


钛合金的氧化层脆性比较大,容易产生缺陷,导致应力集中、疲劳强度降低。Sahu和Jha[6]应用纳秒激光在纯Ti上加工微通道时,发现微通道中心的O含量达到了45.18% (质量分数,下同),而氧化区和近氧化区的O含量分别达到29.63%和18.04%,并且伴随着明显的裂纹。Xiong等[7]对Ti60合金进行氧化动力学研究时发现,在800℃条件下氧化100 h后,Ti60合金表面形成了厚而开裂的TiO2层。这表明高温下钛合金暴露在含氧氛围中会与氧形成正反馈的反应过程,加剧了氧溶入合金,大大降低了合金的塑性。而Huang等[8]发现,降低O含量则会显著改善工业纯Ti (CP Ti)和Ti-6Al合金的位错活性和变形孪晶行为,增强抗裂纹萌生或扩展的能力,显著提高CP Ti和Ti-6Al合金的冲击韧性。
为了探索低成本和环境友好的钛表面低氧加工工艺,可以考虑以水溶液为环境的水下激光加工。水下激光加工有着较多优势,如表面平整无屑、裂纹少等[14,15],且H2O可以将Ti与空气中的O2隔绝开来。然而水下激光加工后加工区域的O含量仍处于较高的水平。Wuttisarn等[16]对Ti6Al4V合金进行了水下激光加工,加工区域的O含量最低达到了25.65%。这是因为水下激光加工时产生的光热效应能够在短时间内令加工区域产生局部高温,以至熔化汽化加工区域内的材料和H2O[17,18]。有研究[19,20]指出,高温下Ti与H2O可以发生氧化还原反应,Ti失去电子与H2O中的O生成金属氧化物,水中的H则得电子生成氢单质。Luo等[21]在研究水下激光焊接纯Ti时的研究结果也佐证了这一观点,他们发现高温高压的水蒸气是钛焊缝氧化的主要原因。因此,要实现水下低氧激光加工,需要对加工装置作进一步的改进。
基于上述2种思路,本工作提出了阴极电保护激光加工(CPALP)工艺,将工件置入惰性电解液中,对工件采用阴极电保护法进行激光加工。为提高电解液惰性,利用还原性较强的非电解质EtOH (乙醇)降低溶剂中H2O的计数密度,并利用具有还原性和络合性的KNaC4H4O6 (酒石酸钾钠)[24]作为电解质以屏蔽H2O进入反应区域。旨在实现降低加工区域的O含量,证明电流竞争和提高电解液惰性的可行性,从而有效改善激光加工区域的表面质量。
1 实验方法
1.1 实验设备和材料
本实验使用IPG YLP-1-100-20-20-CN光纤激光器,束腰半径31.5 μm,波长1064 nm,最大平均功率20 W,脉冲持续时间5~7 ns。采用MS305D直流电源,电压0~32 V,电流0~5 A,额定功率150 W。Pt丝规格为直径0.2 mm、长30 mm。样品为经过线切割得到的边长20 mm的TC4钛合金正方体。采用附带INCA能谱仪(EDS)的QUANTA 200扫描电子显微镜(SEM)表征加工区域的微观形貌和化学成分。
本实验所用试剂为去离子水、无水EtOH、无水Na2SO4和KNaC4H4O6·4H2O,其中去离子水的电导率< 0.5 μS/cm,无水EtOH、无水Na4SO4和KNaC4H4O6·4H2O均为分析纯。EtOH是还原性较强的非电解质,与H2O的复配溶剂能够降低H2O分子的计数密度;C4H4O62-具有SO42-没有的络合性,且还原性较强,能够附着在金属表面形成屏障,阻碍H2O进入反应区域。综上,配制了A、B、C 3种惰性依次增大的电解液:A液为0.2 mol/L的Na2SO4水溶液;B液为0.2 mol/L Na2SO4的40% EtOH溶液(体积分数,由去离子水和EtOH配得);C液为0.2 mol/L KNaC4H4O6的40%EtOH溶液。
1.2 实验过程
实验装置如图1所示(Pt丝的外伸部分、阴极接线和参比电极接线已略去)。精铣样品的待加工表面,使表面粗糙度(Ra)达到0.63 μm以下,然后在待加工表面的相对表面的中央加工出螺纹盲孔。为了使电流只从待加工表面流过,把除待加工表面以外的所有表面缠绕上聚四氟乙烯生料带,再旋入涂好凡士林的金属螺钉充当阴极接线柱。
图1
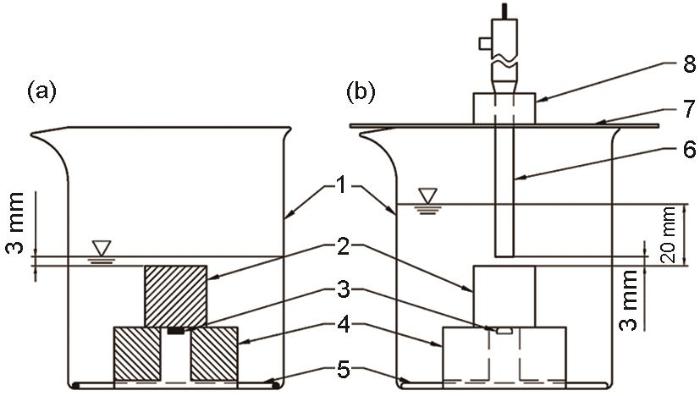
图1
用于激光加工和电极电势测试的电化学装置
Fig.1
Electrochemical devices of laser processing (a) and electrode potential testing (b) (1: beaker, 2: workpiece, 3: screw, 4: workpiece base, 5: platinum wire ring, 6: reference electrode, 7: cover plate, 8: reference electrode base)
由Pt丝圈作为电解池的阳极,将Pt丝的一端绕成直径近于烧杯内径的圆形并置于底部,另一端伸出烧杯外并连接电源正极;样品作为阴极,将包塑导线的一端连接电源负极,另一端与阴极接线柱连接,然后将导线穿过样品座的内孔和凹槽,令阴极接线柱埋入内孔。
在钛合金表面进行激光加工,并对测试加工区域的微观形貌和化学成分进行表征。激光加工参数为:逐行扫描策略(图2),平均功率20 W,离焦量0 mm,重复频率40 kHz,扫描速率160 mm/s,扫描行间距0.01 mm,扫描次数5次,单个加工区域的尺寸为5 mm × 5 mm的正方形。
图2
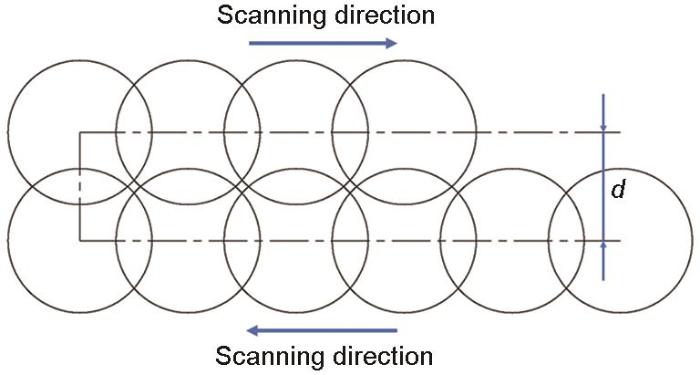
图2
逐行扫描策略示意
Fig.2
Schematic of progressive scanning strategy (d—scanning spacing)
加工步骤:如图1a所示安装样品,并向烧杯中倒入A液,令液面高出样品表面3 mm。在样品电流为0 (即不通电)、300、600和900 mA下分别用前述的激光加工参数加工样品表面。然后倒出A液,换下已加工的样品,洗净烧杯后安装好待加工的样品,再倒入B液……重复这项工作,直到在C液里完成加工。以电解液标号对样品分组,在A液中加工过的样品划入A组,以此为例将样品划为A、B、C 3组。
极化电势测试步骤:如图1b所示,利用饱和甘汞电极(标准电极电势为+0.2412 V,25℃)和未激光加工的样品测量工作电流为0、150、300、600和900 mA下阴极的极化电势,以间接反映加工过程的阴极极化状况。但是受电极结构的条件限制,设定电极的盐桥末端到待加工表面的高度是3 mm,液面到待加工表面的高度是20 mm。为了减小电流的热效应对数据的影响,每次调整工作电流的具体操作是:先关闭电源并粗调工作电流旋钮至大致区间,然后再打开电源,在5 s内完成精调工作电流(误差在± 2 mA内),然后在10 s内激光加工或读取示数,再关闭电源。
2 表面形貌
图3给出了样品加工区域的表面形貌。可见,随着工作电流和电解液惰性的提高,加工区域O含量降低,加工表面整体上呈现了从粗糙到平滑的趋势。
图3
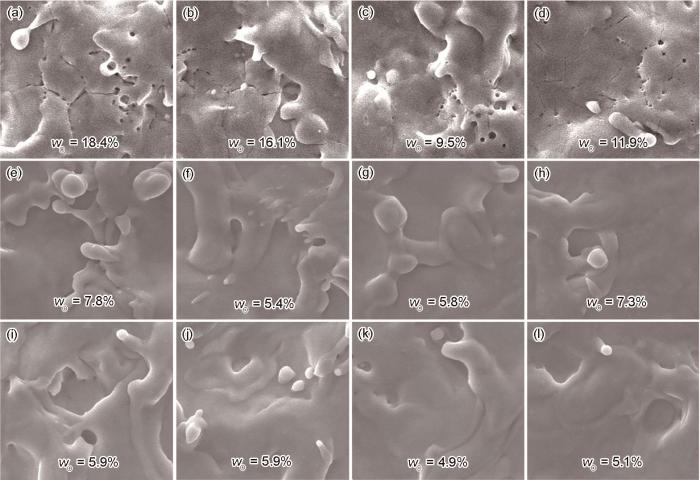
图3
不同的工作电流和电解液中加工区域的表面微观形貌
Fig.3
Surface micromorphologies of the machining area under different working currents of 0 mA (a, e, i), 300 mA (b, f, j), 600 mA (c, g, k), and 900 mA (d, h, l) and electrolytes of A (a-d), B (e-h), and C (i-l) (wO—mass fraction of oxygen)
在不同的电解液里,随着工作电流的增加,样品表面形貌均呈现出了由粗糙到平滑的趋势,具体表现为熔池深度减小、熔池边缘从锐利到平缓、熔液飞溅减小、气孔裂纹等缺陷减少。这说明在工作电流为0~900 mA的区间内,表面质量与工作电流呈正相关。
从图3a~d中可以看到,在A组中,随着工作电流增大,尽管O含量大致呈降低趋势,但是表面质量相对B组和C组来说较差:熔池边缘锐利、熔液飞溅强烈、出现大量气孔和裂纹等缺陷的现象,且没有随着工作电流增大而改善。这可能是因为A液的溶剂是H2O,其比热容和沸点都比较大,使得熔液快速冷却并收缩凝固。
另外,C组中的熔液飞溅程度比B组略大,可能是因为C液的KNaC4H4O6能使电解液的黏度下降[25],熔液飞溅的阻力变小。
3 分析讨论
3.1 同种电解液、不同工作电流下加工区域的O含量
图4给出了不同电解液和工作电流下加工区域的O含量情况。对于同种电解液,在电解液A的环境下,O含量从0 mA下的18.4%降至600 mA下的最低数值9.5%,然后在900 mA下有所反弹,达到11.9%;对于电解液B的环境,O含量从0 mA下的7.8%降至300 mA下的最低数值5.4%,但是在600 mA以后略有反弹;电解液C环境下,O含量从0 mA下的5.9%降至600 mA下的最低数值4.9%,但在900 mA下也是略有反弹。
图4
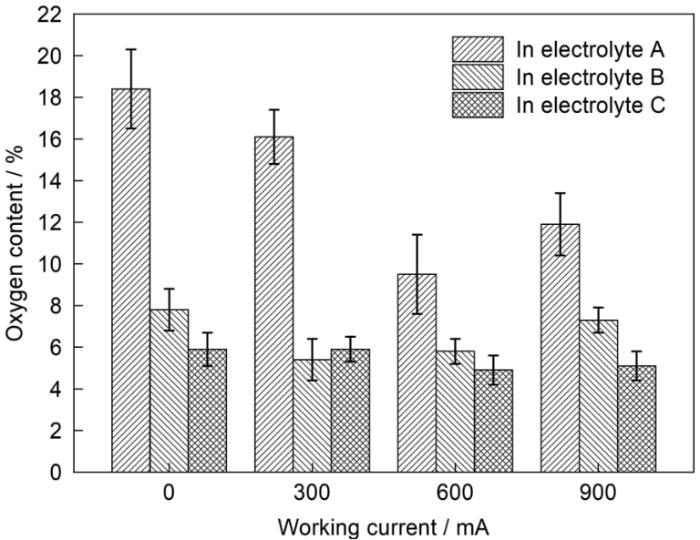
图4
不同电解液和工作电流下加工区域的O含量
Fig.4
Oxygen contents in the processing area under different electrolytes and working currents
以上结果说明电流竞争的思路是可行的。考察高温下Ti与H2O的反应:
式中,x为H2O的平均化学计量数。该反应的正向反应中,Ti作为还原剂失去电子,H2O中的H作为氧化剂得到电子。其反应历程大致可以分为3步进行[20]。第一步是Ti的外层电子在高温下挣脱原子核的束缚:
第二步是高温下H2O中的H得电子,然后与Ti释放的电子结合产生H2并从反应体系中逸出,此时反应体系中O元素过余:
第三步是O2-与Ti2x+结合产生TiO x :
从该反应历程中可以知道,第一步是整个反应的条件:只有Ti失去电子,H2O中的H才能与电子结合生成H2并逸出反应体系,从而留下O2-与Ti2x+结合产生TiO x。而电流竞争的机理就是增大反应区域内电子的供给,以抑制Ti的电子逸出。
从图4还可以看出,O含量并未随着工作电流的增加而单调递减,而是存在一个极小值,这是因为大的工作电流下,
综上所述,总有一个较适工作电流使得O含量最低。A组的较适工作电流在600 mA附近,而B组和C组的较适工作电流则分别在300和600 mA附近。
3.2 同一工作电流、不同电解液下加工区域的O含量
从图4可以看出,任何水平的工作电流下,在A、B、C 3种电解液里,样品加工区域的O含量总体呈递减趋势。只有在工作电流为300 mA时,C的O含量(5.9%)略大于B的(5.4%)。以上说明提高电解液惰性的思路也是可行的。
受分子结构影响,EtOH还原性较强,且其羟基氢极难电离,与H2O相比极难氧化Ti;又因为EtOH的分子量和体积都比H2O大,使得H2O分子之间的间隔增大,大大降低了H2O分子的计数密度(图5),从而减少了反应区域H2O的供给。
图5

图5
2种溶剂里的分子排列示意图
Fig.5
Schematics of molecular arrangement in water solvent (a) and ethanol-water solvent (b)
由反应式(1)~(4)可知,H2O主要参与了(3)和(4) 2个反应阶段。由于溶剂从H2O变成了40%EtOH,反应区域里H2O分子的计数密度减小,(3)和(4) 2个反应阶段被大大阻碍,反应式(1)的平衡左移。同时还注意到,所有工作电流水平下C组的O含量都比B组低(工作电流为300 mA时有例外),这可以说明电解质的成分对加工区域的O含量也有影响:
反应式(1)~(4)中,
综上,EtOH和C4H4O62-分别从溶剂和电解质2方面提高了电解液惰性,从而减少了H2O的供给。因此可以推断:提高电解液惰性,可以以减少反应物H2O的方式阻止H2O氧化Ti的反应正向移动,降低O含量;而提高电解液惰性有2种方法——溶剂引入还原性较强的非电解质、电解质引入具有还原性络离子的物质。
3.3 工作回路伏安特性曲线和阴极极化曲线
综上数据并分析可得,阴极电保护激光加工之所以能够降低加工区域的O含量,与阴极(样品)表面的电子富集关系极大,而电子富集则通过极化表现出来,因此需要进一步研究阴极的极化曲线。此外,还需要研究装置的工作回路伏安特性曲线,以明确对设备的电力要求。
图6给出了不同电解液下的阴极极化曲线和工作回路伏安特性曲线,以阴极作为零势面。另外,阴极的导电面积不变(20 mm × 20 mm),则阴极极化曲线的横坐标简化成了电流,而不是电流密度。
图6
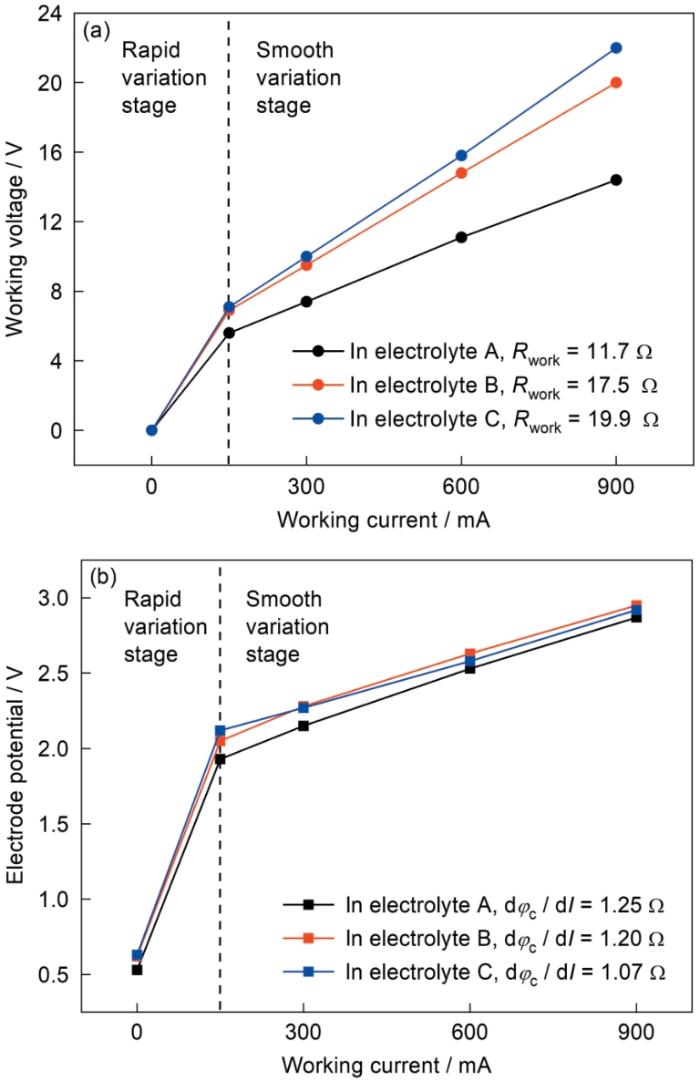
图6
不同电解液(A、B、C)下的工作回路伏安特性曲线和阴极极化曲线
Fig.6
Working circuit volt-ampere characteristic curves (a) and cathodic polarization curves (b) in electrolytes A, B, and C (Rwork—working circuit resistance, φc—potential, I—working current)
由图6可以看出,在工作电流0~150 A区间的工作电压和电极电位曲线均陡于150~900 mA区间曲线,因此把0~150 mA区间称为剧变段;150~900 mA的区间里,2种曲线的斜率都较小,称为平顺段。由于在平顺段内激光加工区域的O含量明显降低,研究平顺段的工作回路电阻更具有实际应用价值。
平顺段内电解池的工作电压有以下关系:
其中,V为电解池的工作电压;E为电解池对应的原电池(后文简称“对应原电池”)的电动势;η0为活化超电势;I为工作电流;Rwork为工作回路电阻;V0是基本工作电压,为E与η0之和。
图7
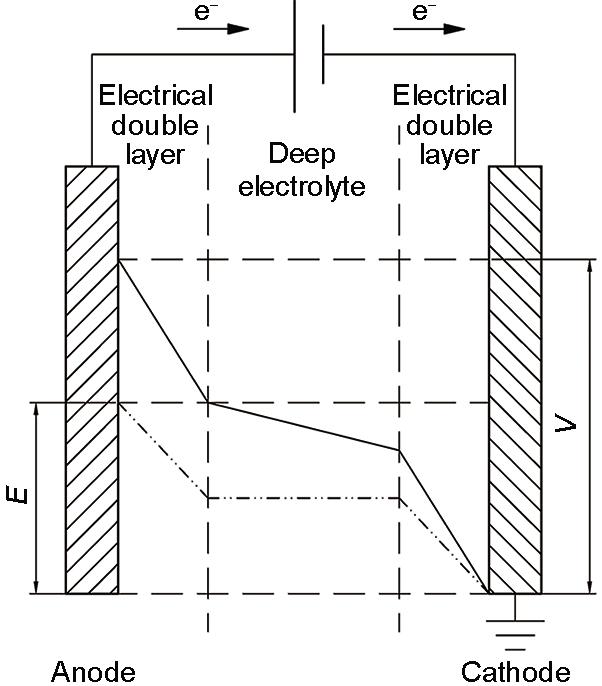
图7
电解池工作电压的分压示意
Fig.7
Schematic of voltage division of working voltage in the electrolytic cell (V means tank voltage and E means corresponding cell potential)
图8
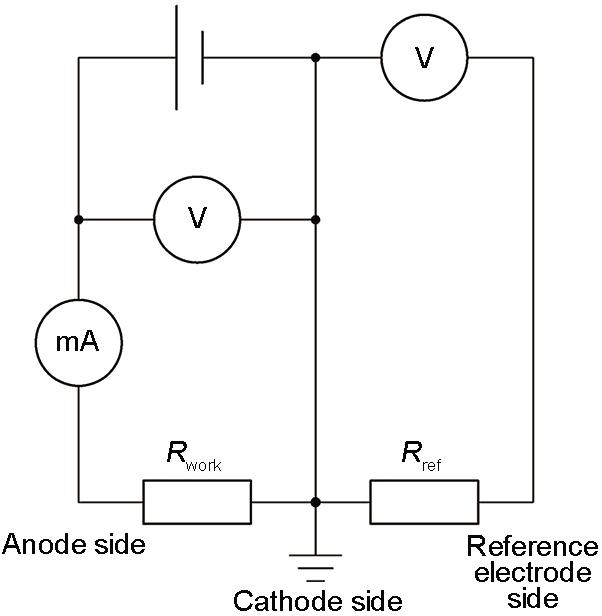
图8
平顺段内装置的等效电路
Fig.8
Equivalent circuit of device at smooth variation stage (Rref—reference circuit resistance)
图9
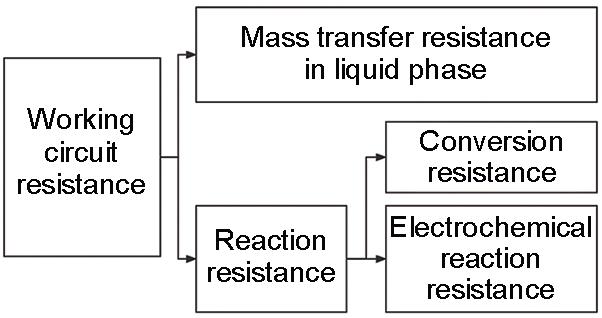
从Rwork和dφc / dI的数值可以看出,随着电解液的变化,Rwork的数值和变化幅度都远大于dφc / dI。因此推测平顺段内影响Rwork的主要因素是以粒子间的摩擦碰撞阻力为主的液相传质阻力。这可以由图10解释:A液中不存在不能电离的分子,则粒子(主要是H2O)迁移通道畅通(图10a);相对于A液,B液极难电离且电中性的EtOH分子替代了一部分体积的H2O分子,收窄了粒子迁移通道(图10b),摩擦碰撞效应很强烈,宏观上增大了Rwork;相对于B液,C液的C4H4O62-全部替代了SO42-,K+替代了一半数目的Na+,而C4H4O62-和K+的体积分别大于SO42-和Na+ (图10c),则摩擦碰撞效应更强烈,宏观上表现为C液的Rwork最高。
图10

图10
3种电解液内的粒子排布示意图
Fig.10
Schematics of particle arrangement in electrolyte A (a), electrolyte B (b), and electrolyte C (c)
与工作电压类似,阴极极化曲线也存在剧变段和平顺段。不过与工作电压不同的是,3个极化曲线几乎重叠,这表明工作电流是影响阴极极化电动势的主要因素,而电解液的成分则是次要因素。从图4和图6b综合来看,极化电势相似,电子富集程度相似,O含量却各不相同,说明电解液惰性对O含量至关重要。对比Rwork和dφc/ dI数据还可以发现,A液的Rwork最小、dφc/dI最大,说明液相传质阻力最小,反应区域H2O的供给比较充裕,因此受电化学反应(主要是H得电子)阻力控制最大;C液的Rwork最大、dφc / dI最小,说明液相传质阻力最大,反应区域H2O的供给比较匮乏,受电化学反应阻力控制最小;B液则居于中间水平。以上数据可以佐证:提高电解液惰性可以减少加工区域H2O的供给,从而以减少反应物的方式阻止H2O氧化Ti的反应正向移动,降低O含量。
4 结论
(1) 基于惰性电解液的阴极电保护激光加工工艺可以大幅降低钛合金激光加工区域的O含量。在工作电流为600 mA、电解液为0.2 mol/L KNaC4H4O6的40%EtOH溶液下,O含量可以降至4.9%,且能够很好地改善激光加工区域的表面质量,能够减少飞溅、气孔和裂纹等缺陷。
(2) 本工艺能够降低激光加工区域O含量的原因,主要可以归结为电流竞争和提高电解液惰性2个机理。需注意,工作电流并非以大为宜,这可能是因为大工作电流导致了加工区域内O元素的富集。
(3) 针对不同的电解液测试了工作回路伏安特性曲线和阴极极化曲线,证明提高电解液惰性可以减少加工区域H2O的供给,从而以减少反应物的方式阻止H2O氧化Ti的反应正向移动,降低O含量。
参考文献
Experimental investigation of dimensional variation in laser-machined micro-channels produced in titanium alloy
[J].
Laser beam micro-milling (LBMM) of selected aerospace alloys
[J].
Experimental study in electrochemical etchant using titanium alloy for printed circuit heat exchanger channels
[J].
基于钛合金的印刷电路板换热器通道电解蚀刻实验研究
[J].
Selective laser manufacturing of Ti-based alloys and composites: Impact of process parameters, application trends, and future prospects
[J].
A thermo-kinetic study of titanium oxidation assisted by a Nd-YAG pulsed laser
[J].
Microchannel fabrication and metallurgical characterization on titanium by nanosecond fiber laser micromilling
[J].
The oxidation behavior and mechanical performance of Ti60 alloy with enamel coating
[J].
Effects of oxygen content on Charpy impact properties and crack resistance of α titanium alloys
[J].
Removal of oxide skin on surface of TC4 titanium alloy
[J].
TC4钛合金表面氧化皮去除
[J].
针对TC4钛合金在热成形过程中其表面易形成一层致密的氧化皮且氧化皮的表面形貌和厚度均受温度影响这一现象,采用先热碱洗后酸洗的工艺过程对TC4钛合金在不同温度下氧化后的氧化皮去除工艺进行了研究.采用光学显微镜对氧化皮形貌进行表征,研究了时间对去除氧化皮的影响,且通过国际上较先进的美国LECO公司RH404定氢仪对去除氧化皮后钛合金的氢质量分数进行了测定.结果表明,通过采用先热碱洗后酸洗的过程,TC4钛合金表面的氧化皮可以完全被去除.此外,通过RH404定氢仪测得合金中氢质量分数的变化不大.
Effect of laser cleaning titanium alloy surface scale on matrix properties
[J].
激光清洗钛合金表面氧化皮对基体性能的影响
[J].
Simultaneous strength-ductility enhancement in as-cast Ti6Al4V alloy by trace Ce
[J].
Oscillating photoluminescence in the cerium ion catalyzed Belousov-Zhabotinsky reaction
[J].
Photo-induced oxidative cleavage of C-C double bonds for the synthesis of biaryl methanone via CeCl3 catalysis
[J].
Optimization of near-infrared laser drilling of silicon carbide under water
[J].
Laser ablation of titanium alloy under a thin and flowing water layer
[J].
Laser micromachining of titanium alloy in water and ice at different temperatures
[J].
Laser ablation of solid substrates in water and ambient air
[J].
Water-assisted femtosecond laser pulse ablation of high aspect ratio holes
[J].
Oxidation mechanism of titanium and of alloy TA6V4 by water vapor
[J].
Thermal oxidation of titanium by water vapour
[J].
Underwater laser welding of pure Ti: Oxidation and hardening behaviors
[J].
Optimizing the sacrificial anode cathodic protection of the rail canal structure in seawater using the boundary element method
[J].
Controlling the oxidation processes of Zn nanoparticles produced by pulsed laser ablation in aqueous solution
[J].
Selective complexometric determination of titanium(IV) using sodium potassium tartrate or ascorbic acid as masking agent
[J].
Influence of dispersant on rheological properties of dewatered sludge
[J].
分散剂对脱水污泥流动性能的影响
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}