


高温合金环锻件是一种典型的回转体构件,广泛应用于航空航天、核能等领域中的机匣、燃烧室、密封环、支撑环等关键部位[1~4],这些部位反复处于高温、高压、高转速、高低频振动综合作用的恶劣环境中,需具有良好的力学性能和承温能力[5~7]。均匀的锻后组织是环锻件性能优异的前提[8,9],而环锻件生产工艺复杂,需要经过多次反复的加热变形,在加热变形过程中合金的组织因受到热-力耦合作用发生一系列变化,若前一过程再结晶不完全,不均匀的组织会遗传至下一过程进而出现混晶[10],这对环锻件的力学性能产生很大的影响[11,12]。目前我国在环锻件的制备成形方面,依然依赖于传统的“经验寻优”方式,周期长且成本高,因此建立准确的微观组织演化模型,通过数值模拟预测热加工过程中的组织演变,进而实现对该合金的组织控制和工艺优化是十分必要的。
环轧工艺是生产高性能环锻件的首选工艺,得到的环锻件尺寸精确、组织致密、表面质量好[5,13]。但环轧过程是一个十分复杂的多道次过程,组织演变规律复杂,环锻件的每个位置都处于“变形-高温滞留-变形-高温滞留”的交替变形中,变形时发生动态再结晶,高温滞留时发生亚动态再结晶和晶粒长大,动态再结晶与亚动态再结晶交替作用,共同影响着环锻件的微观组织[14,15]。以往对热加工工艺的组织预测往往集中在镦粗、锻造等阶段,坯料的变形是持续进行的,在变形时只需考虑动态再结晶,只有在变形后的空冷过程才考虑亚动态再结晶和晶粒长大行为[16]。持续变形过程中合金行为单一且组织模型的逻辑调用较为简单,而环轧过程合金组织演变行为的复杂性导致目前并无准确的模型可以调用。更重要的是,等温等应变速率下拟合得到的组织模型不可直接用于伴随有温度和应变速率变化的实际生产模拟[17],对于伴随有应变速率明显波动的环轧过程更是如此。因此,需要对现有组织模型进行适配性修正,否则会使模拟结果偏离实验结果而失去其研究意义。目前对环轧过程微观组织演变的研究较少,相关的组织模型调用更是鲜有报道,因此有必要对环锻件生产过程中的微观组织模型适配性进行研究。
本工作以GH4169高温合金环锻件为例,构建了适用于高温合金环锻件制备、可实现组织预测的数值模拟方法,通过实际环轧实验对该方法进行了验证,对比分析了组织模型适配性修正前后,模拟结果与实际环轧结果的吻合情况,并对环锻件截面不均匀组织提出了优化方案,为高温合金环锻件的生产和组织预测提供了理论验证及研究方法。
1 实验方法
实验所用GH4169合金棒料经真空感应熔炼(vacuum induction melting,VIM)和真空自耗重熔(vacuum arc remelting,VAR)双联工艺冶炼并均匀化开坯后制得。图1为合金墩饼前的棒料组织的OM像。晶粒以等轴晶为主,平均晶粒尺寸为49.1 μm。GH4169合金的化学成分(质量分数,%)为:Co 0.25,Cr 18.06,Cu < 0.01,C 0.024,Mo 3.02,Nb 5.38,Ti 1.01,Ta < 0.01,Al 0.51,Mn 0.061,Ni 53.60,Fe余量。GH4169合金环锻件经墩饼、冲孔、预轧(变形量15%)、终轧(变形量25%)等多个阶段的热变形过程得到。
图1

图1
实验所用GH4169合金原始组织的OM像
Fig.1
OM image of the GH4169 alloy used in the experiment
环轧过程的有限元模拟在Simufact软件上进行,将适配性修正前后的GH4169合金微观组织演化模型与热力耦合软件计算结合,对环轧过程中的微观组织演化过程进行模拟。同时按照上述工艺流程制备与模拟尺寸一致的环锻件,以验证模拟结果的可靠性。
环锻件环轧结束后进行标准热处理,空冷至室温后沿截面切开,磨抛后在2.5 g KMnO4 + 10 mL H2SO4 + 90 mL H2O溶液中侵蚀,通过9XB-PC正置光学金相显微镜(OM)进行微观组织观察。另选取典型位置切样,磨抛后在20%H2SO4 + 80%CH3OH (体积分数)溶液中进行电解抛光,在配备电子背散射衍射(EBSD)探头的Ultra 55场发射扫描电子显微镜(FE-SEM)下进行观察,通过INCA Channel 5软件进行数据处理。
2 模型构建
2.1 组织模型适配性修正
目前,研究人员对热变形过程中组织模型的研究均来源于等温热压缩实验的数据拟合,因此模型适用于所有等温等应变速率过程,且可以不做修正而直接应用。环轧过程中环锻件组织演变复杂,处于“变形-高温滞留-变形-高温滞留”的复杂变形状态,伴随着应变速率的剧烈波动,变形时应变速率可达3~5 s-1,而高温滞留时为0 s-1。若直接应用现有组织模型,模拟时应变速率的突变会使环锻件出现动态再结晶分数突降的现象,导致模拟结果与实际结果出现偏差。针对环轧过程中再结晶动力学方程与应变速率等的高度非线性关系,在原有基于等温等应变速率得到的组织模型基础上,采用微积分原理进行适配性修正。本工作中所用到的动态再结晶、亚动态再结晶模型和晶粒长大模型均参考Yeom团队[18,19]建立的锻态In718合金组织演变模型,如表1所示,在此模型的基础上进行非等温等应变速率的适配性修正。
表1 适配性修正前GH4169合金的组织演化模型[18,19]
Table 1
| Model | Formulas | Ref. |
|---|---|---|
| Critical strain | [18] | |
| Dynamic recrystallization | [18] | |
| Meta-dynamic recrystallization | [18] | |
| Grain growth | [18] | |
| Average grain size | [19] |
式中,ε为应变;ε0.5为完成50%动态再结晶时的应变;k1为材料常数,当温度(T)大于1010 ℃时,k1 = 1.90,T小于1010 ℃时,k1 = 1.68。
计算过程为增量迭代求解,非等温等应变速率条件下,每个时间极短的增量步可以按等温等应变速率条件处理。从
因增量步非常小,
式中,ΔXd为每一增量步的动态再结晶分数增量;Δε为应变增量。
每一增量步下的总动态再结晶分数(
式中,
式中,t为停留冷却或道次间隔时间;t0.5为完成50%亚动态再结晶所需要的时间;d0为原始晶粒尺寸;
亚动态再结晶、静态再结晶等与时间有关的再结晶动力学方程均是基于等温条件确定的。对于非等温过程,一般采用叠加原理,将其视为若干等温过程的叠加。但从
在非等温条件下,每个时间极短的增量步可以按等温条件处理,则第i增量步的亚动态再结晶分数可以表示为:
式中,ΔXmd为亚动态再结晶百分数增量;Δti 为第i增量步的时间增量;Ti 为第i增量步Δti 的平均温度,因时间极短,可用瞬时温度代替。
在参考温度下,等效时间内某一增量步内亚动态再结晶分数可以表示为:
式中,Δteq为等效时间内某一增量步的时间增量;t
Δti 与Δteq时间段内亚动态再结晶分数相同,即
则修正后的亚动态再结晶时间,即teq可以由
由此可得到修正后的亚动态再结晶分数:
式中,dg为晶粒长大后的晶粒尺寸;n为常数;tg为晶粒长大时间;R为气体常数;Qg为晶粒长大激活能。
从
式中,di 为第i增量步下的晶粒尺寸;di–1为第i - 1增量步下的晶粒尺寸。
由
适配性修正后的GH4169合金动态再结晶与亚动态再结晶模型如表2所示,模型中k1、k2、A、m、h、l等的数值均与修正前一致,为Yeom团队[18,19]构建组织模型时拟合得出,详细拟合过程可参考姚志浩[21]对GH864合金组织模型的研究。将修正前后的组织演化模型集成到有限元模拟软件后进行计算,计算过程如图2所示。计算开始后,首先读取环锻件此时的应变速率、应变、温度和原始晶粒尺寸,其中原始晶粒尺寸由上一流程结束后继承得到。通过应变速率判断环锻件是否正在发生变形,进而区分环锻件的动态再结晶阶段和亚动态再结晶阶段。GH4169合金在900 ℃以下时基本不发生再结晶[22],因此为简化计算,当温度超过900 ℃时才会被判定发生再结晶。
表2 适配性修正后的GH4169合金再结晶模型
Table 2
| Model | Formula |
|---|---|
| Dynamic recrystallization | |
| Meta-dynamic recrystallization | |
图2
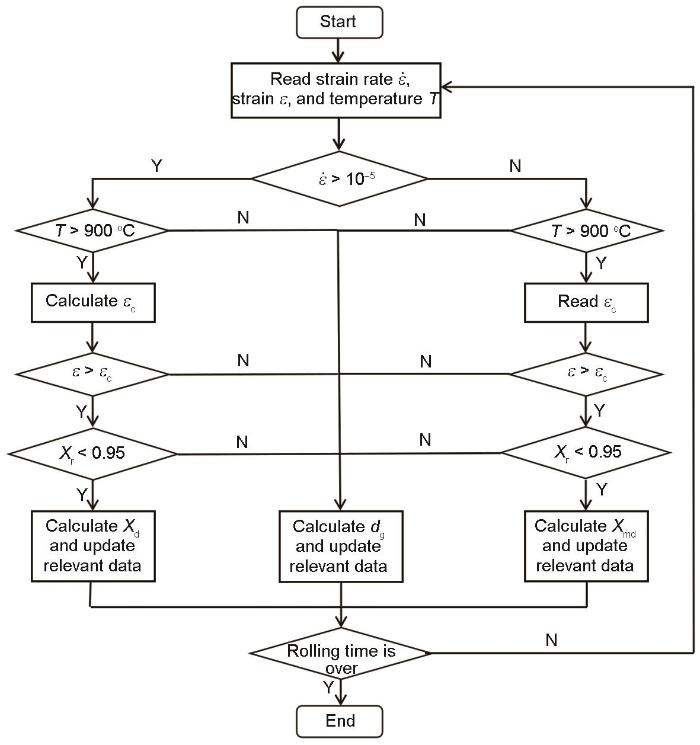
图2
GH4169合金环轧过程有限元模拟组织模型调用流程
Fig.2
Procedure for invoking the microstructure model in finite element simulation of the ring rolling process for GH4169 superalloy (Xr—recrystallization fraction)
2.2 有限元模型的建立
实际生产中环锻件一直与底板接触,接触位置的散热与其他位置差别较大,尤其对于某一批环锻件中最初几件的影响最为严重,而Simufact软件并不能针对几何模型的单个表面设置换热系数,为了使模拟更加符合实际,在模型中插入了底板(图3),模拟过程中设置的换热系数与工件和轧辊之间的实际换热系数相同。通过JMatPro软件计算得到GH4169合金的流变曲线,并将其导入到Simufact软件中。环锻件网格划分采用Simufact软件针对环形零件设计的Ringmesh网格。环锻件与轧辊间的换热系数为1.6 × 104 W/(m2·K),对流换热系数为20 W/(m2·K),发射率为0.25,轧辊与环锻件间的摩擦系数为0.3。最后将软件默认程序改为自定义编译子程序,以实现环轧过程中的组织模拟。
图3

3 结果与讨论
3.1 组织模型适配性分析与验证
在Simufact软件中对环轧的整个过程进行模拟,经墩饼、冲孔、预轧和终轧多个阶段的热变形后得到最终的环锻件,其中终轧前的加热温度为1000 ℃,出炉后转移30 s进行终轧,变形量为25%。图4为组织模型适配性修正前后环锻件截面动态再结晶情况。从图中可以看到,组织模型修正前后环锻件截面的动态再结晶情况差别较大:基于未修正模型得到的环锻件截面动态再结晶分数呈心部大、边缘小的特点(图4a);修正后呈上下端面大、心部小的特点(图4b)。从
图4

图4
模型修正前后环锻件横截面动态再结晶分数对比
Fig.4
Comparisons of the dynamic recrystallization fraction of the ring forging before (a) and after (b) modification of model
为进一步探究修正前后组织模型对环轧过程的适配性,分别对修正前后模型得到的环锻件横截面中心点P (图5c和d)进行点追踪,得到的再结晶分数变化曲线如图5a和b所示。可以看到,模型修正前后,环锻件的再结晶开始时间与最终再结晶比例均有差异。环锻件再结晶开始时间的差异与动态再结晶(图5a和b中红色曲线)有关,由未修正模型得到的动态再结晶分数只与结果输出时最后时刻的变形参数(应变、应变速率、温度)有关,可能导致过判动态再结晶行为。受变形时应变速率突变的影响,由未修正模型得到的动态再结晶分数曲线出现突降现象(图5a),这与实际环轧过程存在较大差别。对比图5a和b可知,亚动态再结晶是造成未修正组织模型中环锻件横截面心部P点完全再结晶的原因,模型修正前亚动态再结晶分数已达到72%,而模型修正后亚动态再结晶分数仅为33%。可见,未修正的亚动态再结晶模型会对环锻件的亚动态再结晶行为造成一定程度的过判,为进一步确定修正前后亚动态再结晶模型的准确性,需结合环锻件实际微观组织进行分析。
图5
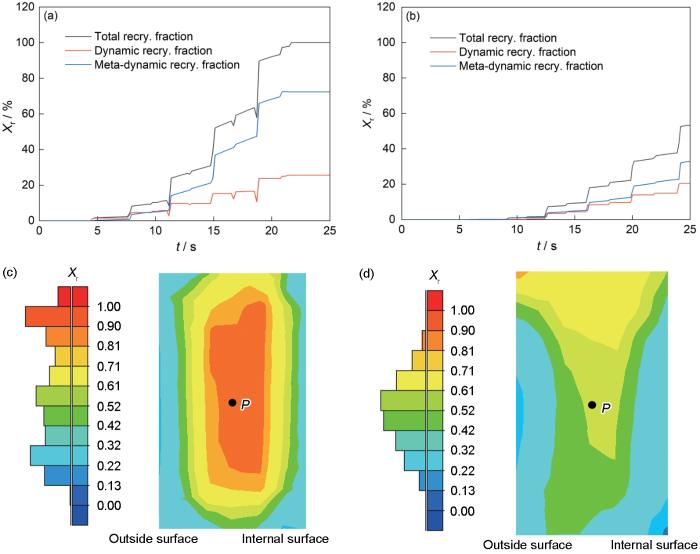
图5
模型修正前后环锻件横截面心部再结晶分数变化曲线及分布对比
Fig.5
Comparisons of the recrystallization fraction curves (a, b) and distributions (c, d) of center of ring forging cross section (P point) before (a, c) and after (b, d) modification of model
图6

图6
模型修正前后环锻件各位置平均晶粒尺寸对比
Fig.6
Comparisons of average grain size of positions 1-9 in the ring forgings before (a) and after (b) modification of model
图7

图7
环锻件截面微观组织的OM像
Fig.7
Cross-sectional OM images of different positions in Fig.6 (dBM—average grain size based on un-modified model, dAM—average grain size based on modified model, dEXP—experimental average grain size)
(a) position 1 (b) position 2 (c) position 3
(d) position 4 (e) position 5 (f) position 6
(g) position 7 (h) position 8 (i) position 9
图8

图8
实验测量与计算模拟所得环锻件各点平均晶粒尺寸对比
Fig.8
Comparison between experimental and simulated values of average grain size of different positions in Fig.6
3.2 混晶组织与有限元结果的对比分析
图9
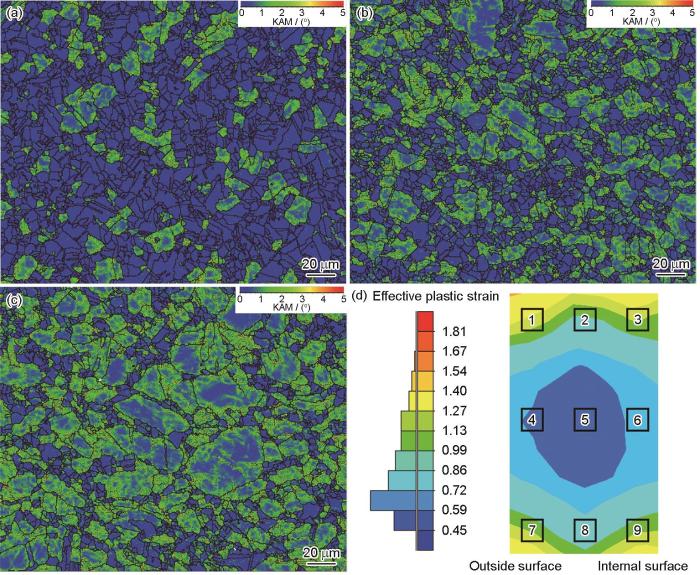
图9
环轧后环锻件典型区域的局部取向差(KAM)分布图及等效塑性应变分布图
Fig.9
Kernel average misorientation (KAM) distribution maps of typical locations 1 (a), 5 (b), and 8 (c) and effective plastic strain distribution map (d) of ring forging
根据图9的KAM图可以区分原始变形晶粒与再结晶晶粒,再结晶会消耗变形时积累的储存能,因此再结晶晶粒内部储存能较少。环锻件外端面边角区域(位置1)的储存能最少(图9a),说明此处再结晶程度最大。环锻件边角位置处是最先开始变形的区域,应变最大,促进了此处动态再结晶的发生[28]。环锻件横截面心部区域(位置5)储存能较多(图9b),且图中分布有尺寸较大的原始变形晶粒,说明此处再结晶程度相比边角区域较小。环锻件横截面心部区域温度始终较高,在环轧过程中“高温滞留”阶段发生亚动态再结晶,但心部区域应变较小,积累的储存能较少,限制了动态再结晶和亚动态再结晶[29],导致该区域再结晶程度较小。心部区域一些尺寸较小的再结晶晶粒内部局部取向差仍然较大,一方面原因是环轧过程中,这些再结晶晶粒出现较早,后续热变形使晶粒内部再次塞积了位错,产生了较大的局部取向差;另一方面原因是该区域再结晶不完全,存在原始的变形晶粒。而其他内部无位错塞积的晶粒产生时间较晚,产生于后续亚动态再结晶过程中,因此晶粒内部局部取向差较小。另外,由采用修正模型得到的计算结果(图6和8)可知,横截面心部(位置5)的平均晶粒尺寸最小,但在图9b的EBSD图中却可以看到许多尺寸较大的未再结晶晶粒,二者似乎存在矛盾之处。这一现象与平均晶粒尺寸的计算方式有关,本工作中实验得到的平均晶粒尺寸由截点法测得,当视场中含有较多的细小再结晶晶粒时,截点数量会明显增多,导致测量结果明显小于该视场中的原始变形晶粒尺寸而与模拟结果相当。与位置1和5相比,环锻件下端面中心区域(位置8)积累的储存能最多(图9c),且分布有大量原始变形晶粒,可以在图中看到典型的“项链”组织,说明此处再结晶程度最小[25]。环锻件下端面区域应变较大,在满足温度条件的前提下会促进此处发生再结晶。但由于环锻件的下端面一直与模具接触,温度下降较快,导致此处的再结晶受到抑制、储存能最高。
图10

图10
基于修正模型的环轧并空冷后环锻件横截面的再结晶情况
Fig.10
Recrystallization conditions of the ring forging after ring rolling and air cooling based on modified model
(a) recrystallization fraction
(b) dynamic recrystallization fraction
(c) meta-dynamic recrystallization fraction
综上所述,在环轧过程中,动态再结晶和亚动态再结晶均发挥着不可忽略的作用。边缘处动态再结晶程度较大,心部区域亚动态再结晶程度较大,二者的共同作用提高了环锻件组织的均匀性。
3.3 道次变形量对环锻件组织均匀性的影响
根据前面讨论的两道次环轧实验和有限元模拟结果,经由预轧变形量15%、终轧变形量25%得到的组织为不均匀组织。为探究不同道次变形量对环轧结果的影响,进而得到均匀的组织,通过建立的数值模拟方法对其进行研究。设计了4组模拟实验,总变形量均为40%,各道次变形量分配如表3所示。为了更直观地根据平均晶粒尺寸结果判断混晶组织,此处环轧后平均晶粒尺寸(D)由以下公式进行计算:
式中,Ddrx为环轧后动态再结晶晶粒尺寸,fdrx为环轧后动态再结晶分数,Dmdrx为环轧后亚动态再结晶晶粒尺寸,fmdrx为环轧后亚动态再结晶分数,Dun为环轧后未再结晶晶粒尺寸,fun为环轧后未再结晶分数。
表3 各道次变形量分配及环锻件横截面心部再结晶和平均晶粒尺寸结果
Table 3
| Group | Deformation amount of the 1st pass / % | Deformation amount of the 2nd pass / % | Total deformation% | Average grain size / μm | Recrystallization fraction |
|---|---|---|---|---|---|
| 1 | 25 | 15 | 40 | 48.12 | 0.28 |
| 2 | 20 | 20 | 40 | 33.67 | 0.47 |
| 3 | 15 | 25 | 40 | 29.79 | 0.60 |
| 4 | 40 | 40 | 18.13 | 1.00 | |
图11

图11
环轧并空冷后环锻件横截面平均晶粒尺寸和再结晶分数分布
Fig.11
Distributions of average grain sizes (a, c, e, g) and recrystallization fractions (b, d, f, h) air of ring forging after ring rolling and air cooling based on modified model
(a, b) group 1 (c, d) group 2 (e, f) group 3 (g, h) group 4
由以上分析可知,两道次环轧时,变形量分配对环锻件有很大的影响。在环轧过程中,环锻件应满足终锻温度要求,当GH4169合金环锻件的温度低于终锻温度(900 ℃)时,合金无法进行动态再结晶[21],且环锻件的开裂风险明显增大。因此,两道次环轧时,道次变形量的分配应以满足终锻温度为前提。若单道次环轧结束后的终锻温度满足要求,可以只进行单道次环轧,省工省时的同时又可以得到更好的微观组织。若单道次环轧不能满足终锻温度要求,则需进行两道次环轧。两道次环轧时,在保证终锻温度的前提下,应尽量增大终轧的变形量,从而增大环锻件的再结晶程度。此外,应注意预轧结束后的加热时间,当环锻件达到目标温度后立刻出炉进行终轧,以减少加热时间过长对晶粒尺寸的影响。
4 结论
(1) 针对伴随剧烈应变速率变化的环轧过程,对现有GH4169合金的动态再结晶和亚动态再结晶模型进行了适配性修正。利用Simufact软件结合修正GH4169合金组织演变模型,实现了GH4169合金多工艺流程的微观组织模拟,实验结果验证了修正模型的可靠性。
(2) 对环锻件截面典型区域进行了分析,环锻件截面的再结晶组织为动态再结晶组织与亚动态再结晶组织的综合,二者的共同作用有利于环锻件组织的均匀性。
(3) 通过建立的数值模拟方法,研究了两道次环轧时,道次变形量分配对环锻件组织的影响。在满足终锻温度的前提下,增大终轧变形量有利于提高环锻件的组织均匀性。
参考文献
Analytical calculation model for radial-axial coordinated feed strategy in large-scale flat ring rolling based on ultimate bending moment
[J].
Staggered spinning of thin-walled Hastelloy C-276 cylindrical parts: Numerical simulation and experimental investigation
[J].
Studying the residual stress homogenization and relief in aerospace rolling ring of GH4169 alloy using ageing treatment
[J].
Multi-objective optimization of cavity design for GH4738 superalloy profile ring rolling process based on FEM and RSM
[J].
Research progress on ring rolling technology of superalloy ring forging
[J].
高温合金环形件环轧工艺研究进展
[J].
A novel process for manufacturing large-diameter thin-walled metal ring: Double-roll pendulum hot rotary forging technology
[J].
Manufacturing of Ni-based superalloy thin-walled components by complex strain-path spinning combined with solution heat treatment
[J].
Annealing treatment methods and mechanisms for refining mixed and coarse grains in a solution treatment nickel-based superalloy
[J].
Microstructural evolution and grain refinement mechanisms of a Ni-based superalloy during a two-stage annealing treatment
[J].
Developments and perspectives on the precision forming processes for ultra-large size integrated components
[J].
Research status and developing trends on the ring rolling process of profile ring parts
[A].
Microstructural origin and control mechanism of the mixed grain structure in Ni-based superalloys
[J].
Effect of rolling passes on thermal parameters and microstructure evolution via ring-rolling process of GH4738 superalloy
[J].
Effects of process parameters on microstructural evolution during hot ring rolling of AISI 5140 steel
[J].
Microstructure evolution of inconel 718 alloy during ring rolling process
[J].
Integrated simulation of the forging process for GH4738 alloy turbine disk and its application
[J].
In order to control the grain size of forged turbine disk of wrought superalloy like GH4738 more effectively, constitutive equations and grain structure evolution models of GH4738 alloy are used in Deform 3DTM for achieving integrated simulation of whole forging process of GH4738 alloy turbine disk (from preheating billet for upsetting to die forging). By using of integrated simulation, the variation of temperature, average grain size, etc., during the whole forging process has been explored, making it possible to control these parameters quantitatively. Comparing with traditional simple stage simulation, results of integrated simulation are more consistent with corresponding experimental results of forged turbine disk (300 mm in diameter). Therefore, the reliability of the integrated simulation is verified. Finally, with the application of integrated simulation, GH4738 alloy turbine disk with a diameter of 1450 mm has been successfully forged by 8×104 t forging press. This work provides a more practical simulation method for helping the process design of forging large turbine disk.
GH4738合金涡轮盘锻造过程的集成式模拟及应用
[J].基于GH4738合金的热流变应力模型及晶粒组织演变模型, 提出并实现了利用Deform 3D<sup>TM</sup>软件对该合金涡轮盘从自由锻前预热直至模锻完成的整个锻造过程的集成式模拟. 借助集成式模拟实现了对锻件在整个锻造过程中温度、平均晶粒尺寸等参数的定量控制. 同时采用直径300 mm涡轮盘的实际锻造结果验证了所用模型和该模拟方法的可靠性. 最后, 把集成式模拟运用于直径1450 mm涡轮盘盘件的锻造过程模拟, 并根据模拟优化方案在8×10<sup>4</sup> t锻压机下成功锻制直径1450 mm涡轮盘盘件. 为大型变形高温合金涡轮盘的锻造成型提供了工艺优化的理论依据和研究方法.
Multi-scale simulation on the whole integrated forming process for nuclear pressure vessel head and over cone
[J].
核电封头-过渡锥体一体化成形全工艺过程多尺度模拟
[J].
Simulation of microstructures for alloy 718 blade forging using 3D FEM simulator
[J].
Finite-element analysis of microstructure evolution in the cogging of an alloy 718 ingot
[J].
Numerical prediction and experimental research of microstructure development during hot rolling
[J]. J.
热轧过程微观组织演变的数值预报与试验研究
[J].对于热力耦合大变形问题,构造了同时求解变形和温度的弹塑性变分原理和相应有限元法,并与金属微观组织演变数学模型相结合,提出了热变形过程微观数值预报方法。针对再结晶动力学方程和晶粒长大方程对时间和温度的高速非线性,定义了一个经温度补偿的适用于变温过程的等效时间,解决了变温状态下对时间的叠加问题。作为应用,模拟了H型钢热轧过程的微观组织演变,并相应地进行了试验研究。预报值与试验值吻合良好,表现该方法已能成功预报热变形后的金属微观组织。
Microstructure evolution model and its application during hot deformation for GH864 superalloy
[D].
GH864合金热变形过程组织演化模型及其应用
[D].
Microstructure evolution and processing maps of GH4169 during deformation
[J].
GH4169合金高温变形显微组织演变及热加工图
[J].
Research on high temperature ring rolling forming process of ring workpiece of GH4738 alloy
[D].
GH4738合金环形件高温环轧成形工艺研究
[D].
Study on the microstructure evolution during radial-axial ring rolling of IN718 using a unified internal state variable material model
[J].
Microstructure evolution of Inconel 718 superalloy with fine-grains at different strain during hot deformation
[J].
应变量对细晶Inconel 718高温合金热变形组织演变的影响
[J].
Discrimination of dynamically and post-dynamically recrystallized grains based on EBSD data: Application to Inconel 718
[J].
Influence of strain rate on subsolvus dynamic and post-dynamic recrystallization kinetics of Inconel 718
[J].
EBSD study of a hot deformed nickel-based superalloy
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}