


镍基高温合金因具有良好的力学性能和优越的高温稳定性,被广泛应用于航空航天、船舶制造、核工业等领域[1,2]。GH4169D高温合金(国外同种材料牌号为ATI 718Plus)是在目前应用最为广泛的GH4169合金(国外同种材料牌号为Inconel 718,长时间使用温度限制在650℃以下[3])成分的基础上,通过加入适量Co和W这2种固溶强化元素来取代部分Fe元素,调整Al和Ti的总含量以及这2种元素的比例而研制出来的一种新型镍基高温合金[4]。由于GH4169D合金中的主要强化相为γ′相,相较于GH4169合金中的主要强化相γ″相具有更好的高温稳定性[5],因此长期稳定工作温度上限相较于GH4169合金提高了约55℃,同时仍能保持良好的可加工性[4,6,7],在热力学条件更为复杂和苛刻的工作环境中具有巨大的应用潜力。
传统金属成形工艺,如锻造、铸造等,在生产高温合金零部件时往往需要使用大型生产设备,而且面临着流程周期长、成材及成品率低、材料利用率低等问题[8,9],制造结构更为复杂的大型高端零部件的难度较大。新兴的增材制造技术是数字化、智能化制造技术的代表,基于计算机技术可实现复杂结构的拓扑优化,同时材料叠加成形的方式具有极大的自由度和极高的材料利用率,在制造复杂结构件时具有明显优势,成为高端制造领域中的研究热点[10~12]。电弧熔丝增材制造(wire and arc additive manufacturing,WAAM)技术是一种常用的增材制造技术,相比激光增材制造技术和电子束增材制造技术,WAAM技术具有更高的成形效率,适合制造大型零部件,原料和设备的生产成本相对更低[13,14],值得深入研究和推广。常规WAAM技术的成形原理是将金属丝材通过电弧熔化成液态金属,按指定的路径逐层沉积到基体上,最终形成所需的制件[15]。这种将金属由液态转变为固态的成形方式与焊接和铸造有相似之处,所成形合金组织多为铸态组织,且在工艺过程中由于温度梯度较大,材料反复经历热循环,因此容易出现诸如晶粒粗大、力学性能各向异性明显等问题以及内部出现未熔合、气孔等缺陷[16,17],难以满足高温合金零部件在高应力或高温载荷等苛刻环境中长期稳定工作的需求。为了提高增材制造技术在高端零部件制造领域中的应用价值,目前增材制造技术发展的一大方向即是将增材制造技术与其他技术相复合,在发挥增材制造技术优势的同时,用其他技术来弥补其不足之处。
到目前为止国内有关GH4169D高温合金增材制造方面的研究鲜有报道,因此本工作以GH4169D高温合金为研究对象,分别采用HARAM技术和常规WAAM技术成形合金试样,使用多种表征方法观察和对比成形态合金的微观组织特征,并进行力学性能测试,研究复合增材成形合金的组织特点及形成原因,同时研究热处理制度对所成形合金晶粒形态和相分布的影响,为HARAM技术应用于航空航天等领域中高性能复杂零部件的高效生产提供科学依据。
1 实验方法
实验材料为直径1.2 mm的GH4169D镍基高温合金丝材,其化学成分(质量分数,%)为:C 0.034,Cr 18.01,Mo 2.65,W 1.02,Co 8.72,Fe 9.68,Nb 5.39,Al 1.57,Ti 0.69,Ni余量。基板材料为同种成分的GH4169D板材。
试块成形设备为自主研发的HARAM系统,使用REHM INVERTIG.PRO digital 450 AC/DC焊机作为热源,在电弧沉积系统的基础上复合了同步微锻系统(如图1所示),实现对沉积合金的在线热轧,同时还配备有气氛保护室、数控系统等。热源模式选择直流型钨极惰性气体保护焊,主要成形工艺参数为:焊接电流170 A,焊接速率140 mm/min,送丝速率1.1 m/min,焊接电压14.5 V,保护气体为纯度99.999%的高纯Ar气,道间搭接率45%。试块成形路径采用“同层方向同向,相邻层方向反向”的策略,如图2中试块内箭头所表示的方向,并定义增材成形工艺中的X向为平行于焊枪沉积扫描方向,Y向为平行于焊道搭接方向,Z向为平行于沉积增高方向。实验共成形2个试块,其中一个采用常规WAAM技术成形(以下称WAAM试块/试样),另一个采用HARAM技术成形(以下称HARAM试块/试样),所施加的同步轧制力能使单道焊道在高度方向产生45%~50%的压下率。
图1
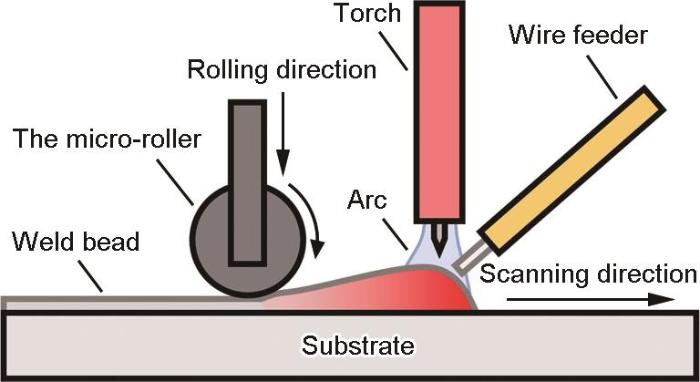
图1
电弧微铸锻复合增材制造(HARAM)技术示意图
Fig.1
Schematic of hybrid arc and micro-rolling additive manufacturing (HARAM)
图2

图2
沉积扫描策略示意图
Fig.2
Schematic of deposition scanning strategy (The blue and red parallel arrows represent the deposition scanning paths of the Nth and (N + 1)th layers, respectively)
试块成形结束后将2种工艺所成形的试块各自分割成若干个小分块,使用KSL-1200X热处理炉,选择3种热处理制度对小分块进行热处理[20~22]:(1) 固溶+双时效(solution + double aging,SA),970℃保温0.5 h、空冷+ 788℃保温8 h + 38℃/h炉冷至704℃保温8 h、空冷;(2) 预固溶+固溶+双时效(pre-solution + solution + double aging,PSA),850℃保温8 h、空冷+ 970℃保温0.5 h、空冷+ 788℃保温8 h + 38℃/h炉冷至704℃保温8 h、空冷;(3) 均匀化+固溶+双时效(homogenization + solution + double aging,HSA),1150℃保温1 h、空冷+ 970℃保温0.5 h、空冷+ 788℃保温8 h + 38℃/h炉冷至704℃保温8 h、空冷。
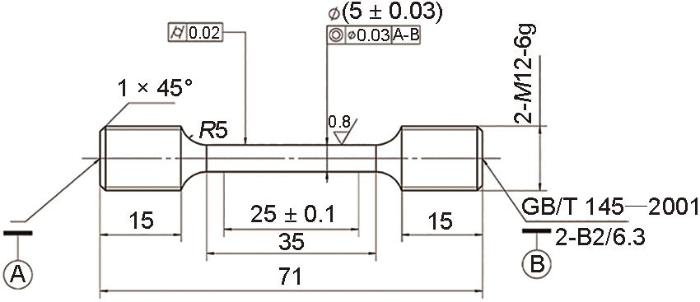
从不同热处理状态的小分块中切取试样进行微观组织分析和室温拉伸性能测试。使用400~2000号砂纸打磨金相试样的XOZ表面,在UNIPOL-820金相研磨抛光机上使用进口绒抛光布和粒度为50 nm的SiO2抛光液将该表面抛光至镜面,使用XRD-6100型X射线衍射仪(XRD)进行物相分析。使用MCK-41MC型光学显微镜(OM)、Quanta650 FEG型场发射扫描电子显微镜(SEM)以及配套的电子背散射衍射(EBSD)和能谱(EDS)系统观察和分析试样的微观组织,OM、SEM观察和EDS分析前对经过磨抛的金相试样XOZ表面使用HCl∶HNO3∶H2O = 1∶1∶1 (体积比)的腐蚀液进行擦蚀,直到表面出现明显的腐蚀痕迹;EBSD分析前对经过磨抛的金相试样XOZ表面进行电解抛光去除表面应力层,电解抛光液配方为CH3CH2OH∶HClO4 = 9∶1 (体积比),电解电压20 V。将薄片状合金试样机械打磨至厚度50 μm以下进行离子减薄,使用Tecnai G2 F30型场发射透射电子显微镜(TEM)对经减薄的试样进行观察。室温拉伸试样按照GB/T 228标准中的圆形横截面试样进行加工,如图3所示,使用YC-120A-K100型拉伸试验机测试合金的力学性能,拉伸速率为0.15 mm/min,热处理前后不同状态的试样在X向和Z向上各测试3根并取平均值,使用Quanta650 FEG型场发射SEM观察试样断口形貌。
图3
2 实验结果及分析
2.1 不同增材制造工艺成形合金的微观组织
图4所示为未经热处理的GH4169D合金WAAM试块和HARAM试块的宏观形貌和微观组织的OM像。可明显看到2种增材制造成形的GH4169D合金内部均存在大量灰黑色的Laves相,这是由于合金在凝固过程中Nb、Mo元素发生微观偏析所形成的[23]。Laves相的形成消耗了大量的Nb、Mo元素,导致同样需要这些元素的γ′、γ″强化相析出的数量减少,而且Laves相本身脆性大,在受到外界复杂应力时其周围容易产生应力集中进而与基体分裂,促进裂纹的萌生和扩展,降低合金的疲劳性能[23~25],因此需要后续热处理以尽可能消除这种有害相。WAAM试样的组织特征为沿着沉积增高方向生长的粗大柱状晶(图4c),这是由于WAAM过程中垂直于基板的方向的温度梯度最大,因此晶粒会沿着最大温度梯度相反的方向进行“外延生长”形成粗大的柱状晶[26],Laves相的形态表现为沿柱状晶生长方向的条纹。HARAM试样(图4d)中晶粒形状很不规则,较大晶粒旁边出现数量较多的细小晶粒,类似于锻造高温合金中因不完全再结晶形成的项链状组织[27,28]。
图4

图4
电弧熔丝增材制造(WAAM)和HARAM工艺成形的未热处理态GH4169D合金试块宏观形貌和微观组织的OM像
Fig.4
Macrostructures (a, b) and OM images (c, d) of WAAM-ed (a, c) and HARAM-ed (b, d) GH4169D block samples (WAAM—wire and arc additive manufacturing)
对未热处理态的WAAM试样和HARAM试样进行EBSD分析,结果如图5所示。WAAM试样(图5a)中的柱状晶粒十分粗大,并且取向趋于一致,这种柱状晶沿沉积增高方向(Z方向)“外延生长”的特征在增材制造成形的高温合金中十分常见,原因是常规的WAAM过程中的热流方向较为单一(热量主要向基板方向传导),使晶粒的生长方向表现出明显的倾向性[29~31]。HARAM态(图5b)晶粒的截面积小于WAAM态,晶粒具有更多取向,相邻晶粒的生长方向差异较大。这种现象的出现是“微锻”作用的结果,即微型轧辊对刚凝固的合金施加压力,使粗大的柱状晶发生“破碎”,形成不规则的形状,同时由于轧辊与焊道相接触,部分热量会通过轧辊进行传导,使成形过程的热流方向比WAAM时更为复杂,因此晶粒生长方向的一致性受到破坏。合金微观组织中晶粒本身形状的不规则和生长方向的不同导致在一个截面上有的晶粒有较大的截面积,而有的晶粒只有小部分被截取到,最终使合金呈现出图4d所示的晶界曲折、晶粒尺寸不一的微观组织形貌。
图5

图5
WAAM和HARAM工艺成形的未热处理态GH4169D合金的EBSD像
Fig.5
EBSD images of WAAM-ed (a) and HARAM-ed (b) GH4169D superalloys
2.2 不同热处理状态HARAM工艺成形合金的微观组织
图6为HARAM工艺成形GH4169D试样热处理前后微观组织的OM像。未热处理态(图6a)、SA热处理态(图6b)以及PSA热处理态(图6c)的合金基体上分布着明显的黑色斑纹,而HSA热处理态(图6d)合金组织中无明显的黑色斑纹,出现了再结晶晶界。由图7a可以看出,SA热处理态HARAM试样的晶粒形态以及取向分布与未热处理时(图5b)十分相似,没有出现明显的再结晶晶粒,说明SA热处理的温度没有达到合金的再结晶温度区间,而图7b的HSA热处理态HARAM试样微观组织中出现了大量的再结晶晶粒,且晶粒更为细小均匀。推测这些再结晶晶粒的形成原因主要有2点:一是HSA热处理过程中均匀化步骤的保温温度达到了该合金的再结晶温度;二是因同步轧制而发生变形的晶粒有变形储存能作为再结晶的驱动力。为了证明上述推测,对未进行同步轧制的WAAM试样同样进行HSA热处理,如图8a所示,尽管基体上的Laves相基本上已消除,但与图8b中HSA热处理态HARAM试样相比,晶粒的再结晶现象并不明显,仅仅是晶粒的形态发生了变化,晶界从未热处理时的曲折变得较为平直。这说明WAAM试样在HSA热处理时的温度虽然达到了合金的再结晶温度范围,但是由于试样中没有变形储存能,因此虽然晶粒的形态发生了改变,但仍然没有发生明显的再结晶现象,说明除温度条件外,同步轧制引入变形对合金组织的再结晶也起到重要作用。另外,HSA热处理态HARAM试样中部分晶粒表现为孪晶(图7b),这是由于GH4169D合金的基体γ相为fcc结构,其层错能较低,这种类型的合金经变形和再结晶退火处理后,组织中容易出现孪晶[32,33]。
图6

图6
HARAM工艺成形GH4169D合金热处理前后微观组织的OM像
Fig.6
OM images of HARAM-ed GH4169D superalloy before (a) and after solution + double aging (SA) (b), pre-solution + solution + double aging (PSA) (c), and homogenization + solution + double aging (HSA) (d) treatments
图7

图7
HARAM工艺成形GH4169D合金经固溶+双时效(SA)和均匀化+固溶+双时效(HSA)热处理后的EBSD像
Fig.7
EBSD images of HARAM-ed GH4169D superalloy after SA (a) and HSA (b) treatments
图8
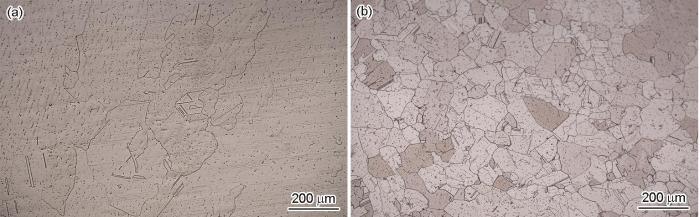
图8
WAAM和HARAM工艺成形GH4169D合金经HSA热处理后微观组织的OM像
Fig.8
OM images of WAAM-ed (a) and HARAM-ed (b) GH4169D superalloys after HSA treatment
图9为HARAM工艺成形GH4169D试样热处理前后微观组织的SEM像以及EDS分析结果。未热处理态(图9a)、SA热处理态(图9b)以及PSA热处理态(图9c)合金中Nb、Mo元素的偏析较为明显,并且这2种元素的聚集位置对应SEM像中的白色不规则岛状相的位置,结合图10的XRD谱可以判断这些岛状相正是Laves相,在图6较低放大倍数的OM像中显示为黑色斑纹。同时,从SA热处理态(图9b)和PSA热处理态(图9c)合金的SEM像中还能看到Laves相周围生成了针状的η相。在锻造态GH4169D合金中,η相一般分布在晶界处产生“钉扎”作用,使晶界“锯齿化”,防止晶粒在热处理过程中快速长大的同时提高合金的塑性和改善缺口敏感性[34]。但在增材制造态GH4169D合金中,由于元素偏析所形成的Laves相数量多、体积大,在SA和PSA热处理过程中的最高温度为固溶时的970℃,没有达到Laves相的开始溶解温度1100℃[35],故Laves相并不会发生明显的溶解,仅有少量的Nb、Mo元素从Laves相内部扩散到其周边区域,而固溶的温度又接近η相的析出峰温度960℃,因此η相会在Laves相周围大量生长,此时的η相对晶界并无“钉扎”作用,反而消耗了形成主要强化相γ′相所需要的元素,导致合金力学性能的下降[36,37]。由于PSA热处理比SA热处理增加了长达8 h的预固溶处理,因此η相的数量会更多,在XRD谱中表现为PSA热处理态合金中η相对应的衍射峰更加明显。HSA热处理中均匀化处理温度为1150℃,使得Laves相发生溶解并将其中的元素释放到基体中,从图9d可看到Nb、Mo元素的分布更加均匀,基本无明显聚集,图10显示HSA热处理态合金没有出现Laves相的衍射峰。
图9

图9
HARAM工艺成形GH4169D合金热处理前后微观组织的SEM像和EDS元素分布图
Fig.9
SEM images and corresponding EDS element maps of HARAM-ed GH4169D superalloy before (a) and after SA (b), PSA (c), and HSA (d) treatments
图10

图10
HARAM工艺成形GH4169D合金热处理前后的XRD谱
Fig.10
XRD spectra of HARAM-ed GH4169D superalloy before and after different heat treatments
图11
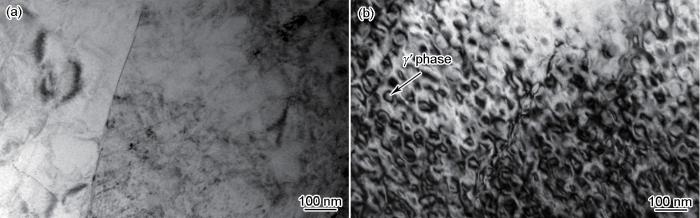
图11
HARAM工艺成形GH4169D合金HSA热处理前后微观组织的TEM像
Fig.11
TEM images of HARAM-ed GH4169D superalloy before (a) and after HSA (b) treatments
2.3 力学性能
由于增材制造成形高温合金中柱状晶通常沿Z向生长,因此合金沿X向和Z向的拉伸性能存在较为明显的各向异性。本工作选取沿这2个方向的试样分别测试不同成形工艺和热处理状态下GH4169D合金的室温拉伸性能,测试结果如表1所示。
表1 WAAM和 HARAM工艺成形GH4169D试样热处理前后的拉伸性能
Table 1
| Specimen | Rm / MPa | A / % | |||
|---|---|---|---|---|---|
| X direction | Z direction | X direction | Z direction | ||
| WAAM-ed | 982 ± 1.2 | 941 ± 3.3 | 20.0 ± 1.43 | 26.4 ± 2.34 | |
| WAAM-ed, HSA | 1331 ± 1.5 | 1306 ± 24.3 | 20.8 ± 0.85 | 25.9 ± 4.05 | |
| HARAM-ed | 1030 ± 14.0 | 1031 ± 26.0 | 22.3 ± 1.45 | 24.8 ± 1.25 | |
| HARAM-ed, SA | 1164 ± 11.0 | 1284 ± 2.0 | 9.1 ± 1.25 | 11.2 ± 1.00 | |
| HARAM-ed, HSA | 1366 ± 5.8 | 1354 ± 2.5 | 25.0 ± 3.19 | 24.6 ± 2.52 | |
在未热处理状态下,HARAM试样与WAAM试样相比X向的抗拉强度提高了48 MPa,Z向的抗拉强度提高了90 MPa。在塑性方面,由于WAAM试样组织中的晶粒为沿Z向生长的柱状晶,因此WAAM试样Z向的断后延伸率比X向的高6.4%,而HARAM试样的晶粒得到细化,取向性变弱,因而其Z向断后延伸率(24.8%)与X向断后延伸率(22.3%)的差距缩小,仅为2.5%。以上结果说明在WAAM工艺过程中复合“微锻”工艺可以有效地提高GH4169D合金的室温拉伸性能,并且减小合金力学性能在不同方向上的差异。经过HSA热处理后,通过2种工艺成形的合金,其室温拉伸强度均有大幅度提升,这归功于热处理能使合金晶粒内部形成较多的强化相,而HARAM试样的抗拉强度依然比WAAM试样要高,原因是受到“微锻”作用影响的合金在HSA热处理过程中能形成较多再结晶晶粒,晶界面积更大,对位错的滑移起阻碍作用。
此外,通过对比SA热处理态和HSA热处理态HARAM试样的室温拉伸性能可以看出,后者的抗拉强度和断后延伸率比前者要高出许多,原因主要是HSA热处理过程中的均匀化处理能够使有害的脆性Laves相发生溶解,其中的Nb、Mo等形成强化相的元素被释放出来并扩散到基体中,在后续的固溶和双时效处理中能够析出更多的强化相,而SA热处理因为缺少了均匀化处理的高温,Laves相无法溶解,导致在固溶和双时效过程中无法有效利用Laves相中的元素形成强化相,而过多的η相反而会促进拉伸过程中裂纹的萌生和扩展,使合金的塑性降低。HSA热处理态HARAM试样可以在保持GH4169D合金良好塑性的同时大幅度提高合金的强度,合金的抗拉强度和断后延伸率X向为1366 MPa和25.0%,Z向为1354 MPa和24.6%,综合性能最优。图12为HARAM试样经SA和HSA热处理后室温拉伸试样断口形貌的SEM像。SA热处理态试样断口上有明显的胞状偏析条纹,且断口比较平整,偏向脆性断裂的特征,HSA热处理态试样的断口上则有数量较多的韧窝,属于韧性断裂的特征,说明HSA热处理的确可以有效消除Laves脆性偏析相,使合金的延展性得到提高。
图12
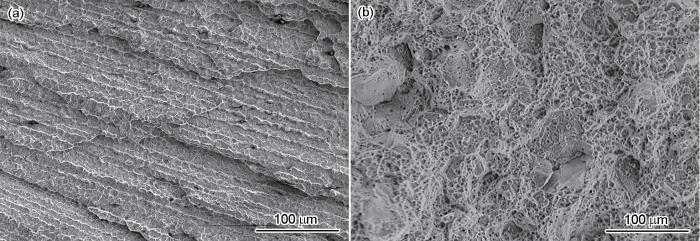
图12
HARAM工艺成形GH4169D合金经SA和HSA热处理后室温拉伸试样断口形貌的SEM像
Fig.12
Fracture SEM images of HARAM-ed GH4169D superalloy after SA (a) and HSA (b) treatments
3 结论
(1) HARAM技术中同步轧制所产生的“微锻”作用可使GH4169D高温合金原本粗大的柱状晶发生“破碎”,抑制其单向外延生长,所成形的试样相较于WAAM工艺成形的同种合金具有更为细小的晶粒和更高的抗拉强度(X向提高48 MPa,Z向提高90 MPa),且力学性能的各向异性得到有效抑制。
(2) HSA热处理可促进受“微锻”作用的GH4169D合金组织发生明显的再结晶现象,晶粒相比未热处理态和SA热处理态更加细小均匀,基体上弥散分布着大量球状γ′强化相。锻件常用的SA热处理无法有效地消除HARAM工艺成形GH4169D合金中的偏析相,增加均匀化步骤的HSA热处理在消除偏析相上取得明显效果。
(3) HARAM工艺成形的GH4169D合金经SA热处理后强度得到提高但塑性有所降低,HSA热处理则可以在保持合金良好塑性的同时大幅度提高合金的强度,合金的抗拉强度和断后延伸率X向为1366 MPa和25.0%,Z向为1354 MPa和24.6%,综合性能最优。
参考文献
Research progress on selective laser melting of nickel based superalloy
[J].
激光选区熔化成形高温镍基合金研究进展
[J].
Effect of solution heat treatment on the microstructure and mechanical properties of Inconel 625 superalloy fabricated by laser solid forming
[J].
The effects of grain size and feed rate on notch wear and burr formation in wrought alloy 718
[J].
Research progress of alloy ATI 718Plus in China
[J].
ATI 718Plus合金国内研究进展
[J].
Creep behaviors and role of dislocation network in a powder metallurgy Ni-based superalloy during medium-temperature
[J].
The effect of phosphorus on the microstructure and mechanical properties of ATI 718Plus alloy
[J].
High-temperature microstructure stability of GH4169, GH4169plus and GH4738 alloy
[J].
GH4169、GH4169plus和GH4738高温合金组织稳定性
[J].
Present research situation and prospect of hot working of cast & wrought superalloys for aero-engine turbine disk in China
[J].
In recent years, the demand for high-performance aero-engines has become crucial in China, and the service environment of turbine disk alloy becomes increasingly severe. A series of high resistant cast & wrought superalloys for turbine disks, such as GH4065, GH4720Li, GH4068, and GH4151, with working temperatures > 700°C, have been studied, produced, and applied widely. The current studies on cast & wrought alloys for turbine disks in China were summarized under the categories of homogenization treatment, cogging, disk forging, and microstructure and property regulation to promote the development of these superalloys and improve their comprehensive properties. The difficulties encountered during the research and preparation of these hard-to-deform superalloys and explored the alloys' potential development trend were outlined. The review would improve the production stability of the disk superalloys and promote their development.
国内航空发动机涡轮盘用铸锻难变形高温合金热加工研究现状与展望
[J].
Research on application of hot isostatic pressing technology in the field of nickel-based cast superalloys
[J].
热等静压技术在镍基铸造高温合金领域的应用研究
[J].镍基铸造高温合金是航空发动机与燃气轮机生产制造过程中应用的主要材料之一,在航空航天、能源工业、船舶舰艇等领域有着广泛的应用。现代航空工业的飞速发展离不开高温合金综合性能的快速提升,而热等静压技术在镍基铸造高温合金领域的应用对镍基铸造高温合金综合性能的改进方面发挥了举足轻重的作用。本文介绍了热等静压技术的工作原理与应用发展历史,总结了热等静压技术在镍基铸造高温合金领域的研究应用现状,重点阐述了热等静压技术对铸造高温合金的致密化作用机理与组织性能影响、热等静压对长期服役镍基铸造高温合金组织修复研究以及实现两种镍基高温合金扩散连接的应用优势与研究成果。同时指出热等静压技术研究中存在的一些问题及国内热等静压技术在镍基铸造高温合金领域的发展趋势。
Additive manufacturing of powdery Ni-based superalloys Mar-M-247 and CM 247 LC in hybrid laser metal deposition
[J].
Research progress of additive manufacturing of nickel-based superalloys
[J].
增材制造镍基高温合金研究进展
[J].
The effect of heat treatment on the microstructure and mechanical property of Inconel 718 superalloy fabricated by plasma arc additive manufacturing
[J].
热处理对等离子弧增材制造Inconel 718合金组织与性能的影响
[J].
Research status and application of wire arc additive manufacturing technology
[J].
丝材电弧增材制造技术的研究现状与应用
[J].
Wire and arc additive manufacturing of lightweight metal components in aeronautics and astronautics
[J].
航空航天轻质金属材料电弧熔丝增材制造技术
[J].
A review of wire arc additive manufacturing and advances in wire arc additive manufacturing of aluminium
[J].Although wire arc additive manufacturing (WAAM) has proven its capability of fulfilling demands of production of medium-to-large-scale components for automotive and allied sectors made up of aluminium, at present, WAAM cannot be applied as a fully fledged manufacturing process because of practical challenges such as under-matched mechanical properties, the presence of large residual stresses and mandatory post-deposition operation for the formed component. This paper is a review of WAAM technology including a brief of WAAM history, status, advantages and constraints of the WAAM field. A focus is provided including the efforts directed towards the reduction of porosity, tensile properties, microstructural investigations and other valuable advancements in the field of WAAM of aluminium.
Current state and future development of the wire arc additive manufacture technology abroad
[J].
国外电弧增材制造技术的研究现状及展望
[J].
Wire + arc additively manufactured Inconel 718: Effect of post-deposition heat treatments on microstructure and tensile properties
[J].
Hybrid direct manufacturing method of metallic parts using deposition and micro continuous rolling
[J].– The purpose of this paper is to report a new direct metal manufacturing method which integrates freeform deposition process and micro rolling process, introduce the manufacturing principle and show the advantages of this method.
New hybrid additive manufacturing method for forming high strength parts by weld-rolling
[J].
电弧微铸轧复合增材新方法制造高强度钢零件
[J].
Microstructure and mechanical properties of the superalloy ATI Allvac® 718Plus™
[J].
Reviews on the study of microstructure and properties of ATI 718Plus superalloy
[J].
ATI 718Plus高温合金微观组织与性能研究进展
[J].
The effects of solutionizing temperature on the microstructure of Allvac 718Plus
[J].
The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing
[J].
The failure mechanism of 50% laser additive manufactured Inconel 718 and the deformation behavior of Laves phases during a tensile process
[J].
Research on persistent fracture mechanism of laser forming repaired GH4169 superalloy
[J].
激光修复GH4169高温合金的持久断裂机制研究
[J].
Microstructure and crystal orientation of pure tungsten fabricated by selective electron beam melting
[J].
电子束选区熔化成形纯钨的显微组织与晶体取向
[J].
A study on microstructural characteristics during hot processing of GH864 superalloy
[J].
GH864合金热加工过程中组织特征研究
[J].
Microstructure evolution and underlying mechanisms during the hot deformation of 718Plus superalloy
[J].
Microstructural analyses of ATI 718Plus® produced by wire-arc additive manufacturing process
[J].
Microstructural evolution and mechanical properties of Inconel 718 superalloy thin wall fabricated by pulsed plasma arc additive manufacturing
[J].
Effects of heat treatment on microstructure and mechanical properties of selective laser melting IN718
[J].
Effects of prior deformation and annealing process on microstructure and annealing twin density in a nickel based alloy
[J].
Mechanisms of grain boundary engineering
[J].
Grain boundary microstructure and fatigue crack growth in Allvac 718Plus superalloy
[J].
Segregation and diffusion behavior of niobium in a highly alloyed nickel-base superalloy
[J].
The precipitation of η phase during the solution treatments of Allvac 718Plus
[J].
Influence of post-deposition heat treatments on the microstructure and mechanical properties of wire-arc additively manufactured ATI 718Plus
[J].
The effect of aluminum on microstructure and mechanical properties of ATI 718Plus alloy
[J].
The effect of boron and zirconium on wrought structure and γ-γ′ lattice misfit characterization in nickel-based superalloy ATI 718Plus
[J].
Yield strength prediction in Ni-base alloy 718Plus based on thermo-kinetic precipitation simulation
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}