


Inconel 718合金在-253~650℃温度范围内具有优异的性能和良好的组织稳定性,成为在深冷和高温条件下用途极广的高温合金之一[1,2]。我国先进航天发动机中,大量使用了Inconel 718精密铸造和锻造成形产品,部分产品工作条件极其严苛,对产品力学性能、表面及内部质量要求很高。由于构件截面尺寸变化大且结构复杂,铸造、锻造和增材制造等成形方式难度极大,易产生微孔、偏析等缺陷和Laves相等有害相,其力学性能较差且合格率低[3]。粉末热等静压近净成形又称“粉末铸造”,在欧美等国家被称为精密铸造的升级版,可彻底解决精密铸造以及锻件+机加工的宏观成分偏析和微观组织不均匀等问题[4,5]。粉末热等静压近净成形是将金属粉末密封在与目标零件相似的空腔包套内,利用Ar气作为传压介质,在高温高压下使粉末实现致密化,随后采用化学铣技术去除包套,获得近终毛坯零件的成形技术[6,7]。该工艺不仅解决了合金偏析问题,而且可以一步成形,成为制备高温合金构件极具潜力的技术。
在粉末高温合金领域,俄罗斯与美国最早开展了研究并实现工程应用。采用传统工艺,如无压烧结、热压以及粉末热压+锻造工艺等,无法保证高温合金完全致密化,合金性能显著降低,难以满足发动机热端部件的使用要求。目前,美国通常采用Ar气雾化制粉+热等静压+热变形工艺制备粉末高温合金复杂部件,俄罗斯则采用旋转电极雾化制粉+直接热等静压工艺流程制备粉末高温合金复杂部件,我国主要采用旋转电极制粉+热等静压和气体雾化制粉+热等静压+等温锻造2种典型的工艺制备高温合金构件[8,9]。国外对粉末Inconel 718合金的文献报道相对较少,主要研究了雾化制粉工艺、粉末O含量、C含量、预处理等对合金致密度及力学性能的影响[10~12]。本课题组[9,13~15]近年来针对粉末冶金Inconel 718热等静压成形开展了大量工作,详细研究了热等静压温度及热处理对粉末冶金Inconel 718合金的组织和性能的影响,提出了过固相线+亚固相线粉末热等静压工艺,为直接热等静压工艺设计提供了参考。
本工作采用Ar气雾化制粉+直接热等静压近净成形工艺方法,制备出尺寸和表面质量满足加工要求、综合力学性能接近锻件水平的Inconel 718粉末构件,从而解决了复杂部件成形问题,为Inconel 718粉末合金在先进航天发动机的应用奠定材料和成形工艺基础。
1 实验方法
采用无坩埚感应熔炼超声气体雾化法(electrode induction melting gas atomization,EIGA)制备Inconel 718预合金粉末。粉末的粒度分布由Mastersizer 2000 型激光粒度仪测试。采用 ICP 7300 DV 仪器和TCH 600氧氮氢分析仪测定的Inconel 718预合金粉末化学成分(质量分数,%)为:Ni 52.90,Cr 18.76,Mo 3.05,Nb 4.85,Ti 0.91,Al 0.51,Cu 0.1,Co 0.01,C 0.055,Si 0.16,Mn 0.04,Fe余量;粉末O含量仅为0.014%,满足粉末标准。
将Inconel 718预合金粉末封装在圆柱形低碳钢包套内,经过振实、真空除气、封焊以及热等静压致密化等过程制备热等静压合金坯料[16,17]。热等静压致密化过程在RD(Z)-1-850 型热等静压炉中进行,课题组前期采用两步热等静压制度[15]制备出与锻造Inconel 718力学性能相当的坯料,本工作所有实验均采用此热等静压制度。为验证包套壁厚对Inconel 718粉末体的屏蔽作用,设计如图1所示异形圆柱包套模型,采用相同热等静压工艺成形。随后对获得的合金坯料进行固溶+时效处理,具体热处理制度为:固溶处理960℃、2.5 h→炉冷至室温,时效处理720℃、8 h + 620℃、8 h→炉冷至室温。将热处理后坯料加工成直径5 mm、标距25 mm的M10拉伸样品,在CMT5305电子万能试验机测试室温力学性能,在SDGL 300/1100机器上测试650℃拉伸力学性能。采用D/MAX 2400 X射线衍射仪(XRD,CuKα 辐射,扫描速率为10°/min)测试预合金粉末的相组成,采用MIRA4型场发射扫描电镜(SEM) (装有Ultim MaxN 硅漂移型能谱仪(EDS))表征预合金粉末和热等静压坯料的相组成和微观结构。采用YXLON Y.CT modular工业CT (industrial computerized tomography)和Versa XRM-500显微CT (micro computerized tomography)分别对合金构件的宏观孔隙缺陷和微观显微孔隙进行观察。采用相同热等静压工艺、不同批次Inconel 718粉末,制备粉末合金坯料,统计其原始颗粒边界占比,每种合金坯料至少统计10个视场,并测试其力学性能,建立原始颗粒边界占比和力学性能的关系。
图1
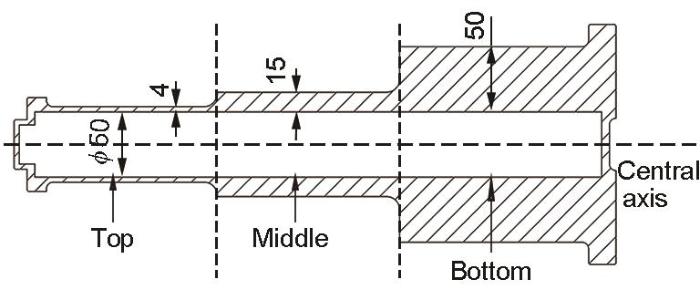
图1
异形圆柱包套尺寸示意图
Fig.1
Geometric dimensions of special-shaped cylindrical capsule (unit: mm)
2 实验结果与讨论
2.1 Inconel 718预合金粉末的表征
粉末的形貌,特别是粒度分布决定了振实密度、流动速率等工艺性能,直接影响粉末的填充均匀性及后续的热等静压致密化行为,为此本工作测试了预合金粉末的粒度分布,如图2所示。粉末粒度主要分布在100 μm以下,D50为48.80 μm (D50表示小于该粒径的颗粒占50%,大于该粒径的颗粒占50%,通常用来表示粉末的平均粒度)。粉末分布呈现典型的正态分布,这种粒度分布有助于包套中粉末填充,提高粉末振实密度,进而促进热等静压过程中粉末致密化[18]。Inconel 718预合金粉末XRD谱如图3所示。预合金粉末基本由γ相构成,主要是因为EIGA雾化制粉冷却速率为103~105℃/s,抑制了其他相的形核。图4为Inconel 718预合金粉末颗粒表面形貌。可以看出,Inconel 718预合金粉末基本为球形,表面光洁,有极少量的卫星球,如图4a黑色箭头所示,粉末表面存在等轴胞状晶。
图2
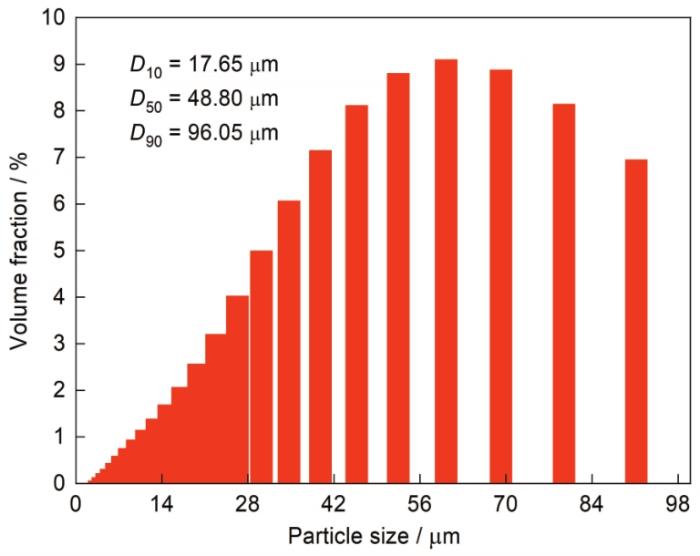
图2
Inconel 718预合金粉末粒度分布
Fig.2
Differential size distributions of Inconel 718 pre-alloyed powders (D10, D50, and D90 indicate 10%, 50%, and 90% cumulative particle sizes, respectively)
图3
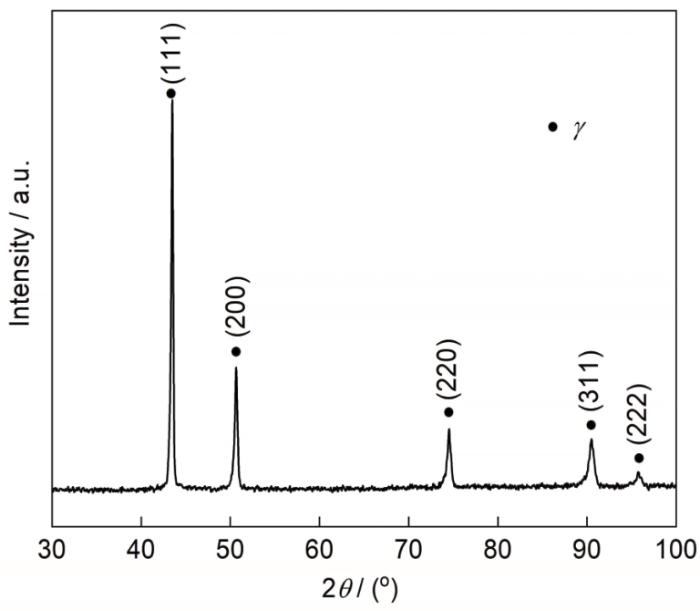
图4

图4
Inconel 718预合金粉末颗粒表面形貌
Fig.4
SEM images of Inconel 718 pre-alloyed powders in full view (a) and high-magnification of Fig.4a (b)
2.2 Inconel 718粉末合金的力学性能
采用相同热等静压工艺路线制备Inconel 718粉末合金构件,制备过程与随炉包套试棒制备过程相同,构件的局部解剖照片如图5a所示。热等静压后进行标准热处理(固溶+时效),分别从包套试棒和复杂构件本体上取样,测试其室温和650℃拉伸性能、室温冲击性能以及650℃、725 MPa持久性能,如表1所示,为了便于比较,锻件标准[19]亦列于表1中。可以看出,随炉试棒的室/高温拉伸强度和塑性、室温冲击、高温持久寿命能够达到或超过锻件标准,表明采用粉末热等静压工艺可以制备出性能与同牌号锻件相当的Inconel 718粉末合金。但构件本体取样的室温和650℃延伸率分别为4.5%和4.0%,无法满足应用要求;室温的冲击功仅为8 J,远低于锻件冲击功(30 J),持久寿命为26 h,略高于锻件最低标准。
图5

图5
Inconel 718粉末冶金构件局部解剖照片及室温拉伸断口
Fig.5
Powder metallurgical (PM) Inconel 718 component partial photo (a) and room temperature tensile fracture (Inset shows the magnified image) (b)
表1 Inconel 718粉末合金构件本体和随炉试棒的力学性能
Table 1
| Sample | Temperature | Tensile property | Impact property | Stress rupture life | |||
|---|---|---|---|---|---|---|---|
| UTS / MPa | YS / MPa | El / % | Z / % | J | h | ||
| Wrought[19] | RT | 1275-1400 | 1030-1167 | 12-21 | 15.0 | 30 | - |
| Component | RT | 1273 | 1086 | 4.5 | 4.0 | 8 | - |
| Test bar | RT | 1321 | 1044 | 15.0 | 13.0 | 35 | - |
| Wrought[19] | 650oC | 1000-1200 | 860-1000 | 12-19 | 15.0 | - | ≥ 25 |
| Component | 650oC | 1164 | 927 | 4.0 | 4.0 | - | 26 |
| Test bar | 650oC | 1180 | 997 | 13.0 | 19.0 | - | 37 |
复杂构件室温拉伸试样断口如图5b所示,拉伸断口存在大量的原始粉末颗粒和微观孔洞,源于粉末间结合力较弱,粉末颗粒之间发生脱粘,可能是由于粉末未实现完全致密化,导致合金延伸率大幅度降低。
2.3 影响Inconel 718粉末合金组织与性能的因素
利用热等静压工艺制备粉末合金时,热等静压工艺参数(温度T、压力P、时间t)中T对材料组织与力学性能的影响最为显著[13],其次是粉末粒度、粉末表面质量和粉末预处理等。本工作制备的圆柱随炉包套试棒经过标准的固溶+时效热处理后展现出优异的力学性能,说明选用的粉末质量和粉末粒径分布以及热等静压工艺是合理的。
但复杂构件本体上取样的力学性能测试结果与随炉试棒性能差距很大,需要进一步分析原因。本工作制备的复杂构件较为厚大,其横截面(模具和粉末体)最大厚度达180 mm左右。本课题组[20~23]前期通过有限元模拟和热等静压中断实验研究了包套厚度对钛合金粉体的屏蔽作用。研究结果表明,对于给定的热等静压工艺,包套在粉末致密化过程中导致屏蔽效应,包套的尺寸和屈服强度决定屏蔽作用的大小,随着壁厚增加,屏蔽压力提高,粉末体致密化过程明显滞后。当包套厚度增加至与内径(15 mm)相同,粉末体压坯中孔隙率会达到1.5%,从而恶化合金性能,因此孔隙是粉末冶金钛合金中必须消除的缺陷。进一步研究[24~26]表明,随着钛合金合金化程度的提高,采用热等静压工艺成形Ti2AlNb大尺寸异形环坯(直径D > 800 mm),存在不均匀致密化问题,主要是由包套的屏蔽和用粉量差异引起。本工作制备的Inconel 718高温合金复杂构件,存在包套薄厚不均匀,厚大部位可能像钛合金一样存在包套对热等静压温度和压力的屏蔽,导致粉末坯料无法实现粉末完全致密化,进而影响合金性能。
为了验证上述推测,采用Abaqus软件建立异形圆柱包套模型,分析包套厚度对Inconel 718粉末体的屏蔽作用,各部分相对密度如图6所示。热压路径与实验研究完全一致,由计算结果可知,随着包套厚度的增加,包套对Inconel 718粉末致密化产生屏蔽作用,粉末致密度随包套厚度增加而降低,尤其是包套厚度增加到50 mm,粉末致密度下降幅度较大。
图6

图6
异形圆柱包套不同位置处Inconel 718粉末合金的相对密度仿真结果
Fig.6
Simulation results of relative density of Inconel 718 powder alloy at different locations of special-shaped cylindrical capsule
为了进一步证实包套厚度对Inconel 718粉末体的屏蔽作用,采用如图1所示与仿真计算相同尺寸的异形圆柱碳钢包套,相同热等静压工艺实现致密化,并进行组织观察和性能测试。图7给出了异形圆柱包套成形的粉末合金件不同部位样品经过固溶+时效处理后室温和650℃拉伸力学性能。依据钛合金研究结果[21,22],异形圆柱包套下部成形粉末合金由于包套厚大(50 mm),会对粉末致密化产生明显屏蔽作用,进而降低合金力学性能,但实际上,异形圆柱包套成形粉末合金件上、中、下部室温和650℃抗拉强度基本相当。值得注意的是,异形圆柱包套成形合金件下部的室温延伸率相对优异,650℃延伸率上、中、下部相当,并没有出现因包套厚大产生的屏蔽作用。实验结果表明,钛合金中容易出现由包套屏蔽作用引起的不均匀致密化,导致粉末合金中出现孔隙缺陷,进而恶化合金性能的问题,在Inconel 718粉末高温合金中并未出现。
图7
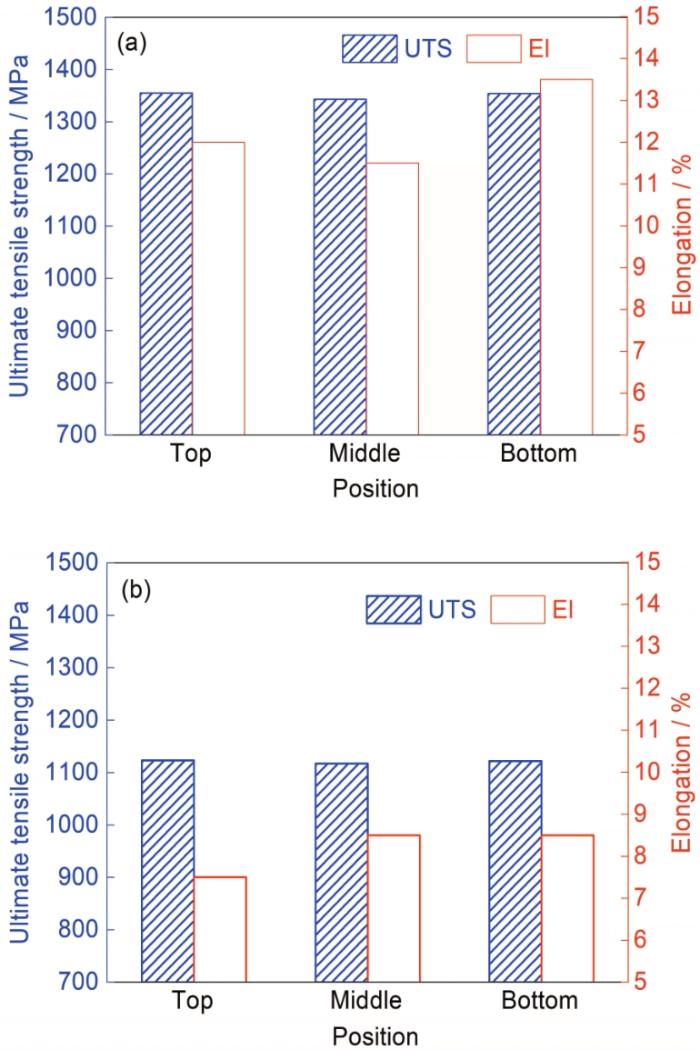
图7
Inconel 718粉末合金室温和650℃拉伸力学性能
Fig.7
Tensile properties of PM Inconel 718 alloys at room temperature (a) and 650oC (b)
由于高温合金和钛合金属于2种完全不同的合金体系,作为影响粉末钛合金组织与性能的关键因素——孔隙缺陷,对于粉末Inconel 718高温合金而言不是决定性的因素。为判断本工作制备的构件是否存在其他缺陷,选取了构件本体较为厚大的部位(约25 mm)进行工业CT测试和显微CT测试,测试结果如图8所示。工业CT测试结果如图8a,结果显示部件本体未发现宏观孔隙缺陷。采用显微CT测试构件本体内部显微孔隙,结果如图8b所示。可见在直径3 mm的测试样品内仅存在少量孔隙,孔隙的最大尺寸72 μm,如图中黑色箭头所示。单位体积内的孔隙率很低,说明部件的内部不存在明显的显微孔隙,孔隙缺陷不是造成构件本体力学性能比随炉试棒低的主要原因。
图8
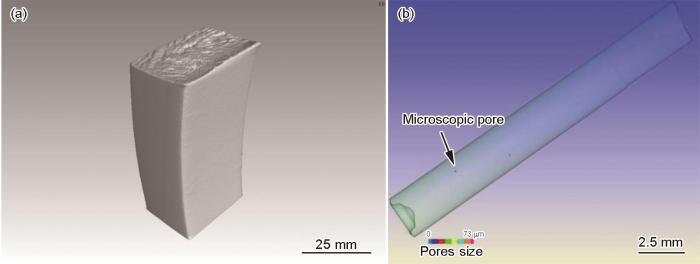
图8
Inconel 718粉末合金构件工业及显微CT测试结果
Fig.8
Industrial computerized tomography (CT) (a) and Micro-CT (b) analyses of PM Inconel 718 alloys
粉末冶金高温合金中存在3大缺陷:夹杂物、热诱导孔洞(thermal induced pores,TIP)和原始颗粒边界(prior particle boundaries,PPBs)。热等静压成形的粉末冶金高温合金中出现的PPBs对合金的组织和性能都有不利的影响,并成为潜在的裂纹源,限制了高温合金的应用[27]。PPBs是在热等静压过程中,原始粉末颗粒表面处析出的一层细小且连续的第二相网膜,这层析出物会阻碍粉末颗粒间的扩散与连接,成为合金中的薄弱界面。PPBs的组成与合金的成分关系密切,尤其是合金中的O含量、C含量和强碳化物形成元素(如Nb、Ti、Hf)等,同时还与粉末制备工艺以及热等静压制度有着密切的关系。
图9为随炉包套试棒及粉末合金构件的显微组织及EDS结果。如图9a所示,粉末合金构件显微组织中存在大量PPBs,主要呈球形或椭球形(如图中白色圆圈所示),按照Ingesten等[28]提出的PPBs等级评定标准,该合金PPBs程度为3级,合金性能会大幅度降低,而同批次随炉包套试棒取样分析,并未发现如此严重的PPBs,如图9b。选取PPBs位置进行高倍观察,如图9c所示。对图中Point 1和Point 2处进行成分分析,结果如表2所示。由表可见,PPBs主要是由MC碳化物(Ti、Nb碳化物)和δ相(Ni3Nb)组成。图9d和e为PPBs主要元素分布,可以看出Ti和Nb元素在PPBs处富集。MC碳化物的硬度高于基体,不易变形,由连续网状MC碳化物组成的PPBs会成为裂纹源或裂纹扩展的通道,导致合金塑性严重降低,但因其阻碍了变形过程中位错的运动,因此不会降低合金的强度。
图9
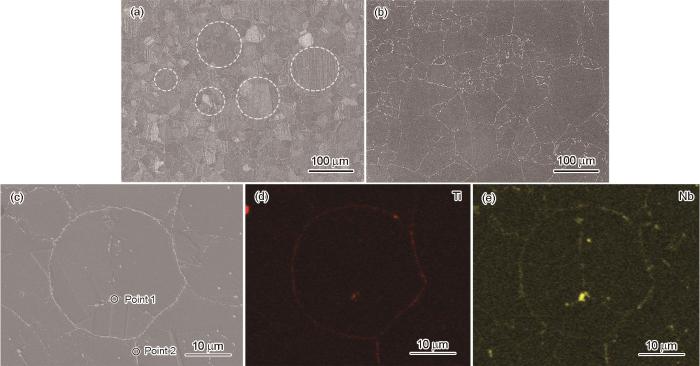
图9
随炉包套试棒及Inconel 718粉末合金构件的显微组织及EDS结果
Fig.9
Microstructures of Inconel 718 component (White dotted circles represent prior particle boundaries (PPBs)) (a), and test bars (b) and high magnification morphology of PPBs (c), and the EDS analyses of PPBs (d, e)
表2 Inconel 718部件原始颗粒边界处的EDS结果 (mass fraction / %)
Table 2
| Point | Phase | C | Al | Ti | Cr | Fe | Ni | Nb | O |
|---|---|---|---|---|---|---|---|---|---|
| 1 | MC | 14.27 | 0.10 | 11.11 | 6.18 | 5.06 | 12.29 | 50.99 | - |
| 2 | δ | 6.67 | 0.88 | 10.33 | 16.14 | 14.21 | 35.81 | 14.97 | 0.99 |
图10

图10
Inconel 718构件样品的拉伸断口和断口纵截面的微观组织
Fig.10
SEM fractographs of component (a) and SEM image of longitudinal sections near the fractures of tensile samples (b)
原始颗粒边界的控制一直是粉末高温合金关注的热点和难点。在制粉和粉末处理过程中粉末表层会存在一定的元素偏析,并生成氧化物和碳化物质点。这些脆性氧化物和碳化物在热等静压过程中会阻碍金属粉末颗粒之间的扩散与连接,并作为Nb、Ti等碳化物形核质点,最终形成连续的网状碳化物和氧化物薄膜,从而保留粉末颗粒的原始形貌。由于原始颗粒边界的氧化物和碳化物的固相线较高,在随后的热处理中难以消除,在外力作用下,会成为潜在的裂纹源或裂纹扩展的通道,严重降低合金的塑性。
原始颗粒边界的形成受多种因素影响,包括粉末质量、热等静压前粉末除气、热等静压参数以及后续热处理等参数,都会影响粉末高温中PPBs的形成。本工作选取了不同批次Inconel 718粉末,采用相同热等静压工艺制备粉末合金坯料,统计微观组织中的PPBs面积占比和力学性能关系,如图11所示。随PPBs面积占比减少,合金强度略有提高,但变化不大。合金室温和650℃延伸率与PPBs面积占比基本呈线性关系,随着PPBs面积占比的减少,合金延伸率得到大幅度提升。因此,欲获得性能理想的合金,必须降低合金中的PPBs比例。
图11
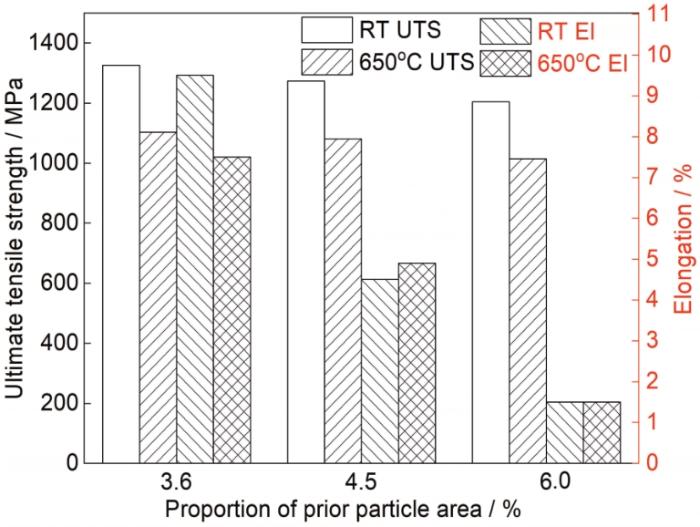
图11
不同批次Inconel 718粉末合金坯料中PPBs面积占比和合金力学性能的关系
Fig.11
Relationships between the proportion of PPBs area and the mechanical properties of the alloys from various PM Inconel 718 powders
针对PPBs的影响因素,研究人员做了大量研究。随着粉末O含量的升高,粉末表面氧化物可以作为MC碳化物的形核质点,因此PPBs数量会明显增加,从而影响合金塑性[11]。本课题组[13]研究了热等静压温度对于PPBs的影响,结果表明,随着热等静压温度升高,原始颗粒边界逐渐减少,当热等静压温度高于1260℃,原始颗粒边界消失。本工作研究了粉末粒度对原始颗粒边界的影响,Inconel 718粉末合金微观组织如图12所示,研究结果表明粉末粒度对于原始颗粒边界也存在明显影响。相比于小颗粒粉末,大颗粒粉末在相同热等静压压力下,更难变形,其微观组织中粉末颗粒由圆形变为多边形,但仍然保持着粉末颗粒边界。相反,小颗粒成形合金坯料组织晶界曲折,并未看到明显的原始颗粒边界。
图12
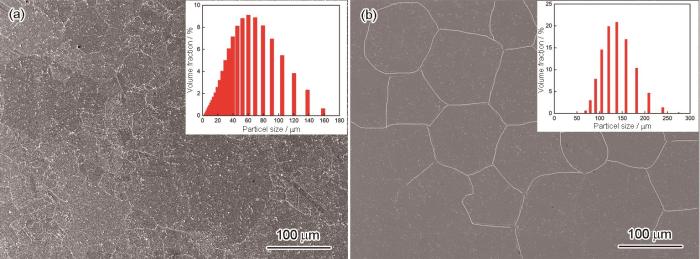
图12
不同粉末粒度Inconel 718粉末合金的显微组织
Fig.12
Microstructures of PM Inconel 718 alloys with particle sizes of fine (a) and coarse (b) (Insets show the particle size distributions of the powder used)
为了粉末高温合金在实际中的应用,研究人员在抑制和消除原始颗粒边界方面做了相关研究[9,15],包括控制粉末的洁净度、选取合适粒度的粉末、规范粉末装填和封焊工艺、采用两步热等静压工艺等,可以有效抑制原始颗粒边界的产生。但是在实际粉末合金构件生产中,由于构件形状复杂,尤其是厚大部分,在热等静压过程中,压力和热会受到一定程度的屏蔽,从而造成原始颗粒边界的产生。采用更高的温度和更长的热等静压时间,在一定程度上有利于消除原始颗粒边界。但是存在2个限制性问题:(1) 包套通常采用碳钢材料,本身承温能力有限,更高的温度可能会出现包套变形、焊缝开裂等问题;(2) 采用高于1260℃的热等静压温度,可以有效消除原始颗粒边界,但是会导致Laves相的产生,同样会严重影响合金的力学性能。
图13
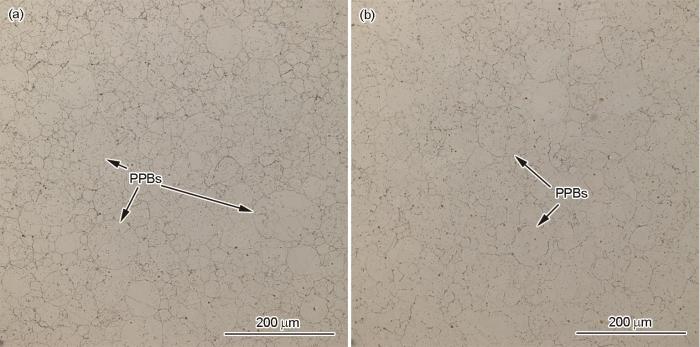
图13
Inconel 718粉末合金复压前后显微组织
Fig.13
Microstructures of PM Inconel 718 alloys (HIP—hot isostatic pressing)
(a) HIPed (b) re-HIPed
3 结论
(1) 通过包套热等静压工艺制备的Inconel 718粉末合金,其室/高温拉伸性能、室温冲击、高温持久寿命能够达到或超过锻件标准,表明采用粉末热等静压工艺可以制备出性能与同牌号锻件相当的Inconel 718粉末合金。
(2) 与粉末钛合金不同,Inconel 718粉末高温合金并未因包套厚大产生屏蔽作用,出现恶化合金性能的孔隙缺陷问题;但原始颗粒边界的产生,严重降低了Inconel 718粉末合金的力学性能。
(3) PPBs数量与合金性能,尤其是延伸率具有随着PPBs占比升高,呈明显降低的趋势,抑制或消除PPBs,有利于提高Inconel 718粉末合金的塑性。
参考文献
Microstructural characteristics of forged and heat treated Inconel-718 disks
[J].
Effect of serrated grain boundaries on the creep property of Inconel 718 superalloy
[J].
High performance and high complexity net shape parts for gas turbines: The ISOPREC® powder metallurgy process
[J].
Fabrication of near-net shape cost-effective titanium components by use of prealloyed powder and hot isostatic pressing
[A].
Advances and challenges of TiAl base alloys
[J].
The history of research and development of γ-TiAl intermetallic alloys was outlined and divided into 4 stages: starting (1974~1985), revolutionary (1986~1995), emerging (1996~2005) and specialty materials (2006~). Major events and landmarks at the different stages were recounted to provide a framework for understanding scientific and technological progress. Key advances in the following 6 areas were reviewed: alloying, microstructure type, primary processing (melting), secondary processing (hot working), properties (including creep, fracture and fatigue, and oxidation), and tertiary processing (forming, covering both investment casting and near-net shape powder metallurgy). Future challenges were identified as follows: improvement of centrifugal casting technology, low-cost wrought process, development of third-generation alloys that meet design specifications, new applications based on new technologies, and viability of new forming routes such as additive manufacturing。
钛铝金属间化合物的进展与挑战
[J].
Progress in hot isostatic pressing technology of titanium alloy powder
[J].
钛合金粉末热等静压近净成形研究进展
[J].
Production of net-shape static parts by direct HIPing of nickel base superalloy prealloyed powders
[J].
Superalloys, the most successful alloy system of modern times - past, present and future
[A].
Preparation and hot isostatic press compaction of superalloy powder with less ceramic inclusions
[D].
洁净高温合金粉末的制备及其热等静压工艺研究
[D].
Microstructure and mechanical properties of HIP PM 718
[A].
Effect of oxygen content of powder on microstructure and mechanical properties of hot isostatically pressed superalloy Inconel 718
[J].
Influence of modified processing on structure and properties of hot isostatically pressed superalloy Inconel 718
[J].
Influences of hot-isostatic-pressing temperature on microstructure, tensile properties and tensile fracture mode of Inconel 718 powder compact
[J].
Microstructure, tensile properties, and hot-working characteristics of a hot isostatic-pressed powder metallurgy superalloy
[J].
Preparation of hot-isostatic-pressed powder metallurgy superalloy Inconel 718 free of prior particle boundaries
[J].
Effect of hot isostatic pressing conditions and cooling rate on microstructure and properties of Ti-6Al-4V alloy from atomized powder
[J].The effects of temperature and pressure on density, microstructure and mechanical properties of powder compacts during hot isostatic pressing (HIPping) were investigated. Optimized HIPping parameters of temperature range from 900 to 940 °C, pressure over 100 MPa and holding time of 3 h, were obtained. Tensile properties after different heat treatments show that both the geometry of samples and cooling rate have a significant influence on mechanical properties. Finite element method was used to predict the temperature field distribution during HIPped sample cooling, and the experimental results are in agreement with simulation prediction. The interaction of HIPping parameters was analyzed based on the response surface methodology (RSM) in this study.
Effect of hot isostatic pressing loading route on microstructure and mechanical properties of powder metallurgy Ti2AlNb alloys
[J].In this work, hot isostatic pressing (HIPing) technique was used to densify the Ti2AlNb pre-alloyed powder. The influence of HIPing loading route parameters (temperature and rates of heating and pressurizing) on microstructure and properties of PM Ti2AlNb alloys was studied. The results showed that HIPing loading route parameters affected the densification process and mechanical properties (especially high temperature rupture lifetime) of PM Ti2AlNb alloys in the present work. A finite element method (FEM) model for predicting the final densification was developed and was used to optimize the HIPing procedure.
Preparation and ring rolling processing of large size Ti-6Al-4V powder compact
[J].
Effect of thermomechanical working on the microstructure and mechanical properties of hot isostatically pressed superalloy Inconel 718
[J].
Preparation of γ-TiAl alloy from powder metallurgy route and analysis of the influence factors of mechanical properties
[J].
粉末冶金Ti-47Al-2Cr-2Nb-0.15B合金的制备及力学性能影响因素
[J].
Densification behavior of Ti-5Al-2.5Sn ELI pre-alloyed powders under hot isostatic pressing
[D].
Ti-5Al-2.5Sn ELI预合金粉末热等静压致密化行为研究
[D].
Investigation on densification behavior and finite element modeling of Ti-5Al-2.5Sn ELI pre-alloyed powders during HIPing
[D].
Ti-5Al-2.5Sn ELI预合金粉末热等静压致密化行为与有限元模拟研究
[D].
Effects of can design on tensile properties of typical powder metallurgy titanium alloys
[J].
包套设计对典型粉末钛合金拉伸性能的影响
[J].
Net-shape hot isostatic pressing of a nickel-based powder superalloy
[D].
Shielding effect of capsules and its impact on mechanical properties of P/M aluminium alloys fabricated by hot isostatic pressing
[J].
包套在铝合金粉末热等静压成形中的屏蔽效应及其对性能的影响
[J].
Ring rolling forming and properties of Ti2AlNb special shaped ring prepared by powder metallurgy
[J].
Ti2AlNb异形粉末环件的轧制成形与性能研究
[J].采用预合金粉末热等静压工艺制备了名义成分为Ti-22Al-24.5Nb-0.5Mo (原子分数,%)的Ti<sub>2</sub>AlNb合金及大尺寸异形环坯(直径大于800 mm),采用热模拟压缩实验研究了Ti<sub>2</sub>AlNb粉末合金的热变形行为,并对异形粉末环坯进行了轧制实验,分析了轧制前后的组织性能变化。结果表明,Ti<sub>2</sub>AlNb粉末合金的热加工窗口宽且开裂倾向小,具有更均匀的化学成分和α<sub>2</sub>相分布,但其应力抖动更加明显。优选1035~1045 ℃为Ti<sub>2</sub>AlNb粉末异形环的变形温度区间,Ti<sub>2</sub>AlNb粉末异形环坯经两火轧制后,无损检测表明无任何裂纹产生。热变形促使Ti<sub>2</sub>AlNb粉末合金的O板条细化和α<sub>2</sub>相球化,热处理后,粉末制坯+环轧成形Ti<sub>2</sub>AlNb合金为近两相(B2+O)组织,合金的室、高温拉伸塑性显著提高。
Influences of PPB, PPB affect zone, grain boundary and phase boundary on crack propagation path for a P/M superalloy FGH4096
[J].
The nature and origin of previous particle boundary precipitates in P/M superalloys
[A].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}