
齐东丽, 雷浩, 范迪, 裴志亮, 宫骏 , 孙超
, 孙超
中国科学院金属研究所, 沈阳 110016
QI Dongli, LEI Hao, FAN Di, PEI Zhiliang, GONG Jun, SUN Chao
中图分类号: TG172
通讯作者:
修回日期: 2014-10-8
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
齐东丽, 男, 1978年生, 博士生
展开
摘要
采用直流反应磁控溅射技术在M2高速钢基片上制备了不同Mo含量的CrMoN复合涂层, 研究了Mo含量的变化对CrMoN复合涂层成分、相结构、化学价态、截面形貌、显微硬度和摩擦性能等的影响.结果表明, 随着Mo含量的增加, CrMoN复合涂层的相结构先转变为以fcc-CrN相为基础的(Cr, Mo)N置换式固溶体, 后转变为以fcc-g-Mo2N相为主的混合相, 当Mo含量为69.3% (原子分数)时, 伴有少量的bcc-Mo相生成; CrMoN复合涂层的显微硬度先增加后降低, 在Mo含量为45.4%时具有最高值; 当Mo含量大于45.4%时, 在与对磨副摩擦过程中会生成大量的MoO3相, 降低了摩擦系数和磨损率.
关键词:
Abstract
Ceramic coatings are usually used as protective coatings to improve performance and durability of tools and components now. Compared with conventional TiN based hard coating, CrN based coating like Cr-X-N (X=Ti, Al, Si, C, B, Ta, Nb, Ni) is a more interesting choice because of low friction coefficient, superior oxidation resistance and excellent corrosion resistance under severe environment conditions. The CrMoN is among these coatings and attractive since self-lubricating phase MoO3 may be formed in tribological process. However the effect of Mo content on structure and tribological properties of CrMoN coatings is not still clear. In the present study, CrMoN composite coatings with different Mo content were deposited on M2 high speed steel (HSS) substrates by DC reactive magnetron sputtering. The effect of Mo content on the microstructure and properties was investigated systematically, including the chemical composition, phase structure, chemical valence, cross-section morphologies, microhardness and tribological properties. The results showed that the phase transformation of the as-deposited coatings occurred with the increase of Mo content. The phase structure changed to (Cr, Mo)N substitutional solid solution based on CrN-type firstly, and then to mixed phase with g-Mo2N as main phase, and a small amount of elemental bcc-Mo phase appeared when the Mo content is 69.3%. The microhardness of the CrMoN composite coatings always increased until the highest hardness when the Mo content reached to 45.4%, and then decreased; a relatively low friction coefficient was obtained compared with that of the CrN coating when more than 45.4%Mo content was doped. The reason is that the more MoO3 lubricant phase could be formed in tribological process.
Keywords:
TiN系硬质涂层具有高硬度、高耐磨性和低摩擦系数等特性, 使其在工业生产中获得了广泛应用. 尤其在刀具涂层领域, TiN, TiCN及TiAlN等涂层已日趋成熟且占据一定的主导地位.但随着研究的深入, TiN硬质涂层存在结合力弱、脆性大、易剥落等缺点, 而CrN涂层具有优异的热稳定性、耐腐蚀性和耐磨性[1], 且抗高温氧化性能明显优于TiN涂层, 因此被广泛关注.但CrN涂层硬度低于TiN涂层, 人们通过复合化和纳米化等方法来进一步提高CrN涂层各方面的性能, 如加入另外一种元素组成铬基三元氮化物涂层Cr-X-N (X=Ti, Al, Si, C, B, Ta, Nb, Ni)[2-7].由于含Mo硬质涂层在摩擦磨损过程中能够生成MoO3润滑相[8-10], 掺杂Mo有望提高CrN涂层的硬度和耐磨性能, 但润滑相的含量对自润滑材料的摩擦磨损性能有很大影响, 若润滑相含量较低, 其供给不能弥补摩擦磨损过程的消耗, 不仅没有润滑作用, 反而会增大摩擦系数; 若润滑相含量适中, 会形成有效的润滑膜, 降低摩擦系数; 然而当润滑相含量较高时, 则会降低材料的机械强度等性能[11].目前, 鲜见有关Mo含量对CrMoN复合涂层摩擦性能影响的详细报道.
因此, 本工作采用直流反应磁控溅射技术制备了不同Mo含量的CrMoN复合涂层, 研究了Mo含量对CrMoN复合涂层的成分、相结构、化学价态、截面形貌、显微硬度和摩擦性能等的影响, 并优化了CrMoN复合涂层的Mo含量.
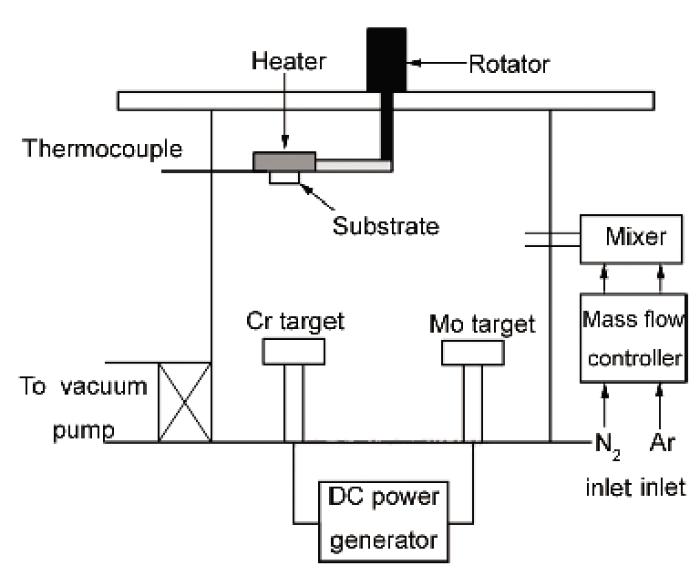
选用20 mm× 20 mm × 2 mm的M2高速钢作为基片, 将基片在预磨机上逐步磨至2000号砂纸, 然后用金刚石研磨膏进行抛光处理, 再依次经丙酮和无水乙醇各超声清洗15 min, 凉风吹干后放入JGP560型超高真空磁控溅射设备腔体内.图1是该设备的示意图, 其中Cr靶和Mo靶分别独立放置于真空腔体底部, 纯度均大于99.9%, 靶基距均为60 mm, 制备涂层时基片架在两靶上方来回摆动. 沉积前真空腔体的真空度抽至5×10-4 Pa, 同时加热基片至200 ℃, 然后通入Ar气, 使气压保持在0.5 Pa. 先对基片进行预溅射清洗, 条件为: 直流偏压-200 V, Cr靶电流0.4 A, 时间5 min.随后沉积一层金属Cr作为过渡层, 用以提高涂层与基片的结合力. 条件为: 直流偏压-100 V, Cr靶电流0.4 A, 时间5 min. 在此基础上沉积CrMoN复合涂层, 采用2个独立的质量流量控制器分别控制N2和Ar的进气流量, 均设定为30 mL/min, 气压保持在0.5 Pa. 为获得不同Mo含量的CrMoN复合涂层, 可通过调节Cr靶和Mo靶的电流实现, 如保持Cr靶电流为0.4 A, 改变Mo靶电流分别为0.2, 0.3 和0.4 A; 保持Mo靶电流0.4 A, 改变Cr靶电流分别0.3和0.2 A, 沉积时间均为120 min. 制备过程中保持基片温度为200 ℃, 之后保持真空状态下冷却至室温, 具体涂层的沉积参数见表1.
采用D/MAX-RA型X射线衍射仪(XRD, CuKa)分析涂层的相组成, 管电压50 kV, 管电流100 mA, 扫描范围为15°~85°, 扫描步长为0.02°, 扫描速度为4°/min. 采用INSPECT-F50型扫描电子显微镜(SEM)观察分析薄膜的截面形貌和测量涂层的厚度, 并采用该SEM附带的ISIS型能谱仪(EDS)对涂层成分进行定性分析. 采用Escalab250型X射线光电子谱仪(XPS)分析涂层中各元素的化学价态, 选用Al靶Ka射线作为发射源(1486.6 eV), 功率和加速电压分别为150 W和15 kV. 采用LM 247AT型全自动数字显微硬度计测量涂层的显微硬度, 载荷10 g, 加载时间15 s. 采用MS-T3000型摩擦磨损试验仪考察复合涂层在大气环境中的摩擦性能, 摩擦偶件为直径 4 mm的Al2O3球, 条件为: 载荷2 N, 转速200 r/min, 时间30 min. 采用Alpha-Step IQ型表面轮廓仪测量磨痕的侧面积, 经计算得到体积磨损率, 并用SEM观察磨损表面形貌.
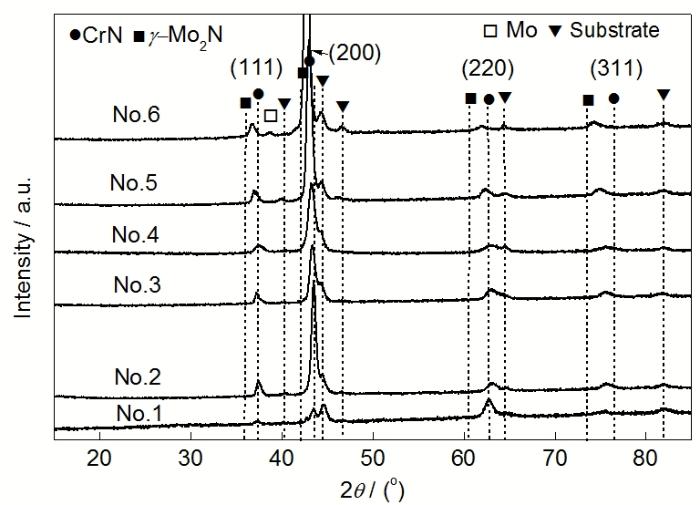
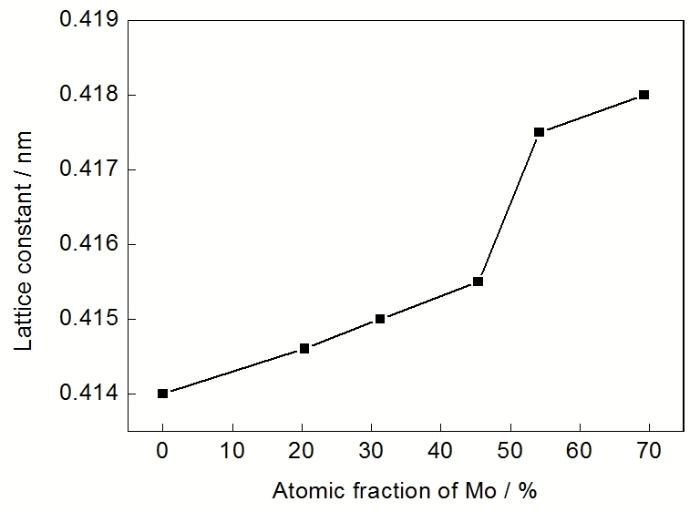
不同Mo含量CrMoN复合涂层中金属元素的EDS分析结果见表2, Mo含量的变化范围从0到69.3%. 图2为不同Mo含量的CrMoN复合涂层的XRD谱. 从中看出, 未添加Mo时, 涂层为NaCl型fcc-CrN相, 在(200)和(220)面上有较弱的衍射峰. 添加Mo后的CrMoN复合涂层均在(111), (200), (220)和(311)面上有衍射峰, 而且沿(200)面择优取向生长. 当Mo含量增至45.4% (试样No.4)时, CrMoN复合涂层的(200)衍射峰逐渐向小角度发生微弱偏移, 而当Mo含量大于45.4%时, (200)衍射峰向小角度发生了明显偏移. 图3是根据(200)面的面间距通过计算得到fcc结构的晶格常数. 可见Mo含量从0增加到45.4%时, 晶格常数呈线性增加, 遵循Vegard 法则[12], 即较大的Mo原子(0.1454 nm) 替代了CrN晶格中部分较小的Cr原子(0.1267 nm)位置, CrMoN复合涂层形成了以fcc-CrN相为基础的(Cr, Mo)N置换式固溶体; 而当Mo含量大于45.4%时, 晶格常数陡增, 不再遵循Vegard法则, 这是由于生成了更多的fcc-g-Mo2N相, 其晶格常数(0.417 nm)比CrN相的晶格常数(0.414 nm)大, 涂层中CrN相的含量相对降低, 不再以(Cr, Mo)N置换式固溶体为主[13]. 当Mo含量为69.3%时(试样No.6), 出现了单质Mo的弱衍射峰, 说明涂层中存在少量的bcc-Mo.
表1 CrMoN复合涂层沉积参数
Table 1 Deposition conditions for CrMoN composite coatings
| Sample No. | Process | Gas flow rate / (mL·min-1) | Cr target current / A | Mo target current / A | Substrate bias / V | Time min | |
|---|---|---|---|---|---|---|---|
| Ar | N2 | ||||||
| Substrate cleaning | 60 | - | 0.4 | - | -200 | 5 | |
| Cr adhesion layer | 60 | - | 0.4 | - | -100 | 5 | |
| 1 | CrN | 30 | 30 | 0.4 | - | -100 | 60 |
| 2 | CrMoN | 30 | 30 | 0.4 | 0.2 | -100 | 120 |
| 3 | CrMoN | 30 | 30 | 0.4 | 0.3 | -100 | 120 |
| 4 | CrMoN | 30 | 30 | 0.4 | 0.4 | -100 | 120 |
| 5 | CrMoN | 30 | 30 | 0.3 | 0.4 | -100 | 120 |
| 6 | CrMoN | 30 | 30 | 0.2 | 0.4 | -100 | 120 |
表2 不同Mo含量CrMoN复合涂层的金属元素原子分数、厚度、沉积速率、晶粒尺寸和显微硬度
Table 2 Atomic fraction of the metal elements, thickness, deposition rate, grain size and hardness of CrMoN composite coatings with different Mo content
| Sample No. | Atomic fraction / % | Thickness μm | Deposition rate (nm·s-1) | Grain size nm | Hardness HV | |
|---|---|---|---|---|---|---|
| Cr | Mo | |||||
| 1 | 100.0 | 0.0 | 1.58 | 0.44 | 19.0 | 1802 |
| 2 | 79.6 | 20.4 | 1.66 | 0.23 | 16.3 | 1910 |
| 3 | 68.7 | 31.3 | 1.70 | 0.24 | 15.2 | 1993 |
| 4 | 61.6 | 45.4 | 1.80 | 0.25 | 12.5 | 2714 |
| 5 | 45.8 | 54.2 | 1.57 | 0.22 | 14.5 | 2235 |
| 6 | 30.7 | 69.3 | 1.52 | 0.20 | 18.0 | 2206 |
图2 不同Mo含量CrMoN复合涂层的XRD谱
Fig.2 XRD spectra of CrMoN composite coatings with different Mo content
图3 fcc结构晶格常数随Mo含量的变化
Fig.3 Influence of Mo content on the lattice constant of fcc structure
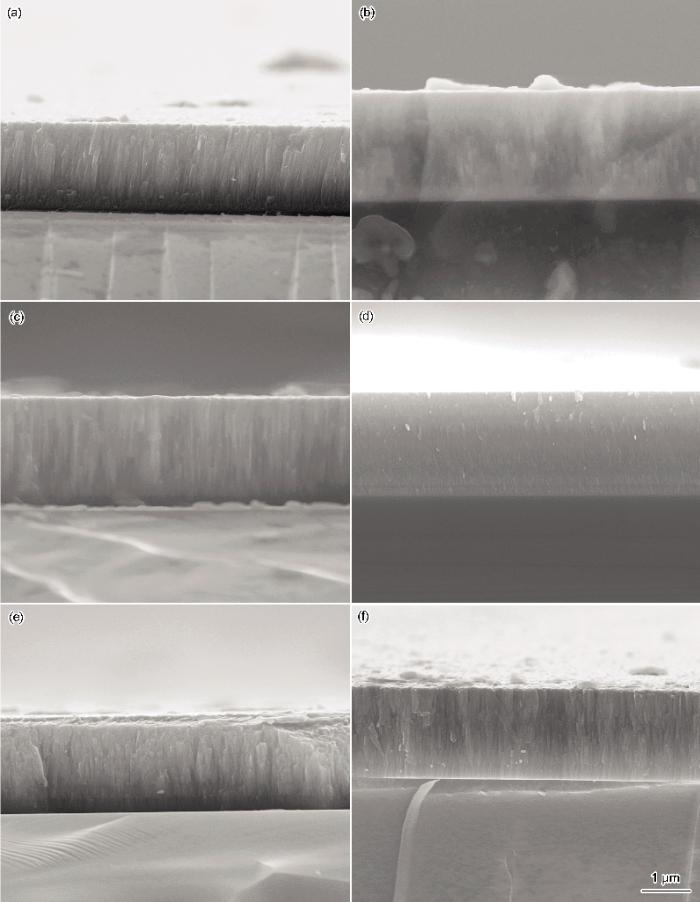
图4 不同Mo含量CrMoN复合涂层的截面SEM像
Fig.4 Cross-section SEM images of CrMoN composite coatings of samples No.1 (a), No.2 (b), No.3 (c), No.4 (d), No.5 (e) and No.6 (f)
图4为不同Mo含量的CrMoN复合涂层的截面SEM像. 单一CrN涂层呈现柱状晶结构, 随着Mo含量的增加, 柱状晶粒细化, 至45.4%时, 柱状晶几乎消失, 随着Mo含量的进一步增加, 又再现柱状晶结构. 这可能是由于两靶的溅射电流较大, 使入射粒子具有较高能量, 导致沉积粒子在涂层内进行较充分的扩散, 从而形成了均匀致密的结构(图4d), 较高的沉积速率和掺杂都有助于细化晶粒. 柱状晶粒尺寸则先减小, 直至45.4%时为最小值, 然后再增加. 根据Scherrer公式计算的晶粒尺寸, 如表2所示, 其变化趋势与上述观察到的结果基本一致.
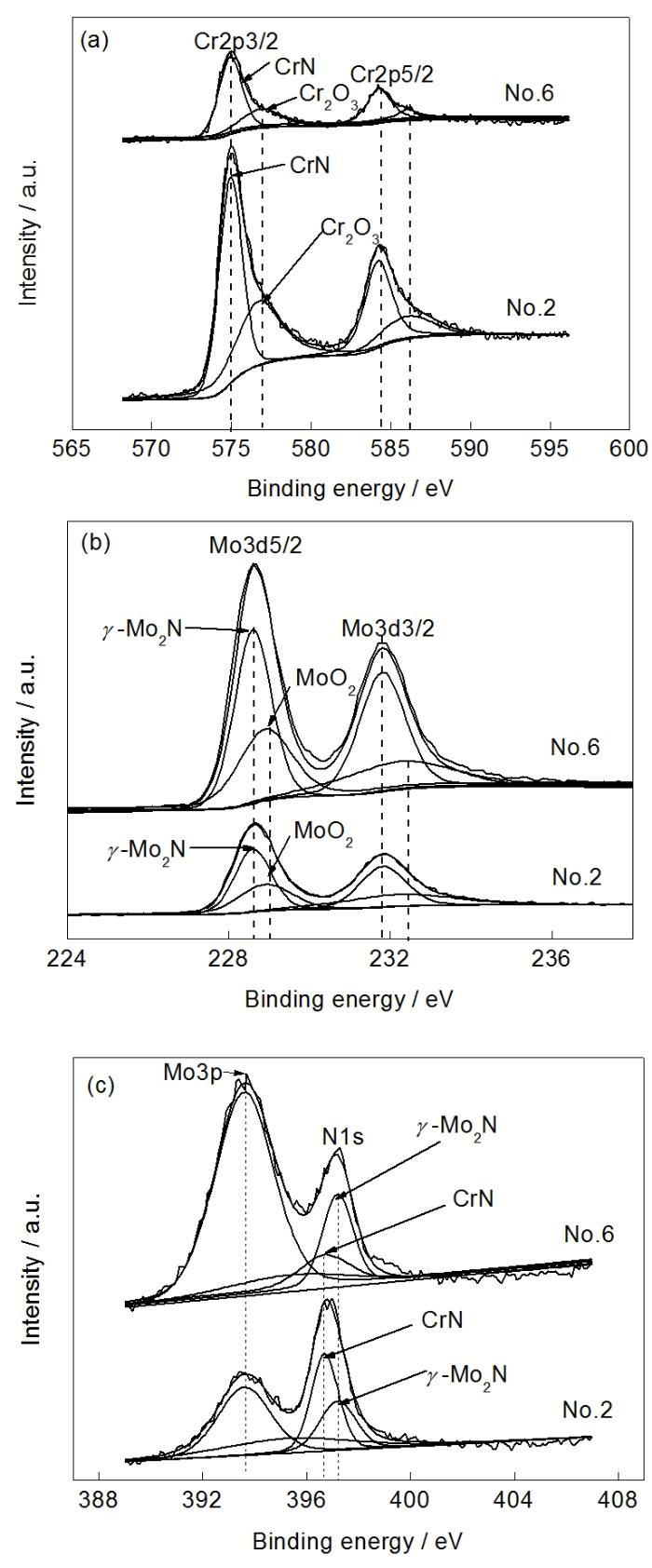
图5给出了Mo含量分别为20.4%和69.3%的CrMoN复合涂层的Cr2p, Mo3d和N1s的XPS谱, 采用Gaussian-Lorentzian迭代法对各谱峰进行了拟合. 图5a所示的Cr2p3/2谱拟合为2个峰, 分别为CrN (575.04 eV)[14]和Cr2O3 (576.82 eV)[2].随着Mo含量的增加, Cr2p3/2的结合能峰位未发生偏移, 但峰强减弱, 说明Cr的价态并未改变, 而相对含量减少. 图5b所示的Mo3d5/2谱拟合为2个峰, 分别为g-Mo2N (228.25 eV)[15]和MoO2 (228.93 eV)[16], 随着Mo含量的增加, Mo3d5/2的结合能峰位也未发生偏移, 但峰强增加, 表明Mo的价态并未改变, 仅相对含量增加, 虽然生成单质Mo, 但单质Mo (228 eV)[17]与g-Mo2N (228.25 eV)[15]结合能很接近且含量较少, 所以并未影响Mo的价态. Cr2O3和MoO2为涂层沉积过程中Cr和Mo与真空腔体中残余的氧发生了化学反应. 图5c所示的N1s谱拟合为2个峰, 分别为CrN (396.55 eV)[14]和g-Mo2N (397.33 eV)[15]. 随着Mo含量的增加, N1s峰位向高结合能方向移动, 峰强降低, 表明CrMoN涂层中g-Mo2N相增多, N的相对含量减少.
图5 CrMoN复合涂层No.2和No.6的XPS谱
Fig.5 XPS spectra of CrMoN composite coatings of samples No.2 and No.6
随着Mo含量的增加, CrMoN复合涂层的显微硬度从1802 HV先增加到2714 HV, 然后降低到2206 HV (表2). 硬度增加可以归结于以下2个原因: (1) 固溶强化作用, Mo固溶在CrN晶格中, 引起晶格畸变导致固溶强化作用, 使硬度得到提高, 但当Mo含量大于45.4%时, 由于混合相的出现而导致硬度降低[18]; (2) 晶粒细化作用, 由XRD结果计算得到的晶粒尺寸与硬度之间满足Hall-Petch关系[19], 晶粒尺寸降低使晶界面积增大, 有效地阻止了位错和晶间滑移, 从而提高硬度.
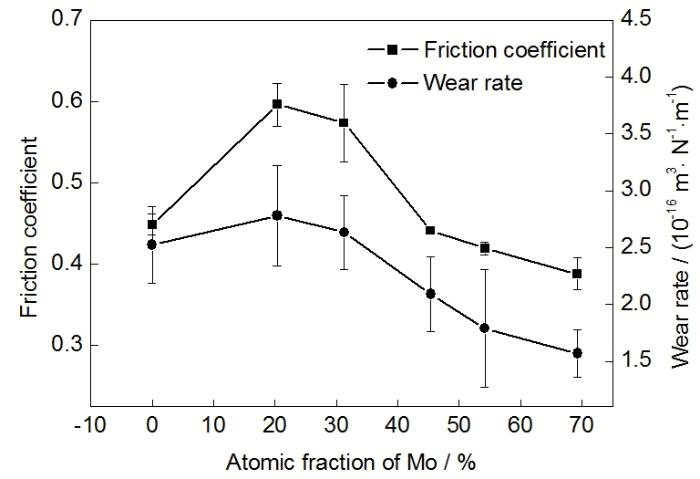
图6给出了不同Mo含量CrMoN复合涂层的摩擦系数和磨损率. 可见, 随着Mo含量的增加, 摩擦系数先增加后减小. CrMoN复合涂层的硬度增加, 使屈服强度增加, 提高了克服塑性变形所需要的能量, 导致摩擦系数的增加[20]. 根据Blau[21]的观点, 在摩擦副中存在固体润滑且摩擦过程中形成不连续的润滑膜时, 摩擦力F由两部分构成, 一部分是对偶与涂层之间的摩擦力, 另一部分是对偶与润滑膜之间的摩擦力, 即:
式中, Xm和X1分别为对偶与涂层和润滑膜的接触面积, Fm和F1分别为对偶与涂层和润滑膜的摩擦力. 假定法向载荷能够均匀地分布在接触面积上, 这时摩擦系数m可表示为:
式中,
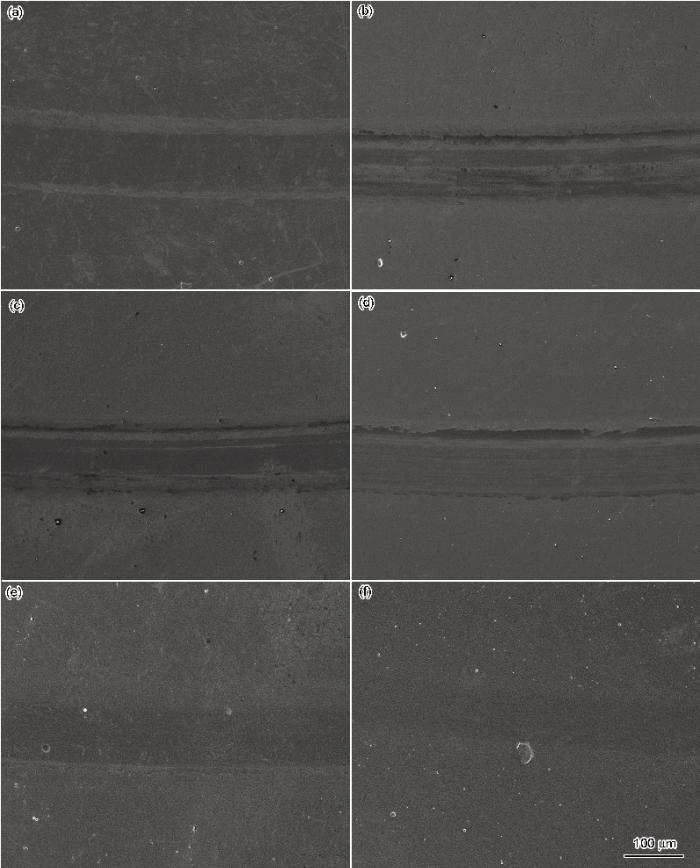
图7和图8分别为不同Mo含量CrMoN复合涂层的磨痕表面轮廓曲线和磨痕表面SEM像. 从图7可看出, CrMoN复合涂层的磨痕均较浅和较窄, 当Mo含量低于45.4%时, 磨痕表面轮廓曲线在磨痕两边有突起现象, 表面磨痕两边堆积了磨屑, 而当Mo含量高时, 磨痕表面轮廓曲线平滑, 几乎没有磨痕, 说明这时涂层耐磨性较好. CrN涂层磨痕表面较光滑, 磨屑大都分布在磨痕边缘, 其磨损机制主要为磨粒磨损(图8a). Mo含量低的CrMoN涂层的磨痕内部出现了磨屑, 经EDS分析存在大量的氧化物, 说明磨损机制除了磨粒磨损外还有粘着磨损和氧化磨损(图8b和c). 当Mo含量高时, CrMoN涂层的磨痕内部较为光滑且较浅, 涂层表面只发生了轻微的擦伤, 主要磨损机制仍为磨粒磨损, 这是由于涂层在与对磨副的摩擦过程中生成了大量的MoO3润滑相所致.
图6 不同Mo含量CrMoN复合涂层的摩擦系数和磨损率
Fig.6 Friction coefficient and wear rate of CrMoN composite coatings with different Mo content
图7 不同Mo含量CrMoN复合涂层的磨痕表面轮廓
Fig.7 Wear track depth profiles of CrMoN composite coatings with different Mo content
图8 不同Mo含量CrMoN复合涂层的磨痕表面SEM像
Fig.8 Surface SEM images of wear tracks of CrMoN composite coatings of samples No.1 (a), No.2 (b), No.3 (c), No.4 (d), No.5 (e) and No.6 (f)
(1) 采用直流反应磁控溅射技术在M2高速钢基片上制备了不同Mo含量的CrMoN复合涂层. 添加Mo后, 复合涂层均呈现(200)择优取向生长, 随着Mo含量的增加, CrMoN复合涂层的相结构先转变为以fcc-CrN相为基础的(Cr, Mo)N置换式固溶体, 然后为以fcc-g-Mo2N相为主的混合相, 当Mo含量为69.3%时, 伴有少量的bcc-Mo相生成.
(2) 与CrN涂层相比, 添加Mo后CrMoN复合涂层的显微硬度均有所提高, 随着Mo含量的增加, 显微硬度先增加后降低, 在Mo含量为45.4%时具有最高值.
(3) 随着Mo含量的增加, CrMoN复合涂层的摩擦系数和磨损率先增加后降低, 当Mo含量超过45.4%时, 摩擦过程中生成了大量的MoO3润滑相, 降低了复合涂层的摩擦系数和磨损率.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}