Enhancing ultrahigh-strength aluminum alloys via TiC nanoparticle-pinning effect in friction rolling additive manufacturing
9
2025
... 随着航空航天、轨道交通等高端制造领域对构件复杂度和性能要求不断提升,传统铸造、锻造结合机械加工的制造方法已难以满足大型复杂轻质金属(如铝、镁、钛等合金)构件的快速制备需求[1 ,2 ] .高效制造高性能轻量化金属构件是推动结构设计创新、突破性能瓶颈的关键技术.增材制造技术通过材料逐层堆积直接构建零部件,具有可制备复杂几何形状、材料利用率高和交付周期短等优势[3 ] ,被视为引领未来制造变革的颠覆性技术,特别在个性化定制方面表现突出,受到全球政府、研究机构和企业的高度关注[2 ] . ...
... FRAM工艺原理为:通过高速旋转工具头与基体发生摩擦产热,使得接触区局部加热并软化;随后,进给材料被引导至接触界面,受热塑化后与基体材料混合;最终,混合塑化金属在工具头后方被搅拌并逐层挤压沉积成形[1 ,54 ~58 ] ,如图7 所示.与FSW、FSAM等技术主要通过轴肩端面与工件摩擦产热不同,FRAM技术是通过水平旋转工具头的外表面均匀地压入基板/前一层进行摩擦产热并使材料塑化,不存在所谓的前进侧及后退侧[54 ] .所得沉积材料与前一层形成“机械互锁”的紧密连接,且在工具头宽度方向获得均匀细小的“焊核”组织[55 ] .此外,FRAM技术支持灵活更换不同宽度的工具头,适用于宽度范围3~30 mm的构件增材或修复.其核心机头可适配四轴/五轴机床或机器臂,便于实现大型复杂结构件的制造. ...
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... 此外,国内外学者围绕多种合金体系开展了系统的力学性能研究,致力于实现构件强度与塑性的协同提升.Mishra团队[90 ] 采用FSAM技术实现了AA5083铝合金和Mg-4Y-3Nd镁合金的固相增材制造.结果表明,两种材料沉积区硬度分别为104和120 HV,均显著高于相应基材.Liu等[91 ] 利用FSAM技术成功制备大型超细晶的铜组件,获得了晶粒结构和硬度分布均匀的沉积层,且加工区的平均硬度优于基材.Rivera等[42 ] 通过AFSD技术制备了IN625镍基合金增材件,沉积样件中晶粒明显细化,抗拉强度达1072 MPa,略高于传统锻件、铸件以及等离子弧增材样件.Liu等[1 ] 通过FRAM工艺制备了7075-TiC复合材料,实现了对微观组织的有效调控,显著提升了材料力学性能(图10 [1 ] ).实验结果表明,与未增强7075铝合金相比,TiC纳米颗粒的引入使复合材料展现出优异的力学性能,热处理后的抗拉强度达到626 MPa,屈服强度为546 MPa,伸长率为15.5%,其综合性能优于多数已报道的Al-Zn-Mg-Cu合金. ...
... [1 ]).实验结果表明,与未增强7075铝合金相比,TiC纳米颗粒的引入使复合材料展现出优异的力学性能,热处理后的抗拉强度达到626 MPa,屈服强度为546 MPa,伸长率为15.5%,其综合性能优于多数已报道的Al-Zn-Mg-Cu合金. ...
... [
1 ]
Stress-strain curves (a) and tensile test results (b) of the 7075 and FRAM 7075-TiC alloys, and comparison of tensile performance for additively manufactured Al-Zn-Mg-Cu alloys produced by different techniques (c)<sup>[<xref ref-type="bibr" rid="R1">1</xref>]</sup> (UTS—ultimate tensile strength, YS—yield strength, EL—elongation) Fig.10 ![]()
综上所述,固相摩擦增材制造构件的微观组织演变受进料方式和再结晶机制共同调控.在剪切与热力耦合作用下,进给材料(板材、棒材、丝材)发生动态再结晶及第二相破碎和溶解,形成均匀细小的等轴细晶,从而改善了界面结合性能.然而,在多层沉积过程中,热循环可能导致成分梯度、局部晶粒粗化、孔洞或未充分混合区等缺陷,降低了力学性能.因此,需通过精确控制热输入和工艺参数,并结合热处理与辅助工艺,进一步提升构件的力学性能,满足工业应用需求. ...
... [
1 ] (UTS—ultimate tensile strength, YS—yield strength, EL—elongation)
Fig.10 ![]()
综上所述,固相摩擦增材制造构件的微观组织演变受进料方式和再结晶机制共同调控.在剪切与热力耦合作用下,进给材料(板材、棒材、丝材)发生动态再结晶及第二相破碎和溶解,形成均匀细小的等轴细晶,从而改善了界面结合性能.然而,在多层沉积过程中,热循环可能导致成分梯度、局部晶粒粗化、孔洞或未充分混合区等缺陷,降低了力学性能.因此,需通过精确控制热输入和工艺参数,并结合热处理与辅助工艺,进一步提升构件的力学性能,满足工业应用需求. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... [
1 ,
24 ,
31 ,
32 ,
43 ,
51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
A comprehensive overview of additive manufacturing aluminum alloys: Classifications, structures, properties and defects elimination
3
2025
... 随着航空航天、轨道交通等高端制造领域对构件复杂度和性能要求不断提升,传统铸造、锻造结合机械加工的制造方法已难以满足大型复杂轻质金属(如铝、镁、钛等合金)构件的快速制备需求[1 ,2 ] .高效制造高性能轻量化金属构件是推动结构设计创新、突破性能瓶颈的关键技术.增材制造技术通过材料逐层堆积直接构建零部件,具有可制备复杂几何形状、材料利用率高和交付周期短等优势[3 ] ,被视为引领未来制造变革的颠覆性技术,特别在个性化定制方面表现突出,受到全球政府、研究机构和企业的高度关注[2 ] . ...
... [2 ]. ...
... 目前,增材制造材料主要包括金属、非金属和复合材料.其中,金属增材制造技术按成形原理可分为熔融类和固相类两类[5 ] ,如图1 所示.熔融类增材制造通过热源局部熔化粉末或丝材,并使其快速凝固以逐层成形.该技术根据热源类型可分为电弧送丝增材制造、选择性激光熔融增材制造和电子束熔化增材制造.尽管熔融类增材制造已广泛应用,但在轻质合金成形过程中,材料经历的固-液-固相变易诱发孔隙、夹杂等凝固缺陷,进而导致材料各向异性、构件变形及尺寸精度失控等问题[2 ] . ...
Research progress of friction stir additive manufacturing technology
2
2023
... 随着航空航天、轨道交通等高端制造领域对构件复杂度和性能要求不断提升,传统铸造、锻造结合机械加工的制造方法已难以满足大型复杂轻质金属(如铝、镁、钛等合金)构件的快速制备需求[1 ,2 ] .高效制造高性能轻量化金属构件是推动结构设计创新、突破性能瓶颈的关键技术.增材制造技术通过材料逐层堆积直接构建零部件,具有可制备复杂几何形状、材料利用率高和交付周期短等优势[3 ] ,被视为引领未来制造变革的颠覆性技术,特别在个性化定制方面表现突出,受到全球政府、研究机构和企业的高度关注[2 ] . ...
... 在航空航天领域的需求推动下,固相摩擦增材制造技术在工艺、装备和产线建设等方面均呈现出快速发展态势.申志康等[6 ] 全面综述了国内外AFSD技术在产热机制、材料流动、工具设计、工艺参数、组织演变以及相关装备开发和工程应用等方面的研究进展.温琦等[10 ] 阐述了FSAM技术的基本成形原理、发展趋势、微观组织演变以及力学性能.李会朝等[3 ] 聚焦于固相摩擦增材制造的设备研发单位、初步应用实践以及未来装置设计方向.Korgancı和Bozkurt[11 ] 总结了AFSD的工艺原理、技术优势及其在多种材料中的应用进展.Hassan等[5 ] 回顾了FSAM技术的发展历程和基本原理,分析了不同材料体系中工艺参数对缺陷形成的影响,并探讨了其微观组织、力学性能和应用现状.Bozkurt等[12 ] 重点研究了FSAM工艺参数与性能间的关系及其在航空航天部件制造中的应用潜力.然而,现有综述尚缺乏对多种新型固相摩擦增材制造技术在构件制备应用方面的系统性梳理.因此,本文系统阐述了固相摩擦增材制造技术的最新研究进展及应用现状,并深入探讨其在航空航天领域大型构件制造和零部件修复方面的潜在应用价值和影响. ...
搅拌摩擦增材制造技术研究进展
2
2023
... 随着航空航天、轨道交通等高端制造领域对构件复杂度和性能要求不断提升,传统铸造、锻造结合机械加工的制造方法已难以满足大型复杂轻质金属(如铝、镁、钛等合金)构件的快速制备需求[1 ,2 ] .高效制造高性能轻量化金属构件是推动结构设计创新、突破性能瓶颈的关键技术.增材制造技术通过材料逐层堆积直接构建零部件,具有可制备复杂几何形状、材料利用率高和交付周期短等优势[3 ] ,被视为引领未来制造变革的颠覆性技术,特别在个性化定制方面表现突出,受到全球政府、研究机构和企业的高度关注[2 ] . ...
... 在航空航天领域的需求推动下,固相摩擦增材制造技术在工艺、装备和产线建设等方面均呈现出快速发展态势.申志康等[6 ] 全面综述了国内外AFSD技术在产热机制、材料流动、工具设计、工艺参数、组织演变以及相关装备开发和工程应用等方面的研究进展.温琦等[10 ] 阐述了FSAM技术的基本成形原理、发展趋势、微观组织演变以及力学性能.李会朝等[3 ] 聚焦于固相摩擦增材制造的设备研发单位、初步应用实践以及未来装置设计方向.Korgancı和Bozkurt[11 ] 总结了AFSD的工艺原理、技术优势及其在多种材料中的应用进展.Hassan等[5 ] 回顾了FSAM技术的发展历程和基本原理,分析了不同材料体系中工艺参数对缺陷形成的影响,并探讨了其微观组织、力学性能和应用现状.Bozkurt等[12 ] 重点研究了FSAM工艺参数与性能间的关系及其在航空航天部件制造中的应用潜力.然而,现有综述尚缺乏对多种新型固相摩擦增材制造技术在构件制备应用方面的系统性梳理.因此,本文系统阐述了固相摩擦增材制造技术的最新研究进展及应用现状,并深入探讨其在航空航天领域大型构件制造和零部件修复方面的潜在应用价值和影响. ...
Advancements in digital manufacturing for metal 3D printing
1
2024
... 增材制造领域的权威年度报告《Wohlers Report 2025》显示,2024年全球增材制造市场收入达219亿美元,较2023年增长9.1%.未来10年,全球市场预计年均复合增长率达18%,至2034年市场规模或达到1450亿美元.为抢占技术制高点,中国、欧洲、美国等主要国家和地区纷纷出台政策支持:欧盟“地平线2020”项目推动绿色转型,德国将增材制造技术纳入工业战略,美国国防部等部门发布《国防部增材制造战略》并启动“AM Forward”计划,并联合制定标准化路线图.自2015年《中国制造2025》将增材制造技术列为国家战略重点以来,中国系统性推进产业布局.进入“十四五”阶段后,政策进一步聚焦于技术攻坚和绿色融合,密集推动技术研发专项、新职业设立及首批应用场景落地.至2024年,国务院及多部委将增材制造技术全面纳入循环经济和绿色制造体系,同步加速工艺标准研制,并通过设备更新方案推动智能制造应用落地[4 ] .增材制造技术已在航空航天领域产业化应用,空客、SpaceX、蓝箭航天和深蓝航天等企业,已利用增材制造技术生产航空发动机零部件、机身结构件和涡轮泵等关键组件,成功实现了轻量化、降本增效和研发周期缩短的目标. ...
金属3D打印数字化制造研究进展
1
2024
... 增材制造领域的权威年度报告《Wohlers Report 2025》显示,2024年全球增材制造市场收入达219亿美元,较2023年增长9.1%.未来10年,全球市场预计年均复合增长率达18%,至2034年市场规模或达到1450亿美元.为抢占技术制高点,中国、欧洲、美国等主要国家和地区纷纷出台政策支持:欧盟“地平线2020”项目推动绿色转型,德国将增材制造技术纳入工业战略,美国国防部等部门发布《国防部增材制造战略》并启动“AM Forward”计划,并联合制定标准化路线图.自2015年《中国制造2025》将增材制造技术列为国家战略重点以来,中国系统性推进产业布局.进入“十四五”阶段后,政策进一步聚焦于技术攻坚和绿色融合,密集推动技术研发专项、新职业设立及首批应用场景落地.至2024年,国务院及多部委将增材制造技术全面纳入循环经济和绿色制造体系,同步加速工艺标准研制,并通过设备更新方案推动智能制造应用落地[4 ] .增材制造技术已在航空航天领域产业化应用,空客、SpaceX、蓝箭航天和深蓝航天等企业,已利用增材制造技术生产航空发动机零部件、机身结构件和涡轮泵等关键组件,成功实现了轻量化、降本增效和研发周期缩短的目标. ...
A comprehensive review of friction stir additive manufacturing (FSAM) of non-ferrous alloys
10
2023
... 目前,增材制造材料主要包括金属、非金属和复合材料.其中,金属增材制造技术按成形原理可分为熔融类和固相类两类[5 ] ,如图1 所示.熔融类增材制造通过热源局部熔化粉末或丝材,并使其快速凝固以逐层成形.该技术根据热源类型可分为电弧送丝增材制造、选择性激光熔融增材制造和电子束熔化增材制造.尽管熔融类增材制造已广泛应用,但在轻质合金成形过程中,材料经历的固-液-固相变易诱发孔隙、夹杂等凝固缺陷,进而导致材料各向异性、构件变形及尺寸精度失控等问题[2 ] . ...
... 在航空航天领域的需求推动下,固相摩擦增材制造技术在工艺、装备和产线建设等方面均呈现出快速发展态势.申志康等[6 ] 全面综述了国内外AFSD技术在产热机制、材料流动、工具设计、工艺参数、组织演变以及相关装备开发和工程应用等方面的研究进展.温琦等[10 ] 阐述了FSAM技术的基本成形原理、发展趋势、微观组织演变以及力学性能.李会朝等[3 ] 聚焦于固相摩擦增材制造的设备研发单位、初步应用实践以及未来装置设计方向.Korgancı和Bozkurt[11 ] 总结了AFSD的工艺原理、技术优势及其在多种材料中的应用进展.Hassan等[5 ] 回顾了FSAM技术的发展历程和基本原理,分析了不同材料体系中工艺参数对缺陷形成的影响,并探讨了其微观组织、力学性能和应用现状.Bozkurt等[12 ] 重点研究了FSAM工艺参数与性能间的关系及其在航空航天部件制造中的应用潜力.然而,现有综述尚缺乏对多种新型固相摩擦增材制造技术在构件制备应用方面的系统性梳理.因此,本文系统阐述了固相摩擦增材制造技术的最新研究进展及应用现状,并深入探讨其在航空航天领域大型构件制造和零部件修复方面的潜在应用价值和影响. ...
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
... 板材送料以薄板作为进给材料,通过平面接触逐层沉积.由于该技术较大的接触面积、较宽的热影响区和较长的热滞留时间,因而适用于大截面构件的制备[5 ,12 ,27 ,71 ] .板材送料技术源于搅拌摩擦搭接工艺,其固有缺陷在于两板材的接触面与工具轴向垂直,导致界面处的氧化层难以充分破碎,易形成钩状缺陷[72 ] .此外,流动不足易引起吻合连接缺陷沿层界面呈不连续分布.此类缺陷可通过提高锻压力、主轴转速或优化旋转工具结构予以改善[73 ] . ...
... 与传统减材制造相比,固相摩擦增材制造无需模具,可显著缩短工序流程和制造周期,并实现复杂结构轻量化.美国波音公司和欧洲空客公司已验证了该技术可通过节约材料和提升效率实现低成本制造[90 ,97 ] ,并在米级军用舰体和航空航天结构件的制造和修复中展现出应用潜力.在猎户座载人飞船项目中,FSAM技术被用于主结构的整体构建.2016 年,洛克希德⋅ 图 12a [5 ] ).波音公司与英国焊接研究所合作,生产波音777飞机的近净成形高效结构件(图12b [5 ] ).爱迪生焊接研究所研究团队成功制备了大型非熔化焊接铝合金近净成形部件,并详细阐述了其实验工艺和制造流程(图 12c [5 ] ).此外,通过FSAM工艺将局部或整圈加强环焊接于压力容器和管道表面,可显著降低高温高压环境下的蠕变失效风险(图 12d [5 ] ). ...
... [5 ]).爱迪生焊接研究所研究团队成功制备了大型非熔化焊接铝合金近净成形部件,并详细阐述了其实验工艺和制造流程(图 12c [5 ] ).此外,通过FSAM工艺将局部或整圈加强环焊接于压力容器和管道表面,可显著降低高温高压环境下的蠕变失效风险(图 12d [5 ] ). ...
... [5 ]).此外,通过FSAM工艺将局部或整圈加强环焊接于压力容器和管道表面,可显著降低高温高压环境下的蠕变失效风险(图 12d [5 ] ). ...
... [5 ]). ...
... [
5 ]
Schematics of the main structural components of the Orion manned spacecraft (a), experimental apparatus for FSAM process production (b), airborne floor components (c), and alloy reinforcement rings on pressure vessels (d)<sup>[<xref ref-type="bibr" rid="R5">5</xref>]</sup> (FSW—friction stir welding) Fig.12 ![]()
<strong>4.2</strong> 搅拌摩擦沉积增材制造 MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
... [
5 ] (FSW—friction stir welding)
Fig.12 ![]()
<strong>4.2</strong> 搅拌摩擦沉积增材制造 MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
Fundamentals and prospects of additive friction stir deposition: Opportunities and challenges
15
2025
... 常见的固相增材制造技术主要包括超声波增材制造、冷喷涂增材制造和固相摩擦增材制造技术等.不同固相增材技术亦存在局限性:冷喷涂因塑性不足难以制备复杂零件,基于箔材叠层的扩散焊和超声焊则更适合小型构件[6 ] .相比之下,固相摩擦增材制造技术在大型轻质合金构件制造中展现出独特优势[7 ,8 ] .该技术在成形过程中基于材料塑性变形实现堆积,无需金属熔化,从而有效规避了由熔凝过程引起的典型缺陷,在高性能轻质合金构件快速制造领域具有显著的应用潜力[9 ] .固相摩擦增材制造技术根据工艺特征主要分为六类(图1 ):基于搅拌摩擦的增材制造(friction stir additive manufacturing,FSAM),摩擦表面沉积增材制造(friction surfacing deposition additive manufacturing,FSDAM),搅拌摩擦沉积增材制造(additive friction stir deposition,AFSD),摩擦挤压沉积增材制造(additive friction extrusion deposition,AFED),摩擦螺杆挤压增材制造(friction screw extrusion additive manufacturing,FSEAM),及摩擦辊压增材制造(friction rolling additive manufacturing,FRAM). ...
... 在航空航天领域的需求推动下,固相摩擦增材制造技术在工艺、装备和产线建设等方面均呈现出快速发展态势.申志康等[6 ] 全面综述了国内外AFSD技术在产热机制、材料流动、工具设计、工艺参数、组织演变以及相关装备开发和工程应用等方面的研究进展.温琦等[10 ] 阐述了FSAM技术的基本成形原理、发展趋势、微观组织演变以及力学性能.李会朝等[3 ] 聚焦于固相摩擦增材制造的设备研发单位、初步应用实践以及未来装置设计方向.Korgancı和Bozkurt[11 ] 总结了AFSD的工艺原理、技术优势及其在多种材料中的应用进展.Hassan等[5 ] 回顾了FSAM技术的发展历程和基本原理,分析了不同材料体系中工艺参数对缺陷形成的影响,并探讨了其微观组织、力学性能和应用现状.Bozkurt等[12 ] 重点研究了FSAM工艺参数与性能间的关系及其在航空航天部件制造中的应用潜力.然而,现有综述尚缺乏对多种新型固相摩擦增材制造技术在构件制备应用方面的系统性梳理.因此,本文系统阐述了固相摩擦增材制造技术的最新研究进展及应用现状,并深入探讨其在航空航天领域大型构件制造和零部件修复方面的潜在应用价值和影响. ...
... 近年来,多家公司和研究机构在固相摩擦搅拌增材设备研发方面取得了重要进展.航天工程装备(苏州)有限公司基于AFSD技术研制了多功能固相复合增材装备(图11a [6 ] ),采用桥式结构,可适配传统刀柄或集成数据采集和智能闭环控制的“智慧刀柄”,并利用直径为10 mm的合金棒材实现轻质合金的增材、表面改性和涂层制备.美国MELD公司开发的AFSD工艺可加工多种材料,所制备的构件晶粒细小均匀,力学性能媲美锻件水平,已用于航空、国防等领域的新件打印、修复以及功能梯度材料制备等[100 ,101 ] (图11b [100 ] ).图11c [6 ] 为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备. ...
... [6 ]为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备. ...
... [
6 ],MELD公司(美国)的固相增材设备
[100 ] ,美国陆军开发的FSAM设备
[6 ] ,FSAM 850搅拌摩擦增材制造设备
[10 ] ,立式加工中心FRAM 1165设备,FRAM 2213龙门加工设备,固相摩擦挤压AFSD设备
[6 ] ,及全球最大的AFSD装备
[6 ] Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... [
6 ],FSAM 850搅拌摩擦增材制造设备
[10 ] ,立式加工中心FRAM 1165设备,FRAM 2213龙门加工设备,固相摩擦挤压AFSD设备
[6 ] ,及全球最大的AFSD装备
[6 ] Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... [
6 ],及全球最大的AFSD装备
[6 ] Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... [
6 ]
Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... (c) FSAM equipment developed by the U.S. Army[6 ] ...
... (g) solid phase friction extrusion AFSD equipment[6 ] ...
... (h) the largest AFSD equipment in the world[6 ] ...
... 哈尔滨万洲焊接技术有限公司开发的FSAM 850型固相摩擦增材制造龙门设备(图11d [10 ] )配备压力和数控位移系统,可实现连续沉积成形[10 ] .刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
... [6 ]),用于地面防御车辆的制造. ...
... MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
搅拌摩擦沉积增材制造机理及展望: 机遇与挑战
15
2025
... 常见的固相增材制造技术主要包括超声波增材制造、冷喷涂增材制造和固相摩擦增材制造技术等.不同固相增材技术亦存在局限性:冷喷涂因塑性不足难以制备复杂零件,基于箔材叠层的扩散焊和超声焊则更适合小型构件[6 ] .相比之下,固相摩擦增材制造技术在大型轻质合金构件制造中展现出独特优势[7 ,8 ] .该技术在成形过程中基于材料塑性变形实现堆积,无需金属熔化,从而有效规避了由熔凝过程引起的典型缺陷,在高性能轻质合金构件快速制造领域具有显著的应用潜力[9 ] .固相摩擦增材制造技术根据工艺特征主要分为六类(图1 ):基于搅拌摩擦的增材制造(friction stir additive manufacturing,FSAM),摩擦表面沉积增材制造(friction surfacing deposition additive manufacturing,FSDAM),搅拌摩擦沉积增材制造(additive friction stir deposition,AFSD),摩擦挤压沉积增材制造(additive friction extrusion deposition,AFED),摩擦螺杆挤压增材制造(friction screw extrusion additive manufacturing,FSEAM),及摩擦辊压增材制造(friction rolling additive manufacturing,FRAM). ...
... 在航空航天领域的需求推动下,固相摩擦增材制造技术在工艺、装备和产线建设等方面均呈现出快速发展态势.申志康等[6 ] 全面综述了国内外AFSD技术在产热机制、材料流动、工具设计、工艺参数、组织演变以及相关装备开发和工程应用等方面的研究进展.温琦等[10 ] 阐述了FSAM技术的基本成形原理、发展趋势、微观组织演变以及力学性能.李会朝等[3 ] 聚焦于固相摩擦增材制造的设备研发单位、初步应用实践以及未来装置设计方向.Korgancı和Bozkurt[11 ] 总结了AFSD的工艺原理、技术优势及其在多种材料中的应用进展.Hassan等[5 ] 回顾了FSAM技术的发展历程和基本原理,分析了不同材料体系中工艺参数对缺陷形成的影响,并探讨了其微观组织、力学性能和应用现状.Bozkurt等[12 ] 重点研究了FSAM工艺参数与性能间的关系及其在航空航天部件制造中的应用潜力.然而,现有综述尚缺乏对多种新型固相摩擦增材制造技术在构件制备应用方面的系统性梳理.因此,本文系统阐述了固相摩擦增材制造技术的最新研究进展及应用现状,并深入探讨其在航空航天领域大型构件制造和零部件修复方面的潜在应用价值和影响. ...
... 近年来,多家公司和研究机构在固相摩擦搅拌增材设备研发方面取得了重要进展.航天工程装备(苏州)有限公司基于AFSD技术研制了多功能固相复合增材装备(图11a [6 ] ),采用桥式结构,可适配传统刀柄或集成数据采集和智能闭环控制的“智慧刀柄”,并利用直径为10 mm的合金棒材实现轻质合金的增材、表面改性和涂层制备.美国MELD公司开发的AFSD工艺可加工多种材料,所制备的构件晶粒细小均匀,力学性能媲美锻件水平,已用于航空、国防等领域的新件打印、修复以及功能梯度材料制备等[100 ,101 ] (图11b [100 ] ).图11c [6 ] 为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备. ...
... [6 ]为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备. ...
... [
6 ],MELD公司(美国)的固相增材设备
[100 ] ,美国陆军开发的FSAM设备
[6 ] ,FSAM 850搅拌摩擦增材制造设备
[10 ] ,立式加工中心FRAM 1165设备,FRAM 2213龙门加工设备,固相摩擦挤压AFSD设备
[6 ] ,及全球最大的AFSD装备
[6 ] Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... [
6 ],FSAM 850搅拌摩擦增材制造设备
[10 ] ,立式加工中心FRAM 1165设备,FRAM 2213龙门加工设备,固相摩擦挤压AFSD设备
[6 ] ,及全球最大的AFSD装备
[6 ] Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... [
6 ],及全球最大的AFSD装备
[6 ] Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... [
6 ]
Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... (c) FSAM equipment developed by the U.S. Army[6 ] ...
... (g) solid phase friction extrusion AFSD equipment[6 ] ...
... (h) the largest AFSD equipment in the world[6 ] ...
... 哈尔滨万洲焊接技术有限公司开发的FSAM 850型固相摩擦增材制造龙门设备(图11d [10 ] )配备压力和数控位移系统,可实现连续沉积成形[10 ] .刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
... [6 ]),用于地面防御车辆的制造. ...
... MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
Friction stir-based additive manufacturing
2
2022
... 常见的固相增材制造技术主要包括超声波增材制造、冷喷涂增材制造和固相摩擦增材制造技术等.不同固相增材技术亦存在局限性:冷喷涂因塑性不足难以制备复杂零件,基于箔材叠层的扩散焊和超声焊则更适合小型构件[6 ] .相比之下,固相摩擦增材制造技术在大型轻质合金构件制造中展现出独特优势[7 ,8 ] .该技术在成形过程中基于材料塑性变形实现堆积,无需金属熔化,从而有效规避了由熔凝过程引起的典型缺陷,在高性能轻质合金构件快速制造领域具有显著的应用潜力[9 ] .固相摩擦增材制造技术根据工艺特征主要分为六类(图1 ):基于搅拌摩擦的增材制造(friction stir additive manufacturing,FSAM),摩擦表面沉积增材制造(friction surfacing deposition additive manufacturing,FSDAM),搅拌摩擦沉积增材制造(additive friction stir deposition,AFSD),摩擦挤压沉积增材制造(additive friction extrusion deposition,AFED),摩擦螺杆挤压增材制造(friction screw extrusion additive manufacturing,FSEAM),及摩擦辊压增材制造(friction rolling additive manufacturing,FRAM). ...
... 随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Metal additive manufacturing using friction stir engineering: A review on microstructural evolution, tooling and design strategies
3
2021
... 常见的固相增材制造技术主要包括超声波增材制造、冷喷涂增材制造和固相摩擦增材制造技术等.不同固相增材技术亦存在局限性:冷喷涂因塑性不足难以制备复杂零件,基于箔材叠层的扩散焊和超声焊则更适合小型构件[6 ] .相比之下,固相摩擦增材制造技术在大型轻质合金构件制造中展现出独特优势[7 ,8 ] .该技术在成形过程中基于材料塑性变形实现堆积,无需金属熔化,从而有效规避了由熔凝过程引起的典型缺陷,在高性能轻质合金构件快速制造领域具有显著的应用潜力[9 ] .固相摩擦增材制造技术根据工艺特征主要分为六类(图1 ):基于搅拌摩擦的增材制造(friction stir additive manufacturing,FSAM),摩擦表面沉积增材制造(friction surfacing deposition additive manufacturing,FSDAM),搅拌摩擦沉积增材制造(additive friction stir deposition,AFSD),摩擦挤压沉积增材制造(additive friction extrusion deposition,AFED),摩擦螺杆挤压增材制造(friction screw extrusion additive manufacturing,FSEAM),及摩擦辊压增材制造(friction rolling additive manufacturing,FRAM). ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Potentials and strategies of solid-state additive friction-stir manufacturing technology: A critical review
1
2018
... 常见的固相增材制造技术主要包括超声波增材制造、冷喷涂增材制造和固相摩擦增材制造技术等.不同固相增材技术亦存在局限性:冷喷涂因塑性不足难以制备复杂零件,基于箔材叠层的扩散焊和超声焊则更适合小型构件[6 ] .相比之下,固相摩擦增材制造技术在大型轻质合金构件制造中展现出独特优势[7 ,8 ] .该技术在成形过程中基于材料塑性变形实现堆积,无需金属熔化,从而有效规避了由熔凝过程引起的典型缺陷,在高性能轻质合金构件快速制造领域具有显著的应用潜力[9 ] .固相摩擦增材制造技术根据工艺特征主要分为六类(图1 ):基于搅拌摩擦的增材制造(friction stir additive manufacturing,FSAM),摩擦表面沉积增材制造(friction surfacing deposition additive manufacturing,FSDAM),搅拌摩擦沉积增材制造(additive friction stir deposition,AFSD),摩擦挤压沉积增材制造(additive friction extrusion deposition,AFED),摩擦螺杆挤压增材制造(friction screw extrusion additive manufacturing,FSEAM),及摩擦辊压增材制造(friction rolling additive manufacturing,FRAM). ...
Development in key technique and equipment of friction stir additive manufacturing
5
2022
... 在航空航天领域的需求推动下,固相摩擦增材制造技术在工艺、装备和产线建设等方面均呈现出快速发展态势.申志康等[6 ] 全面综述了国内外AFSD技术在产热机制、材料流动、工具设计、工艺参数、组织演变以及相关装备开发和工程应用等方面的研究进展.温琦等[10 ] 阐述了FSAM技术的基本成形原理、发展趋势、微观组织演变以及力学性能.李会朝等[3 ] 聚焦于固相摩擦增材制造的设备研发单位、初步应用实践以及未来装置设计方向.Korgancı和Bozkurt[11 ] 总结了AFSD的工艺原理、技术优势及其在多种材料中的应用进展.Hassan等[5 ] 回顾了FSAM技术的发展历程和基本原理,分析了不同材料体系中工艺参数对缺陷形成的影响,并探讨了其微观组织、力学性能和应用现状.Bozkurt等[12 ] 重点研究了FSAM工艺参数与性能间的关系及其在航空航天部件制造中的应用潜力.然而,现有综述尚缺乏对多种新型固相摩擦增材制造技术在构件制备应用方面的系统性梳理.因此,本文系统阐述了固相摩擦增材制造技术的最新研究进展及应用现状,并深入探讨其在航空航天领域大型构件制造和零部件修复方面的潜在应用价值和影响. ...
... 近年来,多家公司和研究机构在固相摩擦搅拌增材设备研发方面取得了重要进展.航天工程装备(苏州)有限公司基于AFSD技术研制了多功能固相复合增材装备(
图11a [6 ] ),采用桥式结构,可适配传统刀柄或集成数据采集和智能闭环控制的“智慧刀柄”,并利用直径为10 mm的合金棒材实现轻质合金的增材、表面改性和涂层制备.美国MELD公司开发的AFSD工艺可加工多种材料,所制备的构件晶粒细小均匀,力学性能媲美锻件水平,已用于航空、国防等领域的新件打印、修复以及功能梯度材料制备等
[100 ,101 ] (
图11b [100 ] ).
图11c [6 ] 为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备.
图11 国内外研发的固相摩擦搅拌增材设备:航天工程装备(苏州)有限公司的多功能固相复合增材设备<sup>[<xref ref-type="bibr" rid="R6">6</xref>]</sup>,MELD公司(美国)的固相增材设备<sup>[<xref ref-type="bibr" rid="R100">100</xref>]</sup>,美国陆军开发的FSAM设备<sup>[<xref ref-type="bibr" rid="R6">6</xref>]</sup>,FSAM 850搅拌摩擦增材制造设备<sup>[<xref ref-type="bibr" rid="R10">10</xref>]</sup>,立式加工中心FRAM 1165设备,FRAM 2213龙门加工设备,固相摩擦挤压AFSD设备<sup>[<xref ref-type="bibr" rid="R6">6</xref>]</sup>,及全球最大的AFSD装备<sup>[<xref ref-type="bibr" rid="R6">6</xref>]</sup> Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... (d) FSAM850 stirring friction additive manufacturing equipment[10 ] (CNC—computer numerical control) ...
... 哈尔滨万洲焊接技术有限公司开发的FSAM 850型固相摩擦增材制造龙门设备(图11d [10 ] )配备压力和数控位移系统,可实现连续沉积成形[10 ] .刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
... [10 ].刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
搅拌摩擦增材制造关键技术与装备发展
5
2022
... 在航空航天领域的需求推动下,固相摩擦增材制造技术在工艺、装备和产线建设等方面均呈现出快速发展态势.申志康等[6 ] 全面综述了国内外AFSD技术在产热机制、材料流动、工具设计、工艺参数、组织演变以及相关装备开发和工程应用等方面的研究进展.温琦等[10 ] 阐述了FSAM技术的基本成形原理、发展趋势、微观组织演变以及力学性能.李会朝等[3 ] 聚焦于固相摩擦增材制造的设备研发单位、初步应用实践以及未来装置设计方向.Korgancı和Bozkurt[11 ] 总结了AFSD的工艺原理、技术优势及其在多种材料中的应用进展.Hassan等[5 ] 回顾了FSAM技术的发展历程和基本原理,分析了不同材料体系中工艺参数对缺陷形成的影响,并探讨了其微观组织、力学性能和应用现状.Bozkurt等[12 ] 重点研究了FSAM工艺参数与性能间的关系及其在航空航天部件制造中的应用潜力.然而,现有综述尚缺乏对多种新型固相摩擦增材制造技术在构件制备应用方面的系统性梳理.因此,本文系统阐述了固相摩擦增材制造技术的最新研究进展及应用现状,并深入探讨其在航空航天领域大型构件制造和零部件修复方面的潜在应用价值和影响. ...
... 近年来,多家公司和研究机构在固相摩擦搅拌增材设备研发方面取得了重要进展.航天工程装备(苏州)有限公司基于AFSD技术研制了多功能固相复合增材装备(
图11a [6 ] ),采用桥式结构,可适配传统刀柄或集成数据采集和智能闭环控制的“智慧刀柄”,并利用直径为10 mm的合金棒材实现轻质合金的增材、表面改性和涂层制备.美国MELD公司开发的AFSD工艺可加工多种材料,所制备的构件晶粒细小均匀,力学性能媲美锻件水平,已用于航空、国防等领域的新件打印、修复以及功能梯度材料制备等
[100 ,101 ] (
图11b [100 ] ).
图11c [6 ] 为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备.
图11 国内外研发的固相摩擦搅拌增材设备:航天工程装备(苏州)有限公司的多功能固相复合增材设备<sup>[<xref ref-type="bibr" rid="R6">6</xref>]</sup>,MELD公司(美国)的固相增材设备<sup>[<xref ref-type="bibr" rid="R100">100</xref>]</sup>,美国陆军开发的FSAM设备<sup>[<xref ref-type="bibr" rid="R6">6</xref>]</sup>,FSAM 850搅拌摩擦增材制造设备<sup>[<xref ref-type="bibr" rid="R10">10</xref>]</sup>,立式加工中心FRAM 1165设备,FRAM 2213龙门加工设备,固相摩擦挤压AFSD设备<sup>[<xref ref-type="bibr" rid="R6">6</xref>]</sup>,及全球最大的AFSD装备<sup>[<xref ref-type="bibr" rid="R6">6</xref>]</sup> Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... (d) FSAM850 stirring friction additive manufacturing equipment[10 ] (CNC—computer numerical control) ...
... 哈尔滨万洲焊接技术有限公司开发的FSAM 850型固相摩擦增材制造龙门设备(图11d [10 ] )配备压力和数控位移系统,可实现连续沉积成形[10 ] .刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
... [10 ].刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
Recent developments in additive friction stir deposition (AFSD)
3
2024
... 在航空航天领域的需求推动下,固相摩擦增材制造技术在工艺、装备和产线建设等方面均呈现出快速发展态势.申志康等[6 ] 全面综述了国内外AFSD技术在产热机制、材料流动、工具设计、工艺参数、组织演变以及相关装备开发和工程应用等方面的研究进展.温琦等[10 ] 阐述了FSAM技术的基本成形原理、发展趋势、微观组织演变以及力学性能.李会朝等[3 ] 聚焦于固相摩擦增材制造的设备研发单位、初步应用实践以及未来装置设计方向.Korgancı和Bozkurt[11 ] 总结了AFSD的工艺原理、技术优势及其在多种材料中的应用进展.Hassan等[5 ] 回顾了FSAM技术的发展历程和基本原理,分析了不同材料体系中工艺参数对缺陷形成的影响,并探讨了其微观组织、力学性能和应用现状.Bozkurt等[12 ] 重点研究了FSAM工艺参数与性能间的关系及其在航空航天部件制造中的应用潜力.然而,现有综述尚缺乏对多种新型固相摩擦增材制造技术在构件制备应用方面的系统性梳理.因此,本文系统阐述了固相摩擦增材制造技术的最新研究进展及应用现状,并深入探讨其在航空航天领域大型构件制造和零部件修复方面的潜在应用价值和影响. ...
... MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
... [11 ,98 ,100 ],包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
A comprehensive review on friction stir additive manufacturing of various structural alloys for aerospace applications
2
2025
... 在航空航天领域的需求推动下,固相摩擦增材制造技术在工艺、装备和产线建设等方面均呈现出快速发展态势.申志康等[6 ] 全面综述了国内外AFSD技术在产热机制、材料流动、工具设计、工艺参数、组织演变以及相关装备开发和工程应用等方面的研究进展.温琦等[10 ] 阐述了FSAM技术的基本成形原理、发展趋势、微观组织演变以及力学性能.李会朝等[3 ] 聚焦于固相摩擦增材制造的设备研发单位、初步应用实践以及未来装置设计方向.Korgancı和Bozkurt[11 ] 总结了AFSD的工艺原理、技术优势及其在多种材料中的应用进展.Hassan等[5 ] 回顾了FSAM技术的发展历程和基本原理,分析了不同材料体系中工艺参数对缺陷形成的影响,并探讨了其微观组织、力学性能和应用现状.Bozkurt等[12 ] 重点研究了FSAM工艺参数与性能间的关系及其在航空航天部件制造中的应用潜力.然而,现有综述尚缺乏对多种新型固相摩擦增材制造技术在构件制备应用方面的系统性梳理.因此,本文系统阐述了固相摩擦增材制造技术的最新研究进展及应用现状,并深入探讨其在航空航天领域大型构件制造和零部件修复方面的潜在应用价值和影响. ...
... 板材送料以薄板作为进给材料,通过平面接触逐层沉积.由于该技术较大的接触面积、较宽的热影响区和较长的热滞留时间,因而适用于大截面构件的制备[5 ,12 ,27 ,71 ] .板材送料技术源于搅拌摩擦搭接工艺,其固有缺陷在于两板材的接触面与工具轴向垂直,导致界面处的氧化层难以充分破碎,易形成钩状缺陷[72 ] .此外,流动不足易引起吻合连接缺陷沿层界面呈不连续分布.此类缺陷可通过提高锻压力、主轴转速或优化旋转工具结构予以改善[73 ] . ...
Friction stir welding and processing
2
2005
... 自1991年英国焊接研究所发明搅拌摩擦焊(friction stir welding,FSW)技术以来,该技术凭借其低成本、高质量焊缝及环境友好等优势,在多个工业领域得到广泛应用[13 ~15 ] .FSW技术通过高速旋转的搅拌头插入待焊工件,利用摩擦产热和塑性变形使接触区材料软化[16 ] .随着搅拌头沿焊接路径移动,热塑性材料自搅拌头前方流向后方,填充移动形成的空腔,并在轴肩挤压力作用下实现固相连接[13 ,17 ~19 ] .基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
... [13 ,17 ~19 ].基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
The general design of machining control system and a process simulation for advice friction additive manufacturing
2
2018
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
... 随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
先进摩擦增材制造控制系统总体设计与过程仿真
2
2018
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
... 随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
The overview of friction stir additive manufacturing
1
2019
... 自1991年英国焊接研究所发明搅拌摩擦焊(friction stir welding,FSW)技术以来,该技术凭借其低成本、高质量焊缝及环境友好等优势,在多个工业领域得到广泛应用[13 ~15 ] .FSW技术通过高速旋转的搅拌头插入待焊工件,利用摩擦产热和塑性变形使接触区材料软化[16 ] .随着搅拌头沿焊接路径移动,热塑性材料自搅拌头前方流向后方,填充移动形成的空腔,并在轴肩挤压力作用下实现固相连接[13 ,17 ~19 ] .基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
摩擦搅拌增材制造发展概述
1
2019
... 自1991年英国焊接研究所发明搅拌摩擦焊(friction stir welding,FSW)技术以来,该技术凭借其低成本、高质量焊缝及环境友好等优势,在多个工业领域得到广泛应用[13 ~15 ] .FSW技术通过高速旋转的搅拌头插入待焊工件,利用摩擦产热和塑性变形使接触区材料软化[16 ] .随着搅拌头沿焊接路径移动,热塑性材料自搅拌头前方流向后方,填充移动形成的空腔,并在轴肩挤压力作用下实现固相连接[13 ,17 ~19 ] .基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
Research progress on friction stir welding and processing
1
2016
... 自1991年英国焊接研究所发明搅拌摩擦焊(friction stir welding,FSW)技术以来,该技术凭借其低成本、高质量焊缝及环境友好等优势,在多个工业领域得到广泛应用[13 ~15 ] .FSW技术通过高速旋转的搅拌头插入待焊工件,利用摩擦产热和塑性变形使接触区材料软化[16 ] .随着搅拌头沿焊接路径移动,热塑性材料自搅拌头前方流向后方,填充移动形成的空腔,并在轴肩挤压力作用下实现固相连接[13 ,17 ~19 ] .基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
搅拌摩擦焊接与加工研究进展
1
2016
... 自1991年英国焊接研究所发明搅拌摩擦焊(friction stir welding,FSW)技术以来,该技术凭借其低成本、高质量焊缝及环境友好等优势,在多个工业领域得到广泛应用[13 ~15 ] .FSW技术通过高速旋转的搅拌头插入待焊工件,利用摩擦产热和塑性变形使接触区材料软化[16 ] .随着搅拌头沿焊接路径移动,热塑性材料自搅拌头前方流向后方,填充移动形成的空腔,并在轴肩挤压力作用下实现固相连接[13 ,17 ~19 ] .基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
Enhanced combination of mechanical properties and electrical conductivity of a hard state Cu-Cr-Zr alloy via one-step friction stir processing
2
2021
... 自1991年英国焊接研究所发明搅拌摩擦焊(friction stir welding,FSW)技术以来,该技术凭借其低成本、高质量焊缝及环境友好等优势,在多个工业领域得到广泛应用[13 ~15 ] .FSW技术通过高速旋转的搅拌头插入待焊工件,利用摩擦产热和塑性变形使接触区材料软化[16 ] .随着搅拌头沿焊接路径移动,热塑性材料自搅拌头前方流向后方,填充移动形成的空腔,并在轴肩挤压力作用下实现固相连接[13 ,17 ~19 ] .基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Microstructure and mechanical properties of friction stir processed Cu with an ideal ultrafine-grained structure
1
2016
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
3D printing of fine-grained aluminum alloys through extrusion-based additive manufacturing: Microstructure and property characterization
5
2023
... 自1991年英国焊接研究所发明搅拌摩擦焊(friction stir welding,FSW)技术以来,该技术凭借其低成本、高质量焊缝及环境友好等优势,在多个工业领域得到广泛应用[13 ~15 ] .FSW技术通过高速旋转的搅拌头插入待焊工件,利用摩擦产热和塑性变形使接触区材料软化[16 ] .随着搅拌头沿焊接路径移动,热塑性材料自搅拌头前方流向后方,填充移动形成的空腔,并在轴肩挤压力作用下实现固相连接[13 ,17 ~19 ] .基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
... AFED工艺原理如图5 所示.金属原料与可旋转模具之间发生剧烈摩擦并局部受热软化,随后通过旋转模具开口挤出,沉积至特定区域,并沿预设路径逐层构建.AFSD工艺因原料与已沉积层之间直接摩擦产热,需施加较大下压力以保证有效的层间结合,从而限制了其沉积效率[40 ,41 ] .而AFED工艺在沉积前通过旋转模具与原料摩擦使其预热软化,大幅降低了对下压力的要求.Liu等[19 ] 采用6061铝合金棒材开展AFED沉积实验.结果表明,材料在沉积前因模具高速旋转发生剧烈塑性变形,有效促进了晶粒细化.经T6热处理后,沉积样品的抗拉强度和伸长率均可达到锻造态6061铝合金的同等水平. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... [
19 ,
48 ,
59 ,
94 ], 7XXX
[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ] 随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
Friction stir based welding, processing, extrusion and additive manufacturing
2
2024
... 自1991年英国焊接研究所发明搅拌摩擦焊(friction stir welding,FSW)技术以来,该技术凭借其低成本、高质量焊缝及环境友好等优势,在多个工业领域得到广泛应用[13 ~15 ] .FSW技术通过高速旋转的搅拌头插入待焊工件,利用摩擦产热和塑性变形使接触区材料软化[16 ] .随着搅拌头沿焊接路径移动,热塑性材料自搅拌头前方流向后方,填充移动形成的空腔,并在轴肩挤压力作用下实现固相连接[13 ,17 ~19 ] .基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
... AFSD工艺的基本原理是:空心搅拌工具在旋转过程中连续送入原料,通过工具与基材界面的摩擦剪切热使原料软化,并将其挤压至设定宽度;随后,工具肩部进行横向往复运动,借助层间搅拌和塑性变形实现材料的逐层固态沉积[39 ~41 ] ,如图4 所示.AFSD概念最早由苏联学者于1990年提出,直至2004年通用电气公司申请相关专利后受到广泛关注[20 ] .近年来,随着MELD公司利用该工艺成功制造大型构件,AFSD的应用价值得到进一步凸显[39 ,42 ~44 ] . ...
Additive friction stir deposition: A deformation processing route to metal additive manufacturing
0
2021
Optimization of wire feed for GTAW based additive manufacturing
1
2017
... 自1991年英国焊接研究所发明搅拌摩擦焊(friction stir welding,FSW)技术以来,该技术凭借其低成本、高质量焊缝及环境友好等优势,在多个工业领域得到广泛应用[13 ~15 ] .FSW技术通过高速旋转的搅拌头插入待焊工件,利用摩擦产热和塑性变形使接触区材料软化[16 ] .随着搅拌头沿焊接路径移动,热塑性材料自搅拌头前方流向后方,填充移动形成的空腔,并在轴肩挤压力作用下实现固相连接[13 ,17 ~19 ] .基于FSW原理和增材制造原理,研究人员提出了多种固相摩擦增材制造技术,该类技术在增材过程中的温度通常为材料熔点的60%~90%,既避免了材料熔化,又显著减少了因凝固引起的缩孔、裂纹等缺陷,从而提升了材料的力学性能,在轻质金属增材制造领域展现出显著优势[20 ~22 ] . ...
Microstructure evolution and mechanical properties of 6061 aluminum alloy fabricated by friction stir additive manufacturing
3
2025
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
... [
23 ]
Steps in the fabrication of friction stir additive manufacturing (FSAM)<sup>[<xref ref-type="bibr" rid="R23">23</xref>]</sup> Fig.2 ![]()
FSAM成形质量受多种工艺参数影响,主要包括增材道间距及搅拌头的形状和尺寸.孙金睿等[29 ] 基于2A12铝合金开展FSAM工艺实验.结果表明,当增材道间距过大时,增材区中心易出现较大的未结合缺陷,而随着道间距减小,该缺陷明显改善.此外,搅拌针形状亦对增材质量具有重要影响.赵榟钧等[30 ] 研究发现,相较于三角平面圆台状和圆柱状搅拌针,偏心圆柱状及三凹圆弧槽状搅拌针更有利于促进界面上下材料混合,从而提升成形质量. ...
... [
23 ]
Fig.2 ![]()
FSAM成形质量受多种工艺参数影响,主要包括增材道间距及搅拌头的形状和尺寸.孙金睿等[29 ] 基于2A12铝合金开展FSAM工艺实验.结果表明,当增材道间距过大时,增材区中心易出现较大的未结合缺陷,而随着道间距减小,该缺陷明显改善.此外,搅拌针形状亦对增材质量具有重要影响.赵榟钧等[30 ] 研究发现,相较于三角平面圆台状和圆柱状搅拌针,偏心圆柱状及三凹圆弧槽状搅拌针更有利于促进界面上下材料混合,从而提升成形质量. ...
6061铝合金搅拌摩擦增材制造显微组织演变及力学性能
3
2025
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
... [
23 ]
Steps in the fabrication of friction stir additive manufacturing (FSAM)<sup>[<xref ref-type="bibr" rid="R23">23</xref>]</sup> Fig.2 ![]()
FSAM成形质量受多种工艺参数影响,主要包括增材道间距及搅拌头的形状和尺寸.孙金睿等[29 ] 基于2A12铝合金开展FSAM工艺实验.结果表明,当增材道间距过大时,增材区中心易出现较大的未结合缺陷,而随着道间距减小,该缺陷明显改善.此外,搅拌针形状亦对增材质量具有重要影响.赵榟钧等[30 ] 研究发现,相较于三角平面圆台状和圆柱状搅拌针,偏心圆柱状及三凹圆弧槽状搅拌针更有利于促进界面上下材料混合,从而提升成形质量. ...
... [
23 ]
Fig.2 ![]()
FSAM成形质量受多种工艺参数影响,主要包括增材道间距及搅拌头的形状和尺寸.孙金睿等[29 ] 基于2A12铝合金开展FSAM工艺实验.结果表明,当增材道间距过大时,增材区中心易出现较大的未结合缺陷,而随着道间距减小,该缺陷明显改善.此外,搅拌针形状亦对增材质量具有重要影响.赵榟钧等[30 ] 研究发现,相较于三角平面圆台状和圆柱状搅拌针,偏心圆柱状及三凹圆弧槽状搅拌针更有利于促进界面上下材料混合,从而提升成形质量. ...
Microstructure, texture, and mechanical properties correlation of AA5083/AA6061/SiC composite fabricated by FSAM process
3
2023
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... ,
24 ,
31 ,
32 ,
43 ,
51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Microstructural and micro-hardness study on the fabricated Al 5083-O/6061-T6/7075-T6 gradient composite component via a novel route of friction stir additive manufacturing
2
2022
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Friction stir additive manufacturing—An innovative tool to enhance mechanical and microstructural properties
2
2021
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Friction stir additive manufacturing for high structural performance through microstructural control in an Mg based WE43 alloy
3
2015
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
... 板材送料以薄板作为进给材料,通过平面接触逐层沉积.由于该技术较大的接触面积、较宽的热影响区和较长的热滞留时间,因而适用于大截面构件的制备[5 ,12 ,27 ,71 ] .板材送料技术源于搅拌摩擦搭接工艺,其固有缺陷在于两板材的接触面与工具轴向垂直,导致界面处的氧化层难以充分破碎,易形成钩状缺陷[72 ] .此外,流动不足易引起吻合连接缺陷沿层界面呈不连续分布.此类缺陷可通过提高锻压力、主轴转速或优化旋转工具结构予以改善[73 ] . ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Local microstructure evolution and mechanical performance of friction stir additive manufactured 2195 Al-Li alloy
1
2022
... 图2 [23 ] 为FSAM的加工过程.其基本原理是:旋转工具与金属板材摩擦产热使材料软化,并通过机械搅拌实现层间结合,逐层堆积形成三维构件[5 ,14 ,24 ,25 ] .该技术自2002年由White首次申请并获得专利[26 ] ,后被空客和波音等公司用于高性能构件的快速制造.Palanivel等[27 ] 利用FSAM技术对WE43合金进行微观结构调控研究,揭示了不同层界面处存在的复杂微观结构,包括条带区和不同细化程度的等轴晶粒.该技术在航空航天领域大型Al-Li合金结构部件(如加强筋结构和梯度结构)制造中展现出广阔前景.Shen等[28 ] 采用FSAM多道工序制备了2195铝合金试样,发现热机械影响区因机械压碎作用形成细长层状结构,与块状区结构存在显著差异. ...
Influence of process parameters of friction stir additive manufacturing of aluminum alloy on forming effect
1
2018
... FSAM成形质量受多种工艺参数影响,主要包括增材道间距及搅拌头的形状和尺寸.孙金睿等[29 ] 基于2A12铝合金开展FSAM工艺实验.结果表明,当增材道间距过大时,增材区中心易出现较大的未结合缺陷,而随着道间距减小,该缺陷明显改善.此外,搅拌针形状亦对增材质量具有重要影响.赵榟钧等[30 ] 研究发现,相较于三角平面圆台状和圆柱状搅拌针,偏心圆柱状及三凹圆弧槽状搅拌针更有利于促进界面上下材料混合,从而提升成形质量. ...
铝合金搅拌摩擦增材制造工艺参数对成型效果的影响
1
2018
... FSAM成形质量受多种工艺参数影响,主要包括增材道间距及搅拌头的形状和尺寸.孙金睿等[29 ] 基于2A12铝合金开展FSAM工艺实验.结果表明,当增材道间距过大时,增材区中心易出现较大的未结合缺陷,而随着道间距减小,该缺陷明显改善.此外,搅拌针形状亦对增材质量具有重要影响.赵榟钧等[30 ] 研究发现,相较于三角平面圆台状和圆柱状搅拌针,偏心圆柱状及三凹圆弧槽状搅拌针更有利于促进界面上下材料混合,从而提升成形质量. ...
Influence of tool shape and process on formation and defects of friction stir additive manufactured build
1
2019
... FSAM成形质量受多种工艺参数影响,主要包括增材道间距及搅拌头的形状和尺寸.孙金睿等[29 ] 基于2A12铝合金开展FSAM工艺实验.结果表明,当增材道间距过大时,增材区中心易出现较大的未结合缺陷,而随着道间距减小,该缺陷明显改善.此外,搅拌针形状亦对增材质量具有重要影响.赵榟钧等[30 ] 研究发现,相较于三角平面圆台状和圆柱状搅拌针,偏心圆柱状及三凹圆弧槽状搅拌针更有利于促进界面上下材料混合,从而提升成形质量. ...
工具形状及工艺过程对搅拌摩擦增材成形及缺陷的影响
1
2019
... FSAM成形质量受多种工艺参数影响,主要包括增材道间距及搅拌头的形状和尺寸.孙金睿等[29 ] 基于2A12铝合金开展FSAM工艺实验.结果表明,当增材道间距过大时,增材区中心易出现较大的未结合缺陷,而随着道间距减小,该缺陷明显改善.此外,搅拌针形状亦对增材质量具有重要影响.赵榟钧等[30 ] 研究发现,相较于三角平面圆台状和圆柱状搅拌针,偏心圆柱状及三凹圆弧槽状搅拌针更有利于促进界面上下材料混合,从而提升成形质量. ...
Microstructure and wear characterization of AA2124/4wt.%B4C Nano-composite coating on Ti-6Al-4V alloy using friction surfacing
2
2019
... 在特定压力作用下,高速旋转的棒材与基材发生剧烈摩擦,导致棒材末端受热软化并发生塑性变形.软化后的材料在沉积过程中与基体形成冶金结合.随着棒材逐层横向移动,最终实现固相增材成形,该工艺即为FSDAM[31 ~36 ] ,其沉积过程如图3 所示.由于摩擦热将棒材末端加热至黏塑性状态,沉积层易形成细小晶粒组织,从而显著提升力学性能.Rafi等[34 ] 利用H13工具钢,采用FSDAM工艺在低碳钢板材上成功制备出硬度可达600 HV以上的沉积层.与传统熔化类增材制造技术相比,FSDAM技术更适用于金属基复合材料的制备.Zeng等[32 ] 利用FSDAM技术制备的SiCp/2009Al复合材料,得益于均匀分布的SiC颗粒、细晶组织以及牢固的SiCp/Al层界结合等优势,其力学性能显著优于传统挤压材料. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Hybrid additive manufacturing of aluminum matrix composites with improved mechanical properties compared to extruded counterparts
2
2024
... 在特定压力作用下,高速旋转的棒材与基材发生剧烈摩擦,导致棒材末端受热软化并发生塑性变形.软化后的材料在沉积过程中与基体形成冶金结合.随着棒材逐层横向移动,最终实现固相增材成形,该工艺即为FSDAM[31 ~36 ] ,其沉积过程如图3 所示.由于摩擦热将棒材末端加热至黏塑性状态,沉积层易形成细小晶粒组织,从而显著提升力学性能.Rafi等[34 ] 利用H13工具钢,采用FSDAM工艺在低碳钢板材上成功制备出硬度可达600 HV以上的沉积层.与传统熔化类增材制造技术相比,FSDAM技术更适用于金属基复合材料的制备.Zeng等[32 ] 利用FSDAM技术制备的SiCp/2009Al复合材料,得益于均匀分布的SiC颗粒、细晶组织以及牢固的SiCp/Al层界结合等优势,其力学性能显著优于传统挤压材料. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Friction surfacing of metal coatings on steel and aluminum substrate
1
1997
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Friction surfaced tool steel (H13) coatings on low carbon steel: A study on the effects of process parameters on coating characteristics and integrity
2
2010
... 在特定压力作用下,高速旋转的棒材与基材发生剧烈摩擦,导致棒材末端受热软化并发生塑性变形.软化后的材料在沉积过程中与基体形成冶金结合.随着棒材逐层横向移动,最终实现固相增材成形,该工艺即为FSDAM[31 ~36 ] ,其沉积过程如图3 所示.由于摩擦热将棒材末端加热至黏塑性状态,沉积层易形成细小晶粒组织,从而显著提升力学性能.Rafi等[34 ] 利用H13工具钢,采用FSDAM工艺在低碳钢板材上成功制备出硬度可达600 HV以上的沉积层.与传统熔化类增材制造技术相比,FSDAM技术更适用于金属基复合材料的制备.Zeng等[32 ] 利用FSDAM技术制备的SiCp/2009Al复合材料,得益于均匀分布的SiC颗粒、细晶组织以及牢固的SiCp/Al层界结合等优势,其力学性能显著优于传统挤压材料. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Spindle speed in friction surfacing of 316L stainless steel—How it affects the microstructure, hardness and pitting corrosion resistance
1
2019
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Additive manufacturing of AA2024/Al2 O3 nanocomposites via friction surfacing: Investigating metallurgical, mechanical, and tribological properties
2
2025
... 在特定压力作用下,高速旋转的棒材与基材发生剧烈摩擦,导致棒材末端受热软化并发生塑性变形.软化后的材料在沉积过程中与基体形成冶金结合.随着棒材逐层横向移动,最终实现固相增材成形,该工艺即为FSDAM[31 ~36 ] ,其沉积过程如图3 所示.由于摩擦热将棒材末端加热至黏塑性状态,沉积层易形成细小晶粒组织,从而显著提升力学性能.Rafi等[34 ] 利用H13工具钢,采用FSDAM工艺在低碳钢板材上成功制备出硬度可达600 HV以上的沉积层.与传统熔化类增材制造技术相比,FSDAM技术更适用于金属基复合材料的制备.Zeng等[32 ] 利用FSDAM技术制备的SiCp/2009Al复合材料,得益于均匀分布的SiC颗粒、细晶组织以及牢固的SiCp/Al层界结合等优势,其力学性能显著优于传统挤压材料. ...
... FSDAM技术还具备制备成分梯度材料的能力.Nahr等[36 ] 采用FSDAM工艺制备了AA2024-1.5%纳米Al2 O3 复合材料(质量分数),研究显示,纳米颗粒的引入显著细化了动态再结晶晶粒,并通过钉扎效应抑制晶界迁移,在最优参数组合(转速1000 r/min、移动速率80 mm/min、进给速率40 mm/min)下获得平均晶粒尺寸为3.74 μm、硬度达123.75 HV的综合优异性能.Gandra等[37 ] 利用FSDAM技术成功制备了SiC颗粒含量(面积分数)沿沉积高度由 5%增至 30%的梯度复合层,展现出该工艺在单一设备上构建多功能复合结构的潜力.工艺参数对FSDAM沉积件质量具有重要影响.Gandra等[38 ] 研究了下压力、耗材倾斜角度、行程长度和旋转速率等因素对界面结合强度和沉积效率的影响.结果表明:适中的下压力可提高沉积速率;过高的旋转或进给速率会削弱层间结合强度;耗材沿进给方向的适当倾斜有助于提升沉积效率. ...
Wear characterization of functionally graded Al-SiC composite coatings produced by friction surfacing
1
2013
... FSDAM技术还具备制备成分梯度材料的能力.Nahr等[36 ] 采用FSDAM工艺制备了AA2024-1.5%纳米Al2 O3 复合材料(质量分数),研究显示,纳米颗粒的引入显著细化了动态再结晶晶粒,并通过钉扎效应抑制晶界迁移,在最优参数组合(转速1000 r/min、移动速率80 mm/min、进给速率40 mm/min)下获得平均晶粒尺寸为3.74 μm、硬度达123.75 HV的综合优异性能.Gandra等[37 ] 利用FSDAM技术成功制备了SiC颗粒含量(面积分数)沿沉积高度由 5%增至 30%的梯度复合层,展现出该工艺在单一设备上构建多功能复合结构的潜力.工艺参数对FSDAM沉积件质量具有重要影响.Gandra等[38 ] 研究了下压力、耗材倾斜角度、行程长度和旋转速率等因素对界面结合强度和沉积效率的影响.结果表明:适中的下压力可提高沉积速率;过高的旋转或进给速率会削弱层间结合强度;耗材沿进给方向的适当倾斜有助于提升沉积效率. ...
Performance analysis of friction surfacing
2
2012
... FSDAM技术还具备制备成分梯度材料的能力.Nahr等[36 ] 采用FSDAM工艺制备了AA2024-1.5%纳米Al2 O3 复合材料(质量分数),研究显示,纳米颗粒的引入显著细化了动态再结晶晶粒,并通过钉扎效应抑制晶界迁移,在最优参数组合(转速1000 r/min、移动速率80 mm/min、进给速率40 mm/min)下获得平均晶粒尺寸为3.74 μm、硬度达123.75 HV的综合优异性能.Gandra等[37 ] 利用FSDAM技术成功制备了SiC颗粒含量(面积分数)沿沉积高度由 5%增至 30%的梯度复合层,展现出该工艺在单一设备上构建多功能复合结构的潜力.工艺参数对FSDAM沉积件质量具有重要影响.Gandra等[38 ] 研究了下压力、耗材倾斜角度、行程长度和旋转速率等因素对界面结合强度和沉积效率的影响.结果表明:适中的下压力可提高沉积速率;过高的旋转或进给速率会削弱层间结合强度;耗材沿进给方向的适当倾斜有助于提升沉积效率. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Microstructure-deformation relationship of additive friction stir-deposition Al-Mg-Si
2
2019
... AFSD工艺的基本原理是:空心搅拌工具在旋转过程中连续送入原料,通过工具与基材界面的摩擦剪切热使原料软化,并将其挤压至设定宽度;随后,工具肩部进行横向往复运动,借助层间搅拌和塑性变形实现材料的逐层固态沉积[39 ~41 ] ,如图4 所示.AFSD概念最早由苏联学者于1990年提出,直至2004年通用电气公司申请相关专利后受到广泛关注[20 ] .近年来,随着MELD公司利用该工艺成功制造大型构件,AFSD的应用价值得到进一步凸显[39 ,42 ~44 ] . ...
... [39 ,42 ~44 ]. ...
Additive friction stir deposition of SS316: Effect of process parameters on microstructure evolution
3
2023
... AFED工艺原理如图5 所示.金属原料与可旋转模具之间发生剧烈摩擦并局部受热软化,随后通过旋转模具开口挤出,沉积至特定区域,并沿预设路径逐层构建.AFSD工艺因原料与已沉积层之间直接摩擦产热,需施加较大下压力以保证有效的层间结合,从而限制了其沉积效率[40 ,41 ] .而AFED工艺在沉积前通过旋转模具与原料摩擦使其预热软化,大幅降低了对下压力的要求.Liu等[19 ] 采用6061铝合金棒材开展AFED沉积实验.结果表明,材料在沉积前因模具高速旋转发生剧烈塑性变形,有效促进了晶粒细化.经T6热处理后,沉积样品的抗拉强度和伸长率均可达到锻造态6061铝合金的同等水平. ...
... 棒材送料以棒材作为进给材料,沿工具轴向连续进给,在加工区经历剧烈搅拌和塑性流动,显著促进动态再结晶和层间材料混合,从而提高结合强度[41 ,74 ~79 ] .此外,工具头几何形态和摩擦力矩的共同作用可提升加工区峰值温度,促进析出相的溶解.Elfishawy等[80 ] 采用铸造Al-Si合金棒材成功制备出FSDAM样件,其初始晶粒尺寸约为50 μm,经沉积后晶粒尺寸显著细化至2~5 μm,力学性能明显提升.Prakash和Bauri[81 ] 利用FSDAM技术轴向连续构建多层沉积Inconel 718合金,发现材料发生不连续动态再结晶,在13和16 mm/min进给速率下晶粒均匀细化,并出现C织构和典型再结晶织构.Agrawal等[40 ] 系统探究了AFSD工艺参数对SS316不锈钢微观组织的影响.结果表明,随着工具转速的提高,热输入提高,导致晶粒粗化;微观组织中出现的项链状形貌表明不连续动态再结晶为其主要机制. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Examination of microstructure and mechanical properties of direct additive recycling for Al-Mg-Mn alloy machine chip waste
6
2023
... AFSD工艺的基本原理是:空心搅拌工具在旋转过程中连续送入原料,通过工具与基材界面的摩擦剪切热使原料软化,并将其挤压至设定宽度;随后,工具肩部进行横向往复运动,借助层间搅拌和塑性变形实现材料的逐层固态沉积[39 ~41 ] ,如图4 所示.AFSD概念最早由苏联学者于1990年提出,直至2004年通用电气公司申请相关专利后受到广泛关注[20 ] .近年来,随着MELD公司利用该工艺成功制造大型构件,AFSD的应用价值得到进一步凸显[39 ,42 ~44 ] . ...
... AFSD工艺具备广泛的材料适应性,可使用棒状、块状金属或金属废料作为原料[41 ,45 ] .Beck等[41 ] 分别以AA5083铝合金实心棒和切屑为原料,通过螺旋送料系统进行AFSD沉积.结果表明,两种原料沉积样品均形成细化晶粒结构,且切屑沉积体的抗拉强度比实心棒样品提高约7%,表明AFSD工艺可有效利用机械加工废屑制备致密、力学性能优良的构件.Agrawal等[45 ] 以回收的Ti‑6Al‑4V碎片为原料进行沉积,获得屈服强度高达1050 MPa的沉积样品,性能显著优于传统熔融类增材制造工艺.Li等[46 ] 利用AFSD工艺制备了Zn/Mg复合材料,获得了具有多层次界面结构的沉积体,其界面通过层错等缺陷实现应力松弛,表现出优异的塑性协调能力和构件结构完整性.此外,工艺参数对AFSD沉积层的界面结合质量具有明显影响.Chen等[47 ] 研究表明,若主轴转速、进给速率和横向移动速率调控不当,将导致热输入失衡,进而引发凹槽、粗糙边缘及弱结合等缺陷. ...
... [41 ]分别以AA5083铝合金实心棒和切屑为原料,通过螺旋送料系统进行AFSD沉积.结果表明,两种原料沉积样品均形成细化晶粒结构,且切屑沉积体的抗拉强度比实心棒样品提高约7%,表明AFSD工艺可有效利用机械加工废屑制备致密、力学性能优良的构件.Agrawal等[45 ] 以回收的Ti‑6Al‑4V碎片为原料进行沉积,获得屈服强度高达1050 MPa的沉积样品,性能显著优于传统熔融类增材制造工艺.Li等[46 ] 利用AFSD工艺制备了Zn/Mg复合材料,获得了具有多层次界面结构的沉积体,其界面通过层错等缺陷实现应力松弛,表现出优异的塑性协调能力和构件结构完整性.此外,工艺参数对AFSD沉积层的界面结合质量具有明显影响.Chen等[47 ] 研究表明,若主轴转速、进给速率和横向移动速率调控不当,将导致热输入失衡,进而引发凹槽、粗糙边缘及弱结合等缺陷. ...
... AFED工艺原理如图5 所示.金属原料与可旋转模具之间发生剧烈摩擦并局部受热软化,随后通过旋转模具开口挤出,沉积至特定区域,并沿预设路径逐层构建.AFSD工艺因原料与已沉积层之间直接摩擦产热,需施加较大下压力以保证有效的层间结合,从而限制了其沉积效率[40 ,41 ] .而AFED工艺在沉积前通过旋转模具与原料摩擦使其预热软化,大幅降低了对下压力的要求.Liu等[19 ] 采用6061铝合金棒材开展AFED沉积实验.结果表明,材料在沉积前因模具高速旋转发生剧烈塑性变形,有效促进了晶粒细化.经T6热处理后,沉积样品的抗拉强度和伸长率均可达到锻造态6061铝合金的同等水平. ...
... 棒材送料以棒材作为进给材料,沿工具轴向连续进给,在加工区经历剧烈搅拌和塑性流动,显著促进动态再结晶和层间材料混合,从而提高结合强度[41 ,74 ~79 ] .此外,工具头几何形态和摩擦力矩的共同作用可提升加工区峰值温度,促进析出相的溶解.Elfishawy等[80 ] 采用铸造Al-Si合金棒材成功制备出FSDAM样件,其初始晶粒尺寸约为50 μm,经沉积后晶粒尺寸显著细化至2~5 μm,力学性能明显提升.Prakash和Bauri[81 ] 利用FSDAM技术轴向连续构建多层沉积Inconel 718合金,发现材料发生不连续动态再结晶,在13和16 mm/min进给速率下晶粒均匀细化,并出现C织构和典型再结晶织构.Agrawal等[40 ] 系统探究了AFSD工艺参数对SS316不锈钢微观组织的影响.结果表明,随着工具转速的提高,热输入提高,导致晶粒粗化;微观组织中出现的项链状形貌表明不连续动态再结晶为其主要机制. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Microstructures and mechanical behavior of Inconel 625 fabricated by solid-state additive manufacturing
3
2017
... AFSD工艺的基本原理是:空心搅拌工具在旋转过程中连续送入原料,通过工具与基材界面的摩擦剪切热使原料软化,并将其挤压至设定宽度;随后,工具肩部进行横向往复运动,借助层间搅拌和塑性变形实现材料的逐层固态沉积[39 ~41 ] ,如图4 所示.AFSD概念最早由苏联学者于1990年提出,直至2004年通用电气公司申请相关专利后受到广泛关注[20 ] .近年来,随着MELD公司利用该工艺成功制造大型构件,AFSD的应用价值得到进一步凸显[39 ,42 ~44 ] . ...
... 此外,国内外学者围绕多种合金体系开展了系统的力学性能研究,致力于实现构件强度与塑性的协同提升.Mishra团队[90 ] 采用FSAM技术实现了AA5083铝合金和Mg-4Y-3Nd镁合金的固相增材制造.结果表明,两种材料沉积区硬度分别为104和120 HV,均显著高于相应基材.Liu等[91 ] 利用FSAM技术成功制备大型超细晶的铜组件,获得了晶粒结构和硬度分布均匀的沉积层,且加工区的平均硬度优于基材.Rivera等[42 ] 通过AFSD技术制备了IN625镍基合金增材件,沉积样件中晶粒明显细化,抗拉强度达1072 MPa,略高于传统锻件、铸件以及等离子弧增材样件.Liu等[1 ] 通过FRAM工艺制备了7075-TiC复合材料,实现了对微观组织的有效调控,显著提升了材料力学性能(图10 [1 ] ).实验结果表明,与未增强7075铝合金相比,TiC纳米颗粒的引入使复合材料展现出优异的力学性能,热处理后的抗拉强度达到626 MPa,屈服强度为546 MPa,伸长率为15.5%,其综合性能优于多数已报道的Al-Zn-Mg-Cu合金. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
A perspective on solid-state additive manufacturing of aluminum matrix composites using MELD
1
2019
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Influence of texture and grain refinement on the mechanical behavior of AA2219 fabricated by high shear solid state material deposition
2
2018
... AFSD工艺的基本原理是:空心搅拌工具在旋转过程中连续送入原料,通过工具与基材界面的摩擦剪切热使原料软化,并将其挤压至设定宽度;随后,工具肩部进行横向往复运动,借助层间搅拌和塑性变形实现材料的逐层固态沉积[39 ~41 ] ,如图4 所示.AFSD概念最早由苏联学者于1990年提出,直至2004年通用电气公司申请相关专利后受到广泛关注[20 ] .近年来,随着MELD公司利用该工艺成功制造大型构件,AFSD的应用价值得到进一步凸显[39 ,42 ~44 ] . ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Processing-structure-property correlation in additive friction stir deposited Ti-6Al-4V alloy from recycled metal chips
3
2021
... AFSD工艺具备广泛的材料适应性,可使用棒状、块状金属或金属废料作为原料[41 ,45 ] .Beck等[41 ] 分别以AA5083铝合金实心棒和切屑为原料,通过螺旋送料系统进行AFSD沉积.结果表明,两种原料沉积样品均形成细化晶粒结构,且切屑沉积体的抗拉强度比实心棒样品提高约7%,表明AFSD工艺可有效利用机械加工废屑制备致密、力学性能优良的构件.Agrawal等[45 ] 以回收的Ti‑6Al‑4V碎片为原料进行沉积,获得屈服强度高达1050 MPa的沉积样品,性能显著优于传统熔融类增材制造工艺.Li等[46 ] 利用AFSD工艺制备了Zn/Mg复合材料,获得了具有多层次界面结构的沉积体,其界面通过层错等缺陷实现应力松弛,表现出优异的塑性协调能力和构件结构完整性.此外,工艺参数对AFSD沉积层的界面结合质量具有明显影响.Chen等[47 ] 研究表明,若主轴转速、进给速率和横向移动速率调控不当,将导致热输入失衡,进而引发凹槽、粗糙边缘及弱结合等缺陷. ...
... [45 ]以回收的Ti‑6Al‑4V碎片为原料进行沉积,获得屈服强度高达1050 MPa的沉积样品,性能显著优于传统熔融类增材制造工艺.Li等[46 ] 利用AFSD工艺制备了Zn/Mg复合材料,获得了具有多层次界面结构的沉积体,其界面通过层错等缺陷实现应力松弛,表现出优异的塑性协调能力和构件结构完整性.此外,工艺参数对AFSD沉积层的界面结合质量具有明显影响.Chen等[47 ] 研究表明,若主轴转速、进给速率和横向移动速率调控不当,将导致热输入失衡,进而引发凹槽、粗糙边缘及弱结合等缺陷. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Processing and microstructure of bioresorbable Zn/Mg multi-materials manufactured by additive friction stir deposition
1
2025
... AFSD工艺具备广泛的材料适应性,可使用棒状、块状金属或金属废料作为原料[41 ,45 ] .Beck等[41 ] 分别以AA5083铝合金实心棒和切屑为原料,通过螺旋送料系统进行AFSD沉积.结果表明,两种原料沉积样品均形成细化晶粒结构,且切屑沉积体的抗拉强度比实心棒样品提高约7%,表明AFSD工艺可有效利用机械加工废屑制备致密、力学性能优良的构件.Agrawal等[45 ] 以回收的Ti‑6Al‑4V碎片为原料进行沉积,获得屈服强度高达1050 MPa的沉积样品,性能显著优于传统熔融类增材制造工艺.Li等[46 ] 利用AFSD工艺制备了Zn/Mg复合材料,获得了具有多层次界面结构的沉积体,其界面通过层错等缺陷实现应力松弛,表现出优异的塑性协调能力和构件结构完整性.此外,工艺参数对AFSD沉积层的界面结合质量具有明显影响.Chen等[47 ] 研究表明,若主轴转速、进给速率和横向移动速率调控不当,将导致热输入失衡,进而引发凹槽、粗糙边缘及弱结合等缺陷. ...
Wire-based friction stir additive manufacturing of Al-Cu alloy with forging mechanical properties
3
2025
... AFSD工艺具备广泛的材料适应性,可使用棒状、块状金属或金属废料作为原料[41 ,45 ] .Beck等[41 ] 分别以AA5083铝合金实心棒和切屑为原料,通过螺旋送料系统进行AFSD沉积.结果表明,两种原料沉积样品均形成细化晶粒结构,且切屑沉积体的抗拉强度比实心棒样品提高约7%,表明AFSD工艺可有效利用机械加工废屑制备致密、力学性能优良的构件.Agrawal等[45 ] 以回收的Ti‑6Al‑4V碎片为原料进行沉积,获得屈服强度高达1050 MPa的沉积样品,性能显著优于传统熔融类增材制造工艺.Li等[46 ] 利用AFSD工艺制备了Zn/Mg复合材料,获得了具有多层次界面结构的沉积体,其界面通过层错等缺陷实现应力松弛,表现出优异的塑性协调能力和构件结构完整性.此外,工艺参数对AFSD沉积层的界面结合质量具有明显影响.Chen等[47 ] 研究表明,若主轴转速、进给速率和横向移动速率调控不当,将导致热输入失衡,进而引发凹槽、粗糙边缘及弱结合等缺陷. ...
... 丝材进料采用连续细丝作为原料,具有单丝截面小、热输入/体积低的特点,有利于动态再结晶和细小等轴晶形成,适用于薄壁和复杂轮廓构件的精细成形[47 ~49 ,51 ,52 ,82 ] .Chen等[49 ] 提出的W-FSAM技术通过Al-Si合金线材连续进料,并利用搅拌探针促进材料流动与层间冶金结合,有效消除了固态增材制造中的结合缺陷.Rezaeinejad等[82 ] 采用FSEAM技术制备AA6060-T6铝合金,发现所有样品均呈细小等轴晶组织,提高打印速率有助于促进沉积混合与层间结合,而速率过低则易引发层间裂纹和未结合区. ...
... 航天工程装备(苏州)有限公司作为国内首家实现连续送料固相摩擦增材设备工程化应用的企业,研制了全球首个火箭贮箱箱底固相摩擦增材构件[105 ] .该企业打印的直径为 3350 mm的火箭连接环,制造周期由传统锻造的 3~6 个月缩短至 1 ~ 2 个月,且组织和性能不逊于锻造件水平.图15a [106 ] 展示了黄永宪团队利用线材搅拌摩擦增材制造技术制备的复杂大型构件,包括变径结构、半球壳体及法兰环结构[47 ,49 ] .基于自主研发的同轴送粉搅拌摩擦增材装备,Zhang等[77 ] 成功实现了4层纯Al样品的沉积,并进一步将该技术应用于2319铝合金“回”字形结构件的制备(图15b [106 ] ). ...
Friction screw extrusion additive manufacturing of an Al-Mg-Si alloy
5
2023
... 如图6 [48 ] 所示,FSEAM工艺的基本原理是:进给原料(颗粒或丝材)从进料口进入储料腔,由螺杆机构压实后受到摩擦实现热塑软化;随后,软化材料通过储料腔后端开口挤出,沉积于基板或上一层表面并实现冶金结合[49 ] .Bor等[48 ] 基于FSEAM工艺,采用锥形螺杆挤压AA6060铝合金丝材,利用摩擦生热使原料达到半固态并软化,随后在螺杆旋转驱动下连续挤出,实现逐层沉积,最终制得组织致密的金属构件. ...
... [48 ]基于FSEAM工艺,采用锥形螺杆挤压AA6060铝合金丝材,利用摩擦生热使原料达到半固态并软化,随后在螺杆旋转驱动下连续挤出,实现逐层沉积,最终制得组织致密的金属构件. ...
... [
48 ]
Overview of the friction screw extrusion additive manufacturing (FSEAM) process (a-e)<sup>[<xref ref-type="bibr" rid="R48">48</xref>]</sup> (<i>Ω—</i>tool rotation rate, <i>t</i><sub>l</sub><i>—</i>layer thickness, <i>V</i><sub>f</sub><i>—</i>volumetric supply rate, <i>v</i><sub>t</sub><i>—</i>translational speed, <i>W—</i>layer width) Fig.6 ![]()
基于摩擦螺杆挤压原理,近年来涌现出多种新技术.Chen等[49 ] 和畅海丞等[50 ] 采用基于丝材的搅拌摩擦增材技术沉积4043铝合金.结果表明,沉积样品内形成细小等轴晶,其抗拉强度和伸长率分别为287.3 MPa和30.1%,均显著优于原始母材.Zhang等[51 ] 在Al-Cu-Mg合金中引入1.0 %TiC (质量分数)纳米颗粒,通过基于丝材的搅拌摩擦增材技术制备出铝基复合材料,其平均晶粒尺寸细化至0.75 µm,力学性能优于同类熔融增材样件.Sun等[52 ] 将基于丝材的搅拌摩擦增材技术应用于AZ31B镁合金增材制造,获得的沉积样品平均晶粒尺寸约为3.79 µm,并在构建与行进方向上均呈现出近乎各向同性的力学性能.Lyu等[53 ] 开发了颗粒基摩擦搅拌增材制造技术,采用连续离轴进料方式输送金属颗粒,成功制备出具有细小等轴晶的沉积样件,其屈服强度、极限抗拉强度和伸长率分别达到210 MPa、350 MPa和20%. ...
... [
48 ] (
Ω— tool rotation rate,
t l — layer thickness,
V f — volumetric supply rate,
v t — translational speed,
W— layer width)
Fig.6 ![]()
基于摩擦螺杆挤压原理,近年来涌现出多种新技术.Chen等[49 ] 和畅海丞等[50 ] 采用基于丝材的搅拌摩擦增材技术沉积4043铝合金.结果表明,沉积样品内形成细小等轴晶,其抗拉强度和伸长率分别为287.3 MPa和30.1%,均显著优于原始母材.Zhang等[51 ] 在Al-Cu-Mg合金中引入1.0 %TiC (质量分数)纳米颗粒,通过基于丝材的搅拌摩擦增材技术制备出铝基复合材料,其平均晶粒尺寸细化至0.75 µm,力学性能优于同类熔融增材样件.Sun等[52 ] 将基于丝材的搅拌摩擦增材技术应用于AZ31B镁合金增材制造,获得的沉积样品平均晶粒尺寸约为3.79 µm,并在构建与行进方向上均呈现出近乎各向同性的力学性能.Lyu等[53 ] 开发了颗粒基摩擦搅拌增材制造技术,采用连续离轴进料方式输送金属颗粒,成功制备出具有细小等轴晶的沉积样件,其屈服强度、极限抗拉强度和伸长率分别达到210 MPa、350 MPa和20%. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Wire-based friction stir additive manufacturing
6
2023
... 如图6 [48 ] 所示,FSEAM工艺的基本原理是:进给原料(颗粒或丝材)从进料口进入储料腔,由螺杆机构压实后受到摩擦实现热塑软化;随后,软化材料通过储料腔后端开口挤出,沉积于基板或上一层表面并实现冶金结合[49 ] .Bor等[48 ] 基于FSEAM工艺,采用锥形螺杆挤压AA6060铝合金丝材,利用摩擦生热使原料达到半固态并软化,随后在螺杆旋转驱动下连续挤出,实现逐层沉积,最终制得组织致密的金属构件. ...
... 基于摩擦螺杆挤压原理,近年来涌现出多种新技术.Chen等[49 ] 和畅海丞等[50 ] 采用基于丝材的搅拌摩擦增材技术沉积4043铝合金.结果表明,沉积样品内形成细小等轴晶,其抗拉强度和伸长率分别为287.3 MPa和30.1%,均显著优于原始母材.Zhang等[51 ] 在Al-Cu-Mg合金中引入1.0 %TiC (质量分数)纳米颗粒,通过基于丝材的搅拌摩擦增材技术制备出铝基复合材料,其平均晶粒尺寸细化至0.75 µm,力学性能优于同类熔融增材样件.Sun等[52 ] 将基于丝材的搅拌摩擦增材技术应用于AZ31B镁合金增材制造,获得的沉积样品平均晶粒尺寸约为3.79 µm,并在构建与行进方向上均呈现出近乎各向同性的力学性能.Lyu等[53 ] 开发了颗粒基摩擦搅拌增材制造技术,采用连续离轴进料方式输送金属颗粒,成功制备出具有细小等轴晶的沉积样件,其屈服强度、极限抗拉强度和伸长率分别达到210 MPa、350 MPa和20%. ...
... 丝材进料采用连续细丝作为原料,具有单丝截面小、热输入/体积低的特点,有利于动态再结晶和细小等轴晶形成,适用于薄壁和复杂轮廓构件的精细成形[47 ~49 ,51 ,52 ,82 ] .Chen等[49 ] 提出的W-FSAM技术通过Al-Si合金线材连续进料,并利用搅拌探针促进材料流动与层间冶金结合,有效消除了固态增材制造中的结合缺陷.Rezaeinejad等[82 ] 采用FSEAM技术制备AA6060-T6铝合金,发现所有样品均呈细小等轴晶组织,提高打印速率有助于促进沉积混合与层间结合,而速率过低则易引发层间裂纹和未结合区. ...
... [49 ]提出的W-FSAM技术通过Al-Si合金线材连续进料,并利用搅拌探针促进材料流动与层间冶金结合,有效消除了固态增材制造中的结合缺陷.Rezaeinejad等[82 ] 采用FSEAM技术制备AA6060-T6铝合金,发现所有样品均呈细小等轴晶组织,提高打印速率有助于促进沉积混合与层间结合,而速率过低则易引发层间裂纹和未结合区. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 航天工程装备(苏州)有限公司作为国内首家实现连续送料固相摩擦增材设备工程化应用的企业,研制了全球首个火箭贮箱箱底固相摩擦增材构件[105 ] .该企业打印的直径为 3350 mm的火箭连接环,制造周期由传统锻造的 3~6 个月缩短至 1 ~ 2 个月,且组织和性能不逊于锻造件水平.图15a [106 ] 展示了黄永宪团队利用线材搅拌摩擦增材制造技术制备的复杂大型构件,包括变径结构、半球壳体及法兰环结构[47 ,49 ] .基于自主研发的同轴送粉搅拌摩擦增材装备,Zhang等[77 ] 成功实现了4层纯Al样品的沉积,并进一步将该技术应用于2319铝合金“回”字形结构件的制备(图15b [106 ] ). ...
Research progress of additive manufacturing methods by friction stir route
1
2024
... 基于摩擦螺杆挤压原理,近年来涌现出多种新技术.Chen等[49 ] 和畅海丞等[50 ] 采用基于丝材的搅拌摩擦增材技术沉积4043铝合金.结果表明,沉积样品内形成细小等轴晶,其抗拉强度和伸长率分别为287.3 MPa和30.1%,均显著优于原始母材.Zhang等[51 ] 在Al-Cu-Mg合金中引入1.0 %TiC (质量分数)纳米颗粒,通过基于丝材的搅拌摩擦增材技术制备出铝基复合材料,其平均晶粒尺寸细化至0.75 µm,力学性能优于同类熔融增材样件.Sun等[52 ] 将基于丝材的搅拌摩擦增材技术应用于AZ31B镁合金增材制造,获得的沉积样品平均晶粒尺寸约为3.79 µm,并在构建与行进方向上均呈现出近乎各向同性的力学性能.Lyu等[53 ] 开发了颗粒基摩擦搅拌增材制造技术,采用连续离轴进料方式输送金属颗粒,成功制备出具有细小等轴晶的沉积样件,其屈服强度、极限抗拉强度和伸长率分别达到210 MPa、350 MPa和20%. ...
搅拌摩擦增材制造方法研究进展
1
2024
... 基于摩擦螺杆挤压原理,近年来涌现出多种新技术.Chen等[49 ] 和畅海丞等[50 ] 采用基于丝材的搅拌摩擦增材技术沉积4043铝合金.结果表明,沉积样品内形成细小等轴晶,其抗拉强度和伸长率分别为287.3 MPa和30.1%,均显著优于原始母材.Zhang等[51 ] 在Al-Cu-Mg合金中引入1.0 %TiC (质量分数)纳米颗粒,通过基于丝材的搅拌摩擦增材技术制备出铝基复合材料,其平均晶粒尺寸细化至0.75 µm,力学性能优于同类熔融增材样件.Sun等[52 ] 将基于丝材的搅拌摩擦增材技术应用于AZ31B镁合金增材制造,获得的沉积样品平均晶粒尺寸约为3.79 µm,并在构建与行进方向上均呈现出近乎各向同性的力学性能.Lyu等[53 ] 开发了颗粒基摩擦搅拌增材制造技术,采用连续离轴进料方式输送金属颗粒,成功制备出具有细小等轴晶的沉积样件,其屈服强度、极限抗拉强度和伸长率分别达到210 MPa、350 MPa和20%. ...
Wire-based friction stir additive manufacturing of TiC reinforced Al-Cu-Mg composite: Particle refinement and dispersion
3
2025
... 基于摩擦螺杆挤压原理,近年来涌现出多种新技术.Chen等[49 ] 和畅海丞等[50 ] 采用基于丝材的搅拌摩擦增材技术沉积4043铝合金.结果表明,沉积样品内形成细小等轴晶,其抗拉强度和伸长率分别为287.3 MPa和30.1%,均显著优于原始母材.Zhang等[51 ] 在Al-Cu-Mg合金中引入1.0 %TiC (质量分数)纳米颗粒,通过基于丝材的搅拌摩擦增材技术制备出铝基复合材料,其平均晶粒尺寸细化至0.75 µm,力学性能优于同类熔融增材样件.Sun等[52 ] 将基于丝材的搅拌摩擦增材技术应用于AZ31B镁合金增材制造,获得的沉积样品平均晶粒尺寸约为3.79 µm,并在构建与行进方向上均呈现出近乎各向同性的力学性能.Lyu等[53 ] 开发了颗粒基摩擦搅拌增材制造技术,采用连续离轴进料方式输送金属颗粒,成功制备出具有细小等轴晶的沉积样件,其屈服强度、极限抗拉强度和伸长率分别达到210 MPa、350 MPa和20%. ...
... 丝材进料采用连续细丝作为原料,具有单丝截面小、热输入/体积低的特点,有利于动态再结晶和细小等轴晶形成,适用于薄壁和复杂轮廓构件的精细成形[47 ~49 ,51 ,52 ,82 ] .Chen等[49 ] 提出的W-FSAM技术通过Al-Si合金线材连续进料,并利用搅拌探针促进材料流动与层间冶金结合,有效消除了固态增材制造中的结合缺陷.Rezaeinejad等[82 ] 采用FSEAM技术制备AA6060-T6铝合金,发现所有样品均呈细小等轴晶组织,提高打印速率有助于促进沉积混合与层间结合,而速率过低则易引发层间裂纹和未结合区. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Wire-based friction stir additive manufacturing of AZ31B magnesium alloy: Precipitate behavior and mechanical properties
3
2025
... 基于摩擦螺杆挤压原理,近年来涌现出多种新技术.Chen等[49 ] 和畅海丞等[50 ] 采用基于丝材的搅拌摩擦增材技术沉积4043铝合金.结果表明,沉积样品内形成细小等轴晶,其抗拉强度和伸长率分别为287.3 MPa和30.1%,均显著优于原始母材.Zhang等[51 ] 在Al-Cu-Mg合金中引入1.0 %TiC (质量分数)纳米颗粒,通过基于丝材的搅拌摩擦增材技术制备出铝基复合材料,其平均晶粒尺寸细化至0.75 µm,力学性能优于同类熔融增材样件.Sun等[52 ] 将基于丝材的搅拌摩擦增材技术应用于AZ31B镁合金增材制造,获得的沉积样品平均晶粒尺寸约为3.79 µm,并在构建与行进方向上均呈现出近乎各向同性的力学性能.Lyu等[53 ] 开发了颗粒基摩擦搅拌增材制造技术,采用连续离轴进料方式输送金属颗粒,成功制备出具有细小等轴晶的沉积样件,其屈服强度、极限抗拉强度和伸长率分别达到210 MPa、350 MPa和20%. ...
... 丝材进料采用连续细丝作为原料,具有单丝截面小、热输入/体积低的特点,有利于动态再结晶和细小等轴晶形成,适用于薄壁和复杂轮廓构件的精细成形[47 ~49 ,51 ,52 ,82 ] .Chen等[49 ] 提出的W-FSAM技术通过Al-Si合金线材连续进料,并利用搅拌探针促进材料流动与层间冶金结合,有效消除了固态增材制造中的结合缺陷.Rezaeinejad等[82 ] 采用FSEAM技术制备AA6060-T6铝合金,发现所有样品均呈细小等轴晶组织,提高打印速率有助于促进沉积混合与层间结合,而速率过低则易引发层间裂纹和未结合区. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Particle-based friction stir additive manufacturing of an Al-Mg-Mn alloy
1
2025
... 基于摩擦螺杆挤压原理,近年来涌现出多种新技术.Chen等[49 ] 和畅海丞等[50 ] 采用基于丝材的搅拌摩擦增材技术沉积4043铝合金.结果表明,沉积样品内形成细小等轴晶,其抗拉强度和伸长率分别为287.3 MPa和30.1%,均显著优于原始母材.Zhang等[51 ] 在Al-Cu-Mg合金中引入1.0 %TiC (质量分数)纳米颗粒,通过基于丝材的搅拌摩擦增材技术制备出铝基复合材料,其平均晶粒尺寸细化至0.75 µm,力学性能优于同类熔融增材样件.Sun等[52 ] 将基于丝材的搅拌摩擦增材技术应用于AZ31B镁合金增材制造,获得的沉积样品平均晶粒尺寸约为3.79 µm,并在构建与行进方向上均呈现出近乎各向同性的力学性能.Lyu等[53 ] 开发了颗粒基摩擦搅拌增材制造技术,采用连续离轴进料方式输送金属颗粒,成功制备出具有细小等轴晶的沉积样件,其屈服强度、极限抗拉强度和伸长率分别达到210 MPa、350 MPa和20%. ...
Revealing the bonding mechanisms between deposit and substrate of the friction rolling additive manufactured hybrid aluminum alloys
6
2022
... FRAM工艺原理为:通过高速旋转工具头与基体发生摩擦产热,使得接触区局部加热并软化;随后,进给材料被引导至接触界面,受热塑化后与基体材料混合;最终,混合塑化金属在工具头后方被搅拌并逐层挤压沉积成形[1 ,54 ~58 ] ,如图7 所示.与FSW、FSAM等技术主要通过轴肩端面与工件摩擦产热不同,FRAM技术是通过水平旋转工具头的外表面均匀地压入基板/前一层进行摩擦产热并使材料塑化,不存在所谓的前进侧及后退侧[54 ] .所得沉积材料与前一层形成“机械互锁”的紧密连接,且在工具头宽度方向获得均匀细小的“焊核”组织[55 ] .此外,FRAM技术支持灵活更换不同宽度的工具头,适用于宽度范围3~30 mm的构件增材或修复.其核心机头可适配四轴/五轴机床或机器臂,便于实现大型复杂结构件的制造. ...
... [54 ].所得沉积材料与前一层形成“机械互锁”的紧密连接,且在工具头宽度方向获得均匀细小的“焊核”组织[55 ] .此外,FRAM技术支持灵活更换不同宽度的工具头,适用于宽度范围3~30 mm的构件增材或修复.其核心机头可适配四轴/五轴机床或机器臂,便于实现大型复杂结构件的制造. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
... [
54 ]、U型样件、十字交叉样件、C型样件、大型圆环构件、铝/钢异质结构
[57 ] 及高筋板壁板样品
[93 ] Several typical components fabricated using FRAM technology (a) single-walled member (b) aluminum alloy cylinder[54 ] ...
... (a) single-walled member (b) aluminum alloy cylinder[54 ] ...
Characterization of microstructure and local mechanical properties of friction rolling additive manufactured Al-Li alloy under repeated thermal-mechanical cycles
5
2023
... FRAM工艺原理为:通过高速旋转工具头与基体发生摩擦产热,使得接触区局部加热并软化;随后,进给材料被引导至接触界面,受热塑化后与基体材料混合;最终,混合塑化金属在工具头后方被搅拌并逐层挤压沉积成形[1 ,54 ~58 ] ,如图7 所示.与FSW、FSAM等技术主要通过轴肩端面与工件摩擦产热不同,FRAM技术是通过水平旋转工具头的外表面均匀地压入基板/前一层进行摩擦产热并使材料塑化,不存在所谓的前进侧及后退侧[54 ] .所得沉积材料与前一层形成“机械互锁”的紧密连接,且在工具头宽度方向获得均匀细小的“焊核”组织[55 ] .此外,FRAM技术支持灵活更换不同宽度的工具头,适用于宽度范围3~30 mm的构件增材或修复.其核心机头可适配四轴/五轴机床或机器臂,便于实现大型复杂结构件的制造. ...
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
Efficient depositing aluminum alloy using thick strips through severe deformation-based friction rolling additive manufacturing: Processing, microstructure, and mechanical properties
2
2023
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
Interface optimization design and bonding mechanism of friction rolling additive manufactured aluminum/steel dissimilar metal
5
2024
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... [57 ]结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
... [
57 ]及高筋板壁板样品
[93 ] Several typical components fabricated using FRAM technology (a) single-walled member (b) aluminum alloy cylinder[54 ] ...
... (g) aluminum/steel heterogeneous structure[57 ] (h) sample of high-bar plate siding[93 ] ...
Solid-state friction rolling repair technology for various forms of defects through multi-layer multi-pass deposition
6
2024
... FRAM工艺原理为:通过高速旋转工具头与基体发生摩擦产热,使得接触区局部加热并软化;随后,进给材料被引导至接触界面,受热塑化后与基体材料混合;最终,混合塑化金属在工具头后方被搅拌并逐层挤压沉积成形[1 ,54 ~58 ] ,如图7 所示.与FSW、FSAM等技术主要通过轴肩端面与工件摩擦产热不同,FRAM技术是通过水平旋转工具头的外表面均匀地压入基板/前一层进行摩擦产热并使材料塑化,不存在所谓的前进侧及后退侧[54 ] .所得沉积材料与前一层形成“机械互锁”的紧密连接,且在工具头宽度方向获得均匀细小的“焊核”组织[55 ] .此外,FRAM技术支持灵活更换不同宽度的工具头,适用于宽度范围3~30 mm的构件增材或修复.其核心机头可适配四轴/五轴机床或机器臂,便于实现大型复杂结构件的制造. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
... ,58 ].相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
... [
58 ]、孔洞结构修复
[100 ] 及薄壁板修复
[93 ] Applications in the field of restoration, including schematic of restoration of multiple defect forms<sup>[<xref ref-type="bibr" rid="R58">58</xref>]</sup> (a), structural repair of holes<sup>[<xref ref-type="bibr" rid="R100">100</xref>]</sup> (b), and thin-walled plate restoration<sup>[<xref ref-type="bibr" rid="R93">93</xref>]</sup> (c) (RD—rolling direction) Fig.16 ![]()
<strong>5</strong> 总结与展望 随着航空航天、轨道交通等领域对轻量化与高可靠构件的需求持续增长,固相摩擦增材制造技术正以其高效率和低缺陷的优势成为大型高性能构件制造的重要发展方向,但整体仍处于工程化早期阶段. ...
... [
58 ] (a), structural repair of holes
[100 ] (b), and thin-walled plate restoration
[93 ] (c) (RD—rolling direction)
Fig.16 ![]()
<strong>5</strong> 总结与展望 随着航空航天、轨道交通等领域对轻量化与高可靠构件的需求持续增长,固相摩擦增材制造技术正以其高效率和低缺陷的优势成为大型高性能构件制造的重要发展方向,但整体仍处于工程化早期阶段. ...
A novel friction and rolling based solid-state additive manufacturing method: Microstructure and mechanical properties evaluation
3
2021
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
Effects of toolhead size on the heat generation and material flow behaviors in solid state friction rolling additive manufacturing
1
2024
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
Effect of press depth on defect formation in friction-rolling additive manufacturing
1
2024
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
Heat-balance control of friction rolling additive manufacturing based on combination of plasma preheating and instant water cooling
5
2025
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... 由于FRAM工艺依靠摩擦生热,热效率较低且易产生热量积累.因此,Sun等[62 ] 以Al-Li合金丝材为原料,提出一种结合等离子弧预热与瞬时水冷的热平衡调控方法,系统研究加热和冷却速率对力学性能的影响.图9 [62 ] 对比了FRAM、预热FRAM (P-FRAM)和预热-水冷辅助FRAM (PC-FRAM)试样的显微硬度.3种试样第一层硬度分别为97.9、83.0和102.9 HV,第10层硬度分别为123、122.2和122.6 HV.P-FRAM试样因热输入过高导致材料软化,硬度明显偏低.此外,随着沉积层数增加,水冷措施有效降低了沉积过程中的峰值温度并缩短了高温停留时间. ...
... [62 ]对比了FRAM、预热FRAM (P-FRAM)和预热-水冷辅助FRAM (PC-FRAM)试样的显微硬度.3种试样第一层硬度分别为97.9、83.0和102.9 HV,第10层硬度分别为123、122.2和122.6 HV.P-FRAM试样因热输入过高导致材料软化,硬度明显偏低.此外,随着沉积层数增加,水冷措施有效降低了沉积过程中的峰值温度并缩短了高温停留时间. ...
... [
62 ]
Hardness results on <i>yz</i>-plane of three samples deposited via different processes<sup>[<xref ref-type="bibr" rid="R62">62</xref>]</sup> (a) FRAM (b) preheating FRAM (P-FRAM) ...
... [
62 ]
(a) FRAM (b) preheating FRAM (P-FRAM) ...
Multi-layer multi-pass friction rolling additive manufacturing of Al alloy: Toward complex large-scale high-performance components
2
2025
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
Effect of overlap percentage on morphology, microstructure, and mechanical properties during multilayer multi-pass friction rolling additive manufacturing
1
2025
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
Effect of feeding material shape on microstructures and mechanical properties in friction rolling additive manufacturing
2
2024
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
In-situ investigation into transient temperature and three-dimensional force evolution behavior during multilayer friction rolling additive manufacturing
3
2025
... 哈尔滨万洲焊接技术有限公司开发的FSAM 850型固相摩擦增材制造龙门设备(图11d [10 ] )配备压力和数控位移系统,可实现连续沉积成形[10 ] .刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
... [66 ,108 ]).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
In-situ investigation of interlayer interface bonding defect-formation mechanisms during FRAM
3
2025
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... 哈尔滨万洲焊接技术有限公司开发的FSAM 850型固相摩擦增材制造龙门设备(图11d [10 ] )配备压力和数控位移系统,可实现连续沉积成形[10 ] .刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
Mechanisms of FRAM toolhead enhancing material flow and grain refinement
2
2025
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... 哈尔滨万洲焊接技术有限公司开发的FSAM 850型固相摩擦增材制造龙门设备(图11d [10 ] )配备压力和数控位移系统,可实现连续沉积成形[10 ] .刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
High-pressure air cooling-assisted friction rolling additive manufacturing: An effective approach for optimizing microstructure and mechanical properties of Al-Zn-Mg-Cu alloy
2
2025
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
In-depth understanding of rotating toolhead-induced heat generation and material flow behavior in friction-rolling additive manufacturing
2
2023
... Xie等[59 ] 采用FRAM技术成功制备了多层6061铝合金样件,各层结合紧密,无孔洞或裂纹.结果表明,工具头部分压入前一层材料有助于促进层间混合和晶粒细化.近年来,该团队在工具头形貌设计[60 ] 、热-力耦合模拟仿真[61 ] 、物理场原位检测及反馈控制[62 ] 、微观组织和性能调控[1 ] 、多层多道及交叉[63 ,64 ] 成形等关键技术方面取得突破,系统阐明了层间界面结合机制[65 ~67 ] 、材料产热机制[55 ] 、塑性流动机理[68 ] 、动态再结晶行为[69 ] 及热-力强耦合循环作用机制[70 ] 等关键基础科学问题,成功解决了“不可焊”高强铝合金增材制造结构件强度低的难题[57 ] .Liu等[57 ] 结合电弧辅助FRAM技术,实现了铝/钢异种金属的复合沉积.在高温高压作用下,界面处原子扩散形成“自铆接”机械互锁结构,所得试样的极限抗拉强度达167.2 MPa.基于FRAM工具头驱动材料塑性流动原理及连续送料的特性,该团队进一步将该技术拓展到修复及焊接领域,分别发展出摩擦辊压修复(friction rolling repairing,FRR)和摩擦辊压焊接(friction rolling welding,FRW)两种新工艺. ...
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
Large area friction stir additive manufacturing of intermetallic-free aluminum-steel bimetallic components through interfacial amorphization
2
2022
... 板材送料以薄板作为进给材料,通过平面接触逐层沉积.由于该技术较大的接触面积、较宽的热影响区和较长的热滞留时间,因而适用于大截面构件的制备[5 ,12 ,27 ,71 ] .板材送料技术源于搅拌摩擦搭接工艺,其固有缺陷在于两板材的接触面与工具轴向垂直,导致界面处的氧化层难以充分破碎,易形成钩状缺陷[72 ] .此外,流动不足易引起吻合连接缺陷沿层界面呈不连续分布.此类缺陷可通过提高锻压力、主轴转速或优化旋转工具结构予以改善[73 ] . ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Additive manufacturing by friction stir brazing and its derived technology
1
2025
... 板材送料以薄板作为进给材料,通过平面接触逐层沉积.由于该技术较大的接触面积、较宽的热影响区和较长的热滞留时间,因而适用于大截面构件的制备[5 ,12 ,27 ,71 ] .板材送料技术源于搅拌摩擦搭接工艺,其固有缺陷在于两板材的接触面与工具轴向垂直,导致界面处的氧化层难以充分破碎,易形成钩状缺陷[72 ] .此外,流动不足易引起吻合连接缺陷沿层界面呈不连续分布.此类缺陷可通过提高锻压力、主轴转速或优化旋转工具结构予以改善[73 ] . ...
搅拌摩擦钎焊增材制造及其衍生技术
1
2025
... 板材送料以薄板作为进给材料,通过平面接触逐层沉积.由于该技术较大的接触面积、较宽的热影响区和较长的热滞留时间,因而适用于大截面构件的制备[5 ,12 ,27 ,71 ] .板材送料技术源于搅拌摩擦搭接工艺,其固有缺陷在于两板材的接触面与工具轴向垂直,导致界面处的氧化层难以充分破碎,易形成钩状缺陷[72 ] .此外,流动不足易引起吻合连接缺陷沿层界面呈不连续分布.此类缺陷可通过提高锻压力、主轴转速或优化旋转工具结构予以改善[73 ] . ...
Investigation on microstructural evolution and property variation along building direction in friction stir additive manufactured Al-Zn-Mg alloy
2
2020
... 板材送料以薄板作为进给材料,通过平面接触逐层沉积.由于该技术较大的接触面积、较宽的热影响区和较长的热滞留时间,因而适用于大截面构件的制备[5 ,12 ,27 ,71 ] .板材送料技术源于搅拌摩擦搭接工艺,其固有缺陷在于两板材的接触面与工具轴向垂直,导致界面处的氧化层难以充分破碎,易形成钩状缺陷[72 ] .此外,流动不足易引起吻合连接缺陷沿层界面呈不连续分布.此类缺陷可通过提高锻压力、主轴转速或优化旋转工具结构予以改善[73 ] . ...
... 为解决强度不高或伸长率不足的问题,常采用后热处理工艺.该方法通过消除晶界处的粗大共晶组织,并优化析出相的组成和尺寸,从而协同提升合金的强度和塑性.He等[73 ] 采用7N01铝合金板材进行FSAM多层沉积时发现,试样硬度自顶部向底部逐渐降低;随自然时效时间延长,其硬度和强度均有所提高.Liu等[86 ] 系统研究了后热处理对FSDAM制备7075铝合金性能的影响.结果表明,经热处理后,沉积样品中的粗大析出相溶解,并均匀析出高密度纳米析出相,使其平均硬度达到185 HV,抗拉强度达560 MPa,性能与峰值时效状态的挤压7075铝合金相当. ...
Advances in additive manufacturing of SiC/Al composites: A review
1
2025
... 棒材送料以棒材作为进给材料,沿工具轴向连续进给,在加工区经历剧烈搅拌和塑性流动,显著促进动态再结晶和层间材料混合,从而提高结合强度[41 ,74 ~79 ] .此外,工具头几何形态和摩擦力矩的共同作用可提升加工区峰值温度,促进析出相的溶解.Elfishawy等[80 ] 采用铸造Al-Si合金棒材成功制备出FSDAM样件,其初始晶粒尺寸约为50 μm,经沉积后晶粒尺寸显著细化至2~5 μm,力学性能明显提升.Prakash和Bauri[81 ] 利用FSDAM技术轴向连续构建多层沉积Inconel 718合金,发现材料发生不连续动态再结晶,在13和16 mm/min进给速率下晶粒均匀细化,并出现C织构和典型再结晶织构.Agrawal等[40 ] 系统探究了AFSD工艺参数对SS316不锈钢微观组织的影响.结果表明,随着工具转速的提高,热输入提高,导致晶粒粗化;微观组织中出现的项链状形貌表明不连续动态再结晶为其主要机制. ...
The influence of parameters on the evolution of the friction surfacing method—A review
0
2022
Friction surfacing deposition by consumable tools
0
2021
Screw-fed powder-based additive friction stir deposition: A study on pure aluminum
1
2025
... 航天工程装备(苏州)有限公司作为国内首家实现连续送料固相摩擦增材设备工程化应用的企业,研制了全球首个火箭贮箱箱底固相摩擦增材构件[105 ] .该企业打印的直径为 3350 mm的火箭连接环,制造周期由传统锻造的 3~6 个月缩短至 1 ~ 2 个月,且组织和性能不逊于锻造件水平.图15a [106 ] 展示了黄永宪团队利用线材搅拌摩擦增材制造技术制备的复杂大型构件,包括变径结构、半球壳体及法兰环结构[47 ,49 ] .基于自主研发的同轴送粉搅拌摩擦增材装备,Zhang等[77 ] 成功实现了4层纯Al样品的沉积,并进一步将该技术应用于2319铝合金“回”字形结构件的制备(图15b [106 ] ). ...
Improving grain structure and dispersoid distribution of nanodiamond reinforced AA6061 matrix composite coatings via high-speed additive friction stir deposition
0
2023
Non-beam-based metal additive manufacturing enabled by additive friction stir deposition
1
2018
... 棒材送料以棒材作为进给材料,沿工具轴向连续进给,在加工区经历剧烈搅拌和塑性流动,显著促进动态再结晶和层间材料混合,从而提高结合强度[41 ,74 ~79 ] .此外,工具头几何形态和摩擦力矩的共同作用可提升加工区峰值温度,促进析出相的溶解.Elfishawy等[80 ] 采用铸造Al-Si合金棒材成功制备出FSDAM样件,其初始晶粒尺寸约为50 μm,经沉积后晶粒尺寸显著细化至2~5 μm,力学性能明显提升.Prakash和Bauri[81 ] 利用FSDAM技术轴向连续构建多层沉积Inconel 718合金,发现材料发生不连续动态再结晶,在13和16 mm/min进给速率下晶粒均匀细化,并出现C织构和典型再结晶织构.Agrawal等[40 ] 系统探究了AFSD工艺参数对SS316不锈钢微观组织的影响.结果表明,随着工具转速的提高,热输入提高,导致晶粒粗化;微观组织中出现的项链状形貌表明不连续动态再结晶为其主要机制. ...
Additive manufacturing of aluminum using friction stir deposition
1
2020
... 棒材送料以棒材作为进给材料,沿工具轴向连续进给,在加工区经历剧烈搅拌和塑性流动,显著促进动态再结晶和层间材料混合,从而提高结合强度[41 ,74 ~79 ] .此外,工具头几何形态和摩擦力矩的共同作用可提升加工区峰值温度,促进析出相的溶解.Elfishawy等[80 ] 采用铸造Al-Si合金棒材成功制备出FSDAM样件,其初始晶粒尺寸约为50 μm,经沉积后晶粒尺寸显著细化至2~5 μm,力学性能明显提升.Prakash和Bauri[81 ] 利用FSDAM技术轴向连续构建多层沉积Inconel 718合金,发现材料发生不连续动态再结晶,在13和16 mm/min进给速率下晶粒均匀细化,并出现C织构和典型再结晶织构.Agrawal等[40 ] 系统探究了AFSD工艺参数对SS316不锈钢微观组织的影响.结果表明,随着工具转速的提高,热输入提高,导致晶粒粗化;微观组织中出现的项链状形貌表明不连续动态再结晶为其主要机制. ...
Investigation on microstructural and texture evolution in additive friction stir deposited Inconel 718 alloy
2
2025
... 棒材送料以棒材作为进给材料,沿工具轴向连续进给,在加工区经历剧烈搅拌和塑性流动,显著促进动态再结晶和层间材料混合,从而提高结合强度[41 ,74 ~79 ] .此外,工具头几何形态和摩擦力矩的共同作用可提升加工区峰值温度,促进析出相的溶解.Elfishawy等[80 ] 采用铸造Al-Si合金棒材成功制备出FSDAM样件,其初始晶粒尺寸约为50 μm,经沉积后晶粒尺寸显著细化至2~5 μm,力学性能明显提升.Prakash和Bauri[81 ] 利用FSDAM技术轴向连续构建多层沉积Inconel 718合金,发现材料发生不连续动态再结晶,在13和16 mm/min进给速率下晶粒均匀细化,并出现C织构和典型再结晶织构.Agrawal等[40 ] 系统探究了AFSD工艺参数对SS316不锈钢微观组织的影响.结果表明,随着工具转速的提高,热输入提高,导致晶粒粗化;微观组织中出现的项链状形貌表明不连续动态再结晶为其主要机制. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Solid-state additive manufacturing of AA6060 employing friction screw extrusion additive manufacturing
2
2023
... 丝材进料采用连续细丝作为原料,具有单丝截面小、热输入/体积低的特点,有利于动态再结晶和细小等轴晶形成,适用于薄壁和复杂轮廓构件的精细成形[47 ~49 ,51 ,52 ,82 ] .Chen等[49 ] 提出的W-FSAM技术通过Al-Si合金线材连续进料,并利用搅拌探针促进材料流动与层间冶金结合,有效消除了固态增材制造中的结合缺陷.Rezaeinejad等[82 ] 采用FSEAM技术制备AA6060-T6铝合金,发现所有样品均呈细小等轴晶组织,提高打印速率有助于促进沉积混合与层间结合,而速率过低则易引发层间裂纹和未结合区. ...
... [82 ]采用FSEAM技术制备AA6060-T6铝合金,发现所有样品均呈细小等轴晶组织,提高打印速率有助于促进沉积混合与层间结合,而速率过低则易引发层间裂纹和未结合区. ...
A review on solid-state-based additive friction stir deposition
3
2022
... 在沉积过程中,高温和塑性变形促使材料内部位错发生增殖、湮灭和重排,进而形成亚晶结构,并逐步演化为小角度晶界(low angle grain boundary,LAGB)和大角度晶界(high angle grain boundary,HAGB).图8a [83 ] 为AFSD过程中典型的晶粒演变路径.在区域1和区域2,由于变形程度较小,HAGB得以保留.随着材料流动至区域3,经历剪切变形,LAGB比例显著增加.在区域4,材料发生显著晶粒细化,形成含LAGB的等轴晶组织;而在区域5,进一步的变形促使LAGB向HAGB转变.由此可见,在AFSD过程中,温度与塑性变形的协同作用驱动了动态回复和连续动态再结晶,使材料在离开工具头后,其组织由区域1和区域2的粗大长晶粒转变为区域4的细小等轴晶,平均晶粒尺寸由25~30 μm减小至1.36 μm.如图8b [84 ] 所示,Xie等[84 ] 采用FRAM工艺沉积RE2319铝合金丝材,原始母材中尺寸大于200 µm的粗大晶粒在XZ 、YZ 和XY 平面均转变为均匀细小的等轴晶,平均晶粒尺寸小于6.13 µm.由于工具头的螺纹侧面和不规则结构促使材料沿垂直端面方向流动,实现了各向同性均匀细小的等轴晶,有效抑制层间晶粒粗化,从而提升了沉积样件的力学性能和界面结合强度.此外,Griffiths等[85 ] 对比研究了利用AFSD工艺制备Cu与Al-Mg-Si合金过程中的微观组织演变.由于堆垛层错能以及应变产生过程存在差异,Cu在沉积过程中会发生不连续动态再结晶并在冷却过程中发生静态回复;Al-Mg-Si合金则以几何动态再结晶为主,表现为晶粒拉伸和晶界锯齿化分离. ...
... [
83 ],FRAM沉积过程中原料和沉积后
XZ 、
YZ 、
XY 平面的晶粒分布
[84 ] Schematics of grain evolution during the AFSD process (a)<sup>[<xref ref-type="bibr" rid="R83">83</xref>]</sup> and grain distribution of the feedstock and the deposited material on the <i>XZ</i>, <i>YZ</i>, and <i>XY</i> planes during the FRAM process (b)<sup>[<xref ref-type="bibr" rid="R84">84</xref>]</sup> (<i>d</i><sub>AG</sub>—average grain size) Fig.8 ![]()
<strong>2.2</strong> 力学性能 在实际工程中,固相摩擦增材制造技术主要用于大型复杂结构件的成形.评估其工程可行性的关键在于,所制备的构件能否满足服役所需的综合力学性能要求,包括极限抗拉强度、屈服强度、伸长率以及硬度等核心指标.因此,本节主要探讨后热处理和辅助冷却两种工艺对力学性能的影响机制. ...
... [
83 ] and grain distribution of the feedstock and the deposited material on the
XZ ,
YZ , and
XY planes during the FRAM process (b)
[84 ] (
d AG —average grain size)
Fig.8 ![]()
<strong>2.2</strong> 力学性能 在实际工程中,固相摩擦增材制造技术主要用于大型复杂结构件的成形.评估其工程可行性的关键在于,所制备的构件能否满足服役所需的综合力学性能要求,包括极限抗拉强度、屈服强度、伸长率以及硬度等核心指标.因此,本节主要探讨后热处理和辅助冷却两种工艺对力学性能的影响机制. ...
Printing high-strength high-elongation aluminum alloy using commercial ER2319 welding wires through deformation-based additive manufacturing
5
2023
... 在沉积过程中,高温和塑性变形促使材料内部位错发生增殖、湮灭和重排,进而形成亚晶结构,并逐步演化为小角度晶界(low angle grain boundary,LAGB)和大角度晶界(high angle grain boundary,HAGB).图8a [83 ] 为AFSD过程中典型的晶粒演变路径.在区域1和区域2,由于变形程度较小,HAGB得以保留.随着材料流动至区域3,经历剪切变形,LAGB比例显著增加.在区域4,材料发生显著晶粒细化,形成含LAGB的等轴晶组织;而在区域5,进一步的变形促使LAGB向HAGB转变.由此可见,在AFSD过程中,温度与塑性变形的协同作用驱动了动态回复和连续动态再结晶,使材料在离开工具头后,其组织由区域1和区域2的粗大长晶粒转变为区域4的细小等轴晶,平均晶粒尺寸由25~30 μm减小至1.36 μm.如图8b [84 ] 所示,Xie等[84 ] 采用FRAM工艺沉积RE2319铝合金丝材,原始母材中尺寸大于200 µm的粗大晶粒在XZ 、YZ 和XY 平面均转变为均匀细小的等轴晶,平均晶粒尺寸小于6.13 µm.由于工具头的螺纹侧面和不规则结构促使材料沿垂直端面方向流动,实现了各向同性均匀细小的等轴晶,有效抑制层间晶粒粗化,从而提升了沉积样件的力学性能和界面结合强度.此外,Griffiths等[85 ] 对比研究了利用AFSD工艺制备Cu与Al-Mg-Si合金过程中的微观组织演变.由于堆垛层错能以及应变产生过程存在差异,Cu在沉积过程中会发生不连续动态再结晶并在冷却过程中发生静态回复;Al-Mg-Si合金则以几何动态再结晶为主,表现为晶粒拉伸和晶界锯齿化分离. ...
... [84 ]采用FRAM工艺沉积RE2319铝合金丝材,原始母材中尺寸大于200 µm的粗大晶粒在XZ 、YZ 和XY 平面均转变为均匀细小的等轴晶,平均晶粒尺寸小于6.13 µm.由于工具头的螺纹侧面和不规则结构促使材料沿垂直端面方向流动,实现了各向同性均匀细小的等轴晶,有效抑制层间晶粒粗化,从而提升了沉积样件的力学性能和界面结合强度.此外,Griffiths等[85 ] 对比研究了利用AFSD工艺制备Cu与Al-Mg-Si合金过程中的微观组织演变.由于堆垛层错能以及应变产生过程存在差异,Cu在沉积过程中会发生不连续动态再结晶并在冷却过程中发生静态回复;Al-Mg-Si合金则以几何动态再结晶为主,表现为晶粒拉伸和晶界锯齿化分离. ...
... [
84 ]
Schematics of grain evolution during the AFSD process (a)<sup>[<xref ref-type="bibr" rid="R83">83</xref>]</sup> and grain distribution of the feedstock and the deposited material on the <i>XZ</i>, <i>YZ</i>, and <i>XY</i> planes during the FRAM process (b)<sup>[<xref ref-type="bibr" rid="R84">84</xref>]</sup> (<i>d</i><sub>AG</sub>—average grain size) Fig.8 ![]()
<strong>2.2</strong> 力学性能 在实际工程中,固相摩擦增材制造技术主要用于大型复杂结构件的成形.评估其工程可行性的关键在于,所制备的构件能否满足服役所需的综合力学性能要求,包括极限抗拉强度、屈服强度、伸长率以及硬度等核心指标.因此,本节主要探讨后热处理和辅助冷却两种工艺对力学性能的影响机制. ...
... [
84 ] (
d AG —average grain size)
Fig.8 ![]()
<strong>2.2</strong> 力学性能 在实际工程中,固相摩擦增材制造技术主要用于大型复杂结构件的成形.评估其工程可行性的关键在于,所制备的构件能否满足服役所需的综合力学性能要求,包括极限抗拉强度、屈服强度、伸长率以及硬度等核心指标.因此,本节主要探讨后热处理和辅助冷却两种工艺对力学性能的影响机制. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Solid-state additive manufacturing of aluminum and copper using additive friction stir deposition: Process-microstructure linkages
1
2021
... 在沉积过程中,高温和塑性变形促使材料内部位错发生增殖、湮灭和重排,进而形成亚晶结构,并逐步演化为小角度晶界(low angle grain boundary,LAGB)和大角度晶界(high angle grain boundary,HAGB).图8a [83 ] 为AFSD过程中典型的晶粒演变路径.在区域1和区域2,由于变形程度较小,HAGB得以保留.随着材料流动至区域3,经历剪切变形,LAGB比例显著增加.在区域4,材料发生显著晶粒细化,形成含LAGB的等轴晶组织;而在区域5,进一步的变形促使LAGB向HAGB转变.由此可见,在AFSD过程中,温度与塑性变形的协同作用驱动了动态回复和连续动态再结晶,使材料在离开工具头后,其组织由区域1和区域2的粗大长晶粒转变为区域4的细小等轴晶,平均晶粒尺寸由25~30 μm减小至1.36 μm.如图8b [84 ] 所示,Xie等[84 ] 采用FRAM工艺沉积RE2319铝合金丝材,原始母材中尺寸大于200 µm的粗大晶粒在XZ 、YZ 和XY 平面均转变为均匀细小的等轴晶,平均晶粒尺寸小于6.13 µm.由于工具头的螺纹侧面和不规则结构促使材料沿垂直端面方向流动,实现了各向同性均匀细小的等轴晶,有效抑制层间晶粒粗化,从而提升了沉积样件的力学性能和界面结合强度.此外,Griffiths等[85 ] 对比研究了利用AFSD工艺制备Cu与Al-Mg-Si合金过程中的微观组织演变.由于堆垛层错能以及应变产生过程存在差异,Cu在沉积过程中会发生不连续动态再结晶并在冷却过程中发生静态回复;Al-Mg-Si合金则以几何动态再结晶为主,表现为晶粒拉伸和晶界锯齿化分离. ...
Additive manufacturing of commercial Al-Zn-Mg-Cu aluminum alloys with mechanical properties comparable to extruded counterparts
1
2024
... 为解决强度不高或伸长率不足的问题,常采用后热处理工艺.该方法通过消除晶界处的粗大共晶组织,并优化析出相的组成和尺寸,从而协同提升合金的强度和塑性.He等[73 ] 采用7N01铝合金板材进行FSAM多层沉积时发现,试样硬度自顶部向底部逐渐降低;随自然时效时间延长,其硬度和强度均有所提高.Liu等[86 ] 系统研究了后热处理对FSDAM制备7075铝合金性能的影响.结果表明,经热处理后,沉积样品中的粗大析出相溶解,并均匀析出高密度纳米析出相,使其平均硬度达到185 HV,抗拉强度达560 MPa,性能与峰值时效状态的挤压7075铝合金相当. ...
Correlation of local microstructures and mechanical properties of Al-Zn-Mg-Cu alloy build fabricated via underwater friction stir additive manufacturing
1
2021
... 为抑制多层沉积过程中热循环对材料性能的负面影响,可采用辅助冷却技术.该技术通过将沉积样品置于低温环境,实现均匀冷却和精确控温,从而改善了样件的力学性能.Li等[87 ] 在水下进行FSAM沉积,有效降低了热循环效应,避免了已沉积层的性能弱化.Hao等[88 ] 成功开展了水下FSDAM实验,并与空气环境中沉积试样进行对比发现,沉积效率提高了13.6%,冷却速率明显加快.水下沉积试样的抗拉强度提高12%,伸长率大幅提升124%,材料各向同性得以改善.Li等[89 ] 利用AFSD工艺在室温和低温条件下制备了五层AA7075构件,发现低温环境抑制了位错回复,导致几何必需位错密度增加,再结晶分数下降.然而,因强化相过度长大,构件硬度和拉伸性能呈现自上而下递减趋势.此外,低温环境也抑制了强化相析出,使其硬度和拉伸强度低于室温制备样品. ...
Underwater friction surfacing of AA7075 aluminum alloy
1
2025
... 为抑制多层沉积过程中热循环对材料性能的负面影响,可采用辅助冷却技术.该技术通过将沉积样品置于低温环境,实现均匀冷却和精确控温,从而改善了样件的力学性能.Li等[87 ] 在水下进行FSAM沉积,有效降低了热循环效应,避免了已沉积层的性能弱化.Hao等[88 ] 成功开展了水下FSDAM实验,并与空气环境中沉积试样进行对比发现,沉积效率提高了13.6%,冷却速率明显加快.水下沉积试样的抗拉强度提高12%,伸长率大幅提升124%,材料各向同性得以改善.Li等[89 ] 利用AFSD工艺在室温和低温条件下制备了五层AA7075构件,发现低温环境抑制了位错回复,导致几何必需位错密度增加,再结晶分数下降.然而,因强化相过度长大,构件硬度和拉伸性能呈现自上而下递减趋势.此外,低温环境也抑制了强化相析出,使其硬度和拉伸强度低于室温制备样品. ...
Microstructure evolution and mechanical properties of high-strength aluminum alloy prepared by additive friction stir deposition
1
2025
... 为抑制多层沉积过程中热循环对材料性能的负面影响,可采用辅助冷却技术.该技术通过将沉积样品置于低温环境,实现均匀冷却和精确控温,从而改善了样件的力学性能.Li等[87 ] 在水下进行FSAM沉积,有效降低了热循环效应,避免了已沉积层的性能弱化.Hao等[88 ] 成功开展了水下FSDAM实验,并与空气环境中沉积试样进行对比发现,沉积效率提高了13.6%,冷却速率明显加快.水下沉积试样的抗拉强度提高12%,伸长率大幅提升124%,材料各向同性得以改善.Li等[89 ] 利用AFSD工艺在室温和低温条件下制备了五层AA7075构件,发现低温环境抑制了位错回复,导致几何必需位错密度增加,再结晶分数下降.然而,因强化相过度长大,构件硬度和拉伸性能呈现自上而下递减趋势.此外,低温环境也抑制了强化相析出,使其硬度和拉伸强度低于室温制备样品. ...
Friction stir additive manufacturing: Route to high structural performance
3
2015
... 此外,国内外学者围绕多种合金体系开展了系统的力学性能研究,致力于实现构件强度与塑性的协同提升.Mishra团队[90 ] 采用FSAM技术实现了AA5083铝合金和Mg-4Y-3Nd镁合金的固相增材制造.结果表明,两种材料沉积区硬度分别为104和120 HV,均显著高于相应基材.Liu等[91 ] 利用FSAM技术成功制备大型超细晶的铜组件,获得了晶粒结构和硬度分布均匀的沉积层,且加工区的平均硬度优于基材.Rivera等[42 ] 通过AFSD技术制备了IN625镍基合金增材件,沉积样件中晶粒明显细化,抗拉强度达1072 MPa,略高于传统锻件、铸件以及等离子弧增材样件.Liu等[1 ] 通过FRAM工艺制备了7075-TiC复合材料,实现了对微观组织的有效调控,显著提升了材料力学性能(图10 [1 ] ).实验结果表明,与未增强7075铝合金相比,TiC纳米颗粒的引入使复合材料展现出优异的力学性能,热处理后的抗拉强度达到626 MPa,屈服强度为546 MPa,伸长率为15.5%,其综合性能优于多数已报道的Al-Zn-Mg-Cu合金. ...
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 与传统减材制造相比,固相摩擦增材制造无需模具,可显著缩短工序流程和制造周期,并实现复杂结构轻量化.美国波音公司和欧洲空客公司已验证了该技术可通过节约材料和提升效率实现低成本制造[90 ,97 ] ,并在米级军用舰体和航空航天结构件的制造和修复中展现出应用潜力.在猎户座载人飞船项目中,FSAM技术被用于主结构的整体构建.2016 年,洛克希德⋅ 图 12a [5 ] ).波音公司与英国焊接研究所合作,生产波音777飞机的近净成形高效结构件(图12b [5 ] ).爱迪生焊接研究所研究团队成功制备了大型非熔化焊接铝合金近净成形部件,并详细阐述了其实验工艺和制造流程(图 12c [5 ] ).此外,通过FSAM工艺将局部或整圈加强环焊接于压力容器和管道表面,可显著降低高温高压环境下的蠕变失效风险(图 12d [5 ] ). ...
Friction stir additive manufacturing enabling scale-up of ultrafine-grained pure copper with superior mechanical properties
1
2022
... 此外,国内外学者围绕多种合金体系开展了系统的力学性能研究,致力于实现构件强度与塑性的协同提升.Mishra团队[90 ] 采用FSAM技术实现了AA5083铝合金和Mg-4Y-3Nd镁合金的固相增材制造.结果表明,两种材料沉积区硬度分别为104和120 HV,均显著高于相应基材.Liu等[91 ] 利用FSAM技术成功制备大型超细晶的铜组件,获得了晶粒结构和硬度分布均匀的沉积层,且加工区的平均硬度优于基材.Rivera等[42 ] 通过AFSD技术制备了IN625镍基合金增材件,沉积样件中晶粒明显细化,抗拉强度达1072 MPa,略高于传统锻件、铸件以及等离子弧增材样件.Liu等[1 ] 通过FRAM工艺制备了7075-TiC复合材料,实现了对微观组织的有效调控,显著提升了材料力学性能(图10 [1 ] ).实验结果表明,与未增强7075铝合金相比,TiC纳米颗粒的引入使复合材料展现出优异的力学性能,热处理后的抗拉强度达到626 MPa,屈服强度为546 MPa,伸长率为15.5%,其综合性能优于多数已报道的Al-Zn-Mg-Cu合金. ...
Effect of the aging process on the precipitated phase of 2195 Al-Li alloy deposited by preheating and water-cooling assisted friction rolling additive manufacturing
1
2025
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Dual-shoulder FRAM for thin-walled aerospace component repair: Material flow control, microstructural evolution, and mechanical performance
8
2025
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
... [93 ]所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
... [
93 ]
Several typical components fabricated using FRAM technology (a) single-walled member (b) aluminum alloy cylinder[54 ] ...
... (g) aluminum/steel heterogeneous structure[57 ] (h) sample of high-bar plate siding[93 ] ...
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
... [
93 ]
Applications in the field of restoration, including schematic of restoration of multiple defect forms<sup>[<xref ref-type="bibr" rid="R58">58</xref>]</sup> (a), structural repair of holes<sup>[<xref ref-type="bibr" rid="R100">100</xref>]</sup> (b), and thin-walled plate restoration<sup>[<xref ref-type="bibr" rid="R93">93</xref>]</sup> (c) (RD—rolling direction) Fig.16 ![]()
<strong>5</strong> 总结与展望 随着航空航天、轨道交通等领域对轻量化与高可靠构件的需求持续增长,固相摩擦增材制造技术正以其高效率和低缺陷的优势成为大型高性能构件制造的重要发展方向,但整体仍处于工程化早期阶段. ...
... [
93 ] (c) (RD—rolling direction)
Fig.16 ![]()
<strong>5</strong> 总结与展望 随着航空航天、轨道交通等领域对轻量化与高可靠构件的需求持续增长,固相摩擦增材制造技术正以其高效率和低缺陷的优势成为大型高性能构件制造的重要发展方向,但整体仍处于工程化早期阶段. ...
Microstructure evolution and local mechanical properties of friction stir additively manufactured (FSAM) AA5083/AA6061/AA7075 gradient composite
2
2024
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... ,
94 ,
95 ]
Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ] 随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Ballistic evaluation of aluminum alloy (AA) 7075 plate repaired by additive friction stir deposition using AA7075 feedstock
1
2023
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Additive friction stir deposition of AZ31B magnesium alloy
1
2022
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Building without melting: A short review of friction-based additive manufacturing techniques
2
2017
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... 与传统减材制造相比,固相摩擦增材制造无需模具,可显著缩短工序流程和制造周期,并实现复杂结构轻量化.美国波音公司和欧洲空客公司已验证了该技术可通过节约材料和提升效率实现低成本制造[90 ,97 ] ,并在米级军用舰体和航空航天结构件的制造和修复中展现出应用潜力.在猎户座载人飞船项目中,FSAM技术被用于主结构的整体构建.2016 年,洛克希德⋅ 图 12a [5 ] ).波音公司与英国焊接研究所合作,生产波音777飞机的近净成形高效结构件(图12b [5 ] ).爱迪生焊接研究所研究团队成功制备了大型非熔化焊接铝合金近净成形部件,并详细阐述了其实验工艺和制造流程(图 12c [5 ] ).此外,通过FSAM工艺将局部或整圈加强环焊接于压力容器和管道表面,可显著降低高温高压环境下的蠕变失效风险(图 12d [5 ] ). ...
Innovative potential of additive friction stir deposition among current laser based metal additive manufacturing processes: A review
2
2021
... Applicable materials for solid-state friction-based additive manufacturing technology
Table 1 Type of material Alloy Aluminum alloy 1XXX, 2XXX[19 ,44 ,54 ,55 ,84 ,92 ,93 ] , 4XXX[49 ,58 ] , 5XXX[24 ,33 ,41 ,56 ,90 ] , 6XXX[19 ,48 ,59 ,94 ] , 7XXX[1 ,25 ,69 ,94 ,95 ] Magnesium alloy AZ31[8 ,52 ,96 ] , WE43[27 ] Copper alloy Pure copper[18 ] , Cu-Cr-Zr[17 ] Titanium alloy Ti-6V-4Al[45 ] Steel H13[34 ] , carbon steel[38 ,71 ] , 304[97 ,98 ] , 316L[35 ,40 ] Nickel alloy Inconel625[26 ,42 ] , Inconel718[81 ] Metal matrix composites Aluminum-based[1 ,24 ,31 ,32 ,43 ,51 ]
随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
... MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
Friction stir based additive manufacturing of high strength aluminum alloys: A review
1
2023
... 随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
高强铝合金搅拌摩擦类增材制造研究进展
1
2023
... 随着工艺和技术改进以及搅拌摩擦增材理论的深入发展,各类固相摩擦增材制造技术在工程应用中的重要性日益凸显.基于已有研究[99 ] ,表2 从进给材料、工艺优势、现存不足以及工程应用等方面,对不同固相摩擦增材制造技术进行了系统对比.与传统熔融类增材制造工艺相比,固相摩擦增材制造技术在沉积速率、能源消耗和环境适应性等方面具备显著优势[8 ] .由于工艺温度始终低于材料熔点,可有效避免气孔、热裂纹和元素偏析等熔融类增材制造过程中的常见缺陷,从而提升了构件力学性能[7 ,14 ] .此外,该技术无需真空腔室或惰性气氛,可在开放环境中实现超大尺寸零件(可达3 m及以上)成形,具有沉积速率高、原料利用率高等特点;同时,该技术不依赖高能束源,能耗显著低于熔融类增材制造,且基本无烟尘和有害气体排放,契合绿色制造的发展趋势.总体而言,固相摩擦增材制造技术在增材效率、材料适应性、原料成本、缺陷控制及构件性能等方面较熔融类增材制造具有显著优势,在高端装备制造领域具有广阔应用前景. ...
Research progress in additive friction stir deposition
11
2023
... 近年来,多家公司和研究机构在固相摩擦搅拌增材设备研发方面取得了重要进展.航天工程装备(苏州)有限公司基于AFSD技术研制了多功能固相复合增材装备(图11a [6 ] ),采用桥式结构,可适配传统刀柄或集成数据采集和智能闭环控制的“智慧刀柄”,并利用直径为10 mm的合金棒材实现轻质合金的增材、表面改性和涂层制备.美国MELD公司开发的AFSD工艺可加工多种材料,所制备的构件晶粒细小均匀,力学性能媲美锻件水平,已用于航空、国防等领域的新件打印、修复以及功能梯度材料制备等[100 ,101 ] (图11b [100 ] ).图11c [6 ] 为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备. ...
... [100 ]).图11c [6 ] 为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备. ...
... [
100 ],美国陆军开发的FSAM设备
[6 ] ,FSAM 850搅拌摩擦增材制造设备
[10 ] ,立式加工中心FRAM 1165设备,FRAM 2213龙门加工设备,固相摩擦挤压AFSD设备
[6 ] ,及全球最大的AFSD装备
[6 ] Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... (b) solid-state composite additive equipment of MELD Corporation (USA)[100 ] ...
... MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
... ,100 ],包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
... [
100 ]
Prototypes fabricated by MELD Corporation (USA) using AFSD<sup>[<xref ref-type="bibr" rid="R100">100</xref>]</sup> Fig.13 ![]()
<strong>4.3</strong> 摩擦辊压增材制造 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
... [
100 ]
Fig.13 ![]()
<strong>4.3</strong> 摩擦辊压增材制造 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
... [
100 ]及薄壁板修复
[93 ] Applications in the field of restoration, including schematic of restoration of multiple defect forms<sup>[<xref ref-type="bibr" rid="R58">58</xref>]</sup> (a), structural repair of holes<sup>[<xref ref-type="bibr" rid="R100">100</xref>]</sup> (b), and thin-walled plate restoration<sup>[<xref ref-type="bibr" rid="R93">93</xref>]</sup> (c) (RD—rolling direction) Fig.16 ![]()
<strong>5</strong> 总结与展望 随着航空航天、轨道交通等领域对轻量化与高可靠构件的需求持续增长,固相摩擦增材制造技术正以其高效率和低缺陷的优势成为大型高性能构件制造的重要发展方向,但整体仍处于工程化早期阶段. ...
... [
100 ] (b), and thin-walled plate restoration
[93 ] (c) (RD—rolling direction)
Fig.16 ![]()
<strong>5</strong> 总结与展望 随着航空航天、轨道交通等领域对轻量化与高可靠构件的需求持续增长,固相摩擦增材制造技术正以其高效率和低缺陷的优势成为大型高性能构件制造的重要发展方向,但整体仍处于工程化早期阶段. ...
搅拌摩擦沉积增材技术研究进展
11
2023
... 近年来,多家公司和研究机构在固相摩擦搅拌增材设备研发方面取得了重要进展.航天工程装备(苏州)有限公司基于AFSD技术研制了多功能固相复合增材装备(图11a [6 ] ),采用桥式结构,可适配传统刀柄或集成数据采集和智能闭环控制的“智慧刀柄”,并利用直径为10 mm的合金棒材实现轻质合金的增材、表面改性和涂层制备.美国MELD公司开发的AFSD工艺可加工多种材料,所制备的构件晶粒细小均匀,力学性能媲美锻件水平,已用于航空、国防等领域的新件打印、修复以及功能梯度材料制备等[100 ,101 ] (图11b [100 ] ).图11c [6 ] 为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备. ...
... [100 ]).图11c [6 ] 为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备. ...
... [
100 ],美国陆军开发的FSAM设备
[6 ] ,FSAM 850搅拌摩擦增材制造设备
[10 ] ,立式加工中心FRAM 1165设备,FRAM 2213龙门加工设备,固相摩擦挤压AFSD设备
[6 ] ,及全球最大的AFSD装备
[6 ] Solid-state friction additive manufacturing equipments (a) multi-functional solid-state composite additive equipment of Aerospace Engineering Equipment (Suzhou) Co. Ltd.[6 ] ...
... (b) solid-state composite additive equipment of MELD Corporation (USA)[100 ] ...
... MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
... ,100 ],包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
... [
100 ]
Prototypes fabricated by MELD Corporation (USA) using AFSD<sup>[<xref ref-type="bibr" rid="R100">100</xref>]</sup> Fig.13 ![]()
<strong>4.3</strong> 摩擦辊压增材制造 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
... [
100 ]
Fig.13 ![]()
<strong>4.3</strong> 摩擦辊压增材制造 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
... [
100 ]及薄壁板修复
[93 ] Applications in the field of restoration, including schematic of restoration of multiple defect forms<sup>[<xref ref-type="bibr" rid="R58">58</xref>]</sup> (a), structural repair of holes<sup>[<xref ref-type="bibr" rid="R100">100</xref>]</sup> (b), and thin-walled plate restoration<sup>[<xref ref-type="bibr" rid="R93">93</xref>]</sup> (c) (RD—rolling direction) Fig.16 ![]()
<strong>5</strong> 总结与展望 随着航空航天、轨道交通等领域对轻量化与高可靠构件的需求持续增长,固相摩擦增材制造技术正以其高效率和低缺陷的优势成为大型高性能构件制造的重要发展方向,但整体仍处于工程化早期阶段. ...
... [
100 ] (b), and thin-walled plate restoration
[93 ] (c) (RD—rolling direction)
Fig.16 ![]()
<strong>5</strong> 总结与展望 随着航空航天、轨道交通等领域对轻量化与高可靠构件的需求持续增长,固相摩擦增材制造技术正以其高效率和低缺陷的优势成为大型高性能构件制造的重要发展方向,但整体仍处于工程化早期阶段. ...
Analytical temperature model for spindle speed selection in additive friction stir deposition
1
2024
... 近年来,多家公司和研究机构在固相摩擦搅拌增材设备研发方面取得了重要进展.航天工程装备(苏州)有限公司基于AFSD技术研制了多功能固相复合增材装备(图11a [6 ] ),采用桥式结构,可适配传统刀柄或集成数据采集和智能闭环控制的“智慧刀柄”,并利用直径为10 mm的合金棒材实现轻质合金的增材、表面改性和涂层制备.美国MELD公司开发的AFSD工艺可加工多种材料,所制备的构件晶粒细小均匀,力学性能媲美锻件水平,已用于航空、国防等领域的新件打印、修复以及功能梯度材料制备等[100 ,101 ] (图11b [100 ] ).图11c [6 ] 为美国陆军研究实验室于2021年开发的AFSD装备,其打印工具具备恒力输出及多角度成形能力,适用于复杂构件制备. ...
Interfacial bonding features of friction stir additive manufactured build for 2195-T8 aluminum-lithium alloy
1
2019
... 哈尔滨万洲焊接技术有限公司开发的FSAM 850型固相摩擦增材制造龙门设备(图11d [10 ] )配备压力和数控位移系统,可实现连续沉积成形[10 ] .刘海滨团队基于FRAM技术研制了具有温度-力反馈控制的FRAM 1165摩擦辊压增材制造设备(图11e ),其X 轴行程达1100 mm,Y /Z 轴行程达650 mm[66 ,68 ] .该研究团队进一步将FRAM工艺集成至大型龙门加工设备(图 11f ),具备直径达2 m以上大型复杂构件的增材制造/修复能力[67 ] .天津大学杨新岐团队开发了固相摩擦挤压增材主轴机构及成套设备(图 11g [6 ] ),并通过大量工艺试验验证了其稳定性和可靠性[102 ] .2022年,美国建成全球最大AFSD装备(图 11h [6 ] ),用于地面防御车辆的制造. ...
Research status and development trend of light alloy defect repair in aerospace field
1
2023
... MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
航空航天领域轻合金缺陷修复研究现状及发展趋势
1
2023
... MELD公司开发的AFSD技术已被纳入美国军方首届“陆军远征技术倡议”项目,以满足未来军事现代化的需求[6 ] .该公司与美国军方合作,探索AFSD技术在远程作战坦克部件修复中的应用潜力[103 ] ,并已利用航空级材料(如Al-7075、Al-6061及Ti-6Al-4V)生产达到锻件质量标准的大型构件.该技术已成为美国多部门关键项目的核心组成部分:美国空军采购MELD设备用于无人机机身开发,快速保障办公室亦将其列为唯一的大型固态金属3D打印技术供应商.美国陆军、空军、海军航空兵司令部及海军海上系统司令部均已采购MELD公司的L3、K3和CD-14系列设备,以支持多项政府计划和野外保障行动[11 ] .图13 [100 ] 为MELD公司通过AFSD技术制备的一系列未熔化金属实物样件[11 ,98 ,100 ] ,包括带肋加强筋网的飞机机身面板、多层材料沉积及大型环状铝合金构件. ...
Numerical simulation of hybrid additive and subtractive manufacturing and evolution behavior of stress and deformation
1
2025
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
增减材复合制造模拟仿真及应力与变形演变规律
1
2025
... 刘海滨团队[55 ,56 ,59 ,63 ~65 ,104 ] 系统研究了多层多道结构、十字交叉结构和薄壁结构在固相增材制造中的成形特征,深入分析了各类结构中缺陷易发位置及成因,并针对性优化了沉积工艺参数、辅助加热方法和打印路径.基于上述工艺改进,该团队利用FRAM技术成功制备了多种典型构件,包括单壁构件(图14a )、铝合金圆柱体(图14b [54 ] )、U型样件(图14c )、十字交叉样件(图14d )、C型样件(图14e )及大型圆环构件(图14f ).此外,通过引入电弧辅助技术,实现了铝/钢异质材料的复合沉积,在高温高压条件下促进了界面原子互扩散,显著改善了铝/钢的界面冶金结合质量(图 14g [57 ] ).该团队[93 ] 还基于FRAM技术设计了双轴肩工具头,成功修复厚度为4 mm的 2219 铝合金薄壁板,并应用于高肋壁板的垂直板缺陷修复,如图14h [93 ] 所示.此外,该团队已完成直径为700 mm的某飞行器燃料舱端框、直径为1.5 m的载人密封舱薄壁筋板舱体等大型复杂构件的高质量增材制造和修复再制造. ...
Research progress in additive friction stir deposition technology and equipment
1
2025
... 航天工程装备(苏州)有限公司作为国内首家实现连续送料固相摩擦增材设备工程化应用的企业,研制了全球首个火箭贮箱箱底固相摩擦增材构件[105 ] .该企业打印的直径为 3350 mm的火箭连接环,制造周期由传统锻造的 3~6 个月缩短至 1 ~ 2 个月,且组织和性能不逊于锻造件水平.图15a [106 ] 展示了黄永宪团队利用线材搅拌摩擦增材制造技术制备的复杂大型构件,包括变径结构、半球壳体及法兰环结构[47 ,49 ] .基于自主研发的同轴送粉搅拌摩擦增材装备,Zhang等[77 ] 成功实现了4层纯Al样品的沉积,并进一步将该技术应用于2319铝合金“回”字形结构件的制备(图15b [106 ] ). ...
搅拌摩擦沉积增材制造技术与装备研究进展
1
2025
... 航天工程装备(苏州)有限公司作为国内首家实现连续送料固相摩擦增材设备工程化应用的企业,研制了全球首个火箭贮箱箱底固相摩擦增材构件[105 ] .该企业打印的直径为 3350 mm的火箭连接环,制造周期由传统锻造的 3~6 个月缩短至 1 ~ 2 个月,且组织和性能不逊于锻造件水平.图15a [106 ] 展示了黄永宪团队利用线材搅拌摩擦增材制造技术制备的复杂大型构件,包括变径结构、半球壳体及法兰环结构[47 ,49 ] .基于自主研发的同轴送粉搅拌摩擦增材装备,Zhang等[77 ] 成功实现了4层纯Al样品的沉积,并进一步将该技术应用于2319铝合金“回”字形结构件的制备(图15b [106 ] ). ...
Development and application of additive friction stir deposition technology
4
2025
... 航天工程装备(苏州)有限公司作为国内首家实现连续送料固相摩擦增材设备工程化应用的企业,研制了全球首个火箭贮箱箱底固相摩擦增材构件[105 ] .该企业打印的直径为 3350 mm的火箭连接环,制造周期由传统锻造的 3~6 个月缩短至 1 ~ 2 个月,且组织和性能不逊于锻造件水平.图15a [106 ] 展示了黄永宪团队利用线材搅拌摩擦增材制造技术制备的复杂大型构件,包括变径结构、半球壳体及法兰环结构[47 ,49 ] .基于自主研发的同轴送粉搅拌摩擦增材装备,Zhang等[77 ] 成功实现了4层纯Al样品的沉积,并进一步将该技术应用于2319铝合金“回”字形结构件的制备(图15b [106 ] ). ...
... [106 ]). ...
... [
106 ]
Reducing structure, hemispherical shell, and flange ring structure (a) and the screw-fed powder-based AFSD experiment and the resulting alloy specimens (b)<sup>[<xref ref-type="bibr" rid="R106">106</xref>]</sup> Fig.15 ![]()
<strong>4.5</strong> 固相修复应用 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
... [
106 ]
Fig.15 ![]()
<strong>4.5</strong> 固相修复应用 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
搅拌摩擦增材制造技术的发展与应用
4
2025
... 航天工程装备(苏州)有限公司作为国内首家实现连续送料固相摩擦增材设备工程化应用的企业,研制了全球首个火箭贮箱箱底固相摩擦增材构件[105 ] .该企业打印的直径为 3350 mm的火箭连接环,制造周期由传统锻造的 3~6 个月缩短至 1 ~ 2 个月,且组织和性能不逊于锻造件水平.图15a [106 ] 展示了黄永宪团队利用线材搅拌摩擦增材制造技术制备的复杂大型构件,包括变径结构、半球壳体及法兰环结构[47 ,49 ] .基于自主研发的同轴送粉搅拌摩擦增材装备,Zhang等[77 ] 成功实现了4层纯Al样品的沉积,并进一步将该技术应用于2319铝合金“回”字形结构件的制备(图15b [106 ] ). ...
... [106 ]). ...
... [
106 ]
Reducing structure, hemispherical shell, and flange ring structure (a) and the screw-fed powder-based AFSD experiment and the resulting alloy specimens (b)<sup>[<xref ref-type="bibr" rid="R106">106</xref>]</sup> Fig.15 ![]()
<strong>4.5</strong> 固相修复应用 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
... [
106 ]
Fig.15 ![]()
<strong>4.5</strong> 固相修复应用 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
Interface stair-like design and repair performance of Al-Zn-Mg-Cu aluminum alloy based on additive friction stir deposition
2
2025
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
... [107 ].AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...
In-situ monitoring of additive friction stir deposition of AA6061: Effect of layer thickness on the microstructure and mechanical properties
1
2024
... 在合金构件的服役周期中,其表面常会产生各类缺陷,如铸造/锻造原始缺陷、磨损、裂纹等(图16a [58 ] ).传统熔融修复易形成宽热影响区、元素偏析及应力腐蚀裂纹等.因此固相摩擦修复技术近年来正备受关注[107 ] .由于实际损伤形态大多不规则,通常需先通过铣削加工出规则修复槽,继而进行多层多道修复填充,最后铣削去除余量以实现深层缺陷修复[107 ] .AFSD技术可实现空洞的完全填充和良好的界面结合(图16b [100 ] ),但其修复过程中下压力较大,易引起修复件变形.相较于AFSD技术,FRAM技术由于其侧向搅拌和灵活送料的特点,在稳定修复期间产生的下压力(小于2 kN[66 ,67 ] )远低于AFSD技术(30~60 kN[66 ,108 ] ).该特点赋予FRAM技术多重优势:减少工件变形和残余应力,提高修复质量;拓宽工艺的适用性;降低工具头磨损和夹具复杂性[70 ] .因此,FRAM技术尤其适用于薄壁高筋结构修复,其低下压力可有效避免结构变形.例如,采用专用双轴肩工具头,成功实现了2219航空铝合金垂直薄壁的FRAM修复(图16c [93 ] ).此外,该技术还适用于线缺陷[19 ] 、面缺陷及体缺陷的修复[55 ,58 ] .相较于传统熔化修复仅50%的强度系数,摩擦辊压修复技术修复后的强度系数可提升至85%以上. ...















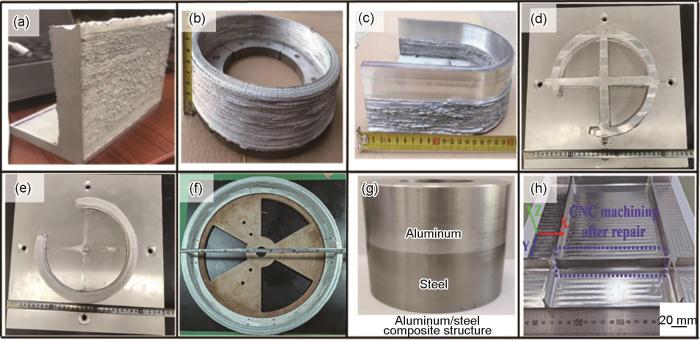

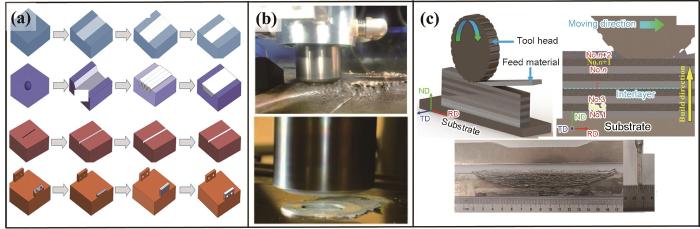

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}