区激光熔化AlSi10Mg-Er-Zr合金微观组织及力学性能强化
[J].采用气雾化制粉技术原位合金化制备了AlSi10Mg-Er-Zr粉末,研究了选区激光熔化(SLM)成形AlSi10Mg-Er-Zr试样的相对密度、微观组织和力学性能。结果表明,SLM成形AlSi10Mg-Er-Zr试样的相对密度为99.20%,显微硬度为156.5 HV,室温抗拉强度达到461 MPa,屈服强度为304 MPa,相对于常规AlSi10Mg试样显微硬度提升了25.8%,抗拉强度和屈服强度分别提高了22.6%和26.7%。这是由于Er、Zr元素的加入,细化了SLM成形AlSi10Mg-Er-Zr试样的晶粒尺寸,并且使α-Al基体中Si元素的固溶度增加,由细晶强化和固溶强化机制共同作用提高了AlSi10Mg-Er-Zr合金的力学性能。
High-temperature creep behavior of selective laser melting manufactured Al-Si-Fe-Mn-Ni alloy
[J].
选区激光熔化成形Al-Si-Fe-Mn-Ni合金的高温蠕变行为
[J].
Recent progress on the additive manufacturing of aluminum alloys and aluminum matrix composites: Microstructure, properties, and applications
[J].
SiC reinforced AlSi10Mg composites fabricated by selective laser melting
[J].
Alumina loss mechanism of Al2O3-AlSi10 Mg composites during selective laser melting
[J].
Microstructure, heat treatment and mechanical properties of TiB2/Al-7Si-Cu-Mg alloy fabricated by selective laser melting
[J].
Particulate migration behavior and its mechanism during selective laser melting of TiC reinforced Al matrix nanocomposites
[J].
Laser powder bed fusion of crack-free TiN/Al7075 composites with enhanced mechanical properties
[J].
Elevated temperature mechanical properties of TiCN reinforced AlSi10Mg fabricated by laser powder bed fusion additive manufacturing
[J].
Effect of Zr and Sc additions on coarsening- and creep resistance of AlSi10Mg fabricated by laser powder bed fusion
[J].
An additively manufactured heat-resistant Al-12Si alloy via introducing stable eutectic engineering
[J].
A new SLM-manufactured Al-Si alloy with excellent room and elevated-temperature mechanical properties
[J].
Selective laser melting of a novel Al-Si-Fe-Mn-Ni alloy with superior mechanical properties at both room and elevated temperatures: Influence of processing parameters and heat treatment
[J].
Effect of the heat treatment on the microstructure and hardness evolution of a AlSi10MgCu alloy designed for laser powder bed fusion
[J].
Effect of heat treatment on microstructure and mechanical properties of AlSi10Mg fabricated using laser powder bed fusion
[J].
A selective laser melting and solution heat treatment refined Al-12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility
[J].
Effect of annealing heat treatment on the macroscopic and microscopic deformation behavior of additively manufactured AlSi10Mg alloy
[J].The additively manufactured AlSi10Mg alloy demonstrates considerable residual stresses, adversely affecting the dimensional accuracy, operational safety, and corrosion resistance of the parts. In practical applications, stress relief annealing is necessary to eliminate residual stresses in residual stress-sensitive applications. However, the current understanding of the mechanical properties of the additively manufactured AlSi10Mg alloy after annealing is still limited to the macroscopic level. To further investigate the micromechanical behavior and intrinsic mechanisms of the alloy, this study employed synchrotron X-ray diffraction technology to conduct in situ deformation analysis. This study thoroughly examined the lattice strain and stress evolutions of the Al and Si phases and clarified the individual contribution of each phase to the strain hardening rate of the alloy. In addition, this study quantitatively assessed the evolution of dislocation density and elucidated the influences of annealing heat treatment on the load transfer and dislocation behavior of the additively manufactured AlSi10Mg alloy.
退火热处理对增材制造AlSi10Mg合金宏观和微观变形行为的影响
[J].增材制造AlSi10Mg合金存在显著的残余应力,对零件的形状尺寸精度、服役安全性和抗腐蚀性能等产生不利影响。在实际应用中,对残余应力敏感的应用需采用去应力退火以消除残余应力。然而,目前对增材制造AlSi10Mg合金退火后力学特性的理解还停留在宏观层面。为了更深入地揭示其微观力学行为与内在机制,本工作利用同步辐射X射线衍射技术,对合金进行原位变形研究,分析Al和Si相的晶格应变应力演化,明确各物相对合金加工硬化率的具体贡献,并对位错密度的演变进行了量化分析,从而阐明了退火热处理对增材制造AlSi10Mg合金载荷传递行为与位错行为的影响。
Influence of heat treatments on AlSi10Mg specimens manufactured with different laser powder bed fusion machines
[J].
Anomalous strengthening by supersaturated solid solutions of selectively laser melted Al-Si-based alloys
[J].
Fatigue and dynamic aging behavior of a high strength Al-5024 alloy fabricated by laser powder bed fusion additive manufacturing
[J],
Achieving superior strength-plasticity performance in laser powder bed fusion of AlSi10Mg via high-speed scanning remelting
[J].
3D printing of high-strength aluminium alloys
[J].
Microstructure and phase formation in Al-20Si-5Fe-3Cu-1Mg synthesized by selective laser melting
[J].
Optimizing microstructures of hypereutectic Al-Si alloys with high Fe content via spray forming technique
[J].
Effect of (Mn + Cr) addition on the microstructure and thermal stability of spray-formed hypereutectic Al-Si alloys
[J].
In-situ study of morphology and growth of primary α-Al(FeMnCr)Si intermetallics in an Al-Si alloy
[J].
Effects of annealing on the microstructure and mechanical properties of selective laser melted AlSi7Mg alloy
[J].
Effects of heat treatment on microstructure, properties, and residual stress of additive manufactured AlSi10Mg alloy
[J].Residual stress, always existing in additive manufactured AlSi10Mg alloy, has negative effects on its application. Therefore, it is needed to be controlled or even eliminated by heat treatment. The microstructure, properties and residual stress of as built and annealed alloys are investigated using X ray diffraction, optical microscope, field emission scanning electron microscope, transmission electron microscope, electron backscattered diffraction, microhardness and Raman spectrum tests. The results show that as built alloy consists of supersaturated Al solid solution and Si phase. Additionally, the Si phase exists in the forms of cellular eutectic silicon and dispersed silicon nanoparticles. Meanwhile, the grain size of as built alloy is relatively fine, and the <em>d</em>50 value of grain size distribution is about 10.4 μm. Annealing treatments lead to the depositions of alloying elements from supersaturated Al solid solution, and formations of equilibrium phase Mg2Si and Si phase as the annealing temperature ranging from 250℃ to 300℃. With the increase of annealing temperature, the alloying elements precipitate out more thoroughly. Furthermore, the coarsening of cellular eutectic silicon and silicon nanoparticles, grain growth and recrystallization also occur owing to annealing treatment. Because of the decline of fine grain strengthening, solid solution strengthening and dispersion strengthening after annealing treatment, the microhardness decreases. The residual stress, however, can be significantly reduced by annealing process with a reduction of 60%~80%. Consequently, it is necessary to develop new heat treatment system according to the characteristic of additive manufactured aluminum alloy, in order to regulate and control the microstructure and properties.
热处理对增材制造AlSi10Mg合金组织性能及残余应力的影响
[J].增材制造AlSi10Mg合金通常存在较大的残余应力,对材料的服役使用产生不利影响,故需要采用热处理对残余应力予以控制甚至消除。利用X射线衍射、光学显微镜、场发射扫描电子显微镜、透射电子显微镜、背散射电子衍射、维氏硬度和拉曼光谱试验,研究了成形态和退火态合金的显微组织、性能及残余应力。结果表明,成形态合金由过饱和Al固溶体和Si相组成,其中, Si相以网状共晶硅和弥散分布的纳米硅颗粒2种形态存在。同时,成形态合金的晶粒细小,其晶粒尺寸分布的d50值约为10.4 μm。250~300℃退火使合金元素从过饱和Al固溶体中析出,形成平衡相Mg2Si和Si相;且随着退火温度升高,合金元素析出越彻底。此外,退火还引起网状共晶硅和纳米硅颗粒粗化,促使晶粒长大并诱发再结晶。由于退火后合金中的细晶强化、固溶强化和弥散强化效果减弱,故合金的维氏硬度下降。然而,退火可以显著降低合金的残余应力,下降幅度达到60%~80%。因此,为更好地实现组织和性能调控,有必要针对增材制造铝合金的特点开发新的热处理制度。
The effect of mischmetal and heat treatment on the microstructure and tensile properties of A357 Al-Si casting alloy
[J].
Kinetics of precipitation and coarsening of Si-containing phases in a supersaturated Al-20%Si Alloy
[J].
过饱和Al-20%Si合金Si相的析出粗化动力学
[J].使用差示扫描量热仪(DSC)、扫描电镜(SEM)和X射线衍射仪(XRD)等手段研究了过饱和Al-20%Si合金压铸板在450~550℃热处理过程中组织结构的演变规律和Si相的析出和粗化动力学。结果表明:在高压快速凝固和细化、变质的多重作用下,Al-20%Si合金生成了Si相尺寸细小(Si相平均尺寸μm)的非平衡凝固畸变组织;在退火过程中,α-Al基体的晶格畸变程度有所缓解;Si相的粗化扩散机制接近体扩散控制(粗化指数n接近3),粗化激活能为69.59 kJ/mol;退火温度对粗化速率常数有显著的影响,对粗化指数的影响不明显;在退火初期,随着保温时间的延长合金的抗拉强度呈下降趋势而伸长率呈上升趋势,保温时间超过90 min后抗拉强度和伸长率趋于稳定。
Diffusion coefficients of some solutes in fcc and liquid Al: Critical evaluation and correlation
[J].
Research development of secondary phase particle in dual-phase system
[J].
两相体系中第二相颗粒粗化的研究进展
[J].
Coarsening characteristic of Si particles in powders of rapidly solidified Al-Si alloy
[J].
快速凝固铝硅合金粉末加热过程中硅颗粒的粗化行为
[J].
Effect of alloy elements on heat-resistence of spray deposition Al-Si alloy
[J].
合金元素对喷射沉积铝硅合金耐热性能的影响
[J].
The origins for tensile properties of selective laser melted aluminium alloy A357
[J].
Microstructure evolution during in-situ heating of AlSi10Mg alloy powders and additive manufactured parts
[J].
Microstructure and mechanical property of annealing heat treated AlSi10Mg alloy fabricated by selective laser melting
[J].AlSi10Mg alloy has excellent characteristics such as high specific strength and good wear resistance. The composition of AlSi10Mg alloy is close to the eutectic point, thus it has good forming property and has been widely used in selective laser melting processing. However, for this moment, only the conventional annealing strategy is employed in the selective laser melted AlSi10Mg component, which greatly limits their further applications. In this work, the effects of several annealing on the microstructure and tensile properties of selective laser melted AlSi10Mg alloys were investigated. The results show that the as-fabricated sample presents a mixed structure of columnar α-Al and eutectic Al-Si structure along building direction, which possesses a strong texture of α-Al 〈100〉. The single molten pool consists of fine grain region, coarse grain region and heat affected region. The as-fabricated sample shows ultimate strength of 389.5 MPa with 4% elongation to failure. During the heat treatment, the eutectic Si is broken and spheroidized along with precipitation of supersaturated Al(Si). When the annealing temperature increases from 200 ℃ to 500 ℃, the silicon particle suffers the Ostwald ripening for size increase of 23 times. The samples heat treated at 300 ℃ and 500 ℃ show the ultimate strength of 287.0 MPa and 268.0 MPa, and elongation of 10.3% and 17.2%, respectively.
退火态激光选区熔化成形AlSi10Mg合金组织与力学性能
[J].AlSi10Mg合金具有高比强度、高耐磨性等优良特点。由于其成分接近共晶点,成形性能良好,被广泛应用于激光选区熔化技术。然而其热处理制度仍然沿用传统铸态合金的热处理规范,影响了其性能的充分发挥。本工作采用激光选区熔化技术制备了AlSi10Mg合金,并研究了沉积态和后续热处理过程中组织演化规律及其对室温力学性能的影响机制。研究发现:沉积态组织由沿沉积方向生长的α-Al柱状枝晶及枝晶间网状Al-Si共晶组成,具有强烈的〈100〉方向织构,沉积层由三部分组成,分别是细晶区、粗晶区及热影响区,抗拉强度389.5 MPa,伸长率4%。退火过程中,共晶Si破碎、球化,基体中过饱和Si不断析出长大。当退火温度从200 ℃提高到500 ℃时,Si颗粒发生Ostwald熟化,平均尺寸增长了23倍。经过300 ℃和500 ℃退火处理后,试样抗拉强度分别为287.0 MPa和268.0 MPa,但伸长率分别提高到10.3%和17.2%。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}