


采用真空扩散焊接方法对Q235A低碳钢与AISI304奥氏体不锈钢进行固相扩散连接实验,研究了焊接温度对接头界面组织、力学性能和反应产物的影响。结果表明:Q235A低碳钢/AISI304奥氏体不锈钢复合界面附近形成了合金铁素体层(II区)和增C层(III区),界面两侧异相组织通过扩散结成共用晶界。在焊接温度850 ℃,焊接压力10 MPa,焊接时间60 min条件下,接头强度和韧性达到最大值,高于Q235A低碳钢母材。焊接温度过低(≤800 ℃),接头中析出碳化物Cr23C6,焊接温度过高(≥900 ℃),接头中会产生二次碳化物和金属间化合物,脆性的化合物偏析相使接头强韧性显著下降。严格控制焊接温度在850 ℃区间,并在焊后迅速淬火越过低温区,可有效避免脆性化合物偏析,从而保证扩散焊接头的性能。
The Q235A mild steel and AISI304 austenite stainless steel were subjected to solid diffusion welding by vacuum diffusion bonding approach to investigate the influence of welding temperature on the interfacial morphology, microstructural constituents and mechanical properties. The results show that the single ferrite layer (zone II) and carbon-enriched layer (zone III) were formed nearby the bonding interface of Q235A mild steel and AISI304 austenite stainless steel, and heterogeneous microstructure on both sides of interface formed a common grain boundary by diffusion. The strength and toughness of the bonded joint reached the highest values, for welding temperature of approximately 850 ℃, welding pressure of beyond 10 MPa, and welding time of approximately 60 min, which was larger than those of the Q235A mild steel layer. Otherwise, the Cr23C6 carbide easily formed at a relatively lower temperature (≤800 ℃), whereas the secondary carbides and intermetallic compounds formed at a relatively higher temperature (≥900 ℃). Both cases would dramatically deteriorate the strength-toughness of the bonded joint. Therefore, it was proposed that the brittle precipitate phases can be effectively avoided by controlling the welding temperature to approximately 850 ℃, thus ensuring the resulting performance of the bonded joint.
奥氏体不锈钢具有良好的耐腐蚀性,在石油化工、航空、船舶等行业应用广泛。因为不锈钢的价格比较昂贵,所以在工程中采用不锈钢与低碳钢结合的焊接结构是比较经济的。气保焊、激光焊等熔化焊技术在碳钢/不锈钢焊接领域的研究已经比较成熟[1~4]。但是,熔化焊通常只适用于薄壁和薄板类工件的焊接,当遇到连接面积较大的型材焊接时,例如直径为200 mm的2个圆柱形低碳钢和不锈钢异种材料,底面对接焊,要求接触表面完全焊合时,使用熔化焊方法便难以实现。这类场合宜采用钎焊或扩散焊连接方法。钎焊是用低熔点、低强度的钎料熔化后浸润待焊基体表面而形成黏合,接头强度不易保证。而扩散焊可以实现异种材料基体间原子键的结合,具有连接可靠、强度高的优点。因此,在连接面积较大的异种材料焊接场合,使用扩散焊接方法是比较合适的。近年来,真空扩散焊接技术在异种材料焊接领域受到越来越多的关注[5~7]。研究者多采用在异种材料中间夹入过渡层的扩散焊接方法。例如,在焊接钛合金和不锈钢时加入Ni中间层或者Cu、Ag等中间层[8~10]。扩散焊通常在高温下进行,中间层金属熔点较低,焊接时瞬间熔化,浸润两侧金属实现液-固相连接,这种方法也称为TLP焊(transient liquid-phase)[11~13]。虽然采用中间层可以使异种材料的连接更容易实现,但是中间层金属的加入使得扩散接头中的化合物成分更加复杂,而且液态的中间层金属对母材的晶界有浸蚀作用,严重时会造成晶粒从母材脱落,使接头强度降低。
固相扩散焊过程中不出现液相,在适当的工艺条件下依靠异种材料基体之间的元素互扩散实现连接。扩散焊工艺参数直接影响焊接接头的组织结构,进而影响接头的机械性能。待焊表面的粗糙度、焊接温度、焊接时间、压力等都是影响扩散焊接头组织和性能的重要因素。粗糙度和焊接压力是为了保证待焊表面充分接触,保证扩散通道顺畅。AISI304不锈钢为亚稳态奥氏体组织,在发生剧烈塑性变形时会出现马氏体相变,并且马氏体的体积分数会随着变形速率提高而增加[14,15],因此焊接压力不宜过大,实验证明10 MPa的焊接压力足以保证连接面的充分接触。扩散焊接过程中,激发元素扩散迁移的能量主要来自焊接温度提供的热能,所以焊接温度是影响扩散焊接头组织结构的主要因素。本工作采用真空扩散焊接设备,在不添加中间层的情况下对Q235低碳钢与AISI304奥氏体不锈钢进行了扩散焊实验,在固相状态下实现了两者的良好连接。着重探讨了焊接温度对扩散焊接头界面组织及性能的影响,以期对合理选择焊接参数、扩大Q235A低碳钢和AISI304奥氏体不锈钢扩散焊接技术的应用提供理论指导。
实验选用AISI304奥氏体不锈钢和Q235A低碳钢作为基材,实验材料的化学成分见
表1 AISI304不锈钢和Q235A低碳钢的化学成分
Table 1 Chemical compositions of AISI304 stainless steel and Q235A mild steel (mass fraction / %)
扩散焊接设备为ZK/LY200型真空扩散焊接炉,工作真空度1×10-3 Pa,焊接压力10 MPa,焊接时间60 min。分别采用800、850和900 ℃的焊接温度制备3种扩散焊接头试件。焊后用冷水淬火至450 ℃,淬火后在空气中缓慢冷却。用线切割机制作金相试样,采用电解抛光和化学腐蚀方式处理金相试样观察面。电解抛光液为1∶15 (体积比)的高氯酸和乙醇混合液,抛光电压为35 V,抛光时间约30 s。将电解抛光后的试样浸入王水溶液腐蚀。采用GSX500金相显微镜(OM)和SIGMA300扫描电镜(SEM)观察界面结合区域的组织特征。采用EPMA-1720 Series电子探针(EPMA)测定界面附近元素扩散含量。采用HMV-G型显微硬度计对扩散焊界面附近各区域显微硬度进行测定,载荷50 g,加载时间15 s。采用XRD-6000 X射线衍射仪(XRD)对扩散焊界面进行物相分析,实验采用Cu
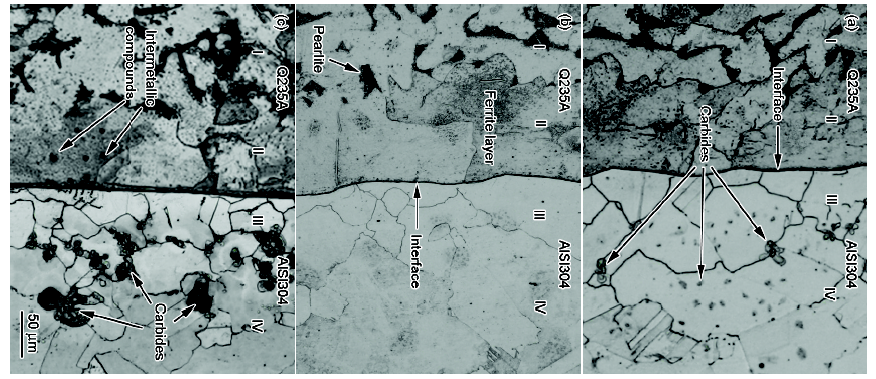
图2 不同温度焊接时Q235A低碳钢/AISI304不锈钢扩散焊接头OM像
Fig.2 OM images of the Q235A mild steel/AISI304 stainless steel diffusion-boned joint at different temperatures (I—ferrite and pearlite, II—single ferrite, III—fine-grained austenite, IV—coarse-grained austenite) (a) 800 ℃ (b) 850 ℃ (c) 900 ℃
由
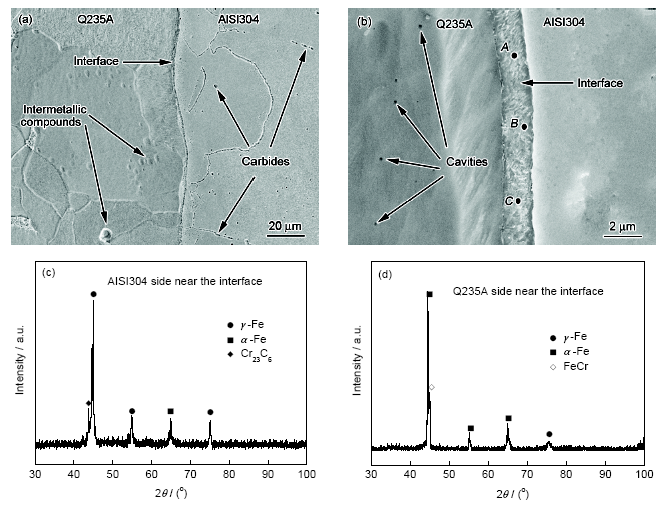
图3 焊接温度900 ℃时Q235A低碳钢/AISI304不锈钢扩散焊接头的SEM像和XRD谱
Fig.3 Low (a) and high (b) magnified SEM images and XRD spectra (c, d) of the Q235A mild steel/AISI304 stainless steel at diffusion-bonded joint at welding temperature of 900 ℃
表2
Table 2
EDS results of points
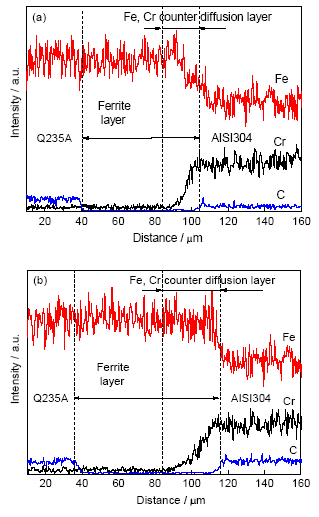
为研究扩散焊界面附近Cr、Fe和C的分布情况,采用EPMA对不同焊接温度的Q235A低碳钢/AISI304不锈钢扩散焊界面进行化学元素线扫描测定。
2.4.1 显微硬度 Q235A低碳钢/AISI304不锈钢扩散焊界面附近的显微硬度如
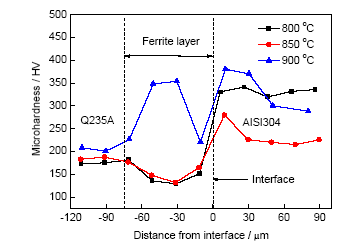
图5 不同焊接温度Q235A低碳钢/AISI304不锈钢扩散焊界面显微硬度分布
Fig.5 Microhardness distributions of the Q235A mild steel/AISI304 stainless steel diffusion-boned interface at different temperatures
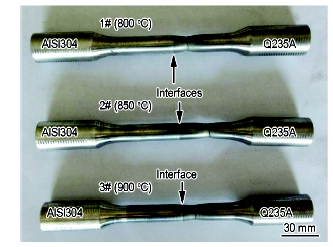
图6 不同温度焊接的扩散焊接头拉伸试样
Fig.6 Tensile specimens of the Q235A mild steel/AISI304 stainless steel diffusion-boned joint at different temperatures
2.4.2 抗拉强度
表3 母材及3种不同试样的室温力学性能
Table 3 Room temperature mechanical properties of base metals and three samples
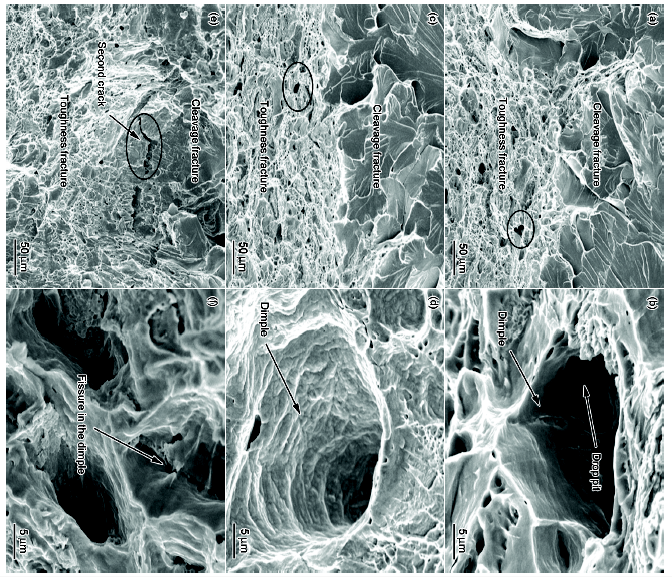
2.4.3 冲击韧性和断裂特征 为分析焊接温度对Q235A低碳钢/AISI304不锈钢扩散焊界面韧性的影响,在室温下分别对焊接温度为800、850和900 ℃的试样进行冲击实验。将母材和3种试样的冲击韧性列于
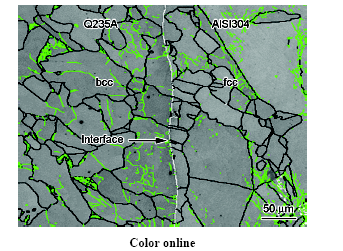
(1) 低碳钢与奥氏体不锈钢扩散焊通过跨界面连结晶界的方式实现异相组织的共晶粒化,从而保证了异种材料扩散连接的界面强度。
(2) 低碳钢靠近复合界面区域的珠光体组织由于脱C而生成铁素体层,Cr从不锈钢扩散到低碳钢中对铁素体层起到固溶强化作用,形成合金铁素体,提高了铁素体层的强度。
(3) 低碳钢与奥氏体不锈钢扩散焊接过程中易形成碳化物Cr23C6和金属间化合物FeCr,导致接头韧性下降。Cr23C6的形成有低温机制和高温机制2种,选择合适的焊接温度可有效减少或避免脆性化合物的偏析,获得强度与韧性俱佳的扩散焊接头。
The authors have declared that no competing interests exist.
| [1] |
[本文引用:]
|
| [2] |
[本文引用:]
|
| [3] |
[本文引用:]
|
| [4] |
[本文引用:]
|
| [5] |
[本文引用:]
|
| [6] |
[本文引用:]
|
| [7] |
[本文引用:]
|
| [8] |
[本文引用:]
|
| [9] |
[本文引用:]
|
| [10] |
[本文引用:]
|
| [11] |
URL
[本文引用:]
|
| [12] |
[本文引用:]
|
| [13] |
[本文引用:]
|
| [14] |
[本文引用:]
|
| [15] |
[本文引用:]
|
| [16] |
[本文引用:]
|
| [17] |
[本文引用:]
|
| [18] |
[本文引用:]
|
| [19] |
[本文引用:]
|
| [20] |
[本文引用:]
|
| [21] |
[本文引用:]
|
| [22] |
[本文引用:]
|
| [23] |
[本文引用:]
|
| [24] |
URL
[本文引用:]
|
| [25] |
[本文引用:]
|

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}