Fracture characteristics of TMCP and QT steel weldments with respect to crack length
1
2006
... 几十年来,高强钢的显微组织经历了显著演变:由传统的淬火-回火马氏体(quenching-tempering,QT) 钢,发展到显微组织由板条贝氏体(lath bainite,LB)、板条马氏体(lath martensite,LM)以及残余奥氏体(residual austenite,RA)组成的贝氏体钢[1,2].大量研究通过添加Si元素抑制碳化物析出,开发了显微组织为细晶无碳化物板条贝氏体和残余奥氏体的高强高韧钢[3],以及通过控轧控冷等工艺调节贝氏体与马氏体的比例,进而在高强钢中获得优异的强韧性协同[4].近年来,在保证塑韧性的基础上,高强钢基体组织逐渐发展为以马氏体、超细晶铁素体或贝氏体为主,从而获得更高的强度[5,6]. ...
Bainite in steels
1
1990
... 几十年来,高强钢的显微组织经历了显著演变:由传统的淬火-回火马氏体(quenching-tempering,QT) 钢,发展到显微组织由板条贝氏体(lath bainite,LB)、板条马氏体(lath martensite,LM)以及残余奥氏体(residual austenite,RA)组成的贝氏体钢[1,2].大量研究通过添加Si元素抑制碳化物析出,开发了显微组织为细晶无碳化物板条贝氏体和残余奥氏体的高强高韧钢[3],以及通过控轧控冷等工艺调节贝氏体与马氏体的比例,进而在高强钢中获得优异的强韧性协同[4].近年来,在保证塑韧性的基础上,高强钢基体组织逐渐发展为以马氏体、超细晶铁素体或贝氏体为主,从而获得更高的强度[5,6]. ...
Comparison of the effects of silicon and aluminium on the tensile behaviour of multiphase TRIP-assisted steels
1
2001
... 几十年来,高强钢的显微组织经历了显著演变:由传统的淬火-回火马氏体(quenching-tempering,QT) 钢,发展到显微组织由板条贝氏体(lath bainite,LB)、板条马氏体(lath martensite,LM)以及残余奥氏体(residual austenite,RA)组成的贝氏体钢[1,2].大量研究通过添加Si元素抑制碳化物析出,开发了显微组织为细晶无碳化物板条贝氏体和残余奥氏体的高强高韧钢[3],以及通过控轧控冷等工艺调节贝氏体与马氏体的比例,进而在高强钢中获得优异的强韧性协同[4].近年来,在保证塑韧性的基础上,高强钢基体组织逐渐发展为以马氏体、超细晶铁素体或贝氏体为主,从而获得更高的强度[5,6]. ...
Comparative study on mechanical and corrosion fatigue properties of high-strength bridge steels produced by TMCP and intercritical quenching tempering process
1
2022
... 几十年来,高强钢的显微组织经历了显著演变:由传统的淬火-回火马氏体(quenching-tempering,QT) 钢,发展到显微组织由板条贝氏体(lath bainite,LB)、板条马氏体(lath martensite,LM)以及残余奥氏体(residual austenite,RA)组成的贝氏体钢[1,2].大量研究通过添加Si元素抑制碳化物析出,开发了显微组织为细晶无碳化物板条贝氏体和残余奥氏体的高强高韧钢[3],以及通过控轧控冷等工艺调节贝氏体与马氏体的比例,进而在高强钢中获得优异的强韧性协同[4].近年来,在保证塑韧性的基础上,高强钢基体组织逐渐发展为以马氏体、超细晶铁素体或贝氏体为主,从而获得更高的强度[5,6]. ...
Novel ultra-high-strength (ferrite + austenite) duplex lightweight steels achieved by fine dislocation substructures (Taylor lattices), grain refinement, and partial recrystallization
1
2015
... 几十年来,高强钢的显微组织经历了显著演变:由传统的淬火-回火马氏体(quenching-tempering,QT) 钢,发展到显微组织由板条贝氏体(lath bainite,LB)、板条马氏体(lath martensite,LM)以及残余奥氏体(residual austenite,RA)组成的贝氏体钢[1,2].大量研究通过添加Si元素抑制碳化物析出,开发了显微组织为细晶无碳化物板条贝氏体和残余奥氏体的高强高韧钢[3],以及通过控轧控冷等工艺调节贝氏体与马氏体的比例,进而在高强钢中获得优异的强韧性协同[4].近年来,在保证塑韧性的基础上,高强钢基体组织逐渐发展为以马氏体、超细晶铁素体或贝氏体为主,从而获得更高的强度[5,6]. ...
Research status of weldability of advanced steel
1
2020
... 几十年来,高强钢的显微组织经历了显著演变:由传统的淬火-回火马氏体(quenching-tempering,QT) 钢,发展到显微组织由板条贝氏体(lath bainite,LB)、板条马氏体(lath martensite,LM)以及残余奥氏体(residual austenite,RA)组成的贝氏体钢[1,2].大量研究通过添加Si元素抑制碳化物析出,开发了显微组织为细晶无碳化物板条贝氏体和残余奥氏体的高强高韧钢[3],以及通过控轧控冷等工艺调节贝氏体与马氏体的比例,进而在高强钢中获得优异的强韧性协同[4].近年来,在保证塑韧性的基础上,高强钢基体组织逐渐发展为以马氏体、超细晶铁素体或贝氏体为主,从而获得更高的强度[5,6]. ...
先进钢铁材料焊接性研究进展
1
2020
... 几十年来,高强钢的显微组织经历了显著演变:由传统的淬火-回火马氏体(quenching-tempering,QT) 钢,发展到显微组织由板条贝氏体(lath bainite,LB)、板条马氏体(lath martensite,LM)以及残余奥氏体(residual austenite,RA)组成的贝氏体钢[1,2].大量研究通过添加Si元素抑制碳化物析出,开发了显微组织为细晶无碳化物板条贝氏体和残余奥氏体的高强高韧钢[3],以及通过控轧控冷等工艺调节贝氏体与马氏体的比例,进而在高强钢中获得优异的强韧性协同[4].近年来,在保证塑韧性的基础上,高强钢基体组织逐渐发展为以马氏体、超细晶铁素体或贝氏体为主,从而获得更高的强度[5,6]. ...
On the role of chemically heterogeneous austenite in cryogenic toughness of maraging steels manufactured via laser powder bed fusion
1
2024
... 对于目前广泛使用的铁素体和贝氏体高强钢焊缝金属而言,以无碳化物贝氏体为主(约70%,体积分数)、少量针状铁素体(acicular ferrite,AF)和板条马氏体构成的复相组织是其取得优异强韧性的关键.同时,为了保证焊缝金属的塑韧性,贝氏体与马氏体板条间应存在片状残余奥氏体薄膜,并且避免脆硬碳化物的析出[7].相组分调控是强韧性协同的关键:韧性不足可通过增加针状铁素体、残余奥氏体改善;强度不足可适当提高板条马氏体或者板条贝氏体比例.由于焊接热参数调节范围有限,相组分主要通过成分调控实现.在此前的研究中,学者[8]通过控制C含量和C当量(CE)进而控制焊缝金属的显微组织.足够低的C含量有利于无碳化物贝氏体的形成,减少岛状马氏体,因而先进高强钢焊缝金属的C含量普遍控制在0.04% (质量分数)左右.其他合金成分的作用则体现在CE的调控上,如表1[8]所示,当CE = 0.267时,焊缝金属显微组织为包含10%~20% (体积分数,下同)的AF、 10%的粒状贝氏体(granular bainite,GB)、15%~25%的上贝氏体(upper bainite,BU)、 5%的下贝氏体(lower bainite,BL)以及50%~65%的LM的复相组织,这保证了焊缝金属可以在800 MPa屈服强度时,-40 ℃冲击韧性达到150 J.随着强度的进一步提升,薄弱区域、晶粒尺寸和残余奥氏体的含量、组织类型成为影响焊缝金属强韧性的主要因素.确保较高的残余奥氏体含量、较小的晶粒尺寸,以及尽可能少或没有薄弱区域,是保障其强韧性的关键所在. ...
Microstructural aspects of high-strength pipeline girth welds
4
2004
... 对于目前广泛使用的铁素体和贝氏体高强钢焊缝金属而言,以无碳化物贝氏体为主(约70%,体积分数)、少量针状铁素体(acicular ferrite,AF)和板条马氏体构成的复相组织是其取得优异强韧性的关键.同时,为了保证焊缝金属的塑韧性,贝氏体与马氏体板条间应存在片状残余奥氏体薄膜,并且避免脆硬碳化物的析出[7].相组分调控是强韧性协同的关键:韧性不足可通过增加针状铁素体、残余奥氏体改善;强度不足可适当提高板条马氏体或者板条贝氏体比例.由于焊接热参数调节范围有限,相组分主要通过成分调控实现.在此前的研究中,学者[8]通过控制C含量和C当量(CE)进而控制焊缝金属的显微组织.足够低的C含量有利于无碳化物贝氏体的形成,减少岛状马氏体,因而先进高强钢焊缝金属的C含量普遍控制在0.04% (质量分数)左右.其他合金成分的作用则体现在CE的调控上,如表1[8]所示,当CE = 0.267时,焊缝金属显微组织为包含10%~20% (体积分数,下同)的AF、 10%的粒状贝氏体(granular bainite,GB)、15%~25%的上贝氏体(upper bainite,BU)、 5%的下贝氏体(lower bainite,BL)以及50%~65%的LM的复相组织,这保证了焊缝金属可以在800 MPa屈服强度时,-40 ℃冲击韧性达到150 J.随着强度的进一步提升,薄弱区域、晶粒尺寸和残余奥氏体的含量、组织类型成为影响焊缝金属强韧性的主要因素.确保较高的残余奥氏体含量、较小的晶粒尺寸,以及尽可能少或没有薄弱区域,是保障其强韧性的关键所在. ...
... [8]所示,当CE = 0.267时,焊缝金属显微组织为包含10%~20% (体积分数,下同)的AF、 10%的粒状贝氏体(granular bainite,GB)、15%~25%的上贝氏体(upper bainite,BU)、 5%的下贝氏体(lower bainite,BL)以及50%~65%的LM的复相组织,这保证了焊缝金属可以在800 MPa屈服强度时,-40 ℃冲击韧性达到150 J.随着强度的进一步提升,薄弱区域、晶粒尺寸和残余奥氏体的含量、组织类型成为影响焊缝金属强韧性的主要因素.确保较高的残余奥氏体含量、较小的晶粒尺寸,以及尽可能少或没有薄弱区域,是保障其强韧性的关键所在. ...
... 高强钢焊缝金属显微组织含量与C当量的关系[8] ...
... Relationship between volume fraction of microstructure and carbon equivalent (CE) of high-strength steel weld metals[8] ...
Ductile-to-brittle transition behavior and determination method in X80 pipeline girth welds utilizing the master curve method
1
2025
... 高强钢焊缝金属存在明显的韧脆转变行为[9].冲击功随温度变化呈现如图1所示的典型韧性-脆性转变和断裂形式的转变.其中,韧脆转变曲线如图1a所示,其大致可分为上平台(图1b)、韧脆转变过渡区(图1c和d)和下平台(图1e).如图1b所示,上平台的断裂模式为完全韧性断裂,具体断裂过程为韧窝的形核、长大、聚合并发生断裂,载荷-位移曲线中存在塑性裂纹产生和扩展的阶段.图1c和d为过渡区的载荷-位移曲线,先呈现出塑性裂纹产生和扩展的阶段,而后出现瞬间脆性解理断裂(红色线标记的陡降阶段),表现在冲击断口中则是先形成塑性裂纹后发生解理断裂(图1c和d中插图),且由于解理断裂的出现冲击功急剧下降.下平台的载荷-位移曲线如图1e所示,为典型脆性解理断裂,载荷-位移曲线与断口(图1e中插图)中不存在塑性变形和塑性裂纹,冲击功普遍极低.图1f为过渡区典型断口形貌,具有该断口形貌的焊缝金属的冲击功与塑性裂纹扩展区+延伸区的长度(stable-plastic crack length + stretch zone width,SCL + SZW)相关,提高冲击功的核心就是增加SZW和SCL,也就是阻止解理断裂的发生[10~12].解理断裂发生的早晚直接决定了冲击功的高低,因此,解理断裂的研究和控制对高强钢焊缝金属的韧性调控具有重要的作用,本课题组研究[13~15]认为,临界事件,即在一个实际的解理断裂过程中对解理裂纹的形成提供了最大困难的阶段,是控制解理断裂过程最重要的因素. ...
基于主曲线法的X80管道环焊缝韧脆转变行为及确定方法
1
2025
... 高强钢焊缝金属存在明显的韧脆转变行为[9].冲击功随温度变化呈现如图1所示的典型韧性-脆性转变和断裂形式的转变.其中,韧脆转变曲线如图1a所示,其大致可分为上平台(图1b)、韧脆转变过渡区(图1c和d)和下平台(图1e).如图1b所示,上平台的断裂模式为完全韧性断裂,具体断裂过程为韧窝的形核、长大、聚合并发生断裂,载荷-位移曲线中存在塑性裂纹产生和扩展的阶段.图1c和d为过渡区的载荷-位移曲线,先呈现出塑性裂纹产生和扩展的阶段,而后出现瞬间脆性解理断裂(红色线标记的陡降阶段),表现在冲击断口中则是先形成塑性裂纹后发生解理断裂(图1c和d中插图),且由于解理断裂的出现冲击功急剧下降.下平台的载荷-位移曲线如图1e所示,为典型脆性解理断裂,载荷-位移曲线与断口(图1e中插图)中不存在塑性变形和塑性裂纹,冲击功普遍极低.图1f为过渡区典型断口形貌,具有该断口形貌的焊缝金属的冲击功与塑性裂纹扩展区+延伸区的长度(stable-plastic crack length + stretch zone width,SCL + SZW)相关,提高冲击功的核心就是增加SZW和SCL,也就是阻止解理断裂的发生[10~12].解理断裂发生的早晚直接决定了冲击功的高低,因此,解理断裂的研究和控制对高强钢焊缝金属的韧性调控具有重要的作用,本课题组研究[13~15]认为,临界事件,即在一个实际的解理断裂过程中对解理裂纹的形成提供了最大困难的阶段,是控制解理断裂过程最重要的因素. ...
Micromechanism of cleavage fracture of weld metals
1
2017
... 高强钢焊缝金属存在明显的韧脆转变行为[9].冲击功随温度变化呈现如图1所示的典型韧性-脆性转变和断裂形式的转变.其中,韧脆转变曲线如图1a所示,其大致可分为上平台(图1b)、韧脆转变过渡区(图1c和d)和下平台(图1e).如图1b所示,上平台的断裂模式为完全韧性断裂,具体断裂过程为韧窝的形核、长大、聚合并发生断裂,载荷-位移曲线中存在塑性裂纹产生和扩展的阶段.图1c和d为过渡区的载荷-位移曲线,先呈现出塑性裂纹产生和扩展的阶段,而后出现瞬间脆性解理断裂(红色线标记的陡降阶段),表现在冲击断口中则是先形成塑性裂纹后发生解理断裂(图1c和d中插图),且由于解理断裂的出现冲击功急剧下降.下平台的载荷-位移曲线如图1e所示,为典型脆性解理断裂,载荷-位移曲线与断口(图1e中插图)中不存在塑性变形和塑性裂纹,冲击功普遍极低.图1f为过渡区典型断口形貌,具有该断口形貌的焊缝金属的冲击功与塑性裂纹扩展区+延伸区的长度(stable-plastic crack length + stretch zone width,SCL + SZW)相关,提高冲击功的核心就是增加SZW和SCL,也就是阻止解理断裂的发生[10~12].解理断裂发生的早晚直接决定了冲击功的高低,因此,解理断裂的研究和控制对高强钢焊缝金属的韧性调控具有重要的作用,本课题组研究[13~15]认为,临界事件,即在一个实际的解理断裂过程中对解理裂纹的形成提供了最大困难的阶段,是控制解理断裂过程最重要的因素. ...
焊缝金属解理断裂微观机理
1
2017
... 高强钢焊缝金属存在明显的韧脆转变行为[9].冲击功随温度变化呈现如图1所示的典型韧性-脆性转变和断裂形式的转变.其中,韧脆转变曲线如图1a所示,其大致可分为上平台(图1b)、韧脆转变过渡区(图1c和d)和下平台(图1e).如图1b所示,上平台的断裂模式为完全韧性断裂,具体断裂过程为韧窝的形核、长大、聚合并发生断裂,载荷-位移曲线中存在塑性裂纹产生和扩展的阶段.图1c和d为过渡区的载荷-位移曲线,先呈现出塑性裂纹产生和扩展的阶段,而后出现瞬间脆性解理断裂(红色线标记的陡降阶段),表现在冲击断口中则是先形成塑性裂纹后发生解理断裂(图1c和d中插图),且由于解理断裂的出现冲击功急剧下降.下平台的载荷-位移曲线如图1e所示,为典型脆性解理断裂,载荷-位移曲线与断口(图1e中插图)中不存在塑性变形和塑性裂纹,冲击功普遍极低.图1f为过渡区典型断口形貌,具有该断口形貌的焊缝金属的冲击功与塑性裂纹扩展区+延伸区的长度(stable-plastic crack length + stretch zone width,SCL + SZW)相关,提高冲击功的核心就是增加SZW和SCL,也就是阻止解理断裂的发生[10~12].解理断裂发生的早晚直接决定了冲击功的高低,因此,解理断裂的研究和控制对高强钢焊缝金属的韧性调控具有重要的作用,本课题组研究[13~15]认为,临界事件,即在一个实际的解理断裂过程中对解理裂纹的形成提供了最大困难的阶段,是控制解理断裂过程最重要的因素. ...
1
2018
... 高强钢焊缝金属存在明显的韧脆转变行为[9].冲击功随温度变化呈现如图1所示的典型韧性-脆性转变和断裂形式的转变.其中,韧脆转变曲线如图1a所示,其大致可分为上平台(图1b)、韧脆转变过渡区(图1c和d)和下平台(图1e).如图1b所示,上平台的断裂模式为完全韧性断裂,具体断裂过程为韧窝的形核、长大、聚合并发生断裂,载荷-位移曲线中存在塑性裂纹产生和扩展的阶段.图1c和d为过渡区的载荷-位移曲线,先呈现出塑性裂纹产生和扩展的阶段,而后出现瞬间脆性解理断裂(红色线标记的陡降阶段),表现在冲击断口中则是先形成塑性裂纹后发生解理断裂(图1c和d中插图),且由于解理断裂的出现冲击功急剧下降.下平台的载荷-位移曲线如图1e所示,为典型脆性解理断裂,载荷-位移曲线与断口(图1e中插图)中不存在塑性变形和塑性裂纹,冲击功普遍极低.图1f为过渡区典型断口形貌,具有该断口形貌的焊缝金属的冲击功与塑性裂纹扩展区+延伸区的长度(stable-plastic crack length + stretch zone width,SCL + SZW)相关,提高冲击功的核心就是增加SZW和SCL,也就是阻止解理断裂的发生[10~12].解理断裂发生的早晚直接决定了冲击功的高低,因此,解理断裂的研究和控制对高强钢焊缝金属的韧性调控具有重要的作用,本课题组研究[13~15]认为,临界事件,即在一个实际的解理断裂过程中对解理裂纹的形成提供了最大困难的阶段,是控制解理断裂过程最重要的因素. ...
1
2018
... 高强钢焊缝金属存在明显的韧脆转变行为[9].冲击功随温度变化呈现如图1所示的典型韧性-脆性转变和断裂形式的转变.其中,韧脆转变曲线如图1a所示,其大致可分为上平台(图1b)、韧脆转变过渡区(图1c和d)和下平台(图1e).如图1b所示,上平台的断裂模式为完全韧性断裂,具体断裂过程为韧窝的形核、长大、聚合并发生断裂,载荷-位移曲线中存在塑性裂纹产生和扩展的阶段.图1c和d为过渡区的载荷-位移曲线,先呈现出塑性裂纹产生和扩展的阶段,而后出现瞬间脆性解理断裂(红色线标记的陡降阶段),表现在冲击断口中则是先形成塑性裂纹后发生解理断裂(图1c和d中插图),且由于解理断裂的出现冲击功急剧下降.下平台的载荷-位移曲线如图1e所示,为典型脆性解理断裂,载荷-位移曲线与断口(图1e中插图)中不存在塑性变形和塑性裂纹,冲击功普遍极低.图1f为过渡区典型断口形貌,具有该断口形貌的焊缝金属的冲击功与塑性裂纹扩展区+延伸区的长度(stable-plastic crack length + stretch zone width,SCL + SZW)相关,提高冲击功的核心就是增加SZW和SCL,也就是阻止解理断裂的发生[10~12].解理断裂发生的早晚直接决定了冲击功的高低,因此,解理断裂的研究和控制对高强钢焊缝金属的韧性调控具有重要的作用,本课题组研究[13~15]认为,临界事件,即在一个实际的解理断裂过程中对解理裂纹的形成提供了最大困难的阶段,是控制解理断裂过程最重要的因素. ...
Fracture behavior of C-Mn steel and weld metal in notched and precracked specimens: Part 1. Fracture behavior
1
1990
... 高强钢焊缝金属存在明显的韧脆转变行为[9].冲击功随温度变化呈现如图1所示的典型韧性-脆性转变和断裂形式的转变.其中,韧脆转变曲线如图1a所示,其大致可分为上平台(图1b)、韧脆转变过渡区(图1c和d)和下平台(图1e).如图1b所示,上平台的断裂模式为完全韧性断裂,具体断裂过程为韧窝的形核、长大、聚合并发生断裂,载荷-位移曲线中存在塑性裂纹产生和扩展的阶段.图1c和d为过渡区的载荷-位移曲线,先呈现出塑性裂纹产生和扩展的阶段,而后出现瞬间脆性解理断裂(红色线标记的陡降阶段),表现在冲击断口中则是先形成塑性裂纹后发生解理断裂(图1c和d中插图),且由于解理断裂的出现冲击功急剧下降.下平台的载荷-位移曲线如图1e所示,为典型脆性解理断裂,载荷-位移曲线与断口(图1e中插图)中不存在塑性变形和塑性裂纹,冲击功普遍极低.图1f为过渡区典型断口形貌,具有该断口形貌的焊缝金属的冲击功与塑性裂纹扩展区+延伸区的长度(stable-plastic crack length + stretch zone width,SCL + SZW)相关,提高冲击功的核心就是增加SZW和SCL,也就是阻止解理断裂的发生[10~12].解理断裂发生的早晚直接决定了冲击功的高低,因此,解理断裂的研究和控制对高强钢焊缝金属的韧性调控具有重要的作用,本课题组研究[13~15]认为,临界事件,即在一个实际的解理断裂过程中对解理裂纹的形成提供了最大困难的阶段,是控制解理断裂过程最重要的因素. ...
Advances in the mechanism of cleavage fracture of low alloy steel at low temperature. Part II: Fracture model
0
1997
Advances in the mechanism of cleavage fracture of low alloy steel at low temperature. Part III: Local fracture stress σ
1
1997
... 高强钢焊缝金属存在明显的韧脆转变行为[9].冲击功随温度变化呈现如图1所示的典型韧性-脆性转变和断裂形式的转变.其中,韧脆转变曲线如图1a所示,其大致可分为上平台(图1b)、韧脆转变过渡区(图1c和d)和下平台(图1e).如图1b所示,上平台的断裂模式为完全韧性断裂,具体断裂过程为韧窝的形核、长大、聚合并发生断裂,载荷-位移曲线中存在塑性裂纹产生和扩展的阶段.图1c和d为过渡区的载荷-位移曲线,先呈现出塑性裂纹产生和扩展的阶段,而后出现瞬间脆性解理断裂(红色线标记的陡降阶段),表现在冲击断口中则是先形成塑性裂纹后发生解理断裂(图1c和d中插图),且由于解理断裂的出现冲击功急剧下降.下平台的载荷-位移曲线如图1e所示,为典型脆性解理断裂,载荷-位移曲线与断口(图1e中插图)中不存在塑性变形和塑性裂纹,冲击功普遍极低.图1f为过渡区典型断口形貌,具有该断口形貌的焊缝金属的冲击功与塑性裂纹扩展区+延伸区的长度(stable-plastic crack length + stretch zone width,SCL + SZW)相关,提高冲击功的核心就是增加SZW和SCL,也就是阻止解理断裂的发生[10~12].解理断裂发生的早晚直接决定了冲击功的高低,因此,解理断裂的研究和控制对高强钢焊缝金属的韧性调控具有重要的作用,本课题组研究[13~15]认为,临界事件,即在一个实际的解理断裂过程中对解理裂纹的形成提供了最大困难的阶段,是控制解理断裂过程最重要的因素. ...
Micromechanism of cleavage fracture at the lower shelf transition temperatures of a C-Mn steel
1
2010
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
Effects of interpass temperature and post-weld heat treatment cooling rate on impact toughness and corrosion resistance of P91 steel weld metal
1
2025
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
道间温度与焊后热处理冷却速率对P91钢焊缝金属冲击韧性与耐腐蚀性能的影响
1
2025
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
Effect of different degree of carbide aggregation in P91 steel weld metal on the impact toughness of weld metal
0
2024
P91钢焊缝金属碳化物聚集程度的差异对焊缝金属冲击韧性的影响
0
2024
Analysis of factors affecting the impact toughness of P91 heat-resistant steel weld metal
2
2024
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
... [19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
影响P91耐热钢焊缝金属冲击韧性的因素分析
2
2024
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
... [19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
Sources of variability and lower values in toughness measurements of weld metals
2
2017
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
... [20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
Sources of variability and improvement in impact toughness of a low Cr-Mo steel weld metal
2
2020
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
... 高温正火在降低厚板焊缝金属冲击韧性波动性以及提高冲击韧性上起着关键作用.对于焊态焊缝金属,其低温冲击韧性不稳定的主要原因是焊缝金属组织不均匀.而高温正火因其加热温度高于完全奥氏体化温度,显微组织发生均匀化和细化,对于消除不均匀组织具有十分显著的作用.本课题组研究[21]表明,直接回火热处理690 ℃、26 h (post-weld direct tempering,PWDT)的焊缝金属,其低温冲击韧性存在较大离散性,主要原因在于焊缝柱状晶区存在粗大的块状铁素体组织.采取在直接回火热处理之前先进行正火处理的热处理工艺930 ℃、1 h + 690 ℃、26 h (post-weld normalizing tempering,PWNT)时,焊缝金属的组织及晶粒较为均匀,组织转变为块状铁素体和板条贝氏体,焊缝区域的显微硬度波动变小.经PWNT处理的焊缝金属低温冲击功最低值为149 J,最高值达到325 J,总体低温冲击韧性明显高于焊态以及PWDT热处理态焊缝金属,说明PWNT热处理工艺可以有效提升焊缝金属整体的低温冲击韧性.同时,焊后高温正火有助于消除焊缝金属中的脆硬相,并实现晶粒的细化.张敏等[86]通过焊后高温正火处理获得了抗拉强度高于800 MPa、冲击功高于200 J、具有优异强韧性组合的焊缝金属,原因在于高温正火导致的晶粒细化显著提高了其抵抗裂纹扩展的能力.Manugula等[87]和胡杰等[88]均发现980 ℃高温正火+ 760 ℃回火的焊后热处理制度相较于760 ℃、0.5~1.5 h的直接回火可以有效消除焊缝金属的组织不均匀性和脆硬的δ-铁素体,同时,回复与再结晶过程使焊缝金属晶粒显著细化,获得了冲击韧性高于母材的焊缝金属. ...
Effect of post-welding heat treatment on impact toughness of Q690 high strength steel welded metal
1
2025
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
焊后热处理对Q690高强钢焊缝金属冲击韧性的影响
1
2025
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
Influence of necklace-type M-A constituent on impact toughness and fracture mechanism in the heat affected zone of X100 pipeline steel
1
2016
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
X100管线钢焊接热影响区中链状M-A组元对冲击韧性和断裂机制的影响
1
2016
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
Effect of heat input on microstructure and mechanical properties of marine high strength steel fabricated by wire arc additive manufacturing
0
2023
热输入对电弧增材制造船用高强钢组织与力学性能的影响
0
2023
Crystallography of reverted austenite in the intercritically reheated coarse-grained heat-affected zone of high strength pipeline steel
1
2021
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
高强管线钢焊接临界再热粗晶区中逆转奥氏体的逆相变晶体学
1
2021
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
Influence of fraction of coarse-grained heat affected zone on impact toughness for 09MnNiDR welded joint
1
2020
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
粗晶热影响区比例对09MnNiDR焊接接头冲击韧性的影响
1
2020
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
The determination of the weakest zone and the effects of the weakest zone on the impact toughness of the 12Cr2Mo1R welded joint
0
2020
Micromechanism of decrease of impact toughness in coarse-grain heat-affected zone of HSLA steel with increasing welding heat input
1
2015
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
Temperature field simulation and mechanical properties of laser welded DP980 steel joints
1
2017
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
DP980激光焊接温度场模拟及力学性能
1
2017
... 高强钢及其焊缝金属的薄弱环节和临界事件因其成分和工艺的不同而呈现差异,包括第二相粒子[16]、晶界上析出的团簇状碳化物[17~19]、粗大的铁素体晶粒[20~22]、链状的马氏体-奥氏体(M-A)组元[23~25]、粗大的贝氏体团[26~28]、脆硬的板条马氏体[29]等.上述薄弱环节的存在对高强钢焊缝金属的冲击韧性造成极为严重的影响,如晶界处聚集的团簇状碳化物颗粒的面积分数仅提高2%时,焊缝金属的冲击功下降超过100 J[19].Cao等[20]的研究指出,在高强度低合金API 70钢焊缝金属中,缺口根部附近的粗大铁素体晶粒致使局部解理断裂应力(σf)降低,冲击功显著下降.Yan等[21]发现具有大量M-A组元和碳化物偏聚区的粗大块状铁素体致使焊缝金属的冲击功从169 J下降到79 J.因此,抑制上述临界事件、减少薄弱区域,是当前调控高强钢焊缝金属断裂模式并提升其强韧性的核心手段.高强钢焊缝金属中多样化的薄弱区域和临界事件往往受到成分、焊接工艺、热处理制度等多种因素的综合影响.对于实际焊缝金属的强韧性调控问题,需结合焊缝金属的具体成分、工艺和显微组织,精准识别并抑制相应的临界事件、减少薄弱区域,才能有效提升强韧性. ...
Effect of nickel contents on the microstructure and mechanical properties for low-carbon bainitic weld metals
11
2017
... Ni是典型的奥氏体稳定化元素,可通过影响高强钢焊缝金属的相变行为、晶粒尺寸和残余奥氏体含量等显著提升焊缝金属的强韧性.本课题组系统研究了Ni元素含量对贝氏体高强钢(0.2C-1.6Mn-0.55Si,质量分数,%,下同)焊缝金属的贝氏体形核与相变行为、显微组织和力学性能的影响[30~34].从形核位置和板条生长速率的角度来看,随Ni含量提高,贝氏体板条的形核率和生长速率均显著提高,形核位置和板条的生长方式逐渐多样化.在不含Ni时,贝氏体板条的形核位置仅集中在晶界和晶内.随着Ni含量的增加,在Ni含量为2% (质量分数,下同)时,试样中开始出现孪晶界形核;在Ni含量为4%时,首次观察到在贝氏体板条侧面形核的现象[32].如图2a1~a8[33]所示,在Ni含量为6%时,试样的形核方式最为多样,包括晶内缺陷空隙形核(1号板条)、附着在先形核的贝氏体板条上形核(2、3号板条)、在板条交汇处形核(4号板条)等.图2a9和a10[33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... [30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... [30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... [30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... [
30,
31,
33]
Effects of Ni content on microstructure, strength, and toughness of weld metal of high-strength steel<sup>[<xref ref-type="bibr" rid="R30">30</xref>,<xref ref-type="bibr" rid="R31">31</xref>,<xref ref-type="bibr" rid="R33">33</xref>]</sup> (Samples with Ni mass fractions of 0%, 2%, 4%, and 6% were designated as Ni0, Ni2, Ni4, and Ni6, respectively)(a1-a8) in situ laser confocal observation results of bainite nucleation sites in samples Ni6[33] (1, 2, 3, 4—the first, second, third, and fourth growing bainitic laths) ...
... [
30,
31,
33] (Samples with Ni mass fractions of 0%, 2%, 4%, and 6% were designated as Ni0, Ni2, Ni4, and Ni6, respectively)
(a1-a8) in situ laser confocal observation results of bainite nucleation sites in samples Ni6[33] (1, 2, 3, 4—the first, second, third, and fourth growing bainitic laths) ...
... (a9) Euler figure (EF) color map of the investigated grain for identifying various variants—the symbols and numbers indicate the variant numbers[33] (V1, V4, V6, V10, V11, V12, V14, V16, V20, V22, and V23—different variant types) (a10) plot of growing length against time (t) for three typical growth modes at various average rates[33] (b1-b5) microstructures (b1-b4) and fractions (b5) of weld metals in samples Ni0 (b1), Ni2 (b2), Ni4 (b3), and Ni6 (b4)[30] (DUB—degenerate upper bainite, PF—pro-eutectoid ferrite) (b6) prior austenite grain size distributions of weld metals with different Ni contents[30] (c1-c5) effects of Ni content on tensile strength[30] (c1), hardness[30] (c2-c4), and impact energy[31] (DBTT—ductile-brittle transition temperature) (c5) of weld metal ...
... [30] (c1-c5) effects of Ni content on tensile strength[30] (c1), hardness[30] (c2-c4), and impact energy[31] (DBTT—ductile-brittle transition temperature) (c5) of weld metal ...
... [30] (c1), hardness[30] (c2-c4), and impact energy[31] (DBTT—ductile-brittle transition temperature) (c5) of weld metal ...
... [30] (c2-c4), and impact energy[31] (DBTT—ductile-brittle transition temperature) (c5) of weld metal ...
... 从力学性能的角度来看,Ni通过细晶强化、板条贝氏体及板条马氏体的形成、固溶强化以及消除晶粒边界铁素体和M-A组元等方式提升焊缝金属的强度和硬度,如图2c1~c4[30]所示.同时Ni含量的增加提高了焊缝金属低温下的冲击韧性并降低韧脆转变温度,如图2c5[31]所示(当Ni含量为6%时,焊缝金属中出现热裂纹,因此未显示Ni含量为6%时的数据).从断裂机理角度来看,如表2[31]所示,随Ni含量提高,虽然表面能(γp)基本不变,但起裂源解理面半长轴长度(ac)显著降低,σf显著增加,因此抵抗断裂的能力增强,断裂时所需的外界驱动力增大,使冲击韧性提高[31].Ni含量的增加通过提高残余奥氏体含量(增强TRIP效应)、增加大角度晶界密度和细化晶粒,共同增强了焊缝金属抵抗裂纹扩展的能力,从而显著改善了焊缝金属的低温韧性[31,34].但也有研究[40,41]表明,增加Ni含量导致焊缝金属强度提高、冲击韧性降低,韧性降低的原因主要是粗大聚合贝氏体的生成,由于粗大的聚合贝氏体抵抗裂纹扩展的能力明显低于针状铁素体,导致冲击韧性急剧下降. ...
Microstructural evolution and mechanical property development with nickel addition in low-carbon weld butt joints
10
2018
... Ni是典型的奥氏体稳定化元素,可通过影响高强钢焊缝金属的相变行为、晶粒尺寸和残余奥氏体含量等显著提升焊缝金属的强韧性.本课题组系统研究了Ni元素含量对贝氏体高强钢(0.2C-1.6Mn-0.55Si,质量分数,%,下同)焊缝金属的贝氏体形核与相变行为、显微组织和力学性能的影响[30~34].从形核位置和板条生长速率的角度来看,随Ni含量提高,贝氏体板条的形核率和生长速率均显著提高,形核位置和板条的生长方式逐渐多样化.在不含Ni时,贝氏体板条的形核位置仅集中在晶界和晶内.随着Ni含量的增加,在Ni含量为2% (质量分数,下同)时,试样中开始出现孪晶界形核;在Ni含量为4%时,首次观察到在贝氏体板条侧面形核的现象[32].如图2a1~a8[33]所示,在Ni含量为6%时,试样的形核方式最为多样,包括晶内缺陷空隙形核(1号板条)、附着在先形核的贝氏体板条上形核(2、3号板条)、在板条交汇处形核(4号板条)等.图2a9和a10[33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... ,
31,
33]
Effects of Ni content on microstructure, strength, and toughness of weld metal of high-strength steel<sup>[<xref ref-type="bibr" rid="R30">30</xref>,<xref ref-type="bibr" rid="R31">31</xref>,<xref ref-type="bibr" rid="R33">33</xref>]</sup> (Samples with Ni mass fractions of 0%, 2%, 4%, and 6% were designated as Ni0, Ni2, Ni4, and Ni6, respectively)(a1-a8) in situ laser confocal observation results of bainite nucleation sites in samples Ni6[33] (1, 2, 3, 4—the first, second, third, and fourth growing bainitic laths) ...
... ,
31,
33] (Samples with Ni mass fractions of 0%, 2%, 4%, and 6% were designated as Ni0, Ni2, Ni4, and Ni6, respectively)
(a1-a8) in situ laser confocal observation results of bainite nucleation sites in samples Ni6[33] (1, 2, 3, 4—the first, second, third, and fourth growing bainitic laths) ...
... (a9) Euler figure (EF) color map of the investigated grain for identifying various variants—the symbols and numbers indicate the variant numbers[33] (V1, V4, V6, V10, V11, V12, V14, V16, V20, V22, and V23—different variant types) (a10) plot of growing length against time (t) for three typical growth modes at various average rates[33] (b1-b5) microstructures (b1-b4) and fractions (b5) of weld metals in samples Ni0 (b1), Ni2 (b2), Ni4 (b3), and Ni6 (b4)[30] (DUB—degenerate upper bainite, PF—pro-eutectoid ferrite) (b6) prior austenite grain size distributions of weld metals with different Ni contents[30] (c1-c5) effects of Ni content on tensile strength[30] (c1), hardness[30] (c2-c4), and impact energy[31] (DBTT—ductile-brittle transition temperature) (c5) of weld metal ...
... 从力学性能的角度来看,Ni通过细晶强化、板条贝氏体及板条马氏体的形成、固溶强化以及消除晶粒边界铁素体和M-A组元等方式提升焊缝金属的强度和硬度,如图2c1~c4[30]所示.同时Ni含量的增加提高了焊缝金属低温下的冲击韧性并降低韧脆转变温度,如图2c5[31]所示(当Ni含量为6%时,焊缝金属中出现热裂纹,因此未显示Ni含量为6%时的数据).从断裂机理角度来看,如表2[31]所示,随Ni含量提高,虽然表面能(γp)基本不变,但起裂源解理面半长轴长度(ac)显著降低,σf显著增加,因此抵抗断裂的能力增强,断裂时所需的外界驱动力增大,使冲击韧性提高[31].Ni含量的增加通过提高残余奥氏体含量(增强TRIP效应)、增加大角度晶界密度和细化晶粒,共同增强了焊缝金属抵抗裂纹扩展的能力,从而显著改善了焊缝金属的低温韧性[31,34].但也有研究[40,41]表明,增加Ni含量导致焊缝金属强度提高、冲击韧性降低,韧性降低的原因主要是粗大聚合贝氏体的生成,由于粗大的聚合贝氏体抵抗裂纹扩展的能力明显低于针状铁素体,导致冲击韧性急剧下降. ...
... [31]所示,随Ni含量提高,虽然表面能(γp)基本不变,但起裂源解理面半长轴长度(ac)显著降低,σf显著增加,因此抵抗断裂的能力增强,断裂时所需的外界驱动力增大,使冲击韧性提高[31].Ni含量的增加通过提高残余奥氏体含量(增强TRIP效应)、增加大角度晶界密度和细化晶粒,共同增强了焊缝金属抵抗裂纹扩展的能力,从而显著改善了焊缝金属的低温韧性[31,34].但也有研究[40,41]表明,增加Ni含量导致焊缝金属强度提高、冲击韧性降低,韧性降低的原因主要是粗大聚合贝氏体的生成,由于粗大的聚合贝氏体抵抗裂纹扩展的能力明显低于针状铁素体,导致冲击韧性急剧下降. ...
... [31].Ni含量的增加通过提高残余奥氏体含量(增强TRIP效应)、增加大角度晶界密度和细化晶粒,共同增强了焊缝金属抵抗裂纹扩展的能力,从而显著改善了焊缝金属的低温韧性[31,34].但也有研究[40,41]表明,增加Ni含量导致焊缝金属强度提高、冲击韧性降低,韧性降低的原因主要是粗大聚合贝氏体的生成,由于粗大的聚合贝氏体抵抗裂纹扩展的能力明显低于针状铁素体,导致冲击韧性急剧下降. ...
... [31,34].但也有研究[40,41]表明,增加Ni含量导致焊缝金属强度提高、冲击韧性降低,韧性降低的原因主要是粗大聚合贝氏体的生成,由于粗大的聚合贝氏体抵抗裂纹扩展的能力明显低于针状铁素体,导致冲击韧性急剧下降. ...
... 6 ℃时不同Ni含量高强钢焊缝金属的断裂微观参数[31] ...
... Fracture micro-parameters of high-strength steel weld metals with different Ni contents at -196 oC[31] ...
In-situ observation of microstructural evolution in reheated low carbon bainite weld metals with various Ni contents
2
2017
... Ni是典型的奥氏体稳定化元素,可通过影响高强钢焊缝金属的相变行为、晶粒尺寸和残余奥氏体含量等显著提升焊缝金属的强韧性.本课题组系统研究了Ni元素含量对贝氏体高强钢(0.2C-1.6Mn-0.55Si,质量分数,%,下同)焊缝金属的贝氏体形核与相变行为、显微组织和力学性能的影响[30~34].从形核位置和板条生长速率的角度来看,随Ni含量提高,贝氏体板条的形核率和生长速率均显著提高,形核位置和板条的生长方式逐渐多样化.在不含Ni时,贝氏体板条的形核位置仅集中在晶界和晶内.随着Ni含量的增加,在Ni含量为2% (质量分数,下同)时,试样中开始出现孪晶界形核;在Ni含量为4%时,首次观察到在贝氏体板条侧面形核的现象[32].如图2a1~a8[33]所示,在Ni含量为6%时,试样的形核方式最为多样,包括晶内缺陷空隙形核(1号板条)、附着在先形核的贝氏体板条上形核(2、3号板条)、在板条交汇处形核(4号板条)等.图2a9和a10[33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... ,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
In situ observation of kinetic processes of lath bainite nucleation and growth by laser scanning confocal microscope in reheated weld metals
8
2017
... Ni是典型的奥氏体稳定化元素,可通过影响高强钢焊缝金属的相变行为、晶粒尺寸和残余奥氏体含量等显著提升焊缝金属的强韧性.本课题组系统研究了Ni元素含量对贝氏体高强钢(0.2C-1.6Mn-0.55Si,质量分数,%,下同)焊缝金属的贝氏体形核与相变行为、显微组织和力学性能的影响[30~34].从形核位置和板条生长速率的角度来看,随Ni含量提高,贝氏体板条的形核率和生长速率均显著提高,形核位置和板条的生长方式逐渐多样化.在不含Ni时,贝氏体板条的形核位置仅集中在晶界和晶内.随着Ni含量的增加,在Ni含量为2% (质量分数,下同)时,试样中开始出现孪晶界形核;在Ni含量为4%时,首次观察到在贝氏体板条侧面形核的现象[32].如图2a1~a8[33]所示,在Ni含量为6%时,试样的形核方式最为多样,包括晶内缺陷空隙形核(1号板条)、附着在先形核的贝氏体板条上形核(2、3号板条)、在板条交汇处形核(4号板条)等.图2a9和a10[33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... [33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... [33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... ,
33]
Effects of Ni content on microstructure, strength, and toughness of weld metal of high-strength steel<sup>[<xref ref-type="bibr" rid="R30">30</xref>,<xref ref-type="bibr" rid="R31">31</xref>,<xref ref-type="bibr" rid="R33">33</xref>]</sup> (Samples with Ni mass fractions of 0%, 2%, 4%, and 6% were designated as Ni0, Ni2, Ni4, and Ni6, respectively)(a1-a8) in situ laser confocal observation results of bainite nucleation sites in samples Ni6[33] (1, 2, 3, 4—the first, second, third, and fourth growing bainitic laths) ...
... ,
33] (Samples with Ni mass fractions of 0%, 2%, 4%, and 6% were designated as Ni0, Ni2, Ni4, and Ni6, respectively)
(a1-a8) in situ laser confocal observation results of bainite nucleation sites in samples Ni6[33] (1, 2, 3, 4—the first, second, third, and fourth growing bainitic laths) ...
... (a1-a8) in situ laser confocal observation results of bainite nucleation sites in samples Ni6[33] (1, 2, 3, 4—the first, second, third, and fourth growing bainitic laths) ...
... (a9) Euler figure (EF) color map of the investigated grain for identifying various variants—the symbols and numbers indicate the variant numbers[33] (V1, V4, V6, V10, V11, V12, V14, V16, V20, V22, and V23—different variant types) (a10) plot of growing length against time (t) for three typical growth modes at various average rates[33] (b1-b5) microstructures (b1-b4) and fractions (b5) of weld metals in samples Ni0 (b1), Ni2 (b2), Ni4 (b3), and Ni6 (b4)[30] (DUB—degenerate upper bainite, PF—pro-eutectoid ferrite) (b6) prior austenite grain size distributions of weld metals with different Ni contents[30] (c1-c5) effects of Ni content on tensile strength[30] (c1), hardness[30] (c2-c4), and impact energy[31] (DBTT—ductile-brittle transition temperature) (c5) of weld metal ...
... [33] (b1-b5) microstructures (b1-b4) and fractions (b5) of weld metals in samples Ni0 (b1), Ni2 (b2), Ni4 (b3), and Ni6 (b4)[30] (DUB—degenerate upper bainite, PF—pro-eutectoid ferrite) (b6) prior austenite grain size distributions of weld metals with different Ni contents[30] (c1-c5) effects of Ni content on tensile strength[30] (c1), hardness[30] (c2-c4), and impact energy[31] (DBTT—ductile-brittle transition temperature) (c5) of weld metal ...
The relationship between low-temperature toughness and secondary crack in low-carbon bainitic weld metals
2
2018
... Ni是典型的奥氏体稳定化元素,可通过影响高强钢焊缝金属的相变行为、晶粒尺寸和残余奥氏体含量等显著提升焊缝金属的强韧性.本课题组系统研究了Ni元素含量对贝氏体高强钢(0.2C-1.6Mn-0.55Si,质量分数,%,下同)焊缝金属的贝氏体形核与相变行为、显微组织和力学性能的影响[30~34].从形核位置和板条生长速率的角度来看,随Ni含量提高,贝氏体板条的形核率和生长速率均显著提高,形核位置和板条的生长方式逐渐多样化.在不含Ni时,贝氏体板条的形核位置仅集中在晶界和晶内.随着Ni含量的增加,在Ni含量为2% (质量分数,下同)时,试样中开始出现孪晶界形核;在Ni含量为4%时,首次观察到在贝氏体板条侧面形核的现象[32].如图2a1~a8[33]所示,在Ni含量为6%时,试样的形核方式最为多样,包括晶内缺陷空隙形核(1号板条)、附着在先形核的贝氏体板条上形核(2、3号板条)、在板条交汇处形核(4号板条)等.图2a9和a10[33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... 从力学性能的角度来看,Ni通过细晶强化、板条贝氏体及板条马氏体的形成、固溶强化以及消除晶粒边界铁素体和M-A组元等方式提升焊缝金属的强度和硬度,如图2c1~c4[30]所示.同时Ni含量的增加提高了焊缝金属低温下的冲击韧性并降低韧脆转变温度,如图2c5[31]所示(当Ni含量为6%时,焊缝金属中出现热裂纹,因此未显示Ni含量为6%时的数据).从断裂机理角度来看,如表2[31]所示,随Ni含量提高,虽然表面能(γp)基本不变,但起裂源解理面半长轴长度(ac)显著降低,σf显著增加,因此抵抗断裂的能力增强,断裂时所需的外界驱动力增大,使冲击韧性提高[31].Ni含量的增加通过提高残余奥氏体含量(增强TRIP效应)、增加大角度晶界密度和细化晶粒,共同增强了焊缝金属抵抗裂纹扩展的能力,从而显著改善了焊缝金属的低温韧性[31,34].但也有研究[40,41]表明,增加Ni含量导致焊缝金属强度提高、冲击韧性降低,韧性降低的原因主要是粗大聚合贝氏体的生成,由于粗大的聚合贝氏体抵抗裂纹扩展的能力明显低于针状铁素体,导致冲击韧性急剧下降. ...
Influence of chromium content on the bainite transformation nucleation mechanism and the properties of 800 MPa grade low carbon bainite weld deposited metal
1
2022
... Ni是典型的奥氏体稳定化元素,可通过影响高强钢焊缝金属的相变行为、晶粒尺寸和残余奥氏体含量等显著提升焊缝金属的强韧性.本课题组系统研究了Ni元素含量对贝氏体高强钢(0.2C-1.6Mn-0.55Si,质量分数,%,下同)焊缝金属的贝氏体形核与相变行为、显微组织和力学性能的影响[30~34].从形核位置和板条生长速率的角度来看,随Ni含量提高,贝氏体板条的形核率和生长速率均显著提高,形核位置和板条的生长方式逐渐多样化.在不含Ni时,贝氏体板条的形核位置仅集中在晶界和晶内.随着Ni含量的增加,在Ni含量为2% (质量分数,下同)时,试样中开始出现孪晶界形核;在Ni含量为4%时,首次观察到在贝氏体板条侧面形核的现象[32].如图2a1~a8[33]所示,在Ni含量为6%时,试样的形核方式最为多样,包括晶内缺陷空隙形核(1号板条)、附着在先形核的贝氏体板条上形核(2、3号板条)、在板条交汇处形核(4号板条)等.图2a9和a10[33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
Microstructure characteristics and mechanical properties of deposited metals with different types of bainite
0
2023
Bainite nucleation mechanism and mechanical properties in low carbon bainite deposited metals with different nickel additions
1
2022
... Ni是典型的奥氏体稳定化元素,可通过影响高强钢焊缝金属的相变行为、晶粒尺寸和残余奥氏体含量等显著提升焊缝金属的强韧性.本课题组系统研究了Ni元素含量对贝氏体高强钢(0.2C-1.6Mn-0.55Si,质量分数,%,下同)焊缝金属的贝氏体形核与相变行为、显微组织和力学性能的影响[30~34].从形核位置和板条生长速率的角度来看,随Ni含量提高,贝氏体板条的形核率和生长速率均显著提高,形核位置和板条的生长方式逐渐多样化.在不含Ni时,贝氏体板条的形核位置仅集中在晶界和晶内.随着Ni含量的增加,在Ni含量为2% (质量分数,下同)时,试样中开始出现孪晶界形核;在Ni含量为4%时,首次观察到在贝氏体板条侧面形核的现象[32].如图2a1~a8[33]所示,在Ni含量为6%时,试样的形核方式最为多样,包括晶内缺陷空隙形核(1号板条)、附着在先形核的贝氏体板条上形核(2、3号板条)、在板条交汇处形核(4号板条)等.图2a9和a10[33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
Effect of Ni content on the microstructure and mechanical properties of weld metal with both-side submerged arc welding technique
2
2018
... Ni是典型的奥氏体稳定化元素,可通过影响高强钢焊缝金属的相变行为、晶粒尺寸和残余奥氏体含量等显著提升焊缝金属的强韧性.本课题组系统研究了Ni元素含量对贝氏体高强钢(0.2C-1.6Mn-0.55Si,质量分数,%,下同)焊缝金属的贝氏体形核与相变行为、显微组织和力学性能的影响[30~34].从形核位置和板条生长速率的角度来看,随Ni含量提高,贝氏体板条的形核率和生长速率均显著提高,形核位置和板条的生长方式逐渐多样化.在不含Ni时,贝氏体板条的形核位置仅集中在晶界和晶内.随着Ni含量的增加,在Ni含量为2% (质量分数,下同)时,试样中开始出现孪晶界形核;在Ni含量为4%时,首次观察到在贝氏体板条侧面形核的现象[32].如图2a1~a8[33]所示,在Ni含量为6%时,试样的形核方式最为多样,包括晶内缺陷空隙形核(1号板条)、附着在先形核的贝氏体板条上形核(2、3号板条)、在板条交汇处形核(4号板条)等.图2a9和a10[33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
... [38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
Characteristics and effects of austenite resulting from tempering of 13Cr-NiMo martensitic steel weld metals
1
2001
... Ni是典型的奥氏体稳定化元素,可通过影响高强钢焊缝金属的相变行为、晶粒尺寸和残余奥氏体含量等显著提升焊缝金属的强韧性.本课题组系统研究了Ni元素含量对贝氏体高强钢(0.2C-1.6Mn-0.55Si,质量分数,%,下同)焊缝金属的贝氏体形核与相变行为、显微组织和力学性能的影响[30~34].从形核位置和板条生长速率的角度来看,随Ni含量提高,贝氏体板条的形核率和生长速率均显著提高,形核位置和板条的生长方式逐渐多样化.在不含Ni时,贝氏体板条的形核位置仅集中在晶界和晶内.随着Ni含量的增加,在Ni含量为2% (质量分数,下同)时,试样中开始出现孪晶界形核;在Ni含量为4%时,首次观察到在贝氏体板条侧面形核的现象[32].如图2a1~a8[33]所示,在Ni含量为6%时,试样的形核方式最为多样,包括晶内缺陷空隙形核(1号板条)、附着在先形核的贝氏体板条上形核(2、3号板条)、在板条交汇处形核(4号板条)等.图2a9和a10[33]揭示了不同形核方式对应着不同的贝氏体变体,进而决定了贝氏体板条生长速率和取向差的不同,其中最快形核速率达1979 μm/s,最慢形核速率仅为2.25 μm/s[33].从显微组织组成和晶粒尺寸的角度来看,Ni元素的适当添加改变了焊缝金属组织类型和组织中的相分数并细化晶粒.本课题组研究[30]发现,随Ni含量增加,如图2b1~b5[30]所示,焊缝金属的显微组织由GB转变为AF进而转变为LM + LB,且如图2b6[30]所示,焊缝金属原奥氏体晶粒尺寸明显细化.而在相似的800 MPa级高强钢焊缝金属(0.03C-0.4Si-1.0Mn-0.3Cr-0.7Mo)中,Liu等[35~37]提出交错排列的贝氏体铁素体(bainite ferrite,BF)是焊缝金属取得优良强韧性的关键,在Ni含量为4%时,可为焊缝金属提供适宜的形核驱动力,促进贝氏体形核方式转变为自催化形核,从而形成大量交错排列的BF组织;而过量添加Ni元素( 5.5%)的焊缝金属中,由于形核驱动力过高,自催化形核方式消失,贝氏体的形核方式转变为经典形核,显微组织转变为韧性不佳的聚合贝氏体.此外,Ni含量的增加能够促进针状铁素体的形成,减少晶粒边界铁素体以及M-A组元数量,特别是高Ni含量时影响更为显著[38].Wang等[38]发现在0.06C-1.8Mn-0.2Si系高强钢中,Ni通过稳定奥氏体晶粒并降低铁素体转变温度可以获得具有优良塑韧性的针状铁素体为主的高强钢焊缝金属.由于Ni本身无限固溶于γ-Fe,是扩大γ相区的元素,因此Ni含量的增加可促进残余奥氏体的形成[31,32].残余奥氏体通过本身较高的塑性变形能力和相变诱导塑性(transformation induced plasticity,TRIP)效应吸收应变能,抑制裂纹萌生和扩展,从而显著提高焊缝金属的低温韧性[39]. ...
Influence of carbon, manganese and nickel on microstructure and properties of strong steel weld metals: Part 1——Effect of nickel content
1
2016
... 从力学性能的角度来看,Ni通过细晶强化、板条贝氏体及板条马氏体的形成、固溶强化以及消除晶粒边界铁素体和M-A组元等方式提升焊缝金属的强度和硬度,如图2c1~c4[30]所示.同时Ni含量的增加提高了焊缝金属低温下的冲击韧性并降低韧脆转变温度,如图2c5[31]所示(当Ni含量为6%时,焊缝金属中出现热裂纹,因此未显示Ni含量为6%时的数据).从断裂机理角度来看,如表2[31]所示,随Ni含量提高,虽然表面能(γp)基本不变,但起裂源解理面半长轴长度(ac)显著降低,σf显著增加,因此抵抗断裂的能力增强,断裂时所需的外界驱动力增大,使冲击韧性提高[31].Ni含量的增加通过提高残余奥氏体含量(增强TRIP效应)、增加大角度晶界密度和细化晶粒,共同增强了焊缝金属抵抗裂纹扩展的能力,从而显著改善了焊缝金属的低温韧性[31,34].但也有研究[40,41]表明,增加Ni含量导致焊缝金属强度提高、冲击韧性降低,韧性降低的原因主要是粗大聚合贝氏体的生成,由于粗大的聚合贝氏体抵抗裂纹扩展的能力明显低于针状铁素体,导致冲击韧性急剧下降. ...
Effect of Mo content on the microstructure and mechanical properties of 1000 MPa grade high-strength steel weld metal
1
... 从力学性能的角度来看,Ni通过细晶强化、板条贝氏体及板条马氏体的形成、固溶强化以及消除晶粒边界铁素体和M-A组元等方式提升焊缝金属的强度和硬度,如图2c1~c4[30]所示.同时Ni含量的增加提高了焊缝金属低温下的冲击韧性并降低韧脆转变温度,如图2c5[31]所示(当Ni含量为6%时,焊缝金属中出现热裂纹,因此未显示Ni含量为6%时的数据).从断裂机理角度来看,如表2[31]所示,随Ni含量提高,虽然表面能(γp)基本不变,但起裂源解理面半长轴长度(ac)显著降低,σf显著增加,因此抵抗断裂的能力增强,断裂时所需的外界驱动力增大,使冲击韧性提高[31].Ni含量的增加通过提高残余奥氏体含量(增强TRIP效应)、增加大角度晶界密度和细化晶粒,共同增强了焊缝金属抵抗裂纹扩展的能力,从而显著改善了焊缝金属的低温韧性[31,34].但也有研究[40,41]表明,增加Ni含量导致焊缝金属强度提高、冲击韧性降低,韧性降低的原因主要是粗大聚合贝氏体的生成,由于粗大的聚合贝氏体抵抗裂纹扩展的能力明显低于针状铁素体,导致冲击韧性急剧下降. ...
Mo含量对1000 MPa级高强钢焊缝金属组织和力学性能的影响
1
... 从力学性能的角度来看,Ni通过细晶强化、板条贝氏体及板条马氏体的形成、固溶强化以及消除晶粒边界铁素体和M-A组元等方式提升焊缝金属的强度和硬度,如图2c1~c4[30]所示.同时Ni含量的增加提高了焊缝金属低温下的冲击韧性并降低韧脆转变温度,如图2c5[31]所示(当Ni含量为6%时,焊缝金属中出现热裂纹,因此未显示Ni含量为6%时的数据).从断裂机理角度来看,如表2[31]所示,随Ni含量提高,虽然表面能(γp)基本不变,但起裂源解理面半长轴长度(ac)显著降低,σf显著增加,因此抵抗断裂的能力增强,断裂时所需的外界驱动力增大,使冲击韧性提高[31].Ni含量的增加通过提高残余奥氏体含量(增强TRIP效应)、增加大角度晶界密度和细化晶粒,共同增强了焊缝金属抵抗裂纹扩展的能力,从而显著改善了焊缝金属的低温韧性[31,34].但也有研究[40,41]表明,增加Ni含量导致焊缝金属强度提高、冲击韧性降低,韧性降低的原因主要是粗大聚合贝氏体的生成,由于粗大的聚合贝氏体抵抗裂纹扩展的能力明显低于针状铁素体,导致冲击韧性急剧下降. ...
The effects of silicon and copper on microstructures, tensile and charpy properties of weld metals by refined X120 wire
7
2018
... Si对焊缝金属的力学性能具有重要影响.本课题组[42]通过改变Si含量研究了Si含量对高强钢焊缝金属(0.06C-1.4Mn-2Ni-0.2Cr)强韧性的影响,发现其强韧性取决于显微组织、晶粒尺寸及非金属夹杂物的共同作用.如图3a1~a4[42]所示,随着Si含量的增加,焊缝金属显微组织由BF + GB + LB转变为GB + LB + M (M代表马氏体),且晶粒尺寸明显增加.Li等[43]同样提出,少量Si元素的添加可以促进多边形铁素体和粒状贝氏体的形成.在焊接过程控制方面,Si元素在焊接过程中可以有效改善熔池流动性并降低焊缝金属中缺陷的产生.Lai等[44]研究表明,较高含量的Si元素能在降低熔池溶解氧的情况下,显著影响表面张力和熔池动力学,降低孔隙率和减少空隙簇的形成.且熔池流动性的增加也可以解决焊缝熔合不良的问题并改善宏观成形[45].同时,Si作为常见的脱氧元素,在含量较低(0.10%)时可以通过降低9%Ni钢(0.04C-0.5Mn-8.8Ni)焊缝金属的O含量进而减少薄弱区域、提高焊缝韧性[46].然而在Si含量较高(0.45%)时会导致非金属夹杂物显著增多,从而导致焊缝金属的韧性急剧下降[46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
... [42]所示,随着Si含量的增加,焊缝金属显微组织由BF + GB + LB转变为GB + LB + M (M代表马氏体),且晶粒尺寸明显增加.Li等[43]同样提出,少量Si元素的添加可以促进多边形铁素体和粒状贝氏体的形成.在焊接过程控制方面,Si元素在焊接过程中可以有效改善熔池流动性并降低焊缝金属中缺陷的产生.Lai等[44]研究表明,较高含量的Si元素能在降低熔池溶解氧的情况下,显著影响表面张力和熔池动力学,降低孔隙率和减少空隙簇的形成.且熔池流动性的增加也可以解决焊缝熔合不良的问题并改善宏观成形[45].同时,Si作为常见的脱氧元素,在含量较低(0.10%)时可以通过降低9%Ni钢(0.04C-0.5Mn-8.8Ni)焊缝金属的O含量进而减少薄弱区域、提高焊缝韧性[46].然而在Si含量较高(0.45%)时会导致非金属夹杂物显著增多,从而导致焊缝金属的韧性急剧下降[46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
... [42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
... [42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
... [42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
... [
42]
Effects of Si content on microstructure and mechanical properties of weld metals<sup>[<xref ref-type="bibr" rid="R42">42</xref>]</sup> (Samples with Si mass fractions of 0.3%, 1.2%, and 2.0% were designated as Si0.3, Si1.2, and Si2.0, respectively)(a1-a3) microstructures of weld metals in samples Si0.3 (a1), Si1.2 (a2), and Si2.0 (a3) (BF—bainite ferrite, M—martensite) ...
... [
42] (Samples with Si mass fractions of 0.3%, 1.2%, and 2.0% were designated as Si0.3, Si1.2, and Si2.0, respectively)
(a1-a3) microstructures of weld metals in samples Si0.3 (a1), Si1.2 (a2), and Si2.0 (a3) (BF—bainite ferrite, M—martensite) ...
Evolutions of microstructure and impact toughness of submerged arc weld metal via introducing varied Si for weathering bridge steel
1
2023
... Si对焊缝金属的力学性能具有重要影响.本课题组[42]通过改变Si含量研究了Si含量对高强钢焊缝金属(0.06C-1.4Mn-2Ni-0.2Cr)强韧性的影响,发现其强韧性取决于显微组织、晶粒尺寸及非金属夹杂物的共同作用.如图3a1~a4[42]所示,随着Si含量的增加,焊缝金属显微组织由BF + GB + LB转变为GB + LB + M (M代表马氏体),且晶粒尺寸明显增加.Li等[43]同样提出,少量Si元素的添加可以促进多边形铁素体和粒状贝氏体的形成.在焊接过程控制方面,Si元素在焊接过程中可以有效改善熔池流动性并降低焊缝金属中缺陷的产生.Lai等[44]研究表明,较高含量的Si元素能在降低熔池溶解氧的情况下,显著影响表面张力和熔池动力学,降低孔隙率和减少空隙簇的形成.且熔池流动性的增加也可以解决焊缝熔合不良的问题并改善宏观成形[45].同时,Si作为常见的脱氧元素,在含量较低(0.10%)时可以通过降低9%Ni钢(0.04C-0.5Mn-8.8Ni)焊缝金属的O含量进而减少薄弱区域、提高焊缝韧性[46].然而在Si含量较高(0.45%)时会导致非金属夹杂物显著增多,从而导致焊缝金属的韧性急剧下降[46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
Study on effect of laser keyhole weld termination regimes and material composition on weld overlap start-stop defects
1
2020
... Si对焊缝金属的力学性能具有重要影响.本课题组[42]通过改变Si含量研究了Si含量对高强钢焊缝金属(0.06C-1.4Mn-2Ni-0.2Cr)强韧性的影响,发现其强韧性取决于显微组织、晶粒尺寸及非金属夹杂物的共同作用.如图3a1~a4[42]所示,随着Si含量的增加,焊缝金属显微组织由BF + GB + LB转变为GB + LB + M (M代表马氏体),且晶粒尺寸明显增加.Li等[43]同样提出,少量Si元素的添加可以促进多边形铁素体和粒状贝氏体的形成.在焊接过程控制方面,Si元素在焊接过程中可以有效改善熔池流动性并降低焊缝金属中缺陷的产生.Lai等[44]研究表明,较高含量的Si元素能在降低熔池溶解氧的情况下,显著影响表面张力和熔池动力学,降低孔隙率和减少空隙簇的形成.且熔池流动性的增加也可以解决焊缝熔合不良的问题并改善宏观成形[45].同时,Si作为常见的脱氧元素,在含量较低(0.10%)时可以通过降低9%Ni钢(0.04C-0.5Mn-8.8Ni)焊缝金属的O含量进而减少薄弱区域、提高焊缝韧性[46].然而在Si含量较高(0.45%)时会导致非金属夹杂物显著增多,从而导致焊缝金属的韧性急剧下降[46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
Effects of Si element on the weld formation and microstructure of titanium/steel dissimilar joints
1
2025
... Si对焊缝金属的力学性能具有重要影响.本课题组[42]通过改变Si含量研究了Si含量对高强钢焊缝金属(0.06C-1.4Mn-2Ni-0.2Cr)强韧性的影响,发现其强韧性取决于显微组织、晶粒尺寸及非金属夹杂物的共同作用.如图3a1~a4[42]所示,随着Si含量的增加,焊缝金属显微组织由BF + GB + LB转变为GB + LB + M (M代表马氏体),且晶粒尺寸明显增加.Li等[43]同样提出,少量Si元素的添加可以促进多边形铁素体和粒状贝氏体的形成.在焊接过程控制方面,Si元素在焊接过程中可以有效改善熔池流动性并降低焊缝金属中缺陷的产生.Lai等[44]研究表明,较高含量的Si元素能在降低熔池溶解氧的情况下,显著影响表面张力和熔池动力学,降低孔隙率和减少空隙簇的形成.且熔池流动性的增加也可以解决焊缝熔合不良的问题并改善宏观成形[45].同时,Si作为常见的脱氧元素,在含量较低(0.10%)时可以通过降低9%Ni钢(0.04C-0.5Mn-8.8Ni)焊缝金属的O含量进而减少薄弱区域、提高焊缝韧性[46].然而在Si含量较高(0.45%)时会导致非金属夹杂物显著增多,从而导致焊缝金属的韧性急剧下降[46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
Si元素对钛/钢异种金属接头成形及微观组织影响
1
2025
... Si对焊缝金属的力学性能具有重要影响.本课题组[42]通过改变Si含量研究了Si含量对高强钢焊缝金属(0.06C-1.4Mn-2Ni-0.2Cr)强韧性的影响,发现其强韧性取决于显微组织、晶粒尺寸及非金属夹杂物的共同作用.如图3a1~a4[42]所示,随着Si含量的增加,焊缝金属显微组织由BF + GB + LB转变为GB + LB + M (M代表马氏体),且晶粒尺寸明显增加.Li等[43]同样提出,少量Si元素的添加可以促进多边形铁素体和粒状贝氏体的形成.在焊接过程控制方面,Si元素在焊接过程中可以有效改善熔池流动性并降低焊缝金属中缺陷的产生.Lai等[44]研究表明,较高含量的Si元素能在降低熔池溶解氧的情况下,显著影响表面张力和熔池动力学,降低孔隙率和减少空隙簇的形成.且熔池流动性的增加也可以解决焊缝熔合不良的问题并改善宏观成形[45].同时,Si作为常见的脱氧元素,在含量较低(0.10%)时可以通过降低9%Ni钢(0.04C-0.5Mn-8.8Ni)焊缝金属的O含量进而减少薄弱区域、提高焊缝韧性[46].然而在Si含量较高(0.45%)时会导致非金属夹杂物显著增多,从而导致焊缝金属的韧性急剧下降[46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
Effect of silicon and oxygen content on the toughness of ferritec weld metal in 9%Ni steel
2
1983
... Si对焊缝金属的力学性能具有重要影响.本课题组[42]通过改变Si含量研究了Si含量对高强钢焊缝金属(0.06C-1.4Mn-2Ni-0.2Cr)强韧性的影响,发现其强韧性取决于显微组织、晶粒尺寸及非金属夹杂物的共同作用.如图3a1~a4[42]所示,随着Si含量的增加,焊缝金属显微组织由BF + GB + LB转变为GB + LB + M (M代表马氏体),且晶粒尺寸明显增加.Li等[43]同样提出,少量Si元素的添加可以促进多边形铁素体和粒状贝氏体的形成.在焊接过程控制方面,Si元素在焊接过程中可以有效改善熔池流动性并降低焊缝金属中缺陷的产生.Lai等[44]研究表明,较高含量的Si元素能在降低熔池溶解氧的情况下,显著影响表面张力和熔池动力学,降低孔隙率和减少空隙簇的形成.且熔池流动性的增加也可以解决焊缝熔合不良的问题并改善宏观成形[45].同时,Si作为常见的脱氧元素,在含量较低(0.10%)时可以通过降低9%Ni钢(0.04C-0.5Mn-8.8Ni)焊缝金属的O含量进而减少薄弱区域、提高焊缝韧性[46].然而在Si含量较高(0.45%)时会导致非金属夹杂物显著增多,从而导致焊缝金属的韧性急剧下降[46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
... [46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
Effects of Si content on microstructure and toughness of the 800 MPa grade high-strength low-alloy deposited metals
1
2024
... Si对焊缝金属的力学性能具有重要影响.本课题组[42]通过改变Si含量研究了Si含量对高强钢焊缝金属(0.06C-1.4Mn-2Ni-0.2Cr)强韧性的影响,发现其强韧性取决于显微组织、晶粒尺寸及非金属夹杂物的共同作用.如图3a1~a4[42]所示,随着Si含量的增加,焊缝金属显微组织由BF + GB + LB转变为GB + LB + M (M代表马氏体),且晶粒尺寸明显增加.Li等[43]同样提出,少量Si元素的添加可以促进多边形铁素体和粒状贝氏体的形成.在焊接过程控制方面,Si元素在焊接过程中可以有效改善熔池流动性并降低焊缝金属中缺陷的产生.Lai等[44]研究表明,较高含量的Si元素能在降低熔池溶解氧的情况下,显著影响表面张力和熔池动力学,降低孔隙率和减少空隙簇的形成.且熔池流动性的增加也可以解决焊缝熔合不良的问题并改善宏观成形[45].同时,Si作为常见的脱氧元素,在含量较低(0.10%)时可以通过降低9%Ni钢(0.04C-0.5Mn-8.8Ni)焊缝金属的O含量进而减少薄弱区域、提高焊缝韧性[46].然而在Si含量较高(0.45%)时会导致非金属夹杂物显著增多,从而导致焊缝金属的韧性急剧下降[46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
Si元素对800 MPa级HSLA钢焊材熔敷金属组织及韧性的影响
1
2024
... Si对焊缝金属的力学性能具有重要影响.本课题组[42]通过改变Si含量研究了Si含量对高强钢焊缝金属(0.06C-1.4Mn-2Ni-0.2Cr)强韧性的影响,发现其强韧性取决于显微组织、晶粒尺寸及非金属夹杂物的共同作用.如图3a1~a4[42]所示,随着Si含量的增加,焊缝金属显微组织由BF + GB + LB转变为GB + LB + M (M代表马氏体),且晶粒尺寸明显增加.Li等[43]同样提出,少量Si元素的添加可以促进多边形铁素体和粒状贝氏体的形成.在焊接过程控制方面,Si元素在焊接过程中可以有效改善熔池流动性并降低焊缝金属中缺陷的产生.Lai等[44]研究表明,较高含量的Si元素能在降低熔池溶解氧的情况下,显著影响表面张力和熔池动力学,降低孔隙率和减少空隙簇的形成.且熔池流动性的增加也可以解决焊缝熔合不良的问题并改善宏观成形[45].同时,Si作为常见的脱氧元素,在含量较低(0.10%)时可以通过降低9%Ni钢(0.04C-0.5Mn-8.8Ni)焊缝金属的O含量进而减少薄弱区域、提高焊缝韧性[46].然而在Si含量较高(0.45%)时会导致非金属夹杂物显著增多,从而导致焊缝金属的韧性急剧下降[46].如图3b1[42]所示,大量的Si元素添加(2.0%)导致临界事件转变为大尺寸的Si-Al-Mn系氧化物夹杂起裂,进而导致如图3b2和b3[42]所示的解理断裂应力与SCL + SZW显著下降,从而更早发生解理断裂,韧性严重恶化.与之对应,如图3c1~c3[42]所示,Si元素的大量添加使焊缝金属的强度和硬度显著提高,塑性和韧性明显恶化.此外,过高的Si含量导致的板条粗化和大角度晶界的减少是导致其冲击韧性恶化的原因之一[47]. ...
Influence of vanadium micro-alloying on the microstructure of structural high strength steels welded joints
1
2023
... V主要通过析出强化和促进显微组织演变提高焊缝金属的综合力学性能.从显微组织的角度来说,V元素对焊缝金属的组织调控作用主要表现在形成细小析出物,促进针状铁素体组织的形成,从而改善焊缝金属的韧性.同时V的加入在低合金高强钢(0.16C-1.45Mn-0.03Si)中可有效细化贝氏体板条,促进残余奥氏体的形成[48].此外,添加V元素可以促进多种高强钢接头(0.1C-0.07Si-0.85Mn、0.05C-0.2Si-1.3Mn-0.45Cr-0.36Ni、0.08C-1.45Mn-0.9Si等)微观结构的变化,如形成贝氏体、马氏体-珠光体-铁素体、贝氏体-铁素体等微观结构[49,50].这些微观结构优于传统的针状铁素体结构,进而显著提高焊缝金属的强度和韧性.虽然研究[51]表明,V元素的添加导致焊缝金属的硬度分布不均匀,但对整体韧性没有显著影响.除对显微组织的影响外,V对析出相的影响同样至关重要,在高强钢焊缝金属(含微量Mo和Ni的0.09C-0.52Si-1.6Mn-4.3Cr)中,V微合金化可以促进细小的V富集团簇的形成[52].对于已经存在的纳米级析出相,V元素的添加能将高强钢(0.05C-0.2Si-1.3Mn-0.45Cr-0.015Ti)中已存在的Ti(C, N)改性为(Ti, V)(C, N),同时析出纳米级V(C, N)颗粒,钉扎位错运动[50]. ...
Flux enhancement with titanium or vanadium oxides addition for superior submerged arc welding of HSLA steel plates
1
2024
... V主要通过析出强化和促进显微组织演变提高焊缝金属的综合力学性能.从显微组织的角度来说,V元素对焊缝金属的组织调控作用主要表现在形成细小析出物,促进针状铁素体组织的形成,从而改善焊缝金属的韧性.同时V的加入在低合金高强钢(0.16C-1.45Mn-0.03Si)中可有效细化贝氏体板条,促进残余奥氏体的形成[48].此外,添加V元素可以促进多种高强钢接头(0.1C-0.07Si-0.85Mn、0.05C-0.2Si-1.3Mn-0.45Cr-0.36Ni、0.08C-1.45Mn-0.9Si等)微观结构的变化,如形成贝氏体、马氏体-珠光体-铁素体、贝氏体-铁素体等微观结构[49,50].这些微观结构优于传统的针状铁素体结构,进而显著提高焊缝金属的强度和韧性.虽然研究[51]表明,V元素的添加导致焊缝金属的硬度分布不均匀,但对整体韧性没有显著影响.除对显微组织的影响外,V对析出相的影响同样至关重要,在高强钢焊缝金属(含微量Mo和Ni的0.09C-0.52Si-1.6Mn-4.3Cr)中,V微合金化可以促进细小的V富集团簇的形成[52].对于已经存在的纳米级析出相,V元素的添加能将高强钢(0.05C-0.2Si-1.3Mn-0.45Cr-0.015Ti)中已存在的Ti(C, N)改性为(Ti, V)(C, N),同时析出纳米级V(C, N)颗粒,钉扎位错运动[50]. ...
Mechanisms underlying the marked enhancement of toughness in the CGHAZ of N-Ti weathering steel subjected to large heat input through the trace addition of vanadium
2
2025
... V主要通过析出强化和促进显微组织演变提高焊缝金属的综合力学性能.从显微组织的角度来说,V元素对焊缝金属的组织调控作用主要表现在形成细小析出物,促进针状铁素体组织的形成,从而改善焊缝金属的韧性.同时V的加入在低合金高强钢(0.16C-1.45Mn-0.03Si)中可有效细化贝氏体板条,促进残余奥氏体的形成[48].此外,添加V元素可以促进多种高强钢接头(0.1C-0.07Si-0.85Mn、0.05C-0.2Si-1.3Mn-0.45Cr-0.36Ni、0.08C-1.45Mn-0.9Si等)微观结构的变化,如形成贝氏体、马氏体-珠光体-铁素体、贝氏体-铁素体等微观结构[49,50].这些微观结构优于传统的针状铁素体结构,进而显著提高焊缝金属的强度和韧性.虽然研究[51]表明,V元素的添加导致焊缝金属的硬度分布不均匀,但对整体韧性没有显著影响.除对显微组织的影响外,V对析出相的影响同样至关重要,在高强钢焊缝金属(含微量Mo和Ni的0.09C-0.52Si-1.6Mn-4.3Cr)中,V微合金化可以促进细小的V富集团簇的形成[52].对于已经存在的纳米级析出相,V元素的添加能将高强钢(0.05C-0.2Si-1.3Mn-0.45Cr-0.015Ti)中已存在的Ti(C, N)改性为(Ti, V)(C, N),同时析出纳米级V(C, N)颗粒,钉扎位错运动[50]. ...
... [50]. ...
Influence of inhomogeneity on several length scales on the local mechanical properties in V-alloyed all-weld metal
1
2018
... V主要通过析出强化和促进显微组织演变提高焊缝金属的综合力学性能.从显微组织的角度来说,V元素对焊缝金属的组织调控作用主要表现在形成细小析出物,促进针状铁素体组织的形成,从而改善焊缝金属的韧性.同时V的加入在低合金高强钢(0.16C-1.45Mn-0.03Si)中可有效细化贝氏体板条,促进残余奥氏体的形成[48].此外,添加V元素可以促进多种高强钢接头(0.1C-0.07Si-0.85Mn、0.05C-0.2Si-1.3Mn-0.45Cr-0.36Ni、0.08C-1.45Mn-0.9Si等)微观结构的变化,如形成贝氏体、马氏体-珠光体-铁素体、贝氏体-铁素体等微观结构[49,50].这些微观结构优于传统的针状铁素体结构,进而显著提高焊缝金属的强度和韧性.虽然研究[51]表明,V元素的添加导致焊缝金属的硬度分布不均匀,但对整体韧性没有显著影响.除对显微组织的影响外,V对析出相的影响同样至关重要,在高强钢焊缝金属(含微量Mo和Ni的0.09C-0.52Si-1.6Mn-4.3Cr)中,V微合金化可以促进细小的V富集团簇的形成[52].对于已经存在的纳米级析出相,V元素的添加能将高强钢(0.05C-0.2Si-1.3Mn-0.45Cr-0.015Ti)中已存在的Ti(C, N)改性为(Ti, V)(C, N),同时析出纳米级V(C, N)颗粒,钉扎位错运动[50]. ...
Effects of V-N microalloying on low-cycle fatigue property in the welded joints of constructional steel
1
2023
... V主要通过析出强化和促进显微组织演变提高焊缝金属的综合力学性能.从显微组织的角度来说,V元素对焊缝金属的组织调控作用主要表现在形成细小析出物,促进针状铁素体组织的形成,从而改善焊缝金属的韧性.同时V的加入在低合金高强钢(0.16C-1.45Mn-0.03Si)中可有效细化贝氏体板条,促进残余奥氏体的形成[48].此外,添加V元素可以促进多种高强钢接头(0.1C-0.07Si-0.85Mn、0.05C-0.2Si-1.3Mn-0.45Cr-0.36Ni、0.08C-1.45Mn-0.9Si等)微观结构的变化,如形成贝氏体、马氏体-珠光体-铁素体、贝氏体-铁素体等微观结构[49,50].这些微观结构优于传统的针状铁素体结构,进而显著提高焊缝金属的强度和韧性.虽然研究[51]表明,V元素的添加导致焊缝金属的硬度分布不均匀,但对整体韧性没有显著影响.除对显微组织的影响外,V对析出相的影响同样至关重要,在高强钢焊缝金属(含微量Mo和Ni的0.09C-0.52Si-1.6Mn-4.3Cr)中,V微合金化可以促进细小的V富集团簇的形成[52].对于已经存在的纳米级析出相,V元素的添加能将高强钢(0.05C-0.2Si-1.3Mn-0.45Cr-0.015Ti)中已存在的Ti(C, N)改性为(Ti, V)(C, N),同时析出纳米级V(C, N)颗粒,钉扎位错运动[50]. ...
Effect of Ti content and martensite-austenite constituents on microstructure and mechanical property
8
2018
... Ti元素在高强钢焊缝金属中的添加对其强韧性有显著影响.当前研究普遍认为Ti含量决定夹杂物以及组织的不同,从而对焊缝金属强韧性产生影响.适量的Ti有助于在低合金高强钢焊缝金属(0.06C-0.3Si-1.3Mn-0.6Cr-0.5Mo-2.2Ni)中形成Ti-Mn-Al-O和Ti-Al-O夹杂物,这些夹杂物可成为针状铁素体的形核位点,有效促进针状铁素体的形成[53~55].针状铁素体具有细小的晶粒和大量大角度晶界,能够有效阻碍裂纹扩展,从而提高焊缝金属的冲击韧性与裂纹扩展阻力[56,57].如图4[53]所示,对于高强钢焊缝金属(0.05C-0.4Si-1.6Mn-0.45Cr-0.5Mo)中已存在的夹杂物,Ti含量的增加促进了非金属氧化物夹杂物的转变,使其由图4a和b[53]中的γ-Al2O3 + MnAl2O4转变为图4c和d[53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
... [53]所示,对于高强钢焊缝金属(0.05C-0.4Si-1.6Mn-0.45Cr-0.5Mo)中已存在的夹杂物,Ti含量的增加促进了非金属氧化物夹杂物的转变,使其由图4a和b[53]中的γ-Al2O3 + MnAl2O4转变为图4c和d[53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
... [53]中的γ-Al2O3 + MnAl2O4转变为图4c和d[53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
... [53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
... [53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
... [53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
... [
53]
Effects of Ti on inclusions in weld metal of high-strength steel<sup>[<xref ref-type="bibr" rid="R53">53</xref>]</sup> (I, II, III—the locations of selected area electron diffraction (SAED) analysis)(a, b) STEM image and EDS mappings (a), bright-field TEM image and the SAED patterns (insets) (b) of inclusion in weld metal with low Ti content (c, d) STEM image and EDS mappings (c), bright-field TEM image and the SAED patterns (insets) (d) of inclusion in weld metal with high Ti content ...
... [
53] (I, II, III—the locations of selected area electron diffraction (SAED) analysis)
(a, b) STEM image and EDS mappings (a), bright-field TEM image and the SAED patterns (insets) (b) of inclusion in weld metal with low Ti content (c, d) STEM image and EDS mappings (c), bright-field TEM image and the SAED patterns (insets) (d) of inclusion in weld metal with high Ti content ...
Effect of trace element on microstructure and fracture toughness of weld metal
0
2020
Study on the impact toughness and crack propagation behavior of Ti microalloyed weathering steel laser-MAG hybrid welded joints
1
2025
... Ti元素在高强钢焊缝金属中的添加对其强韧性有显著影响.当前研究普遍认为Ti含量决定夹杂物以及组织的不同,从而对焊缝金属强韧性产生影响.适量的Ti有助于在低合金高强钢焊缝金属(0.06C-0.3Si-1.3Mn-0.6Cr-0.5Mo-2.2Ni)中形成Ti-Mn-Al-O和Ti-Al-O夹杂物,这些夹杂物可成为针状铁素体的形核位点,有效促进针状铁素体的形成[53~55].针状铁素体具有细小的晶粒和大量大角度晶界,能够有效阻碍裂纹扩展,从而提高焊缝金属的冲击韧性与裂纹扩展阻力[56,57].如图4[53]所示,对于高强钢焊缝金属(0.05C-0.4Si-1.6Mn-0.45Cr-0.5Mo)中已存在的夹杂物,Ti含量的增加促进了非金属氧化物夹杂物的转变,使其由图4a和b[53]中的γ-Al2O3 + MnAl2O4转变为图4c和d[53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
Effect of Ti content on the inclusions, microstructure and fracture mechanism of X100 pipeline steel laser-MAG hybrid welds
1
2022
... Ti元素在高强钢焊缝金属中的添加对其强韧性有显著影响.当前研究普遍认为Ti含量决定夹杂物以及组织的不同,从而对焊缝金属强韧性产生影响.适量的Ti有助于在低合金高强钢焊缝金属(0.06C-0.3Si-1.3Mn-0.6Cr-0.5Mo-2.2Ni)中形成Ti-Mn-Al-O和Ti-Al-O夹杂物,这些夹杂物可成为针状铁素体的形核位点,有效促进针状铁素体的形成[53~55].针状铁素体具有细小的晶粒和大量大角度晶界,能够有效阻碍裂纹扩展,从而提高焊缝金属的冲击韧性与裂纹扩展阻力[56,57].如图4[53]所示,对于高强钢焊缝金属(0.05C-0.4Si-1.6Mn-0.45Cr-0.5Mo)中已存在的夹杂物,Ti含量的增加促进了非金属氧化物夹杂物的转变,使其由图4a和b[53]中的γ-Al2O3 + MnAl2O4转变为图4c和d[53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
Effect of TiO2-containing fluxes on the mechanical properties and microstructure in submerged-arc weld steels
2
2009
... Ti元素在高强钢焊缝金属中的添加对其强韧性有显著影响.当前研究普遍认为Ti含量决定夹杂物以及组织的不同,从而对焊缝金属强韧性产生影响.适量的Ti有助于在低合金高强钢焊缝金属(0.06C-0.3Si-1.3Mn-0.6Cr-0.5Mo-2.2Ni)中形成Ti-Mn-Al-O和Ti-Al-O夹杂物,这些夹杂物可成为针状铁素体的形核位点,有效促进针状铁素体的形成[53~55].针状铁素体具有细小的晶粒和大量大角度晶界,能够有效阻碍裂纹扩展,从而提高焊缝金属的冲击韧性与裂纹扩展阻力[56,57].如图4[53]所示,对于高强钢焊缝金属(0.05C-0.4Si-1.6Mn-0.45Cr-0.5Mo)中已存在的夹杂物,Ti含量的增加促进了非金属氧化物夹杂物的转变,使其由图4a和b[53]中的γ-Al2O3 + MnAl2O4转变为图4c和d[53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
... ,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
Metallurgical design rules for high-strength steel weld metals
1
2022
... Ti元素在高强钢焊缝金属中的添加对其强韧性有显著影响.当前研究普遍认为Ti含量决定夹杂物以及组织的不同,从而对焊缝金属强韧性产生影响.适量的Ti有助于在低合金高强钢焊缝金属(0.06C-0.3Si-1.3Mn-0.6Cr-0.5Mo-2.2Ni)中形成Ti-Mn-Al-O和Ti-Al-O夹杂物,这些夹杂物可成为针状铁素体的形核位点,有效促进针状铁素体的形成[53~55].针状铁素体具有细小的晶粒和大量大角度晶界,能够有效阻碍裂纹扩展,从而提高焊缝金属的冲击韧性与裂纹扩展阻力[56,57].如图4[53]所示,对于高强钢焊缝金属(0.05C-0.4Si-1.6Mn-0.45Cr-0.5Mo)中已存在的夹杂物,Ti含量的增加促进了非金属氧化物夹杂物的转变,使其由图4a和b[53]中的γ-Al2O3 + MnAl2O4转变为图4c和d[53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
Structure-property relationships in low C weld metal
1
1977
... Ti元素在高强钢焊缝金属中的添加对其强韧性有显著影响.当前研究普遍认为Ti含量决定夹杂物以及组织的不同,从而对焊缝金属强韧性产生影响.适量的Ti有助于在低合金高强钢焊缝金属(0.06C-0.3Si-1.3Mn-0.6Cr-0.5Mo-2.2Ni)中形成Ti-Mn-Al-O和Ti-Al-O夹杂物,这些夹杂物可成为针状铁素体的形核位点,有效促进针状铁素体的形成[53~55].针状铁素体具有细小的晶粒和大量大角度晶界,能够有效阻碍裂纹扩展,从而提高焊缝金属的冲击韧性与裂纹扩展阻力[56,57].如图4[53]所示,对于高强钢焊缝金属(0.05C-0.4Si-1.6Mn-0.45Cr-0.5Mo)中已存在的夹杂物,Ti含量的增加促进了非金属氧化物夹杂物的转变,使其由图4a和b[53]中的γ-Al2O3 + MnAl2O4转变为图4c和d[53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
Mechanisms of Ti and B on improving weld metal toughness of a Nb-alloyed steel
1
2020
... Ti元素在高强钢焊缝金属中的添加对其强韧性有显著影响.当前研究普遍认为Ti含量决定夹杂物以及组织的不同,从而对焊缝金属强韧性产生影响.适量的Ti有助于在低合金高强钢焊缝金属(0.06C-0.3Si-1.3Mn-0.6Cr-0.5Mo-2.2Ni)中形成Ti-Mn-Al-O和Ti-Al-O夹杂物,这些夹杂物可成为针状铁素体的形核位点,有效促进针状铁素体的形成[53~55].针状铁素体具有细小的晶粒和大量大角度晶界,能够有效阻碍裂纹扩展,从而提高焊缝金属的冲击韧性与裂纹扩展阻力[56,57].如图4[53]所示,对于高强钢焊缝金属(0.05C-0.4Si-1.6Mn-0.45Cr-0.5Mo)中已存在的夹杂物,Ti含量的增加促进了非金属氧化物夹杂物的转变,使其由图4a和b[53]中的γ-Al2O3 + MnAl2O4转变为图4c和d[53]中的MnTi2O4 + MnAl2O4 + MnSiO3[53].同时,由于转变后的夹杂物的内部及表面形成了大量的MnTi2O4,该相与铁素体具有良好的错配度,为针状铁素体形核提供更多的位置,从而提高了组织中针状铁素体的含量并细化组织[53,57].此外,Ti与B、Al、O和N元素的平衡添加可以降低奥氏体向铁素体的转变温度,改善焊缝金属的韧性[58,59].适量Ti与B的结合可形成细小夹杂物,有助于细化焊缝金属的微观结构,提高韧性[60]. ...
Effect of Ti content on microstructure and mechanical properties of 960 MPa high strength steel weld metal
1
2025
... Ti含量过高会显著增加氧化物夹杂的尺寸,并在0.08C-0.3Si-1.88Mn-2.8Ni-0.75Mo系焊缝金属中形成富含板条贝氏体和TiN脆硬相的中心粗晶区,导致冲击功和裂纹扩展功急剧下降[61].此外,Ti含量过高时容易在晶界形成脆硬的Ti4C2S2,导致强度和韧性均明显降低[62].同时,高TiO2含量的药皮能提高熔渣的电子导电能力,影响焊接过程中的热量传递和焊缝金属的合金化成分[63].谢旭等[64]发现,高TiO2含量的焊剂在高温电弧下增加了焊剂氧势,导致更多的Mn和Si元素通过熔渣-熔池界面流失进入到熔渣中,焊缝金属中的Mn和Si含量分别下降0.29%和0.041%. ...
Ti含量对960 MPa高强钢焊缝金属微观结构及力学性能的影响
1
2025
... Ti含量过高会显著增加氧化物夹杂的尺寸,并在0.08C-0.3Si-1.88Mn-2.8Ni-0.75Mo系焊缝金属中形成富含板条贝氏体和TiN脆硬相的中心粗晶区,导致冲击功和裂纹扩展功急剧下降[61].此外,Ti含量过高时容易在晶界形成脆硬的Ti4C2S2,导致强度和韧性均明显降低[62].同时,高TiO2含量的药皮能提高熔渣的电子导电能力,影响焊接过程中的热量传递和焊缝金属的合金化成分[63].谢旭等[64]发现,高TiO2含量的焊剂在高温电弧下增加了焊剂氧势,导致更多的Mn和Si元素通过熔渣-熔池界面流失进入到熔渣中,焊缝金属中的Mn和Si含量分别下降0.29%和0.041%. ...
Effect of TiO2 in the self-shielded flux-cored wire on microstructures and properties of deposited metal
1
2023
... Ti含量过高会显著增加氧化物夹杂的尺寸,并在0.08C-0.3Si-1.88Mn-2.8Ni-0.75Mo系焊缝金属中形成富含板条贝氏体和TiN脆硬相的中心粗晶区,导致冲击功和裂纹扩展功急剧下降[61].此外,Ti含量过高时容易在晶界形成脆硬的Ti4C2S2,导致强度和韧性均明显降低[62].同时,高TiO2含量的药皮能提高熔渣的电子导电能力,影响焊接过程中的热量传递和焊缝金属的合金化成分[63].谢旭等[64]发现,高TiO2含量的焊剂在高温电弧下增加了焊剂氧势,导致更多的Mn和Si元素通过熔渣-熔池界面流失进入到熔渣中,焊缝金属中的Mn和Si含量分别下降0.29%和0.041%. ...
TiO2对自保护药芯焊丝熔敷金属组织与性能的影响
1
2023
... Ti含量过高会显著增加氧化物夹杂的尺寸,并在0.08C-0.3Si-1.88Mn-2.8Ni-0.75Mo系焊缝金属中形成富含板条贝氏体和TiN脆硬相的中心粗晶区,导致冲击功和裂纹扩展功急剧下降[61].此外,Ti含量过高时容易在晶界形成脆硬的Ti4C2S2,导致强度和韧性均明显降低[62].同时,高TiO2含量的药皮能提高熔渣的电子导电能力,影响焊接过程中的热量传递和焊缝金属的合金化成分[63].谢旭等[64]发现,高TiO2含量的焊剂在高温电弧下增加了焊剂氧势,导致更多的Mn和Si元素通过熔渣-熔池界面流失进入到熔渣中,焊缝金属中的Mn和Si含量分别下降0.29%和0.041%. ...
Influence of MnO upon electrical conductive mechanisms of submerged arc welding fluxes: insights from ab initio molecular dynamics simulations
1
2026
... Ti含量过高会显著增加氧化物夹杂的尺寸,并在0.08C-0.3Si-1.88Mn-2.8Ni-0.75Mo系焊缝金属中形成富含板条贝氏体和TiN脆硬相的中心粗晶区,导致冲击功和裂纹扩展功急剧下降[61].此外,Ti含量过高时容易在晶界形成脆硬的Ti4C2S2,导致强度和韧性均明显降低[62].同时,高TiO2含量的药皮能提高熔渣的电子导电能力,影响焊接过程中的热量传递和焊缝金属的合金化成分[63].谢旭等[64]发现,高TiO2含量的焊剂在高温电弧下增加了焊剂氧势,导致更多的Mn和Si元素通过熔渣-熔池界面流失进入到熔渣中,焊缝金属中的Mn和Si含量分别下降0.29%和0.041%. ...
第一性原理分子动力学研究MnO对埋弧焊剂导电机制的影响
1
2026
... Ti含量过高会显著增加氧化物夹杂的尺寸,并在0.08C-0.3Si-1.88Mn-2.8Ni-0.75Mo系焊缝金属中形成富含板条贝氏体和TiN脆硬相的中心粗晶区,导致冲击功和裂纹扩展功急剧下降[61].此外,Ti含量过高时容易在晶界形成脆硬的Ti4C2S2,导致强度和韧性均明显降低[62].同时,高TiO2含量的药皮能提高熔渣的电子导电能力,影响焊接过程中的热量传递和焊缝金属的合金化成分[63].谢旭等[64]发现,高TiO2含量的焊剂在高温电弧下增加了焊剂氧势,导致更多的Mn和Si元素通过熔渣-熔池界面流失进入到熔渣中,焊缝金属中的Mn和Si含量分别下降0.29%和0.041%. ...
Optimizing microstructures and mechanical properties of electro-gas welded metals for EH36 shipbuilding steel treated by CaF2-TiO2 fluxes
1
2025
... Ti含量过高会显著增加氧化物夹杂的尺寸,并在0.08C-0.3Si-1.88Mn-2.8Ni-0.75Mo系焊缝金属中形成富含板条贝氏体和TiN脆硬相的中心粗晶区,导致冲击功和裂纹扩展功急剧下降[61].此外,Ti含量过高时容易在晶界形成脆硬的Ti4C2S2,导致强度和韧性均明显降低[62].同时,高TiO2含量的药皮能提高熔渣的电子导电能力,影响焊接过程中的热量传递和焊缝金属的合金化成分[63].谢旭等[64]发现,高TiO2含量的焊剂在高温电弧下增加了焊剂氧势,导致更多的Mn和Si元素通过熔渣-熔池界面流失进入到熔渣中,焊缝金属中的Mn和Si含量分别下降0.29%和0.041%. ...
CaF2-TiO2焊剂作用下EH36船板钢气电立焊焊缝金属组织优化及力学性能调控
1
2025
... Ti含量过高会显著增加氧化物夹杂的尺寸,并在0.08C-0.3Si-1.88Mn-2.8Ni-0.75Mo系焊缝金属中形成富含板条贝氏体和TiN脆硬相的中心粗晶区,导致冲击功和裂纹扩展功急剧下降[61].此外,Ti含量过高时容易在晶界形成脆硬的Ti4C2S2,导致强度和韧性均明显降低[62].同时,高TiO2含量的药皮能提高熔渣的电子导电能力,影响焊接过程中的热量传递和焊缝金属的合金化成分[63].谢旭等[64]发现,高TiO2含量的焊剂在高温电弧下增加了焊剂氧势,导致更多的Mn和Si元素通过熔渣-熔池界面流失进入到熔渣中,焊缝金属中的Mn和Si含量分别下降0.29%和0.041%. ...
Effects of boron on the microstructure and impact toughness of weathering steel weld metals and existing form of boron
9
2022
... B元素在焊缝金属中的添加对其强韧性有显著影响.在高强钢焊缝金属中,如图5a1~a4[65]所示,B主要以与O和C共同偏析的形式存在于原奥氏体晶界,形成B的氧化物及少量硼化物.本课题组研究[65]同时观察到了Ti、Mn和B三种元素在晶界处呈点状或连续共偏析的现象.B的加入推迟了相变起始点,使得焊缝金属的相变区间下移,同时降低表面能,推迟并抑制先共析铁素体的生成,进一步细化焊缝金属组织[65~67].如图5b1~b8[65]所示,B的添加除细化晶粒外,还可使焊缝金属的组织由块状铁素体转变为粒状贝氏体[65].与Ti元素类似,B元素的添加量同样需要控制在合适的范围内,如图5c1~c3[65]所示,0.04C-1.5Mn-0.2Cr-0.7Ni钢焊缝金属中的最佳B含量约为42 × 10-6,此时韧脆转变温度降低至-75 ℃.然而B含量过高会导致非金属夹杂物增多,进而影响焊缝金属的整体韧性[65].在含Ti钢焊缝金属(0.05C-1.5Mn-0.25Si-0.02Ti)中,B含量为(22~39) × 10-6时可显著增加针状铁素体的数量,从而提高冲击韧性,但过高的B含量同样会降低冲击韧性[68]. ...
... [65]同时观察到了Ti、Mn和B三种元素在晶界处呈点状或连续共偏析的现象.B的加入推迟了相变起始点,使得焊缝金属的相变区间下移,同时降低表面能,推迟并抑制先共析铁素体的生成,进一步细化焊缝金属组织[65~67].如图5b1~b8[65]所示,B的添加除细化晶粒外,还可使焊缝金属的组织由块状铁素体转变为粒状贝氏体[65].与Ti元素类似,B元素的添加量同样需要控制在合适的范围内,如图5c1~c3[65]所示,0.04C-1.5Mn-0.2Cr-0.7Ni钢焊缝金属中的最佳B含量约为42 × 10-6,此时韧脆转变温度降低至-75 ℃.然而B含量过高会导致非金属夹杂物增多,进而影响焊缝金属的整体韧性[65].在含Ti钢焊缝金属(0.05C-1.5Mn-0.25Si-0.02Ti)中,B含量为(22~39) × 10-6时可显著增加针状铁素体的数量,从而提高冲击韧性,但过高的B含量同样会降低冲击韧性[68]. ...
... [65~67].如图5b1~b8[65]所示,B的添加除细化晶粒外,还可使焊缝金属的组织由块状铁素体转变为粒状贝氏体[65].与Ti元素类似,B元素的添加量同样需要控制在合适的范围内,如图5c1~c3[65]所示,0.04C-1.5Mn-0.2Cr-0.7Ni钢焊缝金属中的最佳B含量约为42 × 10-6,此时韧脆转变温度降低至-75 ℃.然而B含量过高会导致非金属夹杂物增多,进而影响焊缝金属的整体韧性[65].在含Ti钢焊缝金属(0.05C-1.5Mn-0.25Si-0.02Ti)中,B含量为(22~39) × 10-6时可显著增加针状铁素体的数量,从而提高冲击韧性,但过高的B含量同样会降低冲击韧性[68]. ...
... [65]所示,B的添加除细化晶粒外,还可使焊缝金属的组织由块状铁素体转变为粒状贝氏体[65].与Ti元素类似,B元素的添加量同样需要控制在合适的范围内,如图5c1~c3[65]所示,0.04C-1.5Mn-0.2Cr-0.7Ni钢焊缝金属中的最佳B含量约为42 × 10-6,此时韧脆转变温度降低至-75 ℃.然而B含量过高会导致非金属夹杂物增多,进而影响焊缝金属的整体韧性[65].在含Ti钢焊缝金属(0.05C-1.5Mn-0.25Si-0.02Ti)中,B含量为(22~39) × 10-6时可显著增加针状铁素体的数量,从而提高冲击韧性,但过高的B含量同样会降低冲击韧性[68]. ...
... [65].与Ti元素类似,B元素的添加量同样需要控制在合适的范围内,如图5c1~c3[65]所示,0.04C-1.5Mn-0.2Cr-0.7Ni钢焊缝金属中的最佳B含量约为42 × 10-6,此时韧脆转变温度降低至-75 ℃.然而B含量过高会导致非金属夹杂物增多,进而影响焊缝金属的整体韧性[65].在含Ti钢焊缝金属(0.05C-1.5Mn-0.25Si-0.02Ti)中,B含量为(22~39) × 10-6时可显著增加针状铁素体的数量,从而提高冲击韧性,但过高的B含量同样会降低冲击韧性[68]. ...
... [65]所示,0.04C-1.5Mn-0.2Cr-0.7Ni钢焊缝金属中的最佳B含量约为42 × 10-6,此时韧脆转变温度降低至-75 ℃.然而B含量过高会导致非金属夹杂物增多,进而影响焊缝金属的整体韧性[65].在含Ti钢焊缝金属(0.05C-1.5Mn-0.25Si-0.02Ti)中,B含量为(22~39) × 10-6时可显著增加针状铁素体的数量,从而提高冲击韧性,但过高的B含量同样会降低冲击韧性[68]. ...
... [65].在含Ti钢焊缝金属(0.05C-1.5Mn-0.25Si-0.02Ti)中,B含量为(22~39) × 10-6时可显著增加针状铁素体的数量,从而提高冲击韧性,但过高的B含量同样会降低冲击韧性[68]. ...
... [
65]
Effects of B content on the microstructure, strength, and toughness of high-strength steel weld metals<sup>[<xref ref-type="bibr" rid="R65">65</xref>]</sup> (Samples with B mass fractions of 0.008%, 0.0020%, 0.0031%, 0.0042%, 0.0057%, and 0.0087% were designated as B08, B20, B31, B42, B57, and B87, respectively)(a1-a4) positive ion distributions of carbon-containing and oxygen-containing composite anion of B87 (PAGB—prior austenite grain boundary. White arrows in Figs.5a2 and a4 indicate B-carbide and B-oxide, respectively)(b1-b6) microstructures (b1-b3) and EBSD images showing the high-angle grain boundary (b4-b6) of weld metals in samples B08 (b1, b4), B42 (b2, b5), and B87 (b3, b6) (M-A—martensite-austenite) ...
... [
65] (Samples with B mass fractions of 0.008%, 0.0020%, 0.0031%, 0.0042%, 0.0057%, and 0.0087% were designated as B08, B20, B31, B42, B57, and B87, respectively)
(a1-a4) positive ion distributions of carbon-containing and oxygen-containing composite anion of B87 (PAGB—prior austenite grain boundary. White arrows in Figs.5a2 and a4 indicate B-carbide and B-oxide, respectively)(b1-b6) microstructures (b1-b3) and EBSD images showing the high-angle grain boundary (b4-b6) of weld metals in samples B08 (b1, b4), B42 (b2, b5), and B87 (b3, b6) (M-A—martensite-austenite) ...
Effects of boron on toughness in high heat input welds of high strength low alloy steel
0
2014
硼对低合金高强钢大热输入焊缝韧性的影响
0
2014
Role of minor addition of B in submerged arc weld metal for 500 MPa grade seismic steel plates
1
2021
... B元素在焊缝金属中的添加对其强韧性有显著影响.在高强钢焊缝金属中,如图5a1~a4[65]所示,B主要以与O和C共同偏析的形式存在于原奥氏体晶界,形成B的氧化物及少量硼化物.本课题组研究[65]同时观察到了Ti、Mn和B三种元素在晶界处呈点状或连续共偏析的现象.B的加入推迟了相变起始点,使得焊缝金属的相变区间下移,同时降低表面能,推迟并抑制先共析铁素体的生成,进一步细化焊缝金属组织[65~67].如图5b1~b8[65]所示,B的添加除细化晶粒外,还可使焊缝金属的组织由块状铁素体转变为粒状贝氏体[65].与Ti元素类似,B元素的添加量同样需要控制在合适的范围内,如图5c1~c3[65]所示,0.04C-1.5Mn-0.2Cr-0.7Ni钢焊缝金属中的最佳B含量约为42 × 10-6,此时韧脆转变温度降低至-75 ℃.然而B含量过高会导致非金属夹杂物增多,进而影响焊缝金属的整体韧性[65].在含Ti钢焊缝金属(0.05C-1.5Mn-0.25Si-0.02Ti)中,B含量为(22~39) × 10-6时可显著增加针状铁素体的数量,从而提高冲击韧性,但过高的B含量同样会降低冲击韧性[68]. ...
Effect of boron treatment on the microstructure and toughness of Ti-containing steel weld metals
1
2022
... B元素在焊缝金属中的添加对其强韧性有显著影响.在高强钢焊缝金属中,如图5a1~a4[65]所示,B主要以与O和C共同偏析的形式存在于原奥氏体晶界,形成B的氧化物及少量硼化物.本课题组研究[65]同时观察到了Ti、Mn和B三种元素在晶界处呈点状或连续共偏析的现象.B的加入推迟了相变起始点,使得焊缝金属的相变区间下移,同时降低表面能,推迟并抑制先共析铁素体的生成,进一步细化焊缝金属组织[65~67].如图5b1~b8[65]所示,B的添加除细化晶粒外,还可使焊缝金属的组织由块状铁素体转变为粒状贝氏体[65].与Ti元素类似,B元素的添加量同样需要控制在合适的范围内,如图5c1~c3[65]所示,0.04C-1.5Mn-0.2Cr-0.7Ni钢焊缝金属中的最佳B含量约为42 × 10-6,此时韧脆转变温度降低至-75 ℃.然而B含量过高会导致非金属夹杂物增多,进而影响焊缝金属的整体韧性[65].在含Ti钢焊缝金属(0.05C-1.5Mn-0.25Si-0.02Ti)中,B含量为(22~39) × 10-6时可显著增加针状铁素体的数量,从而提高冲击韧性,但过高的B含量同样会降低冲击韧性[68]. ...
Effect of the welding technique on mechanical properties and metallurgical characteristics of the naval grade high strength low alloy steel joints produced by SMAW and GMAW
1
2022
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
Microstructure and mechanical properties of laser welded joint of 800 MPa grade hot-rolled high strength steel
1
2019
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
800 MPa级热轧高强钢激光焊接接头的组织和力学性能
1
2019
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
Laser welding of ultra-high strength steel with different oscillating modes
1
2021
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
A novel high efficiency narrow-gap laser welding technology of 120 mm high-strength steel
1
2024
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
A novel welding method for extra-thick high-strength steel: Double-sided narrow gap oscillating laser and oscillating laser-TIG hybrid welding
1
2023
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
High-strength and high-toughness weld of S690QL HSLA steel via a high-speed high frequency electric cooperated arc welding without additional heating measures
1
2023
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
Microstructure and toughness of simulated heat-affected zone of laser welded joint for 960 MPa grade high strength steel
1
2014
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
Influence of heat input on the changes in the microstructure and fracture behavior of laser welded 800 MPa grade high-strength low-alloy steel
1
2020
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
Microstructure evolution of heat-affected zone in submerged arc welding and laser hybrid welding of 690 MPa high strength steel and its relationship with ductile-brittle transition temperature
1
2023
... 近年来,随着高强钢焊接技术研究的不断深入,传统熔焊方法(如手工电弧焊、CO2气体保护焊等)受制于热影响区软化、焊缝金属显微组织和析出相粗化,导致高强钢接头力学性能不佳[69].通过激光焊、电子束焊、电阻点焊、搅拌摩擦焊等焊接方式获得较窄且无软化的热影响区、晶粒细化的焊缝金属已成为当前研究的热点.环鹏程等[70]采用激光焊制备了无接头软化区的800 MPa级高强钢接头,焊缝金属冲击功可达母材的85.6%.Chen等[71]通过激光振荡焊接制备了平均晶粒尺寸小于30 μm的高强钢焊缝金属,其综合力学性能高于母材,原因在于:圆周振荡激光扩大了熔池,形成了更稳定的环形流场并对焊缝金属中的晶粒起到了明显的破碎效果.Lei等[72]、Wu等[73]和Ye等[74]均通过高能束或高能束-电弧复合焊获得了平均晶粒尺寸小于母材的焊缝金属,显著提升了焊缝金属的强韧性,其中部分试样的-29 ℃冲击功达到200 J以上.另外,高能束焊接过程中导致的热影响区韧性降低同样是当前研究的重要问题,Meng等[75]和Chen等[76]研究表明,在激光、激光-电弧复合焊等高强钢高能束焊接热影响区中,粗晶热影响区的冲击功急剧下降,部分高强钢的冲击功甚至低于27 J,远低于标准要求.然而Wang等[77]研究表明,相较于埋弧焊,激光-电弧复合焊由于减少了热输入,导致其热影响区晶粒更细、宽度更窄,-40 ℃冲击功可超过200 J,且韧脆转变温度低至-80 ℃. ...
Achievement of high strength and plasticity product of the nugget zone in friction stir welded high-Mn steel via controlling stacking fault energy
1
2023
... 搅拌摩擦焊(friction stir welding,FSW)在提升焊缝金属的强韧性方面展现出独特的优势.研究[78]表明,经适当预热处理后,FSW焊接获得的焊缝金属微观结构由细小的马氏体块和大量大角度晶界组成,显著增强了焊缝金属的强度和韧性.此外,在FSW焊接过程中,较低的堆垛缺陷能量促进了位错滑移和孪生诱导塑性机制,也显著提升了焊缝金属的强度和韧性.相比之下,激光电阻点焊(laser resistance spot welding,LRSW)在焊接超高强度钢时表现出不同的机制.相比于传统的电阻点焊,虽然LRSW具有更高的焊接效率和热输入,但其高冷却速率容易导致焊缝金属形成以马氏体为主的组织.在拉伸剪切和交叉拉伸等载荷测试中,LRSW接头的力学性能明显低于电阻点焊接头[79]. ...
A comparative study on resistance spot and laser beam spot welding of ultra-high strength steel for automotive applications
1
2024
... 搅拌摩擦焊(friction stir welding,FSW)在提升焊缝金属的强韧性方面展现出独特的优势.研究[78]表明,经适当预热处理后,FSW焊接获得的焊缝金属微观结构由细小的马氏体块和大量大角度晶界组成,显著增强了焊缝金属的强度和韧性.此外,在FSW焊接过程中,较低的堆垛缺陷能量促进了位错滑移和孪生诱导塑性机制,也显著提升了焊缝金属的强度和韧性.相比之下,激光电阻点焊(laser resistance spot welding,LRSW)在焊接超高强度钢时表现出不同的机制.相比于传统的电阻点焊,虽然LRSW具有更高的焊接效率和热输入,但其高冷却速率容易导致焊缝金属形成以马氏体为主的组织.在拉伸剪切和交叉拉伸等载荷测试中,LRSW接头的力学性能明显低于电阻点焊接头[79]. ...
Effect of heat input on microstructure and mechanical properties of weld metal of 690 MPa grade HSLA steel
1
2024
... 焊接工艺参数对焊缝金属的强韧化机理影响显著.焊接热输入、焊接速率等参数的变化直接关系到焊缝金属的微观结构和力学性能.其中焊接热输入决定了焊缝金属的冷却速率,进而影响焊缝金属的相变过程及微观结构的形成.选用适当的焊接热输入是实现焊缝金属强韧性协同的关键:当热输入过低时,焊缝金属冷却速率过快,容易形成脆硬的LB和LM;热输入过高虽然能降低冷却速率、促进铁素体的形成,但会导致晶粒粗化和粗大的M-A组元析出,同样无法取得较高的塑韧性[80,81].例如,Wang等[82]研究表明,对于690 MPa高强钢,热输入为25 kJ/cm的焊缝金属的冲击韧性优于热输入为20和30 kJ/cm的焊缝金属,原因在于,25 kJ/cm热输入下形成了细小的块状BF与板条BF的混合组织;相较于低热输入下焊缝金属中完全板条状BF,块状BF与板条BF的边界能有效阻碍裂纹扩展并改变其扩展路径,从而提升冲击韧性;然而高热输入条件下,虽然组织类型与25 kJ/cm热输入时相同,但晶粒显著粗化,导致冲击韧性明显恶化.因此,在实际应用中,应充分考虑材料类型、焊接位置及预处理方法,选用适当的焊接工艺参数,以确保焊缝的性能达到最佳状态. ...
焊接热输入对690 MPa级HSLA钢焊缝金属组织与力学性能的影响
1
2024
... 焊接工艺参数对焊缝金属的强韧化机理影响显著.焊接热输入、焊接速率等参数的变化直接关系到焊缝金属的微观结构和力学性能.其中焊接热输入决定了焊缝金属的冷却速率,进而影响焊缝金属的相变过程及微观结构的形成.选用适当的焊接热输入是实现焊缝金属强韧性协同的关键:当热输入过低时,焊缝金属冷却速率过快,容易形成脆硬的LB和LM;热输入过高虽然能降低冷却速率、促进铁素体的形成,但会导致晶粒粗化和粗大的M-A组元析出,同样无法取得较高的塑韧性[80,81].例如,Wang等[82]研究表明,对于690 MPa高强钢,热输入为25 kJ/cm的焊缝金属的冲击韧性优于热输入为20和30 kJ/cm的焊缝金属,原因在于,25 kJ/cm热输入下形成了细小的块状BF与板条BF的混合组织;相较于低热输入下焊缝金属中完全板条状BF,块状BF与板条BF的边界能有效阻碍裂纹扩展并改变其扩展路径,从而提升冲击韧性;然而高热输入条件下,虽然组织类型与25 kJ/cm热输入时相同,但晶粒显著粗化,导致冲击韧性明显恶化.因此,在实际应用中,应充分考虑材料类型、焊接位置及预处理方法,选用适当的焊接工艺参数,以确保焊缝的性能达到最佳状态. ...
Research advances in underwater welding technologies and applications: A review
1
2026
... 焊接工艺参数对焊缝金属的强韧化机理影响显著.焊接热输入、焊接速率等参数的变化直接关系到焊缝金属的微观结构和力学性能.其中焊接热输入决定了焊缝金属的冷却速率,进而影响焊缝金属的相变过程及微观结构的形成.选用适当的焊接热输入是实现焊缝金属强韧性协同的关键:当热输入过低时,焊缝金属冷却速率过快,容易形成脆硬的LB和LM;热输入过高虽然能降低冷却速率、促进铁素体的形成,但会导致晶粒粗化和粗大的M-A组元析出,同样无法取得较高的塑韧性[80,81].例如,Wang等[82]研究表明,对于690 MPa高强钢,热输入为25 kJ/cm的焊缝金属的冲击韧性优于热输入为20和30 kJ/cm的焊缝金属,原因在于,25 kJ/cm热输入下形成了细小的块状BF与板条BF的混合组织;相较于低热输入下焊缝金属中完全板条状BF,块状BF与板条BF的边界能有效阻碍裂纹扩展并改变其扩展路径,从而提升冲击韧性;然而高热输入条件下,虽然组织类型与25 kJ/cm热输入时相同,但晶粒显著粗化,导致冲击韧性明显恶化.因此,在实际应用中,应充分考虑材料类型、焊接位置及预处理方法,选用适当的焊接工艺参数,以确保焊缝的性能达到最佳状态. ...
水下焊接关键技术及其应用的研究进展
1
2026
... 焊接工艺参数对焊缝金属的强韧化机理影响显著.焊接热输入、焊接速率等参数的变化直接关系到焊缝金属的微观结构和力学性能.其中焊接热输入决定了焊缝金属的冷却速率,进而影响焊缝金属的相变过程及微观结构的形成.选用适当的焊接热输入是实现焊缝金属强韧性协同的关键:当热输入过低时,焊缝金属冷却速率过快,容易形成脆硬的LB和LM;热输入过高虽然能降低冷却速率、促进铁素体的形成,但会导致晶粒粗化和粗大的M-A组元析出,同样无法取得较高的塑韧性[80,81].例如,Wang等[82]研究表明,对于690 MPa高强钢,热输入为25 kJ/cm的焊缝金属的冲击韧性优于热输入为20和30 kJ/cm的焊缝金属,原因在于,25 kJ/cm热输入下形成了细小的块状BF与板条BF的混合组织;相较于低热输入下焊缝金属中完全板条状BF,块状BF与板条BF的边界能有效阻碍裂纹扩展并改变其扩展路径,从而提升冲击韧性;然而高热输入条件下,虽然组织类型与25 kJ/cm热输入时相同,但晶粒显著粗化,导致冲击韧性明显恶化.因此,在实际应用中,应充分考虑材料类型、焊接位置及预处理方法,选用适当的焊接工艺参数,以确保焊缝的性能达到最佳状态. ...
The effect of heat input on the micro-structure and impact toughness of weld metal for 690 MPa grade high strengthen steel
1
2025
... 焊接工艺参数对焊缝金属的强韧化机理影响显著.焊接热输入、焊接速率等参数的变化直接关系到焊缝金属的微观结构和力学性能.其中焊接热输入决定了焊缝金属的冷却速率,进而影响焊缝金属的相变过程及微观结构的形成.选用适当的焊接热输入是实现焊缝金属强韧性协同的关键:当热输入过低时,焊缝金属冷却速率过快,容易形成脆硬的LB和LM;热输入过高虽然能降低冷却速率、促进铁素体的形成,但会导致晶粒粗化和粗大的M-A组元析出,同样无法取得较高的塑韧性[80,81].例如,Wang等[82]研究表明,对于690 MPa高强钢,热输入为25 kJ/cm的焊缝金属的冲击韧性优于热输入为20和30 kJ/cm的焊缝金属,原因在于,25 kJ/cm热输入下形成了细小的块状BF与板条BF的混合组织;相较于低热输入下焊缝金属中完全板条状BF,块状BF与板条BF的边界能有效阻碍裂纹扩展并改变其扩展路径,从而提升冲击韧性;然而高热输入条件下,虽然组织类型与25 kJ/cm热输入时相同,但晶粒显著粗化,导致冲击韧性明显恶化.因此,在实际应用中,应充分考虑材料类型、焊接位置及预处理方法,选用适当的焊接工艺参数,以确保焊缝的性能达到最佳状态. ...
Effects of pre-tempering on the microstructure, hardness and impact toughness of the 2.25Cr-1Mo-0.25V heat-resistant steel weld metal
7
2021
... 如图6a1~a3和b[83]所示,相较于焊态试样(I号样品),在焊后保持705 ℃、8 h回火(III号样品)的基础上,增加650 ℃、40 h预回火(IV号样品)使得焊缝金属的冲击功最高值达到167 J,最低值也达到了126 J,有效解决了焊缝金属冲击韧性低下且离散性高的问题[83].对焊缝金属而言,预回火温度为650 ℃,仅比主要回火阶段温度(705 ℃)低55 ℃,因此可将该预回火阶段视为回火时间的延长.如图6c1~c4[83]所示,在705 ℃、8 h处理试样(II和III号样品)中,由于回火时间不足,C元素未能充分扩散,因此显微组织由BF、GB、M-A组元与碳化物组成;在添加预回火后(IV号样品),长时间回火有效促进了C元素的扩散,减少了C元素在晶界处的富集,使M-A组元完全分解为BF和碳化物,同时消除了LB组织[83].LB与网状、链状M-A组元的消除可以有效减少脆硬相导致的裂纹萌生和扩展,提高焊缝金属抵抗裂纹扩展的能力,进而显著提高冲击韧性[83,84].Jiang等[85]指出,在预回火过程中残余奥氏体分解为细小的贝氏体团和高密度M23C6,为后续回火过程中碳化物的析出提供了额外的形核位点,避免了晶界粗大的碳化物形成. ...
... [83].对焊缝金属而言,预回火温度为650 ℃,仅比主要回火阶段温度(705 ℃)低55 ℃,因此可将该预回火阶段视为回火时间的延长.如图6c1~c4[83]所示,在705 ℃、8 h处理试样(II和III号样品)中,由于回火时间不足,C元素未能充分扩散,因此显微组织由BF、GB、M-A组元与碳化物组成;在添加预回火后(IV号样品),长时间回火有效促进了C元素的扩散,减少了C元素在晶界处的富集,使M-A组元完全分解为BF和碳化物,同时消除了LB组织[83].LB与网状、链状M-A组元的消除可以有效减少脆硬相导致的裂纹萌生和扩展,提高焊缝金属抵抗裂纹扩展的能力,进而显著提高冲击韧性[83,84].Jiang等[85]指出,在预回火过程中残余奥氏体分解为细小的贝氏体团和高密度M23C6,为后续回火过程中碳化物的析出提供了额外的形核位点,避免了晶界粗大的碳化物形成. ...
... [83]所示,在705 ℃、8 h处理试样(II和III号样品)中,由于回火时间不足,C元素未能充分扩散,因此显微组织由BF、GB、M-A组元与碳化物组成;在添加预回火后(IV号样品),长时间回火有效促进了C元素的扩散,减少了C元素在晶界处的富集,使M-A组元完全分解为BF和碳化物,同时消除了LB组织[83].LB与网状、链状M-A组元的消除可以有效减少脆硬相导致的裂纹萌生和扩展,提高焊缝金属抵抗裂纹扩展的能力,进而显著提高冲击韧性[83,84].Jiang等[85]指出,在预回火过程中残余奥氏体分解为细小的贝氏体团和高密度M23C6,为后续回火过程中碳化物的析出提供了额外的形核位点,避免了晶界粗大的碳化物形成. ...
... [83].LB与网状、链状M-A组元的消除可以有效减少脆硬相导致的裂纹萌生和扩展,提高焊缝金属抵抗裂纹扩展的能力,进而显著提高冲击韧性[83,84].Jiang等[85]指出,在预回火过程中残余奥氏体分解为细小的贝氏体团和高密度M23C6,为后续回火过程中碳化物的析出提供了额外的形核位点,避免了晶界粗大的碳化物形成. ...
... [83,84].Jiang等[85]指出,在预回火过程中残余奥氏体分解为细小的贝氏体团和高密度M23C6,为后续回火过程中碳化物的析出提供了额外的形核位点,避免了晶界粗大的碳化物形成. ...
... [
83]
Effects of pre-tempering on microstructure and impact toughness of high-strength steel weld metal<sup>[<xref ref-type="bibr" rid="R83">83</xref>]</sup>(a1-a3) heat treatment process diagrams of tempered (types II and III) (a1, a2) and pre-tempered + tempered (type IV) (a3) ...
... [
83]
(a1-a3) heat treatment process diagrams of tempered (types II and III) (a1, a2) and pre-tempered + tempered (type IV) (a3) ...
Effects of alloying elements on the microstructure and properties of X80 pipeline steel deposited metal
1
2023
... 如图6a1~a3和b[83]所示,相较于焊态试样(I号样品),在焊后保持705 ℃、8 h回火(III号样品)的基础上,增加650 ℃、40 h预回火(IV号样品)使得焊缝金属的冲击功最高值达到167 J,最低值也达到了126 J,有效解决了焊缝金属冲击韧性低下且离散性高的问题[83].对焊缝金属而言,预回火温度为650 ℃,仅比主要回火阶段温度(705 ℃)低55 ℃,因此可将该预回火阶段视为回火时间的延长.如图6c1~c4[83]所示,在705 ℃、8 h处理试样(II和III号样品)中,由于回火时间不足,C元素未能充分扩散,因此显微组织由BF、GB、M-A组元与碳化物组成;在添加预回火后(IV号样品),长时间回火有效促进了C元素的扩散,减少了C元素在晶界处的富集,使M-A组元完全分解为BF和碳化物,同时消除了LB组织[83].LB与网状、链状M-A组元的消除可以有效减少脆硬相导致的裂纹萌生和扩展,提高焊缝金属抵抗裂纹扩展的能力,进而显著提高冲击韧性[83,84].Jiang等[85]指出,在预回火过程中残余奥氏体分解为细小的贝氏体团和高密度M23C6,为后续回火过程中碳化物的析出提供了额外的形核位点,避免了晶界粗大的碳化物形成. ...
合金元素对X80管线钢熔敷金属组织和性能的影响
1
2023
... 如图6a1~a3和b[83]所示,相较于焊态试样(I号样品),在焊后保持705 ℃、8 h回火(III号样品)的基础上,增加650 ℃、40 h预回火(IV号样品)使得焊缝金属的冲击功最高值达到167 J,最低值也达到了126 J,有效解决了焊缝金属冲击韧性低下且离散性高的问题[83].对焊缝金属而言,预回火温度为650 ℃,仅比主要回火阶段温度(705 ℃)低55 ℃,因此可将该预回火阶段视为回火时间的延长.如图6c1~c4[83]所示,在705 ℃、8 h处理试样(II和III号样品)中,由于回火时间不足,C元素未能充分扩散,因此显微组织由BF、GB、M-A组元与碳化物组成;在添加预回火后(IV号样品),长时间回火有效促进了C元素的扩散,减少了C元素在晶界处的富集,使M-A组元完全分解为BF和碳化物,同时消除了LB组织[83].LB与网状、链状M-A组元的消除可以有效减少脆硬相导致的裂纹萌生和扩展,提高焊缝金属抵抗裂纹扩展的能力,进而显著提高冲击韧性[83,84].Jiang等[85]指出,在预回火过程中残余奥氏体分解为细小的贝氏体团和高密度M23C6,为后续回火过程中碳化物的析出提供了额外的形核位点,避免了晶界粗大的碳化物形成. ...
Influence of the decomposition behavior of retained austenite during tempering on the mechanical properties of 2.25Cr-1Mo-0.25?V steel
1
2019
... 如图6a1~a3和b[83]所示,相较于焊态试样(I号样品),在焊后保持705 ℃、8 h回火(III号样品)的基础上,增加650 ℃、40 h预回火(IV号样品)使得焊缝金属的冲击功最高值达到167 J,最低值也达到了126 J,有效解决了焊缝金属冲击韧性低下且离散性高的问题[83].对焊缝金属而言,预回火温度为650 ℃,仅比主要回火阶段温度(705 ℃)低55 ℃,因此可将该预回火阶段视为回火时间的延长.如图6c1~c4[83]所示,在705 ℃、8 h处理试样(II和III号样品)中,由于回火时间不足,C元素未能充分扩散,因此显微组织由BF、GB、M-A组元与碳化物组成;在添加预回火后(IV号样品),长时间回火有效促进了C元素的扩散,减少了C元素在晶界处的富集,使M-A组元完全分解为BF和碳化物,同时消除了LB组织[83].LB与网状、链状M-A组元的消除可以有效减少脆硬相导致的裂纹萌生和扩展,提高焊缝金属抵抗裂纹扩展的能力,进而显著提高冲击韧性[83,84].Jiang等[85]指出,在预回火过程中残余奥氏体分解为细小的贝氏体团和高密度M23C6,为后续回火过程中碳化物的析出提供了额外的形核位点,避免了晶界粗大的碳化物形成. ...
Development of 0Cr13Ni5Mo steel matching electrode used on fan impeller
1
2013
... 高温正火在降低厚板焊缝金属冲击韧性波动性以及提高冲击韧性上起着关键作用.对于焊态焊缝金属,其低温冲击韧性不稳定的主要原因是焊缝金属组织不均匀.而高温正火因其加热温度高于完全奥氏体化温度,显微组织发生均匀化和细化,对于消除不均匀组织具有十分显著的作用.本课题组研究[21]表明,直接回火热处理690 ℃、26 h (post-weld direct tempering,PWDT)的焊缝金属,其低温冲击韧性存在较大离散性,主要原因在于焊缝柱状晶区存在粗大的块状铁素体组织.采取在直接回火热处理之前先进行正火处理的热处理工艺930 ℃、1 h + 690 ℃、26 h (post-weld normalizing tempering,PWNT)时,焊缝金属的组织及晶粒较为均匀,组织转变为块状铁素体和板条贝氏体,焊缝区域的显微硬度波动变小.经PWNT处理的焊缝金属低温冲击功最低值为149 J,最高值达到325 J,总体低温冲击韧性明显高于焊态以及PWDT热处理态焊缝金属,说明PWNT热处理工艺可以有效提升焊缝金属整体的低温冲击韧性.同时,焊后高温正火有助于消除焊缝金属中的脆硬相,并实现晶粒的细化.张敏等[86]通过焊后高温正火处理获得了抗拉强度高于800 MPa、冲击功高于200 J、具有优异强韧性组合的焊缝金属,原因在于高温正火导致的晶粒细化显著提高了其抵抗裂纹扩展的能力.Manugula等[87]和胡杰等[88]均发现980 ℃高温正火+ 760 ℃回火的焊后热处理制度相较于760 ℃、0.5~1.5 h的直接回火可以有效消除焊缝金属的组织不均匀性和脆硬的δ-铁素体,同时,回复与再结晶过程使焊缝金属晶粒显著细化,获得了冲击韧性高于母材的焊缝金属. ...
风机叶轮用0Cr13Ni5Mo钢焊条的研制
1
2013
... 高温正火在降低厚板焊缝金属冲击韧性波动性以及提高冲击韧性上起着关键作用.对于焊态焊缝金属,其低温冲击韧性不稳定的主要原因是焊缝金属组织不均匀.而高温正火因其加热温度高于完全奥氏体化温度,显微组织发生均匀化和细化,对于消除不均匀组织具有十分显著的作用.本课题组研究[21]表明,直接回火热处理690 ℃、26 h (post-weld direct tempering,PWDT)的焊缝金属,其低温冲击韧性存在较大离散性,主要原因在于焊缝柱状晶区存在粗大的块状铁素体组织.采取在直接回火热处理之前先进行正火处理的热处理工艺930 ℃、1 h + 690 ℃、26 h (post-weld normalizing tempering,PWNT)时,焊缝金属的组织及晶粒较为均匀,组织转变为块状铁素体和板条贝氏体,焊缝区域的显微硬度波动变小.经PWNT处理的焊缝金属低温冲击功最低值为149 J,最高值达到325 J,总体低温冲击韧性明显高于焊态以及PWDT热处理态焊缝金属,说明PWNT热处理工艺可以有效提升焊缝金属整体的低温冲击韧性.同时,焊后高温正火有助于消除焊缝金属中的脆硬相,并实现晶粒的细化.张敏等[86]通过焊后高温正火处理获得了抗拉强度高于800 MPa、冲击功高于200 J、具有优异强韧性组合的焊缝金属,原因在于高温正火导致的晶粒细化显著提高了其抵抗裂纹扩展的能力.Manugula等[87]和胡杰等[88]均发现980 ℃高温正火+ 760 ℃回火的焊后热处理制度相较于760 ℃、0.5~1.5 h的直接回火可以有效消除焊缝金属的组织不均匀性和脆硬的δ-铁素体,同时,回复与再结晶过程使焊缝金属晶粒显著细化,获得了冲击韧性高于母材的焊缝金属. ...
Role of evolving microstructure on the mechanical properties of electron beam welded ferritic-martensitic steel in the as-welded and post weld heat-treated states
1
2017
... 高温正火在降低厚板焊缝金属冲击韧性波动性以及提高冲击韧性上起着关键作用.对于焊态焊缝金属,其低温冲击韧性不稳定的主要原因是焊缝金属组织不均匀.而高温正火因其加热温度高于完全奥氏体化温度,显微组织发生均匀化和细化,对于消除不均匀组织具有十分显著的作用.本课题组研究[21]表明,直接回火热处理690 ℃、26 h (post-weld direct tempering,PWDT)的焊缝金属,其低温冲击韧性存在较大离散性,主要原因在于焊缝柱状晶区存在粗大的块状铁素体组织.采取在直接回火热处理之前先进行正火处理的热处理工艺930 ℃、1 h + 690 ℃、26 h (post-weld normalizing tempering,PWNT)时,焊缝金属的组织及晶粒较为均匀,组织转变为块状铁素体和板条贝氏体,焊缝区域的显微硬度波动变小.经PWNT处理的焊缝金属低温冲击功最低值为149 J,最高值达到325 J,总体低温冲击韧性明显高于焊态以及PWDT热处理态焊缝金属,说明PWNT热处理工艺可以有效提升焊缝金属整体的低温冲击韧性.同时,焊后高温正火有助于消除焊缝金属中的脆硬相,并实现晶粒的细化.张敏等[86]通过焊后高温正火处理获得了抗拉强度高于800 MPa、冲击功高于200 J、具有优异强韧性组合的焊缝金属,原因在于高温正火导致的晶粒细化显著提高了其抵抗裂纹扩展的能力.Manugula等[87]和胡杰等[88]均发现980 ℃高温正火+ 760 ℃回火的焊后热处理制度相较于760 ℃、0.5~1.5 h的直接回火可以有效消除焊缝金属的组织不均匀性和脆硬的δ-铁素体,同时,回复与再结晶过程使焊缝金属晶粒显著细化,获得了冲击韧性高于母材的焊缝金属. ...
Effects of heat treatment processes on microstructure and impact toughness of weld metal of vacuum electron beam welding on CLAM steel
1
2012
... 高温正火在降低厚板焊缝金属冲击韧性波动性以及提高冲击韧性上起着关键作用.对于焊态焊缝金属,其低温冲击韧性不稳定的主要原因是焊缝金属组织不均匀.而高温正火因其加热温度高于完全奥氏体化温度,显微组织发生均匀化和细化,对于消除不均匀组织具有十分显著的作用.本课题组研究[21]表明,直接回火热处理690 ℃、26 h (post-weld direct tempering,PWDT)的焊缝金属,其低温冲击韧性存在较大离散性,主要原因在于焊缝柱状晶区存在粗大的块状铁素体组织.采取在直接回火热处理之前先进行正火处理的热处理工艺930 ℃、1 h + 690 ℃、26 h (post-weld normalizing tempering,PWNT)时,焊缝金属的组织及晶粒较为均匀,组织转变为块状铁素体和板条贝氏体,焊缝区域的显微硬度波动变小.经PWNT处理的焊缝金属低温冲击功最低值为149 J,最高值达到325 J,总体低温冲击韧性明显高于焊态以及PWDT热处理态焊缝金属,说明PWNT热处理工艺可以有效提升焊缝金属整体的低温冲击韧性.同时,焊后高温正火有助于消除焊缝金属中的脆硬相,并实现晶粒的细化.张敏等[86]通过焊后高温正火处理获得了抗拉强度高于800 MPa、冲击功高于200 J、具有优异强韧性组合的焊缝金属,原因在于高温正火导致的晶粒细化显著提高了其抵抗裂纹扩展的能力.Manugula等[87]和胡杰等[88]均发现980 ℃高温正火+ 760 ℃回火的焊后热处理制度相较于760 ℃、0.5~1.5 h的直接回火可以有效消除焊缝金属的组织不均匀性和脆硬的δ-铁素体,同时,回复与再结晶过程使焊缝金属晶粒显著细化,获得了冲击韧性高于母材的焊缝金属. ...
热处理工艺对CLAM钢电子束焊缝显微组织与冲击韧性的影响
1
2012
... 高温正火在降低厚板焊缝金属冲击韧性波动性以及提高冲击韧性上起着关键作用.对于焊态焊缝金属,其低温冲击韧性不稳定的主要原因是焊缝金属组织不均匀.而高温正火因其加热温度高于完全奥氏体化温度,显微组织发生均匀化和细化,对于消除不均匀组织具有十分显著的作用.本课题组研究[21]表明,直接回火热处理690 ℃、26 h (post-weld direct tempering,PWDT)的焊缝金属,其低温冲击韧性存在较大离散性,主要原因在于焊缝柱状晶区存在粗大的块状铁素体组织.采取在直接回火热处理之前先进行正火处理的热处理工艺930 ℃、1 h + 690 ℃、26 h (post-weld normalizing tempering,PWNT)时,焊缝金属的组织及晶粒较为均匀,组织转变为块状铁素体和板条贝氏体,焊缝区域的显微硬度波动变小.经PWNT处理的焊缝金属低温冲击功最低值为149 J,最高值达到325 J,总体低温冲击韧性明显高于焊态以及PWDT热处理态焊缝金属,说明PWNT热处理工艺可以有效提升焊缝金属整体的低温冲击韧性.同时,焊后高温正火有助于消除焊缝金属中的脆硬相,并实现晶粒的细化.张敏等[86]通过焊后高温正火处理获得了抗拉强度高于800 MPa、冲击功高于200 J、具有优异强韧性组合的焊缝金属,原因在于高温正火导致的晶粒细化显著提高了其抵抗裂纹扩展的能力.Manugula等[87]和胡杰等[88]均发现980 ℃高温正火+ 760 ℃回火的焊后热处理制度相较于760 ℃、0.5~1.5 h的直接回火可以有效消除焊缝金属的组织不均匀性和脆硬的δ-铁素体,同时,回复与再结晶过程使焊缝金属晶粒显著细化,获得了冲击韧性高于母材的焊缝金属. ...
P91 heat-resistant steel weld metal impact toughness stability analysis and regulation
2
2023
... 当焊缝金属组织为马氏体时,有研究[89]表明,1040 ℃、40 min高温正火 + 760 ℃、2 h回火的焊后热处理消除了C元素的偏聚,使链状碳化物无法发生聚集,减少了链状碳化物引起的应力集中和冲击韧性恶化.仅进行焊后回火处理虽然可以溶解晶界上的碳化物,但并未改变晶界上的C元素偏聚,因此在后续冷却过程中碳化物重新在晶界处形核,导致晶界处碳化物无法消除,冲击韧性恶化.Li等[90]同样指出,正火温度达到1100 ℃时可以完全溶解焊缝金属中粗大的M23C6,从而获得较高的冲击韧性. ...
... 回火温度和保温时间主要通过影响焊缝金属中的析出相(如M-A组元和M23C6碳化物)的尺寸,进而优化焊缝金属的冲击韧性.本课题组研究[89]发现,650 ℃、0.5 h的焊后热处理仅仅在焊态的基础上将冲击功提高了不足5 J,然而将回火温度升高到760 ℃后,在不延长保温时间的基础上,冲击功提高到焊态2倍以上;随保温时间延长到6 h,冲击功达到140 J以上,最高达179 J.原因在于碳化物可以在高温回火下发生分解,而较低温度的回火不足以提供足够的能量促进碳化物分解,进而导致冲击功没有明显提升.而在M-A组元方面,本课题组的研究[91]表明,手工电弧焊焊缝金属在焊态下的M-A组元导致了解理裂纹的萌生和扩展,高温回火后M-A组元发生分解,临界事件转变为具有更高裂纹抗力和断裂韧性的细小的M3C,显著提升了焊缝金属的低温断裂韧性. ...
P91耐热钢焊缝金属冲击韧性稳定性分析及调控
2
2023
... 当焊缝金属组织为马氏体时,有研究[89]表明,1040 ℃、40 min高温正火 + 760 ℃、2 h回火的焊后热处理消除了C元素的偏聚,使链状碳化物无法发生聚集,减少了链状碳化物引起的应力集中和冲击韧性恶化.仅进行焊后回火处理虽然可以溶解晶界上的碳化物,但并未改变晶界上的C元素偏聚,因此在后续冷却过程中碳化物重新在晶界处形核,导致晶界处碳化物无法消除,冲击韧性恶化.Li等[90]同样指出,正火温度达到1100 ℃时可以完全溶解焊缝金属中粗大的M23C6,从而获得较高的冲击韧性. ...
... 回火温度和保温时间主要通过影响焊缝金属中的析出相(如M-A组元和M23C6碳化物)的尺寸,进而优化焊缝金属的冲击韧性.本课题组研究[89]发现,650 ℃、0.5 h的焊后热处理仅仅在焊态的基础上将冲击功提高了不足5 J,然而将回火温度升高到760 ℃后,在不延长保温时间的基础上,冲击功提高到焊态2倍以上;随保温时间延长到6 h,冲击功达到140 J以上,最高达179 J.原因在于碳化物可以在高温回火下发生分解,而较低温度的回火不足以提供足够的能量促进碳化物分解,进而导致冲击功没有明显提升.而在M-A组元方面,本课题组的研究[91]表明,手工电弧焊焊缝金属在焊态下的M-A组元导致了解理裂纹的萌生和扩展,高温回火后M-A组元发生分解,临界事件转变为具有更高裂纹抗力和断裂韧性的细小的M3C,显著提升了焊缝金属的低温断裂韧性. ...
Effect of large-size M23C6-type carbides on the low-temperature toughness of martensitic heat-resistant steels
1
2016
... 当焊缝金属组织为马氏体时,有研究[89]表明,1040 ℃、40 min高温正火 + 760 ℃、2 h回火的焊后热处理消除了C元素的偏聚,使链状碳化物无法发生聚集,减少了链状碳化物引起的应力集中和冲击韧性恶化.仅进行焊后回火处理虽然可以溶解晶界上的碳化物,但并未改变晶界上的C元素偏聚,因此在后续冷却过程中碳化物重新在晶界处形核,导致晶界处碳化物无法消除,冲击韧性恶化.Li等[90]同样指出,正火温度达到1100 ℃时可以完全溶解焊缝金属中粗大的M23C6,从而获得较高的冲击韧性. ...
Effect of welding method and heat treatment on the fracture toughness of low alloy steel deposited metal
1
2024
... 回火温度和保温时间主要通过影响焊缝金属中的析出相(如M-A组元和M23C6碳化物)的尺寸,进而优化焊缝金属的冲击韧性.本课题组研究[89]发现,650 ℃、0.5 h的焊后热处理仅仅在焊态的基础上将冲击功提高了不足5 J,然而将回火温度升高到760 ℃后,在不延长保温时间的基础上,冲击功提高到焊态2倍以上;随保温时间延长到6 h,冲击功达到140 J以上,最高达179 J.原因在于碳化物可以在高温回火下发生分解,而较低温度的回火不足以提供足够的能量促进碳化物分解,进而导致冲击功没有明显提升.而在M-A组元方面,本课题组的研究[91]表明,手工电弧焊焊缝金属在焊态下的M-A组元导致了解理裂纹的萌生和扩展,高温回火后M-A组元发生分解,临界事件转变为具有更高裂纹抗力和断裂韧性的细小的M3C,显著提升了焊缝金属的低温断裂韧性. ...




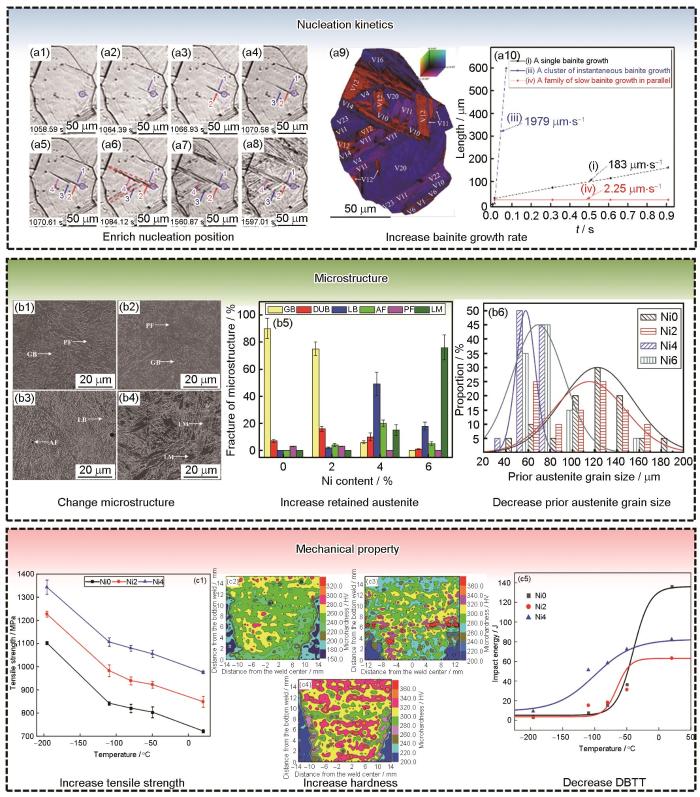


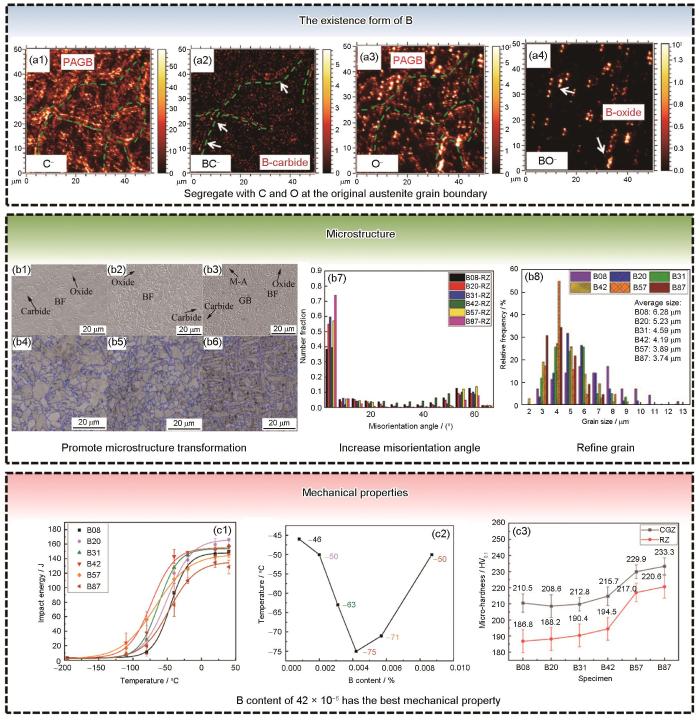
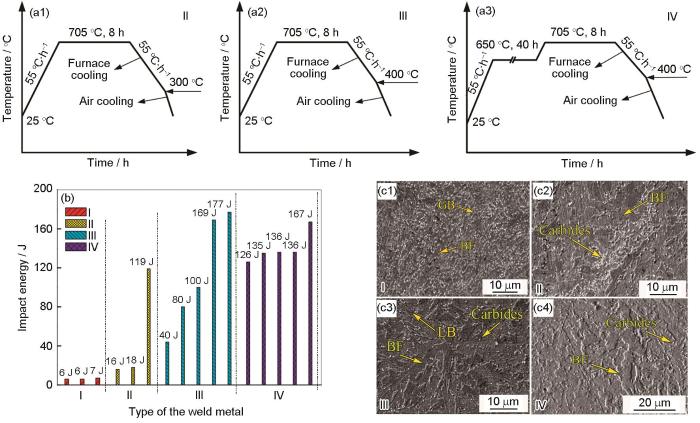

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}