


镁合金因具有密度低、比强度高、阻尼性能好等优点,在航空航天和汽车制造等领域具有良好的应用前景[1]。然而,随着航空航天和汽车等领域的高速发展,对材料性能的要求不断提高,单一材料已逐渐不能满足其要求。双金属零件因具有2种金属的特殊力学、物理和化学性能,如抗拉强度、耐磨性、导热性或导电性、耐腐蚀性能等,可充分发挥2者的性能优势,减少系统中零件数量,满足实际使用过程中同一零件不同部位的性能要求[2]。镁合金双金属零件包括Mg/Al[3~5]、Mg/Ti[6~8]、Mg/钢[9~11]、Mg/Mg[12~14]等体系,其中,基于镁合金的轻量化特性,Mg/Mg双金属零件在航空航天和汽车制造等领域具有潜在的应用前景。例如,Mg-Al-Si系镁合金是Mg-Al系合金中应用较为广泛的镁合金,因具有耐热性能较好和成本较低的优势,目前该系铸造合金已用于生产汽车发动机曲轴箱、支架、风扇壳等结构件[15,16]。Mg-Gd-Y-Zn系合金由Mg-Gd-Y系合金改进而来,是一种具有长周期堆垛有序结构的高强、耐热镁合金,具有更加优异的强度和塑性[17]。由高强度的稀土镁合金和塑性更好的传统镁合金制备而成的双金属零件,既能降低成本又能满足汽车、航天等领域的多性能要求[18,19]。
目前,双金属零件的制备方法种类繁多,最常见的包括:液-液复合铸造[20]、固-液复合铸造[21]、共挤压[22]和管挤压-剪切工艺[23]等。然而,这些传统制造工艺在双金属零件的制造上存在困难,工艺流程复杂,难以实现复杂形状的成形。近年来,增材制造(additive manufacturing,AM)技术的迅速发展为解决上述问题提供了新思路。通过激光、电子束、电弧等增材制造技术可将2种不同的合金通过熔化沉积制备出具有双金属结构的多功能零件。增材制造倾向于在不同位置成形不同种类的材料,并非将多种材料混合熔化、沉积而成的均质复合材料。与传统制造工艺相比,AM具有快速近净成形的技术优势,材料利用率高、制造成本低、生产周期短,特别是能够实现精密复杂零件的无模具、高自由度、定制化成形,从而有利于在零件预设位置上成形特定材料以获得优异的局部性能[24]。此外,AM过程中的热应力较低,可在界面处实现成分梯度连续过渡,以此成形的双金属零件具有良好的结合强度[25]。
电弧熔丝增材制造(wire arc additive manufacturing,WAAM)采用电弧作为热源熔化丝材,逐层堆积金属零件[26,27]。与激光和电子束增材制造技术相比,WAAM对金属材质不敏感,可成形对激光反射率高、元素易挥发的轻质合金,如铝合金[28]和镁合金[29]。与粉末增材工艺相比,WAAM技术的材料成本明显更低,沉积速率更高,氧化物污染的可能性也更低。目前,WAAM已被初步研究并应用于制造双金属零件[30]。Liu等[2]使用低碳钢(ER70S-6)和硅青铜(SG-CuSi3) 2种材质的金属丝,采用WAAM技术制备了高质量、界面无明显缺陷的双金属薄壁件,发现试样在青铜侧发生断裂,2者之间的界面形成了牢固结合。Ahsan等[31]基于冷金属过渡-电弧熔丝增材制造(cold metal transfer-wire arc additive manufacturing,CMT-WAAM)系统制造了低碳钢/316L不锈钢双金属结构,发现由于Cr元素从不锈钢侧扩散到低碳钢侧,界面处的硬度突然增加。夏玉峰等[32]采用CMT-WAAM技术,先使用牌号为TC4的金属丝堆积钛合金,经过一段时间冷却后,使用牌号为ER5356的金属丝再堆积铝合金。结果表明,2种合金层之间具有一定厚度的中间反应层,且反应层的显微硬度介于2者之间。Wu等[33]采用WAAM技术,构建分层重叠策略,制备了钢/Ni双金属构件,发现界面的抗拉强度远超单种材料。郭一飞[34]基于贝壳结构仿生设计理念,依托CMT-WAAM系统,制造出30°层间交错的高氮钢/316L不锈钢多层交织结构,当高氮钢含量较高时,交织构件的抗冲击性能甚至优于单一材料构件。
尽管WAAM技术用于制造钢/Cu、钢/钢、Ti/Al、钢/Ni等双金属结构件已被初步研究,但Mg/Mg双金属结构件仍以传统制造(铸造和挤压等)方法为主,且WAAM技术处于发展初期,仍存在诸多亟待解决的问题。其中,形成良好的界面结合尤为重要[35]。本工作采用WAAM技术制备了Mg-Al-Si/Mg-Gd-Y-Zn双金属零件,通过观察界面宏观形貌与组织,确定界面类型;通过界面元素分析,揭示界面硬度转变规律;并通过力学性能分析,探讨合金断裂方式与界面结合效果。
1 实验方法
1.1 实验材料与制备/工艺
实验采用尺寸为200 mm × 200 mm × 5 mm的AZ91D镁合金作为增材基板,使用直径为1.2 mm的 Mg-Al-Si金属丝和1.6 mm的Mg-Gd-Y-Zn金属丝作为沉积材料,其化学成分见表1。
表1 Mg-Al-Si 和Mg-Gd-Y-Zn合金丝材的化学成分 (mass fraction / %)
Table 1
| Alloy wire | Al | Si | Gd | Y | Zr | Zn | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|---|---|
| Mg-Al-Si | 4.16 | 4.00 | - | - | - | - | - | - | - | Bal. |
| Mg-Gd-Y-Zn | - | - | 8.80 | 3.91 | 0.45 | 0.85 | 0.0009 | 0.001 | 0.001 | Bal. |
实验采用自主研制的WAAM系统[36],包括控制系统、送丝机构、焊接设备、运动机构和气体保护装置等,成形前需预设沉积路径,选择合适的工艺参数,通过控制系统使焊枪沿X、Y和Z 3个方向作直线运动,焊枪为持续输送的丝材提供热源,进而实现零件的即时制造。WAAM过程中,随着沉积层数的增加,沉积层的温度逐渐升高,熔覆道宽度增加、高度降低,进而影响零件的宏观形貌及内部组织、降低成形精度,甚至会造成沉积零件的塌陷[37,38]。为降低后续热积累效应,先沉积40 mm高的Mg-Al-Si合金(图1a),随后冷却20 min,使温度降至室温(由K型热电耦测温) (图1b)。为保证Mg-Gd-Y-Zn合金液滴能较好地熔覆在Mg-Al-Si沉积层上,对Mg-Al-Si沉积层顶部进行重熔(图1c)。4次重熔之后,沉积40 mm高的Mg-Gd-Y-Zn合金(图1d)。双金属薄壁的沉积模型如图2a所示,Mg-Al-Si合金沉积工艺参数、重熔工艺参数及Mg-Gd-Y-Zn合金沉积工艺参数如表2所示。
图1
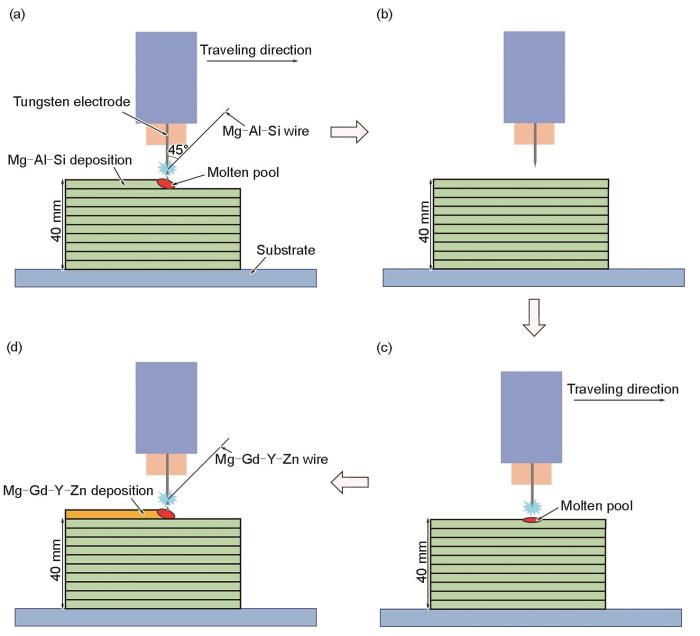
图1
Mg-Al-Si/Mg-Gd-Y-Zn双金属薄壁件电弧熔丝增材制造(WAAM)过程示意图
Fig.1
Schematics of wire arc additive manufacturing (WAAM) process of Mg-Al-Si/Mg-Gd-Y-Zn bimetallic thin-wall
(a) deposition of Mg-Al-Si alloy (b) cooling for 20 min
(c) remelting along the top of Mg-Al-Si alloy (d) deposition of Mg-Gd-Y-Zn alloy
图2
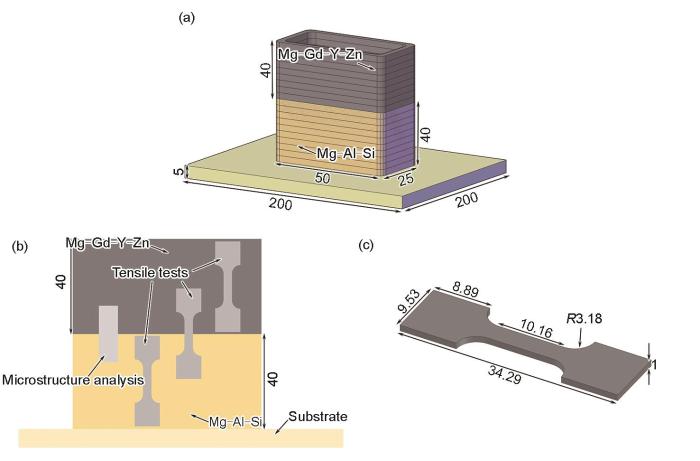
图2
WAAM Mg-Al-Si/Mg-Gd-Y-Zn双金属薄壁件的模型、材料表征和力学性能测试的取样位置及力学性能测试试样尺寸示意图
Fig.2
Schematics of model of WAAM Mg-Al-Si/Mg-Gd-Y-Zn bimetallic thin-wall (a), sampling positions for material characterization and mechanical property testing (b), and sample size for mechanical performance testing (c) (unit: mm)
表2 Mg-Al-Si/Mg-Gd-Y-Zn双金属WAAM工艺参数
Table 2
| Alloy | A | f Hz | % | % | mm·min-1 | cm·min-1 | H mm | L·min-1 | V |
|---|---|---|---|---|---|---|---|---|---|
| Mg-Al-Si | 122 | 1.5 | 25 | 16 | 150 | 150 | 1.3 | 20 | 20 |
| Remelting Mg-Al-Si | 150 | 1.5 | 20 | 15 | 150 | 090 | 1.3 | 20 | 19 |
| Mg-Gd-Y-Zn | 122 | 1.5 | 25 | 16 | 150 | 090 | 1.3 | 20 | 20 |
1.2 材料表征和性能测试
使用线切割机在WAAM双金属薄壁上分别截取金相试样和拉伸试样以用于材料表征和力学性能测试,取样位置如图2b所示。依次使用500、1000、1200、1500、2000、5000和7000号砂纸打磨金相试样,置于酒精中进行超声冲洗,随后使用镁合金专用抛光液进行抛光,接着再次使用酒精进行超声冲洗,以确保合金表面处理干净。使用DM4000M金相显微镜(OM)观察界面附近的金相组织。采用Super 55场发射扫描电镜(SEM)对合金界面的组织进行观察,结合配备的能谱仪(EDS)观察界面组织演变,组织观察选用背散射电子(BSE)模式,加速电压为5 kV,探针电流为150 μA,EDS分析选用二次电子(SE)模式,加速电压为20 kV。采用JXA-iHP200F电子探针(EPMA)显微分析仪分析界面元素分布。
在HVST-1000Z显微硬度计上进行硬度测试,采用Vickers硬度压头,施加载荷为4.9 N,保荷时间为15 s,每次测量5个数据,取其平均值。为保证硬度测试结果准确,2个压痕之间的距离大于3个压痕对角线长度。将线切割所得拉伸试样分为Mg-Al-Si合金、双金属、Mg-Gd-Y-Zn合金3组,每组各取3个拉伸片作为平行样,拉伸片的尺寸见图2c。采用5966电子万能材料试验机,以0.01 mm/s的恒定速率对拉伸试样进行室温(20 ℃)拉伸性能测试。观察双金属组拉伸片的断裂位置,并利用SEM对3组拉伸试样的断口形貌进行观察和分析。
2 实验结果
2.1 金相组织与显微硬度
图3
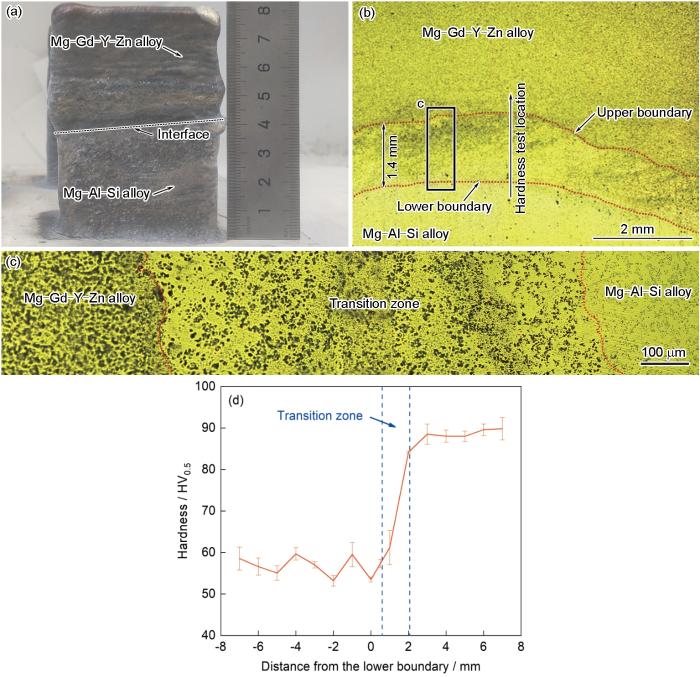
图3
WAAM Mg-Al-Si/Mg-Gd-Y-Zn双金属的宏观形貌、界面附近的OM像及显微硬度
Fig.3
Macro morphology of WAAM Mg-Al-Si/Mg-Gd-Y-Zn bimetal (a), low (b) and locally high (c) magnified OM images near bimetallic interface, and microhardnesses near bimetallic interface along line in Fig.3b (d)
2.2 元素分布特征
WAAM Mg-Al-Si/Mg-Gd-Y-Zn双金属过渡区域的BSE像及EPMA结果如图4所示。面扫描结果(图4b~f)表明,过渡区域内,大部分Al溶于基体,少量Al以沉淀形式析出;而Si含量虽少,但均以沉淀的形式析出;Gd和Y均以析出沉淀为主;Zn主要溶于基体,部分区域存在偏析。这主要是因为Gd、Y 等重稀土元素在Mg中具有较大的固溶度,在凝固过程中,能形成MgX、Mg2X、Mg3X、Mg5X等一系列高熔点、高热稳定性的强化相[39,40]。线扫描结果(图4g)表明,过渡区域内,Al和Gd的成分变化最大,其次是Zn,Si和Y的变化最小。自Mg-Al-Si侧向Mg-Gd-Y-Zn侧过渡,Al含量迅速下降,Gd含量迅速升高,Zn含量亦有所提高,Si含量略微降低,Y含量缓慢增加。使用Image J软件统计图4a所示过渡区的显微组织,经计算可知,过渡区内沉淀相的平均直径约为1 μm,沉淀相的面积分数约为11.70%。
图4
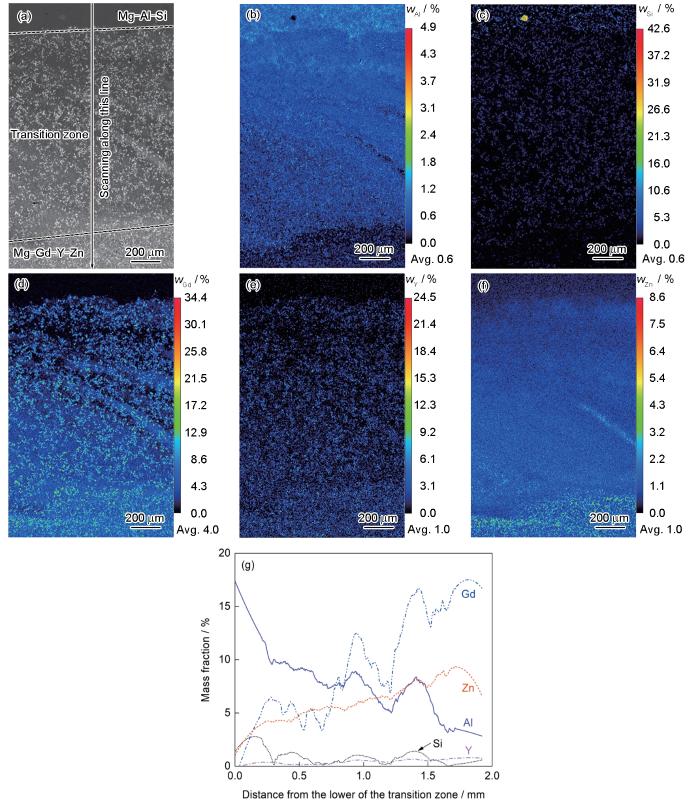
图4
WAAM Mg-Al-Si/Mg-Gd-Y-Zn双金属过渡区的背散射电子(BSE)像及EPMA结果
Fig.4
Back-scattered electron (BSE) image of the transition zone (a), electron probe micro-analysis (EPMA) mapping (b-f) and line scanning (g) results of WAAM Mg-Al-Si/Mg-Gd-Y-Zn bimetal (wM —mass fraction of element M, x-axis of Fig.4g is consistent with the line scan direction indicated in Fig.4a)
2.3 显微组织特征
为了解释第二相的形成过程,基于热力学软件JMatPro计算了Mg-Al-Si和Mg-Gd-Y-Zn合金的非平衡凝固相图,如图5所示。Mg-Al-Si合金在室温下的相组成包括Mg2Si相和Mg17Al12相,而Mg-Gd-Y-Zn合金的室温相主要由Mg5Gd、X (长周期堆垛有序,LPSO)、W (Mg3Zn3RE2)和Mg24Y5等相组成。
图5
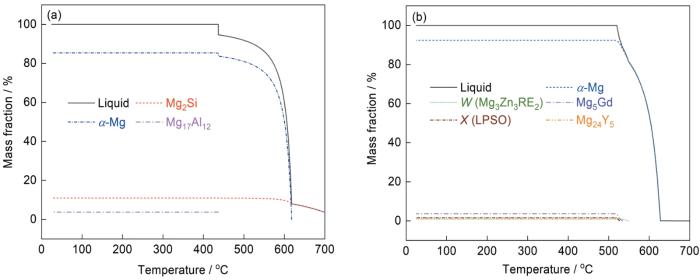
图5
Mg-Al-Si和Mg-Gd-Y-Zn合金的非平衡凝固相图
Fig.5
Non-equilibrium phase diagrams of Mg-Al-Si (a) and Mg-Gd-Y-Zn (b) alloys (LPSO—long period stacking ordered)
图6a和b为双金属下边界附近的BSE像。由图可知,边界下方Mg-Al-Si合金主要由汉字状沉淀组成。图6b中点1的EDS结果(表3)表明,其主要由Mg和Si原子组成,推断该相为Mg2Si相[41]。图6c和d为双金属下边界附近的SE像。可见,过渡区主要由黑色α-Mg基体和白色第二相组成。图6d中圆圈处EDS分析(表3)显示,点2代表的第二相主要由Mg、Al、Gd和Y元素组成,其原子比为78.62∶14.93∶4.90∶1.55,经计算,元素Mg、Al与Gd和Y的原子比m(Mg)∶m(Al)∶(m(Gd) + m(Y))约为12.2∶2.3∶1.0,结合EPMA分析,过渡区的基体中Al元素较多,同时Gd、Y发生偏析,推断该相与Mg-Al-Si合金中的Mg17Al12相有关,过渡区经过重熔,Mg17Al12相部分熔断,Mg5(Gd, Y)相依托熔断相进行异质形核和长大[42]。点3主要由Mg、Si、Gd和Y元素组成,原子比为69.66∶14.20∶10.57∶5.57,经计算,元素Mg、Si与Gd和Y的原子比m(Mg)∶m(Si)∶(m(Gd) + m(Y))约为4.9∶1.0∶1.1,结合EPMA分析,过渡区中Si、Gd、Y元素发生偏析,推断该相与Mg-Al-Si合金中的Mg2Si相有关,重熔后Mg2Si相部分熔断,Mg3(Gd, Y)相依托熔断相进行异质形核和长大。点3与点4组成一致,均由部分熔断的Mg2Si相和Mg3(Gd, Y)相组成,且图6f中点4所代表沉淀相的形貌与汉字状Mg2Si相接近。点5代表的第二相主要由Mg、Gd、Y和Zn元素组成,原子比为90.73∶4.21∶1.96∶3.10,经计算,元素Mg与Gd、Y和Zn的原子比m(Mg)∶(m(Gd) + m(Y) + m(Zn))约为9.8∶1.0,可推断该相为Mg12Zn(Gd, Y)相[43]。
图6
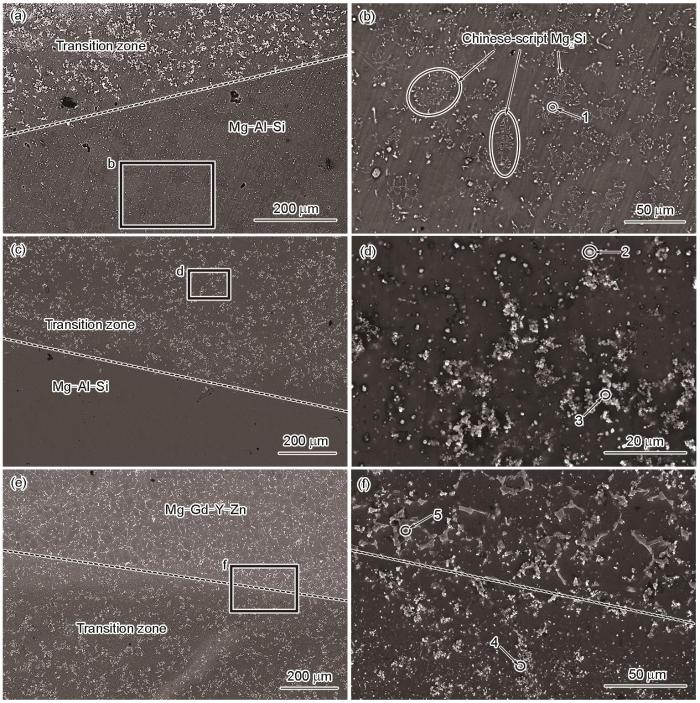
图6
WAAM Mg-Al-Si/Mg-Gd-Y-Zn双金属界面区的BSE和SE像
Fig.6
BSE (a, b) and secondary electron (SE) (c-f) images of the interface region of WAAM Mg-Al-Si/Mg-Gd-Y-Zn bimetal
(a, b) Mg-Al-Si alloy and the transition zone (a) and high-magnified image of area b in Fig.6a (b) (c, d) Mg-Al-Si alloy and the transition zone (c) and high-magnified image of area d in Fig.6c (d) (e, f) transition zone and Mg-Gd-Y-Zn alloy (e) and high-magnified image of area f in Fig.6e (f)
表3 图6中各点的化学成分 (atomic fraction / %)
Table 3
| Point | Mg | Al | Si | Zn | Y | Gd |
|---|---|---|---|---|---|---|
| 1 | 81.40 | 01.47 | 17.13 | - | - | - |
| 2 | 78.62 | 14.93 | - | - | 1.55 | 4.90 |
| 3 | 69.66 | - | 14.20 | - | 5.57 | 10.57 |
| 4 | 76.72 | - | 10.23 | - | 4.27 | 08.78 |
| 5 | 90.73 | - | - | 3.10 | 1.96 | 04.21 |
2.4 力学性能与断口形貌
对WAAM Mg-Al-Si/Mg-Gd-Y-Zn双金属进行室温(20 ℃)拉伸实验,分别取下层材料(Mg-Al-Si合金)、双金属(包含过渡区域)和上层材料(Mg-Gd-Y-Zn合金)进行拉伸实验,结果如图7所示。根据典型真应力-真应变曲线(图7a)和力学性能统计图(图7b)可知,双金属的强度接近Mg-Al-Si合金,其极限抗拉强度(UTS)为236.8 MPa,屈服强度(YS)为102.2 MPa,延伸率(EL)接近Mg-Gd-Y-Zn合金,达到11.0%。Mg-Al-Si合金的极限抗拉强度、屈服强度和延伸率分别为243.5 MPa、100.4 MPa和20.8%。Mg-Gd-Y-Zn合金的极限抗拉强度、屈服强度和延伸率分别为266.9 MPa、148.5 MPa和10.5%。根据应力-应变双对数拟合曲线(图7c),双金属的加工硬化指数(双对数拟合曲线的斜率)为0.323,接近Mg-Gd-Y-Zn合金的0.333,远超Mg-Al-Si合金的0.136。加工硬化指数增加,导致合金的塑性降低,因此双金属的塑性远低于Mg-Al-Si合金,接近Mg-Gd-Y-Zn合金。Mg-Al-Si合金的塑性变形阶段较长,而双金属和Mg-Gd-Y-Zn合金的塑性变形阶段较短。图7a中,在弹性初始阶段,3个试样的曲线短暂重合。根据真应力-真应变曲线(图7a)的斜率可计算得出,WAAM Mg-Gd-Y-Zn和Mg-Al-Si合金的弹性模量分别为21.06和12.34 GPa。因此,随着应变的增加,2者的应力产生差异。当Mg-Gd-Y-Zn合金达到屈服(148.5 MPa)时,应变为0.80%;而当Mg-Al-Si合金达到屈服(100.4 MPa)时,应变为0.97%;当双金属达到屈服(102.2 MPa)时,应变为0.64%。这意味着,在双金属拉伸实验中,Mg-Gd-Y-Zn合金率先达到屈服。
图7
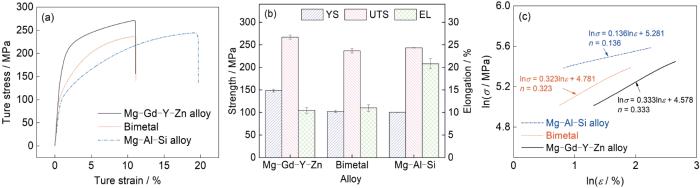
图7
3组拉伸试样的室温(20 ℃)真应力-真应变曲线、力学性能统计图及应力-应变双对数拟合曲线
Fig.7
Room temperature (20 oC) tensile true stress-true strain (σ-ε) curves (a), mechanical property histogram (b), and lnσ-lnε double logarithmic fitting curves (c) of three tensile specimens (n—harding index, YS—yield strength, UTS—ultmate tensile strength, EL—elongation)
图8为WAAM Mg-Al-Si/Mg-Gd-Y-Zn双金属拉伸试样的断裂位置和3组拉伸试样的断口及其侧面的组织形貌。根据拉伸试样拉断后的宏观形貌(图8a、d和g)和断口侧面的显微组织(图8c、f和i),发现双金属断口侧面的组织与过渡区内的组织(图6d)相同,因此双金属拉伸试样的断裂位置位于过渡区,这表明WAAM双金属在界面处的结合强度低于组元材料(Mg-Al-Si和Mg-Gd-Y-Zn合金)。图8b为Mg-Al-Si合金拉伸试样的断口形貌。可以看出,断口处韧窝数量较多、解理面数量极少,这表明Mg-Al-Si合金的断裂机制以韧性断裂为主。图8h为Mg-Gd-Y-Zn合金拉伸试样的断口形貌。断口上分布着大量解理台阶及少量韧窝,表明该材料断裂时发生了穿晶解理断裂,即裂纹沿着解理面穿过晶粒内部引发的断裂。图8e为双金属拉伸试样的断口形貌,断口处同时存在解理台阶和解理面,属于准解理断裂。对比图8b和e可知,双金属断口处的解理面比Mg-Al-Si合金的更大、韧窝数量比Mg-Al-Si合金的更少。对比图8e和h发现,双金属断口处的解理面大而少,而Mg-Gd-Y-Zn合金的解理面小而多,2者同属准解理断裂。
图8
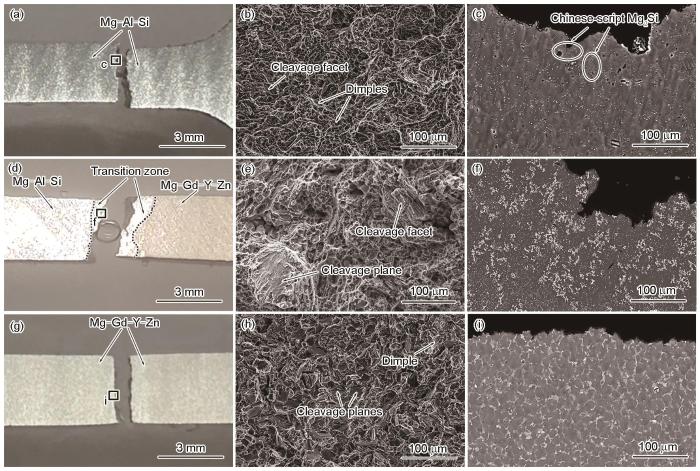
图8
3组拉伸试样断裂后的形貌、断口形貌及断口纵截面显微组织
Fig.8
Macro morphologies (a, d, g), fracture morphologies (b, e, h) and microstructures of fracture longitudinal sections (c, f, i) of Mg-Al-Si (a-c), bimetal (d-f), and Mg-Gd-Y-Zn (g-i) tensile specimens after fracture
3 分析讨论
3.1 双金属界面形成机理
WAAM也是使Mg/Mg双金属零件具有成分梯度和组织梯度的有效方法。Zhao等[47]通过结合热压扩散和共挤压工艺,制备了ZK60/WE43双金属复合棒,得到厚度约为20 μm的扩散层。Wang等[14]采用铸造-共挤压的特殊工艺制备的AZ31/W1双金属复合棒,界面更窄(仅为1 μm),且该界面仅包含α-Mg基体。本工作通过WAAM制备的Mg-Al-Si/Mg-Gd-Y-Zn双金属零件同样具备过渡区,整个双金属零件可分为3个结构区:第一个区域为Mg-Al-Si合金区,具有完整形貌的Mg2Si相;第二个区域为界面过渡区,Mg2Si相部分熔断且伴有少量粒状Mg3(Gd, Y)相及Mg5(Gd, Y)相;第三个区域为Mg-Gd-Y-Zn合金区,以Mg12Zn(Gd, Y)相为主。图9给出了过渡区内沉淀相的形成机理示意图。在重熔作用下,Mg-Al-Si合金内完整的Mg2Si相发生部分熔断,随着Mg-Gd-Y-Zn合金的沉积,部分熔断的Mg2Si相完全熔断,并因Gd、Y等元素的渗入而析出Mg5X、Mg3X 等粒状强化相,因Mg-Al-Si和Mg-Gd-Y-Zn之间存在原子相互扩散,自Mg-Al-Si侧到Mg-Gd-Y-Zn侧,熔断Mg2Si相的数量逐渐减少,而Mg5X、Mg3X等粒状强化相的数量逐渐增加。
图9
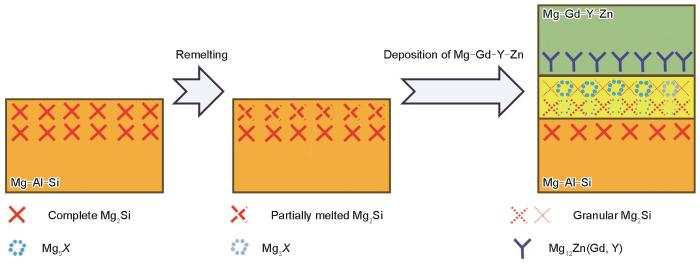
图9
WAAM Mg-Al-Si/Mg-Gd-Y-Zn双金属过渡区内沉淀相的形成机理示意图
Fig.9
Schematic of the formation mechanism of precipitated phase in the transition zone of WAAM Mg-Al-Si/Mg-Gd-Y-Zn bimetal
图10
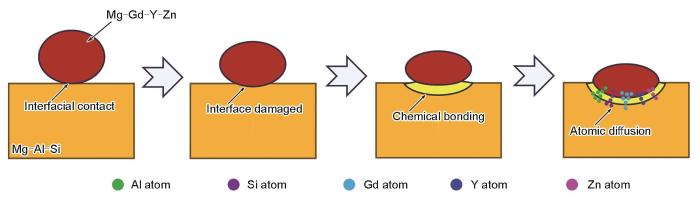
图10
WAAM Mg-Al-Si/Mg-Gd-Y-Zn双金属过渡区的形成机理示意图
Fig.10
Schematic of the formation mechanism of transition zone of WAAM Mg-Al-Si/Mg-Gd-Y-Zn bimetal
过渡区的厚度与扩散时间有关。当合金快速冷却时,由于冷却速率非常高,原子或分子的扩散可能不充分,导致扩散过程不完全。这主要是因为扩散通常需要一定的时间来完成,而在快速冷却的条件下,这个时间不足以使扩散达到平衡状态。根据Xiao和Wang[49]的研究,扩散层的厚度(Y)与扩散时间(t)具有如下关系:
式中,D为扩散系数。
式中,A为与晶体结构相关的晶体学参数,v为原子的振动频率,a为晶格常数,Cv为空位浓度,Em为空位迁移能,KB为Boltzmann常数,T为热力学温度;Sf为空位形成熵,Ef为空位生成能。
根据
式中,c为扩散物的浓度,x为扩散距离。根据Fick第二定律,各原子的扩散速率与扩散系数及其浓度梯度有关,而扩散系数随温度的升高而增大[54]。据此,Gd、Y等元素在过渡区内将一直保持向Mg-Al-Si合金侧扩散,直至扩散区内没有温度梯度和浓度梯度。因此,Gd、Y等元素扩散到Mg-Al-Si合金侧,反之,Al、Si等向Mg-Gd-Y-Zn合金侧扩散,这有助于过渡区内显微硬度的提高。
然而,在本工作中,WAAM是一种远离热力学平衡态的过程,其涉及的物理机制相对复杂。尤其是在快速冷却的条件下,传统的扩散模型无法准确描述其中元素的扩散行为。为了更好地描述这种非平衡态时元素扩散行为,需要引入更复杂的模型或理论框架。本工作采用Scheil-Gulliver模型[55]来描述WAAM中的扩散过程:
图11

图11
Mg-Al-Si和Mg-Gd-Y-Zn合金α-Mg基体中溶质分数与固相分数的关系曲线
Fig.11
Curves of solute fraction in α-Mg vs solid phase fraction in Mg-Al-Si (a) and Mg-Gd-Y-Zn (b) alloys
3.2 双金属断裂机理
从图8中可以看出,双金属在过渡区内发生断裂,表明界面区域具有较低的结合强度。界面处的结合强度与过渡区内的成分和组织有关。首先,过渡区内元素的固溶强化增强了界面结合强度[56,58]。界面重熔过程中,过渡区中Mg17Al12相、Mg2Si相熔断,基体中的Al、Si含量增加,固溶强化效果提升。Al和Gd等原子在2种材料之间的扩散和溶解,导致在界面处形成具有成分梯度的过渡区。由于原子直径的变化,Al和Gd等原子的相互溶解,容易引发局部点阵畸变,晶格畸变使得位错运动的阻力增加,难以进行滑移,从而使过渡区的硬度和结合强度增加。其次,过渡区内沉淀强化增强了界面结合强度[56]。Gd和Y元素在Mg中具有较大的固溶度,电弧重熔有利于Mg-Gd-Y-Zn合金中Gd和Y元素渗入Mg-Al-Si合金并形成较多的Mg5X、Mg3X等强化相。由Orowan机制引起的沉淀强化应力(σp)可以通过以下方程计算[36]:
式中,M为平均取向因子(6.5);G为剪切模量(17.9 GPa);b为Burgers矢量模(3.21 × 10-10);μ为Poisson比(0.29)[59],λp为相邻沉淀相之间的平均间距;r为任意平面中图形截面上沉淀相的平均半径,rp为沉淀相的平均半径(0.5 μm);f为沉淀相的体积分数(这里用面积分数代替计算),过渡区中Mg5X、Mg3X等强化相的总面积分数为11.70%。计算结果表明,由Orowan机制所贡献的屈服强度为34.1 MPa。这表明界面内元素扩散促进形成的沉淀相使得界面结合强度提高。然而,这些稀土相会引起一定程度的应力集中。当大量稀土相在过渡区内沉淀析出时,其对基体的解理效应会加剧,因此过渡区的结合强度不会继续提高[56]。此外,解理效应的加剧,使得双金属断口处存在较大的解理面(图8e)。
本工作中,双金属的屈服强度略高于Mg-Al-Si合金,而双金属的抗拉强度略低于Mg-Al-Si合金。双金属的界面区域内分布着大量Mg5(Gd, Y)和Mg3(Gd, Y)相,尺寸较大的MgGdY相会促进裂纹的产生和扩展,且双金属界面区的Mg17Al12相进一步降低其延伸率[42]。较差的塑性使非均匀塑性变形阶段缩短,进而导致双金属的抗拉强度略低于Mg-Al-Si合金,使得双金属拉伸试样在过渡区内发生断裂。此外,真应力-真应变曲线(图7a)表明,在拉伸过程的初始阶段,Mg-Al-Si合金和Mg-Gd-Y-Zn合金发生弹性变形,并能适应相同的应变。然而,由于2种合金的弹性模量不同,双金属拉伸试样中Mg-Al-Si区和Mg-Gd-Y-Zn区的应力水平有所不同,从而导致双金属的界面处产生内应力,并随着应变的增加而积累;在双金属的拉伸变形过程中,当Mg-Gd-Y-Zn合金开始屈服时,Mg-Al-Si合金仍处于弹性变形阶段,这会引起2种合金之间变形的不相容性,容易导致双金属界面内应力的急剧增加[58]。综上所述,过渡区内的大量稀土相会引发应力集中,促进微裂纹的产生和扩展,随着应变与内应力的进一步增加,裂纹在过渡区内扩展直至双金属发生断裂。
4 结论
(1) 采用WAAM制备了界面结合良好的Mg-Al-Si/Mg-Gd-Y-Zn双金属薄壁零件,在界面处观察到厚度约为1.4 mm的过渡区。过渡区内,自Mg-Al-Si侧向Mg-Gd-Y-Zn侧,Al和Si元素的含量呈降低趋势,而Gd、Y和Zn元素的含量呈增加趋势,双金属的显微硬度呈现梯度增加的趋势,从57 HV0.5增加到90 HV0.5。
(2) WAAM双金属按组织可划分为3个区域:具有完整形貌的Mg2Si相的Mg-Al-Si合金区;含有熔断Mg2Si相、粒状Mg3(Gd, Y)相及Mg5(Gd, Y)相的过渡区;以Mg12Zn(Gd, Y)相为主的Mg-Gd-Y-Zn合金区。
(3) WAAM Mg-Al-Si合金的极限抗拉强度、屈服强度和延伸率分别为243.5 MPa、100.4 MPa和20.8%;WAAM Mg-Gd-Y-Zn合金的极限抗拉强度、屈服强度和延伸率分别为266.9 MPa、148.5 MPa和10.5%;WAAM双金属的强度接近Mg-Al-Si合金,其中极限抗拉强度和屈服强度分别达到236.8、102.2 MPa,延伸率接近Mg-Gd-Y-Zn合金,达到11.0%。此外,Mg-Al-Si和Mg-Gd-Y-Zn合金的加工硬化指数分别为0.136和0.333,双金属的加工硬化指数为0.323。双金属拉伸试样的断裂位置位于过渡区内,Mg-Al-Si合金的断裂机制以韧性断裂为主,而双金属的断裂机制与Mg-Gd-Y-Zn合金相同,2者均为准解理断裂。
参考文献
Research status and development trend of magnesium alloys
[J].
镁合金的研究现状与发展趋势
[J].
Additive manufacturing of steel-bronze bimetal by shaped metal deposition: Interface characteristics and tensile properties
[J].
Theoretical design and experimental study of the interlayer of Al/Mg bimetallic composite plate by solid-liquid cast rolling
[J].
The role of vacuum degree in the bonding of Al/Mg bimetal prepared by a compound casting process
[J].
Effect of insert materials on microstructure and mechanical properties of Al/Mg bimetal produced by a novel solid-liquid compound process
[J].
Interface microstructure regulation of Mg/Ti bimetals by thermal diffusion treatment of Ni-coated TC4 alloy
[J].
Influence of Ni interlayer on interfacial microstructure and mechanical properties of Ti-6Al-4V/AZ91D bimetals fabricated by a solid-liquid compound casting process
[J].
Effects of Zn interlayer on microstructures and mechanical properties of TC4/AZ91D bimetal via solid-liquid compound casting process
[J].
The solid-liquid compound casting (SLCC) was used to produce Ti/Mg bimetal via hot dip Zn coating, and the interfacial microstructures and mechanical properties of the Mg/Ti bimetal were investigated in this work. The scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS) reveal that there is no interlayer metallurgical reaction when the pouring temperature is 670 degrees C. As the pouring temperature increases to 710 and 750 degrees C, the thickness of the metallurgical interfacial zone is about 130 and 310 mu m, respectively. The interfacial zone is mainly consists of alpha-Mg and tau-TiAlZn coexistence phases. Thermodynamic models are established to explain the evolution mechanism of alpha-Mg and tau-TiAlZn coexistence phases. It is concluded that the formation process of alpha-Mg and tau-TiAlZn phase coexist is as follows: TiZn5(s)-to-TiZn5(l), and then alpha-Mg and tau-TiAlZn phases coexist. While the sequence of the phases that formed in the Ti-Al-Zn ternary system is TiAl3 ->tau-TiAlZn, this is based on the fact that the Al atoms are used up at the interfacial zone. The highest shear strength of Zn-coated TC4/AZ91D bimetallic material is up to 34.24 Mpa when the pouring temperature is 710 degrees C.
Microstructure and mechanical properties of galvanized-45 steel/AZ91D bimetallic material by liquid-solid compound casting
[J].
Improved interface bonding of Mg/aluminized steel bimetallic castings prepared by solid-liquid compound casting process
[J].
A novel amorphous-nanocrystalline interface layer for bonding immiscible Mg/steel by pinless friction stir spot weld with preset nanoscale Fe2Al5 film
[J].
Fabrication, microstructure, and properties of interface-reinforced Mg/Mg bimetal composites by long-period stacking ordered structures
[J].
Microstructure and mechanical properties of Mg/Mg bimetal composites fabricated by hot-pressing diffusion and co-extrusion
[J].
Fabrication of Mg/Mg composite with sleeve-core structure and its effect on room-temperature yield asymmetry via bimetal casting-co-extrusion
[J].
Basic investigation on microstructure controlling of Mg-Al-Si and Mg-Zn-Al based magnesium alloys
[D].
Mg-Al-Si系和Mg-Zn-Al系镁合金组织控制的基础研究
[D].
Study on fabrication of Mg-Al-Si-RE heat-resistant magnesium alloy and its microstructure and properties
[D].
Mg-Al-Si-RE耐热镁合金的制备及组织性能研究
[D].
Microstructure and properties of Mg-9Gd-4Y-1Zn-0.5Zr alloy
[J].
Mg-9Gd-4Y-1Zn-0.5Zr合金的组织和性能
[J].
Layered magnesium-magnesium-based composite material plate as well as preparation method and application
[P].
一种层状镁-镁基复合材料板材及其制备方法和应用
[P].
Layered structure magnesium alloy composite material and preparation method
[P].
一种层状结构镁合金复合材料及其制备方法
[P].
Interface characteristics of Mg/Al bimetal produced by a novel liquid-liquid compound casting process with an Al interlayer
[J].
Interface formation between liquid and solid Mg alloys—An approach to continuously metallurgic joining of magnesium parts
[J].
Designing a mixed texture in Mg/Mg laminated composite via bimetal co-extrusion to ameliorate the mechanical anisotropy
[J].
A novel severe plastic deformation method for manufacturing Al/Mg bimetallic tube
[J].
Research progress in wire arc additive manufacturing of aluminum alloys
[J].Wire arc additive manufacturing (WAAM) attracts much attention due to its unique feature of rapid near net shape forming without die. It has the potential to become an advanced manufacturing technology that can break the bottleneck of alloy development and industrial application for aluminum materials. Wire arc additive manufacturing technology originates from traditional arc welding, and both of them use high-energy arc as heat source and metal wires as raw material. The WAAM technology and equipment development, the solidification and solid state phase transformation performance, microstructures, metallurgical defects as well as mechanical property of aluminum alloys were reviewed. The technique prospects of hot wire and multi-wire additive manufacturing, the unique fabrication manner and the exclusive phase transformation microstructure were discussed. The WAAM-specialized approaches to address the issues of poor manufacturing accuracy, serious porosity and cracking, and unsatisfied mechanical property, including fabrication system development, metallurgical defect controlling, alloy composition and microstructure design and heat treatment optimization were proposed. Such proposals are expected to facilitate the rapid development of high-end, customized and distinguished aluminum alloys via WAAM.
电弧熔丝增材制造铝合金研究进展
[J].电弧增材制造因其独特的无模壳快速近净成形特点而备受关注,有望成为突破铝合金材料研发与工业应用瓶颈的先进制造技术。电弧增材技术在传统电弧焊接的基础上发展而来,二者均以高能电弧为热源、以金属丝材为原材料进行成形。本文综合分析了电弧增材制造工艺与设备研发现状、凝固与固态相变特性、显微组织特点、冶金缺陷概况以及力学性能特点,论述了热丝及多丝增材制造技术前景和电弧增材制造独特的成形方式与相变显微组织特征。针对电弧增材制造铝合金制造精度及稳定性较差、气孔及热裂缺陷严重、材料力学性能优势不突出的问题,提出了电弧增材制造专用设备开发、熔丝累加快速凝固冶金缺陷控制专用方法研发、专用材料成分及显微组织设计、专用热处理工艺制定等发展方向,为加快电弧增材制造铝合金高端化、定制化、专属化发展提供重要参考。
Research progress on additive manufacturing of metallic heterogeneous materials
[J].New requirements for the functionality of materials are raised on the conditions of extremely complex working conditions. Compared with traditional manufacturing technology, additive manufacturing technology of metal heterogeneous materials has greater advantages in the manufacture of heterogeneous material parts. It has broad application prospects in many areas, such as aerospace, biomedical and automotive industries, and can meet these areas’ demand for high performance and multifunctionality of components. Based on the research progress of metal heterogeneous material additive manufacturing technology in recent years, the research status and technical characteristics of arc, electron beam and laser additive manufacturing technology on heterogeneous materials are reviewed. In addition, based on the team’s research on heterogeneous material metal additive manufacturing equipment, material technology and interface defects, the key problems and applications of metal heterogeneous material additive manufacturing technology are summarized, and its development trend are prospected.
金属异质材料增材制造研究进展
[J].
Research progress and prospect of metallurgical defects in wire arc additive manufacturing of aluminum alloys
[J].
铝合金电弧熔丝增材制造的冶金缺陷研究现状与展望
[J].
Study of the reaction layer of Ti and Al dissimilar alloys by wire and arc additive manufacturing
[J].
丝材+电弧增材制造钛/铝异种金属反应层的研究
[J].分别利用直流冷金属过渡(CMT)和变极性CMT脉冲复合技术进行TC4和ER2319焊丝的堆积,实现钛/铝异种金属丝材+电弧增材制造,通过高速摄像及电信号采集系统进行电弧形态、熔滴过渡以及电流/电压信号的采集分析;利用OM、SEM、TEM、EDS、硬度实验以及拉伸实验等方法对钛/铝异种金属构件的微观组织与力学性能进行分析。结果表明,变极性CMT脉冲复合堆积铝合金过程包括正极性脉冲阶段和负极性CMT阶段。在正极性脉冲阶段,电弧集中且热输入较大;在变极性CMT阶段,热输入较小且对构件具有明显的冷却效果。钛/铝异种金属构件的反应层包括过渡层和界面层,TiAl<sub>3</sub>界面层的厚度约为10 μm。在界面层存在微裂纹;反应层的硬度介于钛合金和铝合金之间;钛/铝异种金属构件的平均抗拉强度为65 MPa,所有拉伸试样均在界面层断裂,断裂方式均具有脆性断裂的特征。
Research progress of wire arc additive manufacturing technology for aluminum alloy
[J].
铝合金电弧增材制造技术研究进展
[J].
Research progress of additively manufactured magnesium alloys: A review
[J].Mg alloys are attractive in the fields of aerospace, automotive, and biomedical engineering, owing to the advantages of light weight, high specific strength, excellent damping property, good biocompatibility, and in vivo degradable property. However, conventional methods for manufacturing Mg alloys, such as casting and deformation processing, yield low-quality large-scale monolithic and complex structures, which hinder the applications of Mg parts. Additive manufacturing (AM) is a burgeoning alternative to manufacture monolithic parts through layer-by-layer deposition of metallic materials using 3D model data. In this paper, the latest research progress in AM of Mg alloys, which focuses on technological processes and influencing factors, macro and microstructures, mechanical properties, and corrosion properties of parts manufactured primarily by selective laser melting (SLM) and wire and arc AM (WAAM), are comprehensively reviewed. Currently, additively manufactured Mg parts with a relative density > 99% have been achievable through both SLM and WAAM after process optimization, and their mechanical properties and corrosion resistance have been comparable to those of casting and wrought parts, indicating a great potential for engineering applications. Finally, the future development trend and research direction of AM of Mg alloys are proposed from the perspectives of materials design, process improvement, and performance evaluation.
增材制造镁合金技术现状与研究进展
[J].镁合金具有轻质、比强度高、阻尼减振、生物相容性好、体内可降解等优点,在航空航天、汽车轻量化、生物医疗等领域应用潜力巨大。然而传统的镁合金铸造成形和变形加工技术在制备一体化复杂结构件上具有一定的局限性,制约了镁合金在上述领域的应用普及。增材制造是一种根据三维模型数据逐层熔化沉积的先进技术,有望成为镁合金复杂构件制备的重要技术途径。本文概述了近年来增材制造镁合金的研究进展,重点对选区激光熔化(SLM)和电弧增材制造(WAAM) 2种主要增材制造的工艺研发现状和影响因素、微观组织、力学性能及耐蚀行为进行分析与总结。研究表明,工艺优化后SLM和WAAM等技术均可获得致密度> 99%的镁合金试件,并且能够获得与传统制造镁合金相当的力学性能和耐蚀性能,增材制造镁合金表现出极大的工程应用潜力。最后,从材料优化、工艺改进及性能评价等方面对增材制造在镁合金中的未来发展趋势与研究方向进行了总结与展望。
Additive manufacturing of functionally graded metallic materials: A review of experimental and numerical studies
[J].Inspired by nature, advanced functionally graded materials (FGMs) are an appropriate response to high-performance multi-functional applications. The introduction of modern additive manufacturing technology to the processing of gradient metallic materials opened up a great opportunity for further development of this class of engineering materials owing to several advantages of this technology, e.g., high manufacturing flexibility. The phenomena prevailing in the additive manufacturing of gradient metallic materials, such as melting and solidification, have drawn special attention to this field from the viewpoint of materials science and engineering to the extent that many experimental and numerical research studies have been done in this regard in recent years. After briefly introducing FGMs and providing a brief overview of manufacturing methods with a focus on additive manufacturing processes, this paper discusses experimental studies in three sections: metal-metal, metal-ceramic, and metal-intermetallic gradient materials. Then, numerical studies are reviewed from the perspective of materials science and engineering. In the end, important results achieved so far are summarized and an outlook is provided for further research in the future. (c) 2021 The Author(s). Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/).
Fabrication of bimetallic additively manufactured structure (BAMS) of low carbon steel and 316L austenitic stainless steel with wire + arc additive manufacturing
[J].
Microstructure and properties of Ti/Al composites materials fabricated by wire and arc additive manufacturing
[J].
电弧熔丝增材制造钛/铝复合材料的组织与性能
[J].通过基于冷金属转移的电弧熔丝增材制造技术制备了铝/钛复合材料. 观察到钛/铝结合界面存在元素扩散,形成一定厚度的中间反应层,表明界面结合良好. 同时,通过硬度测试得到界面附近的硬度介于钛侧与铝侧之间,这主要是由于元素扩散导致界面附近生成了硬脆金属间化合物. 考虑到不同的复合比会导致不同力学性能,通过拉伸试验,研究了复合比对带缺口的钛/铝复合材料拉伸力学性能的影响规律. 结果表明,在持续拉伸载荷作用下,钛/铝复合材料的两组成层之间相互影响. 随着复合比的增加,抗拉强度和屈服强度增加,断后伸长率由于受钛铝之间冶金反应的影响较大,当钛/铝试样具有较低复合比时,其断后伸长率甚至小于单一沉积铝,随后才随着复合比的增加而增大. 另外,运用ABAQUS补充了多组复合比下钛/铝复合材料的拉伸过程,得到了复合比与屈服强度和抗拉强度的关系式.
Enhanced interface strength in steel-nickel bimetallic component fabricated using wire arc additive manufacturing with interweaving deposition strategy
[J].Realizing improved strength in composite metallic materials remains a challenge using conventional welding and joining systems due to the generation and development of brittle intermetallic compounds caused by complex thermal profiles during solidification. Here, wire arc additive manufacturing (WAAM) process was used to fabricate a steel-nickel structural component, whose average tensile strength of 634 MPa significantly exceeded that of feedstock materials (steel, 537 MPa and nickel, 455 MPa), which has not been reported previously. The as-fabricated sample exhibited hierarchically structural heterogeneity due to the interweaving deposition strategy. The improved mechanical response during tensile testing was due to the inter-locking microstructure forming a strong bond at the interface and solid solutions strengthening from the intermixing of the Fe and Ni increased the interface strength, beyond the sum of parts. The research offers a new route for producing high-quality steel-nickel dissimilar structures and widens the design opportunities of monolithic components, with site-specific properties, for specific structural or functional applications.
Experimental research on multilayer structure of high nitrogen steel-316L made by robot CMT additive manufacturing
[D].
机器人CMT增材制造高氮钢-316L多层结构试验研究
[D].
Key issues of integrated forming of dissimilar metals based on additive manufacturing
[J].
基于增材制造的异种金属一体化成形关键问题
[J].
Microstructure tuning enables synergistic improvements in strength and ductility of wire-arc additive manufactured commercial Al-Zn-Mg-Cu alloys
[J].
Progress in shape control of thin-walled parts for wire and arc additive manufacturing
[J].
电弧增材制造薄壁件“控形”研究进展
[J].
Influence of interpass temperature on wire arc additive manufacturing (WAAM) of aluminium alloy components
[J].
Effect of Gd on microstructure and corrosion resistance of Mg-Gd-Y-Zr alloys
[J].
Gd含量对Mg-Gd-Y-Zr镁合金的组织及耐蚀性能的影响
[J].
Effect of RE element Y on microstructure and mechanical properties of as-cast magnesium alloy
[J].
稀土Y元素对铸态镁合金组织与力学性能的影响
[J].
Effects of Ce content on the modification of Mg2Si phase in Mg-5Al-2Si alloy
[J].
Effect of extrusion combination types on microstructure and mechanical properties of the AZ31/GW103K bimetallic composite plates
[J].
Effects of Zn content on microstructure and mechanical properties of Mg-9Gd-4Y-xZn-0.5Zr alloys
[J].
Zn含量对Mg-9Gd-4Y-xZn-0.5Zr合金组织和力学性能的影响
[J].采用X射线衍射仪、光学显微镜、扫描电镜、能谱分析仪、透射电镜以及拉伸试验机,研究Zn含量对时效态Mg-9Gd-4Y-xZn-0.5Zr (x=0,0.5,1.0,1.5,2.0)合金组织和力学性能的影响。结果表明:时效态Mg-9Gd-4Y-0.5Zr合金显微组织由基体α-Mg和共晶相Mg<sub>5</sub>(Gd,Y)组成。加入Zn元素后,合金组织中出现Mg<sub>5</sub>(Gd,Y,Zn)相和Mg<sub>12</sub>Zn (Gd,Y)相,分布于晶界或晶内。当Zn含量为1%以下时,合金组织得到明显细化,第二相分布均匀,力学性能显著提升。当Zn含量达到1%时,合金抗拉强度和屈服强度到达最大值,分别为279.4 MPa和220 MPa。随着Zn含量进一步增加,合金组织粗化,第二相含量迅速增加且沿晶界逐渐呈网状分布并逐渐向晶内深入,合金强度也明显降低。
Effect of active interpass cooling on temperature and thermal stress evolution of wire arc additively manufactured Ti6Al4V alloy
[J].
层间强制冷却对电弧熔丝增材制造钛合金温度场和应力场的影响
[J].
Effect of interpass temperature on forming quality of H13 steel by wire and arc additive manufacture
[J].
层间温度对H13钢丝材电弧增材制造成形质量的影响
[J].
Finite element analysis and experimental validation of thermal behavior for thin-walled parts in GMAW-based additive manufacturing with various substrate preheating temperatures
[J].
Reducing yield asymmetry between tension and compression by fabricating ZK60/WE43 bimetal composites
[J].
A direct extrusion‐shear deformation composite process that significantly improved the metallurgical bonding and texture regulation grain refinement and mechanical properties of hot-extruded AZ31/AA6063 composite tubes
[J].
Growth behavior of intermetallic compounds during reactive diffusion between aluminum alloy 1060 and magnesium at 573-673 K
[J].
Microstructure and mechanical properties of the AZ31/GW103K bimetal composite rods fabricated by co-extrusion
[J].
Mechanical alloying of Cu and Fe induced by severe plastic deformation of a Cu-Fe composite
[J].
Effect of pouring temperature during a novel solid-liquid compound casting process on microstructure and mechanical properties of AZ91D magnesium alloy parts with arc-sprayed aluminum coatings
[J].
Alternative analytical analysis for improved Loschmidt diffusion cell
[J].
Microstructural characterization and mechanical behavior of Mg-AZ31B/Al 6063 bimetallic sheets produced by combining continuous shear deformation with direct extrusion
[J].
Simulations of non-equilibrium and equilibrium segregation in nickel-based superalloy using modified Scheil-Gulliver and phase-field methods
[J].
Interface formation and strengthening mechanisms of Al/Mg bimetallic composite via compound casting with rare earth Ce introduction
[J].
Understanding the microstructural evolution and strengthening mechanism of Al/Mg bimetallic interface via the introduction of Y
[J].
Achieving three-layered Al/Mg/Al sheet via combining porthole die co-extrusion and hot forging
[J].
Enhanced strength and ductility of AZ80 Mg alloys by spray forming and ECAP
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}