Corresponding authors:TAN Chaolin, associate professor, Tel:(020)87114484, E-mail:tclscut@163.com
Received:2021-07-29Revised:2021-09-16
Fund supported:
National Natural Science Foundation of China(52005189) National Key Research and Development Progrom of China(2021YFE0203500) Guangdong Province Basic and Applied Basic Research Fund Project(2019A1515110542) Guangdong Province Basic and Applied Basic Research Fund Project(2022B1515020064)
The unique cyclic thermal input in laser additive manufacturing (LAM) induced by layerwise deposition manner has been one of the hot research topics. This technique has shed light on the potential of using intrinsic heat treatment (IHT) to tune microstructures and enhance the mechanical performance of materials. Therefore, this article elaborates on cyclic thermal input in LAM. Herein, the influence of process parameters, deposition direction, interlayer delay time, substrate preheating, and laser remelting on cyclic thermal input was reviewed in detail. One of our key findings was that the cyclic thermal input can significantly affect the microstructures such as grain orientation, phase composition, and second phase precipitation, which in turn affects the mechanical properties of materials. The IHT effect generated by cyclic thermal input provides an opportunity for material performance enhancement and new materials development. Hence, the understanding of internal relationships among composition-process-IHT effect-microstructures-mechanical properties is critical. This is not only essential for material performance enhancement through tailoring of IHT effect but also provides enlightenment for the research and development of LAM-specific new materials based on IHT effect.
Keywords:laser additive manufacturing;
cyclic thermal input;
intrinsic heat treatment;
anisotropy;
new materials development
WANG Di, HUANG Jinhui, TAN Chaolin, YANG Yongqiang. Review on Effects of Cyclic Thermal Input on Microstructure and Property of Materials in Laser Additive Manufacturing[J]. Acta Metallurgica Sinica, 2022, 58(10): 1221-1235 DOI:10.11900/0412.1961.2021.00310
增材制造(additive manufacturing,AM),即3D打印,是集计算机辅助设计、精密控制与制造、材料科学等先进技术于一体的新兴制造技术[1]。增材制造中常用的能量源有激光、电子束、电弧和紫外光等。激光具有单色性高、方向性好、能量密度高的优势,已广泛应用于金属增材制造领域。激光增材制造(laser additive manufacturing,LAM)技术最常见的有粉末床激光熔融(laser powder bed fusion,LPBF)技术和激光直接能量沉积(laser direct energy deposition,LDED)技术2大类。与传统减材的加工方式相比,逐层沉积叠加原理能够使激光增材制造直接成型复杂金属零件结构,且具有冶金结合、组织致密、力学性能良好等优点,在前沿工业、航空航天、个性化生物医学等方面具有不可比拟的优势。
Fig.3
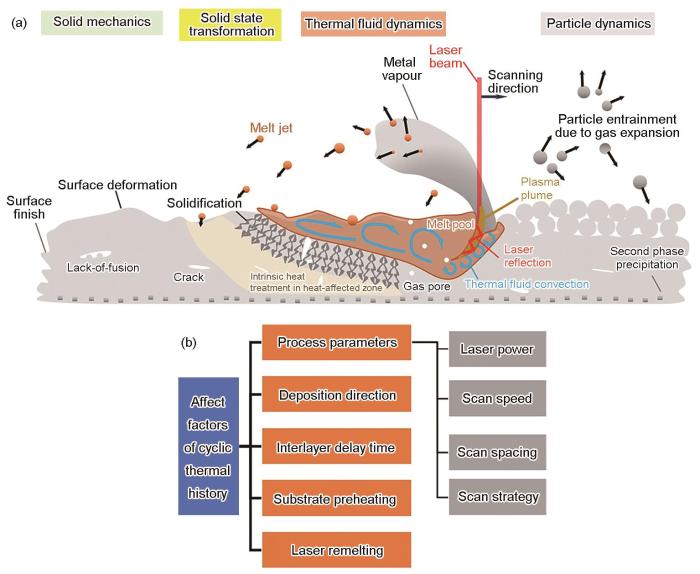
Schematic diagram depicting the multi-scale and multi-physical processes in laser additive manufacturing (LAM) (a)[8], and the main factors affecting the cyclic thermal input (b)
Fig.4
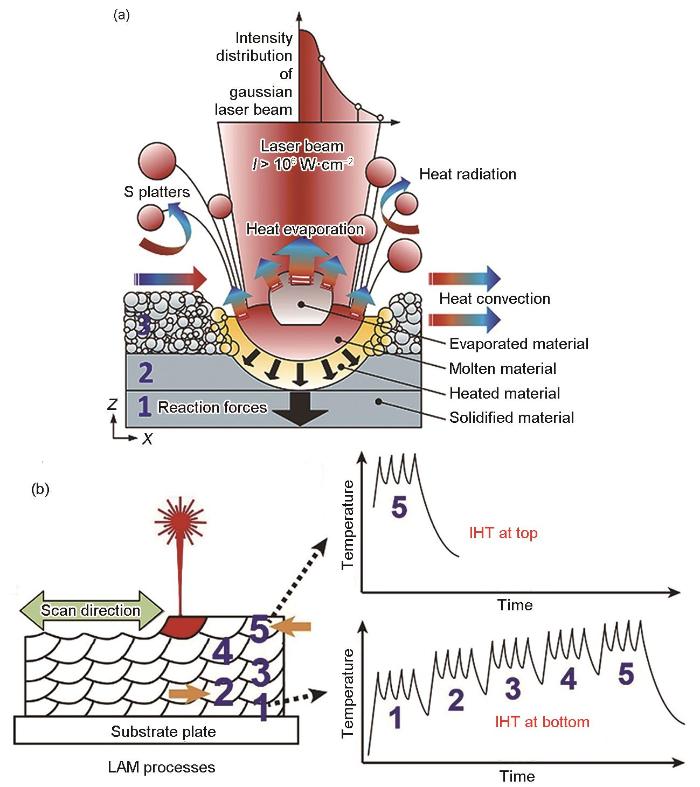
Schematic of the temperature field in melt pool (a)[5], and the time-temperature histories of the deposited materials at the bottom and top (b)[16] (IHT—intrinsic heat treatment)
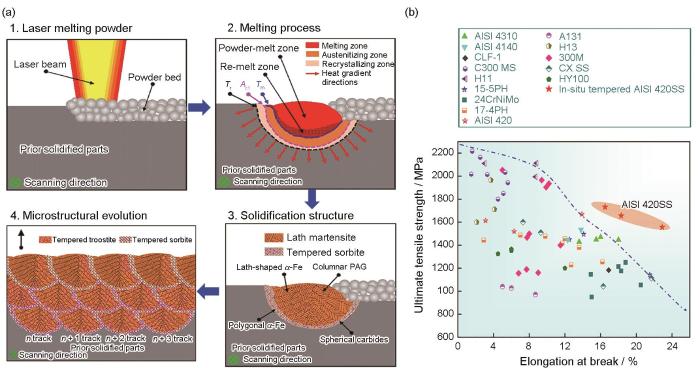
Fig.9
Schematic of microstructure evolution of LPBF-produced 300M steel[62] (a), and excellent mechanical properties of AISI 420 based on in situ annealing effect[63] (b) (Ac1—austenitzing initial isotherm, Tm—melting point, Tr—recrystallizing temperature; PAG—prior austenite grain)
Fig.11
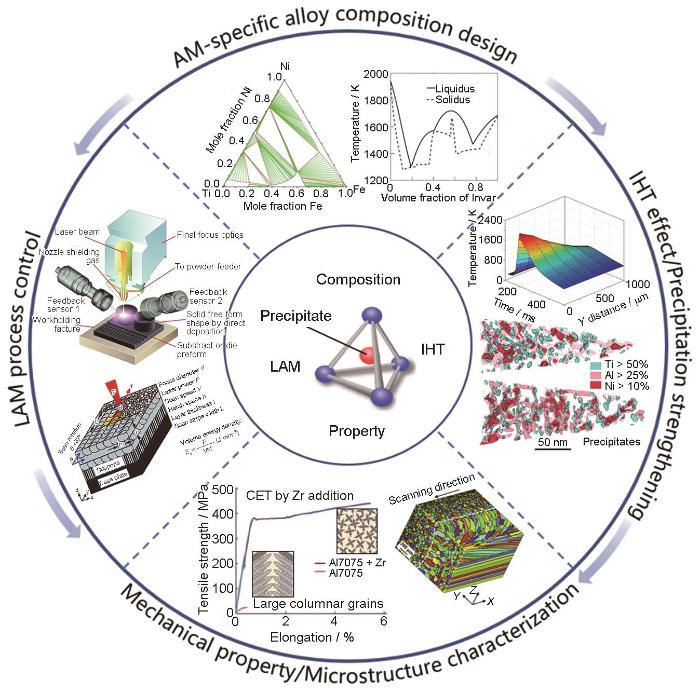
Perspectives on research and development (R&D) routes of LAM new approach by fully understanding and utilizing unique thermal history[5,65,71-74] (AM—additive manufacturing, CET—columnar-to-equiaxed transition)
Additive manufacturing enables processing of functionally graded materials (FGMs) with flexible spatial design and high bonding strength. A steel-copper FGM with high interfacial strength was developed using laser powder bed fusion (LPBF). The effect of laser process parameters on interfacial defects was evaluated by X-ray tomography, which indicates a low porosity level of 0.042 % therein. Gradient/fine dendritic grains in the interface are incited by high cooling rates, which facilitates interface strengthening. Multiple mechanical tests evaluate the bonding reliability of interface; and the fatigue tests further substantiate the ultrahigh bonding strength in FGMs, which is superior to traditional manufacturing methods. Mechanisms of the high interfacial bond strength were also discussed.
TanC L, ZhouK S, MaW Y, et al.
Microstructural evolution, nanoprecipitation behavior and mechanical properties of selective laser melted high-performance grade 300 maraging steel
A comprehensive comparison of the analytical and numerical prediction of the thermal history and solidification microstructure of inconel 718 products made by laser powder-bed fusion
An experimental-numerical investigation of heat distribution and stress field in single- and multi-track laser cladding by a high-power direct diode laser
This experimental study investigates the combined effect of the three primary Additive Manufacturing (AM) build orientations (0 degrees, 45 degrees, and 90 degrees) and an extensive array of heat treatment plans on the plastic anisotropy of maraging steel 300 (MS1) fabricated on the EOSINT M280 Direct Metal Laser Sintering (DMLS) system. The alloys microstructure, hardness, tensile properties and plastic strain behaviour have been examined for various strengthening heat-treatment plans to assess the influence of the time and temperature combinations on plastic anisotropy and mechanical properties (e.g. strength, ductility). A comprehensive visual representation of the material's overall mechanical properties, for all three AM build orientations, against the various heat treatment plans is offered through time - temperature contour maps. Considerable plastic anisotropy has been confirmed in the as-built condition, which can be reduced by aging heat-treatment, as verified in this study. However, it has identified that a degree of transverse strain anisotropy is likely to remain due to the AM alloys fabrication history, a finding that has not been previously reported in the literature. Moreover, the heat treatment plan (6h at 490 degrees C) recommended by the DMLS system manufacturer has been found not to be the optimal in terms of achieving high strength, hardness, ductility and low anisotropy for the MS1 material. With the use of the comprehensive experimental data collected and analysed in this study, and presented in the constructed contour maps, the alloys heat treatment parameters (time, temperature) can be tailored to meet the desired strength/ductility/anisotropy design requirements, either for research or part production purposes.
ChenL, RichterB, ZhangX Z, et al.
Effect of laser polishing on the microstructure and mechanical properties of stainless steel 316L fabricated by laser powder bed fusion
Role of laser scan strategies in defect control, microstructural evolution and mechanical properties of steel matrix composites prepared by laser additive manufacturing
Selective laser melting is an increasingly attractive technology for the manufacture of complex and low volume/ high value metal parts. However, the inevitable residual stresses that are generated can lead to defects or build failure. Due to the complexity of this process, efficient and accurate prediction of residual stress in large cornponents remains challenging. For the development of predictive models of residual stress, knowledge on their generation is needed. This study investigates the geometrical effect of scan strategy on residual stress development. It was found that the arrangement of scan vectors due to geometry, heavily influenced the thermal history within a part, which in turn significantly affected the transverse residual stresses generated. However, irrespective of the choice of scanned geometry and the thermal history, the higher magnitude longitudinal stresses had consistent behaviour based on the scan vector length. It was shown that the laser scan strategy becomes less important for scan vector length beyond 3 mm. Together, these findings, provide a route towards optimising scan strategies at the meso-scale, and additionally, developing a model abstraction for predicting residual stress based on scan vectors alone.
SeifiM, GorelikM, WallerJ, et al.
Progress towards metal additive manufacturing standardization to support qualification and certification
Additive manufacture is recognized as a world-altering technology which triggered a world-wide intensive research interest. Here the research progress and application of the laser additive manufacturing maraging steel (MS) are systematically outlined. The advantages of selective laser melting (SLM) additive manufacture of MS is emphasized. The processing parameter and properties optimizations, build orientation based anisotropies, age hardening mechanism, gradient materials, and applications in die and moulds of SLM-processed MS are reviewed in detail. Achieving relative density of >99% in SLM-processed MS is effortless, owing to the wide SLM process window of MS. Mechanical properties of MS produced with optimized SLM processing parameters and post heat treatments are comparable to traditionally wrought parts. The build orientation hardly affects the property anisotropies of MS. The age hardening behaviour in MS follows Orowan bowing mechanism. MS-based gradient multi-materials (such as MS-Cu, MS-H13, etc.) with high bonding strength are fabricated by SLM, which provides a new approach to produce high-performance functionally gradient multi-materials components. Lastly, the application in conformal cooling moulds of SLM-processed MS is elucidated, and future research interests related to MS are also proposed.
With the increasingly stringent requirements of aerospace and transportation on high-performance materials, high-volume fraction ceramic reinforced metal matrix composites (MMCs) have become a developing trend. Taking the advantages of laser additive manufacturing in-situ processing multi-component materials, 15vol.% SiC ceramic reinforced maraging steel (MS) MMCs are prepared by selective laser melting (SLM). Facing the compatibility and cracking problems raised between SiC and metal matrix, great efforts on the defect's suppression during SLM process are taken from various aspects, including laser remelting, substrate preheating, design of support and build directions; among which substrate preheating suppressed cracking significantly. In addition, the effects of SiC on microstructure, phase structure and transition, and hardness are investigated, which could potentially associate with cracking. The microstructure of MMC is strip and coarse cellular structures, with Si-rich regions. The addition of SiC promotes the transformation of martensite in MS to austenite in MMC, since MMC consists of majority austenite and a small amount of martensite distributed between dendrites. Notably, most of these dendrites are high-angle grain boundaries, indicating that a large number of dislocations are formed in MMC. Furthermore, the high-volume SiC increases the hardness of the MS matrix significantly.
随着航空航天和交通运输等领域对材料性能的要求日益严格,高体积分数陶瓷增强金属复合材料成为一种发展需求。基于激光增材制造原位成型多组分材料的优势,采用选区激光熔化(SLM)制备了15% SiC (体积分数)陶瓷增强马氏体时效钢(MS)复合材料(MMC)。着重针对SiC与金属基体之间的相容性和开裂问题,从多个方面研究了SLM成型过程中的裂纹缺陷抑制措施,包括激光重熔、预热基板、设计支撑与成型方向;提高基体预热温度能够显著减少裂纹数量。同时,研究了SiC陶瓷对微观组织、相结构与相转变和硬度的影响及其与开裂的联系。MMC微观组织为带状组织和粗化的树枝晶组织,还存在富Si元素区域。MS中主要为马氏体相,添加SiC促进了奥氏体转变,使得MMC中主要为奥氏体相,树枝晶间仍可发现少量马氏体相。树枝晶主要为大角度晶界,表明MMC中形成了大量的位错。此外,加入高体积分数SiC后,基体材料的硬度得到明显提升。
WangD Z, YuC F, MaJ, et al.
Densification and crack suppression in selective laser melting of pure molybdenum
Metallic additive manufacturing, particularly selective laser melting (SLM), usually involves rapid heating and cooling and steep thermal gradients within melt pools, making it extremely difficult to achieve effective control over microstructure. In this study, we propose a new in-situ approach which involves laser reheating/re-melting of SLM-processed layers to engineer metallic materials. The approach involves alternate laser melting of a powder layer at a high laser power and laser reheating of the newly formed solidified layer at a low or medium laser power. This strategy was applied to Ti-6Al-4V with a range of laser powers being used to reheat/re-melt solidified layers. It was found that the SLM-processed sample without undergoing laser reheating consist of a pure martensitic needle structure whereas those that were subjected to laser reheating/re-melting all consist of horizontal (α + β) bands embedded in martensitic α' matrix, leading to development of a sandwich microstructure in these samples. Within the (α + β) bands, β exist as nano-sized precipitates or laths and have a Burgers orientation relationship with α matrix, i.e., {0001}⍺//{110}β and ⟨11[Formula: see text]0⟩⍺//⟨111⟩β. The width of (α + β) banded structure increased first with increased laser power to a highest value and then decreased with further increased laser power. With the presence of these banded structures, both high strengths and enhanced ductility have been achieved in the SLM-processed samples. The current findings pave the way for the novel laser reheating approach for in-situ microstructural engineering and control during metallic additive manufacturing.
JingG Y, HuangW P, YangH H, et al.
Microstructural evolution and mechanical properties of 300M steel produced by low and high power selective laser melting
300M ultra-high strength steel has been widely used in critical structural components for aviation and aerospace vehicles, owing to its high strength, excellent transverse plasticity, fracture toughness and fatigue resistance. Herein, low and high power selective laser melting (SLM) of 300M steel and their microstructural evolution and mechanical properties have been reported. The results show that the optimal energy density range with the highest relative density for SLMed 300M steel is between 60 and 160 J/mm3. Furthermore, molten pools for deposition exhibit a conduction mode with semi-elliptical shape at a lower laser power of 300-600 W but a keyhole mode with “U” shape at a higher laser power of 800-1900 W. The heterogeneous microstructure of as-built samples is characterized by a skin-core structure which is that tempered troostite with the coarse non-equiaxed grains in the molten pool is wrapped by tempered sorbite with the fine equiaxed grains in the heat-affected zone. The skin-core structure of SLMed 300M steel has the characteristics of hard inside and soft outside. The average microhardness of samples varies from 385 to 341 HV when laser power increases from 300 to 1900 W. Interestingly, ultimate tensile strength (1156-1193 MPa) and yield tensile strength (1085-1145 MPa) of dense samples fabricated at different laser powers vary marginally. But, the elongation (6.8-9.1%) of SLMed 300M steel is greatly affected by the laser power.
TanC L, ChewY W, WengF, et al.
Superior strength-ductility in laser aided additive manufactured high-strength steel by combination of intrinsic tempering and heat treatment
The customized production of complex components by 3D printing has been hailed as a potentially trans formative tool in manufacturing with important applications in health care, automotive and aerospace industries. However, after about a quarter of a century of research and development, only a handful of commercial alloys can be printed and the market value of all 3D printed products now amounts to a negligible portion of the manufacturing economy. This difficulty is attributable to a remarkable diversity in structure and properties of the printed components and susceptibility to defects. In addition, the current practice of qualifying components by prolonged trial and error with expensive printing equipment and feed stock material confine the printed products to a niche market where the high product cost and the delay in the qualification are not critical factors. Here we explain how a digital twin or a digital replica of the printing machine will reduce the number of trial and error tests to obtain desired product attributes and reduce the time required for part qualification to make the printed components cost effective. It is shown that a comprehensive digital twin of 3D printing machine consisting of mechanistic, control and statistical models of 3D printing, machine learning and big data can reduce the volume of trial and error testing, reduce defects and shorten time between the design and production. Published by Elsevier Ltd.
BobbioL D, OtisR A, BorgoniaJ P, et al.
Additive manufacturing of a functionally graded material from Ti-6Al-4V to Invar: Experimental characterization and thermodynamic calculations
... 增材制造(additive manufacturing,AM),即3D打印,是集计算机辅助设计、精密控制与制造、材料科学等先进技术于一体的新兴制造技术[1].增材制造中常用的能量源有激光、电子束、电弧和紫外光等.激光具有单色性高、方向性好、能量密度高的优势,已广泛应用于金属增材制造领域.激光增材制造(laser additive manufacturing,LAM)技术最常见的有粉末床激光熔融(laser powder bed fusion,LPBF)技术和激光直接能量沉积(laser direct energy deposition,LDED)技术2大类.与传统减材的加工方式相比,逐层沉积叠加原理能够使激光增材制造直接成型复杂金属零件结构,且具有冶金结合、组织致密、力学性能良好等优点,在前沿工业、航空航天、个性化生物医学等方面具有不可比拟的优势. ...
金属零件激光选区熔化技术的现状及进展
1
2018
... 增材制造(additive manufacturing,AM),即3D打印,是集计算机辅助设计、精密控制与制造、材料科学等先进技术于一体的新兴制造技术[1].增材制造中常用的能量源有激光、电子束、电弧和紫外光等.激光具有单色性高、方向性好、能量密度高的优势,已广泛应用于金属增材制造领域.激光增材制造(laser additive manufacturing,LAM)技术最常见的有粉末床激光熔融(laser powder bed fusion,LPBF)技术和激光直接能量沉积(laser direct energy deposition,LDED)技术2大类.与传统减材的加工方式相比,逐层沉积叠加原理能够使激光增材制造直接成型复杂金属零件结构,且具有冶金结合、组织致密、力学性能良好等优点,在前沿工业、航空航天、个性化生物医学等方面具有不可比拟的优势. ...
On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition
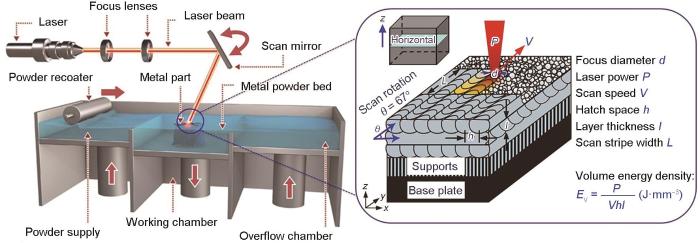
... [4,5]Schematics of the laser powder bed fusion (LPBF) system and LPBF process parameters<sup>[<xref ref-type="bibr" rid="R4">4</xref>,<xref ref-type="bibr" rid="R5">5</xref>]</sup>Fig.1<strong>1.2</strong> 激光直接能量沉积
... ,5]Schematics of the laser powder bed fusion (LPBF) system and LPBF process parameters<sup>[<xref ref-type="bibr" rid="R4">4</xref>,<xref ref-type="bibr" rid="R5">5</xref>]</sup>Fig.1<strong>1.2</strong> 激光直接能量沉积
... [5]及金属沉积过程底部和顶部时间-温度关系曲线[16]Schematic of the temperature field in melt pool (a)<sup>[<xref ref-type="bibr" rid="R5">5</xref>]</sup>, and the time-temperature histories of the deposited materials at the bottom and top (b)<sup>[<xref ref-type="bibr" rid="R16">16</xref>]</sup> (IHT—intrinsic heat treatment)Fig.4
... [5,65,71~74]Perspectives on research and development (R&D) routes of LAM new approach by fully understanding and utilizing unique thermal history<sup>[<xref ref-type="bibr" rid="R5">5</xref>,<xref ref-type="bibr" rid="R65">65</xref>,<xref ref-type="bibr" rid="R71">71</xref>-<xref ref-type="bibr" rid="R74">74</xref>]</sup> (AM—additive manufacturing, CET—columnar-to-equiaxed transition)Fig.11
参考文献YangY Q, ChenJ, SongC H, et al. Current status and progress on technology of selective laser melting of metal parts [J]. Laser Optoelect. Prog., 2018, 55(1): 011401杨永强, 陈 杰, 宋长辉等. 金属零件激光选区熔化技术的现状及进展 [J]. 激光与光电子学进展, 2018, 55(1): 011401ZhengB, HaleyJ C, YangN, et al. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition [J]. Mater. Sci. Eng., 2019, A764: 138243TanC L, ChewY X, BiG J, et al. Additive manufacturing of steel-copper functionally graded material with ultrahigh bonding strength [J]. J. Mater. Sci. Technol., 2021, 72: 21710.1016/j.jmst.2020.07.044
Additive manufacturing enables processing of functionally graded materials (FGMs) with flexible spatial design and high bonding strength. A steel-copper FGM with high interfacial strength was developed using laser powder bed fusion (LPBF). The effect of laser process parameters on interfacial defects was evaluated by X-ray tomography, which indicates a low porosity level of 0.042 % therein. Gradient/fine dendritic grains in the interface are incited by high cooling rates, which facilitates interface strengthening. Multiple mechanical tests evaluate the bonding reliability of interface; and the fatigue tests further substantiate the ultrahigh bonding strength in FGMs, which is superior to traditional manufacturing methods. Mechanisms of the high interfacial bond strength were also discussed. ...
... [5,65,71-74] (AM—additive manufacturing, CET—columnar-to-equiaxed transition)Fig.11参考文献YangY Q, ChenJ, SongC H, et al. Current status and progress on technology of selective laser melting of metal parts [J]. Laser Optoelect. Prog., 2018, 55(1): 011401杨永强, 陈 杰, 宋长辉等. 金属零件激光选区熔化技术的现状及进展 [J]. 激光与光电子学进展, 2018, 55(1): 011401ZhengB, HaleyJ C, YangN, et al. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition [J]. Mater. Sci. Eng., 2019, A764: 138243TanC L, ChewY X, BiG J, et al. Additive manufacturing of steel-copper functionally graded material with ultrahigh bonding strength [J]. J. Mater. Sci. Technol., 2021, 72: 21710.1016/j.jmst.2020.07.044
Additive manufacturing enables processing of functionally graded materials (FGMs) with flexible spatial design and high bonding strength. A steel-copper FGM with high interfacial strength was developed using laser powder bed fusion (LPBF). The effect of laser process parameters on interfacial defects was evaluated by X-ray tomography, which indicates a low porosity level of 0.042 % therein. Gradient/fine dendritic grains in the interface are incited by high cooling rates, which facilitates interface strengthening. Multiple mechanical tests evaluate the bonding reliability of interface; and the fatigue tests further substantiate the ultrahigh bonding strength in FGMs, which is superior to traditional manufacturing methods. Mechanisms of the high interfacial bond strength were also discussed. ...
Rapid surface defect identification for additive manufacturing with in-situ point cloud processing and machine learning
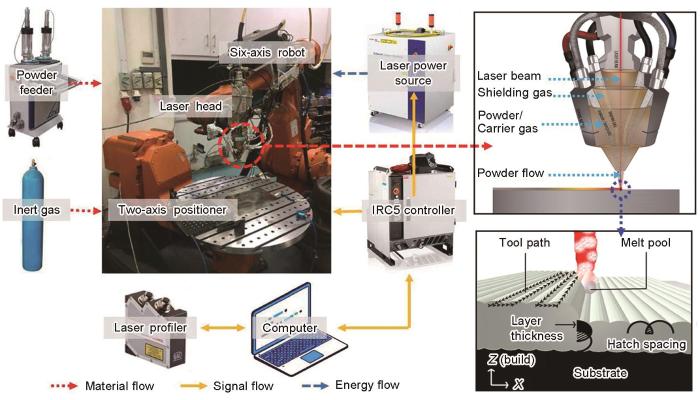
... [6,7]Schematics of the laser direct energy deposition (LDED) system component<sup>[<xref ref-type="bibr" rid="R6">6</xref>,<xref ref-type="bibr" rid="R7">7</xref>]</sup>Fig.2
... ,7]Schematics of the laser direct energy deposition (LDED) system component<sup>[<xref ref-type="bibr" rid="R6">6</xref>,<xref ref-type="bibr" rid="R7">7</xref>]</sup>Fig.2
... [8],及影响循环热输入的主要因素Schematic diagram depicting the multi-scale and multi-physical processes in laser additive manufacturing (LAM) (a)<sup>[<xref ref-type="bibr" rid="R8">8</xref>]</sup>, and the main factors affecting the cyclic thermal input (b)Fig.3<strong>2</strong> 激光增材制造温度场模型
A comprehensive comparison of the analytical and numerical prediction of the thermal history and solidification microstructure of inconel 718 products made by laser powder-bed fusion
An experimental-numerical investigation of heat distribution and stress field in single- and multi-track laser cladding by a high-power direct diode laser
... [16]Schematic of the temperature field in melt pool (a)<sup>[<xref ref-type="bibr" rid="R5">5</xref>]</sup>, and the time-temperature histories of the deposited materials at the bottom and top (b)<sup>[<xref ref-type="bibr" rid="R16">16</xref>]</sup> (IHT—intrinsic heat treatment)Fig.4
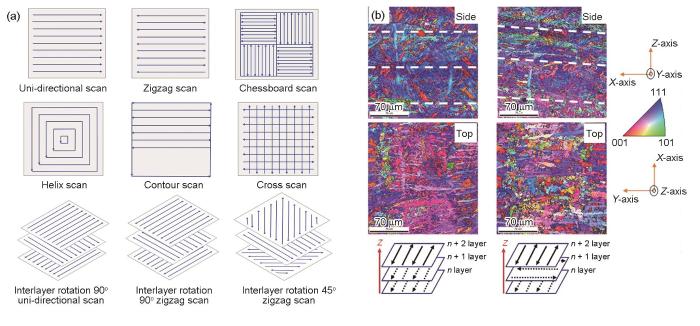
Role of laser scan strategies in defect control, microstructural evolution and mechanical properties of steel matrix composites prepared by laser additive manufacturing
A summary of laser scan strategies (a) and the effect of laser scan strategies on crystal orientations (b)<sup>[<xref ref-type="bibr" rid="R40">40</xref>]</sup>Fig.6
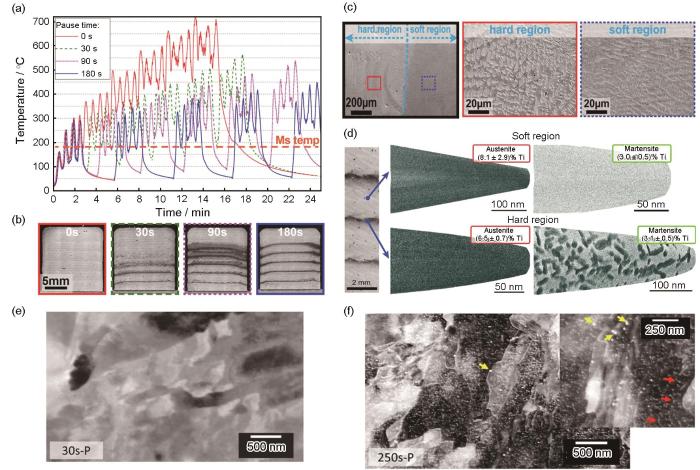
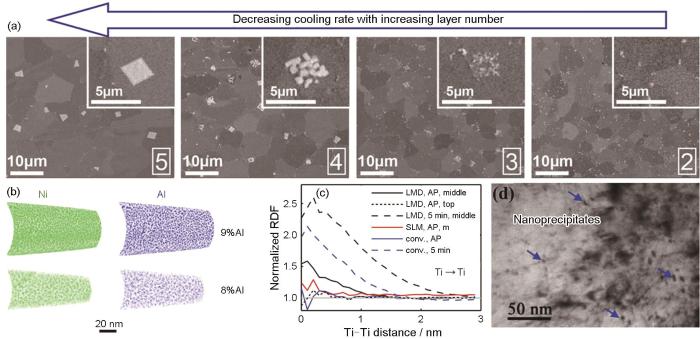
... [50,51]Principle of in-situ precipitation strengthening and local microstructure control process<sup>[<xref ref-type="bibr" rid="R50">50</xref>,<xref ref-type="bibr" rid="R51">51</xref>]</sup>
(a) real-time thermal history[50] ...
... [50,51]
(a) real-time thermal history[50] ...
... (a) real-time thermal history[50] ...
... (b) layered structure diagram[50] ...
... (c) secondary electron micrographs of soft and hard areas[50] ...
... (d) atom probe tomography (APT) analysis of the soft and hard zones[50] ...
Towards controlling intrinsic heat treatment of maraging steel during laser directed energy deposition
... ,51]Principle of in-situ precipitation strengthening and local microstructure control process<sup>[<xref ref-type="bibr" rid="R50">50</xref>,<xref ref-type="bibr" rid="R51">51</xref>]</sup>
(a) real-time thermal history[50] ...
... ,51]
(a) real-time thermal history[50] ...
... (e) microstructure with 30 s IDT[51] ...
... (f) microstructure with 250 s IDT[51] ...
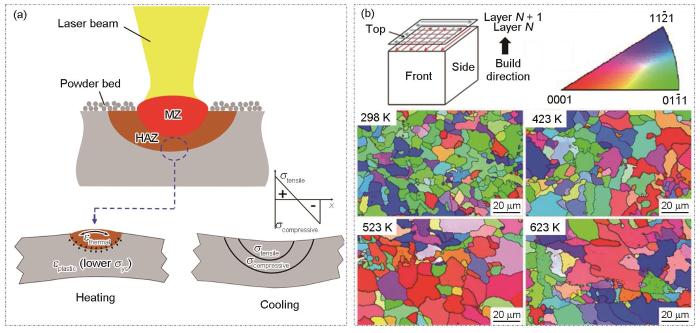
Enhancing ductility and fatigue strength of additively manufactured metallic materials by preheating the build platform
... [62],及基于原位回火效应获得优异力学性能的AISI 420[63]Schematic of microstructure evolution of LPBF-produced 300M steel<sup>[<xref ref-type="bibr" rid="R62">62</xref>]</sup> (a), and excellent mechanical properties of AISI 420 based on in situ annealing effect<sup>[<xref ref-type="bibr" rid="R63">63</xref>]</sup> (b) (<i>A</i><sub>c1</sub>—austenitzing initial isotherm, <i>T</i><sub>m</sub>—melting point, <i>T</i><sub>r</sub>—recrystallizing temperature; PAG—prior austenite grain)Fig.9
... [62] (a), and excellent mechanical properties of AISI 420 based on in situ annealing effect[63] (b) (Ac1—austenitzing initial isotherm, Tm—melting point, Tr—recrystallizing temperature; PAG—prior austenite grain)Fig.9
... [63]Schematic of microstructure evolution of LPBF-produced 300M steel<sup>[<xref ref-type="bibr" rid="R62">62</xref>]</sup> (a), and excellent mechanical properties of AISI 420 based on in situ annealing effect<sup>[<xref ref-type="bibr" rid="R63">63</xref>]</sup> (b) (<i>A</i><sub>c1</sub>—austenitzing initial isotherm, <i>T</i><sub>m</sub>—melting point, <i>T</i><sub>r</sub>—recrystallizing temperature; PAG—prior austenite grain)Fig.9
... ,65,71~74]Perspectives on research and development (R&D) routes of LAM new approach by fully understanding and utilizing unique thermal history<sup>[<xref ref-type="bibr" rid="R5">5</xref>,<xref ref-type="bibr" rid="R65">65</xref>,<xref ref-type="bibr" rid="R71">71</xref>-<xref ref-type="bibr" rid="R74">74</xref>]</sup> (AM—additive manufacturing, CET—columnar-to-equiaxed transition)Fig.11参考文献YangY Q, ChenJ, SongC H, et al. Current status and progress on technology of selective laser melting of metal parts [J]. Laser Optoelect. Prog., 2018, 55(1): 011401杨永强, 陈 杰, 宋长辉等. 金属零件激光选区熔化技术的现状及进展 [J]. 激光与光电子学进展, 2018, 55(1): 011401ZhengB, HaleyJ C, YangN, et al. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition [J]. Mater. Sci. Eng., 2019, A764: 138243TanC L, ChewY X, BiG J, et al. Additive manufacturing of steel-copper functionally graded material with ultrahigh bonding strength [J]. J. Mater. Sci. Technol., 2021, 72: 21710.1016/j.jmst.2020.07.044
Additive manufacturing enables processing of functionally graded materials (FGMs) with flexible spatial design and high bonding strength. A steel-copper FGM with high interfacial strength was developed using laser powder bed fusion (LPBF). The effect of laser process parameters on interfacial defects was evaluated by X-ray tomography, which indicates a low porosity level of 0.042 % therein. Gradient/fine dendritic grains in the interface are incited by high cooling rates, which facilitates interface strengthening. Multiple mechanical tests evaluate the bonding reliability of interface; and the fatigue tests further substantiate the ultrahigh bonding strength in FGMs, which is superior to traditional manufacturing methods. Mechanisms of the high interfacial bond strength were also discussed. ...
... ,65,71-74] (AM—additive manufacturing, CET—columnar-to-equiaxed transition)Fig.11参考文献YangY Q, ChenJ, SongC H, et al. Current status and progress on technology of selective laser melting of metal parts [J]. Laser Optoelect. Prog., 2018, 55(1): 011401杨永强, 陈 杰, 宋长辉等. 金属零件激光选区熔化技术的现状及进展 [J]. 激光与光电子学进展, 2018, 55(1): 011401ZhengB, HaleyJ C, YangN, et al. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition [J]. Mater. Sci. Eng., 2019, A764: 138243TanC L, ChewY X, BiG J, et al. Additive manufacturing of steel-copper functionally graded material with ultrahigh bonding strength [J]. J. Mater. Sci. Technol., 2021, 72: 21710.1016/j.jmst.2020.07.044
Additive manufacturing enables processing of functionally graded materials (FGMs) with flexible spatial design and high bonding strength. A steel-copper FGM with high interfacial strength was developed using laser powder bed fusion (LPBF). The effect of laser process parameters on interfacial defects was evaluated by X-ray tomography, which indicates a low porosity level of 0.042 % therein. Gradient/fine dendritic grains in the interface are incited by high cooling rates, which facilitates interface strengthening. Multiple mechanical tests evaluate the bonding reliability of interface; and the fatigue tests further substantiate the ultrahigh bonding strength in FGMs, which is superior to traditional manufacturing methods. Mechanisms of the high interfacial bond strength were also discussed. ...
Inducing stable α + β microstructures during selective laser melting of Ti-6Al-4V using intensified intrinsic heat treatments
... ,71~74]Perspectives on research and development (R&D) routes of LAM new approach by fully understanding and utilizing unique thermal history<sup>[<xref ref-type="bibr" rid="R5">5</xref>,<xref ref-type="bibr" rid="R65">65</xref>,<xref ref-type="bibr" rid="R71">71</xref>-<xref ref-type="bibr" rid="R74">74</xref>]</sup> (AM—additive manufacturing, CET—columnar-to-equiaxed transition)Fig.11参考文献YangY Q, ChenJ, SongC H, et al. Current status and progress on technology of selective laser melting of metal parts [J]. Laser Optoelect. Prog., 2018, 55(1): 011401杨永强, 陈 杰, 宋长辉等. 金属零件激光选区熔化技术的现状及进展 [J]. 激光与光电子学进展, 2018, 55(1): 011401ZhengB, HaleyJ C, YangN, et al. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition [J]. Mater. Sci. Eng., 2019, A764: 138243TanC L, ChewY X, BiG J, et al. Additive manufacturing of steel-copper functionally graded material with ultrahigh bonding strength [J]. J. Mater. Sci. Technol., 2021, 72: 21710.1016/j.jmst.2020.07.044
Additive manufacturing enables processing of functionally graded materials (FGMs) with flexible spatial design and high bonding strength. A steel-copper FGM with high interfacial strength was developed using laser powder bed fusion (LPBF). The effect of laser process parameters on interfacial defects was evaluated by X-ray tomography, which indicates a low porosity level of 0.042 % therein. Gradient/fine dendritic grains in the interface are incited by high cooling rates, which facilitates interface strengthening. Multiple mechanical tests evaluate the bonding reliability of interface; and the fatigue tests further substantiate the ultrahigh bonding strength in FGMs, which is superior to traditional manufacturing methods. Mechanisms of the high interfacial bond strength were also discussed. ...
... ,71-74] (AM—additive manufacturing, CET—columnar-to-equiaxed transition)Fig.11参考文献YangY Q, ChenJ, SongC H, et al. Current status and progress on technology of selective laser melting of metal parts [J]. Laser Optoelect. Prog., 2018, 55(1): 011401杨永强, 陈 杰, 宋长辉等. 金属零件激光选区熔化技术的现状及进展 [J]. 激光与光电子学进展, 2018, 55(1): 011401ZhengB, HaleyJ C, YangN, et al. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition [J]. Mater. Sci. Eng., 2019, A764: 138243TanC L, ChewY X, BiG J, et al. Additive manufacturing of steel-copper functionally graded material with ultrahigh bonding strength [J]. J. Mater. Sci. Technol., 2021, 72: 21710.1016/j.jmst.2020.07.044
Additive manufacturing enables processing of functionally graded materials (FGMs) with flexible spatial design and high bonding strength. A steel-copper FGM with high interfacial strength was developed using laser powder bed fusion (LPBF). The effect of laser process parameters on interfacial defects was evaluated by X-ray tomography, which indicates a low porosity level of 0.042 % therein. Gradient/fine dendritic grains in the interface are incited by high cooling rates, which facilitates interface strengthening. Multiple mechanical tests evaluate the bonding reliability of interface; and the fatigue tests further substantiate the ultrahigh bonding strength in FGMs, which is superior to traditional manufacturing methods. Mechanisms of the high interfacial bond strength were also discussed. ...
Additive manufacturing of a functionally graded material from Ti-6Al-4V to Invar: Experimental characterization and thermodynamic calculations
0
2017
Metallurgy, mechanistic models and machine learning in metal printing
... ~74]Perspectives on research and development (R&D) routes of LAM new approach by fully understanding and utilizing unique thermal history<sup>[<xref ref-type="bibr" rid="R5">5</xref>,<xref ref-type="bibr" rid="R65">65</xref>,<xref ref-type="bibr" rid="R71">71</xref>-<xref ref-type="bibr" rid="R74">74</xref>]</sup> (AM—additive manufacturing, CET—columnar-to-equiaxed transition)Fig.11参考文献YangY Q, ChenJ, SongC H, et al. Current status and progress on technology of selective laser melting of metal parts [J]. Laser Optoelect. Prog., 2018, 55(1): 011401杨永强, 陈 杰, 宋长辉等. 金属零件激光选区熔化技术的现状及进展 [J]. 激光与光电子学进展, 2018, 55(1): 011401ZhengB, HaleyJ C, YangN, et al. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition [J]. Mater. Sci. Eng., 2019, A764: 138243TanC L, ChewY X, BiG J, et al. Additive manufacturing of steel-copper functionally graded material with ultrahigh bonding strength [J]. J. Mater. Sci. Technol., 2021, 72: 21710.1016/j.jmst.2020.07.044
Additive manufacturing enables processing of functionally graded materials (FGMs) with flexible spatial design and high bonding strength. A steel-copper FGM with high interfacial strength was developed using laser powder bed fusion (LPBF). The effect of laser process parameters on interfacial defects was evaluated by X-ray tomography, which indicates a low porosity level of 0.042 % therein. Gradient/fine dendritic grains in the interface are incited by high cooling rates, which facilitates interface strengthening. Multiple mechanical tests evaluate the bonding reliability of interface; and the fatigue tests further substantiate the ultrahigh bonding strength in FGMs, which is superior to traditional manufacturing methods. Mechanisms of the high interfacial bond strength were also discussed. ...
... -74] (AM—additive manufacturing, CET—columnar-to-equiaxed transition)Fig.11参考文献YangY Q, ChenJ, SongC H, et al. Current status and progress on technology of selective laser melting of metal parts [J]. Laser Optoelect. Prog., 2018, 55(1): 011401杨永强, 陈 杰, 宋长辉等. 金属零件激光选区熔化技术的现状及进展 [J]. 激光与光电子学进展, 2018, 55(1): 011401ZhengB, HaleyJ C, YangN, et al. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition [J]. Mater. Sci. Eng., 2019, A764: 138243TanC L, ChewY X, BiG J, et al. Additive manufacturing of steel-copper functionally graded material with ultrahigh bonding strength [J]. J. Mater. Sci. Technol., 2021, 72: 21710.1016/j.jmst.2020.07.044
Additive manufacturing enables processing of functionally graded materials (FGMs) with flexible spatial design and high bonding strength. A steel-copper FGM with high interfacial strength was developed using laser powder bed fusion (LPBF). The effect of laser process parameters on interfacial defects was evaluated by X-ray tomography, which indicates a low porosity level of 0.042 % therein. Gradient/fine dendritic grains in the interface are incited by high cooling rates, which facilitates interface strengthening. Multiple mechanical tests evaluate the bonding reliability of interface; and the fatigue tests further substantiate the ultrahigh bonding strength in FGMs, which is superior to traditional manufacturing methods. Mechanisms of the high interfacial bond strength were also discussed. ...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}