Allvac 718Plus is a newly developed nickel-based superalloy derived from Inconel 718 alloy via composition optimization. Its maximum service temperature is approximately 55 oC higher than that of Inconel 718. With its excellent combination of creep resistance, fatigue resistance, machinability, and weldability, the Allvac 718Plus is highly suitable for manufacturing high-temperature components that can operate at up to 700 oC. As a precipitation-strengthened superalloy that is relatively new with limited application history, understanding the evolution of its secondary phases during heat treatment is crucial for optimizing its properties via microstructure control. In this context, the secondary phases found in Allvac 718Plus are introduced, including the primary strengthening γ′ phase, the main grain-boundary η phase, and the γ″, δ, σ, and C14 Laves phases that form under specific conditions. The precipitation behaviors of the γ′ and η phases during standard heat treatments are examined, along with the effects of presolidification and direct aging treatments. Additionally, the evolution of secondary phases during prolonged thermal exposure are explored. The results demonstrate that the formation of a more stable composite γ″-γ′ structure is a promising strategy to achieve long-term serviceability for the alloy. The influence of the microstructural evolution of secondary phases during high-temperature service on fatigue and creep resistance is also analyzed, focusing on the roles of the two primary secondary phases. Furthermore, this paper highlights the correlation between the sluggish kinetics of γ′ phase precipitation in Allvac 718Plus and its weldability. A comprehensive overview of the harmful effects of the Laves and η phases on cracking during welding and strain-age cracking is also provided.
Fig.4
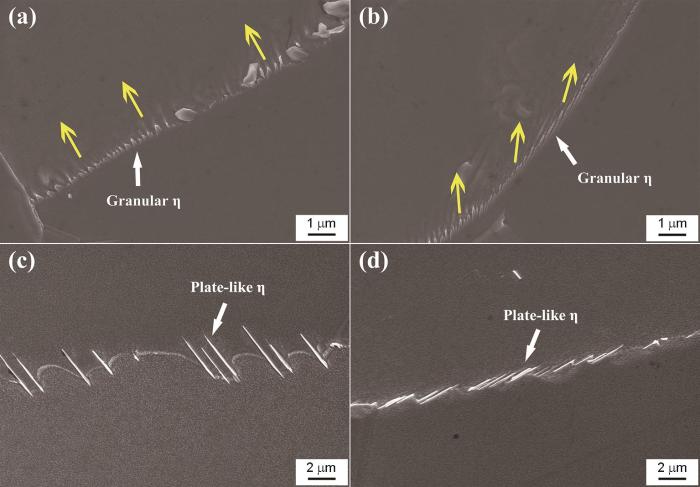
SEM images of the grain-boundary η phase with different morphologies and the serrated boundary induced by needle-like η phase in Allvac 718Plus solution treated for 1 h at 1000 oC (a, b) and 920 oC (c, d), respectively, followed by the dual aging treatment (The yellow arrows denote the growth directions of the granular η phase)[10]
Fig.5
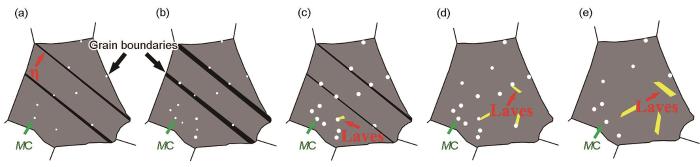
Schematics of the evolution of secondary phases in rapidly-solidified Allvac 718Plus alloy during solution treatment at 960 oC for 1 h (a), 6 h (b), 8 h (c), 14 h (d), and 24 h (e) (The secondary phases consist of the η phase, the MC carbides, and the Laves (C14) phase)[34]
Fig.6
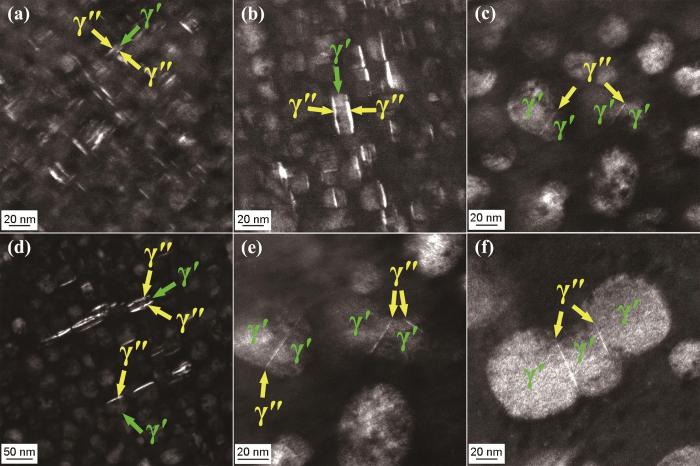
TEM images showing the γ″/γ′ co-precipitates in the rapidly-solidified Allvac 718Plus alloy after long-term thermal exposure for 50 h (a, d), 200 h (b, e), and 1000 h (c, f)[29]
Fig.7
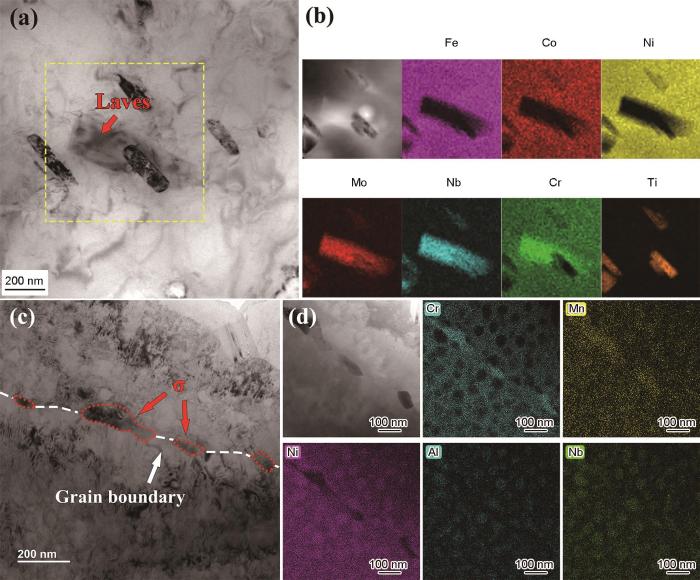
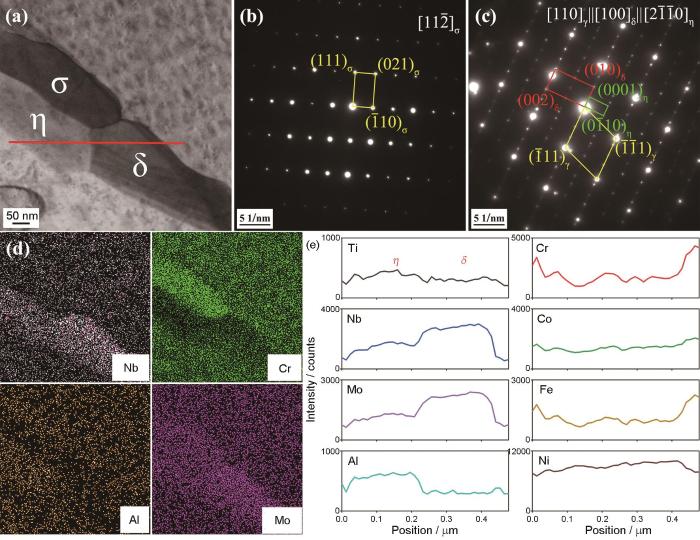
Bright-field TEM image showing the η phase, δ phase, and σ phase in the rapidly-solidified Allvac 718Plus alloy after the thermal exposures of 760 oC for 1000 h (a), the corresponding selected area electron diffraction (SAED) patterns (b, c), elemental maps images (d), and elemental line-scanning results from TEM-EDS spectrum (e)[29]
Table 4 Microstructure information and corresponding room-temperatures (25 oC) and high-temperature (704 oC) tensile properties of forged Allvac 718Plus alloy after long-term thermal exposures at 704 and 760 oC[38]
Fig.8
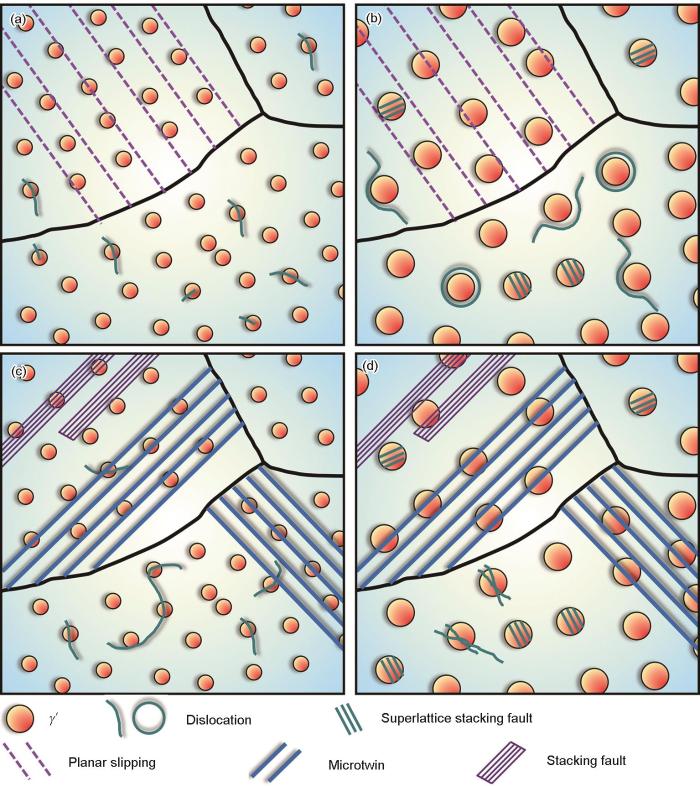
Schematics showing the tensile precipitation-strengthened mechanisms at room temperature (a, b) and elevated temperature (c, d) of the forged Allvac 718Plus alloy after the long-term thermal exposures of 704 oC, 100 h (a, c) and 760 oC, 1000 h (b, d) samples[38]
The breakthrough application of triple melt technology (vacuum induction melting (VIM) + electroslag remelting (ESR) + vacuum arc remelting (VAR)) for fabricating GH4169 alloy facilitated the optimization of the entire production process of GH4169 disks. This paper summarizes the research progress on the chemical composition, triple melting, homogenization treatment, cogging, disk forging, residual stress control, and quality control system of GH4169 alloy. The breakthrough and large-scale application of triple melting technology have resulted in improved purity of the GH4169 alloy and reduced occurrence probability of metallurgical defects. In addition, the microstructural uniformity and yield of forging bars have been improved by the combination of fast (upsetting and drawing) and radial forging. Furthermore, deformations occurring during the machining and operation of GH4169 disks have been reduced using residual stress control technology. Results related to ultrahigh strength, ultralarge scale, high corrosion resistance, and hydrogen embrittlement characteristics of GH4169 alloy are discussed, and potential future research directions are outlined here.
Owing to the high temperature resistance, excellent high temperature oxidation and corrosion resistance, low density and production cost, Ni3Al-based intermetallic alloys have broad applications and attract much attention. In order to widen the application field of the Ni3Al-based superalloy, it is urgently important to improve the high-temperature performance on the basis of good weldability. Under this background, in the composition design of Ni3Al alloy, the high Fe and Cr contents can effectively enhance the phase composition and weldability of Ni3Al-based intermetallic alloys. Based on this, the microstructural characterization and phase separation sequences during solidification of a newly designed multiphase Ni3Al-based intermetallic alloy modified with high Fe and Cr elements are analyzed. On account of the typical solidification structure of the multiphase Ni3Al-based intermetallic alloy comprising γ'+γ dendrite, interdendritic β and γ'-envelope, etc., the microstructural evolutions of the alloy under different solution cooling rates, high temperature annealing, and long-term ageing processes are summarized. The effects of its corresponding complex microstructural variables (size of primary γ' phase, morphology of β, phase evolution in the interior of β, widening of γ'-envelope) on the creep behaviors of the multiphase Ni3Al-based intermetallic alloy are systematically discussed. Recent advances in welding and joining of multiphase Ni3Al-based intermetallic alloy are summarized, and the development of multiphase Ni3Al-based intermetallic alloy is also prospected.
Here some critical issues existed during forging process of Inconel 718 disks involving recrystallization mechanisms, grain growth, δ-phase morphology control and residual stress are explained. Based on the potential application prospect of selective laser melting in additive manufacture of aerocraft engine components, the specialized anisotropic microstructure and mechanical performance resulted from the rapid solidification process in selective laser melting are analyzed. Furthermore, the importance and difficulty of heat treatment in eliminating Laves-phase as well as tailoring substructure and related mechanical behavior are also discussed. The deformation mechanisms of Inconel 718 alloy at high temperature are illustrated in detail, comprising of dislocation planar slip, twinning and dislocation-shearing γ″ precipitates in complex modes. At last, a newly developed wrought nickel superalloy (Allvac 718Plus, with a increase in service temperature of 55 ℃ as compared to that of Inconel 718) is introduced, and some recent progresses aimed at modifying chemical compositions and phase compositions to improve service temperature on the basis of Inconel 718 alloy are also reviewed. The results indicate that the more stable γ″-γ' composite structure is important for the further design of next-generation wrought nickel superalloys.
Wrought superalloys are high temperature alloys produced by casting-forging-hot rolling-cold drawing, including disc, plate, bar, wire, tape, pipe etc. These products are widely used in aviation, aerospace, energy, petrochemical, nuclear power and other industrial fields. In this paper, domestic progress of wrought superalloys in recent ten years was reviewed, including advances in fabrication process, research in new alloys (GH4169G, GH4169D, GH4065 and GH4068 alloy et al.) and new techniques (deforming of FGH4096 alloy, nitriding of NGH5011 alloy and 3D printing of In718 alloy et al.).
Inconel 718 is a Ni-Fe-based superalloy widely used in aerospace engines because of its excellent mechanical properties. However, the inferior stability of the gamma '' phase limits the application of Inconel 718, which coarsens rapidly at temperatures greater than 650 degrees C. Further improving the temperature tolerance of Inconel 718 requires optimization of the phase configuration via modification of the alloy's chemical composition. Given the aforementioned objective, this work was conducted to study the precipitation behavior and thermal stability of the strengthening phases with various structures in modified Inconel 718 alloys by tailoring the Al/Ti ratio. With increasing Al/Ti ratio, three particle configurations were formed: gamma '/gamma '' composite, isolated gamma ', and gamma '/gamma ''/gamma ' composite particles. The results of aging tests demonstrate that the isolated gamma ' and the gamma '/gamma ''/gamma ' composite structure exhibited better thermal stability at temperature as high as 800 degrees C. The isolated gamma ' exhibited a reduced coarsening rate compared with the gamma '/gamma ''/gamma ' composite particles because the isolated gamma ' phase was rich in Al, Ti, and Nb. However, the gamma '/gamma '' composite particles coarsened and decomposed rapidly during aging at temperatures greater than 700 degrees C because of the lower stability resulting from the larger number of gamma '' particles. The obtained results provide necessary data for the compositional optimization of novel 718-type alloys.
WuY T, LiC, XiaX C, et al.
Precipitate coarsening and its effects on the hot deformation behavior of the recently developed γ'- strengthened superalloys
In order to control the grain size of forged turbine disk of wrought superalloy like GH4738 more effectively, constitutive equations and grain structure evolution models of GH4738 alloy are used in Deform 3DTM for achieving integrated simulation of whole forging process of GH4738 alloy turbine disk (from preheating billet for upsetting to die forging). By using of integrated simulation, the variation of temperature, average grain size, etc., during the whole forging process has been explored, making it possible to control these parameters quantitatively. Comparing with traditional simple stage simulation, results of integrated simulation are more consistent with corresponding experimental results of forged turbine disk (300 mm in diameter). Therefore, the reliability of the integrated simulation is verified. Finally, with the application of integrated simulation, GH4738 alloy turbine disk with a diameter of 1450 mm has been successfully forged by 8×104 t forging press. This work provides a more practical simulation method for helping the process design of forging large turbine disk.
The influence of solution temperature on microstructure evolution and mechanical properties of ATI 718Plus repaired by wire and arc additive manufacturing
[J]. Mater. Sci. Eng., 2022, A852: 143641
KrakowR, JohnstoneD N, EggemanA S, et al.
On the crystallography and composition of topologically close-packed phases in ATI 718Plus®
Correlation between local chemical composition and formation of different types of ordered phases in the polycrystalline nickel-base superalloy A718Plus
Allvac 718Plus alloy is a compromising Ni-based superalloy at elevated-temperature of 704 °C, due to its combination of good mechanical properties and excellent structure stability. The precipitation behaviors during heat treatment in Allvac 718Plus alloy processed by rapid solidification technique were systematically investigated in this work. The evolution of secondary phases in rapidly solidified (RS) 718Plus alloy during annealing at 960 °C is: η + MC in 1 h, η + MC + Laves (C14) in 6 h, and MC + Laves (C14) in longer duration. The growth and dissolution behaviors of η phase are evidenced in RS samples and different types of dislocations at the η/γ interface are characterized. Based on these experimental observations, we examine the transformation mechanisms of γ→η and η→γ, which are related to the formation of stacking faults (SFs) with a $\frac{1}{6}{{\left[ 211 \right]}_{\gamma }}$ Shockley partial dislocation and the climbing of $\frac{1}{4}{{\left[ 0001 \right]}_{\eta }}$ edge dislocations at the η/γ interface, respectively. Both MC and Laves (C14) phases are enriched in Nb and Mo, with a higher level of Ti in MC carbides and Cr in the Laves (C14) phase. The precipitation of MC carbides is driven by the high concentration of C atoms in γ-matrix, while the Cr segregation promotes the later nucleation of Laves (C14) phase in γ-matrix around MC carbides, which is due to the Cr atoms rejection from MC carbides into the matrix.
AsalaG, AnderssonJ, OjoO A.
Improved dynamic impact behaviour of wire-arc additive manufactured ATI 718Plus®
A study of the microstructural evolution of a Ni-based superalloy, Allvac 718Plus, in the forged condition, was performed by varying the solutionizing temperature. Different solutionizing temperatures were chosen to obtain different fractions of the gamma prime (Ni-3(Al,Ti,Nb), gamma ') and delta (Ni3Nb, delta) precipitates. The solutionizing temperatures ranged between 954 to 1100 degrees C based on the solvus temperature of the gamma ' phase. The 954 degrees C solutionizing treatment resulted in incomplete dissolution of the gamma ' phase and a relatively high-volume fraction of the delta phase, which formed preferentially at grain boundaries. The gamma ' phase was completely dissolved during each of the other three solutionizing treatments (1000, 1050, and 1100 degrees C), while the fraction of the delta phase decreased with increasing solutionizing temperature. The 1100 degrees C solutionizing treatment led to significant grain growth of the matrix gamma phase. After solutionizing, the samples were subjected to a standard two-step aging treatment (788 degrees C for 8 h followed by 704 degrees C for 8 h) to see the relative effect of the solutionizing on the precipitation during aging.
WangM Q, DengQ, DuJ H, et al.
The influence of Δ phase on mechanical properties of ATI 718Plus alloy
[A]. Proceedings of the 8th International Symposium on Superalloy 718 and Derivatives[C]. Pittsburgh: TMS, 2014: 769
In the case of a 35Ni-15Cr type iron-base superalloy, in which phases such as γ′-Ni_3(Al, Ti), M_3B_2, TiC, Y-Ti_2SC, β-NiAl, α-Ni_2AlTi, η-Ni_3Ti, σ and Laves, may be present, total amount of aluminium and titanium and the ratio (Ti/Al) in the alloy exerted marked influences upon these phases. It is found that the variation of Al+Ti contents may change the weight fraction, the size and the chemical composition of γ′-phase and γ-γ′ mismatch, as well as the microstructure of the alloy after prolonged exposure at 800℃ for 500 hrs and at 700℃ for 5000 hrs. The ratio Ti/Al, however, affected the γ-γ′ mismatch and the chemical compositions of γ′-phase, but not the weight fraction and size of γ′-phase. It was observed that either σ or Laves phase was present after prolonged exposure at 800℃ and 700℃ if Al+Ti content of the alloy exceeded 5 or 4% respectively. The tensile properties at room temperature and at 650℃, the stress-rupture properties at 750℃, the tensile properties after prolonged exposure at 700℃ all showed a change of the mechanical properties of the alloy commensurate with the microstructutre aforementioned.
The effect of grain size on the dwell fatigue crack growth rate of alloy ATI 718Plus®
[A]. Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications[C]. Cham: Springer, 2018: 817
Influence of grain size and volume fraction of η/δ precipitates on the dwell fatigue crack propagation rate and creep resistance of the nickel-base superalloy ATI 718Plus
Effect of ultrasonic nanocrystal surface modification on elevated temperature residual stress, microstructure, and fatigue behavior of ATI 718Plus alloy
In an effort to engineer the morphology of the grain boundaries in Alloy 718Plus to be more damage tolerant, the primary aim of this study was to investigate the effect of the grain boundary misorientation on the precipitation of eta phase precipitates. Two types of eta phase precipitates were observed to form within the microstructure which formed either lamellar structures or were present as discrete eta phase precipitates. The lamellar eta phase precipitates were able to induce the formation of serrated grain boundaries, but their precipitation was not correlated to the grain boundary misorientation as they were observed to reside along approximately half of all low angle grain boundaries. However, the average length of the eta phase precipitates was found to be affected by the grain boundary misorientation, especially when the precipitates have a low inclination angle with respect to the grain boundary. The presence of discrete eta phase precipitates along the grain boundary was found to be a function of the grain boundary as they were preferentially found to form along grain boundaries with high misorientations.
HassanB, CorneyJ.
Grain boundary precipitation in Inconel 718 and ATI 718Plus
Varestraint weldability testing of ATI 718Plus®-influence of eta phase
[A]. Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications[C]. New York: Springer, 2018: 929
Advanced microstructural characterisation of cast ATI 718Plus®-effect of homogenisation heat treatments on secondary phases and repair welding behaviour
The influence of base metal conditions on the weld cracking behaviour of cast ATI 718Plus (R) is investigated by comparing 4 h and 24 h dwell time pseudo-hip homogenisation heat treatments at 1120, 1160 and 1190 degrees C with the as-cast microstructure. Scanning electron microscopy (SEM), X-ray diffraction (XRD) on electrolytically extracted powder and transmission electron microscopy (TEM) were used to identify Nb-rich secondary phases in interdendritic areas as the C14 Laves phase and Nb(Ti) MC-type carbides. All homogenisation heat treatments but the 1120 degrees C 4-h condition dissolve the Laves phase. A repair welding operation was simulated by linear groove multi-pass manual gas tungsten arc welding (GTAW). The Laves phase containing microstructures resulted in lower total crack length for heat affected zone cracking. Constitutional liquation of Nb(Ti) MC-type carbides is observed as a liquation mechanism in Laves-free microstructure, while thick liquid film formation due to the Laves eutectic melting could reduce the formation of weld cracks in microstructures containing the Laves phase.
HanningF, AnderssonJ.
The influence of base metal microstructure on weld cracking in manually GTA repair welded cast ATI 718Plus®
[A]. Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications[C]. Cham: Springer, 2018: 917
AnderssonJ, SjöbergG, LarssonJ. Investigation of homogenization and its influence on the repair welding of cast Allvac 718Plus(®)[A]. Superalloy 718 and Derivatives[M]. Pittsburgh: TMS, 2010: 439
... [10]SEM images of the grain-boundary <i>η</i> phase with different morphologies and the serrated boundary induced by needle-like <i>η</i> phase in Allvac 718Plus solution treated for 1 h at 1000 <sup>o</sup>C (a, b) and 920 <sup>o</sup>C (c, d), respectively, followed by the dual aging treatment (The yellow arrows denote the growth directions of the granular <i>η</i> phase)<sup>[<xref ref-type="bibr" rid="R10">10</xref>]</sup>Fig.4
Schematics of the evolution of secondary phases in rapidly-solidified Allvac 718Plus alloy during solution treatment at 960 <sup>o</sup>C for 1 h (a), 6 h (b), 8 h (c), 14 h (d), and 24 h (e) (The secondary phases consist of the <i>η</i> phase, the <i>M</i>C carbides, and the Laves (C14) phase)<sup>[<xref ref-type="bibr" rid="R34">34</xref>]</sup>Fig.5
Schematics of the evolution of secondary phases in rapidly-solidified Allvac 718Plus alloy during solution treatment at 960 <sup>o</sup>C for 1 h (a), 6 h (b), 8 h (c), 14 h (d), and 24 h (e) (The secondary phases consist of the <i>η</i> phase, the <i>M</i>C carbides, and the Laves (C14) phase)<sup>[<xref ref-type="bibr" rid="R34">34</xref>]</sup>Fig.5
The influence of solution temperature on microstructure evolution and mechanical properties of ATI 718Plus repaired by wire and arc additive manufacturing
0
2022
On the crystallography and composition of topologically close-packed phases in ATI 718Plus?
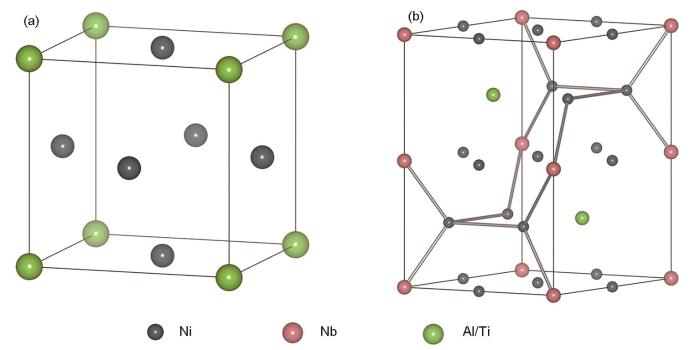
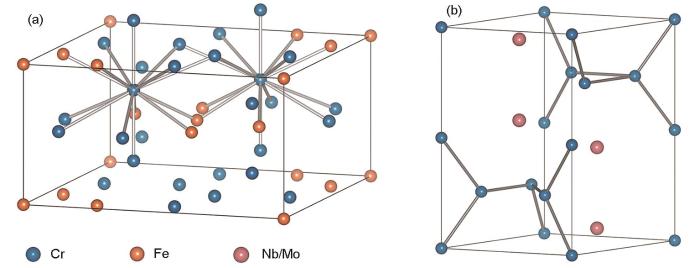
... [18]Crystallographic prototypes structures of the two topological closed-packed (TCP) phases in Allvac 718Plus alloy<sup>[<xref ref-type="bibr" rid="R18">18</xref>]</sup>
Correlation between local chemical composition and formation of different types of ordered phases in the polycrystalline nickel-base superalloy A718Plus
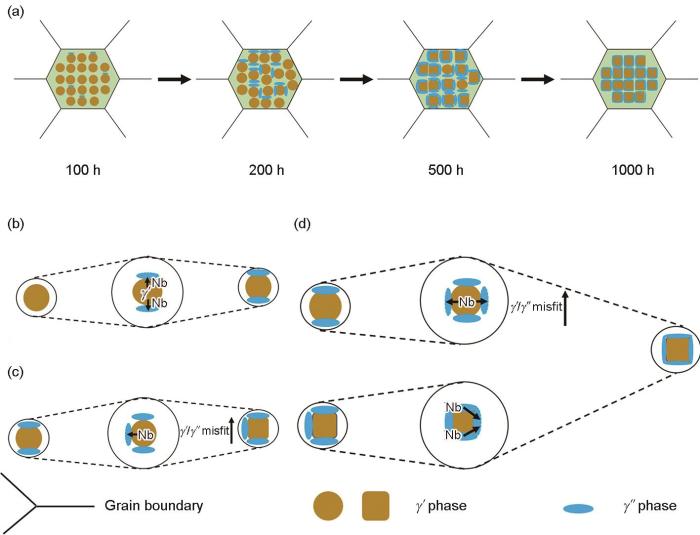
... [28]A qualitative model schematic illustration directly showing the evolution of <i>γ″</i>/<i>γ′</i> coprecipitates<sup>[<xref ref-type="bibr" rid="R28">28</xref>]</sup>
(a) all evolution process in forged Allvac 718Plus alloy during long-term thermal exposures at 705 oC ...
... [28]
(a) all evolution process in forged Allvac 718Plus alloy during long-term thermal exposures at 705 oC ...
Precipitation behaviors of the rapidly-solidified Allvac 718Plus superalloy during aging treatment
... Coarsening rates of γ′ phase of the rapidly-solidified and forged Allvac 718Plus alloy at 704 and 760 oC[29] ...
... [29]TEM images showing the <i>γ″</i>/<i>γ′</i> co-precipitates in the rapidly-solidified Allvac 718Plus alloy after long-term thermal exposure for 50 h (a, d), 200 h (b, e), and 1000 h (c, f)<sup>[<xref ref-type="bibr" rid="R29">29</xref>]</sup>
Bright-field TEM image showing the <i>η</i> phase, <i>δ</i> phase, and <i>σ</i> phase in the rapidly-solidified Allvac 718Plus alloy after the thermal exposures of 760 <sup>o</sup>C for 1000 h (a), the corresponding selected area electron diffraction (SAED) patterns (b, c), elemental maps images (d), and elemental line-scanning results from TEM-EDS spectrum (e)<sup>[<xref ref-type="bibr" rid="R29">29</xref>]</sup>Fig.7
... [34]Schematics of the evolution of secondary phases in rapidly-solidified Allvac 718Plus alloy during solution treatment at 960 <sup>o</sup>C for 1 h (a), 6 h (b), 8 h (c), 14 h (d), and 24 h (e) (The secondary phases consist of the <i>η</i> phase, the <i>M</i>C carbides, and the Laves (C14) phase)<sup>[<xref ref-type="bibr" rid="R34">34</xref>]</sup>Fig.5
... Microstructure information and corresponding room-temperatures (25 oC) and high-temperature (704 oC) tensile properties of forged Allvac 718Plus alloy after long-term thermal exposures at 704 and 760 oC[38] ...
Schematics showing the tensile precipitation-strengthened mechanisms at room temperature (a, b) and elevated temperature (c, d) of the forged Allvac 718Plus alloy after the long-term thermal exposures of 704 <sup>o</sup>C, 100 h (a, c) and 760 <sup>o</sup>C, 1000 h (b, d) samples<sup>[<xref ref-type="bibr" rid="R38">38</xref>]</sup>Fig.8
Influence of grain size and volume fraction of η/δ precipitates on the dwell fatigue crack propagation rate and creep resistance of the nickel-base superalloy ATI 718Plus
Effect of ultrasonic nanocrystal surface modification on elevated temperature residual stress, microstructure, and fatigue behavior of ATI 718Plus alloy
Advanced microstructural characterisation of cast ATI 718Plus?-effect of homogenisation heat treatments on secondary phases and repair welding behaviour





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}