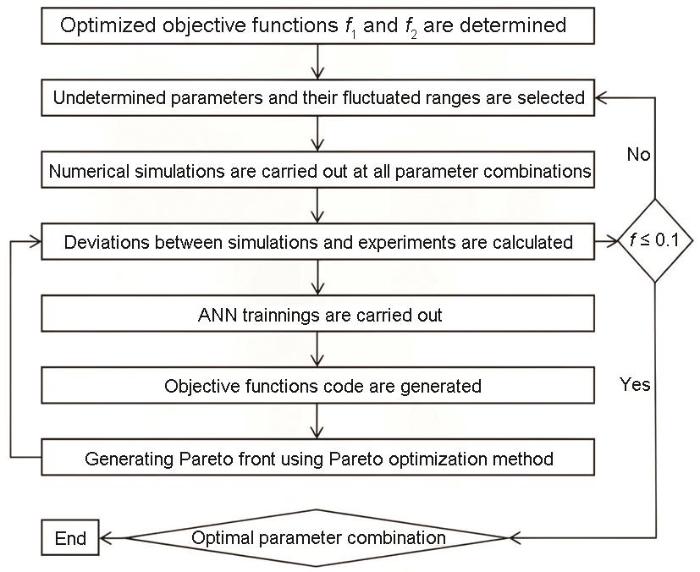
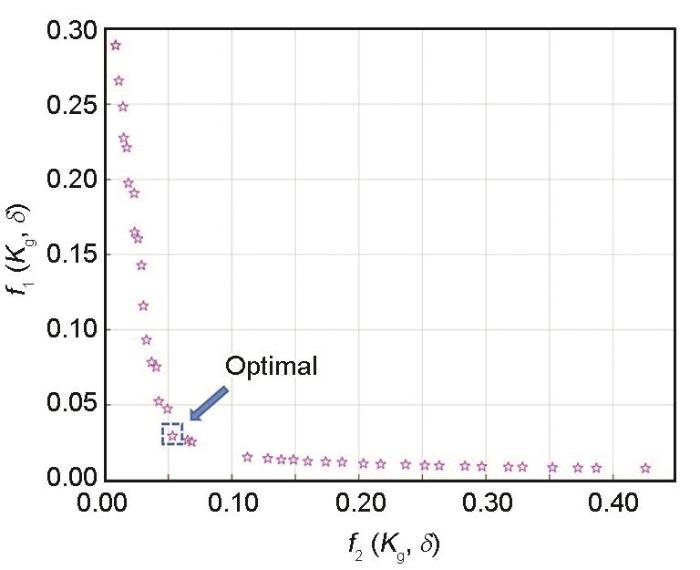
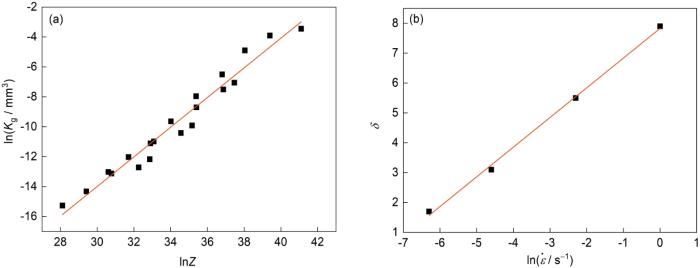
It is crucial to accurately predict and control the overall microstructure uniformity of large forgings to enhance their comprehensive mechanical properties. Common empirical models of dynamic recrystallization (DRX) do not consider the nucleation mechanisms and grain boundary migration driven by stored energy differences, thereby limiting their ability to predict and track nucleation events and microstructure morphology during the DRX process. To address this limitation, this study proposes an effective simulation approach for microstructure morphology evolution by integrating the level-set method with a dislocation model. The level set function, implemented on a fixed grid within the Eulerian framework, enables the numerical tracking of evolving curves or surfaces on Cartesian grids. Further, it also facilitates topological evolution handling, thereby eliminating the need for complex curve or surface parameterization. Parameters of the DRX model based on the level set method were determined using stress-strain experimental data of the GH4706 alloy within the temperature range of 950-1150 oC and strain rate range of 0.001-1 s-1. Although certain model parameters were obtained through fitting, the two critical parameters of nucleation volume per unit time at the grain boundary surface and factor affecting grain boundary migration rate could not be determined in this way. These were instead identified using a Pareto multi-objective optimization method, which iteratively minimized the discrepancy between experimental data and simulated results through reverse analysis. The DRX fraction and the average grain size were selected as the optimization objectives. The average deviation percentages between the experimental data and simulated results of the two optimization objectives under varying strain conditions were used as evaluation functions. Through continuous multi-objective iterative optimization, an optimal parameter set was derived. Simulation results for the GH4706 alloy under different parameter combinations revealed a linear relationship between the DRX model parameters with the process variables. The DRX behavior of the GH4706 alloy under strains of 0.4-0.7 was simulated and experimentally validated. A comparison between the experimental data and simulation results showed that the average deviation of both the DRX grain volume fraction fraction and grain size was less than 10%. This confirmed the validity of the model and parameter identification approach. Thus, this study provides a robust theoretical framework for simulating the microstructure uniformity of GH4706 alloy during large forgings and offers valuable insights for predicting and regulating the microstructural uniformity.
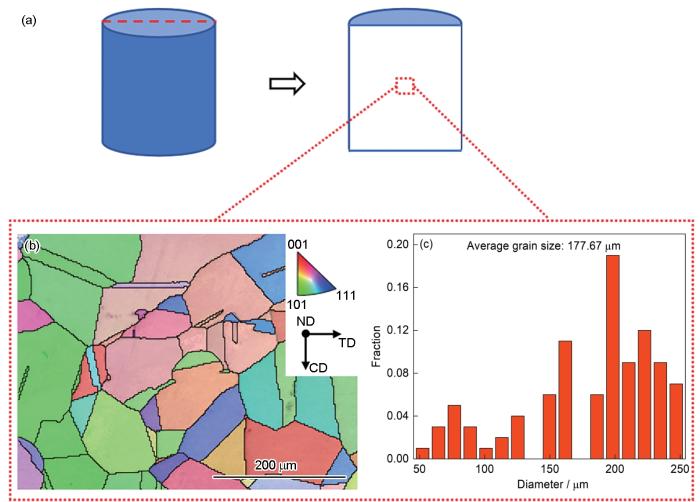
Fig.1
Schematic of sampling position (a) and inverse pole figure (IPF) (b) and grain size distribution (c) of initial microstructure of GH4706 superalloy (ND—normal direction, TD—transverse direction, CD—compression direction)
Fig.2
Definition of grain boundaries using level-set functions (Ψ represents level-set function; Ψ1, Ψ2, and Ψ3 represent level set functions for Grain 1, Grain 2, and Grain 3, respectively)
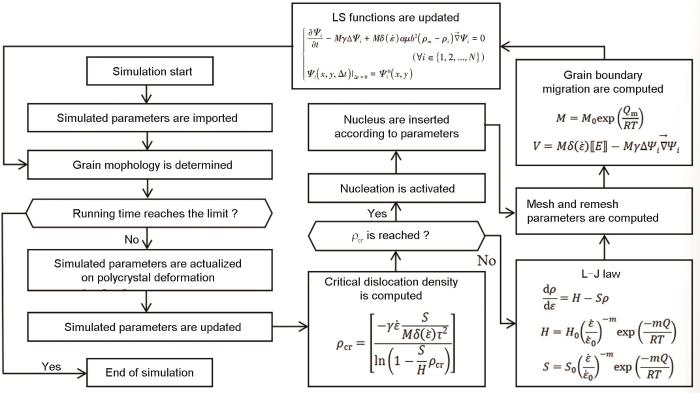
Fig.4
Flowchart of dynamic recrystallization (DRX) simulation using level-set method coupled with dislocation density model (L-J represents Laarsaoui-Jonas, LS represents level-set; Ψi —the ith level-set function, Δt—time step, M—migration rate of grain boundaries, γ—grain boundary energy, ΔΨi —the ith level-set function per unit, α—Taylor factor, µ—material shear modulus, b—Burgers vector, ρm—dislocation density of deformed grains, ρi —dislocation density of the ith equiaxed grain, —interfaces of the ith level set function per unit; M0—pre exponential factor, Qm—activation energy for grain boundary migration, R—gas constant, T—thermodynamic temperature, V—growth rate of grains, —factors affecting grain boundary migration rate, jump for energy storage of grains; —strain rate, τ—dislocation line energy, H—hardening parameter, S—softening parameter; ε—strain, H0—initial hardening parameter, S0—initial softening parameter, —calibration constant for strain rate, Q—activation energy, m—strain rate sensitivity coefficient)
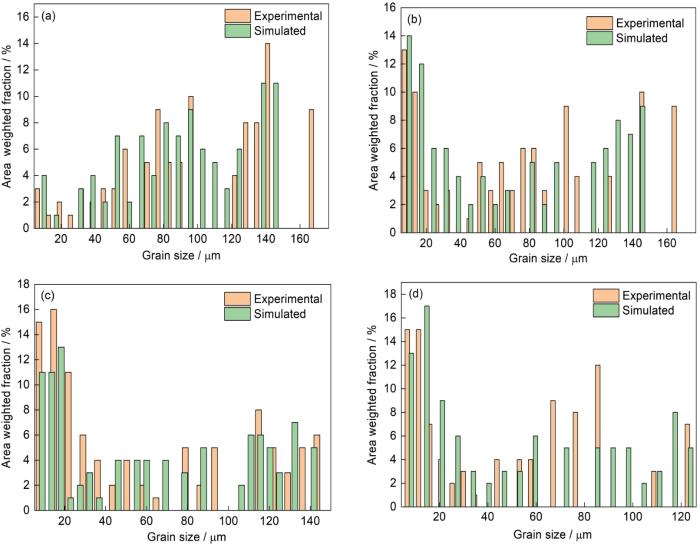
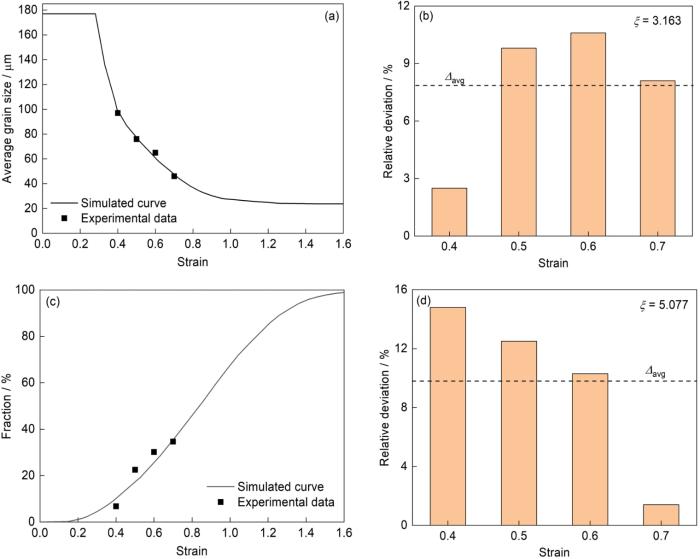
Fig.13
Comparisons of average grain size (a) and DRX grain volume fraction (c) with different strains acquired from experiment and simulation; and relative deviation (Δ) and standard deviation (ξ) of average grain size (b) and DRX grain volume fraction (d) (Δavg—average deviation)
Wrought superalloys are high temperature alloys produced by casting-forging-hot rolling-cold drawing, including disc, plate, bar, wire, tape, pipe etc. These products are widely used in aviation, aerospace, energy, petrochemical, nuclear power and other industrial fields. In this paper, domestic progress of wrought superalloys in recent ten years was reviewed, including advances in fabrication process, research in new alloys (GH4169G, GH4169D, GH4065 and GH4068 alloy et al.) and new techniques (deforming of FGH4096 alloy, nitriding of NGH5011 alloy and 3D printing of In718 alloy et al.).
GH4096 alloy were used for disks and shafts of advanced gas turbine engines owing to its excellent properties such as resistance to creep, fatigue, and corrosion as well as microstructure stability up to about 700oC. In this study, GH4096, a hard-to-deform disk superalloy, was processed through an advanced cast and wrought route to avoid the expensive power metallurgy (P/M) route. Many types of full-scale disk forgings possessing homogeneous fine-grained microstructures were successfully carried out, and the ultrasonic inspectability was comparative to that of the alloy produced by the P/M route. The effects of the initial grain size and strengthening phase on hot deformation behavior and dynamic recrystallization (DRX) were studied by OM, SEM, EBSD, and TEM under different deformation parameters. The results showed that as the initial grain size decreased within the temperature range of 1050-1120oC, the flow peak stresses decreased and the fractions of DRX increased. With an increase in the initial grain size, the thermal deformation temperature required for complete dynamic recrystallization decreased, and also the critical strain of dynamic recrystallization decreased. The initial grain size and the strain did not affect the recrystallized grain size when deformed at a sub-solvus temperature. The thermal deformation constitutive equations related to the initial grain sizes were established and the activation energies of thermal deformation related to the original grain sizes were calculated. The effect of γ' phase size on the thermal deformation behavior in as-cast microstructure was studied. In the sub-solvus temperature range, the thermal deformation resistance could be effectively reduced with the increase in the size of γ' phase, the critical strain of DRX was decreased, and the DRX fraction was also increased. The dynamic recrystallization mechanisms related to the γ' phase and initial grain size were also discussed. DRX nucleation takes place at the sub-grains near original grain boundaries for samples with larger initial grain size deformed at sub-solvus temperature. For samples with fine initial grain size, the interface slip of incoherent γ' phase is the significant dynamic softening mechanism during the sub-solvus temperature deformation. For as-cast samples, the main dynamic softening mechanism is original grain boundary bowing out DRX nucleation and coarse second-phase-induced DRX nucleation.
[A]. Hot Working and Forming Processes: Proceedings of an International Conference on Hot Working and Forming Processes [M]. London: The Metals Society, 1980
Assessment of simplified 2D grain growth models from numerical experiments based on a level set framework
[J]. Comput. Mater. Sci., 2014, 92: 305
JinY, BozzoloN, RollettA D, et al.
2D finite element modeling of misorientation dependent anisotropic grain growth in polycrystalline materials: Level set versus multi-phase-field method
[J]. Comput. Mater. Sci., 2015, 104: 108
BernackiM.
Kinetic equations and level-set approach for simulating solid-state microstructure evolutions at the mesoscopic scale: State of the art, imitations, and prospects
GaoJ. Research on topology optimization for multiscale design of structure-material based on parametric level set [D]. Wuhan: Huazhong University of Science and Technology, 2019
Analysis of dynamic recrystallization behaviors in resistance heating compressions of heat-resistant alloy by multi-field and multi-scale coupling method
HuW Z. Research on the modeling and optimization algorithms for the slab design and the hot rolling production planning of steel plate [D]. Chongqing: Chongqing University, 2019
Assessment of simplified 2D grain growth models from numerical experiments based on a level set framework
0
2014
2D finite element modeling of misorientation dependent anisotropic grain growth in polycrystalline materials: Level set versus multi-phase-field method
0
2015
Kinetic equations and level-set approach for simulating solid-state microstructure evolutions at the mesoscopic scale: State of the art, imitations, and prospects
Analysis of dynamic recrystallization behaviors in resistance heating compressions of heat-resistant alloy by multi-field and multi-scale coupling method









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}