宏观偏析是铸造过程中不可避免且不能通过后续加工完全消除的缺陷。多年来学者们[1 ~4 ] 致力于通过实验及数值手段对宏观偏析的形成机理进行剖析,以期合理调整工艺过程参数,对宏观偏析加以控制和改善。研究[2 ] 认为,宏观偏析的成因主要为以下因素:(1) 热-溶质浮升力;(2) 凝固收缩;(3) 等轴晶沉降;(4) 固相骨架变形。不同合金体系中,各因素影响占比不尽相同。Fe-C系合金在铸造行业中占巨大比例,因合金中C元素分配系数较小、合金铸锭尺寸较大,更易产生C偏析缺陷。凝固过程中,随温差、溶质浓度差而产生的热-溶质浮升力流,是影响铸锭内溶质分布的必然因素。此外,合金的固相密度通常高于液相密度,历经液-固相变后会产生体积收缩,又称凝固收缩[3 ,4 ] ;尤其对于经历包晶转变的包晶钢,铁素体-奥氏体相致密度的差异更加剧了体积收缩。在凝固过程中,还伴随着液相收缩和固相收缩,但较之凝固收缩,影响比较微弱,本工作不做考虑。最终,铸锭内的溶质分布,是合金熔体中热-溶质浮升力导致的浮力流与凝固收缩引起的收缩流共同作用的结果。
继Flemings等[5 ~7 ] 最早开创性地提出了著名的局部溶质再分配方程,首次将流体流动和密度变化引起的凝固收缩引入到溶质再分配计算中以来,基于凝固收缩不可忽略的作用,宏观传输模型中逐步将其影响考虑进来。先期,学者们[8 ,9 ] 采用简化的方法来描述渣-金界面(合金熔体与渣及空气交界面)随凝固体积收缩的变化,如自由液面下降法和冒口补液法。这2种方法中传输模型与仅考虑热-溶质浮升力影响的液-固混相连续介质模型相同,其中,自由液面下降法仅适于计算铸锭底面冷却的情形,将凝固体积收缩量转化为计算区域沿铸锭高度方向的逐层缩减,每当收缩体积对应的高度达到一个网格高度,计算区域高度就下降一层网格,其他边界条件不需改变。Chiang和Tsai[8 ] 采用自由液面下降法,模拟了Fe-C二元合金考虑凝固收缩的凝固过程。而冒口补液法,则可以灵活计算铸锭底面或侧壁面冷却的情形,它将凝固收缩缺失的体积转为需通过铸型顶部冒口处(预置于末端凝固位置)补充的熔钢量,补充的熔钢与初始时刻铸型中的熔钢具有相同温度和浓度。Krane和Incropera[9 ] 采用冒口补液方法,模拟了Pb-Sn二元合金的凝固偏析过程。通过冒口补液,虽巧妙地避免了追踪渣-金界面,保持了计算区域体积不变,但模拟区域内熔钢质量不守恒,相比初始时刻增加了熔钢量及溶质质量,补液也扰乱了铸锭凝固过程中的原有流场,使得模拟出的偏析与实际偏析存在偏差。
为了不改变计算区域初始尺寸,又发展出2种方法。(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟。采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析。Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析。虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节。(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响。2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析。2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响。Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析。在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布。经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加。
从上述分析可以看出,考虑了凝固收缩后,不仅涉及计算区域尺寸的变化,宏观偏析的预测模型中还需额外耦合计算气相(或渣相)的传热及流动,既增加计算量,又增加了模拟难度,但气相(或渣相)对铸锭溶质传输的影响很微弱,其本身仅起到补充铸锭凝固收缩腔的作用。另外,凝固收缩对于热-溶质浮升力作用下铸锭内溶质分布的影响及其成因,文献中也并未给出详细解释。
为既能利用液-固混相连续介质模型计算便捷的优势,又实现预测凝固收缩下铸锭内的宏观偏析,本工作采用了动网格技术,即利用网格变形来处理凝固过程计算区域的体积收缩,从而在不引入第三相的前提下,直接与液-固混相连续介质模型相结合,实现预测凝固收缩下Fe-C合金铸锭内的宏观偏析。本工作首先将模拟结果与文献模拟及实验数据进行比较以验证模型;进一步地,深入分析了铸锭内热-溶质浮升力驱动下的液相旋流在考虑凝固收缩后流动规律的差异及其对最终溶质分布的影响;最后,考察了铸锭顶端换热条件对最终偏析的影响。
1 连续介质模型
1.1 基本假设
为描述凝固收缩下Fe-C二元合金铸锭宏观偏析形成过程,使用连续介质模型耦合动网格界面追踪技术进行二维模拟。数学模型假设如下:
(2) 固、液两相密度为不等的常数,动量方程浮升力项采用Boussinesq假设;固、液两相的比热容和导热系数相等;
(5) 糊状区视为多孔介质,采用Kozeny-Carman模型描述;
1.2 宏观传输方程
∂ ρ ∂ t + ∂ ( ρ u i ) ∂ x i = 0 (1)
∂ ( ρ u i ) ∂ t + ∂ ρ u i u j ∂ x j =
∂ ∂ x j [ μ ( ∂ u i ∂ x j + ∂ u j ∂ x i ) ] - μ K u i - ∂ p ∂ x i + F i (2)
式(1)和(2)中,ρ 为单元密度;t 为时间; u i u j i = 1、2,j = 1、2),当下标为1和2时分别表示沿坐标轴方向速度分量u 和v ; x i x j x 、y ;μ 为运动黏度;K 为渗透率;p 为压力; F i i = 1和2时,分别表示沿坐标轴方向的体积力分量),这里为热-溶质浮升力,仅沿重力方向有值,表达式如下[26 ] :
F i = - ρ g i [ β T ( T - T r e f ) + β c ( c l - c r e f ) ] (3)
式中, g i y 轴为-9.81 m/s2 ),β T 为热膨胀系数,β c 为溶质膨胀系数,T 为单元温度,T ref 和c ref 分别为参考温度和参考浓度,c l 为液相溶质浓度。
式(2)中μ u i K 为糊状区流动阻力项,K 是液相体积分数(f l )的函数,表达式为[26 ] :
K = λ 2 2 f l 3 180 ( 1 - f l ) 2 (4)
∂ ρ H ∂ t + ∂ ( ρ H u j ) ∂ x j = ∂ ∂ x j ( k s ∂ T ∂ x j ) (5)
H = h + f l L (6)
式中,L 为相变潜热,f l L 为含有的潜热;h 为显焓:
h = h 0 + ∫ T 0 T c p d T (7)
f l = f l n - 1 - λ a P ( T - T * ) Δ t ρ V L - a p Δ t ∂ T * ∂ f l (8)
式中,f l n - 1 λ 为松弛因子,取为常数0.9;aP 为能量离散方程中单元中心节点P 的系数;Δt 为时间步长;V 为单元体积;T * 为界面温度,表达为:
T * = T f + m c k + f l ( 1 - k ) (9)
式中,T f 为纯Fe的熔点,m 为液相线斜率,c 为溶质质量浓度,k 为溶质分配系数。
∂ ρ c ∂ t + ∂ ρ u j c ∂ x j = ∂ ∂ x j ( ρ D l ∂ c ∂ x j ) +
∂ ∂ x j [ ρ D l ∂ ∂ x j c l - c ] - ∂ ∂ x j [ ρ ( u j - u s j ) ( c l - c ) ] (10)
式中, u s j j = 1和2时,分别表示二坐标轴方向固相速度分量),D l 为溶质在液相中的扩散系数,本工作忽略溶质在固相中的扩散。
1.3 计算区域及边界条件
采用文献[19 ]中铸锭的几何尺寸,针对二维(2D)整体区域进行模拟计算,如图1 所示。熔钢在铸型内初始静止,初始C浓度为0.3% (质量分数),初始温度为1782 K (略高于液相线温度(1781.02 K)),顶端绝热,侧面及底面边界条件分别为:
图1
图1
10.5 t钢锭的2D计算域
Fig.1
2D configuration of 10.5 t ingot and corresponding boundary conditions (x , y —axes; h 1 , h 2 , h 3 , h 4 —heat transfer coefficients at bottom, side wall, neck part, and riser, respectively)
h 1 = 300 W / ( m 2 · K ) (11)
h 2 = 300 300 - 125 y ( t ≤ 1000 s ) ( t > 1000 s ) (12)
h 3 = 300 100 50 ( t ≤ 50 s ) ( 50 s < t ≤ 1000 s ) ( t > 1000 s ) (13)
h 4 = 300 16 64 - 26.7 y ( t ≤ 50 s ) ( 50 s < t ≤ 1000 s ) ( t > 1000 s ) (14)
1.4 求解步骤及收敛条件
采用SIMPLE算法求解各守恒方程,在每一个时间层上,计算流程如下:
(1) 根据上个时间层得到的速度场耦合压力场求解动量方程(其中,竖直方向上存在的热-溶质浮升力项,通过自编程序(user-defined functions,UDF)加到y 方向动量方程中);
(2) 求解压力修正方程,得到修正后的速度场和压力场;
(6) 通过液相分数场确定铸锭顶端凝固壳厚度,进而自编程序确定凝固体积收缩后界面节点位移量;结合动网格界面追踪技术重新划分体积收缩后铸锭计算区域及计算单元。
计算用时间步长依据稳定性条件确定。设置各时间层的修正压力、动量、能量和溶质方程的收敛标准为控制方程残差低于10-5 ,
2 动网格界面追踪模型
铸锭顶部收缩界面,利用Fluent软件中的Liner动网格技术[26 ] 结合UDF进行追踪。首先依据凝固收缩量自编程确定铸锭顶端边界处节点位移后的坐标,再用Liner动网格技术求解计算域内部节点坐标。由于所研究铸锭的几何模型及冷却条件以x = 0为轴对称,对顶端收缩界面的处理,仅以铸锭左侧壁附近区域为例,给出直角坐标系下收缩界面方程组。
依据全场固相分数的演变,将凝固收缩过程中铸锭顶部界面的变化分为2个阶段。
第I阶段:凝固初开始,熔体在铸型壁顶部尚未形成凝固壳,此时,随着熔体在铸型底部和侧壁的凝固,产生体积收缩,熔体顶部液面整体下降。
此阶段顶部界面各节点统一向下运动相同位移量,单元(i , j )节点y 坐标更新为yi, j :
y i , j = y m a x - V β x t o p ( f s < 0.7 ) (15)
式中,y max 为计算区域y 方向的初始高度;x top 为铸锭顶端面积,二维计算中为铸锭顶端长度;f s 为固相体积分数;Vβ 为当前时刻全场体积收缩量:
V β = ∑ i = 1 , j = 1 i = n , j = m ( 1 - f l ) i , j ( V c ) i , j β (16)
式中,V c 为单元网格体积;β 为体积收缩率,β = 100% × (ρ s - ρ l ) / ρ l (其中,ρ s 和ρ l 分别为合金固、液相密度)。
式(15)的适用条件借鉴了多相流中晶体包络极限值的概念,即等轴晶包络层和柱状晶体积分数之和超过某极限值(采用某固相分数f s 数值)时,认为网格内固体晶体形成一个刚体。文献[22 ]中极限值采用0.637,本工作采用0.7。
当侧壁最顶端开始凝固,且网格内f s > 0.7,节点位置更新模式随之改变,界面追踪模式进入第II阶段。
第II阶段:铸型侧壁对熔体的换热积累到一定程度,熔体在铸型壁顶部形成凝固壳,该凝固壳区域静止不动,通过区域搜索获得熔体顶端距左壁面最远的完全凝固单元坐标(x s , y s )。未凝固区域的液面随糊状区凝固产生的体积收缩而持续下降,铸锭顶部呈现出由型壁向中心逐渐下陷的形状。
y i , j = a x i , j + b ( f s ≥ 0.7 ) (17)
式中,a 和b 分别为糊状区顶端收缩界面线性方程的斜率和常数,a 和b 的数值随着每个时间步收缩区域的改变而更新。
图2 为凝固收缩第II阶段铸锭顶端体积变化关系。如图2 所示,将此阶段铸锭计算域细分为3部分:(1) 已完全凝固的凝固壳区域A 1 ,此区域固相速度为0,所以此区域顶端界面节点无位移,见式(17- 1);(2) 未完全凝固(正在收缩)部分A 2 ,依据Fe-C合金凝固进程中糊状区范围(0 < f l < 0.9)取为N 个单元宽度的计算域(N ≥ 1)进行收缩计算,设定糊状区铸锭-气交界面呈线性变化,故界面节点纵坐标y 依循横坐标x 的线性函数更新,见式(17- 2);(3) 液相区域A 3 ,此区域界面呈水平面,界面节点y 坐标统一为此时层糊状区(A 2 区)最低点y 值,见式(17- 3)。
图2
图2
凝固收缩第II阶段铸锭顶端体积变化关系
Fig.2
Layouts of volume evolution at ingot top during solidification shrinkage stage II (Δx —cell size in x -direction, x s —maximum of x -coordinate in solid zone at ingot top, x mush —maximum of x -coordinate in mushy zone at ingot top, A 1 —solidified zone, A 2 —mushy zone, A 3 —liquid zone, V s —volume shrinkage at solidified zone, V mush —volume shrinkage at mushy zone, V L —volume shrinkage at liquid zone, y 1 —maximum of y -coordinate for ingot at end of stage I, N —number of shrinkage mesh, f l —liquid volume fraction)
(a) N = 1 (b) N = N (0 < f l < 0.9)
y i , j = y i , j t - Δ t a x i , j + b a ( x s + N Δ x ) + b ( x i , j < x s ) ( x s ≤ x i , j ≤ x s + N Δ x ) ( x i , j > x s + N Δ x ) ( 17 - 1 ) ( 17 - 2 ) ( 17 - 3 )
式中,Δt 为时间步长,上标t -Δt 为上一时间步,x s 为铸锭顶端f s = 1.0单元横坐标最大值,Δx 为x 方向单元尺寸。N 为参与界面收缩计算的糊状区网格数量,当限定N = 1时,糊状区内仅有紧邻凝固壳区的单网格发生收缩;当取N = N (0 < f l < 0.9) (N (0 < f l < 0.9)为糊状区全部网格)时,糊状区全体网格发生收缩。系数a 、b 由第II阶段顶端收缩体积恒等关系式(18)~(21)求出:
V β - V s = V m u s h + V L (18)
V m u s h = y 1 N Δ x - ∫ x s x s + N Δ x ( a x + b ) d x (19)
V L = [ y 1 - a ( x s + N Δ x ) - b ] ( x t o p - x s - N Δ x ) (20)
N = ( x m u s h - x s ) / Δ x (21)
式中,V s 、V mush 和V L 分别为A 1 、A 2 和A 3 区域顶端收缩体积,x mush 为熔体顶端f l > 0.9的节点的横坐标最小值,y 1 为第I阶段结束时顶端边界单元的纵坐标最大值(见图2 )。
对于凝固壳区域顶端收缩体积V s ,由于顶端完全凝固,各单元收缩界面线性函数表达式均不相同,故采用循环累加进行计算,且当顶端完全凝固单元前进一格时才进行数值更新。
V 1 = ( y m a x - y 1 ) x t o p (22)
第II阶段顶端完全凝固单元前进一格时,完全凝固区域顶端收缩体积增加量为新凝固单元顶端收缩体积。将第I阶段收缩的总体积包括在内,此阶段收缩的总体积V s 如 式(23)所示:
V s = V 1 + V s t - Δ t + [ y 1 ( x s - x s t - Δ t ) -
∫ x s t - Δ t x s ( a t - Δ t x + b t - Δ t ) d x ] (23)
式中,x s t - Δ t
b = y s - a x s (24)
a = V 1 + V β - V s + ( x s - y 1 ) ( x t o p - x s ) - 0.5 N 2 Δ x 2 - N Δ x ( x t o p - x s - N Δ x ) (25)
通过计算获得了当前时刻体积收缩后铸锭顶端与空气交界面处各节点的坐标,即确定了当前时刻体积收缩后的计算区域,进而应用Liner动网格技术重新确定区域内各控制单元和节点坐标。
3 模型验证
基于液-固混相的连续介质模型,使用流体力学仿真软件ANSYS Fluent求解各控制方程,分别模拟了热-溶质浮升力作用下Sn-5%Pb (质量分数,下同)合金、凝固收缩与热-溶质浮升力共同作用下Fe-0.3%C合金铸锭宏观偏析的形成。
3.1 热- 溶质浮升力作用下Sn-5%Pb 合金宏观偏析的形成
在考虑凝固收缩影响之前,首先采用Sn-5%Pb合金经典算例及实验结果来验证所采用的液-固混相连续介质模型的准确性。采用Sn-5%Pb合金凝固实验条件进行模拟计算:2D模型尺寸0.1 m × 0.06 m,初始温度为499.15 K,除左侧壁与外界对流换热(换热系数为300 W/(m2 ·K),环境温度为298.15 K)外,其余三面皆绝热,合金物性参数见表1 [18 ,30 ,31 ] 。图3 给出凝固进行到400 s时Sn-5%Pb合金的溶质浓度场。由图可见,在热-溶质浮升力共同作用下,液穴呈逆时针方向流动,把界面前沿富集的溶质卷带到右侧液相中,在铸锭中心偏下区域形成通道偏析,右侧液相区域呈现明显的溶质分层,本模拟与Ahmad等[31 ] 的模拟结果吻合。
图3
图3
Sn-5%Pb合金凝固400 s时溶质Pb的相对浓度分布
Fig.3
Relative concentration ((c - c 0 ) / c 0 ) distribution of Pb for Sn-5%Pb alloy at 400 s (c —concentration, c 0 —initial concentration)
图4 进一步比较了Sn-5%Pb合金凝固结束后距底面不同高度截面上的溶质分布。可以清晰看出,距底面0.005和0.025 m高度处的溶质分布存在通道偏析,这与Ahmad等[31 ] 模拟结果较为相符,而对比Li等[32 ] 的研究,除在0.005 m高度处的模拟结果并没有出现通道偏析外,其他模拟结果基本一致。对比Hebditch和Hunt[33 ] 的实验数据,本模拟的溶质分布曲线与实验结果基本吻合,特别在距底面高0.025、0.035和0.055 m处吻合较好;距底面高0.005 m处,本预测曲线与实验数据仅在铸锭右半部截面存在差距,但趋势相符。
图4
图4
Sn-5%Pb合金完全凝固时,距铸型底面不同高度处Pb的相对浓度分布曲线
Fig.4
Relative concentration distributions of Pb for Sn-5%Pb alloy at end of solidification, positioned at height of 0.005 m (a), 0.025 m (b), 0.035 m (c), and 0.055 m (d) (The experimental[33 ] and other simulated[31 ,32 ] results are shown in Fig.4)
3.2 凝固收缩与热- 溶质浮升力共同作用下Fe-0.3%C 合金铸锭宏观偏析
基于液-固混相连续介质模型,耦合Liner动网格技术追踪界面并重构凝固收缩后计算区域,模拟Fe-0.3%C合金铸锭凝固收缩下的宏观偏析形成过程。选用的物性参数如表1 [18 ,30 ,31 ] 所示,其中,二次枝晶臂间距λ 2 取500 μm[30 ] 。由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] :
λ 2 = A s T 1 - n 2 (26)
式中,经验参数A s = 641 μm,n 2 = 0.35[34 ] ,T 1 为冷却速率,K/min。在模拟过程中监测铸锭y = 1.0 m高度处凝固界面前沿几个连续时刻下的温度,算得T 1 = 1.67 K/min,代入 式(26)计算得到λ 2 = 534 μm,与所取数据相符。
计算区域采用文献[19 ]中铸锭的几何尺寸,本工作采用2D几何模型(图1 ),这里对换热条件稍做调整,令前50 s铸型各壁面换热系数均为300 W/(m2 ·K),形成初期凝固壳,以达到接近文献中3D模拟的冷却效果。本模型仅针对液-固混相,考虑到钢液上表面存在保护渣层,钢液在顶面的热量损失会很小[35 ] ,故本节模拟将铸锭顶端设为绝热边界条件。
图5 对比了糊状区仅单网格(N = 1)体积收缩以及全部网格N = N (0 < f l < 0.9)体积收缩处理得到的铸锭偏析模拟结果,并与实验硫印结果[36 ] 加以对照。由图可见,糊状区收缩网格数量的改变对铸锭截面最终偏析影响不大,但对最终的收缩腔形状有较大影响。糊状区单网格收缩处理的最终收缩腔形状在贴壁附近较陡峭,越到中心越平缓,这是因为凝固前期靠近壁面的熔钢流动性好且凝固快,较大的收缩量堆积到单网格上,使得收缩界面陡峭;到凝固后期,液相区域大大减少,凝固慢,收缩量变小,使得中心线附近收缩界面平缓(图5a )。而糊状区全部网格收缩处理的收缩腔呈现倒三角形(图5b ),这是由于每个时间步的收缩量都会分担到变化的各糊状区网格上,使得收缩腔在凝固前期下降趋势较图5a 更为缓和,且与实验结果更为符合。从图6 铸锭中心线上溶质分布图可以看出,糊状区收缩网格数量的改变对铸锭底部偏析无影响,而对顶端偏析有所影响,采用糊状区全部网格收缩处理的结果,较糊状区单网格收缩的情形,铸锭顶端偏析从51.83%减少到39.37%,减少了12.46%,更贴近实验数据[36 ] 。
图5
图5
铸锭凝固结束时相对溶质浓度分布
Fig.5
Relative concentration distributions of C in ingot at end of solidification
(a) N = 1 (b) N = N (0 < f l
图6
图6
铸锭中心线上溶质相对浓度分布
Fig.6
Relative concentration distribution of C along ingot centerline (The experimental[36 ] and simulated[19 ] results are shown in Fig.6)
鉴于此,本文以下分析,均采用糊状区为全部网格体积收缩下的预测结果。
从铸锭凝固结束时全截面溶质C的相对浓度分布云图(图5b )可以看出,铸锭顶端芯部呈现强正偏析,最大正偏析达到+39.37%,而在铸锭下部呈现锥形负偏析,最大负偏析为-2.35%,该趋势与文献[19 ]模拟结果相符。图6 进一步对比了铸锭中心线处本模拟与文献模拟[19 ] 及实验测量[36 ] 的相对溶质浓度分布,可以看到本模拟结果在铸锭中上部与实验数据趋势更为吻合。同时,由图5 和6 也可看到,铸锭下部的锥形负偏析程度低于文献结果。由液-等轴晶-柱状晶三相模型[16 ,37 ] 的预测及分析,铸锭底部的强负偏析是由贫溶质的晶粒沉降所导致,而本模型未考虑晶粒运动,因而没能预测出铸锭下部的锥形强负偏析,从而也佐证了晶粒沉降是导致铸锭底部强负偏析的主要因素,也是宏观偏析形成的另一重要因素。
4 Fe-0.3%C 合金铸锭宏观偏析结果与讨论
4.1 铸锭收缩腔演变
应用动网格技术进行界面追踪和区域重构获得的收缩腔演变如图7 所示,左分图为液相分数场,右分图为相对溶质浓度分布。t = 50 s时(图7a 左分图),侧壁各单元固相分数均低于0.7,认为尚未形成凝固壳,收缩形式处于第I阶段,顶部液面随体积收缩整体水平下降,见图7c 中所示的第I阶段顶部水平下降位移量Δy 1 。至t = 1050 s (图7b ),换热时间到达一定程度,侧壁形成了凝固壳,收缩形式进入第II阶段,此阶段垂直位移量为Δy 2 (图7c )。随着凝固的进行(图7d 和e ),液面逐渐收窄并向中心推进。由图7b 左分图示出的冒口附近流场可见,在热-溶质浮升力作用下,界面前沿流动沿壁面上行,并在液面附近流向铸锭中心,带动铸锭顶部界面前沿富集的溶质向铸锭中心迁移(图7b 右分图),该处强正偏析向铸锭中心的延展导致顶部对应区域液相线降低,相应的液相分数场(图7b 左分图)中糊状区向铸锭中心扩大,在图7d 和e 右分图中,这种强正偏析表现得更加明显。由式(11)~(14)不同区域换热系数可知,铸型上部冷却强度低于下部,液穴截面形状逐渐演变为上宽下窄,且在铸型冒口处液穴截面稍有收缩的形状,最后凝固的液芯位于铸锭顶部中心处;最终形成图7f 所示的铸锭完全凝固时的收缩腔。
图7
图7
耦合考虑热-溶质浮升力+凝固收缩下收缩腔形成过程
Fig.7
Formation of shrinkage cavity by consideration of shrinkage + buoyancy (left—liquid volume fraction, right—relative concentration distribution of C (t —time)
(a) t = 50 s (b) t = 1050 s
(c) locally enlarged part of Fig.7b (Δy 1 —shrinkage height at stage I, Δy 2 —shrinkage height at stage II)
(d) t = 3700 s (e) t = 14200 s (f) t = 22000 s
本模拟得到的顶端收缩腔体积为0.091 m3 ,为铸型初始熔钢体积的4.06%,如图7f 所示,对比铸锭理论计算收缩率β = 100% × (ρ s - ρ l ) / ρ l = 4.23%,误差仅为4.02%。
另外,初始时刻全场C溶质总质量分数(所有网格内初始溶质质量浓度的加和∑ i = 1 , j = 1 i = n , j = m ( c 0 ) i , j ) 为23.607,铸锭凝固结束时全场C溶质总质量分数(所有网格内溶质质量浓度的加和∑ i = 1 , j = 1 i = n , j = m ( c ) i , j ) 为23.654,误差只有0.2%,即凝固过程中全场溶质保持质量守恒。
相较于耦合考虑凝固收缩+热-溶质浮升力影响(图7 ),仅考虑凝固收缩时(图8 )的熔钢流动弱,在图8b 左分图可以看到,铸型侧壁处界面前沿的速度较微弱,界面前沿析出溶质仅有少量被卷吸到铸锭顶部,导致顶部偏析较小,顶部糊状区宽度没有增加。凝固前期,每个时间层的全场收缩量施加到较窄的糊状区上,使得糊状区收缩界面较为陡峭;而到凝固后期,全场收缩量大为减少,糊状区仍较窄,收缩界面趋于平缓(图8e ),最终形成图8f 中上陡下缓的收缩腔。
图8
图8
仅考虑凝固收缩情况下收缩腔形成过程
Fig.8
Formation of shrinkage cavity by consideration of only shrinkage (left—liquid volume fraction, right—relative concentration distribution of C
(a) t = 50 s (b) t = 1050 s (c) t = 3700 s (d) t = 14200 s (e) t = 20000 s (f) t = 25000 s
综上所述,收缩腔的形成受熔钢流动的影响。在耦合考虑热-溶质浮升力时,全场熔钢受到热-溶质浮升力作用,顶部糊状区占比较大,凝固过程中的收缩量施加到较宽的糊状区,最终形成的收缩腔为倒三角形。在仅考虑凝固收缩时,凝固过程中糊状区较窄,最终形成的收缩腔上陡下缓。
4.2 凝固收缩与热- 溶质浮升力的影响
4.2.1 对熔钢流动的影响
钢铸锭凝固过程中,界面前沿的钢液时刻受到2种驱动力作用:向下的热浮力和向上的溶质浮力。由表1 可知,Fe-0.3%C合金的溶质膨胀系数比热膨胀系数大2个数量级,可以推断,随凝固进行,界面前沿溶质浓度差逐渐增大,溶质浮力的影响将逐渐占据主导。对比仅热-溶质浮升力影响(图9a~d )和凝固收缩耦合热-溶质浮升力影响(图9e~l )下铸锭液穴内旋流形态可以看出,前者溶质浮力对液穴内旋流的影响更早占据主导。凝固进行到300 s,仅考虑热-溶质浮升力影响时(图9a ),铸型壁处界面前沿主流钢液均向下流动,型壁两侧下行流股在铸型底端中心线处相遇,形成主上返流;仅在铸型壁侧面底端出现沿界面前沿上行的贴壁小流股,形成与主流方向相反的贴壁小股涡流。至600 s时(图9b ),此沿界面前沿上行的贴壁流股已然成为主导,由侧壁底端一直上行至铸型收缩颈附近,才与主流股汇合一起向下流动。当耦合考虑凝固收缩+热-溶质浮升力影响时,300 s时刻(图9e )全场界面前沿的钢液均向下流动;至600 s时(图9f ~h),铸型内旋流趋势与图9b 相同,且全场流速最大值高于图9b ,但是沿界面前沿上行流股与下行的主流股相比,占比稍小于图9b 的情形。
图9
图9
仅考虑热-溶质浮升力和凝固收缩+热-溶质浮升力、不同时刻的液相分数和速度场
Fig.9
Liquid fractions and velocity distributions (a-f, i, k) and locally enlarged parts (g, h, j, l) during solidification considering buoyancy (a-d) and shrinkage + buoyancy (e-l) at different time (u l, max —the maximum velocity in melt)
(a, e) t = 300 s (b, f-h) t = 600 s (c, i, j) t = 5000 s (d, k, l) t = 20000 s
(g, h) locally enlarged part of Fig.9f (j) locally enlarged part of Fig.9i (l) locally enlarged part of Fig.9k
形成此趋势的原因可由图10 和11 中300~600 s时凝固界面前沿单位重力下热与溶质浮力的大小对比加以说明。这里,因界面前沿热浮力方向向下,数值为负值,图上取其绝对值与溶质浮力的数值进行比较。由模型中仅考虑热-溶质浮升力的结果可知(图10a~c 及其局部放大图10d~f ),300 s时,在界面前沿糊状区中由于溶质富集,已经有很小范围区域内(如图中左侧壁,y = 0.5 m处,x = -0.498~-0.481 m,f l = 0.723~0.949,液相体积分数变化范围Δf l =0.226 (图10a 和d );y = 1.0 m处,x = -0.498~-0.481 m,f l = 0.727~0.954,Δf l = 0.227 (图10b 和e );y = 1.5 m处,x = -0.498~-0.484 m,f l = 0.746~0.926,Δf l = 0.18 (图10c 和f ))溶质浮力数值高于热浮力,虽然糊状区大部分区域内仍为热浮力占主导地位,界面前沿钢液主体受向下的浮升力作用产生贴壁向下流动,但在铸型壁侧面底端附近已出现了沿界面前沿上行的贴壁小流股;而至600 s时,溶质浮力数值接近热浮力的范围有所扩大,并在局部区域内溶质浮力数值超过热浮力数值而占据主导(图中左侧壁,y = 0.5 m处,x = -0.464~-0.453 m,f l = 0.796~0.949,Δf l = 0.153 (图10a 和d );y = 1.0 m处,x = -0.464~-0.453 m,f l = 0.797~0.949,Δf l = 0.152 (图10b 和e );y = 1.5 m处,x = -0.478~-0.459 m,f l = 0.418~0.929,Δf l = 0.511 (图10c 和f )),引起界面前沿钢液受到向上的浮升力作用,而转变为贴壁向上流动,但可以看出,2者浮升力的差值相差无几。对照图11 同时刻曲线,在凝固收缩结合热-溶质浮升力作用下,300 s时,界面前沿糊状区内还完全是热浮力占据主导地位,钢液完全受向下的浮升力作用而贴壁向下流动;而至600 s时,糊状区内由于溶质富集,溶质浮力的影响已在大范围内明显超过热浮力而占据主导地位(如图中左侧壁,y = 0.5 m处,x = -0.485~-0.456 m,f l = 0.308~0.954,Δf l = 0.646 (图11a 和d );y = 1.0 m处,x = -0.481~-0.462 m,f l = 0.380~0.906,Δf l = 0.526 (图11b 和e );y = 1.5 m处,x = -0.485~-0.456 m,f l = 0.308~0.954,Δf l = 0.646 (图11c 和f )),使得界面前沿钢液受向上的浮升力影响,产生贴壁上返流;而液穴以内,与图10 液穴内受力趋势相同,|热浮力|>溶质浮力,致使液穴内主流仍是受向下的浮升力影响而向下流动。对比可知,在凝固收缩结合热-溶质浮升力作用下,受溶质富集影响,溶质浮力影响超过热浮力的转变发生在300~600 s之间,滞后于仅考虑热-溶质浮升力的结果,但受体积收缩影响,溶质富集更明显,导致转变进程反而更快,至600 s,在界面前沿大范围内溶质浮力已经完全碾压了热浮力而占据上风,从而解释了图9a 、b 与e 、f 流动趋势的局部差异。
图10
图10
仅热-溶质浮升力作用下不同时刻和位置铸锭中界面前沿溶质浮力与热浮力曲线
Fig.10
Solutal and thermal buoyancy curves (a-c) and locally enlarged parts (d-f) at solidification front in ingot with only consideration of buoyancy at different time in the model (β c (c l - c ref )—solutal buoyancy per gravity, |β T (T - T ref )|—absolute value of thermal buoyancy per gravity)
(a, d) y = 0.5 m (b, e) y = 1.0 m (c, f) y = 1.5 m
图11
图11
凝固收缩+热-溶质浮升力作用下不同时刻和位置铸锭中界面前沿溶质浮力与热浮力曲线
Fig.11
Solutal and thermal buoyancy curves (a-c) and locally enlarged parts (d-f) at solidification front in ingot with consideration of shrinkage + buoyancy at different time in the model
(a, d) y = 0.5 m (b, e) y = 1.0 m (c, f) y = 1.5 m
至5000 s时,随凝固前沿液相溶质浓度与参考值差值的继续增大,仅考虑热-溶质浮升力与考虑凝固收缩+热-溶质浮升力2种情形下糊状区中向上的溶质浮力均全程远高于热浮力占主导地位(图10 和11 ),驱使界面前沿钢液主流呈明显向上流动趋势(图9c 、i 和j ),直至完全液相区(f l = 1.0),热浮力才稍大于溶质浮力,引导钢液下行。液穴内呈现左侧区域顺时针、右侧区域逆时针的旋流形态,并保持到凝固末期(图9d 、k 和l )。
受界面前沿溶质浮力与热浮力的竞争作用,凝固初期与凝固中后期,液穴内旋流方向发生反转。并且,相比于仅考虑热-溶质浮升力影响,耦合考虑凝固收缩+热-溶质浮升力影响时,液穴内旋流方向虽然反转时间稍晚,但反转进程反而更快。这是由于凝固体积收缩增强了界面前沿溶质富集程度,从而使溶质浮力超过热浮力主导液穴内旋流方向的影响更快体现出来。
本模拟与Li等[15 ] 使用液-等轴晶二相模型并且不考虑等轴晶运动时模拟得到的Fe-C合金铸锭凝固过程中熔钢旋流方向发生反转的趋势一致。Ge等[38 ] 使用液-等轴树枝晶二相模型模拟Fe-C合金铸锭的结果中,凝固前期,等轴晶处于运动状态,界面前沿熔钢向下流动;而至凝固中后期,全场等轴晶处于塞集状态,几乎无运动,凝固前沿富集溶质的熔钢则沿凝固前沿向上流动,该趋势亦与本工作结果一致。
另外,对比仅考虑热-溶质浮升力影响与耦合考虑凝固收缩+热-溶质浮升力影响时全场速度最大值(熔体速度 u l j u l, max |)可以看出,凝固初期(图9a 、b 和e 、f ),仅考虑热-溶质浮升力时的全场速度最大值小于耦合考虑凝固收缩+热-溶质浮升力的情形,由上面分析可知,凝固初期,热浮力占主导,主流流动沿热浮力方向,此时,仅考虑热-溶质浮升力影响时,存在贴壁向上的溶质浮力流,与主流方向相反,抵消了主流流动,因而全场速度最大值小于耦合考虑凝固收缩+热-溶质浮升力时。当凝固进行到中期,溶质浮力影响超过热浮力占据主导地位,贴壁主流流动沿溶质浮力方向,这时,耦合考虑凝固收缩+热-溶质浮升力时,凝固收缩导致糊状区和液穴区域的缩小反而增强了溶质浮力作用,使得图9f 和i中的速度最大值大于或等于相同时刻图9b 和c 中值。流域速率的增大增强了内部换热,使得耦合考虑凝固收缩+热-溶质浮升力情形下的凝固速率大于仅考虑热-溶质浮升力的情形,加速了凝固进程,故在凝固末期,耦合考虑凝固收缩+热-溶质浮升力时的液穴范围(图9k )小于仅考虑热-溶质浮升力时(图9d ),此时未凝固区域绝大部分已为糊状区,熔钢流动存在阻碍,因而此时刻耦合考虑凝固收缩+热-溶质浮升力时的全场速度最大值已远小于仅考虑热-溶质浮升力时的情形。
综上所述,在热-溶质浮升力影响的基础上,耦合考虑凝固收缩会对凝固过程中熔钢的流动及凝固产生很大影响。耦合考虑凝固收缩后,致使界面前沿主流股旋流方向稍晚发生反转并更快完成反转进程,导致凝固前中期熔钢流速超过仅考虑热-溶质浮升力时的流速;耦合考虑凝固收缩+热-溶质浮升力时铸锭凝固速率大于仅考虑热-溶质浮升力的情形。
4.2.2 对溶质分布的影响
分别及同时考虑凝固收缩与热-溶质浮升力的影响,凝固结束时整个铸锭区域中相对溶质分布云图如图12 所示。可以看到,考虑热-溶质浮升力的影响后(图12a 和c ),铸锭底部均呈现锥形负偏析,并在铸锭顶部中心处产生大面积的正偏析;而仅考虑凝固收缩时(图12b )则没有这一现象。说明热-溶质浮升力对于形成底部负偏析和顶部正偏析起决定性作用,这与Li等[15 ] 的分析一致。
图12
图12
铸锭凝固结束时相对溶质浓度分布
Fig.12
Relative concentration distributions of C in ingot at end of solidification
(a) consideration of shrinkage + buoyancy (solidification finish at 22000 s)
(b) consideration of only shrinkage (solidification finish at 25000 s)
(c) consideration of only buoyancy (solidification finish at 31000 s)
虽然仅考虑热-溶质浮升力与凝固收缩和热-溶质浮升力2者均考虑的溶质分布结果中偏析类型基本相同,但在偏析程度和偏析带分布上仍有差异。由图13 中心线及x = -0.32 m位置处溶质相对浓度分布可以看出:(1) 铸锭中心线上偏析程度。在铸锭上部冒口区域,C溶质正偏析达到最大,对于仅热-溶质浮升力、仅凝固收缩以及凝固收缩耦合热-溶质浮升力这3种情形,相对浓度最高值分别为+44.15%、+4.51%和+39.37%。与仅考虑热-溶质浮升力和仅考虑凝固收缩的偏析结果相比较,热-溶质浮升力耦合凝固收缩的偏析程度分别减少了4.78%及增加了34.86%;在铸锭下部,相对浓度最低值分别为-2.91%、-0.40%和-2.35%,较之仅考虑热-溶质浮升力,热-溶质浮升力耦合凝固收缩的偏析程度稍微有所减弱,减少了0.56%。(2) 铸锭中心线上偏析带分布。与仅考虑热-溶质浮升力的情形相比,凝固收缩耦合热-溶质浮升力的溶质分布中,冒口处收缩腔的出现不仅导致顶端正偏析区域下移,还减小了铸锭顶端正偏析区域面积和底端锥形负偏析。(3) 在x = -0.32 m位置处,即铸型冒口侧壁附近,凝固收缩耦合热-溶质浮升力与仅考虑热-溶质浮升力模拟出的溶质浓度分布相近,在铸锭底端和靠近顶端处均形成负偏析区域;而仅考虑凝固收缩时,在铸锭底端却几乎无负偏析区域。
图13
图13
铸锭中溶质相对浓度分布
Fig.13
Relative concentration distributions of C along ingot
(a) x = 0 (b) x = -0.32 m
综合以上分析,与凝固收缩相比,热-溶质浮升力对铸锭偏析的影响更大,耦合热-溶质浮升力和凝固收缩比分别考虑各自影响的偏析程度均大。凝固收缩的引入稍微减小了铸锭底端负偏析程度,减小了铸锭顶端正偏析数值,铸锭顶端正偏析带也稍向铸锭下方移动。
4.3 铸锭顶部换热强度对偏析的影响
参考Li等[15 ] 模拟中的铸锭顶端空气与熔钢及铸锭的换热系数5.0 W/(m2 ·K)和Wu等[19 ] 模拟中的气-液换热Ranz-Marshall模型和气-固换热条件,依据铸锭顶端存在保护渣层,铸锭顶端换热较弱,本节将铸锭顶端与外界(温度为300 K)换热系数分别设为0 (即绝热)、1.0和2.0 W/(m2 ·K),考察凝固过程中顶端气-铸锭换热强度对最终铸锭偏析的影响。
图14 给出铸锭内相对溶质分布云图。由于顶端换热系数较小且变化不大,所以铸锭纵截面上偏析类型和分布基本没变化。由图15 铸锭中心线相对溶质浓度分布可见,顶端换热强度的改变对铸锭下半部溶质分布基本无影响,对凝固后期铸锭顶端区域偏析有一定影响。可以看出,相对于顶端绝热的情况,考虑顶部换热,铸锭上部偏析稍有减轻,铸锭上部的偏析率更接近实验测量值[36 ] ,其中,顶端换热系数为h = 2.0 W/(m2 ·K)时的结果和实验数据[36 ] 点基本重合。
图14
图14
不同顶端换热条件下铸锭内相对溶质浓度分布
Fig.14
Relative concentration distributions of C in ingot with different heat transfer conditions at ingot top
(a) adiabatic at ingot top
(b) heat transfer coefficient at ingot top h top = 1.0 W/(m2 ·K)
(c) h top =2.0 W/(m2 ·K)
图15
图15
铸锭中心线溶质相对浓度分布图
Fig.15
Relative concentration distributions of C along ingot centerline (Top-0: adiabatic at ingot top; Top-1.0: h top = 1.0 W/(m2 ·K); Top-2.0: h top = 2.0 W/(m2 ·K))
5 结论
(1) 开发了凝固界面追踪技术,结合液-固混相连续介质宏观传输模型,实现预测凝固收缩下钢铸锭宏观偏析形成过程。通过收缩量追踪空气-熔钢及铸锭界面并由动网格技术重构计算区域,利用变形的网格实现合金凝固体积收缩,避免了在经典的液-固混相连续介质宏观传输模型中引入气相而导致的气-合金界面模拟困难。预测的收缩腔形状与文献实验结果相符。
(2) 在热-溶质浮升力影响的基础上,考虑凝固收缩后,增强了糊状区内溶质浮力影响,致使Fe-0.3%C合金铸锭凝固前沿主流方向由与热浮力同向,更快转变为与溶质浮力同向,熔钢流速超过仅考虑热-溶质浮升力时的流速,从而加快了铸锭凝固速率。
(3) 对于Fe-0.3%C合金铸锭,在热-溶质浮升力影响的基础上,考虑凝固收缩后,预测的铸锭顶部正偏析最大值减少了4.78%,铸锭顶端气-熔钢及铸锭界面的换热,会减轻铸锭顶端正偏析。耦合热-溶质浮升力及凝固收缩影响,顶端与环境换热系数为h = 2.0 W/(m2 ·K)时的铸锭上端溶质分布更符合文献实验测量结果
(4) 本模型预测的铸锭中心线上底端最大负偏析为-2.35%,小于文献实验结果,存在偏差的原因在于本模型仅考虑了液-柱状晶混相,进一步的模型中需加入等轴晶粒沉降的影响以更好预测铸锭底部强锥形负偏析。
参考文献
View Option
[1]
Liu B C The role and prospect of modeling and simulation in equipment manufacturing
[J]. Aeron. Manuf. Technol. , 2008 , (3 ): 26
[本文引用: 1]
柳百成 建模与仿真在装备制造中的作用与前景
[J]. 航空制造技术 , 2008 , (3 ): 26
[本文引用: 1]
[2]
Beckermann C Modelling of macrosegregation: Applications and future needs
[J]. Int. Mater. Rev. , 2002 , 47 : 243
DOI
URL
[本文引用: 1]
[3]
Stefanescu D M Computer simulation of shrinkage-related defects in castings—A review
[A]. Shape Casting: The John Campbell Symposium [ M]. San Francisco: TMS, 2005 : 295
[本文引用: 1]
[4]
Li J Xu X W Ren N et al A review on prediction of casting defects in steel ingots: From macrosegregation to multi-defect model
[J]. J. Iron Steel Res. Int. , 2022 , 29 : 1901
DOI
[本文引用: 2]
[5]
Flemings M C Nereo G E Macrosegregation: Part I
[J]. Trans. Met. Soc. AIME , 1967 , 239 : 49
[本文引用: 1]
[6]
Flemings M C Mehrabian R Nereo G E Macrosegregation: Part II
[J]. Trans. Met. Soc. AIME , 1968 , 242 : 41
[7]
Flemings M C Principles of control of soundness and homogeneity of large ingots
[J]. Scand. J. Metall. , 1976 , 5 : 1
[本文引用: 1]
[8]
Chiang K G Tsai H L Shrinkage-induced fluid flow and domain change in two-dimensional alloy solidification
[J]. Int. J. Heat Mass Transfer , 1992 , 35 : 1763
DOI
URL
[本文引用: 2]
[9]
Krane M J M Incropera F P Analysis of the effect of shrinkage on macrosegregation in alloy solidification
[J]. Metall. Mater. Trans. , 1995 , 26A : 2329
[本文引用: 2]
[10]
Zhang S L Yanke J Johnson D R et al Modeling defects in castings using a volume of fluid method
[J]. Int. J. Numer. Methods Heat Fluid Flow , 2014 , 24 : 468
DOI
URL
[本文引用: 4]
– A single-domain multi-phase model is developed for macrosegregation and shrinkage pipe formation in castings, as functions of buoyancy- and shrinkage-induced flow. The paper aims to discuss these issues.
[11]
Zhang S L Johnson D R Krane M J M Influence of riser design on macrosegregation in static castings
[J]. Int. J. Cast Met.Res. , 2015 , 28 : 28
[本文引用: 2]
[12]
Ling K Tao W Q A sharp-interface model coupling VOSET and IBM for simulations on melting and solidification
[J]. Comput. Fluids , 2019 , 178 : 113
DOI
URL
[本文引用: 1]
[13]
Wang T M Yao S Zhang X G et al Modelling of the thermosolutal convection, shrinkage flow and grain movement during globular equiaxed solidification in a multi-phase system I. Three-phase flow model
[J]. Acta Metall. Sin. , 2006 , 42 : 584
[本文引用: 2]
王同敏 , 姚 山 , 张兴国 等 等轴球晶凝固多相体系内热溶质对流、补缩流及晶粒运动的数值模拟I. 三相流模型
[J]. 金属学报 , 2006 , 42 : 584
[本文引用: 2]
基于Eulerian-Eulerian方法和体积元平均技术, 建立了模拟等轴球晶凝固过程的液、固、气三相流模型. 液、固两相处理成相互分离、相互扩散的介质, 气相与液、固两相只存在热量及动量的相互作用, 三相(凝固前)作为自由流体共享一个统一的压力场. 分别求解三相的质量、动量、溶质、热焓守恒方程; 相间的热量交换和摩擦拖拽以及液/固界面上的溶质再分配和凝固潜热释放, 通过定义对应守恒方程的源项和交换项而加以考虑; 另外, 单独求解一个晶粒密度守恒方程.晶粒的形核生长(相变)也加以模型化并体现在对应的源项中, 模型中所用的密度定义为溶质与温度的函数, 因此可综合考虑热溶质对流、晶粒运动及凝固收缩所引起的补缩流动. 凝固过程的体积收缩及补缩流动将体现在气/液自由表面的波动上.
[14]
Wang T M Li T J Cao Z Q et al Modelling of the thermo-solutal convection, shrinkage flow and grain movement during globular equiaxed solidification in a multi-phase system II. Application of model
[J]. Acta. Metall. Sin. , 2006 , 42 : 591
[本文引用: 1]
王同敏 , 李廷举 , 曹志强 等 等轴球晶凝固多相体系内热溶质对流、补缩流及晶粒运动的数值模拟II. 模型的应用
[J]. 金属学报 , 2006 , 42 : 591
[本文引用: 1]
利用等轴球晶三相凝固模型模拟了A356铝合金半固态浆料冷却斜槽法制备过程,研究了晶粒密度、尺寸及固相分数的分布与工艺参数的关系. 结果表明, 在斜槽浇注处晶粒形核密度最大, 在斜槽末端晶粒尺寸、固相分数最大, 在铸型中这三者的最终分布大致均匀. 适当降低浇注温度有助于提高斜槽上形核密度和固相分数及降低晶粒尺寸. 此外, 还模拟了热溶质对流及补缩流在Al-4%Cu(质量分数)合金等轴球晶凝固过程所起的作用, 以及晶粒运动及补缩流对合金自由表面和宏观偏析形成的影响. 结果表明, 凝固初期热对流及补缩流为主导,凝固中期热溶质对流为主导, 凝固后期补缩流为主导; 晶粒运动受阻程度直接影响自由表面形状, 补缩流考虑与否导致完全不同的宏观偏析图. 实验测得晶粒尺寸与模拟结果分布较相似, 但其绝对值存在较大差异.
[15]
Li W S Shen H F Liu B C Numerical simulation of macrosegregation in steel ingots using a two-phase model
[J]. Int. J. Miner. Metall. Mater. , 2012 , 19 : 787
DOI
URL
[本文引用: 4]
[16]
Wu M H Ludwig A A three-phase model for mixed columnar-equiaxed solidification
[J]. Metall. Mater. Trans. , 2006 , 37A : 1613
[本文引用: 1]
[17]
Wu M Ludwig A Modeling equiaxed solidification with melt convection and grain sedimentation I: model description
[J]. Acta Mater. , 2009 , 57 : 5621
DOI
URL
[18]
Wu M Kharicha A Ludwig A Using four-phase Eulerian volume averaging approach to model macrosegregation and shrinkage cavity
[J]. Mater. Sci. Eng. , 2015 , 84 : 012006
[本文引用: 9]
[19]
Wu M Ludwig A Kharicha A A four phase model for the macrosegregation and shrinkage cavity during solidification of steel ingot
[J]. Appl. Math. Modell. , 2017 , 41 : 102
DOI
URL
[本文引用: 7]
[20]
Li J Ge H H Wu M H et al A columnar & non-globular equiaxed mixed three-phase model based on thermosolutal convection and grain movement
[J]. Acta. Metall. Sin. , 2016 , 52 : 1096
[本文引用: 1]
李 军 , 葛鸿浩 , Wu M H 等 基于热溶质对流及晶粒运动的柱状晶-非球状等轴晶混合三相模型
[J]. 金属学报 , 2016 , 52 : 1096
[本文引用: 1]
[21]
Ge H H Ren F L Li J et al Four-phase dendritic model for the prediction of macrosegregation shrinkage cavity and porosity in a 55-ton ingot
[J]. Metall. Mater. Trans. , 2017 , 48A : 1139
[本文引用: 1]
[22]
Ni J Beckermann C A volume-averaged two-phase model for transport phenomena during solidification
[J]. Metall . Trans., 1991 , 22A : 349
[本文引用: 2]
[23]
Cai D Ren F L Ge H H et al Modelling of inclusion effects on macrosegregation in solidifying steel ingot with a multi-phase approach
[J]. Metall. Mater. Trans. , 2019 , 50 A, 1323
[本文引用: 1]
[24]
Xie M Y Shen H F Multiphase model for the prediction of shrinkage cavity inclusion and macrosegregation in a 36-ton steel ingot
[J]. Front. Mater. , 2020 , 7 : 577290
DOI
URL
[本文引用: 1]
A five-phase model consisting of a liquid phase, columnar dendrites, equiaxed grains, air, and inclusion (discrete phase) is developed to predict the shrinkage cavity, inclusion distribution and macrosegregation simultaneously during solidification of a 36-ton steel ingot. The air phase is introduced to feed the shrinkage cavity and no mass or species exchange with other phases occurs. The transport and entrapment of inclusions are simulated using a Lagrangian approach. The predicted results agree well with the experimental results. The characteristics of inclusion distribution are better understood. A thin layer of inclusions tends to form close to the mold wall, and more inclusions reside in the last solidified segregation channels. The inclusion is easy to aggregate near the riser neck, and it is dragged by the solidification shrinkage. The influence of the inclusion on macrosegregation is comparatively small, while the solidification shrinkage affects the formation of macrosegregation significantly and makes the simulation result more accurate.
[25]
Ahmadein A Wu M Ludwig A Analysis of macrosegregation formation and columnar-to-equiaxed transition during solidification of Al-4wt.%Cu ingot using a 5-phase model
[J]. J. Cryst. Growth , 2015 , 417 : 65
DOI
URL
[本文引用: 2]
[26]
ANSYS FLUENT 12.0 User's Guide, Copyright © 2009 by ANSYS Inc, April 2009
[本文引用: 7]
[27]
Voller V R Brent A D Prakash C The modelling of heat, mass and solute transport in solidification systems
[J]. Int. J. Heat Mass Transfer , 1989 , 32 : 1719
DOI
URL
[本文引用: 1]
[28]
Voller V R Prakash C A fixed grid numerical modelling methodology for convection-diffusion mushy region phase-change problems
[J]. Int. J. Heat Mass Transfer , 1987 , 30 : 1709
DOI
URL
[29]
Voller V R Swaminathan C R Eral source-based method for solidification phase change
[J]. Numer. Heat Transfer , 1991 , 19B : 175
[本文引用: 1]
[30]
Combeau H Založnik M Hans P et al Prediction of macrosegregation in steel ingots: Influence of the motion and the morphology of equiaxed grains
[J]. Metall. Mater. Trans. , 2009 , 40B : 289
[本文引用: 15]
[31]
Ahmad N Rappaz J Desbiolles J L et al Numerical simulation of macrosegregation: A comparison between finite volume method and finite element method predictions and a confrontation with experiments
[J]. Metall. Mater. Trans. , 1998 , 29A : 617
[本文引用: 8]
[32]
Li J Wu M Hao J alat Simulation of channel segregation using a two-phase columnar solidification model—Part I: Model description and verification
[J]. Comput. Mater. Sci. , 2012 , 55 : 407
DOI
URL
[本文引用: 2]
[33]
Hebditch D J Hunt J D Observations of ingot macrosegregation on model systems
[J]. Metall. Trans. , 1974 , 5B : 1557
[本文引用: 2]
[34]
Suzuki A Suzuki T Nagaoka T et al On secondary dendrite arm spacing in commercial carbon steels with different carbon content
[J]. J. Jpn. Inst. Met. Mater. , 1968 , 32 : 1301
[本文引用: 2]
鈴木 章 , 鈴木 武 , 長岡 豊 等 炭素含有量の異なる炭素鋼の2次デンドライトアームの間隔について
[J]. 日本金属学会誌 , 1968 , 32 : 1301
[本文引用: 2]
[35]
Ferreira I L Spinelli J E Pires J C et al The effect of melt temperature profile on the transient metal/mold heat transfer coefficient during solidification
[J]. Mater. Sci. Eng. , 2005 , A408 : 317
[本文引用: 1]
[36]
A Sub-Committee of The Iron and Steel Institute Report on the heterogeneity of steel ingots
[J]. J. Iron Steel Institute , 1926 , 103 : 39
[本文引用: 6]
[37]
Li J Wu M H Ludwig A et al Simulation of macrosegregation in a 2.45-ton steel ingot using a three-phase mixed columnar-equiaxed model
[J]. Int. J. Heat Mass Transfer , 2014 , 72 : 668
DOI
URL
[本文引用: 1]
[38]
Ge H H Li J Han X J et al Dendritic model for macrosegregation prediction of large scale castings
[J]. J. Mater. Process. Technol. , 2016 , 227 : 308
DOI
URL
[本文引用: 1]
The role and prospect of modeling and simulation in equipment manufacturing
1
2008
... 宏观偏析是铸造过程中不可避免且不能通过后续加工完全消除的缺陷.多年来学者们[1 ~4 ] 致力于通过实验及数值手段对宏观偏析的形成机理进行剖析,以期合理调整工艺过程参数,对宏观偏析加以控制和改善.研究[2 ] 认为,宏观偏析的成因主要为以下因素:(1) 热-溶质浮升力;(2) 凝固收缩;(3) 等轴晶沉降;(4) 固相骨架变形.不同合金体系中,各因素影响占比不尽相同.Fe-C系合金在铸造行业中占巨大比例,因合金中C元素分配系数较小、合金铸锭尺寸较大,更易产生C偏析缺陷.凝固过程中,随温差、溶质浓度差而产生的热-溶质浮升力流,是影响铸锭内溶质分布的必然因素.此外,合金的固相密度通常高于液相密度,历经液-固相变后会产生体积收缩,又称凝固收缩[3 ,4 ] ;尤其对于经历包晶转变的包晶钢,铁素体-奥氏体相致密度的差异更加剧了体积收缩.在凝固过程中,还伴随着液相收缩和固相收缩,但较之凝固收缩,影响比较微弱,本工作不做考虑.最终,铸锭内的溶质分布,是合金熔体中热-溶质浮升力导致的浮力流与凝固收缩引起的收缩流共同作用的结果. ...
建模与仿真在装备制造中的作用与前景
1
2008
... 宏观偏析是铸造过程中不可避免且不能通过后续加工完全消除的缺陷.多年来学者们[1 ~4 ] 致力于通过实验及数值手段对宏观偏析的形成机理进行剖析,以期合理调整工艺过程参数,对宏观偏析加以控制和改善.研究[2 ] 认为,宏观偏析的成因主要为以下因素:(1) 热-溶质浮升力;(2) 凝固收缩;(3) 等轴晶沉降;(4) 固相骨架变形.不同合金体系中,各因素影响占比不尽相同.Fe-C系合金在铸造行业中占巨大比例,因合金中C元素分配系数较小、合金铸锭尺寸较大,更易产生C偏析缺陷.凝固过程中,随温差、溶质浓度差而产生的热-溶质浮升力流,是影响铸锭内溶质分布的必然因素.此外,合金的固相密度通常高于液相密度,历经液-固相变后会产生体积收缩,又称凝固收缩[3 ,4 ] ;尤其对于经历包晶转变的包晶钢,铁素体-奥氏体相致密度的差异更加剧了体积收缩.在凝固过程中,还伴随着液相收缩和固相收缩,但较之凝固收缩,影响比较微弱,本工作不做考虑.最终,铸锭内的溶质分布,是合金熔体中热-溶质浮升力导致的浮力流与凝固收缩引起的收缩流共同作用的结果. ...
Modelling of macrosegregation: Applications and future needs
1
2002
... 宏观偏析是铸造过程中不可避免且不能通过后续加工完全消除的缺陷.多年来学者们[1 ~4 ] 致力于通过实验及数值手段对宏观偏析的形成机理进行剖析,以期合理调整工艺过程参数,对宏观偏析加以控制和改善.研究[2 ] 认为,宏观偏析的成因主要为以下因素:(1) 热-溶质浮升力;(2) 凝固收缩;(3) 等轴晶沉降;(4) 固相骨架变形.不同合金体系中,各因素影响占比不尽相同.Fe-C系合金在铸造行业中占巨大比例,因合金中C元素分配系数较小、合金铸锭尺寸较大,更易产生C偏析缺陷.凝固过程中,随温差、溶质浓度差而产生的热-溶质浮升力流,是影响铸锭内溶质分布的必然因素.此外,合金的固相密度通常高于液相密度,历经液-固相变后会产生体积收缩,又称凝固收缩[3 ,4 ] ;尤其对于经历包晶转变的包晶钢,铁素体-奥氏体相致密度的差异更加剧了体积收缩.在凝固过程中,还伴随着液相收缩和固相收缩,但较之凝固收缩,影响比较微弱,本工作不做考虑.最终,铸锭内的溶质分布,是合金熔体中热-溶质浮升力导致的浮力流与凝固收缩引起的收缩流共同作用的结果. ...
Computer simulation of shrinkage-related defects in castings—A review
1
2005
... 宏观偏析是铸造过程中不可避免且不能通过后续加工完全消除的缺陷.多年来学者们[1 ~4 ] 致力于通过实验及数值手段对宏观偏析的形成机理进行剖析,以期合理调整工艺过程参数,对宏观偏析加以控制和改善.研究[2 ] 认为,宏观偏析的成因主要为以下因素:(1) 热-溶质浮升力;(2) 凝固收缩;(3) 等轴晶沉降;(4) 固相骨架变形.不同合金体系中,各因素影响占比不尽相同.Fe-C系合金在铸造行业中占巨大比例,因合金中C元素分配系数较小、合金铸锭尺寸较大,更易产生C偏析缺陷.凝固过程中,随温差、溶质浓度差而产生的热-溶质浮升力流,是影响铸锭内溶质分布的必然因素.此外,合金的固相密度通常高于液相密度,历经液-固相变后会产生体积收缩,又称凝固收缩[3 ,4 ] ;尤其对于经历包晶转变的包晶钢,铁素体-奥氏体相致密度的差异更加剧了体积收缩.在凝固过程中,还伴随着液相收缩和固相收缩,但较之凝固收缩,影响比较微弱,本工作不做考虑.最终,铸锭内的溶质分布,是合金熔体中热-溶质浮升力导致的浮力流与凝固收缩引起的收缩流共同作用的结果. ...
A review on prediction of casting defects in steel ingots: From macrosegregation to multi-defect model
2
2022
... 宏观偏析是铸造过程中不可避免且不能通过后续加工完全消除的缺陷.多年来学者们[1 ~4 ] 致力于通过实验及数值手段对宏观偏析的形成机理进行剖析,以期合理调整工艺过程参数,对宏观偏析加以控制和改善.研究[2 ] 认为,宏观偏析的成因主要为以下因素:(1) 热-溶质浮升力;(2) 凝固收缩;(3) 等轴晶沉降;(4) 固相骨架变形.不同合金体系中,各因素影响占比不尽相同.Fe-C系合金在铸造行业中占巨大比例,因合金中C元素分配系数较小、合金铸锭尺寸较大,更易产生C偏析缺陷.凝固过程中,随温差、溶质浓度差而产生的热-溶质浮升力流,是影响铸锭内溶质分布的必然因素.此外,合金的固相密度通常高于液相密度,历经液-固相变后会产生体积收缩,又称凝固收缩[3 ,4 ] ;尤其对于经历包晶转变的包晶钢,铁素体-奥氏体相致密度的差异更加剧了体积收缩.在凝固过程中,还伴随着液相收缩和固相收缩,但较之凝固收缩,影响比较微弱,本工作不做考虑.最终,铸锭内的溶质分布,是合金熔体中热-溶质浮升力导致的浮力流与凝固收缩引起的收缩流共同作用的结果. ...
... ,4 ];尤其对于经历包晶转变的包晶钢,铁素体-奥氏体相致密度的差异更加剧了体积收缩.在凝固过程中,还伴随着液相收缩和固相收缩,但较之凝固收缩,影响比较微弱,本工作不做考虑.最终,铸锭内的溶质分布,是合金熔体中热-溶质浮升力导致的浮力流与凝固收缩引起的收缩流共同作用的结果. ...
Macrosegregation: Part I
1
1967
... 继Flemings等[5 ~7 ] 最早开创性地提出了著名的局部溶质再分配方程,首次将流体流动和密度变化引起的凝固收缩引入到溶质再分配计算中以来,基于凝固收缩不可忽略的作用,宏观传输模型中逐步将其影响考虑进来.先期,学者们[8 ,9 ] 采用简化的方法来描述渣-金界面(合金熔体与渣及空气交界面)随凝固体积收缩的变化,如自由液面下降法和冒口补液法.这2种方法中传输模型与仅考虑热-溶质浮升力影响的液-固混相连续介质模型相同,其中,自由液面下降法仅适于计算铸锭底面冷却的情形,将凝固体积收缩量转化为计算区域沿铸锭高度方向的逐层缩减,每当收缩体积对应的高度达到一个网格高度,计算区域高度就下降一层网格,其他边界条件不需改变.Chiang和Tsai[8 ] 采用自由液面下降法,模拟了Fe-C二元合金考虑凝固收缩的凝固过程.而冒口补液法,则可以灵活计算铸锭底面或侧壁面冷却的情形,它将凝固收缩缺失的体积转为需通过铸型顶部冒口处(预置于末端凝固位置)补充的熔钢量,补充的熔钢与初始时刻铸型中的熔钢具有相同温度和浓度.Krane和Incropera[9 ] 采用冒口补液方法,模拟了Pb-Sn二元合金的凝固偏析过程.通过冒口补液,虽巧妙地避免了追踪渣-金界面,保持了计算区域体积不变,但模拟区域内熔钢质量不守恒,相比初始时刻增加了熔钢量及溶质质量,补液也扰乱了铸锭凝固过程中的原有流场,使得模拟出的偏析与实际偏析存在偏差. ...
Macrosegregation: Part II
0
1968
Principles of control of soundness and homogeneity of large ingots
1
1976
... 继Flemings等[5 ~7 ] 最早开创性地提出了著名的局部溶质再分配方程,首次将流体流动和密度变化引起的凝固收缩引入到溶质再分配计算中以来,基于凝固收缩不可忽略的作用,宏观传输模型中逐步将其影响考虑进来.先期,学者们[8 ,9 ] 采用简化的方法来描述渣-金界面(合金熔体与渣及空气交界面)随凝固体积收缩的变化,如自由液面下降法和冒口补液法.这2种方法中传输模型与仅考虑热-溶质浮升力影响的液-固混相连续介质模型相同,其中,自由液面下降法仅适于计算铸锭底面冷却的情形,将凝固体积收缩量转化为计算区域沿铸锭高度方向的逐层缩减,每当收缩体积对应的高度达到一个网格高度,计算区域高度就下降一层网格,其他边界条件不需改变.Chiang和Tsai[8 ] 采用自由液面下降法,模拟了Fe-C二元合金考虑凝固收缩的凝固过程.而冒口补液法,则可以灵活计算铸锭底面或侧壁面冷却的情形,它将凝固收缩缺失的体积转为需通过铸型顶部冒口处(预置于末端凝固位置)补充的熔钢量,补充的熔钢与初始时刻铸型中的熔钢具有相同温度和浓度.Krane和Incropera[9 ] 采用冒口补液方法,模拟了Pb-Sn二元合金的凝固偏析过程.通过冒口补液,虽巧妙地避免了追踪渣-金界面,保持了计算区域体积不变,但模拟区域内熔钢质量不守恒,相比初始时刻增加了熔钢量及溶质质量,补液也扰乱了铸锭凝固过程中的原有流场,使得模拟出的偏析与实际偏析存在偏差. ...
Shrinkage-induced fluid flow and domain change in two-dimensional alloy solidification
2
1992
... 继Flemings等[5 ~7 ] 最早开创性地提出了著名的局部溶质再分配方程,首次将流体流动和密度变化引起的凝固收缩引入到溶质再分配计算中以来,基于凝固收缩不可忽略的作用,宏观传输模型中逐步将其影响考虑进来.先期,学者们[8 ,9 ] 采用简化的方法来描述渣-金界面(合金熔体与渣及空气交界面)随凝固体积收缩的变化,如自由液面下降法和冒口补液法.这2种方法中传输模型与仅考虑热-溶质浮升力影响的液-固混相连续介质模型相同,其中,自由液面下降法仅适于计算铸锭底面冷却的情形,将凝固体积收缩量转化为计算区域沿铸锭高度方向的逐层缩减,每当收缩体积对应的高度达到一个网格高度,计算区域高度就下降一层网格,其他边界条件不需改变.Chiang和Tsai[8 ] 采用自由液面下降法,模拟了Fe-C二元合金考虑凝固收缩的凝固过程.而冒口补液法,则可以灵活计算铸锭底面或侧壁面冷却的情形,它将凝固收缩缺失的体积转为需通过铸型顶部冒口处(预置于末端凝固位置)补充的熔钢量,补充的熔钢与初始时刻铸型中的熔钢具有相同温度和浓度.Krane和Incropera[9 ] 采用冒口补液方法,模拟了Pb-Sn二元合金的凝固偏析过程.通过冒口补液,虽巧妙地避免了追踪渣-金界面,保持了计算区域体积不变,但模拟区域内熔钢质量不守恒,相比初始时刻增加了熔钢量及溶质质量,补液也扰乱了铸锭凝固过程中的原有流场,使得模拟出的偏析与实际偏析存在偏差. ...
... [8 ]采用自由液面下降法,模拟了Fe-C二元合金考虑凝固收缩的凝固过程.而冒口补液法,则可以灵活计算铸锭底面或侧壁面冷却的情形,它将凝固收缩缺失的体积转为需通过铸型顶部冒口处(预置于末端凝固位置)补充的熔钢量,补充的熔钢与初始时刻铸型中的熔钢具有相同温度和浓度.Krane和Incropera[9 ] 采用冒口补液方法,模拟了Pb-Sn二元合金的凝固偏析过程.通过冒口补液,虽巧妙地避免了追踪渣-金界面,保持了计算区域体积不变,但模拟区域内熔钢质量不守恒,相比初始时刻增加了熔钢量及溶质质量,补液也扰乱了铸锭凝固过程中的原有流场,使得模拟出的偏析与实际偏析存在偏差. ...
Analysis of the effect of shrinkage on macrosegregation in alloy solidification
2
1995
... 继Flemings等[5 ~7 ] 最早开创性地提出了著名的局部溶质再分配方程,首次将流体流动和密度变化引起的凝固收缩引入到溶质再分配计算中以来,基于凝固收缩不可忽略的作用,宏观传输模型中逐步将其影响考虑进来.先期,学者们[8 ,9 ] 采用简化的方法来描述渣-金界面(合金熔体与渣及空气交界面)随凝固体积收缩的变化,如自由液面下降法和冒口补液法.这2种方法中传输模型与仅考虑热-溶质浮升力影响的液-固混相连续介质模型相同,其中,自由液面下降法仅适于计算铸锭底面冷却的情形,将凝固体积收缩量转化为计算区域沿铸锭高度方向的逐层缩减,每当收缩体积对应的高度达到一个网格高度,计算区域高度就下降一层网格,其他边界条件不需改变.Chiang和Tsai[8 ] 采用自由液面下降法,模拟了Fe-C二元合金考虑凝固收缩的凝固过程.而冒口补液法,则可以灵活计算铸锭底面或侧壁面冷却的情形,它将凝固收缩缺失的体积转为需通过铸型顶部冒口处(预置于末端凝固位置)补充的熔钢量,补充的熔钢与初始时刻铸型中的熔钢具有相同温度和浓度.Krane和Incropera[9 ] 采用冒口补液方法,模拟了Pb-Sn二元合金的凝固偏析过程.通过冒口补液,虽巧妙地避免了追踪渣-金界面,保持了计算区域体积不变,但模拟区域内熔钢质量不守恒,相比初始时刻增加了熔钢量及溶质质量,补液也扰乱了铸锭凝固过程中的原有流场,使得模拟出的偏析与实际偏析存在偏差. ...
... [9 ]采用冒口补液方法,模拟了Pb-Sn二元合金的凝固偏析过程.通过冒口补液,虽巧妙地避免了追踪渣-金界面,保持了计算区域体积不变,但模拟区域内熔钢质量不守恒,相比初始时刻增加了熔钢量及溶质质量,补液也扰乱了铸锭凝固过程中的原有流场,使得模拟出的偏析与实际偏析存在偏差. ...
Modeling defects in castings using a volume of fluid method
4
2014
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... [10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... [10 ,11 ]使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
Influence of riser design on macrosegregation in static castings
2
2015
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
A sharp-interface model coupling VOSET and IBM for simulations on melting and solidification
1
2019
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
Modelling of the thermosolutal convection, shrinkage flow and grain movement during globular equiaxed solidification in a multi-phase system I. Three-phase flow model
2
2006
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... [13 ,14 ]建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
等轴球晶凝固多相体系内热溶质对流、补缩流及晶粒运动的数值模拟I. 三相流模型
2
2006
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... [13 ,14 ]建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
Modelling of the thermo-solutal convection, shrinkage flow and grain movement during globular equiaxed solidification in a multi-phase system II. Application of model
1
2006
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
等轴球晶凝固多相体系内热溶质对流、补缩流及晶粒运动的数值模拟II. 模型的应用
1
2006
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
Numerical simulation of macrosegregation in steel ingots using a two-phase model
4
2012
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... 本模拟与Li等[15 ] 使用液-等轴晶二相模型并且不考虑等轴晶运动时模拟得到的Fe-C合金铸锭凝固过程中熔钢旋流方向发生反转的趋势一致.Ge等[38 ] 使用液-等轴树枝晶二相模型模拟Fe-C合金铸锭的结果中,凝固前期,等轴晶处于运动状态,界面前沿熔钢向下流动;而至凝固中后期,全场等轴晶处于塞集状态,几乎无运动,凝固前沿富集溶质的熔钢则沿凝固前沿向上流动,该趋势亦与本工作结果一致. ...
... 分别及同时考虑凝固收缩与热-溶质浮升力的影响,凝固结束时整个铸锭区域中相对溶质分布云图如图12 所示.可以看到,考虑热-溶质浮升力的影响后(图12a 和c ),铸锭底部均呈现锥形负偏析,并在铸锭顶部中心处产生大面积的正偏析;而仅考虑凝固收缩时(图12b )则没有这一现象.说明热-溶质浮升力对于形成底部负偏析和顶部正偏析起决定性作用,这与Li等[15 ] 的分析一致. ...
... 参考Li等[15 ] 模拟中的铸锭顶端空气与熔钢及铸锭的换热系数5.0 W/(m2 ·K)和Wu等[19 ] 模拟中的气-液换热Ranz-Marshall模型和气-固换热条件,依据铸锭顶端存在保护渣层,铸锭顶端换热较弱,本节将铸锭顶端与外界(温度为300 K)换热系数分别设为0 (即绝热)、1.0和2.0 W/(m2 ·K),考察凝固过程中顶端气-铸锭换热强度对最终铸锭偏析的影响. ...
A three-phase model for mixed columnar-equiaxed solidification
1
2006
... 从铸锭凝固结束时全截面溶质C的相对浓度分布云图(图5b )可以看出,铸锭顶端芯部呈现强正偏析,最大正偏析达到+39.37%,而在铸锭下部呈现锥形负偏析,最大负偏析为-2.35%,该趋势与文献[19 ]模拟结果相符.图6 进一步对比了铸锭中心线处本模拟与文献模拟[19 ] 及实验测量[36 ] 的相对溶质浓度分布,可以看到本模拟结果在铸锭中上部与实验数据趋势更为吻合.同时,由图5 和6 也可看到,铸锭下部的锥形负偏析程度低于文献结果.由液-等轴晶-柱状晶三相模型[16 ,37 ] 的预测及分析,铸锭底部的强负偏析是由贫溶质的晶粒沉降所导致,而本模型未考虑晶粒运动,因而没能预测出铸锭下部的锥形强负偏析,从而也佐证了晶粒沉降是导致铸锭底部强负偏析的主要因素,也是宏观偏析形成的另一重要因素. ...
Modeling equiaxed solidification with melt convection and grain sedimentation I: model description
0
2009
Using four-phase Eulerian volume averaging approach to model macrosegregation and shrinkage cavity
9
2015
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... 在考虑凝固收缩影响之前,首先采用Sn-5%Pb合金经典算例及实验结果来验证所采用的液-固混相连续介质模型的准确性.采用Sn-5%Pb合金凝固实验条件进行模拟计算:2D模型尺寸0.1 m × 0.06 m,初始温度为499.15 K,除左侧壁与外界对流换热(换热系数为300 W/(m2 ·K),环境温度为298.15 K)外,其余三面皆绝热,合金物性参数见表1 [18 ,30 ,31 ] .图3 给出凝固进行到400 s时Sn-5%Pb合金的溶质浓度场.由图可见,在热-溶质浮升力共同作用下,液穴呈逆时针方向流动,把界面前沿富集的溶质卷带到右侧液相中,在铸锭中心偏下区域形成通道偏析,右侧液相区域呈现明显的溶质分层,本模拟与Ahmad等[31 ] 的模拟结果吻合. ...
... 模拟合金的物性参数[18 ,30 ,31 ] ...
... Thermodynamic and physical parameters of modelling alloys[18 ,30 ,31 ] ...
... [
18 ]
Solid density ρ s kg·m-3 7000 7324 [18 ] Specific heat cp J·kg-1 ·K-1 260 500 [30 ] Thermal conductivity k s W·m-1 ·K-1 55 34 [30 ] Latent heat L J·kg-1 6.1 × 103 2.71 × 105 [30 ] Viscosity μ kg·m-1 ·s-1 1 × 10-3 4.2 × 10-3 [18 ] Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
18 ]
Specific heat cp J·kg-1 ·K-1 260 500 [30 ] Thermal conductivity k s W·m-1 ·K-1 55 34 [30 ] Latent heat L J·kg-1 6.1 × 103 2.71 × 105 [30 ] Viscosity μ kg·m-1 ·s-1 1 × 10-3 4.2 × 10-3 [18 ] Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
18 ]
Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
18 ]
Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... 基于液-固混相连续介质模型,耦合Liner动网格技术追踪界面并重构凝固收缩后计算区域,模拟Fe-0.3%C合金铸锭凝固收缩下的宏观偏析形成过程.选用的物性参数如表1 [18 ,30 ,31 ] 所示,其中,二次枝晶臂间距λ 2 取500 μm[30 ] .由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] : ...
A four phase model for the macrosegregation and shrinkage cavity during solidification of steel ingot
7
2017
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... 采用文献[19 ]中铸锭的几何尺寸,针对二维(2D)整体区域进行模拟计算,如图1 所示.熔钢在铸型内初始静止,初始C浓度为0.3% (质量分数),初始温度为1782 K (略高于液相线温度(1781.02 K)),顶端绝热,侧面及底面边界条件分别为: ...
... 计算区域采用文献[19 ]中铸锭的几何尺寸,本工作采用2D几何模型(图1 ),这里对换热条件稍做调整,令前50 s铸型各壁面换热系数均为300 W/(m2 ·K),形成初期凝固壳,以达到接近文献中3D模拟的冷却效果.本模型仅针对液-固混相,考虑到钢液上表面存在保护渣层,钢液在顶面的热量损失会很小[35 ] ,故本节模拟将铸锭顶端设为绝热边界条件. ...
... (a)
N = 1 (b)
N =
N (0 <
f l < 0.9)
Fig.5 ![]()
图6 铸锭中心线上溶质相对浓度分布 Relative concentration distribution of C along ingot centerline (The experimental<sup>[<xref ref-type="bibr" rid="R36">36</xref>]</sup> and simulated<sup>[<xref ref-type="bibr" rid="R19">19</xref>]</sup> results are shown in Fig.6) Fig.6 ![]()
鉴于此,本文以下分析,均采用糊状区为全部网格体积收缩下的预测结果. ...
... 从铸锭凝固结束时全截面溶质C的相对浓度分布云图(图5b )可以看出,铸锭顶端芯部呈现强正偏析,最大正偏析达到+39.37%,而在铸锭下部呈现锥形负偏析,最大负偏析为-2.35%,该趋势与文献[19 ]模拟结果相符.图6 进一步对比了铸锭中心线处本模拟与文献模拟[19 ] 及实验测量[36 ] 的相对溶质浓度分布,可以看到本模拟结果在铸锭中上部与实验数据趋势更为吻合.同时,由图5 和6 也可看到,铸锭下部的锥形负偏析程度低于文献结果.由液-等轴晶-柱状晶三相模型[16 ,37 ] 的预测及分析,铸锭底部的强负偏析是由贫溶质的晶粒沉降所导致,而本模型未考虑晶粒运动,因而没能预测出铸锭下部的锥形强负偏析,从而也佐证了晶粒沉降是导致铸锭底部强负偏析的主要因素,也是宏观偏析形成的另一重要因素. ...
... [19 ]及实验测量[36 ] 的相对溶质浓度分布,可以看到本模拟结果在铸锭中上部与实验数据趋势更为吻合.同时,由图5 和6 也可看到,铸锭下部的锥形负偏析程度低于文献结果.由液-等轴晶-柱状晶三相模型[16 ,37 ] 的预测及分析,铸锭底部的强负偏析是由贫溶质的晶粒沉降所导致,而本模型未考虑晶粒运动,因而没能预测出铸锭下部的锥形强负偏析,从而也佐证了晶粒沉降是导致铸锭底部强负偏析的主要因素,也是宏观偏析形成的另一重要因素. ...
... 参考Li等[15 ] 模拟中的铸锭顶端空气与熔钢及铸锭的换热系数5.0 W/(m2 ·K)和Wu等[19 ] 模拟中的气-液换热Ranz-Marshall模型和气-固换热条件,依据铸锭顶端存在保护渣层,铸锭顶端换热较弱,本节将铸锭顶端与外界(温度为300 K)换热系数分别设为0 (即绝热)、1.0和2.0 W/(m2 ·K),考察凝固过程中顶端气-铸锭换热强度对最终铸锭偏析的影响. ...
A columnar & non-globular equiaxed mixed three-phase model based on thermosolutal convection and grain movement
1
2016
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
基于热溶质对流及晶粒运动的柱状晶-非球状等轴晶混合三相模型
1
2016
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
Four-phase dendritic model for the prediction of macrosegregation shrinkage cavity and porosity in a 55-ton ingot
1
2017
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
A volume-averaged two-phase model for transport phenomena during solidification
2
1991
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... 式(15) 的适用条件借鉴了多相流中晶体包络极限值的概念,即等轴晶包络层和柱状晶体积分数之和超过某极限值(采用某固相分数f s 数值)时,认为网格内固体晶体形成一个刚体.文献[22 ]中极限值采用0.637,本工作采用0.7. ...
Modelling of inclusion effects on macrosegregation in solidifying steel ingot with a multi-phase approach
1
2019
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
Multiphase model for the prediction of shrinkage cavity inclusion and macrosegregation in a 36-ton steel ingot
1
2020
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
Analysis of macrosegregation formation and columnar-to-equiaxed transition during solidification of Al-4wt.%Cu ingot using a 5-phase model
2
2015
... 为了不改变计算区域初始尺寸,又发展出2种方法.(1) 采用流体体积(volume of fluid,VOF)法或水平集(level set)法等界面追踪方法[10 ~12 ] 结合传统的液-固混相连续介质模型进行凝固收缩下宏观偏析的模拟.采用VOF法追踪到渣-金界面后,以熔钢面为界线,将液面下部的枝晶(固相)与熔钢部分视为广义流体1,将裸露于空气中的枝晶(固相)与空气(气相)部分视为广义流体2,传输模型采用以广义流体1、广义流体2为广义混相的连续介质模型[10 ] (类似于液-固混相的连续介质模型),来预测凝固收缩下的宏观偏析.Zhang等[10 ,11 ] 使用该连续介质模型耦合VOF界面追踪技术,预测了Al-Cu二元合金在凝固收缩耦合热-溶质浮升力作用下的宏观偏析.虽然VOF法可准确追踪气-液界面,但与凝固过程相耦合,即,当液面下降到当前控制单元完全裸露于气相中,变为气相单元时,因空气与合金的部分物性参数(包括密度、导热系数等)相差最大达2~3个数量级,求解广义混相的连续介质模型需要进行特别处理,方能适用于同时计算气相与合金相的流动及能量传递,计算实施起来较为困难,文献[10 ,11 ]中并未给出处理细节.(2) Euler多相流模型[13 ~25 ] ,该模型需分别计算液、固、气(或渣)各相的传输,并通过相间相互作用相耦合,模型还能将固相细分为柱状晶、等轴晶,从而考虑晶粒沉降的影响.2006年,王同敏等[13 ,14 ] 建立了液-等轴球晶-气三相模型,预测了Al-Cu合金铸件在考虑热-溶质浮升力、凝固收缩以及晶粒沉降下的宏观偏析.2012年,Li等[15 ] 使用液-等轴球晶二相模型预测了Fe-C合金铸锭的宏观偏析,运用液面阶梯下降法处理凝固收缩,并对比了晶粒沉降和凝固收缩对铸锭宏观偏析的影响.Wu等[18 ,19 ] 建立了液-等轴球晶-柱状晶-渣(气)四相模型,并考虑柱状晶-等轴晶转变,预测分析了Fe-C合金铸锭凝固收缩下的宏观偏析.在此基础上,李军等[20 ] 进一步考虑等轴晶内部结构对晶粒生长及运动的影响,通过建立液-等轴枝晶-柱状晶-气四相模型[21 ] ,预测出Fe-C合金铸锭凝固收缩下的宏观偏析,并引入Niyama判据得到铸锭内部孔隙率的分布.经过诸多学者的研究,Euler多相流数值模拟研究已经逐渐从液-柱状晶二相模型[22 ] 发展到描述液-柱状晶-等轴晶-气-夹杂的五相模型[23 ,24 ] ,与液-固混相的连续介质模型相比,Euler多相流模型虽然在耦合枝晶间液相[25 ] 等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
... [25 ]等微观尺度凝固现象方面存在很大优势,但多相多尺度模型复杂,计算耗时明显增加. ...
7
... 连续性方程[26 ] : ...
... 动量方程[26 ] : ...
... 式(1) 和(2)中,ρ 为单元密度;t 为时间; u i u j i = 1、2,j = 1、2),当下标为1和2时分别表示沿坐标轴方向速度分量u 和v ; x i x j x 、y ;μ 为运动黏度;K 为渗透率;p 为压力; F i i = 1和2时,分别表示沿坐标轴方向的体积力分量),这里为热-溶质浮升力,仅沿重力方向有值,表达式如下[26 ] : ...
... 式(2) 中μ u i K 为糊状区流动阻力项,K 是液相体积分数(f l )的函数,表达式为[26 ] : ...
... f l 表达式为[26 ] : ...
... 溶质方程[26 ] : ...
... 铸锭顶部收缩界面,利用Fluent软件中的Liner动网格技术[26 ] 结合UDF进行追踪.首先依据凝固收缩量自编程确定铸锭顶端边界处节点位移后的坐标,再用Liner动网格技术求解计算域内部节点坐标.由于所研究铸锭的几何模型及冷却条件以x = 0为轴对称,对顶端收缩界面的处理,仅以铸锭左侧壁附近区域为例,给出直角坐标系下收缩界面方程组. ...
The modelling of heat, mass and solute transport in solidification systems
1
1989
A fixed grid numerical modelling methodology for convection-diffusion mushy region phase-change problems
0
1987
Eral source-based method for solidification phase change
1
1991
Prediction of macrosegregation in steel ingots: Influence of the motion and the morphology of equiaxed grains
15
2009
... 在考虑凝固收缩影响之前,首先采用Sn-5%Pb合金经典算例及实验结果来验证所采用的液-固混相连续介质模型的准确性.采用Sn-5%Pb合金凝固实验条件进行模拟计算:2D模型尺寸0.1 m × 0.06 m,初始温度为499.15 K,除左侧壁与外界对流换热(换热系数为300 W/(m2 ·K),环境温度为298.15 K)外,其余三面皆绝热,合金物性参数见表1 [18 ,30 ,31 ] .图3 给出凝固进行到400 s时Sn-5%Pb合金的溶质浓度场.由图可见,在热-溶质浮升力共同作用下,液穴呈逆时针方向流动,把界面前沿富集的溶质卷带到右侧液相中,在铸锭中心偏下区域形成通道偏析,右侧液相区域呈现明显的溶质分层,本模拟与Ahmad等[31 ] 的模拟结果吻合. ...
... 模拟合金的物性参数[18 ,30 ,31 ] ...
... Thermodynamic and physical parameters of modelling alloys[18 ,30 ,31 ] ...
... [
30 ]
Liquidus slope m K·%-1 -1.286 -80.45 [30 ] Equilibrium partition coefficient k - 0.0656 0.36 [30 ] External temperature K 298.15 300 [30 ] Melt density ρ l kg·m-3 7000 7027 [18 ] Solid density ρ s kg·m-3 7000 7324 [18 ] Specific heat cp J·kg-1 ·K-1 260 500 [30 ] Thermal conductivity k s W·m-1 ·K-1 55 34 [30 ] Latent heat L J·kg-1 6.1 × 103 2.71 × 105 [30 ] Viscosity μ kg·m-1 ·s-1 1 × 10-3 4.2 × 10-3 [18 ] Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
30 ]
Equilibrium partition coefficient k - 0.0656 0.36 [30 ] External temperature K 298.15 300 [30 ] Melt density ρ l kg·m-3 7000 7027 [18 ] Solid density ρ s kg·m-3 7000 7324 [18 ] Specific heat cp J·kg-1 ·K-1 260 500 [30 ] Thermal conductivity k s W·m-1 ·K-1 55 34 [30 ] Latent heat L J·kg-1 6.1 × 103 2.71 × 105 [30 ] Viscosity μ kg·m-1 ·s-1 1 × 10-3 4.2 × 10-3 [18 ] Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
30 ]
External temperature K 298.15 300 [30 ] Melt density ρ l kg·m-3 7000 7027 [18 ] Solid density ρ s kg·m-3 7000 7324 [18 ] Specific heat cp J·kg-1 ·K-1 260 500 [30 ] Thermal conductivity k s W·m-1 ·K-1 55 34 [30 ] Latent heat L J·kg-1 6.1 × 103 2.71 × 105 [30 ] Viscosity μ kg·m-1 ·s-1 1 × 10-3 4.2 × 10-3 [18 ] Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
30 ]
Melt density ρ l kg·m-3 7000 7027 [18 ] Solid density ρ s kg·m-3 7000 7324 [18 ] Specific heat cp J·kg-1 ·K-1 260 500 [30 ] Thermal conductivity k s W·m-1 ·K-1 55 34 [30 ] Latent heat L J·kg-1 6.1 × 103 2.71 × 105 [30 ] Viscosity μ kg·m-1 ·s-1 1 × 10-3 4.2 × 10-3 [18 ] Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
30 ]
Thermal conductivity k s W·m-1 ·K-1 55 34 [30 ] Latent heat L J·kg-1 6.1 × 103 2.71 × 105 [30 ] Viscosity μ kg·m-1 ·s-1 1 × 10-3 4.2 × 10-3 [18 ] Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
30 ]
Latent heat L J·kg-1 6.1 × 103 2.71 × 105 [30 ] Viscosity μ kg·m-1 ·s-1 1 × 10-3 4.2 × 10-3 [18 ] Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
30 ]
Viscosity μ kg·m-1 ·s-1 1 × 10-3 4.2 × 10-3 [18 ] Thermal expansion coefficient β T K-1 6 × 10-5 1.07 × 10-4 [30 ] Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
30 ]
Solutal expansion coefficient β c %-1 -5.3 × 10-4 1.4 × 10-2 [30 ] Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
30 ]
Secondary dendrite arm spacing λ 2 m 6.5 × 10-5 5 × 10-4 [30 ] Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... [
30 ]
Diffusion coefficient of C in liquid D l m2 ·s-1 1 × 10-8 2 × 10-8 [18 ] Reference temperature T ref K 499.15 1782 Reference concentration (mass fraction) c ref % 5 0.3 Reference temperature in enthalpy definition T 0 K 273 273 Time step Δt s 0.1 0.05 Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... 基于液-固混相连续介质模型,耦合Liner动网格技术追踪界面并重构凝固收缩后计算区域,模拟Fe-0.3%C合金铸锭凝固收缩下的宏观偏析形成过程.选用的物性参数如表1 [18 ,30 ,31 ] 所示,其中,二次枝晶臂间距λ 2 取500 μm[30 ] .由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] : ...
... [30 ].由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] : ...
Numerical simulation of macrosegregation: A comparison between finite volume method and finite element method predictions and a confrontation with experiments
8
1998
... 在考虑凝固收缩影响之前,首先采用Sn-5%Pb合金经典算例及实验结果来验证所采用的液-固混相连续介质模型的准确性.采用Sn-5%Pb合金凝固实验条件进行模拟计算:2D模型尺寸0.1 m × 0.06 m,初始温度为499.15 K,除左侧壁与外界对流换热(换热系数为300 W/(m2 ·K),环境温度为298.15 K)外,其余三面皆绝热,合金物性参数见表1 [18 ,30 ,31 ] .图3 给出凝固进行到400 s时Sn-5%Pb合金的溶质浓度场.由图可见,在热-溶质浮升力共同作用下,液穴呈逆时针方向流动,把界面前沿富集的溶质卷带到右侧液相中,在铸锭中心偏下区域形成通道偏析,右侧液相区域呈现明显的溶质分层,本模拟与Ahmad等[31 ] 的模拟结果吻合. ...
... [31 ]的模拟结果吻合. ...
... 模拟合金的物性参数[18 ,30 ,31 ] ...
... Thermodynamic and physical parameters of modelling alloys[18 ,30 ,31 ] ...
... Note: * —physical parameters of Sn-5%Pb alloy were all obtained from Ref.[31 ] ...
... 图4 进一步比较了Sn-5%Pb合金凝固结束后距底面不同高度截面上的溶质分布.可以清晰看出,距底面0.005和0.025 m高度处的溶质分布存在通道偏析,这与Ahmad等[31 ] 模拟结果较为相符,而对比Li等[32 ] 的研究,除在0.005 m高度处的模拟结果并没有出现通道偏析外,其他模拟结果基本一致.对比Hebditch和Hunt[33 ] 的实验数据,本模拟的溶质分布曲线与实验结果基本吻合,特别在距底面高0.025、0.035和0.055 m处吻合较好;距底面高0.005 m处,本预测曲线与实验数据仅在铸锭右半部截面存在差距,但趋势相符. ...
... [
31 ,
32 ] results are shown in Fig.4)
Fig.4 ![]()
<strong>3.2</strong> 凝固收缩与热<strong>-</strong>溶质浮升力共同作用下<strong>Fe-0.3%C</strong>合金铸锭宏观偏析 基于液-固混相连续介质模型,耦合Liner动网格技术追踪界面并重构凝固收缩后计算区域,模拟Fe-0.3%C合金铸锭凝固收缩下的宏观偏析形成过程.选用的物性参数如表1 [18 ,30 ,31 ] 所示,其中,二次枝晶臂间距λ 2 取500 μm[30 ] .由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] : ...
... 基于液-固混相连续介质模型,耦合Liner动网格技术追踪界面并重构凝固收缩后计算区域,模拟Fe-0.3%C合金铸锭凝固收缩下的宏观偏析形成过程.选用的物性参数如表1 [18 ,30 ,31 ] 所示,其中,二次枝晶臂间距λ 2 取500 μm[30 ] .由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] : ...
Simulation of channel segregation using a two-phase columnar solidification model—Part I: Model description and verification
2
2012
... 图4 进一步比较了Sn-5%Pb合金凝固结束后距底面不同高度截面上的溶质分布.可以清晰看出,距底面0.005和0.025 m高度处的溶质分布存在通道偏析,这与Ahmad等[31 ] 模拟结果较为相符,而对比Li等[32 ] 的研究,除在0.005 m高度处的模拟结果并没有出现通道偏析外,其他模拟结果基本一致.对比Hebditch和Hunt[33 ] 的实验数据,本模拟的溶质分布曲线与实验结果基本吻合,特别在距底面高0.025、0.035和0.055 m处吻合较好;距底面高0.005 m处,本预测曲线与实验数据仅在铸锭右半部截面存在差距,但趋势相符. ...
... ,
32 ] results are shown in Fig.4)
Fig.4 ![]()
<strong>3.2</strong> 凝固收缩与热<strong>-</strong>溶质浮升力共同作用下<strong>Fe-0.3%C</strong>合金铸锭宏观偏析 基于液-固混相连续介质模型,耦合Liner动网格技术追踪界面并重构凝固收缩后计算区域,模拟Fe-0.3%C合金铸锭凝固收缩下的宏观偏析形成过程.选用的物性参数如表1 [18 ,30 ,31 ] 所示,其中,二次枝晶臂间距λ 2 取500 μm[30 ] .由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] : ...
Observations of ingot macrosegregation on model systems
2
1974
... 图4 进一步比较了Sn-5%Pb合金凝固结束后距底面不同高度截面上的溶质分布.可以清晰看出,距底面0.005和0.025 m高度处的溶质分布存在通道偏析,这与Ahmad等[31 ] 模拟结果较为相符,而对比Li等[32 ] 的研究,除在0.005 m高度处的模拟结果并没有出现通道偏析外,其他模拟结果基本一致.对比Hebditch和Hunt[33 ] 的实验数据,本模拟的溶质分布曲线与实验结果基本吻合,特别在距底面高0.025、0.035和0.055 m处吻合较好;距底面高0.005 m处,本预测曲线与实验数据仅在铸锭右半部截面存在差距,但趋势相符. ...
... [
33 ] and other simulated
[31 ,32 ] results are shown in Fig.4)
Fig.4 ![]()
<strong>3.2</strong> 凝固收缩与热<strong>-</strong>溶质浮升力共同作用下<strong>Fe-0.3%C</strong>合金铸锭宏观偏析 基于液-固混相连续介质模型,耦合Liner动网格技术追踪界面并重构凝固收缩后计算区域,模拟Fe-0.3%C合金铸锭凝固收缩下的宏观偏析形成过程.选用的物性参数如表1 [18 ,30 ,31 ] 所示,其中,二次枝晶臂间距λ 2 取500 μm[30 ] .由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] : ...
On secondary dendrite arm spacing in commercial carbon steels with different carbon content
2
1968
... 基于液-固混相连续介质模型,耦合Liner动网格技术追踪界面并重构凝固收缩后计算区域,模拟Fe-0.3%C合金铸锭凝固收缩下的宏观偏析形成过程.选用的物性参数如表1 [18 ,30 ,31 ] 所示,其中,二次枝晶臂间距λ 2 取500 μm[30 ] .由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] : ...
... 式中,经验参数A s = 641 μm,n 2 = 0.35[34 ] ,T 1 为冷却速率,K/min.在模拟过程中监测铸锭y = 1.0 m高度处凝固界面前沿几个连续时刻下的温度,算得T 1 = 1.67 K/min,代入 式(26) 计算得到λ 2 = 534 μm,与所取数据相符. ...
炭素含有量の異なる炭素鋼の2次デンドライトアームの間隔について
2
1968
... 基于液-固混相连续介质模型,耦合Liner动网格技术追踪界面并重构凝固收缩后计算区域,模拟Fe-0.3%C合金铸锭凝固收缩下的宏观偏析形成过程.选用的物性参数如表1 [18 ,30 ,31 ] 所示,其中,二次枝晶臂间距λ 2 取500 μm[30 ] .由Fe-0.27%C合金二次枝晶臂间距经验公式[34 ] : ...
... 式中,经验参数A s = 641 μm,n 2 = 0.35[34 ] ,T 1 为冷却速率,K/min.在模拟过程中监测铸锭y = 1.0 m高度处凝固界面前沿几个连续时刻下的温度,算得T 1 = 1.67 K/min,代入 式(26) 计算得到λ 2 = 534 μm,与所取数据相符. ...
The effect of melt temperature profile on the transient metal/mold heat transfer coefficient during solidification
1
2005
... 计算区域采用文献[19 ]中铸锭的几何尺寸,本工作采用2D几何模型(图1 ),这里对换热条件稍做调整,令前50 s铸型各壁面换热系数均为300 W/(m2 ·K),形成初期凝固壳,以达到接近文献中3D模拟的冷却效果.本模型仅针对液-固混相,考虑到钢液上表面存在保护渣层,钢液在顶面的热量损失会很小[35 ] ,故本节模拟将铸锭顶端设为绝热边界条件. ...
Report on the heterogeneity of steel ingots
6
1926
... 图5 对比了糊状区仅单网格(N = 1)体积收缩以及全部网格N = N (0 < f l < 0.9)体积收缩处理得到的铸锭偏析模拟结果,并与实验硫印结果[36 ] 加以对照.由图可见,糊状区收缩网格数量的改变对铸锭截面最终偏析影响不大,但对最终的收缩腔形状有较大影响.糊状区单网格收缩处理的最终收缩腔形状在贴壁附近较陡峭,越到中心越平缓,这是因为凝固前期靠近壁面的熔钢流动性好且凝固快,较大的收缩量堆积到单网格上,使得收缩界面陡峭;到凝固后期,液相区域大大减少,凝固慢,收缩量变小,使得中心线附近收缩界面平缓(图5a ).而糊状区全部网格收缩处理的收缩腔呈现倒三角形(图5b ),这是由于每个时间步的收缩量都会分担到变化的各糊状区网格上,使得收缩腔在凝固前期下降趋势较图5a 更为缓和,且与实验结果更为符合.从图6 铸锭中心线上溶质分布图可以看出,糊状区收缩网格数量的改变对铸锭底部偏析无影响,而对顶端偏析有所影响,采用糊状区全部网格收缩处理的结果,较糊状区单网格收缩的情形,铸锭顶端偏析从51.83%减少到39.37%,减少了12.46%,更贴近实验数据[36 ] . ...
... [36 ]. ...
... (a)
N = 1 (b)
N =
N (0 <
f l < 0.9)
Fig.5 ![]()
图6 铸锭中心线上溶质相对浓度分布 Relative concentration distribution of C along ingot centerline (The experimental<sup>[<xref ref-type="bibr" rid="R36">36</xref>]</sup> and simulated<sup>[<xref ref-type="bibr" rid="R19">19</xref>]</sup> results are shown in Fig.6) Fig.6 ![]()
鉴于此,本文以下分析,均采用糊状区为全部网格体积收缩下的预测结果. ...
... 从铸锭凝固结束时全截面溶质C的相对浓度分布云图(图5b )可以看出,铸锭顶端芯部呈现强正偏析,最大正偏析达到+39.37%,而在铸锭下部呈现锥形负偏析,最大负偏析为-2.35%,该趋势与文献[19 ]模拟结果相符.图6 进一步对比了铸锭中心线处本模拟与文献模拟[19 ] 及实验测量[36 ] 的相对溶质浓度分布,可以看到本模拟结果在铸锭中上部与实验数据趋势更为吻合.同时,由图5 和6 也可看到,铸锭下部的锥形负偏析程度低于文献结果.由液-等轴晶-柱状晶三相模型[16 ,37 ] 的预测及分析,铸锭底部的强负偏析是由贫溶质的晶粒沉降所导致,而本模型未考虑晶粒运动,因而没能预测出铸锭下部的锥形强负偏析,从而也佐证了晶粒沉降是导致铸锭底部强负偏析的主要因素,也是宏观偏析形成的另一重要因素. ...
... 图14 给出铸锭内相对溶质分布云图.由于顶端换热系数较小且变化不大,所以铸锭纵截面上偏析类型和分布基本没变化.由图15 铸锭中心线相对溶质浓度分布可见,顶端换热强度的改变对铸锭下半部溶质分布基本无影响,对凝固后期铸锭顶端区域偏析有一定影响.可以看出,相对于顶端绝热的情况,考虑顶部换热,铸锭上部偏析稍有减轻,铸锭上部的偏析率更接近实验测量值[36 ] ,其中,顶端换热系数为h = 2.0 W/(m2 ·K)时的结果和实验数据[36 ] 点基本重合. ...
... [36 ]点基本重合. ...
Simulation of macrosegregation in a 2.45-ton steel ingot using a three-phase mixed columnar-equiaxed model
1
2014
... 从铸锭凝固结束时全截面溶质C的相对浓度分布云图(图5b )可以看出,铸锭顶端芯部呈现强正偏析,最大正偏析达到+39.37%,而在铸锭下部呈现锥形负偏析,最大负偏析为-2.35%,该趋势与文献[19 ]模拟结果相符.图6 进一步对比了铸锭中心线处本模拟与文献模拟[19 ] 及实验测量[36 ] 的相对溶质浓度分布,可以看到本模拟结果在铸锭中上部与实验数据趋势更为吻合.同时,由图5 和6 也可看到,铸锭下部的锥形负偏析程度低于文献结果.由液-等轴晶-柱状晶三相模型[16 ,37 ] 的预测及分析,铸锭底部的强负偏析是由贫溶质的晶粒沉降所导致,而本模型未考虑晶粒运动,因而没能预测出铸锭下部的锥形强负偏析,从而也佐证了晶粒沉降是导致铸锭底部强负偏析的主要因素,也是宏观偏析形成的另一重要因素. ...
Dendritic model for macrosegregation prediction of large scale castings
1
2016
... 本模拟与Li等[15 ] 使用液-等轴晶二相模型并且不考虑等轴晶运动时模拟得到的Fe-C合金铸锭凝固过程中熔钢旋流方向发生反转的趋势一致.Ge等[38 ] 使用液-等轴树枝晶二相模型模拟Fe-C合金铸锭的结果中,凝固前期,等轴晶处于运动状态,界面前沿熔钢向下流动;而至凝固中后期,全场等轴晶处于塞集状态,几乎无运动,凝固前沿富集溶质的熔钢则沿凝固前沿向上流动,该趋势亦与本工作结果一致. ...









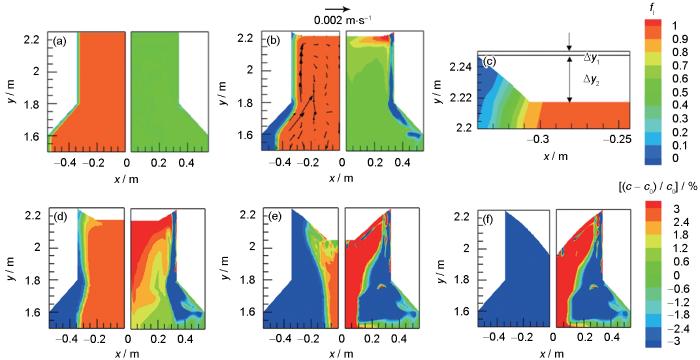




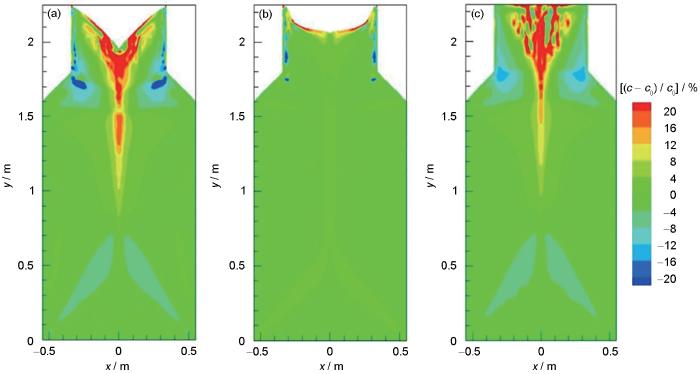





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}