The future of metals
2
2010
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
... [1 ].基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
Evolution of microstructure, macrotexture and mechanical properties of commercially pure Ti during ECAP-conform processing and drawing
1
2013
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
快速凝固Cu-Cr合金时效析出的共格强化效应
0
1999
快速凝固Cu-Cr合金时效析出的共格强化效应
0
1999
含Cu低碳钢Q&P工艺处理的组织性能与强化机理
1
2013
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
含Cu低碳钢Q&P工艺处理的组织性能与强化机理
1
2013
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
Towards high-performance bioinspired composites
1
2012
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
The conflicts between strength and toughness
1
2011
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
Strain-induced ultrahard and ultrastable nanolaminated structure in nickel
1
2013
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
Improving the tensile ductility of metal matrix composites by laminated structure: A coupled X-ray tomography and digital image correlation study
2
2017
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
... 精准调控材料在微纳尺度上的相含量和分布,激发多尺度的强化机制亦是调控金属强韧性的有效策略之一.双相结构中的软硬相塑性变形时诱发的应变梯度也会诱发显著的背应力强化效应[51 ,52 ] .例如,典型的双相钢结构中的硬相马氏体与软相铁素体能够在提高强度的同时,表现出一定的加工硬化和良好的塑性,这种良好的力学性能归因于软硬相异质区的协同强化作用[51 ,53 ] .针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
Nanotwinned and hierarchical nanotwinned metals: A review of experimental, computational and theoretical efforts
5
2018
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
... 与传统均匀结构材料相比,上述材料内部空间结构、强度乃至成分上呈现出非均匀分布的特性,此类存在“软区”和“硬区”结构单元的金属材料也被称为“异构金属材料”[12 ] .从21世纪初,Wang等[13 ] 首次提出双峰结构协同提升金属材料强韧性伊始,20年来已有上万篇关于异构金属材料力学性能与变形机理的文章.在ScienceDirect数据库中,异构金属材料强韧性相关文章已20000余篇.在此基础上,已有若干综述总结了异质结构的力学性能及其存在的变形强化机制.例如,Sun等[10 ] 详细综述了多级纳米孪晶金属的强化效应与制造工艺.Li等[14 ] 系统描述了梯度结构中的力学性能与变形机制.Misra等[15 ] 综述了近年来多相及多级材料在提升金属强韧性方面的作用.Sathiyamoorthi和Kim[16 ] 概述了异构金属材料在新材料方面的应用.Wu和Fan[17 ] 详述了异质结构变形过程中应变去局部化机制.Li等[18 ] 阐述了异质结构内几何必需位错堆积诱导的强化效应.Zhu等[12 ] 系统总结了异构金属材料的设计理念与内部异质区非均匀变形引起的背应力强化.目前,对异构金属材料的变形与强化机制效应的研究已比较全面.随着相关理论、模型和制备工艺水平的发展,人们在纳观-微观-宏观等不同尺度上对异构金属材料的微观结构设计与精准调控逐步成为可能,有望进一步推动异构金属材料领域的发展.本文综述了异构金属材料微观结构优化设计的理论基础与常见调控强韧化工艺的进展,并对该领域亟待解决的问题以及未来发展做出展望. ...
... 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... 孪晶界作为一种特殊低能态共格晶界,因其优异的强韧化效应而受到广泛关注[63 ] .不同于传统晶界,孪晶界不仅能有效阻碍位错运动,还能作为位错的滑移面容纳大量位错,使材料保持良好的强度和韧性[64 ,65 ] .相较于微米尺度和亚微米尺度的孪晶,纳米尺度的孪晶对材料的强化效应显著提高[66 ,67 ] .纳米孪晶的变形机理和微观结构演化已在前人的综述[10 ,68 ] 中得到详细介绍,本节侧重于阐述纳米孪晶金属的微观结构特征参数对力学性能的影响. ...
... 近年来,在金属中构建多级纳米结构也被证实为一种有效提高强韧性的方法,例如在易形成纳米孪晶的金属中构建多级纳米孪晶结构可以进一步改善材料的力学性能[10 ] .目前学者们对多级纳米孪晶材料力学性能影响因素的研究十分有限,主要集中在多级纳米孪晶厚度对强韧性的影响. ...
Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility
6
2015
... 随着我国航空航天、交通运输和海洋装备等重大工程领域的快速发展,其装备对于结构材料提出了高性能、轻量化和高可靠性的迫切需求.正所谓“一代材料,一代装备”,金属及其合金作为工业领域中不可或缺的结构材料,其综合服役性能的不断提高推动着相关工业技术的进步.强度和韧性作为金属材料最核心的2个力学性能指标,决定着金属材料在工程应用中的使役表现,因此强韧均衡是工程结构材料设计的永恒主题[1 ] .过去30年的广泛研究表明,传统的形变强化、固溶强化、析出强化和相变强化等强化手段[2 ~5 ] ,在一定程度上提升了其强度而牺牲了韧性,呈现出明显的强度-韧性倒置关系,且材料的强度愈高倒置关系就愈突出[1 ] .基于仿生学的材料设计正成为一个快速增长并具有巨大发展空间的领域.具有优异综合力学性能和强韧性匹配的天然生物材料往往具有比较复杂的结构要素特征,如非均匀几何形态及空间分布、多尺度、多相与多层次结构等[6 ,7 ] .由此出发,科学家们“师法自然”,从自然界中获取灵感,在金属材料中构筑出一些新颖的微观结构,如梯度结构[8 ] 、层片结构[9 ] 和多级孪晶结构[10 ] 等.相关设计范式已被证实能够有效地提高材料的强韧综合性能[11 ] . ...
... 异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... [
11 ,
19 ,
20 ,
22 ,
25 ~
28 ,
30 ]
Schematic plot of yield strength and elongation of heterogeneous microstructure versus homogeneous microstructure (The sequence of various heterogeneous microstructure is arbitrary)<sup>[<xref ref-type="bibr" rid="R11">11</xref>,<xref ref-type="bibr" rid="R19">19</xref>,<xref ref-type="bibr" rid="R20">20</xref>,<xref ref-type="bibr" rid="R22">22</xref>,<xref ref-type="bibr" rid="R25">25</xref>-<xref ref-type="bibr" rid="R28">28</xref>,<xref ref-type="bibr" rid="R30">30</xref>]</sup> Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... [
11 ,
19 ,
20 ,
22 ,
25 -
28 ,
30 ]
Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... 在异构金属材料的塑性变形过程中,软硬区的力学不相容性会导致明显的非均匀变形,表现出显著的包申格(Bauschinger)效应[11 ,33 ] .单轴拉伸卸载再加载曲线(图3 a[33 ] )可以定量地描述此效应,也就是背应力(σ b )[33 ] : ...
... 从前述可知,晶间背应力是异构金属材料加卸载过程中残余应力导致的必然产物,而背应力强化(晶内背应力)则由异构金属材料内复杂位错活动诱导[14 ] ,因此后者直接控制着异构金属材料额外的加工硬化行为,也吸引着大量学者对此进行深入的研究[11 ,36 ~41 ] .背应力强化随着材料屈服逐渐增加,从梯度结构和均匀结构的卸载再加载曲线可知[33 ] ,梯度结构具有更大的背应力斜率与增量,这表明以梯度结构为代表的异构金属材料能比均匀结构积累更多的几何必需位错,诱导更显著的背应力强化(图3 d[33 ] ),使得异构金属材料获得优异的强韧性匹配.因此,如何调控背应力强化成为进一步优化金属材料强韧均衡中的关键科学问题. ...
Heterostructured materials: Superior properties from hetero-zone interaction
4
2021
... 与传统均匀结构材料相比,上述材料内部空间结构、强度乃至成分上呈现出非均匀分布的特性,此类存在“软区”和“硬区”结构单元的金属材料也被称为“异构金属材料”[12 ] .从21世纪初,Wang等[13 ] 首次提出双峰结构协同提升金属材料强韧性伊始,20年来已有上万篇关于异构金属材料力学性能与变形机理的文章.在ScienceDirect数据库中,异构金属材料强韧性相关文章已20000余篇.在此基础上,已有若干综述总结了异质结构的力学性能及其存在的变形强化机制.例如,Sun等[10 ] 详细综述了多级纳米孪晶金属的强化效应与制造工艺.Li等[14 ] 系统描述了梯度结构中的力学性能与变形机制.Misra等[15 ] 综述了近年来多相及多级材料在提升金属强韧性方面的作用.Sathiyamoorthi和Kim[16 ] 概述了异构金属材料在新材料方面的应用.Wu和Fan[17 ] 详述了异质结构变形过程中应变去局部化机制.Li等[18 ] 阐述了异质结构内几何必需位错堆积诱导的强化效应.Zhu等[12 ] 系统总结了异构金属材料的设计理念与内部异质区非均匀变形引起的背应力强化.目前,对异构金属材料的变形与强化机制效应的研究已比较全面.随着相关理论、模型和制备工艺水平的发展,人们在纳观-微观-宏观等不同尺度上对异构金属材料的微观结构设计与精准调控逐步成为可能,有望进一步推动异构金属材料领域的发展.本文综述了异构金属材料微观结构优化设计的理论基础与常见调控强韧化工艺的进展,并对该领域亟待解决的问题以及未来发展做出展望. ...
... [12 ]系统总结了异构金属材料的设计理念与内部异质区非均匀变形引起的背应力强化.目前,对异构金属材料的变形与强化机制效应的研究已比较全面.随着相关理论、模型和制备工艺水平的发展,人们在纳观-微观-宏观等不同尺度上对异构金属材料的微观结构设计与精准调控逐步成为可能,有望进一步推动异构金属材料领域的发展.本文综述了异构金属材料微观结构优化设计的理论基础与常见调控强韧化工艺的进展,并对该领域亟待解决的问题以及未来发展做出展望. ...
... 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... 材料的力学行为很大程度上也受到微观界面的影响.已有大量的工作[12 ,47 ] 表明,引入特殊界面(例如相界面、异构界面、孪晶界面等)能够同时提升材料的强韧性匹配,此节讨论如何通过调控特殊界面优化异构材料强韧性. ...
High tensile ductility in a nanostructured metal
1
2002
... 与传统均匀结构材料相比,上述材料内部空间结构、强度乃至成分上呈现出非均匀分布的特性,此类存在“软区”和“硬区”结构单元的金属材料也被称为“异构金属材料”[12 ] .从21世纪初,Wang等[13 ] 首次提出双峰结构协同提升金属材料强韧性伊始,20年来已有上万篇关于异构金属材料力学性能与变形机理的文章.在ScienceDirect数据库中,异构金属材料强韧性相关文章已20000余篇.在此基础上,已有若干综述总结了异质结构的力学性能及其存在的变形强化机制.例如,Sun等[10 ] 详细综述了多级纳米孪晶金属的强化效应与制造工艺.Li等[14 ] 系统描述了梯度结构中的力学性能与变形机制.Misra等[15 ] 综述了近年来多相及多级材料在提升金属强韧性方面的作用.Sathiyamoorthi和Kim[16 ] 概述了异构金属材料在新材料方面的应用.Wu和Fan[17 ] 详述了异质结构变形过程中应变去局部化机制.Li等[18 ] 阐述了异质结构内几何必需位错堆积诱导的强化效应.Zhu等[12 ] 系统总结了异构金属材料的设计理念与内部异质区非均匀变形引起的背应力强化.目前,对异构金属材料的变形与强化机制效应的研究已比较全面.随着相关理论、模型和制备工艺水平的发展,人们在纳观-微观-宏观等不同尺度上对异构金属材料的微观结构设计与精准调控逐步成为可能,有望进一步推动异构金属材料领域的发展.本文综述了异构金属材料微观结构优化设计的理论基础与常见调控强韧化工艺的进展,并对该领域亟待解决的问题以及未来发展做出展望. ...
Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys
3
2020
... 与传统均匀结构材料相比,上述材料内部空间结构、强度乃至成分上呈现出非均匀分布的特性,此类存在“软区”和“硬区”结构单元的金属材料也被称为“异构金属材料”[12 ] .从21世纪初,Wang等[13 ] 首次提出双峰结构协同提升金属材料强韧性伊始,20年来已有上万篇关于异构金属材料力学性能与变形机理的文章.在ScienceDirect数据库中,异构金属材料强韧性相关文章已20000余篇.在此基础上,已有若干综述总结了异质结构的力学性能及其存在的变形强化机制.例如,Sun等[10 ] 详细综述了多级纳米孪晶金属的强化效应与制造工艺.Li等[14 ] 系统描述了梯度结构中的力学性能与变形机制.Misra等[15 ] 综述了近年来多相及多级材料在提升金属强韧性方面的作用.Sathiyamoorthi和Kim[16 ] 概述了异构金属材料在新材料方面的应用.Wu和Fan[17 ] 详述了异质结构变形过程中应变去局部化机制.Li等[18 ] 阐述了异质结构内几何必需位错堆积诱导的强化效应.Zhu等[12 ] 系统总结了异构金属材料的设计理念与内部异质区非均匀变形引起的背应力强化.目前,对异构金属材料的变形与强化机制效应的研究已比较全面.随着相关理论、模型和制备工艺水平的发展,人们在纳观-微观-宏观等不同尺度上对异构金属材料的微观结构设计与精准调控逐步成为可能,有望进一步推动异构金属材料领域的发展.本文综述了异构金属材料微观结构优化设计的理论基础与常见调控强韧化工艺的进展,并对该领域亟待解决的问题以及未来发展做出展望. ...
... 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... 从前述可知,晶间背应力是异构金属材料加卸载过程中残余应力导致的必然产物,而背应力强化(晶内背应力)则由异构金属材料内复杂位错活动诱导[14 ] ,因此后者直接控制着异构金属材料额外的加工硬化行为,也吸引着大量学者对此进行深入的研究[11 ,36 ~41 ] .背应力强化随着材料屈服逐渐增加,从梯度结构和均匀结构的卸载再加载曲线可知[33 ] ,梯度结构具有更大的背应力斜率与增量,这表明以梯度结构为代表的异构金属材料能比均匀结构积累更多的几何必需位错,诱导更显著的背应力强化(图3 d[33 ] ),使得异构金属材料获得优异的强韧性匹配.因此,如何调控背应力强化成为进一步优化金属材料强韧均衡中的关键科学问题. ...
Hierarchical and heterogeneous multiphase metallic nanomaterials and laminates
2
2021
... 与传统均匀结构材料相比,上述材料内部空间结构、强度乃至成分上呈现出非均匀分布的特性,此类存在“软区”和“硬区”结构单元的金属材料也被称为“异构金属材料”[12 ] .从21世纪初,Wang等[13 ] 首次提出双峰结构协同提升金属材料强韧性伊始,20年来已有上万篇关于异构金属材料力学性能与变形机理的文章.在ScienceDirect数据库中,异构金属材料强韧性相关文章已20000余篇.在此基础上,已有若干综述总结了异质结构的力学性能及其存在的变形强化机制.例如,Sun等[10 ] 详细综述了多级纳米孪晶金属的强化效应与制造工艺.Li等[14 ] 系统描述了梯度结构中的力学性能与变形机制.Misra等[15 ] 综述了近年来多相及多级材料在提升金属强韧性方面的作用.Sathiyamoorthi和Kim[16 ] 概述了异构金属材料在新材料方面的应用.Wu和Fan[17 ] 详述了异质结构变形过程中应变去局部化机制.Li等[18 ] 阐述了异质结构内几何必需位错堆积诱导的强化效应.Zhu等[12 ] 系统总结了异构金属材料的设计理念与内部异质区非均匀变形引起的背应力强化.目前,对异构金属材料的变形与强化机制效应的研究已比较全面.随着相关理论、模型和制备工艺水平的发展,人们在纳观-微观-宏观等不同尺度上对异构金属材料的微观结构设计与精准调控逐步成为可能,有望进一步推动异构金属材料领域的发展.本文综述了异构金属材料微观结构优化设计的理论基础与常见调控强韧化工艺的进展,并对该领域亟待解决的问题以及未来发展做出展望. ...
... 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
High-entropy alloys with heterogeneous microstructure: Processing and mechanical properties
2
2022
... 与传统均匀结构材料相比,上述材料内部空间结构、强度乃至成分上呈现出非均匀分布的特性,此类存在“软区”和“硬区”结构单元的金属材料也被称为“异构金属材料”[12 ] .从21世纪初,Wang等[13 ] 首次提出双峰结构协同提升金属材料强韧性伊始,20年来已有上万篇关于异构金属材料力学性能与变形机理的文章.在ScienceDirect数据库中,异构金属材料强韧性相关文章已20000余篇.在此基础上,已有若干综述总结了异质结构的力学性能及其存在的变形强化机制.例如,Sun等[10 ] 详细综述了多级纳米孪晶金属的强化效应与制造工艺.Li等[14 ] 系统描述了梯度结构中的力学性能与变形机制.Misra等[15 ] 综述了近年来多相及多级材料在提升金属强韧性方面的作用.Sathiyamoorthi和Kim[16 ] 概述了异构金属材料在新材料方面的应用.Wu和Fan[17 ] 详述了异质结构变形过程中应变去局部化机制.Li等[18 ] 阐述了异质结构内几何必需位错堆积诱导的强化效应.Zhu等[12 ] 系统总结了异构金属材料的设计理念与内部异质区非均匀变形引起的背应力强化.目前,对异构金属材料的变形与强化机制效应的研究已比较全面.随着相关理论、模型和制备工艺水平的发展,人们在纳观-微观-宏观等不同尺度上对异构金属材料的微观结构设计与精准调控逐步成为可能,有望进一步推动异构金属材料领域的发展.本文综述了异构金属材料微观结构优化设计的理论基础与常见调控强韧化工艺的进展,并对该领域亟待解决的问题以及未来发展做出展望. ...
... 精准调控材料在微纳尺度上的相含量和分布,激发多尺度的强化机制亦是调控金属强韧性的有效策略之一.双相结构中的软硬相塑性变形时诱发的应变梯度也会诱发显著的背应力强化效应[51 ,52 ] .例如,典型的双相钢结构中的硬相马氏体与软相铁素体能够在提高强度的同时,表现出一定的加工硬化和良好的塑性,这种良好的力学性能归因于软硬相异质区的协同强化作用[51 ,53 ] .针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
An overview of tailoring strain delocalization for strength-ductility synergy
2
2020
... 与传统均匀结构材料相比,上述材料内部空间结构、强度乃至成分上呈现出非均匀分布的特性,此类存在“软区”和“硬区”结构单元的金属材料也被称为“异构金属材料”[12 ] .从21世纪初,Wang等[13 ] 首次提出双峰结构协同提升金属材料强韧性伊始,20年来已有上万篇关于异构金属材料力学性能与变形机理的文章.在ScienceDirect数据库中,异构金属材料强韧性相关文章已20000余篇.在此基础上,已有若干综述总结了异质结构的力学性能及其存在的变形强化机制.例如,Sun等[10 ] 详细综述了多级纳米孪晶金属的强化效应与制造工艺.Li等[14 ] 系统描述了梯度结构中的力学性能与变形机制.Misra等[15 ] 综述了近年来多相及多级材料在提升金属强韧性方面的作用.Sathiyamoorthi和Kim[16 ] 概述了异构金属材料在新材料方面的应用.Wu和Fan[17 ] 详述了异质结构变形过程中应变去局部化机制.Li等[18 ] 阐述了异质结构内几何必需位错堆积诱导的强化效应.Zhu等[12 ] 系统总结了异构金属材料的设计理念与内部异质区非均匀变形引起的背应力强化.目前,对异构金属材料的变形与强化机制效应的研究已比较全面.随着相关理论、模型和制备工艺水平的发展,人们在纳观-微观-宏观等不同尺度上对异构金属材料的微观结构设计与精准调控逐步成为可能,有望进一步推动异构金属材料领域的发展.本文综述了异构金属材料微观结构优化设计的理论基础与常见调控强韧化工艺的进展,并对该领域亟待解决的问题以及未来发展做出展望. ...
... 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
Towards understanding the structure-property relationships of heterogeneous-structured materials
1
2020
... 与传统均匀结构材料相比,上述材料内部空间结构、强度乃至成分上呈现出非均匀分布的特性,此类存在“软区”和“硬区”结构单元的金属材料也被称为“异构金属材料”[12 ] .从21世纪初,Wang等[13 ] 首次提出双峰结构协同提升金属材料强韧性伊始,20年来已有上万篇关于异构金属材料力学性能与变形机理的文章.在ScienceDirect数据库中,异构金属材料强韧性相关文章已20000余篇.在此基础上,已有若干综述总结了异质结构的力学性能及其存在的变形强化机制.例如,Sun等[10 ] 详细综述了多级纳米孪晶金属的强化效应与制造工艺.Li等[14 ] 系统描述了梯度结构中的力学性能与变形机制.Misra等[15 ] 综述了近年来多相及多级材料在提升金属强韧性方面的作用.Sathiyamoorthi和Kim[16 ] 概述了异构金属材料在新材料方面的应用.Wu和Fan[17 ] 详述了异质结构变形过程中应变去局部化机制.Li等[18 ] 阐述了异质结构内几何必需位错堆积诱导的强化效应.Zhu等[12 ] 系统总结了异构金属材料的设计理念与内部异质区非均匀变形引起的背应力强化.目前,对异构金属材料的变形与强化机制效应的研究已比较全面.随着相关理论、模型和制备工艺水平的发展,人们在纳观-微观-宏观等不同尺度上对异构金属材料的微观结构设计与精准调控逐步成为可能,有望进一步推动异构金属材料领域的发展.本文综述了异构金属材料微观结构优化设计的理论基础与常见调控强韧化工艺的进展,并对该领域亟待解决的问题以及未来发展做出展望. ...
Making strong nanomaterials ductile with gradients
7
2014
... 根据微观调控方式,大致可以将异构金属材料划分为以下3类:(1) 调控材料晶粒尺寸或结构,制备具有跨尺度特征晶粒分布的微观结构,如梯度结构[19 ] 、核壳结构[20 ] 和层片结构[21 ] 等;(2) 在金属材料内引入大量缺陷与特殊界面,进而诱发额外的应变硬化等机制,如梯度位错胞[22 ] 、纳米孪晶结构[23 ] 和多级结构[24 ] 等;(3) 调控材料在微纳尺度上的元素与相组成,激发多尺度强韧化机制,如异质双相结构[25 ] 和复合层压板结构[26 ] 等(如图1 [19 ~23 ,25 ,26 ] 所示). ...
... [19 ~23 ,25 ,26 ]所示). ...
... [
19 ~
23 ,
25 ,
26 ]
Microstructures of various heterogeneous structured metals and alloys<sup>[<xref ref-type="bibr" rid="R19">19</xref>-<xref ref-type="bibr" rid="R23">23</xref>,<xref ref-type="bibr" rid="R25">25</xref>,<xref ref-type="bibr" rid="R26">26</xref>]</sup> Fig.1 ![]()
异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... [
19 -
23 ,
25 ,
26 ]
Fig.1 ![]()
异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... 异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... ,
19 ,
20 ,
22 ,
25 ~
28 ,
30 ]
Schematic plot of yield strength and elongation of heterogeneous microstructure versus homogeneous microstructure (The sequence of various heterogeneous microstructure is arbitrary)<sup>[<xref ref-type="bibr" rid="R11">11</xref>,<xref ref-type="bibr" rid="R19">19</xref>,<xref ref-type="bibr" rid="R20">20</xref>,<xref ref-type="bibr" rid="R22">22</xref>,<xref ref-type="bibr" rid="R25">25</xref>-<xref ref-type="bibr" rid="R28">28</xref>,<xref ref-type="bibr" rid="R30">30</xref>]</sup> Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... ,
19 ,
20 ,
22 ,
25 -
28 ,
30 ]
Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
Improvement of strength with maintaining ductility of harmonic structure pure copper by cold rolling and annealing process
5
2018
... 根据微观调控方式,大致可以将异构金属材料划分为以下3类:(1) 调控材料晶粒尺寸或结构,制备具有跨尺度特征晶粒分布的微观结构,如梯度结构[19 ] 、核壳结构[20 ] 和层片结构[21 ] 等;(2) 在金属材料内引入大量缺陷与特殊界面,进而诱发额外的应变硬化等机制,如梯度位错胞[22 ] 、纳米孪晶结构[23 ] 和多级结构[24 ] 等;(3) 调控材料在微纳尺度上的元素与相组成,激发多尺度强韧化机制,如异质双相结构[25 ] 和复合层压板结构[26 ] 等(如图1 [19 ~23 ,25 ,26 ] 所示). ...
... 异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... ,
20 ,
22 ,
25 ~
28 ,
30 ]
Schematic plot of yield strength and elongation of heterogeneous microstructure versus homogeneous microstructure (The sequence of various heterogeneous microstructure is arbitrary)<sup>[<xref ref-type="bibr" rid="R11">11</xref>,<xref ref-type="bibr" rid="R19">19</xref>,<xref ref-type="bibr" rid="R20">20</xref>,<xref ref-type="bibr" rid="R22">22</xref>,<xref ref-type="bibr" rid="R25">25</xref>-<xref ref-type="bibr" rid="R28">28</xref>,<xref ref-type="bibr" rid="R30">30</xref>]</sup> Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... ,
20 ,
22 ,
25 -
28 ,
30 ]
Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Heterogeneous materials: A new class of materials with unprecedented mechanical properties
1
2017
... 根据微观调控方式,大致可以将异构金属材料划分为以下3类:(1) 调控材料晶粒尺寸或结构,制备具有跨尺度特征晶粒分布的微观结构,如梯度结构[19 ] 、核壳结构[20 ] 和层片结构[21 ] 等;(2) 在金属材料内引入大量缺陷与特殊界面,进而诱发额外的应变硬化等机制,如梯度位错胞[22 ] 、纳米孪晶结构[23 ] 和多级结构[24 ] 等;(3) 调控材料在微纳尺度上的元素与相组成,激发多尺度强韧化机制,如异质双相结构[25 ] 和复合层压板结构[26 ] 等(如图1 [19 ~23 ,25 ,26 ] 所示). ...
Gradient cell-structured high-entropy alloy with exceptional strength and ductility
4
2021
... 根据微观调控方式,大致可以将异构金属材料划分为以下3类:(1) 调控材料晶粒尺寸或结构,制备具有跨尺度特征晶粒分布的微观结构,如梯度结构[19 ] 、核壳结构[20 ] 和层片结构[21 ] 等;(2) 在金属材料内引入大量缺陷与特殊界面,进而诱发额外的应变硬化等机制,如梯度位错胞[22 ] 、纳米孪晶结构[23 ] 和多级结构[24 ] 等;(3) 调控材料在微纳尺度上的元素与相组成,激发多尺度强韧化机制,如异质双相结构[25 ] 和复合层压板结构[26 ] 等(如图1 [19 ~23 ,25 ,26 ] 所示). ...
... 异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... ,
22 ,
25 ~
28 ,
30 ]
Schematic plot of yield strength and elongation of heterogeneous microstructure versus homogeneous microstructure (The sequence of various heterogeneous microstructure is arbitrary)<sup>[<xref ref-type="bibr" rid="R11">11</xref>,<xref ref-type="bibr" rid="R19">19</xref>,<xref ref-type="bibr" rid="R20">20</xref>,<xref ref-type="bibr" rid="R22">22</xref>,<xref ref-type="bibr" rid="R25">25</xref>-<xref ref-type="bibr" rid="R28">28</xref>,<xref ref-type="bibr" rid="R30">30</xref>]</sup> Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... ,
22 ,
25 -
28 ,
30 ]
Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
Ultrastrong nanotwinned pure nickel with extremely fine twin thickness
4
2021
... 根据微观调控方式,大致可以将异构金属材料划分为以下3类:(1) 调控材料晶粒尺寸或结构,制备具有跨尺度特征晶粒分布的微观结构,如梯度结构[19 ] 、核壳结构[20 ] 和层片结构[21 ] 等;(2) 在金属材料内引入大量缺陷与特殊界面,进而诱发额外的应变硬化等机制,如梯度位错胞[22 ] 、纳米孪晶结构[23 ] 和多级结构[24 ] 等;(3) 调控材料在微纳尺度上的元素与相组成,激发多尺度强韧化机制,如异质双相结构[25 ] 和复合层压板结构[26 ] 等(如图1 [19 ~23 ,25 ,26 ] 所示). ...
... ~23 ,25 ,26 ]所示). ...
... ~
23 ,
25 ,
26 ]
Microstructures of various heterogeneous structured metals and alloys<sup>[<xref ref-type="bibr" rid="R19">19</xref>-<xref ref-type="bibr" rid="R23">23</xref>,<xref ref-type="bibr" rid="R25">25</xref>,<xref ref-type="bibr" rid="R26">26</xref>]</sup> Fig.1 ![]()
异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... -
23 ,
25 ,
26 ]
Fig.1 ![]()
异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
Hierarchical features infused heterogeneous grain structure for extraordinary strength-ductility synergy
1
2018
... 根据微观调控方式,大致可以将异构金属材料划分为以下3类:(1) 调控材料晶粒尺寸或结构,制备具有跨尺度特征晶粒分布的微观结构,如梯度结构[19 ] 、核壳结构[20 ] 和层片结构[21 ] 等;(2) 在金属材料内引入大量缺陷与特殊界面,进而诱发额外的应变硬化等机制,如梯度位错胞[22 ] 、纳米孪晶结构[23 ] 和多级结构[24 ] 等;(3) 调控材料在微纳尺度上的元素与相组成,激发多尺度强韧化机制,如异质双相结构[25 ] 和复合层压板结构[26 ] 等(如图1 [19 ~23 ,25 ,26 ] 所示). ...
Strain hardening in Fe-16Mn-10Al-0.86C-5Ni high specific strength steel
7
2016
... 根据微观调控方式,大致可以将异构金属材料划分为以下3类:(1) 调控材料晶粒尺寸或结构,制备具有跨尺度特征晶粒分布的微观结构,如梯度结构[19 ] 、核壳结构[20 ] 和层片结构[21 ] 等;(2) 在金属材料内引入大量缺陷与特殊界面,进而诱发额外的应变硬化等机制,如梯度位错胞[22 ] 、纳米孪晶结构[23 ] 和多级结构[24 ] 等;(3) 调控材料在微纳尺度上的元素与相组成,激发多尺度强韧化机制,如异质双相结构[25 ] 和复合层压板结构[26 ] 等(如图1 [19 ~23 ,25 ,26 ] 所示). ...
... ,25 ,26 ]所示). ...
... ,
25 ,
26 ]
Microstructures of various heterogeneous structured metals and alloys<sup>[<xref ref-type="bibr" rid="R19">19</xref>-<xref ref-type="bibr" rid="R23">23</xref>,<xref ref-type="bibr" rid="R25">25</xref>,<xref ref-type="bibr" rid="R26">26</xref>]</sup> Fig.1 ![]()
异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... ,
25 ,
26 ]
Fig.1 ![]()
异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... 异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... ,
25 ~
28 ,
30 ]
Schematic plot of yield strength and elongation of heterogeneous microstructure versus homogeneous microstructure (The sequence of various heterogeneous microstructure is arbitrary)<sup>[<xref ref-type="bibr" rid="R11">11</xref>,<xref ref-type="bibr" rid="R19">19</xref>,<xref ref-type="bibr" rid="R20">20</xref>,<xref ref-type="bibr" rid="R22">22</xref>,<xref ref-type="bibr" rid="R25">25</xref>-<xref ref-type="bibr" rid="R28">28</xref>,<xref ref-type="bibr" rid="R30">30</xref>]</sup> Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... ,
25 -
28 ,
30 ]
Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
Interface affected zone for optimal strength and ductility in heterogeneous laminate
10
2018
... 根据微观调控方式,大致可以将异构金属材料划分为以下3类:(1) 调控材料晶粒尺寸或结构,制备具有跨尺度特征晶粒分布的微观结构,如梯度结构[19 ] 、核壳结构[20 ] 和层片结构[21 ] 等;(2) 在金属材料内引入大量缺陷与特殊界面,进而诱发额外的应变硬化等机制,如梯度位错胞[22 ] 、纳米孪晶结构[23 ] 和多级结构[24 ] 等;(3) 调控材料在微纳尺度上的元素与相组成,激发多尺度强韧化机制,如异质双相结构[25 ] 和复合层压板结构[26 ] 等(如图1 [19 ~23 ,25 ,26 ] 所示). ...
... ,26 ]所示). ...
... ,
26 ]
Microstructures of various heterogeneous structured metals and alloys<sup>[<xref ref-type="bibr" rid="R19">19</xref>-<xref ref-type="bibr" rid="R23">23</xref>,<xref ref-type="bibr" rid="R25">25</xref>,<xref ref-type="bibr" rid="R26">26</xref>]</sup> Fig.1 ![]()
异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... ,
26 ]
Fig.1 ![]()
异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... 另外,Li等
[40 ] 通过多组异质结构Cu的对比模拟发现,减小硬相尺寸和增大软相尺寸能够增加异质区应变梯度,开发出强韧性匹配更好的微观结构.Zhang等
[38 ] 通过考虑软硬相强度差主导的背应力强化机制,建立了描述双峰异构金属材料力学性能的晶体塑性本构模型,该模型不仅能够同时预测多种尺寸分布的双峰结构拉伸行为,还能定量地描述实验加卸载曲线求得的背应力演化,克服了未有效拟合实验背应力数据造成的背应力强化高估问题.并在此基础上对比了微观结构特征参量对力学行为的影响,结果表明,细化双峰结构中的硬相尺寸比调控软相尺寸能更有效地提升双峰结构的背应力强化效应,进一步提升材料的应变硬化能力(
图4 a和b
[38 ] ).
图4 微观结构特征参量对异构金属材料力学性能的影响<sup>[<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R38">38</xref>,<xref ref-type="bibr" rid="R50">50</xref>]</sup> Effects of the microstructural parameters on the mechanical properties of heterogeneous structures (a, b) effects of size of coarse and fine grains on the back stress hardening[38 ] ...
... (c) schematic of interface affected zone in the laminate structure[26 ] ...
... (d) effect of thickness of interface affected zone on the back stress[26 ] ...
... 然而,细化晶粒尺寸的强化方法并非始终有效.Ma等[47 ] 和Huang等[26 ] 通过调控层压板中的层片厚度,先后确认了界面影响区的存在,界面影响区定义为具有应变梯度的区域,该区域能够有效地积累位错,产生背应力强化,随着层片厚度的减小,直到层片内相邻的界面影响区开始重叠,强韧性都会同时提升,表明层压板存在最佳层片厚度(l IAZ ),大概为[26 ] : ...
... [26 ]: ...
... 式中,σ y 为材料屈服应力.因此,该研究结果表明异构金属材料内严重位错累积区的重叠反而会削弱强韧化效果,晶粒尺寸的调控也需考虑有效位错堆叠区,应最大程度地发挥异构金属材料内可容纳位错区,诱导更显著的背应力强化(图4 c和d[26 ] ).Zhao等[48 ,49 ] 建立异构金属材料位错密度与堆积理论,模拟了层压板结构拉伸变形,预测了不同层压板厚度的力学性能,发现随着界面间距的减小,界面影响区的体积分数增大能增加背应力强化效应,提升金属材料强韧性.此外,Shin等[50 ] 通过在钛合金内调控异质层片结构的软硬相体积分数,发现增大硬相区体积分数能够提升异构金属材料的背应力强化,进一步提升强度与韧性(图4 e和f[50 ] ). ...
Ultrahigh strength and high electrical conductivity in copper
1
2004
... 异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
Evading the strength-ductility trade-off dilemma in steel through gradient hierarchical nanotwins
3
2014
... 异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... ~
28 ,
30 ]
Schematic plot of yield strength and elongation of heterogeneous microstructure versus homogeneous microstructure (The sequence of various heterogeneous microstructure is arbitrary)<sup>[<xref ref-type="bibr" rid="R11">11</xref>,<xref ref-type="bibr" rid="R19">19</xref>,<xref ref-type="bibr" rid="R20">20</xref>,<xref ref-type="bibr" rid="R22">22</xref>,<xref ref-type="bibr" rid="R25">25</xref>-<xref ref-type="bibr" rid="R28">28</xref>,<xref ref-type="bibr" rid="R30">30</xref>]</sup> Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... -
28 ,
30 ]
Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
Formation of nano-laminated structure in nickel by means of surface mechanical grinding treatment
4
2015
... 异构金属材料的制备工艺,可划分为“自上而下”法和“自下而上”法2种技术手段,如图8 所示.其中,“自上而下”法是指通过机械变形的方式细化晶粒,形成多尺度的晶粒分布,从而在材料内部获得异质微观结构.常见的自上而下法有表面机械碾磨处理[29 ] 、超声表面滚压[79 ] 以及异步轧制[80 ] 等.“自下而上”法的原理则是通过物理或者化学的方法,将原子团簇或不同成分粉末混合形成微观组织具有异构特征的金属材料[32 ,81 ~83 ] .本节将综述近年来发展的异构金属材料强韧化工艺及其核心调控参数. ...
... 喷丸(shot peening,SP)工艺是常见的传统机械表面处理技术之一,其工艺原理如
图9 a
[84 ] 所示.大量硬质弹丸在压缩空气的驱动下形成喷射流,反复地碰撞样品表面,导致材料表面发生严重塑性变形,表面晶粒持续的破碎与细化,从而制备出由表及里的梯度结构.喷丸工艺的主要优点是可以适应不同形状的样品,并且操作方便,成本相对低廉.但是,在长时间的处理过程中,弹丸的冲击能量较难精确控制,且存在表面粗糙度较差的问题
[84 ,85 ] ,难以精准地调控材料表层的微观结构.
图9 表面强化工艺示意图以及其主要的工艺参数<sup>[<xref ref-type="bibr" rid="R29">29</xref>,<xref ref-type="bibr" rid="R84">84</xref>,<xref ref-type="bibr" rid="R87">87</xref>,<xref ref-type="bibr" rid="R89">89</xref>,<xref ref-type="bibr" rid="R91">91</xref>]</sup> Schematics of the surface strengthening treatments and their main process parameters (a) shot peening (SP)[84 ] ...
... (c) surface mechanical grinding treatment (SMGT)[29 ] (TD—transverse direction, ND—normal direction, SD—shear direction, ν 1 —rotation velocity, ν 2 —sliding velocity) ...
... 2008年,Li等[88 ] 在SMAT工艺基础上进行了改良,首创了表面机械碾压处理(surface mechanical grinding treatment,SMGT)工艺并且在纯Cu材料上制备出梯度纳米结构.此外,为了有效地细化表层晶粒,消除变形过程中的瞬时温升,可以通过液氮环境加工,将表层晶粒极限尺寸降低至几个纳米.在SMGT过程中,硬质材料制成的半球形压头浸入冷却介质中并压入高速旋转的圆柱形样品 (图9 c[29 ] ),然后沿样品的轴向以相对较低的速率滑动.不同于SMAT中材料表层受不易于控制的冲击载荷而发生塑性变形,SMGT工艺通过调控试样转速ν 1 、压头的滑动速率ν 2 与路径以及施加载荷等工艺参数,从而使材料表层受到范围可调的剪切应变和应变速率,制备出较为理想的梯度纳米结构. ...
Achieving a heterogeneous lamella-structured aluminum alloy with excellent synergy of strength and ductility by powder thixoforming
4
2022
... 异构金属材料主要通过上述3种调控方式诱发额外的韧化机制,提高金属材料强度的同时保持或提升其韧性,寻求强度与韧性在Ashby图中的最佳匹配[27 ~30 ] ,如图2 [11 ,19 ,20 ,22 ,25 ~28 ,30 ] 所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... ,30 ]所示.精准的调控方式依托于先进制备技术,中国在此领域做出了一系列原创性研究工作,引领了异构金属材料领域的发展,实现了金属结构材料强韧性的不断拓维.为加速异构金属材料的迭代优化与工业应用,还需持续推进“材料成分-制造工艺-微观结构-服役性能”多层次的系统研究,首先要厘清强韧化工艺对材料内部微观结构的影响规律和内部微观结构对材料强度与韧性协同提升的内在机制等科学问题,其次,利用成熟的强化机制理论反过来对材料微观结构进行优化设计,并选择合适的强韧化工艺进行制造,最终形成基于材料内部微观结构调控的强韧均衡材料精准设计和制造方法. ...
... ,
30 ]
Schematic plot of yield strength and elongation of heterogeneous microstructure versus homogeneous microstructure (The sequence of various heterogeneous microstructure is arbitrary)<sup>[<xref ref-type="bibr" rid="R11">11</xref>,<xref ref-type="bibr" rid="R19">19</xref>,<xref ref-type="bibr" rid="R20">20</xref>,<xref ref-type="bibr" rid="R22">22</xref>,<xref ref-type="bibr" rid="R25">25</xref>-<xref ref-type="bibr" rid="R28">28</xref>,<xref ref-type="bibr" rid="R30">30</xref>]</sup> Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... ,
30 ]
Fig.2 ![]()
<strong>2</strong> 异构金属材料设计理论基础 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
Recent trends on studies of nanostructured metals
1
2021
... 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
Review on superior strength and enhanced ductility of metallic nanomaterials
2
2018
... 如上文所述,近年来异构金属材料设计理念已在传统金属材料的倒置曲线上表现出了明显的强韧均衡优势,涵盖广阔的强韧性包络面.已有大量综述[10 ,12 ,14 ,15 ,17 ,31 ,32 ] 证实异构金属材料内部存在多重强韧化机制及其重要作用,而如何定量地建立材料微观结构特征参量与强韧化增益效果之间的关系,从而确定主控材料力学性能的微观参量,将使金属材料微观结构设计更加有的放矢,强韧均衡的按需设计也将成为可能.本节简要介绍异构金属材料强韧化机制并重点概述其主要影响因素. ...
... 异构金属材料的制备工艺,可划分为“自上而下”法和“自下而上”法2种技术手段,如图8 所示.其中,“自上而下”法是指通过机械变形的方式细化晶粒,形成多尺度的晶粒分布,从而在材料内部获得异质微观结构.常见的自上而下法有表面机械碾磨处理[29 ] 、超声表面滚压[79 ] 以及异步轧制[80 ] 等.“自下而上”法的原理则是通过物理或者化学的方法,将原子团簇或不同成分粉末混合形成微观组织具有异构特征的金属材料[32 ,81 ~83 ] .本节将综述近年来发展的异构金属材料强韧化工艺及其核心调控参数. ...
Back stress strengthening and strain hardening in gradient structure
8
2016
... 在异构金属材料的塑性变形过程中,软硬区的力学不相容性会导致明显的非均匀变形,表现出显著的包申格(Bauschinger)效应[11 ,33 ] .单轴拉伸卸载再加载曲线(图3 a[33 ] )可以定量地描述此效应,也就是背应力(σ b )[33 ] : ...
... [33 ])可以定量地描述此效应,也就是背应力(σ b )[33 ] : ...
... [33 ]: ...
... 式中,
σ u 和
σ r 分别对应卸载与再加载时的屈服应力.实际上,基于此测得的背应力应由2个部分组成
[34 ] .一部分为加卸载过程中异质区非均匀变形导致的残余应力,即晶间背应力
[34 ] ;此外,如
图3 b
[35 ] 所示,软硬区之间的非均匀变形在塑性变形过程中还会诱发巨大的应变梯度,将在异构界面处累积大量的几何必需位错,进而产生晶内背应力,即随动或背应力强化
[34 ] ,在图中还包含了晶内背应力的反作用力——硬相中的前应力
[35 ] .因此,无论晶间背应力还是晶内背应力,物理起源都是由于材料非均匀微观结构的非均匀变形,例如取向错配、晶粒尺寸差异和夹杂等因素,如
图3 c所示.
图3 背应力计算方法与机理示意图<sup>[<xref ref-type="bibr" rid="R33">33</xref>,<xref ref-type="bibr" rid="R35">35</xref>]</sup> Schematics of the calculation and mechanism of back stress (a) calculation of back stress (σ b ) in unloading-reloading loop[33 ] (σ u —unload yield stress, σ r —reload yield stress) ...
... (a) calculation of back stress (σ b ) in unloading-reloading loop[33 ] (σ u —unload yield stress, σ r —reload yield stress) ...
... (d) back stress of gradient and homogeneous structures[33 ] ...
... 从前述可知,晶间背应力是异构金属材料加卸载过程中残余应力导致的必然产物,而背应力强化(晶内背应力)则由异构金属材料内复杂位错活动诱导[14 ] ,因此后者直接控制着异构金属材料额外的加工硬化行为,也吸引着大量学者对此进行深入的研究[11 ,36 ~41 ] .背应力强化随着材料屈服逐渐增加,从梯度结构和均匀结构的卸载再加载曲线可知[33 ] ,梯度结构具有更大的背应力斜率与增量,这表明以梯度结构为代表的异构金属材料能比均匀结构积累更多的几何必需位错,诱导更显著的背应力强化(图3 d[33 ] ),使得异构金属材料获得优异的强韧性匹配.因此,如何调控背应力强化成为进一步优化金属材料强韧均衡中的关键科学问题. ...
... [33 ]),使得异构金属材料获得优异的强韧性匹配.因此,如何调控背应力强化成为进一步优化金属材料强韧均衡中的关键科学问题. ...
On the origin of the tensile flow stress in the stainless steel AISI 316L at 300 K: Back stress and effective stress
3
1999
... 式中,σ u 和σ r 分别对应卸载与再加载时的屈服应力.实际上,基于此测得的背应力应由2个部分组成[34 ] .一部分为加卸载过程中异质区非均匀变形导致的残余应力,即晶间背应力[34 ] ;此外,如图3 b[35 ] 所示,软硬区之间的非均匀变形在塑性变形过程中还会诱发巨大的应变梯度,将在异构界面处累积大量的几何必需位错,进而产生晶内背应力,即随动或背应力强化[34 ] ,在图中还包含了晶内背应力的反作用力——硬相中的前应力[35 ] .因此,无论晶间背应力还是晶内背应力,物理起源都是由于材料非均匀微观结构的非均匀变形,例如取向错配、晶粒尺寸差异和夹杂等因素,如图3 c所示. ...
... [34 ];此外,如图3 b[35 ] 所示,软硬区之间的非均匀变形在塑性变形过程中还会诱发巨大的应变梯度,将在异构界面处累积大量的几何必需位错,进而产生晶内背应力,即随动或背应力强化[34 ] ,在图中还包含了晶内背应力的反作用力——硬相中的前应力[35 ] .因此,无论晶间背应力还是晶内背应力,物理起源都是由于材料非均匀微观结构的非均匀变形,例如取向错配、晶粒尺寸差异和夹杂等因素,如图3 c所示. ...
... [34 ],在图中还包含了晶内背应力的反作用力——硬相中的前应力[35 ] .因此,无论晶间背应力还是晶内背应力,物理起源都是由于材料非均匀微观结构的非均匀变形,例如取向错配、晶粒尺寸差异和夹杂等因素,如图3 c所示. ...
Perspective on hetero-deformation induced (HDI) hardening and back stress
4
2019
... 式中,σ u 和σ r 分别对应卸载与再加载时的屈服应力.实际上,基于此测得的背应力应由2个部分组成[34 ] .一部分为加卸载过程中异质区非均匀变形导致的残余应力,即晶间背应力[34 ] ;此外,如图3 b[35 ] 所示,软硬区之间的非均匀变形在塑性变形过程中还会诱发巨大的应变梯度,将在异构界面处累积大量的几何必需位错,进而产生晶内背应力,即随动或背应力强化[34 ] ,在图中还包含了晶内背应力的反作用力——硬相中的前应力[35 ] .因此,无论晶间背应力还是晶内背应力,物理起源都是由于材料非均匀微观结构的非均匀变形,例如取向错配、晶粒尺寸差异和夹杂等因素,如图3 c所示. ...
... [35 ].因此,无论晶间背应力还是晶内背应力,物理起源都是由于材料非均匀微观结构的非均匀变形,例如取向错配、晶粒尺寸差异和夹杂等因素,如图3 c所示. ...
... ,
35 ]
Schematics of the calculation and mechanism of back stress (a) calculation of back stress (σ b ) in unloading-reloading loop[33 ] (σ u —unload yield stress, σ r —reload yield stress) ...
... (b) schematic of the mechanism of back stress and forward stress[35 ] (τ a —an applied shear stress to pile up a dislocation against the boundary, n —the number of pile-up dislocations) ...
Dynamically reinforced heterogeneous grain structure prolongs ductility in a medium-entropy alloy with gigapascal yield strength
1
2018
... 从前述可知,晶间背应力是异构金属材料加卸载过程中残余应力导致的必然产物,而背应力强化(晶内背应力)则由异构金属材料内复杂位错活动诱导[14 ] ,因此后者直接控制着异构金属材料额外的加工硬化行为,也吸引着大量学者对此进行深入的研究[11 ,36 ~41 ] .背应力强化随着材料屈服逐渐增加,从梯度结构和均匀结构的卸载再加载曲线可知[33 ] ,梯度结构具有更大的背应力斜率与增量,这表明以梯度结构为代表的异构金属材料能比均匀结构积累更多的几何必需位错,诱导更显著的背应力强化(图3 d[33 ] ),使得异构金属材料获得优异的强韧性匹配.因此,如何调控背应力强化成为进一步优化金属材料强韧均衡中的关键科学问题. ...
Hetero-deformation induced (HDI) hardening does not increase linearly with strain gradient
0
2020
A modified kinematic hardening model considering hetero-deformation induced hardening for bimodal structure based on crystal plasticity
4
2021
... 另外,Li等[40 ] 通过多组异质结构Cu的对比模拟发现,减小硬相尺寸和增大软相尺寸能够增加异质区应变梯度,开发出强韧性匹配更好的微观结构.Zhang等[38 ] 通过考虑软硬相强度差主导的背应力强化机制,建立了描述双峰异构金属材料力学性能的晶体塑性本构模型,该模型不仅能够同时预测多种尺寸分布的双峰结构拉伸行为,还能定量地描述实验加卸载曲线求得的背应力演化,克服了未有效拟合实验背应力数据造成的背应力强化高估问题.并在此基础上对比了微观结构特征参量对力学行为的影响,结果表明,细化双峰结构中的硬相尺寸比调控软相尺寸能更有效地提升双峰结构的背应力强化效应,进一步提升材料的应变硬化能力(图4 a和b[38 ] ). ...
... [38 ]). ...
... ,
38 ,
50 ]
Effects of the microstructural parameters on the mechanical properties of heterogeneous structures (a, b) effects of size of coarse and fine grains on the back stress hardening[38 ] ...
... (a, b) effects of size of coarse and fine grains on the back stress hardening[38 ] ...
Multiple mechanism based constitutive modeling of gradient nanograined material
0
2020
Revealing extra strengthening and strain hardening in heterogeneous two-phase nanostructures
1
2020
... 另外,Li等[40 ] 通过多组异质结构Cu的对比模拟发现,减小硬相尺寸和增大软相尺寸能够增加异质区应变梯度,开发出强韧性匹配更好的微观结构.Zhang等[38 ] 通过考虑软硬相强度差主导的背应力强化机制,建立了描述双峰异构金属材料力学性能的晶体塑性本构模型,该模型不仅能够同时预测多种尺寸分布的双峰结构拉伸行为,还能定量地描述实验加卸载曲线求得的背应力演化,克服了未有效拟合实验背应力数据造成的背应力强化高估问题.并在此基础上对比了微观结构特征参量对力学行为的影响,结果表明,细化双峰结构中的硬相尺寸比调控软相尺寸能更有效地提升双峰结构的背应力强化效应,进一步提升材料的应变硬化能力(图4 a和b[38 ] ). ...
Dislocation mechanism based size-dependent crystal plasticity modeling and simulation of gradient nano-grained copper
2
2019
... 从前述可知,晶间背应力是异构金属材料加卸载过程中残余应力导致的必然产物,而背应力强化(晶内背应力)则由异构金属材料内复杂位错活动诱导[14 ] ,因此后者直接控制着异构金属材料额外的加工硬化行为,也吸引着大量学者对此进行深入的研究[11 ,36 ~41 ] .背应力强化随着材料屈服逐渐增加,从梯度结构和均匀结构的卸载再加载曲线可知[33 ] ,梯度结构具有更大的背应力斜率与增量,这表明以梯度结构为代表的异构金属材料能比均匀结构积累更多的几何必需位错,诱导更显著的背应力强化(图3 d[33 ] ),使得异构金属材料获得优异的强韧性匹配.因此,如何调控背应力强化成为进一步优化金属材料强韧均衡中的关键科学问题. ...
... 式中,μ 为Young's模量,R 为几何必需位错贡献于背应力的作用半径,b 为Burgers矢量模,γ 为位错滑移引起的剪切应变,x 为加载方向. 式(2) 表明,背应力强化本质上为应变的二阶梯度效应,因此,可以增加异构金属材料内异质区的应变梯度来提升强化效果.Li等[42 ] 在J2 流动准则[43 ] 的框架下,考虑几何必需位错累积产生的背应力强化效应,建立了基于位错密度的梯度结构本构模型,预测结果与实验结果符合良好.仿真对比发现通过减小表面晶粒尺寸,梯度结构的强韧性协同将得到进一步改善.然而此强化规律受到梯度纳米结构表层机械驱动的晶粒长大机制影响[41 ] ,因此还需进一步研究.Lin等[44 ] 通过幂指数经验公式定义了梯度指数(n' ),其描述了梯度结构中不同晶粒尺寸分布对应的梯度程度,即 ...
On strain hardening mechanism in gradient nanostructures
2
2017
... 基于应变梯度塑性理论,σ b 与应变梯度存在如下关系[42 ] : ...
... 式中,μ 为Young's模量,R 为几何必需位错贡献于背应力的作用半径,b 为Burgers矢量模,γ 为位错滑移引起的剪切应变,x 为加载方向. 式(2) 表明,背应力强化本质上为应变的二阶梯度效应,因此,可以增加异构金属材料内异质区的应变梯度来提升强化效果.Li等[42 ] 在J2 流动准则[43 ] 的框架下,考虑几何必需位错累积产生的背应力强化效应,建立了基于位错密度的梯度结构本构模型,预测结果与实验结果符合良好.仿真对比发现通过减小表面晶粒尺寸,梯度结构的强韧性协同将得到进一步改善.然而此强化规律受到梯度纳米结构表层机械驱动的晶粒长大机制影响[41 ] ,因此还需进一步研究.Lin等[44 ] 通过幂指数经验公式定义了梯度指数(n' ),其描述了梯度结构中不同晶粒尺寸分布对应的梯度程度,即 ...
1
1998
... 式中,μ 为Young's模量,R 为几何必需位错贡献于背应力的作用半径,b 为Burgers矢量模,γ 为位错滑移引起的剪切应变,x 为加载方向. 式(2) 表明,背应力强化本质上为应变的二阶梯度效应,因此,可以增加异构金属材料内异质区的应变梯度来提升强化效果.Li等[42 ] 在J2 流动准则[43 ] 的框架下,考虑几何必需位错累积产生的背应力强化效应,建立了基于位错密度的梯度结构本构模型,预测结果与实验结果符合良好.仿真对比发现通过减小表面晶粒尺寸,梯度结构的强韧性协同将得到进一步改善.然而此强化规律受到梯度纳米结构表层机械驱动的晶粒长大机制影响[41 ] ,因此还需进一步研究.Lin等[44 ] 通过幂指数经验公式定义了梯度指数(n' ),其描述了梯度结构中不同晶粒尺寸分布对应的梯度程度,即 ...
Mechanical properties and optimal grain size distribution profile of gradient grained nickel
2
2018
... 式中,μ 为Young's模量,R 为几何必需位错贡献于背应力的作用半径,b 为Burgers矢量模,γ 为位错滑移引起的剪切应变,x 为加载方向. 式(2) 表明,背应力强化本质上为应变的二阶梯度效应,因此,可以增加异构金属材料内异质区的应变梯度来提升强化效果.Li等[42 ] 在J2 流动准则[43 ] 的框架下,考虑几何必需位错累积产生的背应力强化效应,建立了基于位错密度的梯度结构本构模型,预测结果与实验结果符合良好.仿真对比发现通过减小表面晶粒尺寸,梯度结构的强韧性协同将得到进一步改善.然而此强化规律受到梯度纳米结构表层机械驱动的晶粒长大机制影响[41 ] ,因此还需进一步研究.Lin等[44 ] 通过幂指数经验公式定义了梯度指数(n' ),其描述了梯度结构中不同晶粒尺寸分布对应的梯度程度,即 ...
... 式中,d 为归一化深度t 对应的晶粒尺寸,d max 和d min 分别为沿着梯度结构最大和最小的晶粒尺寸,研究[44 ] 发现调控梯度结构中n' 可以进一步提升强韧性匹配,在梯度结构纯Ni中,n' 为3时,其延性甚至超过了粗晶纯Ni,最佳的粗细晶匹配有效抑制了试样中部粗晶区域在变形过程中的表面粗糙与细晶的塑性失稳现象.He等[45 ] 通过分子动力学模拟发现增大n' 可以增加材料强度.进一步地,Cao[46 ] 基于原子尺度模拟发现梯度结构能够减小引起反Hall-Petch效应的临界尺寸,且此临界尺寸与n' 成反比,引起此现象的本质原因在于梯度结构中晶界迁移的削弱与晶间塑性变形的增强. ...
Size-dependent deformation mechanisms in copper gradient nano-grained structure: A molecular dynamics simulation
1
2022
... 式中,d 为归一化深度t 对应的晶粒尺寸,d max 和d min 分别为沿着梯度结构最大和最小的晶粒尺寸,研究[44 ] 发现调控梯度结构中n' 可以进一步提升强韧性匹配,在梯度结构纯Ni中,n' 为3时,其延性甚至超过了粗晶纯Ni,最佳的粗细晶匹配有效抑制了试样中部粗晶区域在变形过程中的表面粗糙与细晶的塑性失稳现象.He等[45 ] 通过分子动力学模拟发现增大n' 可以增加材料强度.进一步地,Cao[46 ] 基于原子尺度模拟发现梯度结构能够减小引起反Hall-Petch效应的临界尺寸,且此临界尺寸与n' 成反比,引起此现象的本质原因在于梯度结构中晶界迁移的削弱与晶间塑性变形的增强. ...
The strongest size in gradient nanograined metals
1
2020
... 式中,d 为归一化深度t 对应的晶粒尺寸,d max 和d min 分别为沿着梯度结构最大和最小的晶粒尺寸,研究[44 ] 发现调控梯度结构中n' 可以进一步提升强韧性匹配,在梯度结构纯Ni中,n' 为3时,其延性甚至超过了粗晶纯Ni,最佳的粗细晶匹配有效抑制了试样中部粗晶区域在变形过程中的表面粗糙与细晶的塑性失稳现象.He等[45 ] 通过分子动力学模拟发现增大n' 可以增加材料强度.进一步地,Cao[46 ] 基于原子尺度模拟发现梯度结构能够减小引起反Hall-Petch效应的临界尺寸,且此临界尺寸与n' 成反比,引起此现象的本质原因在于梯度结构中晶界迁移的削弱与晶间塑性变形的增强. ...
Mechanical properties of copper/bronze laminates: Role of interfaces
2
2016
... 然而,细化晶粒尺寸的强化方法并非始终有效.Ma等[47 ] 和Huang等[26 ] 通过调控层压板中的层片厚度,先后确认了界面影响区的存在,界面影响区定义为具有应变梯度的区域,该区域能够有效地积累位错,产生背应力强化,随着层片厚度的减小,直到层片内相邻的界面影响区开始重叠,强韧性都会同时提升,表明层压板存在最佳层片厚度(l IAZ ),大概为[26 ] : ...
... 材料的力学行为很大程度上也受到微观界面的影响.已有大量的工作[12 ,47 ] 表明,引入特殊界面(例如相界面、异构界面、孪晶界面等)能够同时提升材料的强韧性匹配,此节讨论如何通过调控特殊界面优化异构材料强韧性. ...
Deformation mechanisms based constitutive modelling and strength-ductility mapping of gradient nano-grained materials
1
2019
... 式中,σ y 为材料屈服应力.因此,该研究结果表明异构金属材料内严重位错累积区的重叠反而会削弱强韧化效果,晶粒尺寸的调控也需考虑有效位错堆叠区,应最大程度地发挥异构金属材料内可容纳位错区,诱导更显著的背应力强化(图4 c和d[26 ] ).Zhao等[48 ,49 ] 建立异构金属材料位错密度与堆积理论,模拟了层压板结构拉伸变形,预测了不同层压板厚度的力学性能,发现随着界面间距的减小,界面影响区的体积分数增大能增加背应力强化效应,提升金属材料强韧性.此外,Shin等[50 ] 通过在钛合金内调控异质层片结构的软硬相体积分数,发现增大硬相区体积分数能够提升异构金属材料的背应力强化,进一步提升强度与韧性(图4 e和f[50 ] ). ...
Size-dependent plasticity of hetero-structured laminates: A constitutive model considering deformation heterogeneities
1
2021
... 式中,σ y 为材料屈服应力.因此,该研究结果表明异构金属材料内严重位错累积区的重叠反而会削弱强韧化效果,晶粒尺寸的调控也需考虑有效位错堆叠区,应最大程度地发挥异构金属材料内可容纳位错区,诱导更显著的背应力强化(图4 c和d[26 ] ).Zhao等[48 ,49 ] 建立异构金属材料位错密度与堆积理论,模拟了层压板结构拉伸变形,预测了不同层压板厚度的力学性能,发现随着界面间距的减小,界面影响区的体积分数增大能增加背应力强化效应,提升金属材料强韧性.此外,Shin等[50 ] 通过在钛合金内调控异质层片结构的软硬相体积分数,发现增大硬相区体积分数能够提升异构金属材料的背应力强化,进一步提升强度与韧性(图4 e和f[50 ] ). ...
Extraordinary strength-ductility synergy in a heterogeneous-structured β -Ti alloy through microstructural optimization
5
2019
... 另外,Li等
[40 ] 通过多组异质结构Cu的对比模拟发现,减小硬相尺寸和增大软相尺寸能够增加异质区应变梯度,开发出强韧性匹配更好的微观结构.Zhang等
[38 ] 通过考虑软硬相强度差主导的背应力强化机制,建立了描述双峰异构金属材料力学性能的晶体塑性本构模型,该模型不仅能够同时预测多种尺寸分布的双峰结构拉伸行为,还能定量地描述实验加卸载曲线求得的背应力演化,克服了未有效拟合实验背应力数据造成的背应力强化高估问题.并在此基础上对比了微观结构特征参量对力学行为的影响,结果表明,细化双峰结构中的硬相尺寸比调控软相尺寸能更有效地提升双峰结构的背应力强化效应,进一步提升材料的应变硬化能力(
图4 a和b
[38 ] ).
图4 微观结构特征参量对异构金属材料力学性能的影响<sup>[<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R38">38</xref>,<xref ref-type="bibr" rid="R50">50</xref>]</sup> Effects of the microstructural parameters on the mechanical properties of heterogeneous structures (a, b) effects of size of coarse and fine grains on the back stress hardening[38 ] ...
... (e) volume fraction of fine grains on the stress-strain curves[50 ] (CR—cold rolling, HS—heterogeneous structured, CG—coarse grain, YS—yield strength, UE—uniform elongation, UTS—ultimate tensile strength, EFT—elongation to fracture) ...
... (f) back stress[50 ] (σ h —HDI stress, σ eff —effective stress obtained from the loading-unloading-reloading test) ...
... 式中,σ y 为材料屈服应力.因此,该研究结果表明异构金属材料内严重位错累积区的重叠反而会削弱强韧化效果,晶粒尺寸的调控也需考虑有效位错堆叠区,应最大程度地发挥异构金属材料内可容纳位错区,诱导更显著的背应力强化(图4 c和d[26 ] ).Zhao等[48 ,49 ] 建立异构金属材料位错密度与堆积理论,模拟了层压板结构拉伸变形,预测了不同层压板厚度的力学性能,发现随着界面间距的减小,界面影响区的体积分数增大能增加背应力强化效应,提升金属材料强韧性.此外,Shin等[50 ] 通过在钛合金内调控异质层片结构的软硬相体积分数,发现增大硬相区体积分数能够提升异构金属材料的背应力强化,进一步提升强度与韧性(图4 e和f[50 ] ). ...
... [50 ]). ...
Dual-phase hetero-structured strategy to improve ductility of a low carbon martensitic steel
2
2022
... 精准调控材料在微纳尺度上的相含量和分布,激发多尺度的强化机制亦是调控金属强韧性的有效策略之一.双相结构中的软硬相塑性变形时诱发的应变梯度也会诱发显著的背应力强化效应[51 ,52 ] .例如,典型的双相钢结构中的硬相马氏体与软相铁素体能够在提高强度的同时,表现出一定的加工硬化和良好的塑性,这种良好的力学性能归因于软硬相异质区的协同强化作用[51 ,53 ] .针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
... [51 ,53 ].针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
Back-stress-induced strengthening and strain hardening in dual-phase steel
1
2019
... 精准调控材料在微纳尺度上的相含量和分布,激发多尺度的强化机制亦是调控金属强韧性的有效策略之一.双相结构中的软硬相塑性变形时诱发的应变梯度也会诱发显著的背应力强化效应[51 ,52 ] .例如,典型的双相钢结构中的硬相马氏体与软相铁素体能够在提高强度的同时,表现出一定的加工硬化和良好的塑性,这种良好的力学性能归因于软硬相异质区的协同强化作用[51 ,53 ] .针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
1
2013
... 精准调控材料在微纳尺度上的相含量和分布,激发多尺度的强化机制亦是调控金属强韧性的有效策略之一.双相结构中的软硬相塑性变形时诱发的应变梯度也会诱发显著的背应力强化效应[51 ,52 ] .例如,典型的双相钢结构中的硬相马氏体与软相铁素体能够在提高强度的同时,表现出一定的加工硬化和良好的塑性,这种良好的力学性能归因于软硬相异质区的协同强化作用[51 ,53 ] .针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
Deformation behavior of brittle/ductile multilayered composites under interface constraint effect
1
2017
... 精准调控材料在微纳尺度上的相含量和分布,激发多尺度的强化机制亦是调控金属强韧性的有效策略之一.双相结构中的软硬相塑性变形时诱发的应变梯度也会诱发显著的背应力强化效应[51 ,52 ] .例如,典型的双相钢结构中的硬相马氏体与软相铁素体能够在提高强度的同时,表现出一定的加工硬化和良好的塑性,这种良好的力学性能归因于软硬相异质区的协同强化作用[51 ,53 ] .针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
Role of layered structure in ductility improvement of layered Ti-Al metal composite
1
2018
... 精准调控材料在微纳尺度上的相含量和分布,激发多尺度的强化机制亦是调控金属强韧性的有效策略之一.双相结构中的软硬相塑性变形时诱发的应变梯度也会诱发显著的背应力强化效应[51 ,52 ] .例如,典型的双相钢结构中的硬相马氏体与软相铁素体能够在提高强度的同时,表现出一定的加工硬化和良好的塑性,这种良好的力学性能归因于软硬相异质区的协同强化作用[51 ,53 ] .针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
High entropy alloys—Tunability of deformation mechanisms through integration of compositional and microstructural domains
1
2021
... 精准调控材料在微纳尺度上的相含量和分布,激发多尺度的强化机制亦是调控金属强韧性的有效策略之一.双相结构中的软硬相塑性变形时诱发的应变梯度也会诱发显著的背应力强化效应[51 ,52 ] .例如,典型的双相钢结构中的硬相马氏体与软相铁素体能够在提高强度的同时,表现出一定的加工硬化和良好的塑性,这种良好的力学性能归因于软硬相异质区的协同强化作用[51 ,53 ] .针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
Current challenges and opportunities in microstructure-related properties of advanced high-strength steels
1
2020
... 精准调控材料在微纳尺度上的相含量和分布,激发多尺度的强化机制亦是调控金属强韧性的有效策略之一.双相结构中的软硬相塑性变形时诱发的应变梯度也会诱发显著的背应力强化效应[51 ,52 ] .例如,典型的双相钢结构中的硬相马氏体与软相铁素体能够在提高强度的同时,表现出一定的加工硬化和良好的塑性,这种良好的力学性能归因于软硬相异质区的协同强化作用[51 ,53 ] .针对复合结构材料,Fan等[9 ] 和Wu等[54 ] 基于软硬相协同变形设计思路制备出Ti-Al复合材料,发现双相复合板结构能有效抑制硬相中的应变局部化并约束微裂纹的扩展[55 ] ,展示出良好的强韧性匹配.相成分调控策略的有效性在先进高强钢和高熵合金设计领域也已被证实,相关工作已在许多综述中展示[16 ,56 ,57 ] ,在此不再赘述. ...
Macroscopic to nanoscopic in situ investigation on yielding mechanisms in ultrafine grained medium Mn steels: Role of the austenite-ferrite interface
1
2019
... 异构金属材料中,多种形式的金属相界面与软硬相界面排布,即异构界面分布也会对异构金属材料的力学行为产生影响.Sun等[58 ] 和Ma等[59 ] 通过调控中锰钢的双相异构界面,发现引入C元素偏析可提高位错发散与形核的阻力,进而显著提高材料的屈服强度.Liu等[60 ] 对比了粗晶层片排布与弥散排布异构金属材料的力学性能,发现后者具有更优异的强韧性匹配,在弥散排布异质结构的变形过程中,更加均匀分布的软相能够有效抑制失稳剪切带的形成,形成大量微剪切带,提升均匀变形能力,同时提升背应力强化.Flipon等[61 ] 利用晶体塑性有限元方法对比了不同粗晶排布的双峰结构力学性能,结果表明3种粗晶排布对双峰结构的宏观力学行为影响较小,但是粗晶聚集分布易于局部剪切带的形成与扩展,同时促进局部剪切带宽化,对材料微观变形均匀性有劣化作用.Zhang等[62 ] 在晶体塑性框架下对比3种典型的双峰晶粒尺寸分布异质结构,即核壳结构、层片排布结构和粗晶弥散结构(图5 [62 ] ),在粗晶弥散排布结构中印证了大量微剪切带的形成,并定量研究了3种不同粗晶排布异质结构中界面附近应变梯度主导的背应力强化,发现粗晶弥散结构拥有最大的异构界面密度,其能够有效引起更大的平均应变梯度,进而诱导更高的背应力强化(图5 d[62 ] ),揭示了异构界面密度与应变硬化率的线性关系. ...
Phase boundary segregation-induced strengthening and discontinuous yielding in ultrafine-grained duplex medium-Mn steels
1
2020
... 异构金属材料中,多种形式的金属相界面与软硬相界面排布,即异构界面分布也会对异构金属材料的力学行为产生影响.Sun等[58 ] 和Ma等[59 ] 通过调控中锰钢的双相异构界面,发现引入C元素偏析可提高位错发散与形核的阻力,进而显著提高材料的屈服强度.Liu等[60 ] 对比了粗晶层片排布与弥散排布异构金属材料的力学性能,发现后者具有更优异的强韧性匹配,在弥散排布异质结构的变形过程中,更加均匀分布的软相能够有效抑制失稳剪切带的形成,形成大量微剪切带,提升均匀变形能力,同时提升背应力强化.Flipon等[61 ] 利用晶体塑性有限元方法对比了不同粗晶排布的双峰结构力学性能,结果表明3种粗晶排布对双峰结构的宏观力学行为影响较小,但是粗晶聚集分布易于局部剪切带的形成与扩展,同时促进局部剪切带宽化,对材料微观变形均匀性有劣化作用.Zhang等[62 ] 在晶体塑性框架下对比3种典型的双峰晶粒尺寸分布异质结构,即核壳结构、层片排布结构和粗晶弥散结构(图5 [62 ] ),在粗晶弥散排布结构中印证了大量微剪切带的形成,并定量研究了3种不同粗晶排布异质结构中界面附近应变梯度主导的背应力强化,发现粗晶弥散结构拥有最大的异构界面密度,其能够有效引起更大的平均应变梯度,进而诱导更高的背应力强化(图5 d[62 ] ),揭示了异构界面密度与应变硬化率的线性关系. ...
Critical microstructures and defects in heterostructured materials and their effects on mechanical properties
1
2020
... 异构金属材料中,多种形式的金属相界面与软硬相界面排布,即异构界面分布也会对异构金属材料的力学行为产生影响.Sun等[58 ] 和Ma等[59 ] 通过调控中锰钢的双相异构界面,发现引入C元素偏析可提高位错发散与形核的阻力,进而显著提高材料的屈服强度.Liu等[60 ] 对比了粗晶层片排布与弥散排布异构金属材料的力学性能,发现后者具有更优异的强韧性匹配,在弥散排布异质结构的变形过程中,更加均匀分布的软相能够有效抑制失稳剪切带的形成,形成大量微剪切带,提升均匀变形能力,同时提升背应力强化.Flipon等[61 ] 利用晶体塑性有限元方法对比了不同粗晶排布的双峰结构力学性能,结果表明3种粗晶排布对双峰结构的宏观力学行为影响较小,但是粗晶聚集分布易于局部剪切带的形成与扩展,同时促进局部剪切带宽化,对材料微观变形均匀性有劣化作用.Zhang等[62 ] 在晶体塑性框架下对比3种典型的双峰晶粒尺寸分布异质结构,即核壳结构、层片排布结构和粗晶弥散结构(图5 [62 ] ),在粗晶弥散排布结构中印证了大量微剪切带的形成,并定量研究了3种不同粗晶排布异质结构中界面附近应变梯度主导的背应力强化,发现粗晶弥散结构拥有最大的异构界面密度,其能够有效引起更大的平均应变梯度,进而诱导更高的背应力强化(图5 d[62 ] ),揭示了异构界面密度与应变硬化率的线性关系. ...
A full-field crystal-plasticity analysis of bimodal polycrystals
1
2020
... 异构金属材料中,多种形式的金属相界面与软硬相界面排布,即异构界面分布也会对异构金属材料的力学行为产生影响.Sun等[58 ] 和Ma等[59 ] 通过调控中锰钢的双相异构界面,发现引入C元素偏析可提高位错发散与形核的阻力,进而显著提高材料的屈服强度.Liu等[60 ] 对比了粗晶层片排布与弥散排布异构金属材料的力学性能,发现后者具有更优异的强韧性匹配,在弥散排布异质结构的变形过程中,更加均匀分布的软相能够有效抑制失稳剪切带的形成,形成大量微剪切带,提升均匀变形能力,同时提升背应力强化.Flipon等[61 ] 利用晶体塑性有限元方法对比了不同粗晶排布的双峰结构力学性能,结果表明3种粗晶排布对双峰结构的宏观力学行为影响较小,但是粗晶聚集分布易于局部剪切带的形成与扩展,同时促进局部剪切带宽化,对材料微观变形均匀性有劣化作用.Zhang等[62 ] 在晶体塑性框架下对比3种典型的双峰晶粒尺寸分布异质结构,即核壳结构、层片排布结构和粗晶弥散结构(图5 [62 ] ),在粗晶弥散排布结构中印证了大量微剪切带的形成,并定量研究了3种不同粗晶排布异质结构中界面附近应变梯度主导的背应力强化,发现粗晶弥散结构拥有最大的异构界面密度,其能够有效引起更大的平均应变梯度,进而诱导更高的背应力强化(图5 d[62 ] ),揭示了异构界面密度与应变硬化率的线性关系. ...
High density of interfaces with severely mechanical difference controlled high ductility in heterogeneous materials based on crystal plasticity
5
2022
... 异构金属材料中,多种形式的金属相界面与软硬相界面排布,即异构界面分布也会对异构金属材料的力学行为产生影响.Sun等[58 ] 和Ma等[59 ] 通过调控中锰钢的双相异构界面,发现引入C元素偏析可提高位错发散与形核的阻力,进而显著提高材料的屈服强度.Liu等[60 ] 对比了粗晶层片排布与弥散排布异构金属材料的力学性能,发现后者具有更优异的强韧性匹配,在弥散排布异质结构的变形过程中,更加均匀分布的软相能够有效抑制失稳剪切带的形成,形成大量微剪切带,提升均匀变形能力,同时提升背应力强化.Flipon等[61 ] 利用晶体塑性有限元方法对比了不同粗晶排布的双峰结构力学性能,结果表明3种粗晶排布对双峰结构的宏观力学行为影响较小,但是粗晶聚集分布易于局部剪切带的形成与扩展,同时促进局部剪切带宽化,对材料微观变形均匀性有劣化作用.Zhang等[62 ] 在晶体塑性框架下对比3种典型的双峰晶粒尺寸分布异质结构,即核壳结构、层片排布结构和粗晶弥散结构(图5 [62 ] ),在粗晶弥散排布结构中印证了大量微剪切带的形成,并定量研究了3种不同粗晶排布异质结构中界面附近应变梯度主导的背应力强化,发现粗晶弥散结构拥有最大的异构界面密度,其能够有效引起更大的平均应变梯度,进而诱导更高的背应力强化(图5 d[62 ] ),揭示了异构界面密度与应变硬化率的线性关系. ...
... [62 ]),在粗晶弥散排布结构中印证了大量微剪切带的形成,并定量研究了3种不同粗晶排布异质结构中界面附近应变梯度主导的背应力强化,发现粗晶弥散结构拥有最大的异构界面密度,其能够有效引起更大的平均应变梯度,进而诱导更高的背应力强化(图5 d[62 ] ),揭示了异构界面密度与应变硬化率的线性关系. ...
... [62 ]),揭示了异构界面密度与应变硬化率的线性关系. ...
... [
62 ]
Effects of the distribution of coarse grains on the mechanical properties of heterogeneous structures<sup>[<xref ref-type="bibr" rid="R62">62</xref>]</sup> (a-c) constructions of representative volume element (RVE) of harmonic (a), lamellar (b), and dispersed (c) structures ...
... [
62 ]
(a-c) constructions of representative volume element (RVE) of harmonic (a), lamellar (b), and dispersed (c) structures ...
Revealing the maximum strength in nanotwinned copper
5
2009
... 孪晶界作为一种特殊低能态共格晶界,因其优异的强韧化效应而受到广泛关注[63 ] .不同于传统晶界,孪晶界不仅能有效阻碍位错运动,还能作为位错的滑移面容纳大量位错,使材料保持良好的强度和韧性[64 ,65 ] .相较于微米尺度和亚微米尺度的孪晶,纳米尺度的孪晶对材料的强化效应显著提高[66 ,67 ] .纳米孪晶的变形机理和微观结构演化已在前人的综述[10 ,68 ] 中得到详细介绍,本节侧重于阐述纳米孪晶金属的微观结构特征参数对力学性能的影响. ...
... 在纳米孪晶材料中,不少学者针对孪晶厚度对材料强韧性的影响进行了研究.Lu等[63 ] 采用脉冲电沉积技术制备出具有不同孪晶厚度的纯Cu样品,发现纳米孪晶Cu材料的强度随孪晶厚度的减小而增大,当孪晶厚度为15 nm时,材料强度达到最大值,如图6 a[63 ] 所示.极值强度的出现是由于随孪晶厚度的减小,纳米孪晶Cu的主导塑性变形机制从位错与孪晶的相互作用转变为孪晶结构中预存的位错运动.此外,Li等[69 ] 通过分子动力学模拟提出该临界孪晶厚度以及极值强度与晶粒尺寸密切相关,晶粒尺寸越小,临界孪晶厚度也越小,对应材料的极值强度越高.应变速率敏感指数(m )是衡量材料塑性变形的基本参量之一[70 ] .Lu等[71 ] 总结了孪晶厚度对纳米孪晶Cu应变速率敏感指数影响的实验结果.如图6 b[71 ] 所示,随孪晶厚度从微米尺度减小到纳米尺度,m 迅速增加,当厚度为15 nm左右时,m 比微米尺度样品高近乎一个数量级,其归因于位错和大量孪晶界的交互作用.材料的层错能也会对纳米孪晶金属的强韧性有显著影响,在加工过程中,位错和孪晶会大量出现在层错能较低的金属材料中.Zhao等[72 ] 对拥有不同层错能的Cu-Zn合金进行高压扭转处理和拉伸测试发现,在Cu-Zn合金中存在一个最佳层错能,该层错能对应的材料在严重塑性变形后具有较高的强度和最佳的韧性(图6 c[72 ] ).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
... [63 ]所示.极值强度的出现是由于随孪晶厚度的减小,纳米孪晶Cu的主导塑性变形机制从位错与孪晶的相互作用转变为孪晶结构中预存的位错运动.此外,Li等[69 ] 通过分子动力学模拟提出该临界孪晶厚度以及极值强度与晶粒尺寸密切相关,晶粒尺寸越小,临界孪晶厚度也越小,对应材料的极值强度越高.应变速率敏感指数(m )是衡量材料塑性变形的基本参量之一[70 ] .Lu等[71 ] 总结了孪晶厚度对纳米孪晶Cu应变速率敏感指数影响的实验结果.如图6 b[71 ] 所示,随孪晶厚度从微米尺度减小到纳米尺度,m 迅速增加,当厚度为15 nm左右时,m 比微米尺度样品高近乎一个数量级,其归因于位错和大量孪晶界的交互作用.材料的层错能也会对纳米孪晶金属的强韧性有显著影响,在加工过程中,位错和孪晶会大量出现在层错能较低的金属材料中.Zhao等[72 ] 对拥有不同层错能的Cu-Zn合金进行高压扭转处理和拉伸测试发现,在Cu-Zn合金中存在一个最佳层错能,该层错能对应的材料在严重塑性变形后具有较高的强度和最佳的韧性(图6 c[72 ] ).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
... [
63 ,
71 ,
72 ,
74 ]
Effects of microstructure parameters on mechanical properties for nanotwinned metals (a) effect of twin thickness on stress-strain curves[63 ] (nt—nanotwin, ufg—ultrafine grain, cg—coarse grain) ...
... (a) effect of twin thickness on stress-strain curves[63 ] (nt—nanotwin, ufg—ultrafine grain, cg—coarse grain) ...
Tensile properties of copper with nano-scale twins
1
2005
... 孪晶界作为一种特殊低能态共格晶界,因其优异的强韧化效应而受到广泛关注[63 ] .不同于传统晶界,孪晶界不仅能有效阻碍位错运动,还能作为位错的滑移面容纳大量位错,使材料保持良好的强度和韧性[64 ,65 ] .相较于微米尺度和亚微米尺度的孪晶,纳米尺度的孪晶对材料的强化效应显著提高[66 ,67 ] .纳米孪晶的变形机理和微观结构演化已在前人的综述[10 ,68 ] 中得到详细介绍,本节侧重于阐述纳米孪晶金属的微观结构特征参数对力学性能的影响. ...
In situ atomic-scale observation of grain size and twin thickness effect limit in twin-structural nanocrystalline platinum
1
2020
... 孪晶界作为一种特殊低能态共格晶界,因其优异的强韧化效应而受到广泛关注[63 ] .不同于传统晶界,孪晶界不仅能有效阻碍位错运动,还能作为位错的滑移面容纳大量位错,使材料保持良好的强度和韧性[64 ,65 ] .相较于微米尺度和亚微米尺度的孪晶,纳米尺度的孪晶对材料的强化效应显著提高[66 ,67 ] .纳米孪晶的变形机理和微观结构演化已在前人的综述[10 ,68 ] 中得到详细介绍,本节侧重于阐述纳米孪晶金属的微观结构特征参数对力学性能的影响. ...
Mechanical properties and rolling behaviors of nano-grained copper with embedded nano-twin bundles
1
2008
... 孪晶界作为一种特殊低能态共格晶界,因其优异的强韧化效应而受到广泛关注[63 ] .不同于传统晶界,孪晶界不仅能有效阻碍位错运动,还能作为位错的滑移面容纳大量位错,使材料保持良好的强度和韧性[64 ,65 ] .相较于微米尺度和亚微米尺度的孪晶,纳米尺度的孪晶对材料的强化效应显著提高[66 ,67 ] .纳米孪晶的变形机理和微观结构演化已在前人的综述[10 ,68 ] 中得到详细介绍,本节侧重于阐述纳米孪晶金属的微观结构特征参数对力学性能的影响. ...
纳米孪晶金属材料
1
2010
... 孪晶界作为一种特殊低能态共格晶界,因其优异的强韧化效应而受到广泛关注[63 ] .不同于传统晶界,孪晶界不仅能有效阻碍位错运动,还能作为位错的滑移面容纳大量位错,使材料保持良好的强度和韧性[64 ,65 ] .相较于微米尺度和亚微米尺度的孪晶,纳米尺度的孪晶对材料的强化效应显著提高[66 ,67 ] .纳米孪晶的变形机理和微观结构演化已在前人的综述[10 ,68 ] 中得到详细介绍,本节侧重于阐述纳米孪晶金属的微观结构特征参数对力学性能的影响. ...
纳米孪晶金属材料
1
2010
... 孪晶界作为一种特殊低能态共格晶界,因其优异的强韧化效应而受到广泛关注[63 ] .不同于传统晶界,孪晶界不仅能有效阻碍位错运动,还能作为位错的滑移面容纳大量位错,使材料保持良好的强度和韧性[64 ,65 ] .相较于微米尺度和亚微米尺度的孪晶,纳米尺度的孪晶对材料的强化效应显著提高[66 ,67 ] .纳米孪晶的变形机理和微观结构演化已在前人的综述[10 ,68 ] 中得到详细介绍,本节侧重于阐述纳米孪晶金属的微观结构特征参数对力学性能的影响. ...
Deformation twinning in nanocrystalline materials
1
2012
... 孪晶界作为一种特殊低能态共格晶界,因其优异的强韧化效应而受到广泛关注[63 ] .不同于传统晶界,孪晶界不仅能有效阻碍位错运动,还能作为位错的滑移面容纳大量位错,使材料保持良好的强度和韧性[64 ,65 ] .相较于微米尺度和亚微米尺度的孪晶,纳米尺度的孪晶对材料的强化效应显著提高[66 ,67 ] .纳米孪晶的变形机理和微观结构演化已在前人的综述[10 ,68 ] 中得到详细介绍,本节侧重于阐述纳米孪晶金属的微观结构特征参数对力学性能的影响. ...
Dislocation nucleation governed softening and maximum strength in nano-twinned metals
1
2010
... 在纳米孪晶材料中,不少学者针对孪晶厚度对材料强韧性的影响进行了研究.Lu等[63 ] 采用脉冲电沉积技术制备出具有不同孪晶厚度的纯Cu样品,发现纳米孪晶Cu材料的强度随孪晶厚度的减小而增大,当孪晶厚度为15 nm时,材料强度达到最大值,如图6 a[63 ] 所示.极值强度的出现是由于随孪晶厚度的减小,纳米孪晶Cu的主导塑性变形机制从位错与孪晶的相互作用转变为孪晶结构中预存的位错运动.此外,Li等[69 ] 通过分子动力学模拟提出该临界孪晶厚度以及极值强度与晶粒尺寸密切相关,晶粒尺寸越小,临界孪晶厚度也越小,对应材料的极值强度越高.应变速率敏感指数(m )是衡量材料塑性变形的基本参量之一[70 ] .Lu等[71 ] 总结了孪晶厚度对纳米孪晶Cu应变速率敏感指数影响的实验结果.如图6 b[71 ] 所示,随孪晶厚度从微米尺度减小到纳米尺度,m 迅速增加,当厚度为15 nm左右时,m 比微米尺度样品高近乎一个数量级,其归因于位错和大量孪晶界的交互作用.材料的层错能也会对纳米孪晶金属的强韧性有显著影响,在加工过程中,位错和孪晶会大量出现在层错能较低的金属材料中.Zhao等[72 ] 对拥有不同层错能的Cu-Zn合金进行高压扭转处理和拉伸测试发现,在Cu-Zn合金中存在一个最佳层错能,该层错能对应的材料在严重塑性变形后具有较高的强度和最佳的韧性(图6 c[72 ] ).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
Deformation kinetics, A. S. Krausz and H. Eyring, Wiley-Interscience, New York, 1975, 398 pp. $24.95
1
J. Polym
... 在纳米孪晶材料中,不少学者针对孪晶厚度对材料强韧性的影响进行了研究.Lu等[63 ] 采用脉冲电沉积技术制备出具有不同孪晶厚度的纯Cu样品,发现纳米孪晶Cu材料的强度随孪晶厚度的减小而增大,当孪晶厚度为15 nm时,材料强度达到最大值,如图6 a[63 ] 所示.极值强度的出现是由于随孪晶厚度的减小,纳米孪晶Cu的主导塑性变形机制从位错与孪晶的相互作用转变为孪晶结构中预存的位错运动.此外,Li等[69 ] 通过分子动力学模拟提出该临界孪晶厚度以及极值强度与晶粒尺寸密切相关,晶粒尺寸越小,临界孪晶厚度也越小,对应材料的极值强度越高.应变速率敏感指数(m )是衡量材料塑性变形的基本参量之一[70 ] .Lu等[71 ] 总结了孪晶厚度对纳米孪晶Cu应变速率敏感指数影响的实验结果.如图6 b[71 ] 所示,随孪晶厚度从微米尺度减小到纳米尺度,m 迅速增加,当厚度为15 nm左右时,m 比微米尺度样品高近乎一个数量级,其归因于位错和大量孪晶界的交互作用.材料的层错能也会对纳米孪晶金属的强韧性有显著影响,在加工过程中,位错和孪晶会大量出现在层错能较低的金属材料中.Zhao等[72 ] 对拥有不同层错能的Cu-Zn合金进行高压扭转处理和拉伸测试发现,在Cu-Zn合金中存在一个最佳层错能,该层错能对应的材料在严重塑性变形后具有较高的强度和最佳的韧性(图6 c[72 ] ).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
Size dependence of rate-controlling deformation mechanisms in nanotwinned copper
4
2009
... 在纳米孪晶材料中,不少学者针对孪晶厚度对材料强韧性的影响进行了研究.Lu等[63 ] 采用脉冲电沉积技术制备出具有不同孪晶厚度的纯Cu样品,发现纳米孪晶Cu材料的强度随孪晶厚度的减小而增大,当孪晶厚度为15 nm时,材料强度达到最大值,如图6 a[63 ] 所示.极值强度的出现是由于随孪晶厚度的减小,纳米孪晶Cu的主导塑性变形机制从位错与孪晶的相互作用转变为孪晶结构中预存的位错运动.此外,Li等[69 ] 通过分子动力学模拟提出该临界孪晶厚度以及极值强度与晶粒尺寸密切相关,晶粒尺寸越小,临界孪晶厚度也越小,对应材料的极值强度越高.应变速率敏感指数(m )是衡量材料塑性变形的基本参量之一[70 ] .Lu等[71 ] 总结了孪晶厚度对纳米孪晶Cu应变速率敏感指数影响的实验结果.如图6 b[71 ] 所示,随孪晶厚度从微米尺度减小到纳米尺度,m 迅速增加,当厚度为15 nm左右时,m 比微米尺度样品高近乎一个数量级,其归因于位错和大量孪晶界的交互作用.材料的层错能也会对纳米孪晶金属的强韧性有显著影响,在加工过程中,位错和孪晶会大量出现在层错能较低的金属材料中.Zhao等[72 ] 对拥有不同层错能的Cu-Zn合金进行高压扭转处理和拉伸测试发现,在Cu-Zn合金中存在一个最佳层错能,该层错能对应的材料在严重塑性变形后具有较高的强度和最佳的韧性(图6 c[72 ] ).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
... [71 ]所示,随孪晶厚度从微米尺度减小到纳米尺度,m 迅速增加,当厚度为15 nm左右时,m 比微米尺度样品高近乎一个数量级,其归因于位错和大量孪晶界的交互作用.材料的层错能也会对纳米孪晶金属的强韧性有显著影响,在加工过程中,位错和孪晶会大量出现在层错能较低的金属材料中.Zhao等[72 ] 对拥有不同层错能的Cu-Zn合金进行高压扭转处理和拉伸测试发现,在Cu-Zn合金中存在一个最佳层错能,该层错能对应的材料在严重塑性变形后具有较高的强度和最佳的韧性(图6 c[72 ] ).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
... ,
71 ,
72 ,
74 ]
Effects of microstructure parameters on mechanical properties for nanotwinned metals (a) effect of twin thickness on stress-strain curves[63 ] (nt—nanotwin, ufg—ultrafine grain, cg—coarse grain) ...
... (b) effect of twin thickness (λ ) or grain size (D ) for nanocrystalline Cu on strain rate sensitivity index (m )[71 ] ...
Determining the optimal stacking fault energy for achieving high ductility in ultrafine-grained Cu-Zn alloys
4
2008
... 在纳米孪晶材料中,不少学者针对孪晶厚度对材料强韧性的影响进行了研究.Lu等[63 ] 采用脉冲电沉积技术制备出具有不同孪晶厚度的纯Cu样品,发现纳米孪晶Cu材料的强度随孪晶厚度的减小而增大,当孪晶厚度为15 nm时,材料强度达到最大值,如图6 a[63 ] 所示.极值强度的出现是由于随孪晶厚度的减小,纳米孪晶Cu的主导塑性变形机制从位错与孪晶的相互作用转变为孪晶结构中预存的位错运动.此外,Li等[69 ] 通过分子动力学模拟提出该临界孪晶厚度以及极值强度与晶粒尺寸密切相关,晶粒尺寸越小,临界孪晶厚度也越小,对应材料的极值强度越高.应变速率敏感指数(m )是衡量材料塑性变形的基本参量之一[70 ] .Lu等[71 ] 总结了孪晶厚度对纳米孪晶Cu应变速率敏感指数影响的实验结果.如图6 b[71 ] 所示,随孪晶厚度从微米尺度减小到纳米尺度,m 迅速增加,当厚度为15 nm左右时,m 比微米尺度样品高近乎一个数量级,其归因于位错和大量孪晶界的交互作用.材料的层错能也会对纳米孪晶金属的强韧性有显著影响,在加工过程中,位错和孪晶会大量出现在层错能较低的金属材料中.Zhao等[72 ] 对拥有不同层错能的Cu-Zn合金进行高压扭转处理和拉伸测试发现,在Cu-Zn合金中存在一个最佳层错能,该层错能对应的材料在严重塑性变形后具有较高的强度和最佳的韧性(图6 c[72 ] ).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
... [72 ]).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
... ,
72 ,
74 ]
Effects of microstructure parameters on mechanical properties for nanotwinned metals (a) effect of twin thickness on stress-strain curves[63 ] (nt—nanotwin, ufg—ultrafine grain, cg—coarse grain) ...
... (c) effect of stacking fault energy on stress-strain curves[72 ] ...
Plastic anisotropy and associated deformation mechanisms in nanotwinned metals
1
2013
... 在纳米孪晶材料中,不少学者针对孪晶厚度对材料强韧性的影响进行了研究.Lu等[63 ] 采用脉冲电沉积技术制备出具有不同孪晶厚度的纯Cu样品,发现纳米孪晶Cu材料的强度随孪晶厚度的减小而增大,当孪晶厚度为15 nm时,材料强度达到最大值,如图6 a[63 ] 所示.极值强度的出现是由于随孪晶厚度的减小,纳米孪晶Cu的主导塑性变形机制从位错与孪晶的相互作用转变为孪晶结构中预存的位错运动.此外,Li等[69 ] 通过分子动力学模拟提出该临界孪晶厚度以及极值强度与晶粒尺寸密切相关,晶粒尺寸越小,临界孪晶厚度也越小,对应材料的极值强度越高.应变速率敏感指数(m )是衡量材料塑性变形的基本参量之一[70 ] .Lu等[71 ] 总结了孪晶厚度对纳米孪晶Cu应变速率敏感指数影响的实验结果.如图6 b[71 ] 所示,随孪晶厚度从微米尺度减小到纳米尺度,m 迅速增加,当厚度为15 nm左右时,m 比微米尺度样品高近乎一个数量级,其归因于位错和大量孪晶界的交互作用.材料的层错能也会对纳米孪晶金属的强韧性有显著影响,在加工过程中,位错和孪晶会大量出现在层错能较低的金属材料中.Zhao等[72 ] 对拥有不同层错能的Cu-Zn合金进行高压扭转处理和拉伸测试发现,在Cu-Zn合金中存在一个最佳层错能,该层错能对应的材料在严重塑性变形后具有较高的强度和最佳的韧性(图6 c[72 ] ).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
Effect of twin boundaries on nanovoid growth based on dislocation emission
4
2013
... 在纳米孪晶材料中,不少学者针对孪晶厚度对材料强韧性的影响进行了研究.Lu等[63 ] 采用脉冲电沉积技术制备出具有不同孪晶厚度的纯Cu样品,发现纳米孪晶Cu材料的强度随孪晶厚度的减小而增大,当孪晶厚度为15 nm时,材料强度达到最大值,如图6 a[63 ] 所示.极值强度的出现是由于随孪晶厚度的减小,纳米孪晶Cu的主导塑性变形机制从位错与孪晶的相互作用转变为孪晶结构中预存的位错运动.此外,Li等[69 ] 通过分子动力学模拟提出该临界孪晶厚度以及极值强度与晶粒尺寸密切相关,晶粒尺寸越小,临界孪晶厚度也越小,对应材料的极值强度越高.应变速率敏感指数(m )是衡量材料塑性变形的基本参量之一[70 ] .Lu等[71 ] 总结了孪晶厚度对纳米孪晶Cu应变速率敏感指数影响的实验结果.如图6 b[71 ] 所示,随孪晶厚度从微米尺度减小到纳米尺度,m 迅速增加,当厚度为15 nm左右时,m 比微米尺度样品高近乎一个数量级,其归因于位错和大量孪晶界的交互作用.材料的层错能也会对纳米孪晶金属的强韧性有显著影响,在加工过程中,位错和孪晶会大量出现在层错能较低的金属材料中.Zhao等[72 ] 对拥有不同层错能的Cu-Zn合金进行高压扭转处理和拉伸测试发现,在Cu-Zn合金中存在一个最佳层错能,该层错能对应的材料在严重塑性变形后具有较高的强度和最佳的韧性(图6 c[72 ] ).提高孪晶材料韧性的关键是在塑性变形时材料中要有充足的位错和孪晶累积,对于层错能过低的金属,经过严重塑性变形后,材料中的层错处于饱和状态,在后续的塑性变形中就难以累积层错和孪晶,可以通过热处理来减少材料严重塑性变形过程中产生的位错和孪晶来相应地提高韧性.You等[73 ] 通过直流电沉积工艺制备纳米孪晶Cu,并结合晶体塑性和分子动力学模拟发现,改变孪晶平面和加载方向之间的角度会引起纳米孪晶Cu的主导变形机制发生改变,共存在3种主导变形机理,即位错在孪晶间滑移、位错穿过孪晶界和不全位错运动导致的孪晶界迁移.Zhang等[74 ] 通过建立理论模型表明,可以通过合理设置孪晶平面和加载方向之间的角度来提高纳米孪晶材料的力学性能.如图6 d[74 ] 所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
... [74 ]所示,当2者角度为60°时,发射位错所需要的临界应力最大,可以有效抑制剪切带的启动. ...
... ,
74 ]
Effects of microstructure parameters on mechanical properties for nanotwinned metals (a) effect of twin thickness on stress-strain curves[63 ] (nt—nanotwin, ufg—ultrafine grain, cg—coarse grain) ...
... (d) effect of the angle between loading axis and twin boundary (θ ) on the ratio of critical stress for dislocation emission and shear modulus[74 ] (σ cr —critical stress, G —shear modulus) ...
Two softening stages in nanotwinned Cu
1
2014
... Sun等[75 ] 通过分子动力学模拟发现两级纳米孪晶材料存在2个屈服软化现象.随着一级孪晶厚度的减小,材料的塑性变形机制由全位错主导转变为不全位错主导,材料逐渐发生软化.随后材料又因主导变形机制转变为位错阻塞而得到强化.随着一级孪晶厚度的进一步减小,主导的塑性变形机制又转变为平行于孪晶界的不全位错诱发的孪晶界迁移和退孪生,材料再次发生软化.Zhu等[76 ] 使用基于位错密度的理论模型来描述多级孪晶的变形行为,随着一级孪晶厚度的增加,流动应力先增加后减小再增加,其趋势转变时对应的孪晶厚度分别称为第一次软化临界厚度和第二次软化临界厚度.如图7 a[76 ] 所示,第一次软化对应的临界一级孪晶厚度与二级孪晶厚度无关,而第二次软化对应的临界一级孪晶厚度随着二级孪晶厚度的增加先减小后增大,此外2个屈服软化现象对应的临界一级孪晶厚度都会随着晶粒尺寸的增大而增大.Yuan和Wu[77 ] 通过分子动力学模拟发现,在一级孪晶厚度和晶粒尺寸相同的情况下,随着二级孪晶厚度的减小,材料的流动应力先升高后减小,存在一个临界二级孪晶厚度使材料的强度达到最大,并且该临界二级孪晶厚度随着一级孪晶厚度的减小而减小(图7 b[77 ] ).随着二级孪晶厚度的减小,塑性变形机制从位错穿过晶界和孪晶界转变为二级孪晶的退孪生和一级孪晶的迁移.Zhu等[78 ] 建立了基于位错的理论模型,进一步验证了在一级和二级孪晶中存在最佳孪晶厚度,并表明临界孪晶厚度与晶粒尺寸满足比例关系. ...
Analysis of the twin spacing and grain size effects on mechanical properties in hierarchically nanotwinned face-centered cubic metals based on a mechanism-based plasticity model
4
2015
... Sun等[75 ] 通过分子动力学模拟发现两级纳米孪晶材料存在2个屈服软化现象.随着一级孪晶厚度的减小,材料的塑性变形机制由全位错主导转变为不全位错主导,材料逐渐发生软化.随后材料又因主导变形机制转变为位错阻塞而得到强化.随着一级孪晶厚度的进一步减小,主导的塑性变形机制又转变为平行于孪晶界的不全位错诱发的孪晶界迁移和退孪生,材料再次发生软化.Zhu等[76 ] 使用基于位错密度的理论模型来描述多级孪晶的变形行为,随着一级孪晶厚度的增加,流动应力先增加后减小再增加,其趋势转变时对应的孪晶厚度分别称为第一次软化临界厚度和第二次软化临界厚度.如图7 a[76 ] 所示,第一次软化对应的临界一级孪晶厚度与二级孪晶厚度无关,而第二次软化对应的临界一级孪晶厚度随着二级孪晶厚度的增加先减小后增大,此外2个屈服软化现象对应的临界一级孪晶厚度都会随着晶粒尺寸的增大而增大.Yuan和Wu[77 ] 通过分子动力学模拟发现,在一级孪晶厚度和晶粒尺寸相同的情况下,随着二级孪晶厚度的减小,材料的流动应力先升高后减小,存在一个临界二级孪晶厚度使材料的强度达到最大,并且该临界二级孪晶厚度随着一级孪晶厚度的减小而减小(图7 b[77 ] ).随着二级孪晶厚度的减小,塑性变形机制从位错穿过晶界和孪晶界转变为二级孪晶的退孪生和一级孪晶的迁移.Zhu等[78 ] 建立了基于位错的理论模型,进一步验证了在一级和二级孪晶中存在最佳孪晶厚度,并表明临界孪晶厚度与晶粒尺寸满足比例关系. ...
... [76 ]所示,第一次软化对应的临界一级孪晶厚度与二级孪晶厚度无关,而第二次软化对应的临界一级孪晶厚度随着二级孪晶厚度的增加先减小后增大,此外2个屈服软化现象对应的临界一级孪晶厚度都会随着晶粒尺寸的增大而增大.Yuan和Wu[77 ] 通过分子动力学模拟发现,在一级孪晶厚度和晶粒尺寸相同的情况下,随着二级孪晶厚度的减小,材料的流动应力先升高后减小,存在一个临界二级孪晶厚度使材料的强度达到最大,并且该临界二级孪晶厚度随着一级孪晶厚度的减小而减小(图7 b[77 ] ).随着二级孪晶厚度的减小,塑性变形机制从位错穿过晶界和孪晶界转变为二级孪晶的退孪生和一级孪晶的迁移.Zhu等[78 ] 建立了基于位错的理论模型,进一步验证了在一级和二级孪晶中存在最佳孪晶厚度,并表明临界孪晶厚度与晶粒尺寸满足比例关系. ...
... [
76 ,
77 ]
Effects of twin thickness on mechanical properties for hierarchical nanotwinned metals (a) effect of secondary twin thickness (L 2 ) with D on transition twin thickness (L 1 T r ) [76 ] ...
... (a) effect of secondary twin thickness (L 2 ) with D on transition twin thickness (L 1 T r ) [76 ] ...
Size effects of primary/secondary twins on the atomistic deformation mechanisms in hierarchically nanotwinned metals
4
2013
... Sun等[75 ] 通过分子动力学模拟发现两级纳米孪晶材料存在2个屈服软化现象.随着一级孪晶厚度的减小,材料的塑性变形机制由全位错主导转变为不全位错主导,材料逐渐发生软化.随后材料又因主导变形机制转变为位错阻塞而得到强化.随着一级孪晶厚度的进一步减小,主导的塑性变形机制又转变为平行于孪晶界的不全位错诱发的孪晶界迁移和退孪生,材料再次发生软化.Zhu等[76 ] 使用基于位错密度的理论模型来描述多级孪晶的变形行为,随着一级孪晶厚度的增加,流动应力先增加后减小再增加,其趋势转变时对应的孪晶厚度分别称为第一次软化临界厚度和第二次软化临界厚度.如图7 a[76 ] 所示,第一次软化对应的临界一级孪晶厚度与二级孪晶厚度无关,而第二次软化对应的临界一级孪晶厚度随着二级孪晶厚度的增加先减小后增大,此外2个屈服软化现象对应的临界一级孪晶厚度都会随着晶粒尺寸的增大而增大.Yuan和Wu[77 ] 通过分子动力学模拟发现,在一级孪晶厚度和晶粒尺寸相同的情况下,随着二级孪晶厚度的减小,材料的流动应力先升高后减小,存在一个临界二级孪晶厚度使材料的强度达到最大,并且该临界二级孪晶厚度随着一级孪晶厚度的减小而减小(图7 b[77 ] ).随着二级孪晶厚度的减小,塑性变形机制从位错穿过晶界和孪晶界转变为二级孪晶的退孪生和一级孪晶的迁移.Zhu等[78 ] 建立了基于位错的理论模型,进一步验证了在一级和二级孪晶中存在最佳孪晶厚度,并表明临界孪晶厚度与晶粒尺寸满足比例关系. ...
... [77 ]).随着二级孪晶厚度的减小,塑性变形机制从位错穿过晶界和孪晶界转变为二级孪晶的退孪生和一级孪晶的迁移.Zhu等[78 ] 建立了基于位错的理论模型,进一步验证了在一级和二级孪晶中存在最佳孪晶厚度,并表明临界孪晶厚度与晶粒尺寸满足比例关系. ...
... ,
77 ]
Effects of twin thickness on mechanical properties for hierarchical nanotwinned metals (a) effect of secondary twin thickness (L 2 ) with D on transition twin thickness (L 1 T r ) [76 ] ...
... (b) effect of L 2 on average flow stress[77 ] (L 1 —primary twin thickness) ...
On the role of hierarchical twins for achieving maximum yield strength in nanotwinned metals
1
2012
... Sun等[75 ] 通过分子动力学模拟发现两级纳米孪晶材料存在2个屈服软化现象.随着一级孪晶厚度的减小,材料的塑性变形机制由全位错主导转变为不全位错主导,材料逐渐发生软化.随后材料又因主导变形机制转变为位错阻塞而得到强化.随着一级孪晶厚度的进一步减小,主导的塑性变形机制又转变为平行于孪晶界的不全位错诱发的孪晶界迁移和退孪生,材料再次发生软化.Zhu等[76 ] 使用基于位错密度的理论模型来描述多级孪晶的变形行为,随着一级孪晶厚度的增加,流动应力先增加后减小再增加,其趋势转变时对应的孪晶厚度分别称为第一次软化临界厚度和第二次软化临界厚度.如图7 a[76 ] 所示,第一次软化对应的临界一级孪晶厚度与二级孪晶厚度无关,而第二次软化对应的临界一级孪晶厚度随着二级孪晶厚度的增加先减小后增大,此外2个屈服软化现象对应的临界一级孪晶厚度都会随着晶粒尺寸的增大而增大.Yuan和Wu[77 ] 通过分子动力学模拟发现,在一级孪晶厚度和晶粒尺寸相同的情况下,随着二级孪晶厚度的减小,材料的流动应力先升高后减小,存在一个临界二级孪晶厚度使材料的强度达到最大,并且该临界二级孪晶厚度随着一级孪晶厚度的减小而减小(图7 b[77 ] ).随着二级孪晶厚度的减小,塑性变形机制从位错穿过晶界和孪晶界转变为二级孪晶的退孪生和一级孪晶的迁移.Zhu等[78 ] 建立了基于位错的理论模型,进一步验证了在一级和二级孪晶中存在最佳孪晶厚度,并表明临界孪晶厚度与晶粒尺寸满足比例关系. ...
Ti6Al4V合金超声深滚层的组织结构特征
1
2010
... 异构金属材料的制备工艺,可划分为“自上而下”法和“自下而上”法2种技术手段,如图8 所示.其中,“自上而下”法是指通过机械变形的方式细化晶粒,形成多尺度的晶粒分布,从而在材料内部获得异质微观结构.常见的自上而下法有表面机械碾磨处理[29 ] 、超声表面滚压[79 ] 以及异步轧制[80 ] 等.“自下而上”法的原理则是通过物理或者化学的方法,将原子团簇或不同成分粉末混合形成微观组织具有异构特征的金属材料[32 ,81 ~83 ] .本节将综述近年来发展的异构金属材料强韧化工艺及其核心调控参数. ...
Ti6Al4V合金超声深滚层的组织结构特征
1
2010
... 异构金属材料的制备工艺,可划分为“自上而下”法和“自下而上”法2种技术手段,如图8 所示.其中,“自上而下”法是指通过机械变形的方式细化晶粒,形成多尺度的晶粒分布,从而在材料内部获得异质微观结构.常见的自上而下法有表面机械碾磨处理[29 ] 、超声表面滚压[79 ] 以及异步轧制[80 ] 等.“自下而上”法的原理则是通过物理或者化学的方法,将原子团簇或不同成分粉末混合形成微观组织具有异构特征的金属材料[32 ,81 ~83 ] .本节将综述近年来发展的异构金属材料强韧化工艺及其核心调控参数. ...
Asymmetric rolling of interstitial-free steel using one idle roll
1
2012
... 异构金属材料的制备工艺,可划分为“自上而下”法和“自下而上”法2种技术手段,如图8 所示.其中,“自上而下”法是指通过机械变形的方式细化晶粒,形成多尺度的晶粒分布,从而在材料内部获得异质微观结构.常见的自上而下法有表面机械碾磨处理[29 ] 、超声表面滚压[79 ] 以及异步轧制[80 ] 等.“自下而上”法的原理则是通过物理或者化学的方法,将原子团簇或不同成分粉末混合形成微观组织具有异构特征的金属材料[32 ,81 ~83 ] .本节将综述近年来发展的异构金属材料强韧化工艺及其核心调控参数. ...
Overview on micro- and nanomechanical testing: New insights in interface plasticity and fracture at small length scales
1
2018
... 异构金属材料的制备工艺,可划分为“自上而下”法和“自下而上”法2种技术手段,如图8 所示.其中,“自上而下”法是指通过机械变形的方式细化晶粒,形成多尺度的晶粒分布,从而在材料内部获得异质微观结构.常见的自上而下法有表面机械碾磨处理[29 ] 、超声表面滚压[79 ] 以及异步轧制[80 ] 等.“自下而上”法的原理则是通过物理或者化学的方法,将原子团簇或不同成分粉末混合形成微观组织具有异构特征的金属材料[32 ,81 ~83 ] .本节将综述近年来发展的异构金属材料强韧化工艺及其核心调控参数. ...
Mass production of bulk artificial nacre with excellent mechanical properties
0
2017
Small scale mechanical testing of irradiated materials
1
2015
... 异构金属材料的制备工艺,可划分为“自上而下”法和“自下而上”法2种技术手段,如图8 所示.其中,“自上而下”法是指通过机械变形的方式细化晶粒,形成多尺度的晶粒分布,从而在材料内部获得异质微观结构.常见的自上而下法有表面机械碾磨处理[29 ] 、超声表面滚压[79 ] 以及异步轧制[80 ] 等.“自下而上”法的原理则是通过物理或者化学的方法,将原子团簇或不同成分粉末混合形成微观组织具有异构特征的金属材料[32 ,81 ~83 ] .本节将综述近年来发展的异构金属材料强韧化工艺及其核心调控参数. ...
Surface characteristic and wear resistance of S960 high-strength steel after shot peening combing with ultrasonic sprayed graphene oxide coating
4
2022
... 喷丸(shot peening,SP)工艺是常见的传统机械表面处理技术之一,其工艺原理如图9 a[84 ] 所示.大量硬质弹丸在压缩空气的驱动下形成喷射流,反复地碰撞样品表面,导致材料表面发生严重塑性变形,表面晶粒持续的破碎与细化,从而制备出由表及里的梯度结构.喷丸工艺的主要优点是可以适应不同形状的样品,并且操作方便,成本相对低廉.但是,在长时间的处理过程中,弹丸的冲击能量较难精确控制,且存在表面粗糙度较差的问题[84 ,85 ] ,难以精准地调控材料表层的微观结构. ...
... [84 ,85 ],难以精准地调控材料表层的微观结构. ...
... ,
84 ,
87 ,
89 ,
91 ]
Schematics of the surface strengthening treatments and their main process parameters (a) shot peening (SP)[84 ] ...
... (a) shot peening (SP)[84 ] ...
Insights into formation of gradient nanostructured (GNS) layer and deformation induced martensite in AISI 316 stainless steel subjected to severe shot peening
1
2018
... 喷丸(shot peening,SP)工艺是常见的传统机械表面处理技术之一,其工艺原理如图9 a[84 ] 所示.大量硬质弹丸在压缩空气的驱动下形成喷射流,反复地碰撞样品表面,导致材料表面发生严重塑性变形,表面晶粒持续的破碎与细化,从而制备出由表及里的梯度结构.喷丸工艺的主要优点是可以适应不同形状的样品,并且操作方便,成本相对低廉.但是,在长时间的处理过程中,弹丸的冲击能量较难精确控制,且存在表面粗糙度较差的问题[84 ,85 ] ,难以精准地调控材料表层的微观结构. ...
Surface nanocrystallization (SNC) of metallic materials—Presentation of the concept behind a new approach
1
1999
... 表面机械研磨处理(surface mechanical attrition treatment,SMAT)工艺是较早用于制备异构金属材料的主要技术手段之一.早在1999年,Lu等[86 ] 研发了表面机械磨损处理工艺并采用此工艺分别在Fe和不锈钢中制备出了梯度纳米结构,表面晶粒极限尺寸约为几十纳米.如图9 b[87 ] 所示,SMAT的工作原理是通过高功率激振器驱动弹丸高速撞击材料表面,在材料表层持续产生高应变的塑性变形,应变量及变形速率随着深度增加而减小,最终在材料表面形成梯度纳米结构.相较于SP工艺,SMAT工艺可以较为精准地调控弹丸的冲击能量、冲击角度以及冲击频率等工艺参数,从而有利于理想微观结构的精准制备,但仍存在弹丸在使用过程中表面状态不易于控制,材料表面粗糙度不理想等问题. ...
Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment
3
2004
... 喷丸(shot peening,SP)工艺是常见的传统机械表面处理技术之一,其工艺原理如
图9 a
[84 ] 所示.大量硬质弹丸在压缩空气的驱动下形成喷射流,反复地碰撞样品表面,导致材料表面发生严重塑性变形,表面晶粒持续的破碎与细化,从而制备出由表及里的梯度结构.喷丸工艺的主要优点是可以适应不同形状的样品,并且操作方便,成本相对低廉.但是,在长时间的处理过程中,弹丸的冲击能量较难精确控制,且存在表面粗糙度较差的问题
[84 ,85 ] ,难以精准地调控材料表层的微观结构.
图9 表面强化工艺示意图以及其主要的工艺参数<sup>[<xref ref-type="bibr" rid="R29">29</xref>,<xref ref-type="bibr" rid="R84">84</xref>,<xref ref-type="bibr" rid="R87">87</xref>,<xref ref-type="bibr" rid="R89">89</xref>,<xref ref-type="bibr" rid="R91">91</xref>]</sup> Schematics of the surface strengthening treatments and their main process parameters (a) shot peening (SP)[84 ] ...
... (b) surface mechanical attrition treatment (SMAT)[87 ] ...
... 表面机械研磨处理(surface mechanical attrition treatment,SMAT)工艺是较早用于制备异构金属材料的主要技术手段之一.早在1999年,Lu等[86 ] 研发了表面机械磨损处理工艺并采用此工艺分别在Fe和不锈钢中制备出了梯度纳米结构,表面晶粒极限尺寸约为几十纳米.如图9 b[87 ] 所示,SMAT的工作原理是通过高功率激振器驱动弹丸高速撞击材料表面,在材料表层持续产生高应变的塑性变形,应变量及变形速率随着深度增加而减小,最终在材料表面形成梯度纳米结构.相较于SP工艺,SMAT工艺可以较为精准地调控弹丸的冲击能量、冲击角度以及冲击频率等工艺参数,从而有利于理想微观结构的精准制备,但仍存在弹丸在使用过程中表面状态不易于控制,材料表面粗糙度不理想等问题. ...
Fabrication of a gradient nano-microstructured surface layer on bulk copper by means of a surface mechanical grinding treatment
1
2008
... 2008年,Li等[88 ] 在SMAT工艺基础上进行了改良,首创了表面机械碾压处理(surface mechanical grinding treatment,SMGT)工艺并且在纯Cu材料上制备出梯度纳米结构.此外,为了有效地细化表层晶粒,消除变形过程中的瞬时温升,可以通过液氮环境加工,将表层晶粒极限尺寸降低至几个纳米.在SMGT过程中,硬质材料制成的半球形压头浸入冷却介质中并压入高速旋转的圆柱形样品 (图9 c[29 ] ),然后沿样品的轴向以相对较低的速率滑动.不同于SMAT中材料表层受不易于控制的冲击载荷而发生塑性变形,SMGT工艺通过调控试样转速ν 1 、压头的滑动速率ν 2 与路径以及施加载荷等工艺参数,从而使材料表层受到范围可调的剪切应变和应变速率,制备出较为理想的梯度纳米结构. ...
Effect of surface nanocrystallization induced by fast multiple rotation rolling on mechanical properties of a low carbon steel
4
2012
... 喷丸(shot peening,SP)工艺是常见的传统机械表面处理技术之一,其工艺原理如
图9 a
[84 ] 所示.大量硬质弹丸在压缩空气的驱动下形成喷射流,反复地碰撞样品表面,导致材料表面发生严重塑性变形,表面晶粒持续的破碎与细化,从而制备出由表及里的梯度结构.喷丸工艺的主要优点是可以适应不同形状的样品,并且操作方便,成本相对低廉.但是,在长时间的处理过程中,弹丸的冲击能量较难精确控制,且存在表面粗糙度较差的问题
[84 ,85 ] ,难以精准地调控材料表层的微观结构.
图9 表面强化工艺示意图以及其主要的工艺参数<sup>[<xref ref-type="bibr" rid="R29">29</xref>,<xref ref-type="bibr" rid="R84">84</xref>,<xref ref-type="bibr" rid="R87">87</xref>,<xref ref-type="bibr" rid="R89">89</xref>,<xref ref-type="bibr" rid="R91">91</xref>]</sup> Schematics of the surface strengthening treatments and their main process parameters (a) shot peening (SP)[84 ] ...
... (d) fast multiple rotation rolling (FMRR)[89 ] (P —pressure, ν — horizontal velocity, ω — rotational speed) ...
... 2012年,Chui等[89 ] 提出一种金属材料的表面强化制备工艺,即多重旋转碾压(fast multiple rotation rolling,FMRR)工艺.通过在材料的最表层设置多个滚珠尖端滚动,从而提高表面纳米化的效率,在低碳钢中制备出了极限尺寸约8 nm的等轴晶粒.如图9 d[89 ] 所示,FMRR工艺允许多个自由滚动的滚珠同时工作,可以减小表面摩擦力并提高晶粒细化的效率,从而使材料在更短的加工时间内获得表面完整性较好的梯度纳米结构.与SMAT 相比,SMGT和FMRR产生的梯度结构层更厚更平滑,并且结构规律性更好,可重复性更高. ...
... [89 ]所示,FMRR工艺允许多个自由滚动的滚珠同时工作,可以减小表面摩擦力并提高晶粒细化的效率,从而使材料在更短的加工时间内获得表面完整性较好的梯度纳米结构.与SMAT 相比,SMGT和FMRR产生的梯度结构层更厚更平滑,并且结构规律性更好,可重复性更高. ...
Investigations on the nanocrystallization of 40Cr using ultrasonic surface rolling processing
1
2008
... Wang等[90 ] 研发的表面超声滚压处理(ultrasonic surface rolling process,USRP)技术将传统滚压技术与超声技术结合,沿工件表面法线方向对硬质合金工作头施加一定幅度的超声频机械振动,工作头将静压力和超声冲击振动传递到旋转的金属材料表面,使材料表面产生大幅度的塑性变形(图9 e[91 ] ).与此同时,在超声波冲击和静压力滚压联合作用下,保证了滚珠和变化曲面的连续接触,同时金属材料表面产生剧烈而均匀的塑性变形[92 ] .此外,由于实现了工作滚珠与材料表面的近“无摩擦”冲击滚压效果,减少了对材料表面的划伤,获得了理想的表面质量.相较于SMGT工艺,USRP工艺提供了更多可供调控的工艺参数用于构筑理想微观结构,例如超声振动频率和振幅等.Cao等[93 ] 选取振动频率为20 kHz且振动幅度为30 μm超声滚压工艺,在S45C钢上制备了极限尺寸为50 nm的梯度纳米层片结构并显著地改善了材料的表面完整性,表面硬度提升一倍,粗糙度降低一倍,极大提高了材料的抗疲劳性能.另外,超声表面滚压工艺对于复杂曲面零部件的加工具有独特的优势,Zhang等[94 ] 设计了一种适用于复杂曲面,微观结构可调控的USRP系统,此系统可以沿着多曲度零件表面产生顺应性的变形,从而在加工过程中曲面受到稳定而均匀的静载荷加载并获得较高的表面质量和较理想的异构金属材料. ...
超声表面滚压处理对AZ31B镁合金组织和性能的影响
3
2022
... 喷丸(shot peening,SP)工艺是常见的传统机械表面处理技术之一,其工艺原理如
图9 a
[84 ] 所示.大量硬质弹丸在压缩空气的驱动下形成喷射流,反复地碰撞样品表面,导致材料表面发生严重塑性变形,表面晶粒持续的破碎与细化,从而制备出由表及里的梯度结构.喷丸工艺的主要优点是可以适应不同形状的样品,并且操作方便,成本相对低廉.但是,在长时间的处理过程中,弹丸的冲击能量较难精确控制,且存在表面粗糙度较差的问题
[84 ,85 ] ,难以精准地调控材料表层的微观结构.
图9 表面强化工艺示意图以及其主要的工艺参数<sup>[<xref ref-type="bibr" rid="R29">29</xref>,<xref ref-type="bibr" rid="R84">84</xref>,<xref ref-type="bibr" rid="R87">87</xref>,<xref ref-type="bibr" rid="R89">89</xref>,<xref ref-type="bibr" rid="R91">91</xref>]</sup> Schematics of the surface strengthening treatments and their main process parameters (a) shot peening (SP)[84 ] ...
... (e) ultrasonic surface rolling process (USRP)[91 ] (a p —preset depth) ...
... Wang等[90 ] 研发的表面超声滚压处理(ultrasonic surface rolling process,USRP)技术将传统滚压技术与超声技术结合,沿工件表面法线方向对硬质合金工作头施加一定幅度的超声频机械振动,工作头将静压力和超声冲击振动传递到旋转的金属材料表面,使材料表面产生大幅度的塑性变形(图9 e[91 ] ).与此同时,在超声波冲击和静压力滚压联合作用下,保证了滚珠和变化曲面的连续接触,同时金属材料表面产生剧烈而均匀的塑性变形[92 ] .此外,由于实现了工作滚珠与材料表面的近“无摩擦”冲击滚压效果,减少了对材料表面的划伤,获得了理想的表面质量.相较于SMGT工艺,USRP工艺提供了更多可供调控的工艺参数用于构筑理想微观结构,例如超声振动频率和振幅等.Cao等[93 ] 选取振动频率为20 kHz且振动幅度为30 μm超声滚压工艺,在S45C钢上制备了极限尺寸为50 nm的梯度纳米层片结构并显著地改善了材料的表面完整性,表面硬度提升一倍,粗糙度降低一倍,极大提高了材料的抗疲劳性能.另外,超声表面滚压工艺对于复杂曲面零部件的加工具有独特的优势,Zhang等[94 ] 设计了一种适用于复杂曲面,微观结构可调控的USRP系统,此系统可以沿着多曲度零件表面产生顺应性的变形,从而在加工过程中曲面受到稳定而均匀的静载荷加载并获得较高的表面质量和较理想的异构金属材料. ...
超声表面滚压处理对AZ31B镁合金组织和性能的影响
3
2022
... 喷丸(shot peening,SP)工艺是常见的传统机械表面处理技术之一,其工艺原理如
图9 a
[84 ] 所示.大量硬质弹丸在压缩空气的驱动下形成喷射流,反复地碰撞样品表面,导致材料表面发生严重塑性变形,表面晶粒持续的破碎与细化,从而制备出由表及里的梯度结构.喷丸工艺的主要优点是可以适应不同形状的样品,并且操作方便,成本相对低廉.但是,在长时间的处理过程中,弹丸的冲击能量较难精确控制,且存在表面粗糙度较差的问题
[84 ,85 ] ,难以精准地调控材料表层的微观结构.
图9 表面强化工艺示意图以及其主要的工艺参数<sup>[<xref ref-type="bibr" rid="R29">29</xref>,<xref ref-type="bibr" rid="R84">84</xref>,<xref ref-type="bibr" rid="R87">87</xref>,<xref ref-type="bibr" rid="R89">89</xref>,<xref ref-type="bibr" rid="R91">91</xref>]</sup> Schematics of the surface strengthening treatments and their main process parameters (a) shot peening (SP)[84 ] ...
... (e) ultrasonic surface rolling process (USRP)[91 ] (a p —preset depth) ...
... Wang等[90 ] 研发的表面超声滚压处理(ultrasonic surface rolling process,USRP)技术将传统滚压技术与超声技术结合,沿工件表面法线方向对硬质合金工作头施加一定幅度的超声频机械振动,工作头将静压力和超声冲击振动传递到旋转的金属材料表面,使材料表面产生大幅度的塑性变形(图9 e[91 ] ).与此同时,在超声波冲击和静压力滚压联合作用下,保证了滚珠和变化曲面的连续接触,同时金属材料表面产生剧烈而均匀的塑性变形[92 ] .此外,由于实现了工作滚珠与材料表面的近“无摩擦”冲击滚压效果,减少了对材料表面的划伤,获得了理想的表面质量.相较于SMGT工艺,USRP工艺提供了更多可供调控的工艺参数用于构筑理想微观结构,例如超声振动频率和振幅等.Cao等[93 ] 选取振动频率为20 kHz且振动幅度为30 μm超声滚压工艺,在S45C钢上制备了极限尺寸为50 nm的梯度纳米层片结构并显著地改善了材料的表面完整性,表面硬度提升一倍,粗糙度降低一倍,极大提高了材料的抗疲劳性能.另外,超声表面滚压工艺对于复杂曲面零部件的加工具有独特的优势,Zhang等[94 ] 设计了一种适用于复杂曲面,微观结构可调控的USRP系统,此系统可以沿着多曲度零件表面产生顺应性的变形,从而在加工过程中曲面受到稳定而均匀的静载荷加载并获得较高的表面质量和较理想的异构金属材料. ...
Effect of ultrasonic surface rolling on microstructure and rolling contact fatigue behavior of 17Cr2Ni2MoVNb steel
1
2019
... Wang等[90 ] 研发的表面超声滚压处理(ultrasonic surface rolling process,USRP)技术将传统滚压技术与超声技术结合,沿工件表面法线方向对硬质合金工作头施加一定幅度的超声频机械振动,工作头将静压力和超声冲击振动传递到旋转的金属材料表面,使材料表面产生大幅度的塑性变形(图9 e[91 ] ).与此同时,在超声波冲击和静压力滚压联合作用下,保证了滚珠和变化曲面的连续接触,同时金属材料表面产生剧烈而均匀的塑性变形[92 ] .此外,由于实现了工作滚珠与材料表面的近“无摩擦”冲击滚压效果,减少了对材料表面的划伤,获得了理想的表面质量.相较于SMGT工艺,USRP工艺提供了更多可供调控的工艺参数用于构筑理想微观结构,例如超声振动频率和振幅等.Cao等[93 ] 选取振动频率为20 kHz且振动幅度为30 μm超声滚压工艺,在S45C钢上制备了极限尺寸为50 nm的梯度纳米层片结构并显著地改善了材料的表面完整性,表面硬度提升一倍,粗糙度降低一倍,极大提高了材料的抗疲劳性能.另外,超声表面滚压工艺对于复杂曲面零部件的加工具有独特的优势,Zhang等[94 ] 设计了一种适用于复杂曲面,微观结构可调控的USRP系统,此系统可以沿着多曲度零件表面产生顺应性的变形,从而在加工过程中曲面受到稳定而均匀的静载荷加载并获得较高的表面质量和较理想的异构金属材料. ...
Fatigue properties of a S45C steel subjected to ultrasonic nanocrystal surface modification
1
2010
... Wang等[90 ] 研发的表面超声滚压处理(ultrasonic surface rolling process,USRP)技术将传统滚压技术与超声技术结合,沿工件表面法线方向对硬质合金工作头施加一定幅度的超声频机械振动,工作头将静压力和超声冲击振动传递到旋转的金属材料表面,使材料表面产生大幅度的塑性变形(图9 e[91 ] ).与此同时,在超声波冲击和静压力滚压联合作用下,保证了滚珠和变化曲面的连续接触,同时金属材料表面产生剧烈而均匀的塑性变形[92 ] .此外,由于实现了工作滚珠与材料表面的近“无摩擦”冲击滚压效果,减少了对材料表面的划伤,获得了理想的表面质量.相较于SMGT工艺,USRP工艺提供了更多可供调控的工艺参数用于构筑理想微观结构,例如超声振动频率和振幅等.Cao等[93 ] 选取振动频率为20 kHz且振动幅度为30 μm超声滚压工艺,在S45C钢上制备了极限尺寸为50 nm的梯度纳米层片结构并显著地改善了材料的表面完整性,表面硬度提升一倍,粗糙度降低一倍,极大提高了材料的抗疲劳性能.另外,超声表面滚压工艺对于复杂曲面零部件的加工具有独特的优势,Zhang等[94 ] 设计了一种适用于复杂曲面,微观结构可调控的USRP系统,此系统可以沿着多曲度零件表面产生顺应性的变形,从而在加工过程中曲面受到稳定而均匀的静载荷加载并获得较高的表面质量和较理想的异构金属材料. ...
Active and passive compliant force control of ultrasonic surface rolling process on a curved surface
1
2022
... Wang等[90 ] 研发的表面超声滚压处理(ultrasonic surface rolling process,USRP)技术将传统滚压技术与超声技术结合,沿工件表面法线方向对硬质合金工作头施加一定幅度的超声频机械振动,工作头将静压力和超声冲击振动传递到旋转的金属材料表面,使材料表面产生大幅度的塑性变形(图9 e[91 ] ).与此同时,在超声波冲击和静压力滚压联合作用下,保证了滚珠和变化曲面的连续接触,同时金属材料表面产生剧烈而均匀的塑性变形[92 ] .此外,由于实现了工作滚珠与材料表面的近“无摩擦”冲击滚压效果,减少了对材料表面的划伤,获得了理想的表面质量.相较于SMGT工艺,USRP工艺提供了更多可供调控的工艺参数用于构筑理想微观结构,例如超声振动频率和振幅等.Cao等[93 ] 选取振动频率为20 kHz且振动幅度为30 μm超声滚压工艺,在S45C钢上制备了极限尺寸为50 nm的梯度纳米层片结构并显著地改善了材料的表面完整性,表面硬度提升一倍,粗糙度降低一倍,极大提高了材料的抗疲劳性能.另外,超声表面滚压工艺对于复杂曲面零部件的加工具有独特的优势,Zhang等[94 ] 设计了一种适用于复杂曲面,微观结构可调控的USRP系统,此系统可以沿着多曲度零件表面产生顺应性的变形,从而在加工过程中曲面受到稳定而均匀的静载荷加载并获得较高的表面质量和较理想的异构金属材料. ...
Enhanced load transfer and ductility in Al-9Ce alloy through heterogeneous lamellar microstructure design by cold rolling and annealing
1
2021
... 冷轧(cold rolling,CR)工艺结合不同热处理条件对于大规模制备高强韧性的材料具有良好的适用性以及经济性[95 ] .如图10 a[96 ] 所示,轧制时2个旋转轧辊的转速相同,通过冷轧量和轧制次数的增加实现塑性变形量的不断累积.Sabooni等[97 ] 通过冷轧和退火工艺在AISI 304L不锈钢中制备出双峰结构,有效地改善了材料的力学性能. ...
Enhancement of mechanical properties of a novel single phase Ni1.5 FeCrCu0.5 HEA through cold rolling and subsequent annealing
3
2022
... 冷轧(cold rolling,CR)工艺结合不同热处理条件对于大规模制备高强韧性的材料具有良好的适用性以及经济性[95 ] .如图10 a[96 ] 所示,轧制时2个旋转轧辊的转速相同,通过冷轧量和轧制次数的增加实现塑性变形量的不断累积.Sabooni等[97 ] 通过冷轧和退火工艺在AISI 304L不锈钢中制备出双峰结构,有效地改善了材料的力学性能. ...
... [
96 ,
99 ,
100 ,
103 ]
Schematics of severe deformed treatments for bulk and their main process parameters (a) cold rolling (CR)[96 ] (ν 1 ' ν 2 '
... (a) cold rolling (CR)[96 ] (ν 1 ' ν 2 '
The role of martensitic transformation on bimodal grain structure in ultrafine grained AISI 304L stainless steel
1
2015
... 冷轧(cold rolling,CR)工艺结合不同热处理条件对于大规模制备高强韧性的材料具有良好的适用性以及经济性[95 ] .如图10 a[96 ] 所示,轧制时2个旋转轧辊的转速相同,通过冷轧量和轧制次数的增加实现塑性变形量的不断累积.Sabooni等[97 ] 通过冷轧和退火工艺在AISI 304L不锈钢中制备出双峰结构,有效地改善了材料的力学性能. ...
Effect of antimony addition and asymmetric cold rolling on the texture and magnetic properties of a 1.2% Si steel
2
2022
... 相较于传统的冷轧,异步轧制(asymmetric rolling,ASR)的特点是轧辊速度ν 1 ' ν 2 ' 图10 b[98 ] ),因此,可以通过选择合适的ν 1 ' ν 2 ' [98 ,99 ] .Ren等[99 ] 的研究表明,当选取ν 1 ' ν 2 ' v 1 ' v 2 '
... [98 ,99 ].Ren等[99 ] 的研究表明,当选取ν 1 ' ν 2 ' v 1 ' v 2 '
Evolution of microstructure, texture, and mechanical properties in a twin-roll cast AA6016 sheet after asymmetric rolling with various velocity ratios between top and bottom rolls
4
2020
... 冷轧(cold rolling,CR)工艺结合不同热处理条件对于大规模制备高强韧性的材料具有良好的适用性以及经济性
[95 ] .如
图10 a
[96 ] 所示,轧制时2个旋转轧辊的转速相同,通过冷轧量和轧制次数的增加实现塑性变形量的不断累积.Sabooni等
[97 ] 通过冷轧和退火工艺在AISI 304L不锈钢中制备出双峰结构,有效地改善了材料的力学性能.
图10 块体剧烈塑性变形工艺以及其主要的工艺参数<sup>[<xref ref-type="bibr" rid="R96">96</xref>,<xref ref-type="bibr" rid="R99">99</xref>,<xref ref-type="bibr" rid="R100">100</xref>,<xref ref-type="bibr" rid="R103">103</xref>]</sup> Schematics of severe deformed treatments for bulk and their main process parameters (a) cold rolling (CR)[96 ] (ν 1 ' ν 2 '
... (b) asymmetric rolling (ASR)[99 ] ...
... 相较于传统的冷轧,异步轧制(asymmetric rolling,ASR)的特点是轧辊速度ν 1 ' ν 2 ' 图10 b[98 ] ),因此,可以通过选择合适的ν 1 ' ν 2 ' [98 ,99 ] .Ren等[99 ] 的研究表明,当选取ν 1 ' ν 2 ' v 1 ' v 2 '
... [99 ]的研究表明,当选取ν 1 ' ν 2 ' v 1 ' v 2 '
Tailoring the microstructure of a Cu-0.7Cr-0.07Zr alloy submitted to ECAP at cryogenic temperature for improved thermal stability
3
2022
... 冷轧(cold rolling,CR)工艺结合不同热处理条件对于大规模制备高强韧性的材料具有良好的适用性以及经济性
[95 ] .如
图10 a
[96 ] 所示,轧制时2个旋转轧辊的转速相同,通过冷轧量和轧制次数的增加实现塑性变形量的不断累积.Sabooni等
[97 ] 通过冷轧和退火工艺在AISI 304L不锈钢中制备出双峰结构,有效地改善了材料的力学性能.
图10 块体剧烈塑性变形工艺以及其主要的工艺参数<sup>[<xref ref-type="bibr" rid="R96">96</xref>,<xref ref-type="bibr" rid="R99">99</xref>,<xref ref-type="bibr" rid="R100">100</xref>,<xref ref-type="bibr" rid="R103">103</xref>]</sup> Schematics of severe deformed treatments for bulk and their main process parameters (a) cold rolling (CR)[96 ] (ν 1 ' ν 2 '
... (c) equal channel angular pressing (ECAP)[100 ] (Φ —angle between channels, Ψ —outer curvature angle) ...
... 等通道转角挤压(equal channel angular pressing,ECAP)工作原理如图10 c[100 ] 所示,材料在外加载荷的作用下被压入两通道的交界处时,试样内部发生近似理想的纯剪切变形.由于挤压前后试样的截面形状和面积不发生改变,故多道次挤压可以获得相当大的累积应变量.等通道转角挤压工艺由于变形过程中不改变材料的横截面面积和截面形状,故只需较低的工作压力即可实现材料反复定向的剪切变形.并且,此工艺适用于制备三维大尺寸的块体材料,具有较大的工业应用潜力.Sun等[101 ] 对Mg-Al-Ca-Mn合金采用32道次的等通道转角挤压工艺,制备出了力学性能和耐腐蚀性能协同增强的双峰异质结构. ...
Anisotropy investigation of an ECAP-processed Mg-Al-Ca-Mn alloy with synergistically enhanced mechanical properties and corrosion resistance
1
2022
... 等通道转角挤压(equal channel angular pressing,ECAP)工作原理如图10 c[100 ] 所示,材料在外加载荷的作用下被压入两通道的交界处时,试样内部发生近似理想的纯剪切变形.由于挤压前后试样的截面形状和面积不发生改变,故多道次挤压可以获得相当大的累积应变量.等通道转角挤压工艺由于变形过程中不改变材料的横截面面积和截面形状,故只需较低的工作压力即可实现材料反复定向的剪切变形.并且,此工艺适用于制备三维大尺寸的块体材料,具有较大的工业应用潜力.Sun等[101 ] 对Mg-Al-Ca-Mn合金采用32道次的等通道转角挤压工艺,制备出了力学性能和耐腐蚀性能协同增强的双峰异质结构. ...
累积叠轧技术研究进展
1
2021
... 累积叠轧(accumulative roll bonding,ARB)工艺的原理[102 ] 是将两块形状、尺寸相同的薄板材料叠合在一起,在一定温度下进行轧制,使其轧合成一个整体;然后,将轧制成整体的板料从中截断,再经叠合、轧制等重复操作,实现塑性变形的累积.由于ARB工艺中涉及到多道工序,因此在制备过程中大量工艺参数,例如薄板的高径比,叠轧载荷以及叠轧扭转速率等,皆可用于提高异质结构制备的调控精准性.Ma等[103 ] 将工业铜和青铜圆盘表面进行了机械抛光和超声波清洗,随后将两层或多层材料牢固结合,堆积起来并结合高压扭转(high pressure torsion,HPT)工艺,获得沿半径方向更均匀的变形,预热处理后立即用2个旋转的轧辊对板材进行研磨和压缩,这便是一个ARB循环, 如图10 d[103 ] 所示.多次循环后试样厚度减小,晶粒得到细化,梯度层变厚,随后在240℃下退火2 h,使部分晶粒再结晶,最终在界面附近形成异质纳米层片结构. ...
累积叠轧技术研究进展
1
2021
... 累积叠轧(accumulative roll bonding,ARB)工艺的原理[102 ] 是将两块形状、尺寸相同的薄板材料叠合在一起,在一定温度下进行轧制,使其轧合成一个整体;然后,将轧制成整体的板料从中截断,再经叠合、轧制等重复操作,实现塑性变形的累积.由于ARB工艺中涉及到多道工序,因此在制备过程中大量工艺参数,例如薄板的高径比,叠轧载荷以及叠轧扭转速率等,皆可用于提高异质结构制备的调控精准性.Ma等[103 ] 将工业铜和青铜圆盘表面进行了机械抛光和超声波清洗,随后将两层或多层材料牢固结合,堆积起来并结合高压扭转(high pressure torsion,HPT)工艺,获得沿半径方向更均匀的变形,预热处理后立即用2个旋转的轧辊对板材进行研磨和压缩,这便是一个ARB循环, 如图10 d[103 ] 所示.多次循环后试样厚度减小,晶粒得到细化,梯度层变厚,随后在240℃下退火2 h,使部分晶粒再结晶,最终在界面附近形成异质纳米层片结构. ...
Strain hardening and ductility in a coarse-grain/nanostructure laminate material
4
2015
... 冷轧(cold rolling,CR)工艺结合不同热处理条件对于大规模制备高强韧性的材料具有良好的适用性以及经济性
[95 ] .如
图10 a
[96 ] 所示,轧制时2个旋转轧辊的转速相同,通过冷轧量和轧制次数的增加实现塑性变形量的不断累积.Sabooni等
[97 ] 通过冷轧和退火工艺在AISI 304L不锈钢中制备出双峰结构,有效地改善了材料的力学性能.
图10 块体剧烈塑性变形工艺以及其主要的工艺参数<sup>[<xref ref-type="bibr" rid="R96">96</xref>,<xref ref-type="bibr" rid="R99">99</xref>,<xref ref-type="bibr" rid="R100">100</xref>,<xref ref-type="bibr" rid="R103">103</xref>]</sup> Schematics of severe deformed treatments for bulk and their main process parameters (a) cold rolling (CR)[96 ] (ν 1 ' ν 2 '
... (d) accumulative roll bonding (ARB)[103 ] (HPT—high pressure torsion) ...
... 累积叠轧(accumulative roll bonding,ARB)工艺的原理[102 ] 是将两块形状、尺寸相同的薄板材料叠合在一起,在一定温度下进行轧制,使其轧合成一个整体;然后,将轧制成整体的板料从中截断,再经叠合、轧制等重复操作,实现塑性变形的累积.由于ARB工艺中涉及到多道工序,因此在制备过程中大量工艺参数,例如薄板的高径比,叠轧载荷以及叠轧扭转速率等,皆可用于提高异质结构制备的调控精准性.Ma等[103 ] 将工业铜和青铜圆盘表面进行了机械抛光和超声波清洗,随后将两层或多层材料牢固结合,堆积起来并结合高压扭转(high pressure torsion,HPT)工艺,获得沿半径方向更均匀的变形,预热处理后立即用2个旋转的轧辊对板材进行研磨和压缩,这便是一个ARB循环, 如图10 d[103 ] 所示.多次循环后试样厚度减小,晶粒得到细化,梯度层变厚,随后在240℃下退火2 h,使部分晶粒再结晶,最终在界面附近形成异质纳米层片结构. ...
... [103 ]所示.多次循环后试样厚度减小,晶粒得到细化,梯度层变厚,随后在240℃下退火2 h,使部分晶粒再结晶,最终在界面附近形成异质纳米层片结构. ...
Extra strengthening and work hardening in gradient nanotwinned metals
5
2018
... “自下而上”工艺可以实现从纳观、微观和宏观3种不同尺度来进行异质金属结构材料的设计和制造.纳观尺度设计法从原子层设计出发制备异构材料,如电沉积法[104 ~106 ] ;微观尺寸设计法通常以微米级金属粉末作为原料,通过成型技术将粉末组装成宏观样品,如粉末冶金法[107 ] ;宏观尺度设计法从毫米级区域形成多尺度晶粒或梯度成分,从而形成宏观异构金属材料[108 ] . ...
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量[105 ] .Cheng等[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(图11 a[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌[105 ] .Daryadel等[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸. ...
... [104 ]),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌[105 ] .Daryadel等[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸. ...
... [
104 ,
107 ,
108 ,
119 ]
Schematics of the bottom-up design method and their main process parameters (a) electrodeposition (ED)[104 ] (b) powder metallurgy (PM)[107 ,119 ] (c) additive manufacturing (AM)[108 ] (h 2 —hatch spacing) ...
... (a) electrodeposition (ED)[104 ] (b) powder metallurgy (PM)[107 ,119 ] (c) additive manufacturing (AM)[108 ] (h 2 —hatch spacing) ...
Development of electrodeposited multilayer coatings: A review of fabrication, microstructure, properties and applications
2
2021
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量[105 ] .Cheng等[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(图11 a[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌[105 ] .Daryadel等[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸. ...
... [105 ].Daryadel等[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸. ...
Localized pulsed electrodeposition process for three-dimensional printing of nanotwinned metallic nanostructures
2
2018
... “自下而上”工艺可以实现从纳观、微观和宏观3种不同尺度来进行异质金属结构材料的设计和制造.纳观尺度设计法从原子层设计出发制备异构材料,如电沉积法[104 ~106 ] ;微观尺寸设计法通常以微米级金属粉末作为原料,通过成型技术将粉末组装成宏观样品,如粉末冶金法[107 ] ;宏观尺度设计法从毫米级区域形成多尺度晶粒或梯度成分,从而形成宏观异构金属材料[108 ] . ...
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量[105 ] .Cheng等[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(图11 a[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌[105 ] .Daryadel等[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸. ...
Harmonic structure, a promising microstructure design
5
2022
... “自下而上”工艺可以实现从纳观、微观和宏观3种不同尺度来进行异质金属结构材料的设计和制造.纳观尺度设计法从原子层设计出发制备异构材料,如电沉积法[104 ~106 ] ;微观尺寸设计法通常以微米级金属粉末作为原料,通过成型技术将粉末组装成宏观样品,如粉末冶金法[107 ] ;宏观尺度设计法从毫米级区域形成多尺度晶粒或梯度成分,从而形成宏观异构金属材料[108 ] . ...
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备
[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量
[105 ] .Cheng等
[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(
图11 a
[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等
[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌
[105 ] .Daryadel等
[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等
[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸.
图11 自下而上设计法及其主要工艺参数<sup>[<xref ref-type="bibr" rid="R104">104</xref>,<xref ref-type="bibr" rid="R107">107</xref>,<xref ref-type="bibr" rid="R108">108</xref>,<xref ref-type="bibr" rid="R119">119</xref>]</sup> Schematics of the bottom-up design method and their main process parameters (a) electrodeposition (ED)[104 ] (b) powder metallurgy (PM)[107 ,119 ] (c) additive manufacturing (AM)[108 ] (h 2 —hatch spacing) ...
... (a) electrodeposition (ED)[104 ] (b) powder metallurgy (PM)[107 ,119 ] (c) additive manufacturing (AM)[108 ] (h 2 —hatch spacing) ...
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
... [107 ,119 ]).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Laser aided additive manufacturing of spatially heterostructured steels
5
2022
... “自下而上”工艺可以实现从纳观、微观和宏观3种不同尺度来进行异质金属结构材料的设计和制造.纳观尺度设计法从原子层设计出发制备异构材料,如电沉积法[104 ~106 ] ;微观尺寸设计法通常以微米级金属粉末作为原料,通过成型技术将粉末组装成宏观样品,如粉末冶金法[107 ] ;宏观尺度设计法从毫米级区域形成多尺度晶粒或梯度成分,从而形成宏观异构金属材料[108 ] . ...
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备
[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量
[105 ] .Cheng等
[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(
图11 a
[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等
[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌
[105 ] .Daryadel等
[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等
[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸.
图11 自下而上设计法及其主要工艺参数<sup>[<xref ref-type="bibr" rid="R104">104</xref>,<xref ref-type="bibr" rid="R107">107</xref>,<xref ref-type="bibr" rid="R108">108</xref>,<xref ref-type="bibr" rid="R119">119</xref>]</sup> Schematics of the bottom-up design method and their main process parameters (a) electrodeposition (ED)[104 ] (b) powder metallurgy (PM)[107 ,119 ] (c) additive manufacturing (AM)[108 ] (h 2 —hatch spacing) ...
... (a) electrodeposition (ED)[104 ] (b) powder metallurgy (PM)[107 ,119 ] (c) additive manufacturing (AM)[108 ] (h 2 —hatch spacing) ...
... 增材制造(additive manufacturing,AM)技术被誉为有望产生“第三次工业革命”的代表性技术,是个性化制造模式发展的引领技术,其原理是利用计算机辅助设计逐点把材料累积形成面,逐面累积成为体,这一成形原理给材料设计从传统的纳/微观设计向宏观设计发展提供了新契机.增材制造因其独特的冷热循环效应,在微观尺度上易形成异构金属材料(图11 c[108 ] ).Lu等[124 ] 和Yao等[125 ] 利用该特性开发出多款低温高强韧性的增材制造多组元合金材料.通过调节增材制造工艺(如增材制造类型、扫描策略、激光功率等)、异种粉末类型和体积分数等参数可以在构件内形成多尺度晶粒或成分梯度结构.Tan等[108 ] 利用直接能量沉积技术(direct energy deposition,DED)制造出具有可控体积分数和空间周期分布的异构金属材料.与大多数报道的线性格式多材料不同,这项工作利用DED空间设计和制造的独特灵活性,通过将2种类型钢(即高强的C300马氏体时效钢和高韧性的316L不锈钢)配置在一个部件空间,从而将2种材料的优点合并,有助于设计出强韧均衡的合金或部件.此外,利用DED技术或选区激光熔化技术制备出双层梯度组织材料已成为材料宏观尺度设计的重要方式,如双梯度SS316L/In718合金等[126 ] ,实现了强塑均衡材料的可控制造. ...
... [108 ]利用直接能量沉积技术(direct energy deposition,DED)制造出具有可控体积分数和空间周期分布的异构金属材料.与大多数报道的线性格式多材料不同,这项工作利用DED空间设计和制造的独特灵活性,通过将2种类型钢(即高强的C300马氏体时效钢和高韧性的316L不锈钢)配置在一个部件空间,从而将2种材料的优点合并,有助于设计出强韧均衡的合金或部件.此外,利用DED技术或选区激光熔化技术制备出双层梯度组织材料已成为材料宏观尺度设计的重要方式,如双梯度SS316L/In718合金等[126 ] ,实现了强塑均衡材料的可控制造. ...
High strength and high ductility of electrodeposited nanocrystalline Ni with a broad grain size distribution
1
2008
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量[105 ] .Cheng等[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(图11 a[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌[105 ] .Daryadel等[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸. ...
The optimal grain sized nanocrystalline Ni with high strength and good ductility fabricated by a direct current electrodeposition
0
2008
Tensile behavior of columnar grained Cu with preferentially oriented nanoscale twins
0
2011
Manipulating the microstructure of Cu from direct current electrodeposition without additives to overcome the strength-ductility trade-off
1
2022
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量[105 ] .Cheng等[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(图11 a[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌[105 ] .Daryadel等[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸. ...
Enhanced tensile ductility and strength of electrodeposited ultrafine-grained nickel with a desired bimodal microstructure
1
2017
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量[105 ] .Cheng等[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(图11 a[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌[105 ] .Daryadel等[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸. ...
Copper multilayer coating prepared by ultrasonic-electrodeposition
1
2010
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量[105 ] .Cheng等[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(图11 a[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌[105 ] .Daryadel等[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸. ...
Application of high pressure gas jet mill process to fabricate high performance harmonic structure designed pure titanium
2
2015
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
... [115 ]利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Fractographic analysis of fatigue crack initiation and propagation in CP titanium with a bimodal harmonic structure
1
2018
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Three-dimensionally gradient harmonic structure design: An integrated approach for high performance structural materials
1
2016
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Status and development of powder metallurgy nickel-based disk superalloys
1
2019
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Harmonic structure design: A strategy for outstanding mechanical properties in structural materials
3
2020
... 电沉积(electrodeposition,ED)工艺通过两电极之间的电流,将电解液中的离子还原沉积到电极上,形成所需沉积物.由于电沉积工艺的高度均匀与可控性,被广泛应用于异构金属材料的制备
[109 ~112 ] .在直流电沉积过程中,可以通过调控电解液温度、浓度、沉积时间等来调控沉积物的形态、成分、织构等微观参量
[105 ] .Cheng等
[104 ] 通过沉积纯Cu制备高度可调的梯度纳米孪晶结构(
图11 a
[104 ] ),由于晶界附近超高密度的几何必需位错,梯度纳米孪晶结构的整体强度甚至超过了结构中的最强组分,大幅度地改善了结构强韧性匹配.Zhang等
[113 ] 通过调节电流密度和添加剂成功调控出双峰Ni,其内部核壳组织和大量共格孪晶大幅提升了材料的应变硬化,扩展了均匀材料的强韧性极限.脉冲电流的引入则提供了更多可调参数,例如超高的电流密度、沉积速率等,可以有效地调控晶粒度和微观形貌
[105 ] .Daryadel等
[106 ] 通过脉冲电沉积技术直接打印三维纳米孪晶Cu,沉积物完全致密且无杂质与微观缺陷,显示出超高的强度.Cui等
[114 ] 通过超声沉积技术发现多层沉积Cu能进一步降低单层沉积Cu的晶粒尺寸.
图11 自下而上设计法及其主要工艺参数<sup>[<xref ref-type="bibr" rid="R104">104</xref>,<xref ref-type="bibr" rid="R107">107</xref>,<xref ref-type="bibr" rid="R108">108</xref>,<xref ref-type="bibr" rid="R119">119</xref>]</sup> Schematics of the bottom-up design method and their main process parameters (a) electrodeposition (ED)[104 ] (b) powder metallurgy (PM)[107 ,119 ] (c) additive manufacturing (AM)[108 ] (h 2 —hatch spacing) ...
... (a) electrodeposition (ED)[104 ] (b) powder metallurgy (PM)[107 ,119 ] (c) additive manufacturing (AM)[108 ] (h 2 —hatch spacing) ...
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Powder metallurgy and high-entropy alloys: Update on new opportunities
1
2020
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
The development of high performance Ti-6Al-4V alloy via a unique microstructural design with bimodal grain size distribution
1
2015
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Numerical modeling on strengthening mechanisms of the harmonic structured design on CP-Ti and Ti-6Al-4V
1
2020
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Trimodal grain structure enables high-strength CNT/Al-Cu-Mg composites higher ductility by powder assembly & alloying
1
2021
... 粉末冶金(powder metallurgy,PM)工艺通常包括2个步骤,首先控制金属粉末的塑性变形,得到所需尺寸的金属粉末,进而烧结获得块体材料.可以筛选粉末实现微观结构的调控.例如可在气磨设备中调控初始粉末的粒径、研磨压力、研磨遍数等得到不同尺寸的金属粉末[20 ,107 ,115 ,116 ] .另外,还可通过优化烧结温度和时间来进一步调控双元或多元粉末合成后的微观结构,实现异构金属材料的调控[117 ,118 ] .Ota等[115 ] 利用气磨工艺制备出异质核壳结构,有效抑制微观结构变形局部化,同时提升强韧性(图11 b[107 ,119 ] ).将金属粉末与多种复合材料粉末混合,可对异构金属材料进一步开发[120 ] .Vajpai等[121 ] 和Wang等[122 ] 利用合金金属粉末烧结过程中的相变等特性,调控出多种形态的核壳结构,促进多强化机制的协同作用.Fu等[123 ] 烧结3种尺寸金属粉末合成多峰结构复合材料,其对应变局部化的抑制效果超过单峰及双峰结构,实现强韧性的大幅提升. ...
Exceptional strength-ductility combination of additively manufactured high-entropy alloy matrix composites reinforced with TiC nanoparticles at room and cryogenic temperatures
1
2022
... 增材制造(additive manufacturing,AM)技术被誉为有望产生“第三次工业革命”的代表性技术,是个性化制造模式发展的引领技术,其原理是利用计算机辅助设计逐点把材料累积形成面,逐面累积成为体,这一成形原理给材料设计从传统的纳/微观设计向宏观设计发展提供了新契机.增材制造因其独特的冷热循环效应,在微观尺度上易形成异构金属材料(图11 c[108 ] ).Lu等[124 ] 和Yao等[125 ] 利用该特性开发出多款低温高强韧性的增材制造多组元合金材料.通过调节增材制造工艺(如增材制造类型、扫描策略、激光功率等)、异种粉末类型和体积分数等参数可以在构件内形成多尺度晶粒或成分梯度结构.Tan等[108 ] 利用直接能量沉积技术(direct energy deposition,DED)制造出具有可控体积分数和空间周期分布的异构金属材料.与大多数报道的线性格式多材料不同,这项工作利用DED空间设计和制造的独特灵活性,通过将2种类型钢(即高强的C300马氏体时效钢和高韧性的316L不锈钢)配置在一个部件空间,从而将2种材料的优点合并,有助于设计出强韧均衡的合金或部件.此外,利用DED技术或选区激光熔化技术制备出双层梯度组织材料已成为材料宏观尺度设计的重要方式,如双梯度SS316L/In718合金等[126 ] ,实现了强塑均衡材料的可控制造. ...
Ultrastrong and ductile additively manufactured precipitation-hardening medium-entropy alloy at ambient and cryogenic temperatures
1
2022
... 增材制造(additive manufacturing,AM)技术被誉为有望产生“第三次工业革命”的代表性技术,是个性化制造模式发展的引领技术,其原理是利用计算机辅助设计逐点把材料累积形成面,逐面累积成为体,这一成形原理给材料设计从传统的纳/微观设计向宏观设计发展提供了新契机.增材制造因其独特的冷热循环效应,在微观尺度上易形成异构金属材料(图11 c[108 ] ).Lu等[124 ] 和Yao等[125 ] 利用该特性开发出多款低温高强韧性的增材制造多组元合金材料.通过调节增材制造工艺(如增材制造类型、扫描策略、激光功率等)、异种粉末类型和体积分数等参数可以在构件内形成多尺度晶粒或成分梯度结构.Tan等[108 ] 利用直接能量沉积技术(direct energy deposition,DED)制造出具有可控体积分数和空间周期分布的异构金属材料.与大多数报道的线性格式多材料不同,这项工作利用DED空间设计和制造的独特灵活性,通过将2种类型钢(即高强的C300马氏体时效钢和高韧性的316L不锈钢)配置在一个部件空间,从而将2种材料的优点合并,有助于设计出强韧均衡的合金或部件.此外,利用DED技术或选区激光熔化技术制备出双层梯度组织材料已成为材料宏观尺度设计的重要方式,如双梯度SS316L/In718合金等[126 ] ,实现了强塑均衡材料的可控制造. ...
Interface characteristics and mechanical behavior of additively manufactured multi-material of stainless steel and Inconel
1
2022
... 增材制造(additive manufacturing,AM)技术被誉为有望产生“第三次工业革命”的代表性技术,是个性化制造模式发展的引领技术,其原理是利用计算机辅助设计逐点把材料累积形成面,逐面累积成为体,这一成形原理给材料设计从传统的纳/微观设计向宏观设计发展提供了新契机.增材制造因其独特的冷热循环效应,在微观尺度上易形成异构金属材料(图11 c[108 ] ).Lu等[124 ] 和Yao等[125 ] 利用该特性开发出多款低温高强韧性的增材制造多组元合金材料.通过调节增材制造工艺(如增材制造类型、扫描策略、激光功率等)、异种粉末类型和体积分数等参数可以在构件内形成多尺度晶粒或成分梯度结构.Tan等[108 ] 利用直接能量沉积技术(direct energy deposition,DED)制造出具有可控体积分数和空间周期分布的异构金属材料.与大多数报道的线性格式多材料不同,这项工作利用DED空间设计和制造的独特灵活性,通过将2种类型钢(即高强的C300马氏体时效钢和高韧性的316L不锈钢)配置在一个部件空间,从而将2种材料的优点合并,有助于设计出强韧均衡的合金或部件.此外,利用DED技术或选区激光熔化技术制备出双层梯度组织材料已成为材料宏观尺度设计的重要方式,如双梯度SS316L/In718合金等[126 ] ,实现了强塑均衡材料的可控制造. ...



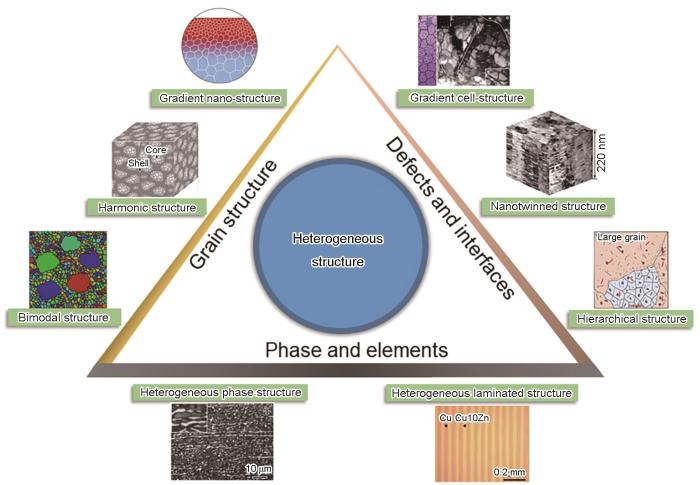
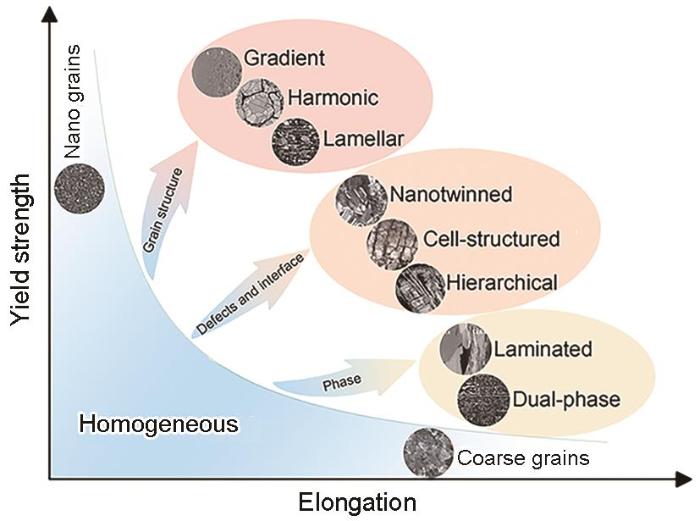
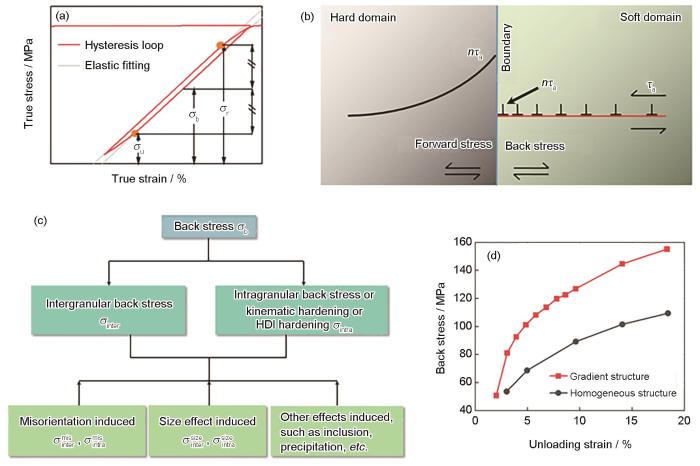
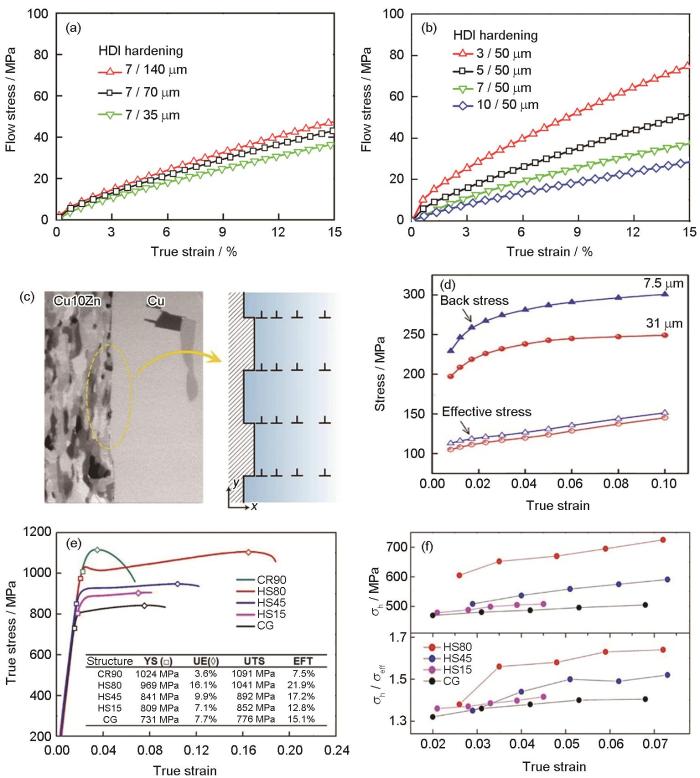
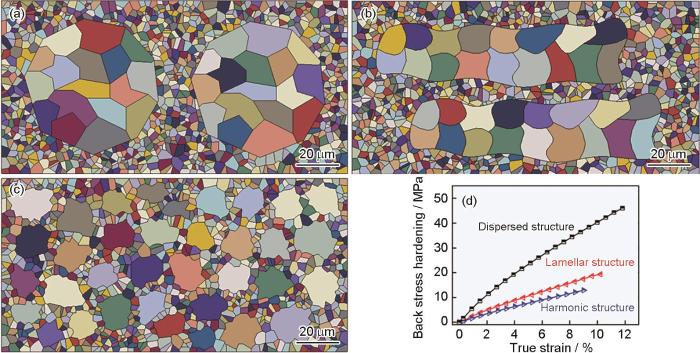
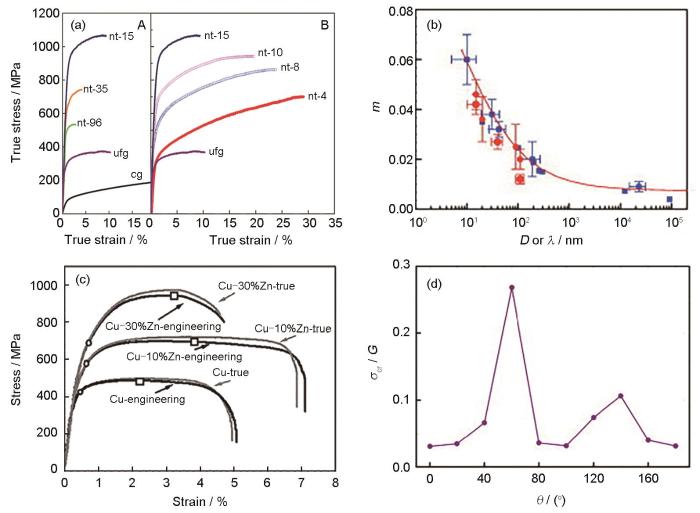

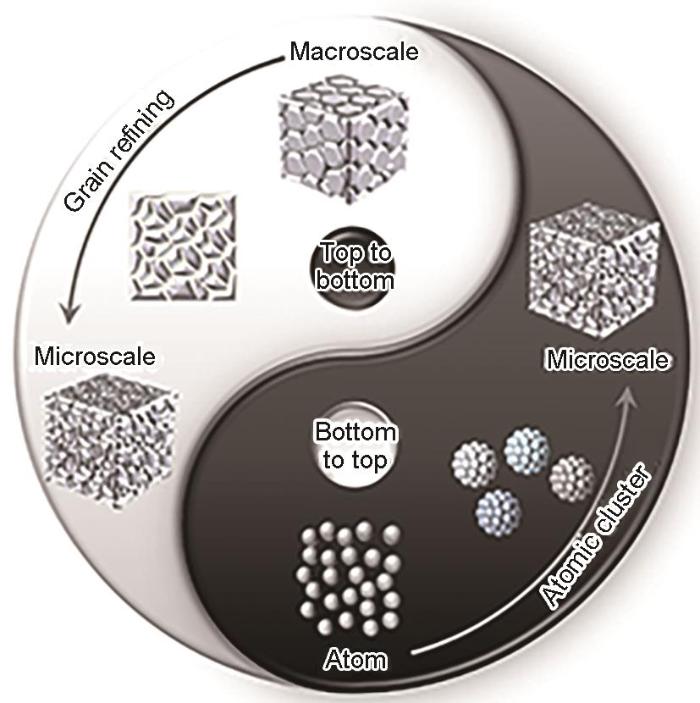
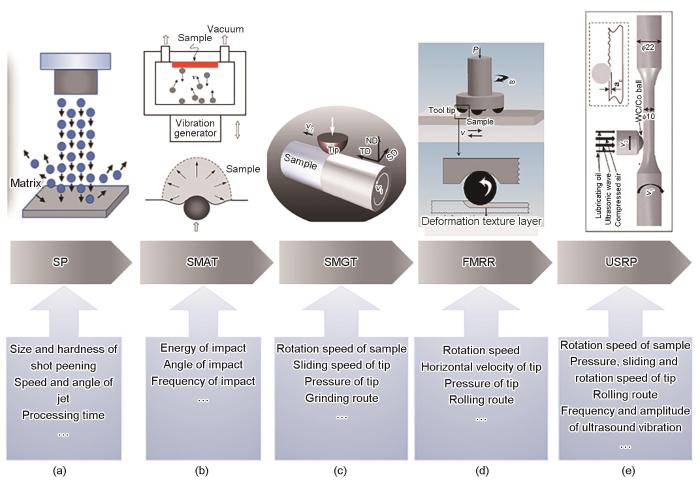
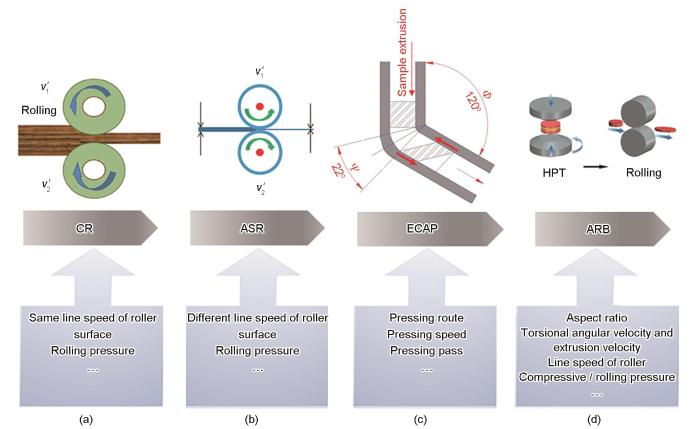



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}