Microstructure analysis of interfacial layer with tungsten inert gas welding-brazing joint of aluminum alloy/stainless steel
1
2009
... 随着高端装备制造向轻量化、高性能化和多功能化方向发展,单一金属材料已难以满足复杂工况下的综合性能需求.异种金属连接结构通过整合不同材料的优势(如铝合金的轻质高强、铜合金的优异导电性、钛合金的耐腐蚀性能以及钢材的高承载能力),成为航空航天、新能源汽车、新能源电池、电子器件等领域的研究热点.例如,铝合金/钢复合结构可使汽车减重30%以上,同时保持结构强度[1];电力系统中铜/铝接头可兼顾导电性与成本控制;航空航天领域钛/铝构件则能平衡强度与耐腐蚀性能. ...
铝合金/不锈钢钨极氩弧熔-钎焊接头界面层的微观结构分析
1
2009
... 随着高端装备制造向轻量化、高性能化和多功能化方向发展,单一金属材料已难以满足复杂工况下的综合性能需求.异种金属连接结构通过整合不同材料的优势(如铝合金的轻质高强、铜合金的优异导电性、钛合金的耐腐蚀性能以及钢材的高承载能力),成为航空航天、新能源汽车、新能源电池、电子器件等领域的研究热点.例如,铝合金/钢复合结构可使汽车减重30%以上,同时保持结构强度[1];电力系统中铜/铝接头可兼顾导电性与成本控制;航空航天领域钛/铝构件则能平衡强度与耐腐蚀性能. ...
Ultrasonic assisted fabrication of particle reinforced bonds joining aluminum metal matrix composites
1
2011
... 表面氧化膜作为材料的一种本征特征,直接影响钎焊过程中钎料的铺展和润湿行为.以铜合金和钢为例,其在钎焊温度下不易形成连续且稳定的氧化膜,因此大多数钎料在该类金属表面均表现出良好的润湿性能.相反,铝、钛等合金极易在空气中形成致密且化学性质稳定的氧化层(如Al2O3、TiO2),该类氧化膜难以通过常规方式去除,严重阻碍钎料与母材之间的有效接触和润湿[2].其阻碍润湿的原因为:(1) 母材表面能较高,形成氧化膜后表面能降低,导致钎料润湿角增大;(2) 致密氧化膜阻隔了钎料与母材间必要的界面反应,致使依赖反应润湿的钎料体系难以实现有效铺展.因此,若待焊母材均为不易生成连续氧化膜的材料(如铜合金、钢),则可判定其具备优良的钎焊性.反之,若材料中含有铝、钛合金等易形成高稳定性氧化膜的组分,则钎料润湿困难,钎焊性能显著下降.针对此类问题,常需在焊前采用高活性钎剂或机械处理方式去除氧化层.例如铝合金钎焊通常需借助强腐蚀性钎剂或在真空环境中破除氧化膜;同时,钎焊过程需全程在保护性气氛或高真空条件下进行,以抑制二次氧化,确保钎焊质量[3]. ...
Unrevealing the wetting behavior and mechanism of AgCuTi filler on negative thermal expansion Sc2W3O12 materials: Experiments and first-principles calculations
1
2024
... 表面氧化膜作为材料的一种本征特征,直接影响钎焊过程中钎料的铺展和润湿行为.以铜合金和钢为例,其在钎焊温度下不易形成连续且稳定的氧化膜,因此大多数钎料在该类金属表面均表现出良好的润湿性能.相反,铝、钛等合金极易在空气中形成致密且化学性质稳定的氧化层(如Al2O3、TiO2),该类氧化膜难以通过常规方式去除,严重阻碍钎料与母材之间的有效接触和润湿[2].其阻碍润湿的原因为:(1) 母材表面能较高,形成氧化膜后表面能降低,导致钎料润湿角增大;(2) 致密氧化膜阻隔了钎料与母材间必要的界面反应,致使依赖反应润湿的钎料体系难以实现有效铺展.因此,若待焊母材均为不易生成连续氧化膜的材料(如铜合金、钢),则可判定其具备优良的钎焊性.反之,若材料中含有铝、钛合金等易形成高稳定性氧化膜的组分,则钎料润湿困难,钎焊性能显著下降.针对此类问题,常需在焊前采用高活性钎剂或机械处理方式去除氧化层.例如铝合金钎焊通常需借助强腐蚀性钎剂或在真空环境中破除氧化膜;同时,钎焊过程需全程在保护性气氛或高真空条件下进行,以抑制二次氧化,确保钎焊质量[3]. ...
Control of the intermetallic compound of the laser welding-brazing steel-Al joint and its effect on the joint property
1
2025
... 在异种金属钎焊过程中,连接通常依赖于钎料与母材之间的界面反应.该反应类型直接决定了钎焊接头的微观组织,并进一步影响其综合性能.在实际接头中,常生成多种金属间化合物(IMC).过量脆性IMC的形成通常会导致接头性能明显下降,从而恶化材料的钎焊性[4].尽管界面化合物的生成是实现冶金结合的前提,但仍需对其形成程度加以控制.若反应层过厚或呈连续分布,则容易成为裂纹萌生和扩展的路径,损害接头性能.以铝/铜钎焊接头为例,界面处易产生Cu2Al、Cu3Al2、CuAl及CuAl2等金属间化合物,这些化合物不仅脆性高,还可能因电化学电位差异引发腐蚀问题.尤其如Cu2Al等极脆相,必须通过工艺手段抑制其生成,否则将严重削弱接头的可靠性和钎焊性[5].为减轻脆性相的不利影响,通常可采取母材表面改性或优化钎焊工艺(如缩短保温时间)等措施,以限制IMC的过度生长,从而提高钎焊质量. ...
Dowel-like morphology of Cu2Al3 enhances shear strength of interfacial layers in Cu-Al composites
1
2025
... 在异种金属钎焊过程中,连接通常依赖于钎料与母材之间的界面反应.该反应类型直接决定了钎焊接头的微观组织,并进一步影响其综合性能.在实际接头中,常生成多种金属间化合物(IMC).过量脆性IMC的形成通常会导致接头性能明显下降,从而恶化材料的钎焊性[4].尽管界面化合物的生成是实现冶金结合的前提,但仍需对其形成程度加以控制.若反应层过厚或呈连续分布,则容易成为裂纹萌生和扩展的路径,损害接头性能.以铝/铜钎焊接头为例,界面处易产生Cu2Al、Cu3Al2、CuAl及CuAl2等金属间化合物,这些化合物不仅脆性高,还可能因电化学电位差异引发腐蚀问题.尤其如Cu2Al等极脆相,必须通过工艺手段抑制其生成,否则将严重削弱接头的可靠性和钎焊性[5].为减轻脆性相的不利影响,通常可采取母材表面改性或优化钎焊工艺(如缩短保温时间)等措施,以限制IMC的过度生长,从而提高钎焊质量. ...
Research status of friction stir welding of Ti/Al dissimilar metals
2
2021
... 在异种金属钎焊中,母材之间常存在显著的热物理性能差异,例如熔点、CTE等.在冷却过程中,由于不同材料收缩程度不一致,接头区域易产生较大的热残余应力,严重时甚至引发裂纹.以钛合金(CTE ≈ 8.6 × 10-6 K-1)和铝合金(CTE ≈ 23.6 × 10-6 K-1)的连接为例,两者CTE差异巨大,往往在界面处引入较高应力集中,从而损害接头的完整性和服役性能[6].尽管通过降低钎焊温度可在一定程度上缓解因热失配带来的应力问题,但温度调节空间受钎料熔化和铺展性能的限制,往往作用有限.此外,异种金属之间的熔点差异也会给钎焊工艺带来挑战.为避免低熔点母材发生过熔,必须选用熔点更低的钎料,这不仅缩小了钎料的选择范围,还可能限制接头的高温使用性能,进一步影响其钎焊性. ...
... 在异种金属钎焊过程中,常采用真空环境以显著改善钎料的润湿性能,其作用主要通过多种物理和化学机制实现.真空条件(通常为10-3~10-5 Pa)可将氧分压抑制在金属氧化物的分解压以下,促使母材表面氧化膜发生热分解并挥发.例如,钛合金表面的TiO2和铜合金表面的Cu2O在真空下均可自发分解,从而在不使用钎剂的情况下仍实现良好润湿.若母材或钎料中含蒸气压较高的元素(如Mg、Zn),其在真空中的挥发可物理破碎表面氧化膜,进而促进氧化膜的剥离和去除[6].此外,真空环境中气体分子阻力极小,有利于Ti、Zr等活性元素向界面迁移,增强其与母材的化学反应能力,从而提高润湿性.在高温钎焊(800~1200 ℃)中,钛基与镍基两类硬钎料应用广泛,下文分别阐述真空环境对其润湿行为的影响机制. ...
钛/铝异种金属搅拌摩擦焊技术研究现状
2
2021
... 在异种金属钎焊中,母材之间常存在显著的热物理性能差异,例如熔点、CTE等.在冷却过程中,由于不同材料收缩程度不一致,接头区域易产生较大的热残余应力,严重时甚至引发裂纹.以钛合金(CTE ≈ 8.6 × 10-6 K-1)和铝合金(CTE ≈ 23.6 × 10-6 K-1)的连接为例,两者CTE差异巨大,往往在界面处引入较高应力集中,从而损害接头的完整性和服役性能[6].尽管通过降低钎焊温度可在一定程度上缓解因热失配带来的应力问题,但温度调节空间受钎料熔化和铺展性能的限制,往往作用有限.此外,异种金属之间的熔点差异也会给钎焊工艺带来挑战.为避免低熔点母材发生过熔,必须选用熔点更低的钎料,这不仅缩小了钎料的选择范围,还可能限制接头的高温使用性能,进一步影响其钎焊性. ...
... 在异种金属钎焊过程中,常采用真空环境以显著改善钎料的润湿性能,其作用主要通过多种物理和化学机制实现.真空条件(通常为10-3~10-5 Pa)可将氧分压抑制在金属氧化物的分解压以下,促使母材表面氧化膜发生热分解并挥发.例如,钛合金表面的TiO2和铜合金表面的Cu2O在真空下均可自发分解,从而在不使用钎剂的情况下仍实现良好润湿.若母材或钎料中含蒸气压较高的元素(如Mg、Zn),其在真空中的挥发可物理破碎表面氧化膜,进而促进氧化膜的剥离和去除[6].此外,真空环境中气体分子阻力极小,有利于Ti、Zr等活性元素向界面迁移,增强其与母材的化学反应能力,从而提高润湿性.在高温钎焊(800~1200 ℃)中,钛基与镍基两类硬钎料应用广泛,下文分别阐述真空环境对其润湿行为的影响机制. ...
“Wetting” and brazing of AlN by sputtered Al
2
2016
... 钎焊过程中的润湿性是指液态钎料在母材表面铺展和覆盖的能力,实施钎焊技术的前提是熔融钎料能够充分润湿母材.钎料润湿效果的好坏直接影响其能否完整填充装配间隙,从而决定最终接头的质量.优良的润湿性有助于形成均匀、致密且无缺陷的钎焊接头;相反,若润湿不足,则易出现铺展不完整、气孔或未焊合等缺陷,严重削弱接头的力学性能及可靠性[7]. ...
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
溅射Al对AlN的“润湿”与钎焊
2
2016
... 钎焊过程中的润湿性是指液态钎料在母材表面铺展和覆盖的能力,实施钎焊技术的前提是熔融钎料能够充分润湿母材.钎料润湿效果的好坏直接影响其能否完整填充装配间隙,从而决定最终接头的质量.优良的润湿性有助于形成均匀、致密且无缺陷的钎焊接头;相反,若润湿不足,则易出现铺展不完整、气孔或未焊合等缺陷,严重削弱接头的力学性能及可靠性[7]. ...
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
Wettability of metals and ceramics by Zr55Cu30Al10Ni5 BMG-forming liquid and their interfacial characteristics
1
2010
... 在固-液界面润湿过程中,系统的Gibbs自由能随之降低.根据界面是否发生化学反应,润湿可划分为反应润湿和非反应润湿两类[8].在反应润湿中,液-固界面发生元素吸附、溶解、扩散以及化学反应,并可能形成新相.该过程受液体表面张力、界面反应动力学以及物质迁移等多因素耦合作用.润湿程度通常随时间延长而提高.界面反应通过降低固-液和液-气界面能,促使润湿角减小,并延长达到平衡所需的时间.非反应润湿通常润湿性较差,其界面未发生明显的溶解、扩散或化学反应,润湿动力主要来源于Van der Waals力、毛细作用、表面张力以及重力等物理作用,通常在极短时间内(如10-3 s)实现平衡,时间和温度对其影响较为有限[9].研究[10]表明,润湿行为受钎料成分、母材表面状态、钎剂特性以及钎焊工艺参数等多种因素的共同影响. ...
Zr55Cu30Al10Ni5非晶熔体与金属及陶瓷的润湿性和界面特征
1
2010
... 在固-液界面润湿过程中,系统的Gibbs自由能随之降低.根据界面是否发生化学反应,润湿可划分为反应润湿和非反应润湿两类[8].在反应润湿中,液-固界面发生元素吸附、溶解、扩散以及化学反应,并可能形成新相.该过程受液体表面张力、界面反应动力学以及物质迁移等多因素耦合作用.润湿程度通常随时间延长而提高.界面反应通过降低固-液和液-气界面能,促使润湿角减小,并延长达到平衡所需的时间.非反应润湿通常润湿性较差,其界面未发生明显的溶解、扩散或化学反应,润湿动力主要来源于Van der Waals力、毛细作用、表面张力以及重力等物理作用,通常在极短时间内(如10-3 s)实现平衡,时间和温度对其影响较为有限[9].研究[10]表明,润湿行为受钎料成分、母材表面状态、钎剂特性以及钎焊工艺参数等多种因素的共同影响. ...
Review of non-reactive and reactive wetting of liquids on surfaces
1
2007
... 在固-液界面润湿过程中,系统的Gibbs自由能随之降低.根据界面是否发生化学反应,润湿可划分为反应润湿和非反应润湿两类[8].在反应润湿中,液-固界面发生元素吸附、溶解、扩散以及化学反应,并可能形成新相.该过程受液体表面张力、界面反应动力学以及物质迁移等多因素耦合作用.润湿程度通常随时间延长而提高.界面反应通过降低固-液和液-气界面能,促使润湿角减小,并延长达到平衡所需的时间.非反应润湿通常润湿性较差,其界面未发生明显的溶解、扩散或化学反应,润湿动力主要来源于Van der Waals力、毛细作用、表面张力以及重力等物理作用,通常在极短时间内(如10-3 s)实现平衡,时间和温度对其影响较为有限[9].研究[10]表明,润湿行为受钎料成分、母材表面状态、钎剂特性以及钎焊工艺参数等多种因素的共同影响. ...
Research progress on wetting behavior of molten metal on surface of copper substrates
1
2025
... 在固-液界面润湿过程中,系统的Gibbs自由能随之降低.根据界面是否发生化学反应,润湿可划分为反应润湿和非反应润湿两类[8].在反应润湿中,液-固界面发生元素吸附、溶解、扩散以及化学反应,并可能形成新相.该过程受液体表面张力、界面反应动力学以及物质迁移等多因素耦合作用.润湿程度通常随时间延长而提高.界面反应通过降低固-液和液-气界面能,促使润湿角减小,并延长达到平衡所需的时间.非反应润湿通常润湿性较差,其界面未发生明显的溶解、扩散或化学反应,润湿动力主要来源于Van der Waals力、毛细作用、表面张力以及重力等物理作用,通常在极短时间内(如10-3 s)实现平衡,时间和温度对其影响较为有限[9].研究[10]表明,润湿行为受钎料成分、母材表面状态、钎剂特性以及钎焊工艺参数等多种因素的共同影响. ...
金属熔体在铜基体表面润湿行为的研究进展
1
2025
... 在固-液界面润湿过程中,系统的Gibbs自由能随之降低.根据界面是否发生化学反应,润湿可划分为反应润湿和非反应润湿两类[8].在反应润湿中,液-固界面发生元素吸附、溶解、扩散以及化学反应,并可能形成新相.该过程受液体表面张力、界面反应动力学以及物质迁移等多因素耦合作用.润湿程度通常随时间延长而提高.界面反应通过降低固-液和液-气界面能,促使润湿角减小,并延长达到平衡所需的时间.非反应润湿通常润湿性较差,其界面未发生明显的溶解、扩散或化学反应,润湿动力主要来源于Van der Waals力、毛细作用、表面张力以及重力等物理作用,通常在极短时间内(如10-3 s)实现平衡,时间和温度对其影响较为有限[9].研究[10]表明,润湿行为受钎料成分、母材表面状态、钎剂特性以及钎焊工艺参数等多种因素的共同影响. ...
Research progress on wettability improvement and regulation strategies in brazing of dissimilar materials
1
2025
... 润湿性是液态钎料在固态母材表面铺展并形成结合界面的核心能力,其热力学行为由Young's方程支配[11]: ...
异质材料钎焊连接润湿性改善与调控策略研究进展
1
2025
... 润湿性是液态钎料在固态母材表面铺展并形成结合界面的核心能力,其热力学行为由Young's方程支配[11]: ...
Resistance of solid surfaces to wetting by water
2
1936
... Young's方程建立于理想化条件之上,其推导假设固体表面严格均匀、光滑、化学惰性,且液-固之间无化学反应,同时忽略气体吸附对固体表面能的影响.然而在实际钎焊过程中,此类理想表面并不存在,真实表面的物理和化学状态对润湿行为具有显著影响.为系统研究母材表面形貌对润湿性的作用机制,学界提出了两类经典模型:从几何形貌角度进行物理描述的Wenzel模型[12],以及从化学非均匀性角度出发的Cassie-Baxter模型[13].Wenzel[12]首次将粗糙表面的几何特征纳入润湿理论中,通过比较实际平衡接触角与Young's方程中理想θ的差异,建立了粗糙度修正模型.Cassie-Baxter模型[13]则从化学非均匀性的角度解释了表面形貌对润湿的影响. ...
... [12]首次将粗糙表面的几何特征纳入润湿理论中,通过比较实际平衡接触角与Young's方程中理想θ的差异,建立了粗糙度修正模型.Cassie-Baxter模型[13]则从化学非均匀性的角度解释了表面形貌对润湿的影响. ...
Wettability of porous surfaces
2
1944
... Young's方程建立于理想化条件之上,其推导假设固体表面严格均匀、光滑、化学惰性,且液-固之间无化学反应,同时忽略气体吸附对固体表面能的影响.然而在实际钎焊过程中,此类理想表面并不存在,真实表面的物理和化学状态对润湿行为具有显著影响.为系统研究母材表面形貌对润湿性的作用机制,学界提出了两类经典模型:从几何形貌角度进行物理描述的Wenzel模型[12],以及从化学非均匀性角度出发的Cassie-Baxter模型[13].Wenzel[12]首次将粗糙表面的几何特征纳入润湿理论中,通过比较实际平衡接触角与Young's方程中理想θ的差异,建立了粗糙度修正模型.Cassie-Baxter模型[13]则从化学非均匀性的角度解释了表面形貌对润湿的影响. ...
... [13]则从化学非均匀性的角度解释了表面形貌对润湿的影响. ...
Wetting and spreading of liquid brazing alloy in the interface of dissimilar metal
1
1996
... 王忠平等[14]对异种金属表面液态钎料的润湿和铺展动力学进行了系统研究,发现该过程具有明显的时间相关性和非线性演化特征,可划分为五个连续阶段:(1) 预热破膜阶段(0~2 s),钎料逐渐熔化,表面氧化膜开始破裂,此阶段润湿角基本保持不变;(2) 初始铺展阶段(2~5 s),液态钎料开始迅速铺展,润湿角呈指数式下降(变化速率约8°/s),该过程主要受钎料黏度和表面张力控制;(3) 快速扩散阶段(5~15 s),界面反应被显著激活,铺展面积急剧扩大(扩散速率超过1 mm2/s),润湿角下降至30°以下;(4) 有限扩散阶段(15~30 s),铺展动力逐渐减弱,润湿角变化速率显著减缓(约0.5°/s),界面反应成为润湿的主导机制;(5) 稳定平衡阶段( 30 s),铺展过程达到动力-阻力平衡,润湿角趋于稳定,系统进入平衡状态.此研究将钎焊过程与对流传质理论结合,有助于深化理解异种金属的界面相互作用,为优化钎焊工艺参数(如加热顺序)提供了依据. ...
异种金属界面液态钎料的润湿铺展
1
1996
... 王忠平等[14]对异种金属表面液态钎料的润湿和铺展动力学进行了系统研究,发现该过程具有明显的时间相关性和非线性演化特征,可划分为五个连续阶段:(1) 预热破膜阶段(0~2 s),钎料逐渐熔化,表面氧化膜开始破裂,此阶段润湿角基本保持不变;(2) 初始铺展阶段(2~5 s),液态钎料开始迅速铺展,润湿角呈指数式下降(变化速率约8°/s),该过程主要受钎料黏度和表面张力控制;(3) 快速扩散阶段(5~15 s),界面反应被显著激活,铺展面积急剧扩大(扩散速率超过1 mm2/s),润湿角下降至30°以下;(4) 有限扩散阶段(15~30 s),铺展动力逐渐减弱,润湿角变化速率显著减缓(约0.5°/s),界面反应成为润湿的主导机制;(5) 稳定平衡阶段( 30 s),铺展过程达到动力-阻力平衡,润湿角趋于稳定,系统进入平衡状态.此研究将钎焊过程与对流传质理论结合,有助于深化理解异种金属的界面相互作用,为优化钎焊工艺参数(如加热顺序)提供了依据. ...
Surface roughness prediction in fused deposition modelling by neural networks
1
2013
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
Process of indirect brazing alumina to 5A05 Al alloy
1
2010
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
Al2O3陶瓷与5A05铝合金的间接钎焊工艺
1
2010
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
Influence of brazing gap on microstructure and mechanical properties of brazed 10 steel joints
1
2025
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
钎缝间隙对10钢钎焊接头显微组织与力学性能的影响
1
2025
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
Effect of Y contents on surface wetting and interfacial behavior of Al-Si-Cu-Zn-Ni-xY brazing filler alloys on 7072 aluminum alloy
1
2025
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
Research status and development of ultrasonic-assisted soldering technique
1
2015
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
超声波辅助钎焊技术的发展现状
1
2015
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
Improving spreadability of molten metal in MIG welding-brazing of aluminum to steel by external magnetic field
1
2022
... 在异种金属钎焊中,钎料的润湿行为受到多种关键因素的综合影响,主要包括以下几个方面.(1) 材料本征特性,母材表面氧化膜的性质对润湿具有关键作用.例如,铝、钛等合金表面易形成致密氧化膜,严重阻碍钎料铺展.此外,钎料与母材之间的冶金相容性也至关重要,若能形成固溶体或适量金属间化合物,则润湿性得以改善;若不相容,则往往导致润湿不良.(2) 工艺温度和时间,适当提高钎焊温度有助于降低液相钎料的表面张力和固-液界面能,从而改善润湿性,但温度过高或时间过长可能引起界面过度反应或母材性能退化,因此需将其控制在最优范围内.(3) 表面粗糙度(Ra),一定程度的粗糙表面(如0.1 μm ≤ Ra ≤ 1 μm时)可通过毛细效应促进钎料铺展;但粗糙度过大(Ra 5 μm)时,则会阻碍钎料流动,甚至导致润湿不完整[15].(4) 表面镀层处理,通过在母材表面施加镀层可显著改善润湿性能.例如在钢表面镀覆5 μm厚的Ni-P层后,SnAgCu钎料的润湿角从37°下降至14°,显示出良好的润湿增强效果[16].(5) 钎剂的选择和作用,钎剂能够通过化学还原作用去除表面氧化膜,并有效降低界面能.常见类型包括无腐蚀性钎剂(如松香-乳酸体系,适用于电子元器件)和活性钎剂(如ZnCl2-NH4Cl-NaF体系,常用于不锈钢与铝合金的异种连接).(6) 装配间隙设计,合适的钎焊间隙对钎料填充至关重要,一般推荐保持在0.05~0.25 mm之间.间隙过小( 0.05 mm)导致流动阻力增大,间隙过大( 0.3 mm)则毛细作用不足,均会影响钎料铺展和最终接头质量[17].(7) 钎料成分优化,在钎料中添加活性元素(如Ti、Zr等)可破坏表面氧化膜,改善润湿性;引入稀土元素也可产生显著效果,例如加入0.8% (质量分数,下同)的Y可使Al-Si-Cu-Zn-Ni钎料的铺展面积提高17%,润湿角降低至11.1° [7,18].(8) 外场辅助工艺,采用超声振动可在非真空条件下通过空化效应破碎氧化膜,使SnZnBi钎料在铝合金表面的润湿角降至25° [19];磁场辅助技术利用Lorentz力促进熔体流动,可使铺展速率提升约40%[20]. ...
Investigation on the wettability of the moderate temperature brazing flux of CsF-AlF3 on aluminum alloys
1
2016
... 铝合金表面形成的致密Al2O3氧化膜严重阻碍钎料润湿.氟铝酸盐类钎剂(如KF-AlF3、CsAlF6)在高温下分解出活性[AlF6]3-,与Al2O3反应生成气态AlF3及低熔点化合物(如CsAlSi6O14),从而实现氧化膜的化学去除.栾天旻等[21]采用CsAlF6钎剂结合加热速率调控,显著提高了Zn-20Al钎料的润湿性能,发现在火焰加热(升温速率约1000 ℃/min)条件下,钎剂铺展面积扩大,润湿角降低至18°.Zhang等[22]则设计了一种含Ti活性钎剂,通过Al2O3颗粒在Al基体界面诱发Ti-O反应并生成TiAl3过渡层,使Al-Cu钎料的润湿角从大于90°下降至15°. ...
氟铝酸铯中温钎剂钎焊铝合金的润湿性研究
1
2016
... 铝合金表面形成的致密Al2O3氧化膜严重阻碍钎料润湿.氟铝酸盐类钎剂(如KF-AlF3、CsAlF6)在高温下分解出活性[AlF6]3-,与Al2O3反应生成气态AlF3及低熔点化合物(如CsAlSi6O14),从而实现氧化膜的化学去除.栾天旻等[21]采用CsAlF6钎剂结合加热速率调控,显著提高了Zn-20Al钎料的润湿性能,发现在火焰加热(升温速率约1000 ℃/min)条件下,钎剂铺展面积扩大,润湿角降低至18°.Zhang等[22]则设计了一种含Ti活性钎剂,通过Al2O3颗粒在Al基体界面诱发Ti-O反应并生成TiAl3过渡层,使Al-Cu钎料的润湿角从大于90°下降至15°. ...
Joining of Al2O3p/Al composites by transient liquid phase (TLP) bonding and a novel process of active-transient liquid phase (A-TLP) bonding
1
2008
... 铝合金表面形成的致密Al2O3氧化膜严重阻碍钎料润湿.氟铝酸盐类钎剂(如KF-AlF3、CsAlF6)在高温下分解出活性[AlF6]3-,与Al2O3反应生成气态AlF3及低熔点化合物(如CsAlSi6O14),从而实现氧化膜的化学去除.栾天旻等[21]采用CsAlF6钎剂结合加热速率调控,显著提高了Zn-20Al钎料的润湿性能,发现在火焰加热(升温速率约1000 ℃/min)条件下,钎剂铺展面积扩大,润湿角降低至18°.Zhang等[22]则设计了一种含Ti活性钎剂,通过Al2O3颗粒在Al基体界面诱发Ti-O反应并生成TiAl3过渡层,使Al-Cu钎料的润湿角从大于90°下降至15°. ...
Effect of Ni on the wetting and brazing characterization of 304 stainless steel by Ag-Cu alloy
1
2023
... 银基钎料(如Ag-Cu、Ag-Cu-Sn系)常用于不锈钢(表面含Cr2O3)或铜合金的钎焊.硼砂基钎剂(Na2B4O7)在约780 ℃分解为B2O3,进一步与Cr2O3反应生成低熔点硼酸盐(如CrBO3),使得Ag-28Cu钎料在304不锈钢上的润湿角从35°减小至19° [23].添加KBF4可改善钎剂流动性,例如,QJ305膏状钎剂中含有KF/KBF4复合组分,可在600~850 ℃范围内显著提升铺展均匀性,适用于火焰及感应等多种钎焊工艺.针对含Al材料的连接,4型钎剂(含重金属氯化物)通过离子置换增强润湿性,但需彻底清除残渣以防腐蚀.薛松柏团队[24]研究表明,在AgCuZnSnIn钎料中添加In/Ga可降低熔体黏度并提高去膜效率,使用FB102钎剂时,含3%In的钎料在黄铜上的铺展面积可达到780 mm2,相较无In钎料提升了70%. ...
Effect of gallium on microstructure and properties of Ag-Cu-Zn filler metal
1
2009
... 银基钎料(如Ag-Cu、Ag-Cu-Sn系)常用于不锈钢(表面含Cr2O3)或铜合金的钎焊.硼砂基钎剂(Na2B4O7)在约780 ℃分解为B2O3,进一步与Cr2O3反应生成低熔点硼酸盐(如CrBO3),使得Ag-28Cu钎料在304不锈钢上的润湿角从35°减小至19° [23].添加KBF4可改善钎剂流动性,例如,QJ305膏状钎剂中含有KF/KBF4复合组分,可在600~850 ℃范围内显著提升铺展均匀性,适用于火焰及感应等多种钎焊工艺.针对含Al材料的连接,4型钎剂(含重金属氯化物)通过离子置换增强润湿性,但需彻底清除残渣以防腐蚀.薛松柏团队[24]研究表明,在AgCuZnSnIn钎料中添加In/Ga可降低熔体黏度并提高去膜效率,使用FB102钎剂时,含3%In的钎料在黄铜上的铺展面积可达到780 mm2,相较无In钎料提升了70%. ...
镓对AgCuZn钎料组织和性能的影响
1
2009
... 银基钎料(如Ag-Cu、Ag-Cu-Sn系)常用于不锈钢(表面含Cr2O3)或铜合金的钎焊.硼砂基钎剂(Na2B4O7)在约780 ℃分解为B2O3,进一步与Cr2O3反应生成低熔点硼酸盐(如CrBO3),使得Ag-28Cu钎料在304不锈钢上的润湿角从35°减小至19° [23].添加KBF4可改善钎剂流动性,例如,QJ305膏状钎剂中含有KF/KBF4复合组分,可在600~850 ℃范围内显著提升铺展均匀性,适用于火焰及感应等多种钎焊工艺.针对含Al材料的连接,4型钎剂(含重金属氯化物)通过离子置换增强润湿性,但需彻底清除残渣以防腐蚀.薛松柏团队[24]研究表明,在AgCuZnSnIn钎料中添加In/Ga可降低熔体黏度并提高去膜效率,使用FB102钎剂时,含3%In的钎料在黄铜上的铺展面积可达到780 mm2,相较无In钎料提升了70%. ...
Copper-phosphorus brazing filler metal soldering lug and preparation method thereof
1
... 铜磷钎料(如BCu93P、BCu89PAg)凭借P的自还原能力可实现无钎剂钎焊.P在高温下氧化生成P2O5,与CuO反应形成液态Cu3PO4并还原出Cu单质,从而破除表面氧化膜[25].然而该机制对不锈钢无效,需借助含Ti、Zr等活性元素的钎剂或卤素钎剂(如ZnCl2-NH4Cl)辅助去膜. ...
一种铜磷钎料焊片及其制备方法
1
... 铜磷钎料(如BCu93P、BCu89PAg)凭借P的自还原能力可实现无钎剂钎焊.P在高温下氧化生成P2O5,与CuO反应形成液态Cu3PO4并还原出Cu单质,从而破除表面氧化膜[25].然而该机制对不锈钢无效,需借助含Ti、Zr等活性元素的钎剂或卤素钎剂(如ZnCl2-NH4Cl)辅助去膜. ...
Current research status of commonly used high-temperature brazing filler metal in the aerospace field
1
2024
... 钛基钎料具备优异的力学性能、良好的耐腐蚀性能、出色的润湿能力以及稳定的微观组织,是连接Ti及其合金或高温合金的首选材料,广泛应用于能源、电子等工业领域.根据合金元素组成,常见的钛基钎料可分为Ti-Zr系、Ti-Ni系和Ti-Cu系[26].为进一步降低熔点并改善工艺性能,现已开发出多种多元钎料,如Ti-Ni-Cu、Ti-Ni-Cu-Zr等系列,广泛应用于钛合金与高温合金的钎焊连接,其熔点通常介于850~1200 ℃之间,部分高温钎料熔点甚至可达1500~1800 ℃. ...
航空航天领域常用高温钎料研究现状
1
2024
... 钛基钎料具备优异的力学性能、良好的耐腐蚀性能、出色的润湿能力以及稳定的微观组织,是连接Ti及其合金或高温合金的首选材料,广泛应用于能源、电子等工业领域.根据合金元素组成,常见的钛基钎料可分为Ti-Zr系、Ti-Ni系和Ti-Cu系[26].为进一步降低熔点并改善工艺性能,现已开发出多种多元钎料,如Ti-Ni-Cu、Ti-Ni-Cu-Zr等系列,广泛应用于钛合金与高温合金的钎焊连接,其熔点通常介于850~1200 ℃之间,部分高温钎料熔点甚至可达1500~1800 ℃. ...
Vacuum brazing TA15 titanium alloy with Ti-based amorphous filler metal
1
2012
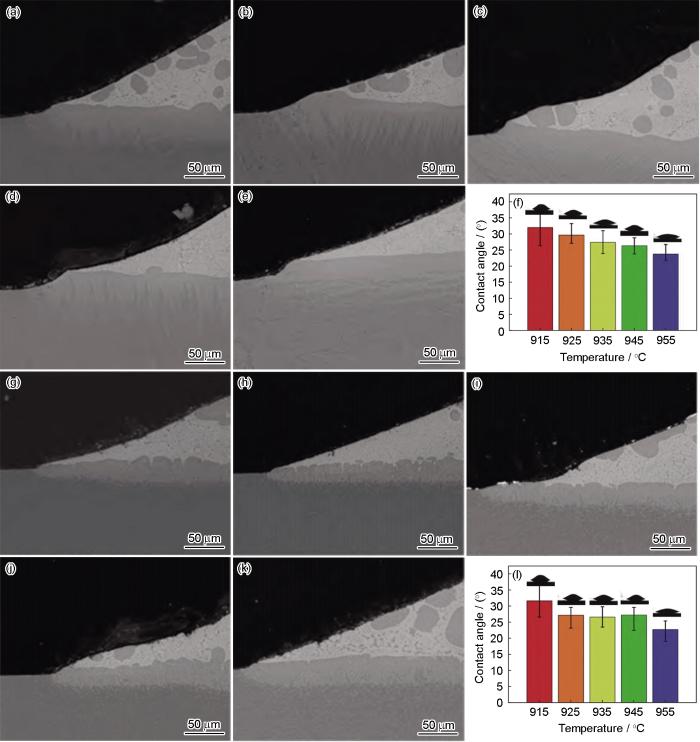
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
钛基非晶钎料真空钎焊TA15钛合金的研究
1
2012
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
Structural characterization of sapphire/niobium joints welding by vacuum brazing with Ti, Zr-activated filler metal
1
2013
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
含Ti, Zr活性钎料真空钎焊蓝宝石/Nb接头结构分析
1
2013
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
Study on the microstructure and properties of the active soldered 5A06 aluminum alloy joints using Ti-Cu-Ni skeleton-reinforced SAC305 solder
1
2025
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
Ti-Cu-Ni骨架强化SAC305钎料活性钎焊5A06铝合金接头组织与性能研究
1
2025
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
The preparation and properties research of new titanium alloy brazing materials
1
2013
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
新型钛合金钎料制备及性能研究
1
2013
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
Study on the reactive wetting process of TiZrNiCu on TA1/TC4 heterogeneous interface
4
2023
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
... [31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
... [
31]
SEM images of interface microstructures (a-e, g-k) and variations of wetting angles (f, l) of wetted industrial pure Ti (TAl) (a-f) and TC4 alloy (g-l) specimens at different temperatures<sup>[<xref ref-type="bibr" rid="R31">31</xref>]</sup> (Insets in Figs.1f and l are actual photographs of contact angle measurement) (a, g) 915 <sup>o</sup>C (b, h) 925 <sup>o</sup>C (c, i) 935 <sup>o</sup>C (d, j) 945 <sup>o</sup>C (e, k) 955 <sup>o</sup>CFig.1![]()
镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
... [
31] (Insets in Figs.1f and l are actual photographs of contact angle measurement) (a, g) 915
oC (b, h) 925
oC (c, i) 935
oC (d, j) 945
oC (e, k) 955
oC
Fig.1![]()
镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
TiZrNiCu钎料在TA1/TC4异质界面的反应润湿过程
4
2023
... 高勇等[27]指出,在真空环境中,钛基钎料的润湿角可从大于90°显著降低至25°,这主要归因于TiO2氧化膜的热分解以及分解过程中产生的多孔结构极大地促进了钎料的铺展.此外,尚建利[28]研究表明,钛基钎料(如Ti-37.5Zr-15Cu-15Ni)中的Zr元素能够进一步还原残留氧化物,使润湿角从大气环境中的110°下降至25°.真空条件还可降低钎料的液态黏度,如Ti-Cu-Ni钎料在950 ℃时的铺展速率可达1.2 mm2/s,较Ar气环境提高50%[29].但需将保温时间控制在10 min以内,以防止对钛合金母材造成过度溶蚀[30].高德君等[31]研究了Ti-Zr-Cu-Ni钎料在TA1 (工业纯Ti)和TC4 (Ti6Al4V)合金表面的润湿行为(图1[31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
... [31]).结果表明,该钎料在两种基体上均表现出良好的润湿性,润湿角均低于40°,并随温度升高持续减小,最低可降至25°以下. ...
... [
31]
SEM images of interface microstructures (a-e, g-k) and variations of wetting angles (f, l) of wetted industrial pure Ti (TAl) (a-f) and TC4 alloy (g-l) specimens at different temperatures<sup>[<xref ref-type="bibr" rid="R31">31</xref>]</sup> (Insets in Figs.1f and l are actual photographs of contact angle measurement) (a, g) 915 <sup>o</sup>C (b, h) 925 <sup>o</sup>C (c, i) 935 <sup>o</sup>C (d, j) 945 <sup>o</sup>C (e, k) 955 <sup>o</sup>CFig.1![]()
镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
... [
31] (Insets in Figs.1f and l are actual photographs of contact angle measurement) (a, g) 915
oC (b, h) 925
oC (c, i) 935
oC (d, j) 945
oC (e, k) 955
oC
Fig.1![]()
镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
Research on improvement of welding performance of nickel based solder materials for stainless steel vacuum brazing
1
2024
... 镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
用于不锈钢真空钎焊的镍基钎料焊接性能改进研究
1
2024
... 镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
Vacuum brazing 0Cr18Ni9 stainless steel pipe to itself with BNi-2 filler alloy
1
2016
... 镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
采用BNi-2钎料真空钎焊0Cr18Ni9不锈钢管材
1
2016
... 镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
Function of chromium in diamond tool matrices
1
2001
... 镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
Cr在金刚石工具胎体材料中的作用
1
2001
... 镍基钎料是航空航天领域广泛应用的一类高温连接材料,其典型熔化温度区间为800~1200 ℃.该类钎料通常含有Cr、Si、B、Fe、P和C等合金元素,对调控钎料性能具有重要作用.Cr可提高抗氧化性、耐腐蚀性能及高温强度;Si有助于降低熔点并改善流动性;B和P作为降熔元素,能够显著改善润湿和铺展性能;C的加入也可进一步降低熔化温度[32].需注意的是,BNi-2 (成分为Cr-7Si-3B)等镍基钎料中的B和Si易发生氧化,因此真空环境可有效抑制氧化物的形成,使钎料维持良好的液态流动性,并减轻B元素在钎缝区域的偏析倾向[33].此外,真空中气体阻力较小,促进了Cr、Si等元素向界面迁移,其中Cr可与母材反应形成过渡层,从而降低固-液界面能,改善润湿性能[34]. ...
Wetting spreading and brazing interface microstructure of different filler metal on selective laser melting TC4 substrates
4
2021
... 刘健坤[35]系统研究了BNi-2钎料在TC4钛合金表面不同温度下的润湿过程.如图2[35]所示,在接近钎料熔点时,钎料尺寸在1~2 s内略有收缩;随温度上升,钎料迅速熔化并向外铺展,直至达到最大扩散范围.冷却后,钎料经熔化、扩散以及界面反应后凝固成残余层.可以明显看出,随着钎焊温度的提高,最终铺展面积显著增大.综上所述,真空环境和适宜的钎焊温度是优化BNi系列钎料润湿性的关键因素.真空条件不仅通过降低钎料黏度、提高铺展速率来改善其宏观铺展行为,更能从微观上抑制晶界偏析和脆性相的形成,从而提升润湿均匀性和界面质量. ...
... [35]所示,在接近钎料熔点时,钎料尺寸在1~2 s内略有收缩;随温度上升,钎料迅速熔化并向外铺展,直至达到最大扩散范围.冷却后,钎料经熔化、扩散以及界面反应后凝固成残余层.可以明显看出,随着钎焊温度的提高,最终铺展面积显著增大.综上所述,真空环境和适宜的钎焊温度是优化BNi系列钎料润湿性的关键因素.真空条件不仅通过降低钎料黏度、提高铺展速率来改善其宏观铺展行为,更能从微观上抑制晶界偏析和脆性相的形成,从而提升润湿均匀性和界面质量. ...
... [
35]
Representative instantaneous images of the wetting and spreading processes of BNi-2 (Cr-7Si-3B) filler metal on TC4 substrate<sup>[<xref ref-type="bibr" rid="R35">35</xref>]</sup> (<i>T</i>—temperature, <i>t</i>—time)(a) 1020 oC (b) 1080 oC (c) 1150 oC ...
... [
35] (
T—temperature,
t—time)
(a) 1020 oC (b) 1080 oC (c) 1150 oC ...
不同钎料在选区激光熔化成形TC4基板上的润湿铺展与钎焊界面组织性能
4
2021
... 刘健坤[35]系统研究了BNi-2钎料在TC4钛合金表面不同温度下的润湿过程.如图2[35]所示,在接近钎料熔点时,钎料尺寸在1~2 s内略有收缩;随温度上升,钎料迅速熔化并向外铺展,直至达到最大扩散范围.冷却后,钎料经熔化、扩散以及界面反应后凝固成残余层.可以明显看出,随着钎焊温度的提高,最终铺展面积显著增大.综上所述,真空环境和适宜的钎焊温度是优化BNi系列钎料润湿性的关键因素.真空条件不仅通过降低钎料黏度、提高铺展速率来改善其宏观铺展行为,更能从微观上抑制晶界偏析和脆性相的形成,从而提升润湿均匀性和界面质量. ...
... [35]所示,在接近钎料熔点时,钎料尺寸在1~2 s内略有收缩;随温度上升,钎料迅速熔化并向外铺展,直至达到最大扩散范围.冷却后,钎料经熔化、扩散以及界面反应后凝固成残余层.可以明显看出,随着钎焊温度的提高,最终铺展面积显著增大.综上所述,真空环境和适宜的钎焊温度是优化BNi系列钎料润湿性的关键因素.真空条件不仅通过降低钎料黏度、提高铺展速率来改善其宏观铺展行为,更能从微观上抑制晶界偏析和脆性相的形成,从而提升润湿均匀性和界面质量. ...
... [
35]
Representative instantaneous images of the wetting and spreading processes of BNi-2 (Cr-7Si-3B) filler metal on TC4 substrate<sup>[<xref ref-type="bibr" rid="R35">35</xref>]</sup> (<i>T</i>—temperature, <i>t</i>—time)(a) 1020 oC (b) 1080 oC (c) 1150 oC ...
... [
35] (
T—temperature,
t—time)
(a) 1020 oC (b) 1080 oC (c) 1150 oC ...
Research progress in dissimilar material brazing technology and applications
1
2025
... 钎料成分优化的核心在于通过精确设计钎料的化学组成和微观结构,实现对界面反应热力学和动力学的主动调控.这种方法具有工艺兼容性好、成本相对较低、易于实现工业化等优势,但也存在成分设计依赖经验、多组分协同作用机制复杂等挑战.随着计算材料学和人工智能技术的发展,钎料成分优化正从传统的试错法向“理论设计-实验验证”的理性设计模式转变[36]. ...
异质材料钎焊技术与应用研究进展
1
2025
... 钎料成分优化的核心在于通过精确设计钎料的化学组成和微观结构,实现对界面反应热力学和动力学的主动调控.这种方法具有工艺兼容性好、成本相对较低、易于实现工业化等优势,但也存在成分设计依赖经验、多组分协同作用机制复杂等挑战.随着计算材料学和人工智能技术的发展,钎料成分优化正从传统的试错法向“理论设计-实验验证”的理性设计模式转变[36]. ...
Microstructure and interfacial reactions of vacuum brazing titanium alloy to stainless steel using an AgCuTi filler metal
2
2008
... 添加活性元素(Ti、Zr、Hf等)是改善钎料润湿性的经典方法.以采用含Ti钎料连接钛合金与不锈钢为例,采用Ag-Cu-Ti钎料时,Ti会与钛合金中的Al元素反应,在界面处形成Ti-Cu-Al三元化合物层[37].这种反应层的形成过程遵循特定的序列反应,其中TiCu2相作为主要强化相,显著提高了接头强度[37]. ...
... [37]. ...
Adding Zr element to improve the strength and mechanical properties of diamond vacuum-brazed with Ni-Cr boron-free filler alloy
1
2023
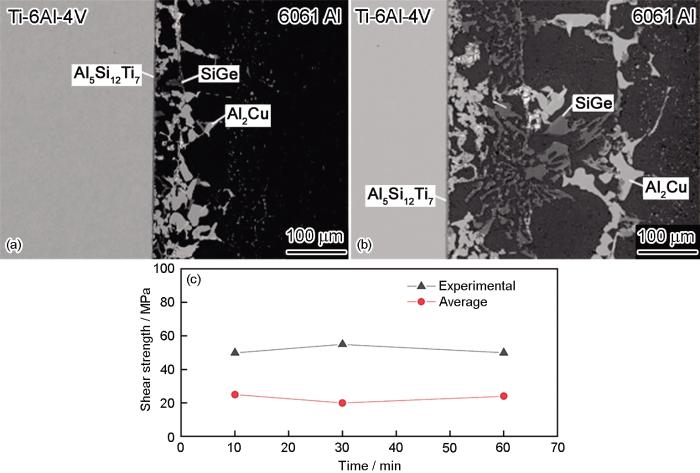
... Zr元素在镍基高温合金钎焊中表现突出.添加Zr的钎料会与基体中的Cr、Fe等元素形成纳米级金属间化合物颗粒[38].这些颗粒通过钉扎晶界,显著提升了接头的高温性能.值得注意的是,Zr的添加抑制了有害脆性相的形成,改善了接头塑性.研究[39]表明,Ti、Zr复合添加在铝/钢异种连接中产生协同效应,Ti优先与Al反应形成强化相,Zr则偏聚于界面形成纳米晶阻挡层.这种双机制作用显著降低了脆性相的生长速率,提高了接头强度.图3[40]为使用Ti33.3Zr16.7Cu39Ni11钎料连接TiAl与GH3030合金得到的钎焊接头的SEM像.在其界面处可以清晰地观察到由于Ti、Zr不同作用所形成的界面反应层[40].Zr的添加还可改善钎料对钢表面的润湿性. ...
Effect of Ti and Zr on microstructure and mechanical properties of aluminum-copper alloy
1
2014
... Zr元素在镍基高温合金钎焊中表现突出.添加Zr的钎料会与基体中的Cr、Fe等元素形成纳米级金属间化合物颗粒[38].这些颗粒通过钉扎晶界,显著提升了接头的高温性能.值得注意的是,Zr的添加抑制了有害脆性相的形成,改善了接头塑性.研究[39]表明,Ti、Zr复合添加在铝/钢异种连接中产生协同效应,Ti优先与Al反应形成强化相,Zr则偏聚于界面形成纳米晶阻挡层.这种双机制作用显著降低了脆性相的生长速率,提高了接头强度.图3[40]为使用Ti33.3Zr16.7Cu39Ni11钎料连接TiAl与GH3030合金得到的钎焊接头的SEM像.在其界面处可以清晰地观察到由于Ti、Zr不同作用所形成的界面反应层[40].Zr的添加还可改善钎料对钢表面的润湿性. ...
Ti、Zr对铝铜合金组织和力学性能的影响
1
2014
... Zr元素在镍基高温合金钎焊中表现突出.添加Zr的钎料会与基体中的Cr、Fe等元素形成纳米级金属间化合物颗粒[38].这些颗粒通过钉扎晶界,显著提升了接头的高温性能.值得注意的是,Zr的添加抑制了有害脆性相的形成,改善了接头塑性.研究[39]表明,Ti、Zr复合添加在铝/钢异种连接中产生协同效应,Ti优先与Al反应形成强化相,Zr则偏聚于界面形成纳米晶阻挡层.这种双机制作用显著降低了脆性相的生长速率,提高了接头强度.图3[40]为使用Ti33.3Zr16.7Cu39Ni11钎料连接TiAl与GH3030合金得到的钎焊接头的SEM像.在其界面处可以清晰地观察到由于Ti、Zr不同作用所形成的界面反应层[40].Zr的添加还可改善钎料对钢表面的润湿性. ...
Microstructure and properties of the TiAl/GH3030 dissimilar joints vacuum-brazed with a Ti-based amorphous filler metal
4
2024
... Zr元素在镍基高温合金钎焊中表现突出.添加Zr的钎料会与基体中的Cr、Fe等元素形成纳米级金属间化合物颗粒[38].这些颗粒通过钉扎晶界,显著提升了接头的高温性能.值得注意的是,Zr的添加抑制了有害脆性相的形成,改善了接头塑性.研究[39]表明,Ti、Zr复合添加在铝/钢异种连接中产生协同效应,Ti优先与Al反应形成强化相,Zr则偏聚于界面形成纳米晶阻挡层.这种双机制作用显著降低了脆性相的生长速率,提高了接头强度.图3[40]为使用Ti33.3Zr16.7Cu39Ni11钎料连接TiAl与GH3030合金得到的钎焊接头的SEM像.在其界面处可以清晰地观察到由于Ti、Zr不同作用所形成的界面反应层[40].Zr的添加还可改善钎料对钢表面的润湿性. ...
... [40].Zr的添加还可改善钎料对钢表面的润湿性. ...
... [
40]
SEM images of TiAl/Ti<sub>33.3</sub>Zr<sub>16.7</sub>Cu<sub>39</sub>Ni<sub>11</sub>/GH3030 joint brazed at 960 <sup>o</sup>C for 10 min<sup>[<xref ref-type="bibr" rid="R40">40</xref>]</sup>(a) TiAl/Ti33.3Zr16.7Cu39Ni11 interface (b) tolal view of joint (c) Ti33.3Zr16.7Cu39Ni11/GH3030 interface ...
... [
40]
(a) TiAl/Ti33.3Zr16.7Cu39Ni11 interface (b) tolal view of joint (c) Ti33.3Zr16.7Cu39Ni11/GH3030 interface ...
Brazing of IC10 superalloy with Ni-based brazing fillers using Hf and Zr as melting-point depressants
1
2009
... Hf元素在高温钎焊领域展现出独特优势,Hf可促进具有优异高温稳定性的保护性氧化膜的形成.采用含Hf钎料连接镍基高温合金时,Hf与Nb形成连续固溶体,在界面处构建出梯度过渡的扩散层.这种结构使接头的高温抗氧化性能得到显著改善.在航空航天领域,Hf改性的钎料用于TiAl金属间化合物连接已取得重要进展[41].此外,Hf通过固溶强化显著提高了钎料的高温强度,同时抑制了脆性相的形成,使接头在高温下表现出优异的力学性能和疲劳性能. ...
Hf与Zr为降熔元素镍基钎料对IC10合金的钎焊
1
2009
... Hf元素在高温钎焊领域展现出独特优势,Hf可促进具有优异高温稳定性的保护性氧化膜的形成.采用含Hf钎料连接镍基高温合金时,Hf与Nb形成连续固溶体,在界面处构建出梯度过渡的扩散层.这种结构使接头的高温抗氧化性能得到显著改善.在航空航天领域,Hf改性的钎料用于TiAl金属间化合物连接已取得重要进展[41].此外,Hf通过固溶强化显著提高了钎料的高温强度,同时抑制了脆性相的形成,使接头在高温下表现出优异的力学性能和疲劳性能. ...
Research progress on silver-based medium temperature solder and paste
1
2016
... 降熔元素(如Sn、In、Ga等)的添加为低温钎焊提供了可能.这类元素通过形成低熔点共晶相降低钎料熔点,如Ag-Cu钎料中添加5%Sn可使熔点从780 ℃降至710 ℃,从而降低界面反应程度[42].但需精确控制降熔元素含量,过量添加会导致钎料高温强度下降.Ag-Cu-Sn-Ga四元钎料的设计可进一步降低连接温度,使钎焊可以在低于630 ℃的温度下进行,Ga元素因其特殊的渗透性,能够改善钎料对氧化表面的润湿[43]. ...
Ag基中温钎料及焊膏的研究进展
1
2016
... 降熔元素(如Sn、In、Ga等)的添加为低温钎焊提供了可能.这类元素通过形成低熔点共晶相降低钎料熔点,如Ag-Cu钎料中添加5%Sn可使熔点从780 ℃降至710 ℃,从而降低界面反应程度[42].但需精确控制降熔元素含量,过量添加会导致钎料高温强度下降.Ag-Cu-Sn-Ga四元钎料的设计可进一步降低连接温度,使钎焊可以在低于630 ℃的温度下进行,Ga元素因其特殊的渗透性,能够改善钎料对氧化表面的润湿[43]. ...
Effects of Ga addition on microstructure and properties of Sn-0.5Ag-0.7Cu solder
1
2014
... 降熔元素(如Sn、In、Ga等)的添加为低温钎焊提供了可能.这类元素通过形成低熔点共晶相降低钎料熔点,如Ag-Cu钎料中添加5%Sn可使熔点从780 ℃降至710 ℃,从而降低界面反应程度[42].但需精确控制降熔元素含量,过量添加会导致钎料高温强度下降.Ag-Cu-Sn-Ga四元钎料的设计可进一步降低连接温度,使钎焊可以在低于630 ℃的温度下进行,Ga元素因其特殊的渗透性,能够改善钎料对氧化表面的润湿[43]. ...
Effect of Cu-Ni cross-solder interaction on liquid-solid interfacial reaction in Cu/Sn/Ni solder joint
2
2013
... 高熔点元素(如Ni、Co、Mn等)的添加主要通过固溶强化和抑制引发脆性化合物生成的化学反应.两种机制改善接头性能.Ni在Cu中的固溶度可达100%,能显著提高含Cu钎料的高温强度.同时,Ni能与Sn形成稳定的Ni3Sn4相(形成焓ΔH = -28 kJ/mol),同时在界面处偏聚形成纳米级阻挡层,有效抑制Cu-Sn脆性相的生长[44].值得注意的是,Ni的添加量需控制在一定范围.当Ni含量超过1.5%时,接头处会形成粗大的Ni-Sn化合物,反而导致韧性下降[44].目前研究聚焦于开发Ni-Co-Mn复合添加体系,旨在通过多元协同作用实现更优的综合性能[45]. ...
... [44].目前研究聚焦于开发Ni-Co-Mn复合添加体系,旨在通过多元协同作用实现更优的综合性能[45]. ...
Cu-Ni交互作用对Cu/Sn/Ni焊点液固界面反应的影响
2
2013
... 高熔点元素(如Ni、Co、Mn等)的添加主要通过固溶强化和抑制引发脆性化合物生成的化学反应.两种机制改善接头性能.Ni在Cu中的固溶度可达100%,能显著提高含Cu钎料的高温强度.同时,Ni能与Sn形成稳定的Ni3Sn4相(形成焓ΔH = -28 kJ/mol),同时在界面处偏聚形成纳米级阻挡层,有效抑制Cu-Sn脆性相的生长[44].值得注意的是,Ni的添加量需控制在一定范围.当Ni含量超过1.5%时,接头处会形成粗大的Ni-Sn化合物,反而导致韧性下降[44].目前研究聚焦于开发Ni-Co-Mn复合添加体系,旨在通过多元协同作用实现更优的综合性能[45]. ...
... [44].目前研究聚焦于开发Ni-Co-Mn复合添加体系,旨在通过多元协同作用实现更优的综合性能[45]. ...
Laser brazing of a nickel-based superalloy using a Ni-Mn-Fe-Co-Cu high entropy alloy filler metal
1
2018
... 高熔点元素(如Ni、Co、Mn等)的添加主要通过固溶强化和抑制引发脆性化合物生成的化学反应.两种机制改善接头性能.Ni在Cu中的固溶度可达100%,能显著提高含Cu钎料的高温强度.同时,Ni能与Sn形成稳定的Ni3Sn4相(形成焓ΔH = -28 kJ/mol),同时在界面处偏聚形成纳米级阻挡层,有效抑制Cu-Sn脆性相的生长[44].值得注意的是,Ni的添加量需控制在一定范围.当Ni含量超过1.5%时,接头处会形成粗大的Ni-Sn化合物,反而导致韧性下降[44].目前研究聚焦于开发Ni-Co-Mn复合添加体系,旨在通过多元协同作用实现更优的综合性能[45]. ...
Study on microstructure and property of Sn2.5Ag0.7Cu
1
0
... 少量添加稀土元素(如Ce、La、Y等)同样能够显著改善钎料性能.稀土元素易在晶界偏聚,起到抑制晶界迁移并细化晶粒的作用;此外,还能与O、S等杂质形成稳定的化合物,起到净化作用.研究[46]表明,添加稀土元素后,接头的疲劳寿命显著提升,界面金属间化合物层厚度的分布均匀性明显改善. ...
Sn2.5Ag0.7Cu0.1RE x Ni无铅钎料及其热冲击下钎焊接头组织性能研究
1
2016
... 少量添加稀土元素(如Ce、La、Y等)同样能够显著改善钎料性能.稀土元素易在晶界偏聚,起到抑制晶界迁移并细化晶粒的作用;此外,还能与O、S等杂质形成稳定的化合物,起到净化作用.研究[46]表明,添加稀土元素后,接头的疲劳寿命显著提升,界面金属间化合物层厚度的分布均匀性明显改善. ...
Characterization of Zn-Al based brazing filler for steel/aluminum dissimilar joints
1
2025
... 复合钎料作为钎焊技术的重要发展方向,通过在传统钎料基体中引入增强相,可实现力学性能与可靠性的协同提升[47].增强相的研究主要集中于陶瓷颗粒、碳材料及金属间化合物三类材料.SiC和Al2O3是陶瓷颗粒增强型复合钎料中最常用的增强相.SiC颗粒的加入能够显著提高钎焊接头的室温强度和高温性能,这主要归因于其优异的弹性模量和热稳定性.而纳米Al2O3颗粒则通过晶界钉扎效应,有效抑制界面金属间化合物的粗化,改善了接头的长期可靠性. ...
Improving shear strength of Sn-3.0Ag-0.5Cu/Cu joints and suppressing intermetallic compounds layer growth by adding graphene nanosheets
1
2016
... 碳材料增强型复合钎料具有独特的性能优势.研究[48]表明,碳纳米管在钎料中构建的三维网络结构,不仅提高了接头导热、导电性能,还通过裂纹桥接机制增强了接头的抗断裂能力.石墨烯的加入则显著降低了钎料的放气率,适用于高真空环境下的电子器件封装.这些碳材料所具有的纳米级尺寸效应和超高比表面积,为钎料性能实现突破性提升提供了可能. ...
Interfacial microstructure evolution and brazing properties of the vacuum-brazed QAl9-4/1Cr17Ni2 joints with a novel Cu-Mn-Ag-Ni-Zn filler metal
1
2025
... 金属间化合物增强型复合钎料体现了最新的设计理念,与传统外加增强相不同,该体系通过调控金属间化合物的原位生成或采用预合金化添加方式,实现了增强相与基体的完美兼容.Fang等[49]研究了945 ℃、12 min钎焊条件下QAl9-4/Cu基新型钎焊材料与1Cr17Ni2不锈钢钎焊界面的典型微观结构,发现Ni3Sn4和Cu6Sn5等金属间化合物不仅提高了钎料的强度,还展现出优异的抗时效性能和电迁移抗性.这种“以相强相”的设计思路,为开发新一代高性能钎料指明了方向. ...
Advances in micro/nanoparticle-enhanced Sn-based composite solders
1
2025
... 复合钎料的制备工艺直接影响其性能.机械混合法虽然简单经济,但难以实现纳米级均匀分散;球磨法可以获得更好的分散效果,但存在引入杂质的风险;化学合成法则能实现原子级的精准控制,但成本较高.在实际应用中,需要根据性能要求和生产成本,选择最适合的制备方法.当前的研究趋势是发展多尺度协同增强的复合钎料体系.通过将不同尺寸、不同类型的增强相有机结合,充分发挥各自的优势,实现性能的协同提升[50].这种多尺度设计理念已经在航空发动机等高端领域展现出巨大潜力,为极端环境下的材料连接提供了可靠的解决方案. ...
Effects of brazing parameters on microstructure and mechanical properties of copper and steel brazed joint
1
2010
... 为解决异种材料传统钎焊中普遍存在的热应力集中问题,梯度钎料应运而生.它通过构建成分和性能连续变化的过渡区,实现材料性能的平稳过渡,从而显著降低界面应力.梯度钎料的发展经历了从简单成分梯度到多功能集成的演变过程,目前已成为解决极端环境下材料连接难题的关键技术.以Cu/(Cu + Ag)/Ag体系钎料钎焊纯Cu与不锈钢为例,该设计通过控制Cu含量(原子分数)从连接Cu侧的100%逐渐过渡到不锈钢侧的0%,实现了热膨胀系数的平稳变化以及二者的可靠连接[51].人工智能(AI)辅助设计的梯度钎料优化方案,使接头在900 ℃下的氧化速率降低70%,大幅提高了部件的使用寿命[52].在能源装备方面,Wang等[53]开发了Ag-CuO-Al2TiO5新型功能梯度钎料并成功应用于固体氧化物燃料电池连接体,其在800 ℃工作环境下表现出卓越的密封性能和导电稳定性,为电池堆的长期可靠运行提供了保障. ...
钎焊工艺参数对铜/钢钎焊接头组织及性能的影响
1
2010
... 为解决异种材料传统钎焊中普遍存在的热应力集中问题,梯度钎料应运而生.它通过构建成分和性能连续变化的过渡区,实现材料性能的平稳过渡,从而显著降低界面应力.梯度钎料的发展经历了从简单成分梯度到多功能集成的演变过程,目前已成为解决极端环境下材料连接难题的关键技术.以Cu/(Cu + Ag)/Ag体系钎料钎焊纯Cu与不锈钢为例,该设计通过控制Cu含量(原子分数)从连接Cu侧的100%逐渐过渡到不锈钢侧的0%,实现了热膨胀系数的平稳变化以及二者的可靠连接[51].人工智能(AI)辅助设计的梯度钎料优化方案,使接头在900 ℃下的氧化速率降低70%,大幅提高了部件的使用寿命[52].在能源装备方面,Wang等[53]开发了Ag-CuO-Al2TiO5新型功能梯度钎料并成功应用于固体氧化物燃料电池连接体,其在800 ℃工作环境下表现出卓越的密封性能和导电稳定性,为电池堆的长期可靠运行提供了保障. ...
Controlling the solidification speed toward enhanced failure energy of Sn-0.7Cu system solder ball-attaches with alloy design using instantaneous large-area laser soldering
1
2025
... 为解决异种材料传统钎焊中普遍存在的热应力集中问题,梯度钎料应运而生.它通过构建成分和性能连续变化的过渡区,实现材料性能的平稳过渡,从而显著降低界面应力.梯度钎料的发展经历了从简单成分梯度到多功能集成的演变过程,目前已成为解决极端环境下材料连接难题的关键技术.以Cu/(Cu + Ag)/Ag体系钎料钎焊纯Cu与不锈钢为例,该设计通过控制Cu含量(原子分数)从连接Cu侧的100%逐渐过渡到不锈钢侧的0%,实现了热膨胀系数的平稳变化以及二者的可靠连接[51].人工智能(AI)辅助设计的梯度钎料优化方案,使接头在900 ℃下的氧化速率降低70%,大幅提高了部件的使用寿命[52].在能源装备方面,Wang等[53]开发了Ag-CuO-Al2TiO5新型功能梯度钎料并成功应用于固体氧化物燃料电池连接体,其在800 ℃工作环境下表现出卓越的密封性能和导电稳定性,为电池堆的长期可靠运行提供了保障. ...
Interfacial characterization and mechanical properties of reactive air brazed ZrO2 ceramic joints with Ag-CuO-Al2TiO5 composite filler metal
1
2021
... 为解决异种材料传统钎焊中普遍存在的热应力集中问题,梯度钎料应运而生.它通过构建成分和性能连续变化的过渡区,实现材料性能的平稳过渡,从而显著降低界面应力.梯度钎料的发展经历了从简单成分梯度到多功能集成的演变过程,目前已成为解决极端环境下材料连接难题的关键技术.以Cu/(Cu + Ag)/Ag体系钎料钎焊纯Cu与不锈钢为例,该设计通过控制Cu含量(原子分数)从连接Cu侧的100%逐渐过渡到不锈钢侧的0%,实现了热膨胀系数的平稳变化以及二者的可靠连接[51].人工智能(AI)辅助设计的梯度钎料优化方案,使接头在900 ℃下的氧化速率降低70%,大幅提高了部件的使用寿命[52].在能源装备方面,Wang等[53]开发了Ag-CuO-Al2TiO5新型功能梯度钎料并成功应用于固体氧化物燃料电池连接体,其在800 ℃工作环境下表现出卓越的密封性能和导电稳定性,为电池堆的长期可靠运行提供了保障. ...
Neural network kinetics for exploring diffusion multiplicity and chemical ordering in compositionally complex materials
1
2024
... 梯度钎料的设计是一个多学科交叉的复杂过程,需要综合运用多种现代设计方法和理论工具.有限元模拟在梯度钎料设计中发挥着重要作用,通过热-力耦合分析,可以精确预测不同梯度曲线下的应力分布,从而优化设计方案.扩散动力学计算是另一关键工具[54],通过建立元素互扩散的动力学模型,可以预测钎焊过程中成分分布的演变规律.这种方法特别适用于高温钎焊过程的设计,能够有效避免有害相的过度生长. ...
Brazing of 6061 aluminum alloy/Ti-6Al-4V using Al-Si-Cu-Ge filler metals
4
2012
... Chang等[55]在Al-8.4Si-20Cu-10Ge钎料的基础上添加了少量的稀土元素(La + Pr + Ce + Nd),实现了Ti-6Al-4V钛合金与6061铝合金的高强度冶金结合,相对于初始态的钎料,稀土元素的添加使接头强度从20 MPa提高到51 MPa,如图4[55]所示.这种提高源于稀土元素将针状金属间化合物转变为铺展在钎料和Ti-6Al-4V钛合金之间的Al5Si12Ti7薄层,从而降低了金属间化合物对接头强度的损害.同时,稀土元素降低了钎料熔点,改善了钎料与Ti-6Al-4V钛合金的润湿反应,降低了界面反应能. ...
... [55]所示.这种提高源于稀土元素将针状金属间化合物转变为铺展在钎料和Ti-6Al-4V钛合金之间的Al5Si12Ti7薄层,从而降低了金属间化合物对接头强度的损害.同时,稀土元素降低了钎料熔点,改善了钎料与Ti-6Al-4V钛合金的润湿反应,降低了界面反应能. ...
... [
55]
SEM images (a, b) and shear strengths (c) of brazed joints of 6061 aluminum alloy and Ti-6Al-4V titanium alloy<sup>[<xref ref-type="bibr" rid="R55">55</xref>]</sup>(a) initial microstructure ...
... [
55]
(a) initial microstructure ...
Relieving residual stress and enhanced mechanical properties by novel sandwich composites filler metal
1
2025
... You等[56]利用热轧和扩散退火制备了BAg40-CuZnNi/CuMn2/BAg40CuZnNiMnCo新型复合钎料,用于钎焊连接YG15硬质合金和42CrMo钢.结果表明,通过合理优化钎焊工艺以及适当厚度的CuMn2夹层可显著改善界面组织,减少母材与钎料之间的CTE不匹配,降低了YG15合金表面的残余应力,提高了接头的抗剪切强度.为了降低K4169合金钎焊过程中钎缝界面产生的一系列Ti基金属间化合物含量,并进一步提高接头结合强度,Zhang等[57]基于簇加胶原子模型和类似的原子取代原理设计制备了一种新型的Ti56.25 - x Zr x Ni25Cu18.75 (x = 0~25%,原子分数)钎料,并探究Zr含量对接头微观组织和性能的影响规律.结果表明,随着Zr含量的增加,接头的强度先降低后增加,当Zr含量为25%时,强度达到288 MPa.综上所述,引入低膨胀相并进行成分设计是调控钎焊接头界面组织和提升钎焊接头性能的有效途径. ...
Vacuum brazing TiAl intermetallic to K4169 alloy using amorphous filler metals Ti56.25 - x Zr x Ni25Cu18.75
1
2023
... You等[56]利用热轧和扩散退火制备了BAg40-CuZnNi/CuMn2/BAg40CuZnNiMnCo新型复合钎料,用于钎焊连接YG15硬质合金和42CrMo钢.结果表明,通过合理优化钎焊工艺以及适当厚度的CuMn2夹层可显著改善界面组织,减少母材与钎料之间的CTE不匹配,降低了YG15合金表面的残余应力,提高了接头的抗剪切强度.为了降低K4169合金钎焊过程中钎缝界面产生的一系列Ti基金属间化合物含量,并进一步提高接头结合强度,Zhang等[57]基于簇加胶原子模型和类似的原子取代原理设计制备了一种新型的Ti56.25 - x Zr x Ni25Cu18.75 (x = 0~25%,原子分数)钎料,并探究Zr含量对接头微观组织和性能的影响规律.结果表明,随着Zr含量的增加,接头的强度先降低后增加,当Zr含量为25%时,强度达到288 MPa.综上所述,引入低膨胀相并进行成分设计是调控钎焊接头界面组织和提升钎焊接头性能的有效途径. ...
Numerical simulation of residual stress in YG8/GH4169 dissimilar material brazed joints
5
2024
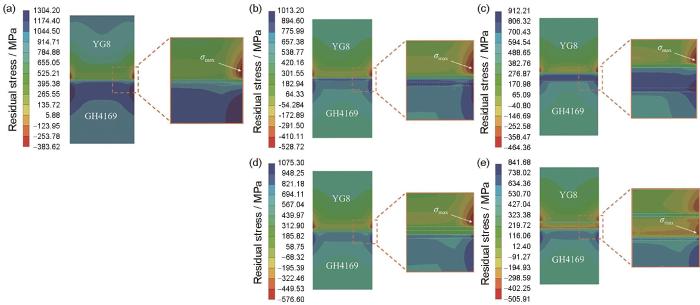
... 乔瑞林等[58]采用数值模拟方法分析了YG8/AgCuNiMn/GH4169钎焊接头残余应力的分布情况,并在此基础上分析了添加Cu和Mo纯金属中间层对接头残余应力的影响规律.结果表明,由于母材之间的热膨胀系数等热物性参数的差异较大,极易在硬质合金一侧产生应力集中现象,导致该界面成为脆弱区,其残余应力峰值达到1304 MPa (图5a[58]).但添加软质中间层Cu和Mo使接头残余应力得到了有效缓解(图5b~e[58]),在添加1 mm厚的Cu和Mo中间层后,接头最大轴向残余应力分别降低至908和833 MPa,有效改善了接头强度.此外,实验与模拟分析结果表明,当中间层厚度小于0.6 mm时,Cu箔片在缓解残余应力方面具有更好的效果,反之则是Mo箔片的效果更佳.Peng等[59]在Cu-TiH2-Ni钎料中引入纯Cu中间层钎焊连接W/CuCrZr合金,以达到松弛接头中的残余应力和提高接头强度的目的,发现Cu箔层的溶解能够增加钎料中的Cu含量并形成铜基固溶体,从而抑制脆性化合物相的生成,接头强度从未添加中间层的79 MPa提高到95 MPa.Yu等[60]为了改善304不锈钢与1060铝合金钎焊接头的服役性能,利用化学电镀的方法在304钢表面制备Ni涂层,旨在促进冶金结合的同时保持接头强度.结果表明,Ni涂层一方面通过在钎焊过程中溶解于液态钎料,降低了界面润湿角;另一方面通过自身的塑性降低了接头中的残余应力,所得接头相比于直接钎焊接头的强度提高了20.3%. ...
... [58]).但添加软质中间层Cu和Mo使接头残余应力得到了有效缓解(图5b~e[58]),在添加1 mm厚的Cu和Mo中间层后,接头最大轴向残余应力分别降低至908和833 MPa,有效改善了接头强度.此外,实验与模拟分析结果表明,当中间层厚度小于0.6 mm时,Cu箔片在缓解残余应力方面具有更好的效果,反之则是Mo箔片的效果更佳.Peng等[59]在Cu-TiH2-Ni钎料中引入纯Cu中间层钎焊连接W/CuCrZr合金,以达到松弛接头中的残余应力和提高接头强度的目的,发现Cu箔层的溶解能够增加钎料中的Cu含量并形成铜基固溶体,从而抑制脆性化合物相的生成,接头强度从未添加中间层的79 MPa提高到95 MPa.Yu等[60]为了改善304不锈钢与1060铝合金钎焊接头的服役性能,利用化学电镀的方法在304钢表面制备Ni涂层,旨在促进冶金结合的同时保持接头强度.结果表明,Ni涂层一方面通过在钎焊过程中溶解于液态钎料,降低了界面润湿角;另一方面通过自身的塑性降低了接头中的残余应力,所得接头相比于直接钎焊接头的强度提高了20.3%. ...
... [58]),在添加1 mm厚的Cu和Mo中间层后,接头最大轴向残余应力分别降低至908和833 MPa,有效改善了接头强度.此外,实验与模拟分析结果表明,当中间层厚度小于0.6 mm时,Cu箔片在缓解残余应力方面具有更好的效果,反之则是Mo箔片的效果更佳.Peng等[59]在Cu-TiH2-Ni钎料中引入纯Cu中间层钎焊连接W/CuCrZr合金,以达到松弛接头中的残余应力和提高接头强度的目的,发现Cu箔层的溶解能够增加钎料中的Cu含量并形成铜基固溶体,从而抑制脆性化合物相的生成,接头强度从未添加中间层的79 MPa提高到95 MPa.Yu等[60]为了改善304不锈钢与1060铝合金钎焊接头的服役性能,利用化学电镀的方法在304钢表面制备Ni涂层,旨在促进冶金结合的同时保持接头强度.结果表明,Ni涂层一方面通过在钎焊过程中溶解于液态钎料,降低了界面润湿角;另一方面通过自身的塑性降低了接头中的残余应力,所得接头相比于直接钎焊接头的强度提高了20.3%. ...
... [
58]
Residual stress distributions of YG8/AgCuNiMn/GH4169 brazed joints without intermediate layer (a) and with Cu (b, c) and Mo (d, e) intermediate layers<sup>[<xref ref-type="bibr" rid="R58">58</xref>]</sup> (<i>σ</i><sub>max</sub>—maximum axial residual stress of the joint) (b, d) 0.2 mm thickness (c, e) 1.2 mm thicknessFig.5![]()
Cu和Ti极易形成脆性化合物,因此这两种金属及其合金之间的异种钎焊极具挑战性,Deng等[61]在Ti与AgCu-2Ti钎料之间添加了纯Mo层,以阻碍Ti与Cu的直接接触.结果表明,Mo扩散势垒的存在阻断了Ti基体与钎料的相互作用,接头钎缝界面转化为Ti/Mo-钎缝层/Cu,完全消除了钎缝界面金属间化合物[61].接头中相对较软的Cu基体能够完全承受拉伸过程中的塑性变形,表现出极佳塑性变形能力.Liu和Li[62]为克服采用传统Ag-Cu钎料直接钎焊时具有Cu/Ti接头强度差和界面残余应力大的问题,利用离子溅射法在Ti基体表面沉积了15 μm厚的V层,并采用AgCuTi活性钎料进行钎焊.其连接机制在于:Ti与V通过互扩散形成牢固结合,同时钎料中的活性元素Ti确保了V与钎料本身的良好润湿和连接.由于消除了界面处的脆性金属间化合物,获得了具有较高结合强度的Cu/Ti异种接头. ...
... [
58] (
σmax—maximum axial residual stress of the joint) (b, d) 0.2 mm thickness (c, e) 1.2 mm thickness
Fig.5![]()
Cu和Ti极易形成脆性化合物,因此这两种金属及其合金之间的异种钎焊极具挑战性,Deng等[61]在Ti与AgCu-2Ti钎料之间添加了纯Mo层,以阻碍Ti与Cu的直接接触.结果表明,Mo扩散势垒的存在阻断了Ti基体与钎料的相互作用,接头钎缝界面转化为Ti/Mo-钎缝层/Cu,完全消除了钎缝界面金属间化合物[61].接头中相对较软的Cu基体能够完全承受拉伸过程中的塑性变形,表现出极佳塑性变形能力.Liu和Li[62]为克服采用传统Ag-Cu钎料直接钎焊时具有Cu/Ti接头强度差和界面残余应力大的问题,利用离子溅射法在Ti基体表面沉积了15 μm厚的V层,并采用AgCuTi活性钎料进行钎焊.其连接机制在于:Ti与V通过互扩散形成牢固结合,同时钎料中的活性元素Ti确保了V与钎料本身的良好润湿和连接.由于消除了界面处的脆性金属间化合物,获得了具有较高结合强度的Cu/Ti异种接头. ...
YG8/GH4169异种材料钎焊接头残余应力的数值模拟
5
2024
... 乔瑞林等[58]采用数值模拟方法分析了YG8/AgCuNiMn/GH4169钎焊接头残余应力的分布情况,并在此基础上分析了添加Cu和Mo纯金属中间层对接头残余应力的影响规律.结果表明,由于母材之间的热膨胀系数等热物性参数的差异较大,极易在硬质合金一侧产生应力集中现象,导致该界面成为脆弱区,其残余应力峰值达到1304 MPa (图5a[58]).但添加软质中间层Cu和Mo使接头残余应力得到了有效缓解(图5b~e[58]),在添加1 mm厚的Cu和Mo中间层后,接头最大轴向残余应力分别降低至908和833 MPa,有效改善了接头强度.此外,实验与模拟分析结果表明,当中间层厚度小于0.6 mm时,Cu箔片在缓解残余应力方面具有更好的效果,反之则是Mo箔片的效果更佳.Peng等[59]在Cu-TiH2-Ni钎料中引入纯Cu中间层钎焊连接W/CuCrZr合金,以达到松弛接头中的残余应力和提高接头强度的目的,发现Cu箔层的溶解能够增加钎料中的Cu含量并形成铜基固溶体,从而抑制脆性化合物相的生成,接头强度从未添加中间层的79 MPa提高到95 MPa.Yu等[60]为了改善304不锈钢与1060铝合金钎焊接头的服役性能,利用化学电镀的方法在304钢表面制备Ni涂层,旨在促进冶金结合的同时保持接头强度.结果表明,Ni涂层一方面通过在钎焊过程中溶解于液态钎料,降低了界面润湿角;另一方面通过自身的塑性降低了接头中的残余应力,所得接头相比于直接钎焊接头的强度提高了20.3%. ...
... [58]).但添加软质中间层Cu和Mo使接头残余应力得到了有效缓解(图5b~e[58]),在添加1 mm厚的Cu和Mo中间层后,接头最大轴向残余应力分别降低至908和833 MPa,有效改善了接头强度.此外,实验与模拟分析结果表明,当中间层厚度小于0.6 mm时,Cu箔片在缓解残余应力方面具有更好的效果,反之则是Mo箔片的效果更佳.Peng等[59]在Cu-TiH2-Ni钎料中引入纯Cu中间层钎焊连接W/CuCrZr合金,以达到松弛接头中的残余应力和提高接头强度的目的,发现Cu箔层的溶解能够增加钎料中的Cu含量并形成铜基固溶体,从而抑制脆性化合物相的生成,接头强度从未添加中间层的79 MPa提高到95 MPa.Yu等[60]为了改善304不锈钢与1060铝合金钎焊接头的服役性能,利用化学电镀的方法在304钢表面制备Ni涂层,旨在促进冶金结合的同时保持接头强度.结果表明,Ni涂层一方面通过在钎焊过程中溶解于液态钎料,降低了界面润湿角;另一方面通过自身的塑性降低了接头中的残余应力,所得接头相比于直接钎焊接头的强度提高了20.3%. ...
... [58]),在添加1 mm厚的Cu和Mo中间层后,接头最大轴向残余应力分别降低至908和833 MPa,有效改善了接头强度.此外,实验与模拟分析结果表明,当中间层厚度小于0.6 mm时,Cu箔片在缓解残余应力方面具有更好的效果,反之则是Mo箔片的效果更佳.Peng等[59]在Cu-TiH2-Ni钎料中引入纯Cu中间层钎焊连接W/CuCrZr合金,以达到松弛接头中的残余应力和提高接头强度的目的,发现Cu箔层的溶解能够增加钎料中的Cu含量并形成铜基固溶体,从而抑制脆性化合物相的生成,接头强度从未添加中间层的79 MPa提高到95 MPa.Yu等[60]为了改善304不锈钢与1060铝合金钎焊接头的服役性能,利用化学电镀的方法在304钢表面制备Ni涂层,旨在促进冶金结合的同时保持接头强度.结果表明,Ni涂层一方面通过在钎焊过程中溶解于液态钎料,降低了界面润湿角;另一方面通过自身的塑性降低了接头中的残余应力,所得接头相比于直接钎焊接头的强度提高了20.3%. ...
... [
58]
Residual stress distributions of YG8/AgCuNiMn/GH4169 brazed joints without intermediate layer (a) and with Cu (b, c) and Mo (d, e) intermediate layers<sup>[<xref ref-type="bibr" rid="R58">58</xref>]</sup> (<i>σ</i><sub>max</sub>—maximum axial residual stress of the joint) (b, d) 0.2 mm thickness (c, e) 1.2 mm thicknessFig.5![]()
Cu和Ti极易形成脆性化合物,因此这两种金属及其合金之间的异种钎焊极具挑战性,Deng等[61]在Ti与AgCu-2Ti钎料之间添加了纯Mo层,以阻碍Ti与Cu的直接接触.结果表明,Mo扩散势垒的存在阻断了Ti基体与钎料的相互作用,接头钎缝界面转化为Ti/Mo-钎缝层/Cu,完全消除了钎缝界面金属间化合物[61].接头中相对较软的Cu基体能够完全承受拉伸过程中的塑性变形,表现出极佳塑性变形能力.Liu和Li[62]为克服采用传统Ag-Cu钎料直接钎焊时具有Cu/Ti接头强度差和界面残余应力大的问题,利用离子溅射法在Ti基体表面沉积了15 μm厚的V层,并采用AgCuTi活性钎料进行钎焊.其连接机制在于:Ti与V通过互扩散形成牢固结合,同时钎料中的活性元素Ti确保了V与钎料本身的良好润湿和连接.由于消除了界面处的脆性金属间化合物,获得了具有较高结合强度的Cu/Ti异种接头. ...
... [
58] (
σmax—maximum axial residual stress of the joint) (b, d) 0.2 mm thickness (c, e) 1.2 mm thickness
Fig.5![]()
Cu和Ti极易形成脆性化合物,因此这两种金属及其合金之间的异种钎焊极具挑战性,Deng等[61]在Ti与AgCu-2Ti钎料之间添加了纯Mo层,以阻碍Ti与Cu的直接接触.结果表明,Mo扩散势垒的存在阻断了Ti基体与钎料的相互作用,接头钎缝界面转化为Ti/Mo-钎缝层/Cu,完全消除了钎缝界面金属间化合物[61].接头中相对较软的Cu基体能够完全承受拉伸过程中的塑性变形,表现出极佳塑性变形能力.Liu和Li[62]为克服采用传统Ag-Cu钎料直接钎焊时具有Cu/Ti接头强度差和界面残余应力大的问题,利用离子溅射法在Ti基体表面沉积了15 μm厚的V层,并采用AgCuTi活性钎料进行钎焊.其连接机制在于:Ti与V通过互扩散形成牢固结合,同时钎料中的活性元素Ti确保了V与钎料本身的良好润湿和连接.由于消除了界面处的脆性金属间化合物,获得了具有较高结合强度的Cu/Ti异种接头. ...
Joining of tungsten to CuCrZr alloy with Cu-TiH2-Ni filler and Cu interlayer
1
2019
... 乔瑞林等[58]采用数值模拟方法分析了YG8/AgCuNiMn/GH4169钎焊接头残余应力的分布情况,并在此基础上分析了添加Cu和Mo纯金属中间层对接头残余应力的影响规律.结果表明,由于母材之间的热膨胀系数等热物性参数的差异较大,极易在硬质合金一侧产生应力集中现象,导致该界面成为脆弱区,其残余应力峰值达到1304 MPa (图5a[58]).但添加软质中间层Cu和Mo使接头残余应力得到了有效缓解(图5b~e[58]),在添加1 mm厚的Cu和Mo中间层后,接头最大轴向残余应力分别降低至908和833 MPa,有效改善了接头强度.此外,实验与模拟分析结果表明,当中间层厚度小于0.6 mm时,Cu箔片在缓解残余应力方面具有更好的效果,反之则是Mo箔片的效果更佳.Peng等[59]在Cu-TiH2-Ni钎料中引入纯Cu中间层钎焊连接W/CuCrZr合金,以达到松弛接头中的残余应力和提高接头强度的目的,发现Cu箔层的溶解能够增加钎料中的Cu含量并形成铜基固溶体,从而抑制脆性化合物相的生成,接头强度从未添加中间层的79 MPa提高到95 MPa.Yu等[60]为了改善304不锈钢与1060铝合金钎焊接头的服役性能,利用化学电镀的方法在304钢表面制备Ni涂层,旨在促进冶金结合的同时保持接头强度.结果表明,Ni涂层一方面通过在钎焊过程中溶解于液态钎料,降低了界面润湿角;另一方面通过自身的塑性降低了接头中的残余应力,所得接头相比于直接钎焊接头的强度提高了20.3%. ...
Effect mechanism of Ni coating layer on the characteristics of Al/steel dissimilar metal brazing
1
2020
... 乔瑞林等[58]采用数值模拟方法分析了YG8/AgCuNiMn/GH4169钎焊接头残余应力的分布情况,并在此基础上分析了添加Cu和Mo纯金属中间层对接头残余应力的影响规律.结果表明,由于母材之间的热膨胀系数等热物性参数的差异较大,极易在硬质合金一侧产生应力集中现象,导致该界面成为脆弱区,其残余应力峰值达到1304 MPa (图5a[58]).但添加软质中间层Cu和Mo使接头残余应力得到了有效缓解(图5b~e[58]),在添加1 mm厚的Cu和Mo中间层后,接头最大轴向残余应力分别降低至908和833 MPa,有效改善了接头强度.此外,实验与模拟分析结果表明,当中间层厚度小于0.6 mm时,Cu箔片在缓解残余应力方面具有更好的效果,反之则是Mo箔片的效果更佳.Peng等[59]在Cu-TiH2-Ni钎料中引入纯Cu中间层钎焊连接W/CuCrZr合金,以达到松弛接头中的残余应力和提高接头强度的目的,发现Cu箔层的溶解能够增加钎料中的Cu含量并形成铜基固溶体,从而抑制脆性化合物相的生成,接头强度从未添加中间层的79 MPa提高到95 MPa.Yu等[60]为了改善304不锈钢与1060铝合金钎焊接头的服役性能,利用化学电镀的方法在304钢表面制备Ni涂层,旨在促进冶金结合的同时保持接头强度.结果表明,Ni涂层一方面通过在钎焊过程中溶解于液态钎料,降低了界面润湿角;另一方面通过自身的塑性降低了接头中的残余应力,所得接头相比于直接钎焊接头的强度提高了20.3%. ...
Designing of a thin Mo diffusion barrier towards strong and reliable Ti/Cu dissimilar brazing
2
2020
... Cu和Ti极易形成脆性化合物,因此这两种金属及其合金之间的异种钎焊极具挑战性,Deng等[61]在Ti与AgCu-2Ti钎料之间添加了纯Mo层,以阻碍Ti与Cu的直接接触.结果表明,Mo扩散势垒的存在阻断了Ti基体与钎料的相互作用,接头钎缝界面转化为Ti/Mo-钎缝层/Cu,完全消除了钎缝界面金属间化合物[61].接头中相对较软的Cu基体能够完全承受拉伸过程中的塑性变形,表现出极佳塑性变形能力.Liu和Li[62]为克服采用传统Ag-Cu钎料直接钎焊时具有Cu/Ti接头强度差和界面残余应力大的问题,利用离子溅射法在Ti基体表面沉积了15 μm厚的V层,并采用AgCuTi活性钎料进行钎焊.其连接机制在于:Ti与V通过互扩散形成牢固结合,同时钎料中的活性元素Ti确保了V与钎料本身的良好润湿和连接.由于消除了界面处的脆性金属间化合物,获得了具有较高结合强度的Cu/Ti异种接头. ...
... [61].接头中相对较软的Cu基体能够完全承受拉伸过程中的塑性变形,表现出极佳塑性变形能力.Liu和Li[62]为克服采用传统Ag-Cu钎料直接钎焊时具有Cu/Ti接头强度差和界面残余应力大的问题,利用离子溅射法在Ti基体表面沉积了15 μm厚的V层,并采用AgCuTi活性钎料进行钎焊.其连接机制在于:Ti与V通过互扩散形成牢固结合,同时钎料中的活性元素Ti确保了V与钎料本身的良好润湿和连接.由于消除了界面处的脆性金属间化合物,获得了具有较高结合强度的Cu/Ti异种接头. ...
Improving bonding strength and reliability of brazed titanium/copper dissimilar joint using vanadium interlayer
1
2023
... Cu和Ti极易形成脆性化合物,因此这两种金属及其合金之间的异种钎焊极具挑战性,Deng等[61]在Ti与AgCu-2Ti钎料之间添加了纯Mo层,以阻碍Ti与Cu的直接接触.结果表明,Mo扩散势垒的存在阻断了Ti基体与钎料的相互作用,接头钎缝界面转化为Ti/Mo-钎缝层/Cu,完全消除了钎缝界面金属间化合物[61].接头中相对较软的Cu基体能够完全承受拉伸过程中的塑性变形,表现出极佳塑性变形能力.Liu和Li[62]为克服采用传统Ag-Cu钎料直接钎焊时具有Cu/Ti接头强度差和界面残余应力大的问题,利用离子溅射法在Ti基体表面沉积了15 μm厚的V层,并采用AgCuTi活性钎料进行钎焊.其连接机制在于:Ti与V通过互扩散形成牢固结合,同时钎料中的活性元素Ti确保了V与钎料本身的良好润湿和连接.由于消除了界面处的脆性金属间化合物,获得了具有较高结合强度的Cu/Ti异种接头. ...
Wetting and spreading behaviors of Al-Si alloy on surface textured stainless steel by ultrafast laser
1
2020
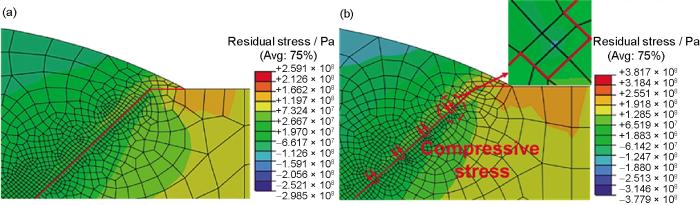
... 母材表面图案化是指通过微纳结构拓扑设计重构钎焊界面,利用机械咬合与局部冶金反应的协同效应缓解残余应力.其核心在于调控表面形貌以实现增加实际结合面积、诱导钎料定向流动以及分散应力集中三大功能,具体表现为:微织构产生的“铆钉效应”增强机械锚固;周期性沟槽则通过调控毛细力优化钎料的润湿铺展,从而抑制因热膨胀系数失配而导致的界面剥离失效.通过表面图案化设计,可以在基体表面制备多种表面形貌,既能够促进钎料的铺展和润湿,也能够改善接头结构和功能性.Liu等[63]发现,由于微纳米层次结构的形成和毛细管作用的改善,织构增强了界面冶金反应.Yang等[64]在Q355碳钢表面进行纳秒激光烧蚀,制备不同深度的凹槽,通过对比微观组织演化、残余应力和断裂行为,探究接头强化机制.结果表明,经表面图案化设计后,钢材表面钎料充分扩散,界面结合效果改善显著.图6[64]为沿界面同一位置的残余应力剖面图.可见,图案化设计优化了钎缝界面的残余应力分布,降低了峰值应力,使得断裂模式从脆性断裂转变为韧脆复合断裂.表面图案化时微结构的钉扎效应与调节应力的协同作用实现了接头强度的增强. ...
Towards enhanced mechanical performance of Al/steel welded-brazed joints via laser surface texturing modification
4
2023
... 母材表面图案化是指通过微纳结构拓扑设计重构钎焊界面,利用机械咬合与局部冶金反应的协同效应缓解残余应力.其核心在于调控表面形貌以实现增加实际结合面积、诱导钎料定向流动以及分散应力集中三大功能,具体表现为:微织构产生的“铆钉效应”增强机械锚固;周期性沟槽则通过调控毛细力优化钎料的润湿铺展,从而抑制因热膨胀系数失配而导致的界面剥离失效.通过表面图案化设计,可以在基体表面制备多种表面形貌,既能够促进钎料的铺展和润湿,也能够改善接头结构和功能性.Liu等[63]发现,由于微纳米层次结构的形成和毛细管作用的改善,织构增强了界面冶金反应.Yang等[64]在Q355碳钢表面进行纳秒激光烧蚀,制备不同深度的凹槽,通过对比微观组织演化、残余应力和断裂行为,探究接头强化机制.结果表明,经表面图案化设计后,钢材表面钎料充分扩散,界面结合效果改善显著.图6[64]为沿界面同一位置的残余应力剖面图.可见,图案化设计优化了钎缝界面的残余应力分布,降低了峰值应力,使得断裂模式从脆性断裂转变为韧脆复合断裂.表面图案化时微结构的钉扎效应与调节应力的协同作用实现了接头强度的增强. ...
... [64]为沿界面同一位置的残余应力剖面图.可见,图案化设计优化了钎缝界面的残余应力分布,降低了峰值应力,使得断裂模式从脆性断裂转变为韧脆复合断裂.表面图案化时微结构的钉扎效应与调节应力的协同作用实现了接头强度的增强. ...
... [
64]
Residual stress distributions of Q355 steel surface with (a) and without (b) surface pattern design<sup>[<xref ref-type="bibr" rid="R64">64</xref>]</sup>Fig.6![]()
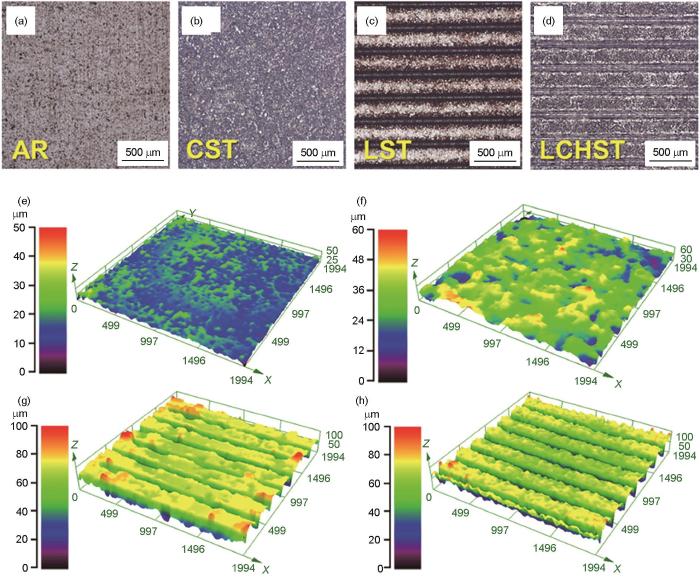
为了改善6A01Al合金与301L不锈钢异质接头的连接质量,Li等[65]开发了一种激光-化学复合表面织构化(LCHST)方法,通过在不锈钢表面依次进行激光蚀刻和化学蚀刻,构建了兼具大尺寸沟槽与小尺度皱纹的多级微织构形貌(图7[65]).该表面结构有效促进了界面传质行为,诱导生成纳米级η-Fe2(Al, Si)5过渡相,增强了原子扩散能力,并显著降低了钎料沿沟槽方向的铺展活化能,从而扩大了连接面积.同时,微织构优化了接头区域的应变-应力分布,通过结构强化机制提高了界面变形容限.最终,在多机制协同作用下,接头的最大线载荷提升了61%,表现出显著的力学性能增强. ...
... [
64]
Fig.6![]()
为了改善6A01Al合金与301L不锈钢异质接头的连接质量,Li等[65]开发了一种激光-化学复合表面织构化(LCHST)方法,通过在不锈钢表面依次进行激光蚀刻和化学蚀刻,构建了兼具大尺寸沟槽与小尺度皱纹的多级微织构形貌(图7[65]).该表面结构有效促进了界面传质行为,诱导生成纳米级η-Fe2(Al, Si)5过渡相,增强了原子扩散能力,并显著降低了钎料沿沟槽方向的铺展活化能,从而扩大了连接面积.同时,微织构优化了接头区域的应变-应力分布,通过结构强化机制提高了界面变形容限.最终,在多机制协同作用下,接头的最大线载荷提升了61%,表现出显著的力学性能增强. ...
Enhancing the reliability of laser welded-brazed aluminum/stainless steel joints via laser-chemical hybrid surface texturing
4
2024
... 为了改善6A01Al合金与301L不锈钢异质接头的连接质量,Li等[65]开发了一种激光-化学复合表面织构化(LCHST)方法,通过在不锈钢表面依次进行激光蚀刻和化学蚀刻,构建了兼具大尺寸沟槽与小尺度皱纹的多级微织构形貌(图7[65]).该表面结构有效促进了界面传质行为,诱导生成纳米级η-Fe2(Al, Si)5过渡相,增强了原子扩散能力,并显著降低了钎料沿沟槽方向的铺展活化能,从而扩大了连接面积.同时,微织构优化了接头区域的应变-应力分布,通过结构强化机制提高了界面变形容限.最终,在多机制协同作用下,接头的最大线载荷提升了61%,表现出显著的力学性能增强. ...
... [65]).该表面结构有效促进了界面传质行为,诱导生成纳米级η-Fe2(Al, Si)5过渡相,增强了原子扩散能力,并显著降低了钎料沿沟槽方向的铺展活化能,从而扩大了连接面积.同时,微织构优化了接头区域的应变-应力分布,通过结构强化机制提高了界面变形容限.最终,在多机制协同作用下,接头的最大线载荷提升了61%,表现出显著的力学性能增强. ...
... [
65]
OM images (a-d) and three-dimensional morphologies (e-h) of 301L stainless steel after patterned design<sup>[<xref ref-type="bibr" rid="R65">65</xref>]</sup> (a, e) as-received (AR) state (b, f) chemical surface textured (CST) (c, g) laser surface textured (LST) (d, h) laser-chemical hybrid surface textured (LCHST)Fig.7![]() <strong>5</strong> 异种金属钎焊的实际应用及难点
<strong>5</strong> 异种金属钎焊的实际应用及难点异种金属钎焊凭借其连接不同材料、制造轻量化高性能构件的能力,已成为现代制造业的核心技术.它解决了单一材料的设计局限,促进了不同尺寸和形状构件的结合,在多个重点行业中应用广泛.然而,其主要挑战在于如何将理想条件下的优异连接性能,转化为复杂工况下的长期服役可靠性. ...
... [
65] (a, e) as-received (AR) state (b, f) chemical surface textured (CST) (c, g) laser surface textured (LST) (d, h) laser-chemical hybrid surface textured (LCHST)
Fig.7![]() <strong>5</strong> 异种金属钎焊的实际应用及难点
<strong>5</strong> 异种金属钎焊的实际应用及难点异种金属钎焊凭借其连接不同材料、制造轻量化高性能构件的能力,已成为现代制造业的核心技术.它解决了单一材料的设计局限,促进了不同尺寸和形状构件的结合,在多个重点行业中应用广泛.然而,其主要挑战在于如何将理想条件下的优异连接性能,转化为复杂工况下的长期服役可靠性. ...
Contact reactive brazing of TC4/304 stainless steel dissimilar metals by interrupted arc pulsed welding
1
2023
... 在航空航天领域,异种金属钎焊对提升关键构件的性能和可靠性起着至关重要的作用.例如,喷气发动机高压涡轮叶片通过真空钎焊连接镍基高温合金与耐磨材料,以提升高温强度、抗疲劳和抗磨损能力,延长使用寿命[66].燃烧室和导向器也可通过钎焊连接高温合金、不锈钢以及钛合金,确保极端环境下的密封性、耐热性和耐久性. ...
Investigation on heat transfer characteristics of Inconel 600 joints brazed by Cu-Mn-Ni filler
1
2024
... 在能源和电力电子领域,钎焊技术确保了构件在恶劣服役条件下的长期可靠性.核电站蒸汽发生器利用钎焊连接Inconel镍合金/不锈钢传热管与管板,实现在高温、高压及放射性环境下的绝对密封[67].在太阳能光热系统和固体氧化物燃料电池中,通过钎焊连接不锈钢、镍基合金以及陶瓷,可实现高效传热和稳定结构支撑[68].在电力电子器件中,钎焊实现金属-陶瓷连接,其接头性能直接影响器件效率和寿命[69]. ...
Innovative brazing strategy for high-reliability YSZ/Ag-CuO/Crofer 22 H joints: Pre-oxidation and oxide layer design
1
2025
... 在能源和电力电子领域,钎焊技术确保了构件在恶劣服役条件下的长期可靠性.核电站蒸汽发生器利用钎焊连接Inconel镍合金/不锈钢传热管与管板,实现在高温、高压及放射性环境下的绝对密封[67].在太阳能光热系统和固体氧化物燃料电池中,通过钎焊连接不锈钢、镍基合金以及陶瓷,可实现高效传热和稳定结构支撑[68].在电力电子器件中,钎焊实现金属-陶瓷连接,其接头性能直接影响器件效率和寿命[69]. ...
Research progress on preparation of ceramic-based copper cladding laminates by brazing with AgCuTi alloy filler
1
2025
... 在能源和电力电子领域,钎焊技术确保了构件在恶劣服役条件下的长期可靠性.核电站蒸汽发生器利用钎焊连接Inconel镍合金/不锈钢传热管与管板,实现在高温、高压及放射性环境下的绝对密封[67].在太阳能光热系统和固体氧化物燃料电池中,通过钎焊连接不锈钢、镍基合金以及陶瓷,可实现高效传热和稳定结构支撑[68].在电力电子器件中,钎焊实现金属-陶瓷连接,其接头性能直接影响器件效率和寿命[69]. ...
AgCuTi合金钎料钎焊制备陶瓷基覆铜板的研究进展
1
2025
... 在能源和电力电子领域,钎焊技术确保了构件在恶劣服役条件下的长期可靠性.核电站蒸汽发生器利用钎焊连接Inconel镍合金/不锈钢传热管与管板,实现在高温、高压及放射性环境下的绝对密封[67].在太阳能光热系统和固体氧化物燃料电池中,通过钎焊连接不锈钢、镍基合金以及陶瓷,可实现高效传热和稳定结构支撑[68].在电力电子器件中,钎焊实现金属-陶瓷连接,其接头性能直接影响器件效率和寿命[69]. ...
Research status and prospect of copper aluminum dissimilar metal welding
1
2023
... 在汽车和轨道交通领域,钎焊是实现轻量化设计的关键技术,有助于提升燃油效率和可靠性.电动汽车电池液冷板的Al-Cu钎焊接头支持高效散热.内燃机涡轮增压器采用钎焊替代传统紧固件,以减轻重量、提升耐热性和空间利用率[70].此外,空调系统和中冷器也广泛应用钎焊,从而实现高效、一致性连接[71]. ...
铜铝异种金属焊接研究现状及展望
1
2023
... 在汽车和轨道交通领域,钎焊是实现轻量化设计的关键技术,有助于提升燃油效率和可靠性.电动汽车电池液冷板的Al-Cu钎焊接头支持高效散热.内燃机涡轮增压器采用钎焊替代传统紧固件,以减轻重量、提升耐热性和空间利用率[70].此外,空调系统和中冷器也广泛应用钎焊,从而实现高效、一致性连接[71]. ...
Ti/Cu brazing using Zr-based amorphous filler
1
2025
... 在汽车和轨道交通领域,钎焊是实现轻量化设计的关键技术,有助于提升燃油效率和可靠性.电动汽车电池液冷板的Al-Cu钎焊接头支持高效散热.内燃机涡轮增压器采用钎焊替代传统紧固件,以减轻重量、提升耐热性和空间利用率[70].此外,空调系统和中冷器也广泛应用钎焊,从而实现高效、一致性连接[71]. ...
采用Zr基非晶钎料的钛/铜钎焊连接
1
2025
... 在汽车和轨道交通领域,钎焊是实现轻量化设计的关键技术,有助于提升燃油效率和可靠性.电动汽车电池液冷板的Al-Cu钎焊接头支持高效散热.内燃机涡轮增压器采用钎焊替代传统紧固件,以减轻重量、提升耐热性和空间利用率[70].此外,空调系统和中冷器也广泛应用钎焊,从而实现高效、一致性连接[71]. ...
Hermetic diamond capsules for biomedical implants enabled by gold active braze alloys
1
2015
... 在医疗器械制造领域,钎焊技术所具备的精密性、生物相容性和密封性不可或缺.心脏起搏器等植入式设备需通过钎焊实现钛合金/Pt-Ir合金外壳的完全密封,以防体液侵入[72].微创手术器械则通过钎焊不锈钢与钛合金,确保高强度和耐腐蚀性能.此领域对钎料的生物相容性有严格要求. ...
Interface formation and strengthening mechanism of laser welded TC4 titanium alloy/316 stainless steel joint with CoCrNiCu high entropy alloy interlayer
1
... 复杂构件的钎焊面临几何形状、加热方式及冶金反应等方面的独特挑战,需通过创新解决方案确保钎焊接头的可靠性.(1) 几何形状和操作可达性,针对航空航天狭窄空间或电力电子多层结构,需采用异形感应线圈等专用设备实现精准局部加热或精确控制钎料流动,避免缺陷.(2) 热分布和残余应力控制,对于热导率差异大的材料,可采用阶梯式加热(先预热高导热材料)或高频感应等局部加热方式,最大限度减少热变形和应力.(3) 金属间化合物控制,为避免IMC过量生成导致接头韧性和疲劳强度下降,可采取添加中间层、利用纳米颗粒细化组织及精确控制钎焊温度和时间等策略.(4) 残余应力与环境因素,异种材料热膨胀系数不匹配易导致残余应力,增加开裂风险.解决方案包括使用弹性中间层、焊后应力消除处理、梯度材料设计以及通过表面涂层和钎剂优化来应对电偶腐蚀等环境因素[73,74].(5) 检测和评估,复杂结构钎焊接头的隐蔽性高,需依赖X射线断层扫描、超声显微检测等先进无损检测技术发现内部缺陷[75];采用氦质谱检漏仪器评估密封性;并建立综合考虑多轴应力、热机械疲劳及腐蚀等因素的寿命预测模型. ...
Influence of post-weld heat treatment on residual stress of welded joint of S30408/Q345R clad plate
1
2023
... 复杂构件的钎焊面临几何形状、加热方式及冶金反应等方面的独特挑战,需通过创新解决方案确保钎焊接头的可靠性.(1) 几何形状和操作可达性,针对航空航天狭窄空间或电力电子多层结构,需采用异形感应线圈等专用设备实现精准局部加热或精确控制钎料流动,避免缺陷.(2) 热分布和残余应力控制,对于热导率差异大的材料,可采用阶梯式加热(先预热高导热材料)或高频感应等局部加热方式,最大限度减少热变形和应力.(3) 金属间化合物控制,为避免IMC过量生成导致接头韧性和疲劳强度下降,可采取添加中间层、利用纳米颗粒细化组织及精确控制钎焊温度和时间等策略.(4) 残余应力与环境因素,异种材料热膨胀系数不匹配易导致残余应力,增加开裂风险.解决方案包括使用弹性中间层、焊后应力消除处理、梯度材料设计以及通过表面涂层和钎剂优化来应对电偶腐蚀等环境因素[73,74].(5) 检测和评估,复杂结构钎焊接头的隐蔽性高,需依赖X射线断层扫描、超声显微检测等先进无损检测技术发现内部缺陷[75];采用氦质谱检漏仪器评估密封性;并建立综合考虑多轴应力、热机械疲劳及腐蚀等因素的寿命预测模型. ...
焊后热处理对S30408/Q345R复合板焊接接头残余应力的影响
1
2023
... 复杂构件的钎焊面临几何形状、加热方式及冶金反应等方面的独特挑战,需通过创新解决方案确保钎焊接头的可靠性.(1) 几何形状和操作可达性,针对航空航天狭窄空间或电力电子多层结构,需采用异形感应线圈等专用设备实现精准局部加热或精确控制钎料流动,避免缺陷.(2) 热分布和残余应力控制,对于热导率差异大的材料,可采用阶梯式加热(先预热高导热材料)或高频感应等局部加热方式,最大限度减少热变形和应力.(3) 金属间化合物控制,为避免IMC过量生成导致接头韧性和疲劳强度下降,可采取添加中间层、利用纳米颗粒细化组织及精确控制钎焊温度和时间等策略.(4) 残余应力与环境因素,异种材料热膨胀系数不匹配易导致残余应力,增加开裂风险.解决方案包括使用弹性中间层、焊后应力消除处理、梯度材料设计以及通过表面涂层和钎剂优化来应对电偶腐蚀等环境因素[73,74].(5) 检测和评估,复杂结构钎焊接头的隐蔽性高,需依赖X射线断层扫描、超声显微检测等先进无损检测技术发现内部缺陷[75];采用氦质谱检漏仪器评估密封性;并建立综合考虑多轴应力、热机械疲劳及腐蚀等因素的寿命预测模型. ...
Research on crack defect detection in pressure vessel welded joints using eddy current testing technology
1
2025
... 复杂构件的钎焊面临几何形状、加热方式及冶金反应等方面的独特挑战,需通过创新解决方案确保钎焊接头的可靠性.(1) 几何形状和操作可达性,针对航空航天狭窄空间或电力电子多层结构,需采用异形感应线圈等专用设备实现精准局部加热或精确控制钎料流动,避免缺陷.(2) 热分布和残余应力控制,对于热导率差异大的材料,可采用阶梯式加热(先预热高导热材料)或高频感应等局部加热方式,最大限度减少热变形和应力.(3) 金属间化合物控制,为避免IMC过量生成导致接头韧性和疲劳强度下降,可采取添加中间层、利用纳米颗粒细化组织及精确控制钎焊温度和时间等策略.(4) 残余应力与环境因素,异种材料热膨胀系数不匹配易导致残余应力,增加开裂风险.解决方案包括使用弹性中间层、焊后应力消除处理、梯度材料设计以及通过表面涂层和钎剂优化来应对电偶腐蚀等环境因素[73,74].(5) 检测和评估,复杂结构钎焊接头的隐蔽性高,需依赖X射线断层扫描、超声显微检测等先进无损检测技术发现内部缺陷[75];采用氦质谱检漏仪器评估密封性;并建立综合考虑多轴应力、热机械疲劳及腐蚀等因素的寿命预测模型. ...
基于涡流检测技术的压力容器焊接接头裂纹缺陷检测研究
1
2025
... 复杂构件的钎焊面临几何形状、加热方式及冶金反应等方面的独特挑战,需通过创新解决方案确保钎焊接头的可靠性.(1) 几何形状和操作可达性,针对航空航天狭窄空间或电力电子多层结构,需采用异形感应线圈等专用设备实现精准局部加热或精确控制钎料流动,避免缺陷.(2) 热分布和残余应力控制,对于热导率差异大的材料,可采用阶梯式加热(先预热高导热材料)或高频感应等局部加热方式,最大限度减少热变形和应力.(3) 金属间化合物控制,为避免IMC过量生成导致接头韧性和疲劳强度下降,可采取添加中间层、利用纳米颗粒细化组织及精确控制钎焊温度和时间等策略.(4) 残余应力与环境因素,异种材料热膨胀系数不匹配易导致残余应力,增加开裂风险.解决方案包括使用弹性中间层、焊后应力消除处理、梯度材料设计以及通过表面涂层和钎剂优化来应对电偶腐蚀等环境因素[73,74].(5) 检测和评估,复杂结构钎焊接头的隐蔽性高,需依赖X射线断层扫描、超声显微检测等先进无损检测技术发现内部缺陷[75];采用氦质谱检漏仪器评估密封性;并建立综合考虑多轴应力、热机械疲劳及腐蚀等因素的寿命预测模型. ...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}