


薄带连铸技术[14,15]可以将钢液通过旋转结晶辊直接凝固为1.5~5 mm厚的金属薄带,通过在线轧制制造金属薄板。目前,该技术经过多年发展,已实现低碳钢、镇静钢、奥氏体不锈钢的产业化生产,并且在硅钢领域已实现中试生产,展现出技术优势[16,17]。通过薄带连铸技术制备无取向6.5%Si钢具备如下优势:第一,薄带连铸技术的短流程与近终形特点可以减小轧制压下量,从而降低轧制开裂风险,控制能耗;第二,薄带连铸技术具备亚快速凝固(凝固速率102~104℃/s)特点,可以细化凝固组织,减小偏析,并且在一定程度上抑制有序相变,提升铸带的加工塑性;第三,薄带连铸技术流程所采用的中等轧制量(60%~80%)有助于织构调控,通过组织和轧制过程控制,可以解决难磁化<111>//ND面(ND为法向)织构的遗传问题,提高磁感应强度[18,19]。综上,使用薄带连铸技术制备无取向6.5%Si钢薄板在技术上具备一定可行性,有望成为无取向6.5%Si钢加工成型的一个技术突破方向。
有关薄带连铸无取向6.5%Si钢的研究工作较少,并且主要集中在织构和轧制塑性研究方面。Li等[20]通过薄带连铸、热轧、250℃温轧和退火制备出0.5 mm厚无取向6.5%Si钢薄板,退火织构以易磁化的<001>//ND面织构为主,磁感应强度(B8)达到1.39 T,明显高于CVD成品板的1.27 T[3],证实了薄带连铸在织构调控和磁性能方面独有的技术优势,但温轧板出现较为明显的边裂,轧制塑性有待改善。Liu等[21]研究了轧制温度对薄带连铸无取向6.5%Si钢轧制塑性的影响,发现提高轧制温度可以改善轧制塑性,但轧制边裂问题没有得到根本性解决。Li等[22]研究了无取向6.5%Si钢铸带的高温拉伸性能,发现铸带在中温区间(400~600℃)的沿晶开裂是制约塑性的关键问题。进一步研究发现,稀土处理可以通过细化凝固组织和强化晶界将铸带600℃的断后延伸率由22.8%提升至56.8%[23],揭示了稀土增塑的可行性,但未见后续研究报道。
为了进一步研究稀土元素对薄带连铸无取向6.5%Si钢凝固组织、力学性能和断裂行为的影响规律,本工作在300~900℃温度区间开展了高温拉伸实验,通过铸带凝固组织、拉伸性能和断裂行为的对比分析,澄清了稀土Ce的影响规律和作用机制。研究结果可以为薄带连铸无取向6.5%Si钢的成分设计和轧制塑性优化提供实验参考。
1 实验方法
表1 无取向6.5%Si钢铸带的化学成分 (mass fraction / %)
Table 1
| Sample | Si | Ce | Fe |
|---|---|---|---|
| CS1 | 6.5 | 0 | Bal. |
| CS2 | 6.5 | 0.047 | Bal. |
图1

图1
薄带连铸流程及其凝固过程示意图
Fig.1
Schematic diagrams of strip casting process (a) and the solidification process (b)
使用电火花线切割机沿铸带纵向切取高温拉伸试样,试样标距长度为30 mm、宽度为4 mm。使用E45.105型电子万能试验机进行高温拉伸实验,拉伸温度分别为300、400、500、550、600、650、700、800和900℃,拉伸速率设定为10.5 mm/min,每个温度测试5支样品。试样在设定温度保温10 min后开始拉伸,直至断裂,拉断后迅速取出空冷至室温。将断后试样沿断口对接,测量断后试样的标距段长度,与初始标距段进行对比得出断后延伸率。
铸带金相试样经磨抛后,采用4 g CuSO4 + 20 mL HCl + 20 mL H2O混合溶液腐蚀表面,使用GX53光学显微镜(OM)观察凝固组织,每种铸带随机选取5个金相视场,采用截点法统计平均晶粒尺寸。使用JXA-8530F电子探针(EPMA)对铸带进行微区元素分析,分析含Ce析出相的元素分布,并对其化学成分进行定量分析,分析元素包括Si、Ce、O和S。使用Quanta 450扫描电镜(SEM)观察拉伸断口形貌,并结合金相观察断口纵剖面。
为了分析拉伸温度对铸带有序相状态的影响,分别从400、650和800℃断后拉伸试样的夹持端截取试样,经逐级打磨至50 μm厚后,使用TenuPol-5电解双喷仪进行减薄,双喷液采用5%HClO4 + 95%C2H6O (体积分数)混合溶液,双喷电压为30 V,双喷温度控制在-20℃,然后使用Tecnai G2 F20透射电镜(TEM)对铸带进行选区电子衍射(SAED)分析和有序相观察。使用Digital Micrograph软件统计B2反相畴的尺寸,测量有序相{010}与基体{020}衍射斑的强度比值。
2 实验结果与讨论
2.1 凝固组织对比
图2示出CS1和CS2铸带显微组织的OM像。可见,表层至芯部均为等轴晶。薄带连铸的凝固过程有别于常规的锭模铸造,熔池由旋转结晶辊和侧封组成,结晶辊内部通水,以保证铸辊的导热能力。如图1b所示,钢液在浇注过程中,与铸辊表面接触的钢液率先凝固,形成弯月面型凝固坯壳,伴随进一步热传导和内部钢液搅动逐渐凝固为金属薄带。影响铸带凝固组织的因素包括铸辊表面粗糙度、铸辊转速和浇注过热度[24~26]。其中,过热度对铸带宏观凝固组织有明显影响。根据Liu等[24]的研究结果可知,当铁素体不锈钢的浇注过热度由20℃提升至140℃,铸带凝固组织逐渐由等轴晶向柱状晶过渡,这是因为固-液界面增大的温度梯度导致凝固行为由形核主导转变为柱状晶的选择生长所致。本工作为了得到细化的凝固组织,采取了较低的浇注过热度(约40℃),抑制柱状晶的择优生长,铸带表层至中心层形成了较为均匀的等轴晶组织(图2)。经过统计,CS1和CS2铸带的平均晶粒尺寸分别为100和11 μm,证明添加稀土Ce有助于进一步细化凝固组织。
图2

图2
CS1和CS2铸带显微组织的OM像
Fig.2
Low (a, c) and high (b, d) magnified OM images of the CS1 (a, b) and CS2 (c, d) as-cast strips (ND—normal direction, RD—rolling direction)
图3示出2种铸带的SEM像和EPMA元素分布图。可见,在CS2铸带的晶界和晶内可以观察到颗粒状的第二相,平均直径约1 μm,富集Ce、O和S元素。由于稀土氧化物、氧硫化物和硫化物具有较低的Gibbs形成自由能[27],薄带连铸过程中添加的Ce可能与钢液中O、S化合形成高熔点稀土化合物。表2示出了CS2铸带中颗粒状第二相(图3c)的EPMA定量分析结果。可以看出,CS2铸带包含2种不同原子计量比的稀土氧硫化物,第一类稀土氧硫化物(如图3c中c-1)的Ce∶O∶S原子比约为1.8∶2.6∶1,第二类稀土氧硫化物(如图3c中c-2、c-3和c-4)的Ce∶O∶S原子比接近4∶4∶3。含Ce的稀土氧硫化物主要分为Ce2O2S、Ce2O2.5S、Ce4O4S3和Ce10S14O。根据表2列出的结果,这2类稀土氧硫化物的原子计量比分别与Ce2O2.5S和Ce4O4S3接近。因此,推测在当前冶炼条件下,微量添加的稀土Ce与钢液中的O、S结合形成Ce2O2.5S (PDF卡片#87-0283)和Ce4O4S3 (PDF卡片#32-0197),2者分别具有六方和正交晶体结构。
图3

图3
CS1和CS2铸带SEM像和EPMA元素分布图
Fig.3
SEM images and the corresponding EPMA elemental maps of the CS1 (a) and CS2 (b, c) as-cast strips
表2 图3c中CS2铸带颗粒状第二相EPMA分析结果 (atomic fraction / %)
Table 2
| Position | Fe | Si | Ce | O | S | Ce∶O∶S |
|---|---|---|---|---|---|---|
| c-1 | 38.64 | 3.37 | 19.46 | 27.91 | 10.62 | 1.83∶2.63∶1 |
| c-2 | 30.01 | 2.78 | 24.69 | 23.63 | 18.89 | 3.92∶3.75∶3 |
| c-3 | 7.60 | 0.33 | 30.26 | 35.06 | 26.75 | 3.39∶3.93∶3 |
| c-4 | 12.77 | 0.86 | 33.07 | 29.13 | 24.16 | 4.11∶3.65∶3 |
式中,(hkl)s和(hkl)n分别为形核剂和基体的低指数晶面;[uvw]s和[uvw]n分别为(hkl)s和(hkl)n的低指数晶向;d[uvw]s和d[uvw]n分别为沿[uvw]s和[uvw]n晶向的原子间距;θ为[uvw]s和[uvw]n之间的角度。
计算结果(表3)表明,Ce2O2.5S、Ce4O4S3与高温铁素体具备低错配度关系,满足异质形核基底条件,可以促进钢液的异质形核,这是CS2铸带凝固组织细化的主要原因。
表3 晶格错配度计算结果
Table 3
| Case | [uvw]s | [uvw]n | d[uvw]s / nm | d[uvw]n / nm | θ / (o) | d[uvw]s·cosθ / nm | δ / % |
|---|---|---|---|---|---|---|---|
| [ | [ | 0.3967 | 0.4146 | 0 | 0.3967 | 3.9 | |
| [ | [ | 0.6871 | 0.7128 | 0 | 0.6871 | ||
| [ | [ | 0.3967 | 0.4146 | 0 | 0.3967 | ||
| [ | [ | 0.3958 | 0.4146 | 0 | 0.3958 | 4.6 | |
| [ | [ | 1.0457 | 1.0970 | 0 | 1.0457 | ||
| [ | [ | 0.6851 | 0.7182 | 0 | 0.6851 |
2.2 高温拉伸性能
图4示出CS1和CS2铸带的工程应力-应变曲线。当拉伸温度为300℃时,曲线以弹性段为主。当拉伸温度为400℃时,铸带开始出现拉伸塑性,曲线由弹性段和塑性段2部分组成。进一步提高拉伸温度,铸带拉伸塑性得到改善,拉伸曲线出现弹性段、均匀塑性变形和颈缩3个阶段。
图4

图4
CS1和CS2铸带300~900℃的工程应力-应变曲线
Fig.4
Engineering stress-strain curves of the CS1 (a) and CS2 (b) as-cast strips tensile tested from 300oC to 900oC
图5示出拉伸性能随温度的变化趋势。随拉伸温度升高,2种铸带的屈服强度和抗拉强度降低,断后延伸率提升,表明升温有助于降低铸带强度,提高加工塑性。当拉伸温度低于500℃,CS2铸带表现出更高的强度,断后延伸率与CS1铸带区别不大。当拉伸温度提升至500~650℃,2种铸带的强度差异逐步减小,CS2铸带的断后延伸率由500℃的12.8%提升至650℃的35.7%,增幅达到22.9%,CS1铸带的断后延伸率由500℃的9.1%提升至650℃的11.4%,增幅仅为2.3%。当拉伸温度高于650℃,CS1与CS2铸带的强度基本处于同一水平,断后延伸率的差距进一步增大。
图5

图5
CS1和CS2铸带的高温拉伸性能对比
Fig.5
Comparisons of the yield strength (Rp0.2) (a), tensile strength (Rm) (b), and elongation (c) of the CS1 and CS2 as-cast strips
图6示出400、650和800℃断后拉伸试样的TEM暗场像和相应的[001]晶带轴的SAED花样。研究[30,31]表明,高硅钢的基体有序度与B2反相畴尺寸存在关联。基体有序度越高,反相畴尺寸越大。当拉伸温度为400和650℃时,2种铸带均观察到B2有序相(图6a~d),并且随拉伸温度升高,B2反相畴出现了明显的粗化现象。CS1和CS2铸带的B2反相畴尺寸由400℃的约50和250 nm分别粗化至650℃的约490和450 nm。此外,基体有序度高低可以通过有序相与基体衍射斑的相对强度进行表征[32,33]。Shi等[32]在6.5%Si钢热变形行为和加工软化机制的研究中,测量了[001]晶带轴SAED花样中有序相{010}和基体{020}衍射斑的强度,将{010}与{020}衍射斑的峰值强度比值作为基体有序度的表征参数,证实了炉冷试样的基体有序度高于淬火试样。本工作采用相同方法测量了[001]晶带轴SAED花样中有序相{010}和基体{020}衍射斑的峰值强度(图6),通过衍射斑峰值强度的比值评估了不同拉伸温度条件下CS1和CS2铸带的基体有序度。当拉伸温度为400℃时,CS1和CS2铸带对应衍射斑的强度比值分别为0.08和0.06 (图6a和b)。当拉伸温度为650℃时,强度比值分别为0.13和0.14 (图6c和d)。当拉伸温度提升至800℃,虽然可以观察到有序相的SAED花样,但强度很弱,有序相与基体衍射斑的强度比值接近于0,且对应暗场像中未能观察到B2反相畴(图6e和f)。综合B2反相畴尺寸和衍射斑强度的比值,可以确定铸带有序度由高至低所对应的拉伸温度分别为650、400和800℃,符合6.5%Si钢的有序相变规律。在相同拉伸温度条件下,2种铸带具备相近的基体有序度,表明微量添加Ce并未对铸带的有序相变起到明显抑制作用。
图6

图6
CS1和CS2铸带的TEM暗场像及对应的[001]晶带轴选区电子衍射(SAED)花样
Fig.6
Dark field TEM images and the corresponding [001] SAED patterns (insets) of the CS1 (a, c, e) and CS2 (b, d, f) as-cast strips tensile tested at 400oC (a, b), 650oC (c, d), and 800oC (e, f) (APB—antiphase boundary)
在相同变形条件下,成分和组织是决定铸带拉伸性能的2个关键因素。成分差异在于CS2铸带添加了少量的Ce,添加Ce带来2方面影响:第一,Ce与有害元素O、S结合,形成高熔点的Ce2O2.5S和Ce4O4S3,减少了基体中游离的O和S;第二,Ce2O2.5S和Ce4O4S3的析出促进了钢液异质形核,细化了铸带凝固组织。相反,Ce元素的固溶强化作用可以忽略,一方面在于Ce的固溶度较低((160~210) × 10-6 [34]);另一方面,大部分Ce与O和S结合形成稀土化合物,进一步降低了基体固溶的Ce含量,所以Ce对铸带的固溶强化作用没有明显贡献。此外,在当前实验条件下,Ce对铸带的有序相状态没有明显影响(图6)。
2.3 断口形貌和变形组织
2.3.1 低温区间(300~400℃)
图7
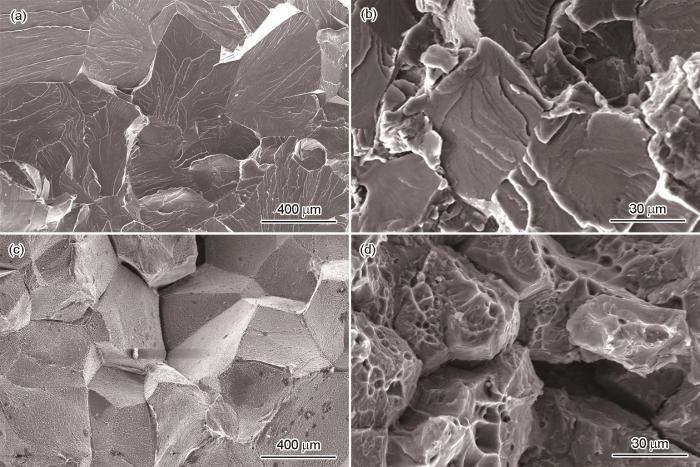
图7
CS1和CS2铸带300和400℃拉伸断口形貌的SEM像
Fig.7
SEM images showing tensile fracture morphologies of the CS1 (a, c) and CS2 (b, d) as-cast strips tested at 300oC (a, b) and 400oC (c, d)
图8

图8
CS1和CS2铸带300和400℃拉伸断口纵剖面的OM像
Fig.8
Longitudinal OM images of the CS1 (a, c) and CS2 (b, d) as-cast strips fractured at 300oC (a, b) and 400oC (c, d)
2.3.2 中温区间(500~650℃)
图9、10分别示出CS1和CS2铸带500和650℃拉伸断口形貌的SEM像以及对应的断口纵剖面OM像。可以看出,CS1铸带呈现出典型的沿晶断裂特征(图9a和c),晶粒沿拉伸方向无明显的纵向延伸(图10a和c)。CS2铸带发生韧性断裂,断口形貌由韧窝主导(图9b和d),500℃的变形晶粒沿纵向产生明显延伸(图10b),650℃的变形晶粒进一步拉长为纤维状(图10d)。CS1铸带的沿晶断裂不利于塑性提升,导致中温区间的塑性增幅仅有2.3%。CS1铸带的沿晶断裂现象应归因于2方面:第一,CS1铸带的晶粒尺寸相对粗大,变形协调能力下降,晶界前沿的局部应力集中增大;第二,相对粗大的凝固组织减小了晶界面积,并且钢液中游离的O、S等有害元素易于向晶界偏聚,降低了晶界结合力。相比而言,CS2铸带通过添加稀土Ce净化了钢液,加之凝固组织细化,降低了枝晶间的O、S偏聚,晶界得到了强化。综上,CS2铸带通过Ce元素的钢液净化和凝固组织细化作用保障了基体的变形协调能力和晶界强度,使断后延伸率在中温区间得以充分提升。
图9

图9
CS1和CS2铸带500和650℃拉伸断口形貌的SEM像
Fig.9
SEM images showing tensile fracture morphologies of the CS1 (a, c) and CS2 (b, d) as-cast strips tested at 500oC (a, b) and 650oC (c, d)
图10

图10
CS1和CS2铸带500和650℃拉伸断口纵剖面的OM像
Fig.10
Longitudinal OM images of the CS1 (a, c) and CS2 (b, d) as-cast strips fractured at 500℃ (a, b) and 650℃ (c, d)
2.3.3 高温区间(700~900℃)
图11、12分别示出700、800和900℃拉伸断口形貌的SEM像以及对应的断口纵剖面的OM像,CS1与CS2铸带的断裂模式分别为沿晶断裂和韧性断裂。在高温区间,晶界依然是CS1铸带的薄弱环节,沿晶裂纹优先在横向晶界萌生、扩展、连通,直至试样开裂(图12a、c和e),900℃拉伸断后延伸率仅为27.9%。CS2铸带的断口纵剖面组织(图12b、d和f)显示,700℃的变形晶粒呈拉长的纤维状,晶界出现锯齿现象,表明动态回复和再结晶参与了动态软化。当拉伸温度提升至800和900℃时,动态再结晶作用增强,再结晶晶粒逐渐长大并粗化,动态再结晶组织完全取代了纤维状的变形组织。在高温变形区间,动态软化作用(回复和再结晶)的增强是CS2铸带强度大幅降低和塑性进一步提升的根本原因。相反,CS1铸带薄弱的晶界使其与CS2铸带的塑性差距逐步增大。
图11

图11
CS1和CS2铸带700、800和900℃拉伸断口形貌的SEM像
Fig.11
SEM images showing tensile fracture morphologies of the CS1 (a, c, e) and CS2 (b, d, f) as-cast strips tested at 700oC (a, b), 800oC (c, d), and 900oC (e, f)
图12

图12
CS1和CS2铸带700、800和900℃拉伸断口纵剖面的OM像
Fig.12
Longitudinal OM images of the CS1 (a, c, e) and CS2 (b, d, f) as-cast strips fractured at 700oC (a, b), 800oC (c, d), and 900oC (e, f)
综上,添加适量的稀土Ce对于薄带连铸无取向6.5%Si钢500~900℃的拉伸塑性起到了明显的提升作用。相比于CS1铸带,CS2铸带的塑性增幅由500℃的12.8%提升至900℃的71.1%。根本原因在于Ce元素的钢液净化和细晶作用提升了晶界强度和基体的均匀塑性变形能力,避免了沿晶断裂,最终使升温带来的动态软化作用得以充分发挥,降低强度的同时,提升了拉伸塑性。所以稀土处理可以作为薄带连铸无取向6.5%Si钢增塑和控制轧制边裂的有效手段。下一步研究重点应关注稀土种类和含量的控制研究,探索稀土元素优化铸带低温(< 500℃)塑性的可行性。
3 结论
(1) 基于EPMA分析结果和错配度计算,推断在当前冶炼条件下,在薄带连铸无取向6.5%Si钢中添加的Ce元素与钢液中的O、S元素化合形成Ce2O2.5S和Ce4O4S3,促进了钢液异质形核,将铸带晶粒尺寸由100 μm细化至11 μm。
(2) 在相同拉伸温度下,有、无Ce 2种铸带具备相近的B2反相畴尺寸,且有序相与基体衍射斑的强度比值无明显差异,表明Ce的微量添加不能抑制薄带连铸无取向6.5%Si钢的有序相变。
(3) 随拉伸温度升高,铸带强度降低,断后延伸率提高。当拉伸温度由500℃提高至900℃时,添加稀土Ce可以使铸带获得更高的塑性增幅,含Ce铸带的断后延伸率由12.8%提高至71.1%,而无Ce铸带仅由9.1%提高至27.9%。
(4) 随拉伸温度升高,无Ce铸带的断裂模式由解理断裂转变为沿晶断裂,含Ce铸带的断裂模式由解理、沿晶断裂转变为韧性断裂。当拉伸温度高于500℃时,Ce元素的钢液净化和凝固组织细化作用提高了铸带的晶界强度和基体的变形协调能力,避免出现沿晶断裂,提高了铸带的断后延伸率。
参考文献
Texture and magnetic properties of rolled Fe-6.5wt.% Si thin sheets
[J].
Magnetic properties of 6.5%Si-Fe sheet and its applications
[J].
Magnetic properties of commercially produced Fe-6.5wt% Si sheet
[J].
Magnetostriction trend of non-oriented 6.5% Si-Fe
[J].
Study of the brittle behaviour of annealed Fe-6.5wt% Si ribbons produced by planar flow casting
[J].
Review of Fe-6.5 wt%Si high silicon steel—A promising soft magnetic material for sub-kHz application
[J].
Ordered phases and microhardness of Fe-6.5%Si steel sheet after hot rolling and annealing
[J].
Magnetic properties of high silicon iron sheet fabricated by direct powder rolling
[J].
Improvement of magnetic properties of an Fe-6.5wt.% Si alloy by directional solidification
[J].
Deformation twinning feature and its effects on significant enhancement of tensile ductility in columnar-grained Fe-6.5wt.%Si alloy at intermediate temperatures
[J].
Applying the grain orientation dependence of deformation twinning to improve the deformation properties of an Fe-6.5wt%Si alloy
[J]. J.
Magnetic properties and workability of 6.5%Si steel sheet
[J].
Magnetic properties and workability of 6.5% silicon steel sheet manufactured in continuous CVD siliconizing line
[J].
Development and commercialization of twin roll strip caster
[J].
Comparison of continuous strip casting with conventional technology
[J].
Progress in strip casting technologies for steel; technical developments
[J].
Progress of strip casting technology for steel; historical developments
[J].
Development of λ-fiber recrystallization texture and magnetic property in Fe-6.5wt% Si thin sheet produced by strip casting and warm rolling method
[J].
Microstructure, texture evolution and magnetic properties of strip-casting non-oriented 6.5 wt.% Si electrical steel doped with cerium
[J].
Characterization of microstructure, texture and magnetic properties in twin-roll casting high silicon non-oriented electrical steel
[J].
Effects of rolling temperature on microstructure, texture, formability and magnetic properties in strip casting Fe-6.5 wt% Si non-oriented electrical steel
[J].
Tensile properties of strip casting 6.5 wt% Si steel at elevated temperatures
[J].
Effect of cerium on the as-cast microstructure and tensile ductility of the twin-roll casting Fe-6.5wt% Si alloy
[J].
Characterization of the solidification structure and texture development of ferritic stainless steel produced by twin-roll strip casting
[J].
Microstructure and solidification thermal parameters in thin strip continuous casting of a stainless steel
[J].
EBSD characterisation and modelling of columnar dendritic grains growing in the presence of fluid flow
[J].
Fracture toughness improvement of austempered high silicon steel by titanium, vanadium and rare earth elements modification
[J].
The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron
[J].
Effects of solidification cooling rates on microstructures and physical properties of Fe-6.5% Si alloys
[J].
The significance of Ce on hot compression deformation and mechanical behavior of Fe-6.9 wt%Si alloy: Decrease of order degree and transformation of dislocations
[J].
Warm deformation behavior and work-softening mechanism of Fe-6.5wt.%Si alloy
[J]. J.
Influence of cooling rate on iron loss behavior in 6.5wt% grain-oriented silicon steel
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}