Alloys-by-design: Application to nickel-based single crystal superalloys
1
2009
... 随着世界航空工业的高速发展,用于制造航空发动机中热端部件的镍基高温合金得到了广泛应用,其中镍基单晶高温合金由于去除了横向及纵向晶界,获得了优异的高温抗蠕变、抗疲劳及抗腐蚀性能,已成为涡轮叶片的首选材料[1~3].单晶合金涡轮叶片长期服役于高温、高压、高载荷等苛刻环境下,会发生磨损、开裂、掉块等形式的损伤,导致叶片失效报废[4,5].由于单晶叶片的制造成本高昂、制造周期长,国际发动机OEM (原始设备制造商)厂商通常对受损叶片进行修复,以延长其使用寿命的同时大幅降低使用成本.因此,发展单晶涡轮叶片的修复技术具备重要的战略及经济意义. ...
Additive manufacturing of CMSX-4 Ni-base superalloy by selective laser melting: Influence of processing parameters and heat treatment
0
2019
Alloy design for aircraft engines
1
2016
... 随着世界航空工业的高速发展,用于制造航空发动机中热端部件的镍基高温合金得到了广泛应用,其中镍基单晶高温合金由于去除了横向及纵向晶界,获得了优异的高温抗蠕变、抗疲劳及抗腐蚀性能,已成为涡轮叶片的首选材料[1~3].单晶合金涡轮叶片长期服役于高温、高压、高载荷等苛刻环境下,会发生磨损、开裂、掉块等形式的损伤,导致叶片失效报废[4,5].由于单晶叶片的制造成本高昂、制造周期长,国际发动机OEM (原始设备制造商)厂商通常对受损叶片进行修复,以延长其使用寿命的同时大幅降低使用成本.因此,发展单晶涡轮叶片的修复技术具备重要的战略及经济意义. ...
Effect of substrate orientation on the columnar-to-equiaxed transition in laser surface remelted single crystal superalloys
1
2015
... 随着世界航空工业的高速发展,用于制造航空发动机中热端部件的镍基高温合金得到了广泛应用,其中镍基单晶高温合金由于去除了横向及纵向晶界,获得了优异的高温抗蠕变、抗疲劳及抗腐蚀性能,已成为涡轮叶片的首选材料[1~3].单晶合金涡轮叶片长期服役于高温、高压、高载荷等苛刻环境下,会发生磨损、开裂、掉块等形式的损伤,导致叶片失效报废[4,5].由于单晶叶片的制造成本高昂、制造周期长,国际发动机OEM (原始设备制造商)厂商通常对受损叶片进行修复,以延长其使用寿命的同时大幅降低使用成本.因此,发展单晶涡轮叶片的修复技术具备重要的战略及经济意义. ...
Microstructural control during laser additive manufacturing of single-crystal nickel-base superalloys: New processing-microstructure maps involving powder feeding
1
2017
... 随着世界航空工业的高速发展,用于制造航空发动机中热端部件的镍基高温合金得到了广泛应用,其中镍基单晶高温合金由于去除了横向及纵向晶界,获得了优异的高温抗蠕变、抗疲劳及抗腐蚀性能,已成为涡轮叶片的首选材料[1~3].单晶合金涡轮叶片长期服役于高温、高压、高载荷等苛刻环境下,会发生磨损、开裂、掉块等形式的损伤,导致叶片失效报废[4,5].由于单晶叶片的制造成本高昂、制造周期长,国际发动机OEM (原始设备制造商)厂商通常对受损叶片进行修复,以延长其使用寿命的同时大幅降低使用成本.因此,发展单晶涡轮叶片的修复技术具备重要的战略及经济意义. ...
Directed energy deposition and characterization of high-carbon high speed steels
1
2019
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
Causes analysis on cracks in nickel-based single crystal superalloy fabricated by laser powder deposition additive manufacturing
1
2018
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
An overview of direct laser deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics
0
2015
Single-crystal laser deposition of superalloys: Processing-microstructure maps
1
2001
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
Origin of stray-grain formation and epitaxy loss at substrate during laser surface remelting of single-crystal nickel-base superalloys
1
2016
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
Effect of substrate orientation on the formation of equiaxed stray grains in laser surface remelted single crystal superalloys: Experimental investigation
0
2016
The effect of substrate orientation on stray grain formation in the (111) plane in laser surface remelted single crystal superalloys
0
2019
Liquid channel segregation and morphology and their relation with hot cracking susceptibility during columnar growth in binary alloys
0
2017
Solidification cracking of superalloy single- and bi-crystals
5
2004
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
... [14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
... 由于稳定的液膜是热裂纹形成的必要条件,因此首先探讨液膜的稳定性及其影响因素.由于单晶合金在凝固过程中以树枝晶形态生长,在凝固末期根据固相分数的不同,液相具有3种存在形式[14]:(1) 当固相的体积分数(fs)低于90%时,液相以通道形式存在;(2) 当fs处于90%~94%范围内,液相以薄膜形式存在;(3) 当fs高于94%直到完全形成固相时,液相以微小液滴形式存在.上述3种形式的液相中,液相以液相通道形式存在时,一旦发生开裂,远端的液相将对裂纹实现填充完成自愈合;当液相以小液滴形式存在时,固相骨架已完全联通,残余应力将通过固相骨架传递释放,同时固相骨架的强度基本与完全固相相似,因此也难以形成热裂纹;最终只有形成液相薄膜并且液膜两端存在高水平拉应力才可导致热裂纹的形成,其对应的固相分数范围90% ≤ fs ≤94%也被称为热裂敏感区间. ...
... 式中,为“排斥”晶界的枝晶凝并温度,为“吸引”晶界的枝晶凝并温度.因为“吸引”晶界在发生完全凝并,即对应的fs = 94%[14,26].因此可利用Scheil方程[32]计算: ...
... 图5的分析结果表明,应力并不是均匀分布于沉积区内部,而是呈现应力集中现象,即增材修复区内部的拉应力集中才是驱动热裂纹萌生扩展的本质原因.在凝固过程中,应力会通过固相骨架实现传递,一旦遇到液膜便会在该区域形成应力集中,当应力集中超过液膜强度后便会发生撕裂形成热裂纹[36].为了快速判断液膜处的应力集中大小,可通过单个枝晶间液膜的局部应变因子(fstrain)定性分析,具体关系式如下[14]: ...
The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy
1
2014
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
Impact of hot isostatic pressing on microstructures of CMSX-4 Ni-base superalloy fabricated by selective electron beam melting
0
2016
Contribution of constitutional liquation of gamma prime precipitate to weld HAZ cracking of cast Inconel 738 superalloy
1
2004
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
Hot cracking mechanism affecting a non-weldable Ni-based superalloy produced by selective electron Beam Melting
1
2018
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
Direct laser metal deposition of Inconel 738
1
2019
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
Cracking during thermal post-processing of laser powder bed fabricated CM247LC Ni-superalloy
1
2019
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
Cracking behavior and control of Rene 104 superalloy produced by direct laser fabrication
1
2015
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
3
2016
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
... 热裂纹的萌生及扩展实际上是由应力集中和液相薄膜共同作用的结果[22],其中液相薄膜的稳定性决定了其在凝固末期的维持时间,液膜稳定性越高则热裂倾向也相对更高;应力集中则为裂纹萌生和后续扩展提供了驱动力,仅当液膜两侧具备拉应力条件裂纹才可形成;析出相则影响界面结合强度或促进稳定液膜的形成[25].因此,本节分别从液膜稳定性、应力集中及碳化物析出相3个方向来分析热裂纹的形成机制. ...
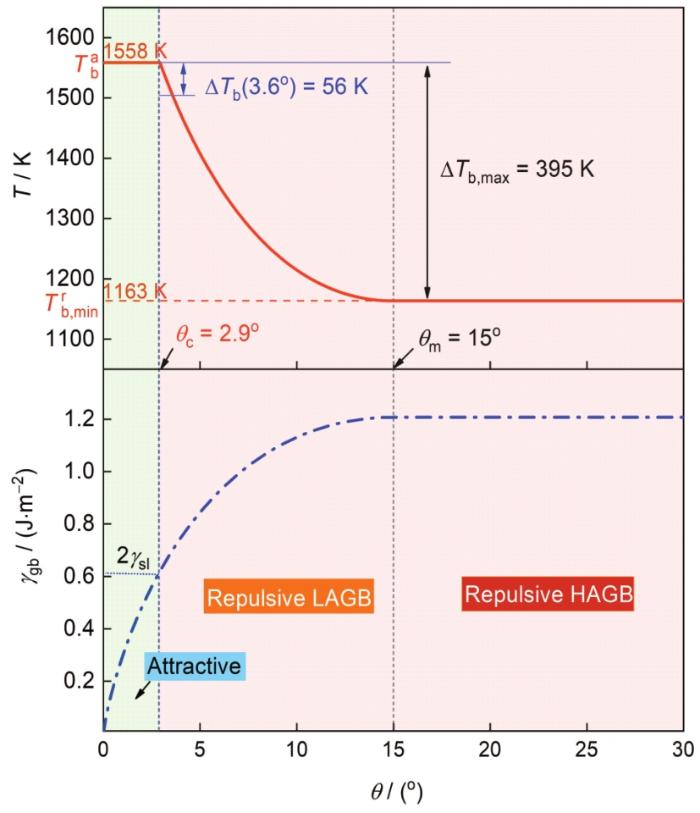
... 式中,G为剪切模量;b为Burgers矢量模;为Poisson比;θm为具有最大晶界能的晶界角度.为避免θ > θm时导致 公式(2)无解的情况,这里假设晶界角超过θm时,γgb为常量并与θm对应的最大值相等,计算中θm的值取15° [22].表1[29~31]列出了计算ΔTb及γgb所需的物理参量,ΔSf应用JMatPro软件获得,为1.43685 × 106 J/(K·m3).经计算最大晶界能γgb为1.207 J/m2.令γgb = 2γsl,可计算出“吸引”晶界与“排斥”晶界之间的临界晶界角,θc = 2.9°.当晶界角大于2.9°均为排斥晶界,因此,本实验中所统计的晶界均为“排斥”晶界,具备热裂倾向. ...
The influence of grain boundary angle on the hot cracking of single crystal superalloy DD6
1
2016
... 激光增材制造技术凭借其“精准定位、可控增材”的特性及适宜单晶外延生长的超高温度梯度条件,成为最有前景且绿色高效的单晶涡轮叶片修复技术[6~9].目前,单晶叶片激光增材修复技术仍面临两大瓶颈问题[10~14]:(1) 修复区极易形成杂晶,难以保证单晶完整性;(2) 修复区热裂纹缺陷频发.杂晶的存在会显著恶化单晶高温合金的高温力学性能,热裂纹缺陷则直接导致单晶修复失效,故需首要解决单晶增材修复过程中的热裂纹问题.研究[15~17]表明,合金中Al和Ti 2种元素的含量总和可以用于衡量该合金的可焊性(热裂敏感性),其中Al + Ti含量≥ 4.5% (质量分数,下文除特别注明,均指质量分数)的合金具备很高的热裂敏感性,通常被看作不可焊的合金.为确保具备足够的高温性能,高温合金中的γ'-Ni3(Al, Ti)强化相含量需要维持在50%~80% (体积分数)[18],造成合金设计时Al、Ti 2种元素的添加总量高于4.5%,最终导致这类高性能高温合金具有极高的热裂倾向.近期,已有多项工作聚焦于IN738[19]、CM247LC[20]、Rene 104[21]等牌号合金的热裂纹研究,这几种典型的高性能高温合金中Al、Ti含量的总和均超过4.5%,以致在焊接过程中均具备极高的热裂倾向.上述研究表明,热裂纹通常发生于凝固末期残留液相薄膜的区域,液相薄膜两侧存在拉应力时导致液膜处发生撕裂并形成裂纹[22].然而,以上合金均为多晶材料,其显微组织结构和单晶合金存在较大区别.目前针对高Al、Ti含量单晶高温合金的热裂纹研究较少,Wang等[14]和Rong等[23]发现激光重熔DD6和MC2单晶合金中超过16°的晶界处才会形成热裂纹;Zhou等[7]则对增材制造单晶合金CSU-B1块体试样的开裂行为进行研究,发现大角度晶界处的裂纹敏感性更高,还会与析出相有一定关联.然而,上述单晶裂纹的研究主要围绕激光表面重熔或者增材制造块体试样,缺乏对晶界、应力及析出相等多因素的影响研究.此外,类似于空心叶片的薄壁结构试样,其与块体试样的组织尤其是应力分布特征有显著差异,这类薄壁结构试样热裂机制亦有待揭示.因此,有必要对单晶高温合金薄壁结构在增材修复过程中的开裂行为及裂纹萌生扩展机制进行深入研究. ...
1
2021
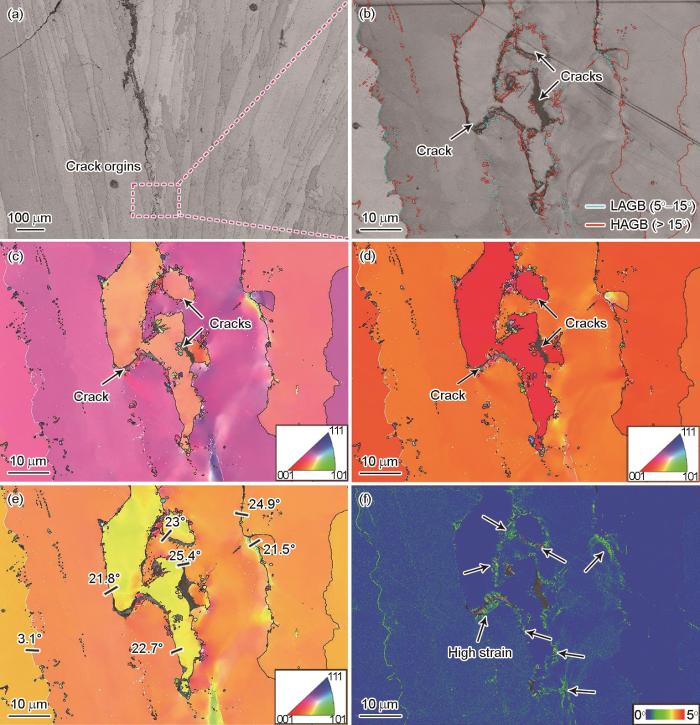
... 针对裂纹源局部区域进行观察,发现裂纹萌生区域存在显著的元素偏析现象.图7为裂纹源区域(图6b)的合金元素面分布图,可以看到Mo、Ta、Nb、Al、C、W等元素在裂纹萌生位置出现显著的偏聚,而对应位置的Re元素则出现明显贫化.图7中元素的偏析呈现出小块状或类字母型的特征,表明在裂纹萌生的位置存在富含上述几种元素的析出相,初步分析可能为碳化物析出相.为证实上述碳化物析出相的假设,对试样多条裂纹的萌生区域进行EDS检测,发现均具有相似的析出相特征.图8为裂纹萌生处的BSE像及EDS分析.可见,裂纹萌生处分布白色析出相,形状为块状及近似字母的长条状,EDS结果(图8b)表明,白色析出相富集Nb、Ta及C 3种元素,结合其形貌可知白色析出相为MC型碳化物.其他单晶高温合金的增材制造相关研究工作[24]也证实了MC型碳化物的存在.上述碳化物分布规律表明,碳化物对热裂纹的形成有一定影响.综上分析可以得出,单晶高温合金激光增材修复过程中热裂纹形成的影响因素主要有晶界角、应力集中及碳化物的分布. ...
1
2021
... 针对裂纹源局部区域进行观察,发现裂纹萌生区域存在显著的元素偏析现象.图7为裂纹源区域(图6b)的合金元素面分布图,可以看到Mo、Ta、Nb、Al、C、W等元素在裂纹萌生位置出现显著的偏聚,而对应位置的Re元素则出现明显贫化.图7中元素的偏析呈现出小块状或类字母型的特征,表明在裂纹萌生的位置存在富含上述几种元素的析出相,初步分析可能为碳化物析出相.为证实上述碳化物析出相的假设,对试样多条裂纹的萌生区域进行EDS检测,发现均具有相似的析出相特征.图8为裂纹萌生处的BSE像及EDS分析.可见,裂纹萌生处分布白色析出相,形状为块状及近似字母的长条状,EDS结果(图8b)表明,白色析出相富集Nb、Ta及C 3种元素,结合其形貌可知白色析出相为MC型碳化物.其他单晶高温合金的增材制造相关研究工作[24]也证实了MC型碳化物的存在.上述碳化物分布规律表明,碳化物对热裂纹的形成有一定影响.综上分析可以得出,单晶高温合金激光增材修复过程中热裂纹形成的影响因素主要有晶界角、应力集中及碳化物的分布. ...
Hot cracking behavior and mechanism of a third-generation Ni-based single-crystal superalloy during directed energy deposition
2
2020
... 热裂纹的萌生及扩展实际上是由应力集中和液相薄膜共同作用的结果[22],其中液相薄膜的稳定性决定了其在凝固末期的维持时间,液膜稳定性越高则热裂倾向也相对更高;应力集中则为裂纹萌生和后续扩展提供了驱动力,仅当液膜两侧具备拉应力条件裂纹才可形成;析出相则影响界面结合强度或促进稳定液膜的形成[25].因此,本节分别从液膜稳定性、应力集中及碳化物析出相3个方向来分析热裂纹的形成机制. ...
... 为了衡量不同晶界角度对应的液膜稳定性,需要计算液膜可维持的最低温度,这里可利用下述公式计算获取“吸引”晶界及“排斥”晶界与凝并过冷度之间的关系[25,27]: ...
A new hot-tearing criterion
2
1999
... 前期已有研究[26]发现液膜的稳定性实际上与晶界角度有关,提出了著名的枝晶凝并理论:晶界可分为“排斥”晶界与“吸引”晶界两大类,当相邻晶粒间形成“吸引”晶界时,枝晶发生凝并促进液膜转化为孤立小液滴,因此无法形成裂纹;当相邻晶粒形成“排斥”晶界时,连续液膜会一直维持到较低的温度,直到最后全部形成固相为止,这类“排斥”晶界有可能引发热裂纹的形成.为此,Rappaz等[27]提出了枝晶凝并过冷度ΔTb以衡量液膜的稳定性: ...
... 式中,为“排斥”晶界的枝晶凝并温度,为“吸引”晶界的枝晶凝并温度.因为“吸引”晶界在发生完全凝并,即对应的fs = 94%[14,26].因此可利用Scheil方程[32]计算: ...
Last-stage solidification of alloys: Theoretical model of dendrite-arm and grain coalescence
2
2003
... 前期已有研究[26]发现液膜的稳定性实际上与晶界角度有关,提出了著名的枝晶凝并理论:晶界可分为“排斥”晶界与“吸引”晶界两大类,当相邻晶粒间形成“吸引”晶界时,枝晶发生凝并促进液膜转化为孤立小液滴,因此无法形成裂纹;当相邻晶粒形成“排斥”晶界时,连续液膜会一直维持到较低的温度,直到最后全部形成固相为止,这类“排斥”晶界有可能引发热裂纹的形成.为此,Rappaz等[27]提出了枝晶凝并过冷度ΔTb以衡量液膜的稳定性: ...
... 为了衡量不同晶界角度对应的液膜稳定性,需要计算液膜可维持的最低温度,这里可利用下述公式计算获取“吸引”晶界及“排斥”晶界与凝并过冷度之间的关系[25,27]: ...
1
2017
... 由 式(1)可以发现,当材料固定后ΔTb实际上仅取决于γgb,后者则依赖晶界角θ,借助Reed-Shockley位错理论可以构建γgb与θ的关系[28]: ...
6
2012
... 式中,G为剪切模量;b为Burgers矢量模;为Poisson比;θm为具有最大晶界能的晶界角度.为避免θ > θm时导致 公式(2)无解的情况,这里假设晶界角超过θm时,γgb为常量并与θm对应的最大值相等,计算中θm的值取15° [22].表1[29~31]列出了计算ΔTb及γgb所需的物理参量,ΔSf应用JMatPro软件获得,为1.43685 × 106 J/(K·m3).经计算最大晶界能γgb为1.207 J/m2.令γgb = 2γsl,可计算出“吸引”晶界与“排斥”晶界之间的临界晶界角,θc = 2.9°.当晶界角大于2.9°均为排斥晶界,因此,本实验中所统计的晶界均为“排斥”晶界,具备热裂倾向. ...
... 计算枝晶凝并过冷及晶界能所需的热物理参数[29~31] ...
... Physical parameters used to calculate the undercooling ΔTb and grain boundary energy γgb[29-31] ...
... [
29]
| Burgers vector b | 3.578 × 10-10 | m | [30] |
| Solid/liquid interfacial energy γsl | 310 | mJ·m-2 | [31] |
| Poisson ratio ν | 0.467 | - | [29] |
为了衡量不同晶界角度对应的液膜稳定性,需要计算液膜可维持的最低温度,这里可利用下述公式计算获取“吸引”晶界及“排斥”晶界与凝并过冷度之间的关系[25,27]: ...
... [
29]
为了衡量不同晶界角度对应的液膜稳定性,需要计算液膜可维持的最低温度,这里可利用下述公式计算获取“吸引”晶界及“排斥”晶界与凝并过冷度之间的关系[25,27]: ...
... 式中,Tm为合金熔点,Tl为合金的液相线温度,k为溶质平衡分配系数.DD432合金相应的参数取值如下[29]:Tm = 1726 K,Tl = 1670.15 K,Ts = 1635.15 K,k = 0.61.联立式(1)~(4)可以获得与θ之间的关系,计算结果如图9所示.从图中可知,“吸引”晶界的凝并温度为1558 K,“排斥”晶界的凝并温度最低可达1163 K,凝并过冷最大可达395 K.此外,大于2.9°的小角度晶界均为“排斥”晶界,前文检测的3.6°晶界角虽然有应力集中,经过计算其凝并过冷度仅有56 K,远小于大角度晶界的凝并过冷395 K.在激光增材制造超快的冷却速率条件下,小角度晶界处尽管残留连续液膜,但其维持时间极短,难以保证热裂纹形成.因此,大角度晶界具有更为显著的热裂敏感性. ...
6
2012
... 式中,G为剪切模量;b为Burgers矢量模;为Poisson比;θm为具有最大晶界能的晶界角度.为避免θ > θm时导致 公式(2)无解的情况,这里假设晶界角超过θm时,γgb为常量并与θm对应的最大值相等,计算中θm的值取15° [22].表1[29~31]列出了计算ΔTb及γgb所需的物理参量,ΔSf应用JMatPro软件获得,为1.43685 × 106 J/(K·m3).经计算最大晶界能γgb为1.207 J/m2.令γgb = 2γsl,可计算出“吸引”晶界与“排斥”晶界之间的临界晶界角,θc = 2.9°.当晶界角大于2.9°均为排斥晶界,因此,本实验中所统计的晶界均为“排斥”晶界,具备热裂倾向. ...
... 计算枝晶凝并过冷及晶界能所需的热物理参数[29~31] ...
... Physical parameters used to calculate the undercooling ΔTb and grain boundary energy γgb[29-31] ...
... [
29]
| Burgers vector b | 3.578 × 10-10 | m | [30] |
| Solid/liquid interfacial energy γsl | 310 | mJ·m-2 | [31] |
| Poisson ratio ν | 0.467 | - | [29] |
为了衡量不同晶界角度对应的液膜稳定性,需要计算液膜可维持的最低温度,这里可利用下述公式计算获取“吸引”晶界及“排斥”晶界与凝并过冷度之间的关系[25,27]: ...
... [
29]
为了衡量不同晶界角度对应的液膜稳定性,需要计算液膜可维持的最低温度,这里可利用下述公式计算获取“吸引”晶界及“排斥”晶界与凝并过冷度之间的关系[25,27]: ...
... 式中,Tm为合金熔点,Tl为合金的液相线温度,k为溶质平衡分配系数.DD432合金相应的参数取值如下[29]:Tm = 1726 K,Tl = 1670.15 K,Ts = 1635.15 K,k = 0.61.联立式(1)~(4)可以获得与θ之间的关系,计算结果如图9所示.从图中可知,“吸引”晶界的凝并温度为1558 K,“排斥”晶界的凝并温度最低可达1163 K,凝并过冷最大可达395 K.此外,大于2.9°的小角度晶界均为“排斥”晶界,前文检测的3.6°晶界角虽然有应力集中,经过计算其凝并过冷度仅有56 K,远小于大角度晶界的凝并过冷395 K.在激光增材制造超快的冷却速率条件下,小角度晶界处尽管残留连续液膜,但其维持时间极短,难以保证热裂纹形成.因此,大角度晶界具有更为显著的热裂敏感性. ...
Dislocation models of crystal grain boundaries
1
1950
... Physical parameters used to calculate the undercooling Δ
Tb and grain boundary energy
γgb[29-31]Table 1| Physical parameter | Value | Unit | Ref. |
|---|
| Shear modulus G | 86.3 | GPa | [29] |
| Burgers vector b | 3.578 × 10-10 | m | [30] |
| Solid/liquid interfacial energy γsl | 310 | mJ·m-2 | [31] |
| Poisson ratio ν | 0.467 | - | [29] |
为了衡量不同晶界角度对应的液膜稳定性,需要计算液膜可维持的最低温度,这里可利用下述公式计算获取“吸引”晶界及“排斥”晶界与凝并过冷度之间的关系[25,27]: ...
Calculation of alloy solid-liquid interfacial free energies from atomic-scale simulations
4
2002
... 式中,G为剪切模量;b为Burgers矢量模;为Poisson比;θm为具有最大晶界能的晶界角度.为避免θ > θm时导致 公式(2)无解的情况,这里假设晶界角超过θm时,γgb为常量并与θm对应的最大值相等,计算中θm的值取15° [22].表1[29~31]列出了计算ΔTb及γgb所需的物理参量,ΔSf应用JMatPro软件获得,为1.43685 × 106 J/(K·m3).经计算最大晶界能γgb为1.207 J/m2.令γgb = 2γsl,可计算出“吸引”晶界与“排斥”晶界之间的临界晶界角,θc = 2.9°.当晶界角大于2.9°均为排斥晶界,因此,本实验中所统计的晶界均为“排斥”晶界,具备热裂倾向. ...
... 计算枝晶凝并过冷及晶界能所需的热物理参数[29~31] ...
... Physical parameters used to calculate the undercooling ΔTb and grain boundary energy γgb[29-31] ...
... [
31]
| Poisson ratio ν | 0.467 | - | [29] |
为了衡量不同晶界角度对应的液膜稳定性,需要计算液膜可维持的最低温度,这里可利用下述公式计算获取“吸引”晶界及“排斥”晶界与凝并过冷度之间的关系[25,27]: ...
1
1998
... 式中,为“排斥”晶界的枝晶凝并温度,为“吸引”晶界的枝晶凝并温度.因为“吸引”晶界在发生完全凝并,即对应的fs = 94%[14,26].因此可利用Scheil方程[32]计算: ...
Additive manufacturing of metallic components—Process, structure and properties
1
2018
... 类似焊接过程,增材制造过程中沉积区会在热收缩及凝固收缩作用下形成残余应力[33].由于增材制造为多层沉积累加的过程,基材或者已凝固的沉积层会在当前沉积层冷却过程中受到压缩作用,而在内部形成压应力,反之当前凝固的沉积层中将形成拉伸应力.Frenk等[34]证实了增材制造过程中沉积区内部分布有残余拉伸应力,并指出随着沉积层数的增加这种拉应力会逐渐增大,直到一定层数后维持稳定.Mukherjee等[35]采用模拟方法计算出增材区内部的应力分布,提出残余的拉应力主要分布于增材区内部,尽管局部层间会形成压应力,但整体仍呈现拉应力特征.在此基础上,一旦增材区的拉应力超过凝固末期的固相与液膜间的强度,热裂纹便会形成.增材区内部的拉应力驱动热裂纹的萌生和扩展.对于单道多层沉积的薄壁结构,在平行于激光扫描方向及建造方向的纵截面上的拉应力最为显著,这也是纵向界面出现严重纵向裂纹的原因. ...
Influence of an intermediate layer on the residual stress field in a laser clad
1
1991
... 类似焊接过程,增材制造过程中沉积区会在热收缩及凝固收缩作用下形成残余应力[33].由于增材制造为多层沉积累加的过程,基材或者已凝固的沉积层会在当前沉积层冷却过程中受到压缩作用,而在内部形成压应力,反之当前凝固的沉积层中将形成拉伸应力.Frenk等[34]证实了增材制造过程中沉积区内部分布有残余拉伸应力,并指出随着沉积层数的增加这种拉应力会逐渐增大,直到一定层数后维持稳定.Mukherjee等[35]采用模拟方法计算出增材区内部的应力分布,提出残余的拉应力主要分布于增材区内部,尽管局部层间会形成压应力,但整体仍呈现拉应力特征.在此基础上,一旦增材区的拉应力超过凝固末期的固相与液膜间的强度,热裂纹便会形成.增材区内部的拉应力驱动热裂纹的萌生和扩展.对于单道多层沉积的薄壁结构,在平行于激光扫描方向及建造方向的纵截面上的拉应力最为显著,这也是纵向界面出现严重纵向裂纹的原因. ...
An improved prediction of residual stresses and distortion in additive manufacturing
1
2017
... 类似焊接过程,增材制造过程中沉积区会在热收缩及凝固收缩作用下形成残余应力[33].由于增材制造为多层沉积累加的过程,基材或者已凝固的沉积层会在当前沉积层冷却过程中受到压缩作用,而在内部形成压应力,反之当前凝固的沉积层中将形成拉伸应力.Frenk等[34]证实了增材制造过程中沉积区内部分布有残余拉伸应力,并指出随着沉积层数的增加这种拉应力会逐渐增大,直到一定层数后维持稳定.Mukherjee等[35]采用模拟方法计算出增材区内部的应力分布,提出残余的拉应力主要分布于增材区内部,尽管局部层间会形成压应力,但整体仍呈现拉应力特征.在此基础上,一旦增材区的拉应力超过凝固末期的固相与液膜间的强度,热裂纹便会形成.增材区内部的拉应力驱动热裂纹的萌生和扩展.对于单道多层沉积的薄壁结构,在平行于激光扫描方向及建造方向的纵截面上的拉应力最为显著,这也是纵向界面出现严重纵向裂纹的原因. ...
Coarsening of solid-liquid mixtures: A review
1
2000
... 图5的分析结果表明,应力并不是均匀分布于沉积区内部,而是呈现应力集中现象,即增材修复区内部的拉应力集中才是驱动热裂纹萌生扩展的本质原因.在凝固过程中,应力会通过固相骨架实现传递,一旦遇到液膜便会在该区域形成应力集中,当应力集中超过液膜强度后便会发生撕裂形成热裂纹[36].为了快速判断液膜处的应力集中大小,可通过单个枝晶间液膜的局部应变因子(fstrain)定性分析,具体关系式如下[14]: ...
1
2000
... 由于DD432单晶高温合金中含有0.12%~0.18%的C元素,定向凝固及增材制造制备的合金内部均会形成较多MC型碳化物,其形态多呈现鱼骨状或字母状.依据DD432单晶合金的成分组成,常见的MC型碳化物包括NbC、TaC、MoC、WC等[37].这与本实验测得的Nb、Ta、Mo、W、C等元素在晶界处偏析现象一致,进一步证实了本实验中MC型碳化物分布于裂纹源区域.MC碳化物对热裂纹的影响主要分为2方面:(1) MC碳化物促进液膜的形成;(2) MC碳化物降低了凝固末期材料的结合强度. ...
1
2000
... 由于DD432单晶高温合金中含有0.12%~0.18%的C元素,定向凝固及增材制造制备的合金内部均会形成较多MC型碳化物,其形态多呈现鱼骨状或字母状.依据DD432单晶合金的成分组成,常见的MC型碳化物包括NbC、TaC、MoC、WC等[37].这与本实验测得的Nb、Ta、Mo、W、C等元素在晶界处偏析现象一致,进一步证实了本实验中MC型碳化物分布于裂纹源区域.MC碳化物对热裂纹的影响主要分为2方面:(1) MC碳化物促进液膜的形成;(2) MC碳化物降低了凝固末期材料的结合强度. ...









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}