


为了促进航空和航天工业的发展,通过WAAM技术加速Al-Li合金的工业化进程是非常重要的。然而,Al-Li合金强度高、丝材制备难度大,目前尚没有同牌号的成熟商用丝材,国内外Al-Li合金的焊接也常采用Al-Cu合金丝材,因此有必要探索低成本工艺新方法进行增材制造。Qi等[10]设计了一种双丝装置,以实现双丝+电弧增材制造(D-WAAM)工艺;通过分别调整二元铝合金Al-6.3Cu和Al-5Mg (质量分数,%,下同)丝材进给速率来调节成分,成功制备出了三元Al-Cu-Mg铝合金构件。Jin等[11,12]通过一种专门的“喷射”装置将TiC粉末输送进WAAM沉积的2219 Al-Cu合金中,结果表明TiC颗粒可以有效降低基体的自由能,促进了柱状晶向等轴晶的转变,同时多位点形核可以减弱Cu元素在晶界偏析,从而使大量的Cu原子分散在基体中。Wang等[13]使用ER5356焊丝通过WAAM制造Al-Mg合金薄壁部件,并在成形过程中逐层添加Ti粉得到新型材料,结果表明,产生的Al3Ti提供了异质形核位点,有助于层间晶粒的细化,晶粒从柱状晶转变为等轴晶并增加了小角晶界的比例。以上研究表明,电弧增材制造过程局部小熔池可实现原位冶金,该技术也是一种新材料制备手段。
本工作采用电弧增材制造工艺,向熔池同步输送2219铝合金丝材与Al-Li合金粉末,通过熔池原位冶金实现高性能金属材料的快速高效制备与成形,开发Al-Li合金电弧增材制造粉末丝材设计方法和成形工艺窗口,揭示Al-Li合金电弧增材制造快速凝固组织形成机理,分析多材料电弧熔化沉积多层Al-Li合金薄壁零件工艺过程中热循环效应带来的沉积层组织变化规律,以期为Al-Li合金电弧增材制造提供理论支持。
1 实验方法
实验材料选用直径1.2 mm的2219 Al-Cu合金焊丝和含20%Li (质量分数)的Al-Li二元合金粉末,粉末形貌呈破碎片层状,整体尺度范围在20~150 μm。使用Plasma2000型电感耦合等离子体发射光谱仪(ICP-OES)测得2219丝材和沉积基板的化学成分如表1所示。本工作使用2219 Al-Cu合金丝材以及Al-Li合金粉末进行丝材粉末同步输送,成功沉积了Al-Cu-Li合金试样,沉积基材选用Al-Cu合金板材,尺寸为300 mm × 100 mm × 25 mm。为防止氧化皮、油污等杂质影响成形过程,沉积操作前使用砂纸打磨清除基材表面氧化皮,再通过丙酮洗去杂质并烘干。
表1 2219铝合金焊丝和沉积基材的化学成分 (mass fraction / %)
Table 1
| Material | Cu | Mg | Mn | V | Ti | Zr | Zn | Fe | Si | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 2219 | 5.8-6.8 | 0.2-0.4 | 0.2-0.4 | 0.05-0.15 | 0.1-0.2 | 0.10-0.25 | ≤ 0.1 | ≤ 0.3 | ≤ 0.2 | Bal. |
| Substrate | 6.2 | 0.04 | 0.4 | 0.05 | 0.3 | 0.2 | ≤ 0.1 | 0.3 | 0.2 | Bal. |
实验采用的增材制造系统主要由KR60HA型六轴联动机器人、ZB-80F型送粉器、TPS5000 GMA熔化极气体保护焊机(melt inert gas,MIG)和VR 1550型自动送丝机组成。由于电弧燃烧过程中保护气流、焊枪姿态等参数都将对熔池质量、飞溅状况以及保护效果产生影响,为了对粉末与丝材同步输送进行材料增材过程中的原位冶金行为进行讨论,对焊枪及送粉管夹持机构进行专门设计,满足同时安装送粉管和焊枪的需求并保证2者之间的相对位置及角度可调。单道多层试样采用单向扫描沉积成型,由于初期沉积的数层,经由铝合金基板直接散热,散热条件好,该条件下使用6 m/min的送丝速率和300 mm/min的扫描速率,焊道成形性较差,不利于后续层沉积,因此前期适当降低扫描速率至270 mm/min,增加单位长度上的热输入与材料沉积量,保证成型质量;沉积6层后每层将扫描速率增加5 mm/min,直至300 mm/min达到平衡状态。沉积过程示意图及最终成形试样宏观照片如图1所示。
图1
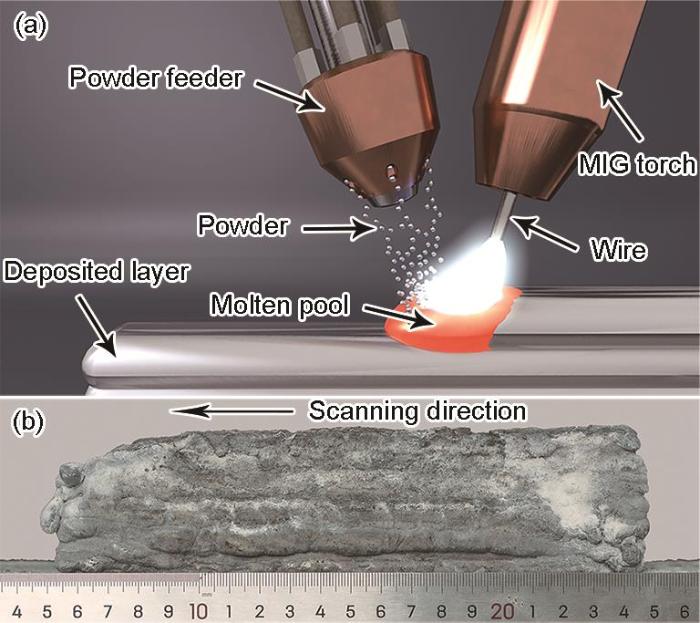
图1
电弧沉积Al-Cu-Li合金试样过程示意图及宏观照片
Fig.1
Schematic (a) and macroscopy (b) of MIG-arc deposited process for Al-Cu-Li alloy sample (MIG—melt inert gas)
通过电火花线切割从样品上截取所需截面,依次按照400、600、1000、1500、2000以及5000号砂纸的顺序以垂直的方向研磨截面至划痕细小且均匀后,采用粒度为1 μm的Al2O3抛光剂抛光至镜面,并用Keller试剂对磨抛后的样件表面腐蚀8 s,得到可观察金相试样。使用DM4000M光学显微镜(OM)以及Apreo S LoVac型扫描电子显微镜(SEM)对试样进行组织观察并结合Quantax75能谱分析仪(EDS)对微区元素分布和组成进行表征。通过D8 DISCOVER二维X射线衍射仪(XRD)进行相组成检测,扫描范围为10°~90°,扫描步长为5°/min。通过机加工以及手工打磨的方法制作直径3 mm、厚度小于50 μm的试样薄片后,经由离子减薄仪制作可提供观察条件的薄区。通过JEM-2100型透射电子显微镜(TEM)对试样进行观察分析,工作电压200 kV。采用Future-Tech FM-800型Vickers硬度计对试样整体截面进行显微硬度测试,每个测试点施加载荷为100 g,保载时间为10 s,每个沉积高度位置至少测量6次。
2 实验结果与讨论
2.1 沉积态Al-Cu-Li合金试样晶粒形貌
图2为Al-Cu-Li试样沿沉积方向横截面顶部、中部及底部的OM像及晶粒异质形核示意图。可以看出,Al-Cu-Li试样底部的晶粒尺寸相对细小,而中部和顶部晶粒略微增大,存在一定程度的粗化现象(图2a~c)。在沉积过程中,由于底部沉积层靠近基材,大量热量沿基材散失,具有更好的散热条件,熔池冷却速率快,形核率高,晶粒长大过程短;而随着沉积高度增加,顶部及中部的大部分热量只能通过已沉积的薄壁层向下传导,散热条件相对较差,熔池冷却速率较慢,晶粒较粗。沉积态Al-Cu-Li试样整体呈现等轴晶组织,这主要是由于加入了旁路送粉,改变了其凝固行为。在常规的WAAM 2219铝合金中,晶粒组织由大部分的柱状晶与熔池底部少量的等轴晶组成,等轴晶的形成主要是由于异质形核的作用。由于2219铝合金中含有Zr元素,其在合金中以Al3Zr的形式存在,在电弧的作用下会使上一沉积层中产生部分熔化,但是Al3Zr熔点(1577℃)相对Al基体(660℃左右)较高,存在部分未熔化的Al3Zr颗粒作为形核位点促进等轴晶粒的形成[14,15],之后部分择优取向的晶粒沿温度梯度方向继续长大成为柱状晶。在同样的电弧参数下Al-Cu-Li试样呈现出不同的晶粒形貌,其主要与旁路送粉的加入相关。Wang等[16]在激光熔化沉积钛合金的研究中从异质形核与过冷度2个方面解释了在固定激光功率下改变送粉速率后凝固组织的晶粒形貌变化。当在同样的电弧参数下添加粉末输送,该参数下的电弧能量无法完全熔化熔池捕获的Al-Li合金粉末,使得较多不完全熔化的Al-Li合金粉末留存于熔池内部或者黏附于熔池表面;同时由于粉末的加入与旁路气流的冷却作用,熔池整体温度下降,温度梯度较小,抑制了熔池底部晶粒沿温度梯度生长成为柱状晶的趋势,而残留在熔池的未完全熔化粉末可作为液相Al晶粒的异质形核位点,使得Al-Cu-Li试样的凝固组织呈现出细小的等轴晶形貌,晶粒异质形核示意图如图2d所示。
图2
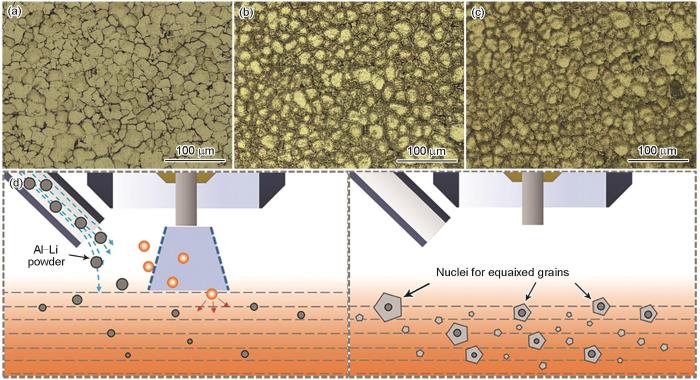
图2
沉积态Al-Cu-Li合金试样沿沉积方向顶部、中部及底部的组织形貌及晶粒异质形核示意图
Fig.2
OM images of the as-built Al-Cu-Li alloy sample at top (a), middle (b), and bottom (c) positions along the deposited direction, respectively; and schematic of heterogeneous nucleation of grains (d)
2.2 沉积态Al-Cu-Li合金试样结构物相分析
沉积态Al-Cu-Li试样沿沉积方向不同位置的SEM像及EDS分析如图3所示。可见,Al-Cu-Li试样顶部组织主要由白亮的颗粒状相、半连续网状物相与大面积黑色α-Al基体组成(图3a),其中细小的白亮颗粒状相需要通过TEM进一步确认。对半连续网状物相进行EDS分析(图3d),结合Al-Cu二元相图[17]分析,可以判定其为θ (Al2Cu)相。在电弧熔化沉积增材制造工艺下,熔池在快速凝固过程中,金属将产生偏析,由于Cu元素的平衡分配系数KCu < 1,在凝固过程中,Cu原子通过凝固的固/液界面不断由固相进入液相,液相中的Cu元素含量上升,同时凝固过程末期α-Al产生的晶界与亚晶界为共晶组织的形核提供了有利位点,最终在共晶转变温度发生共晶反应,产生α-Al + θ-Al2Cu共晶组织,分布于晶界与枝晶间。由于偏析产生的成分偏离共晶点较远,最终组织中形成离异共晶。Al-Cu-Li试样在经历后续热循环作用下,共晶相会经历多种变化,形成与顶层沉积道次相异的组织。当热循环温度上升至共晶温度(TE,548℃)以上而小于α-Al熔点(Tα,660℃)时,在数个晶粒交汇的晶界处会发生优先熔化,形成部分熔化区域,在温度下降至TE以下时,液相凝固形成较大的块状共晶组织,可以观察到典型的片层状形貌;而在温度低于TE时,Cu元素只在固相中发生扩散,根据柏久阳[18]的研究,晶内Cu元素由高浓度向低浓度扩散(下坡扩散),而晶界附近则呈现相反的现象,Cu由晶内向晶界富集。通过SEM对试样中部和底部进行观察,发现网状θ相附近分布许多中心发暗的片状析出相,初步认为是析出相被腐蚀后形成的凹坑,试样中部的析出相长1.5~2.0 μm,相互呈约67.5°排列(图3b),与Jiao等[19]在使用激光熔化沉积2195 Al-Li合金的研究中提到的片状TB (Al7Cu4Li)相相似;而在试样底部区域观察到片状形貌继续长大,长度达2.5~3.5 μm (图3c)。
图3
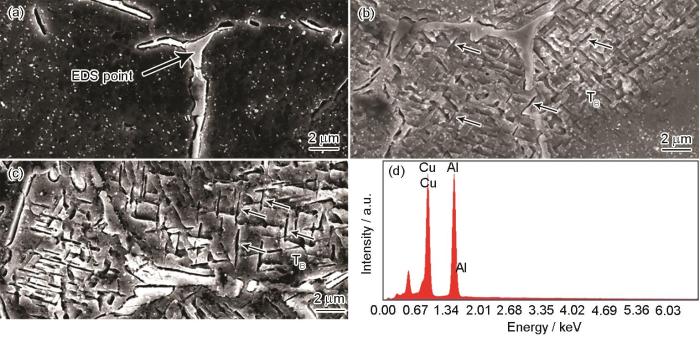
图3
沉积态Al-Cu-Li合金试样沿沉积方向顶部、中部及底部的SEM像及EDS分析
Fig.3
SEM images of the as-built Al-Cu-Li alloy sample at top (a), middle (b), and bottom (c) positions along the deposited direction, respectively; and EDS point result in Fig.3a (d)
式中,Cs为凝固部分的溶质元素浓度;C0为原始液相中的溶质元素浓度;K0为溶质元素的平衡分配系数;fs为已凝固部分的体积分数(忽略相变产生的体积变化)。
图4
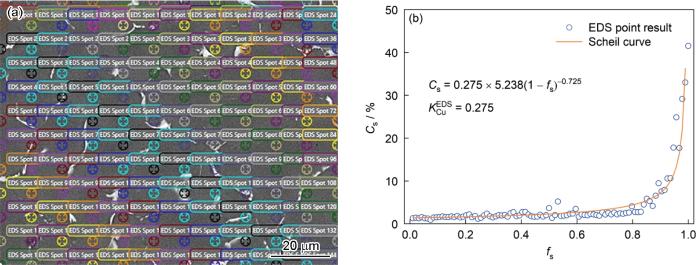
图4
EDS点阵示意图和Scheil公式拟合结果
Fig.4
EDS point analysis lattice diagram (a) and fitting results of Scheil formula (b) (Cs—solute content (mass fraction, %), fs—solid fraction,
图5
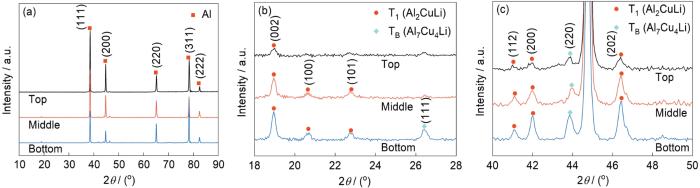
图5
沉积态Al-Cu-Li合金试样沿沉积方向的XRD谱
Fig.5
XRD (a) and partial enlarged (b, c) spectra of the as-built Al-Cu-Li alloy sample along the deposited direction
通过TEM对Al-Cu-Li合金试样中的T1相进行表征分析,电子束通过Al基体[112]晶带轴入射,得到形貌衬度像和选区电子衍射(SAED)花样,如图6所示。在Al-Cu-Li合金试样顶部(图6a)只能看到少量的块状相,可以认为块状相为凝固过程中形成的θ相,相应的SAED花样只存在Al基体的衍射强斑(图6d),除此之外并无其他明显的衍射斑点出现,因此可以推出在Al-Cu-Li合金试样顶部由于经历较少的热循环次数,析出相相对较少。在Al-Cu-Li合金试样中部(图6b)可以观察到一定量的针状相分布于α-Al基体中,长度为2~5 μm,试样中的针状相呈现3种取向,相互之间成约60°的夹角,在该区域SAED花样中(图6e)除了α-Al基体的衍射强斑外,还出现了T1相的衍射斑和芒线[22],由此可以确定形貌相中的针状相为T1相。在Al-Cu-Li合金试样底部(图6c)可以观察到更多的针状T1相,并通过SAED进一步确认T1相衍射斑(图6f),T1相的形貌与中部试样一致,但数量相对更多。
图6
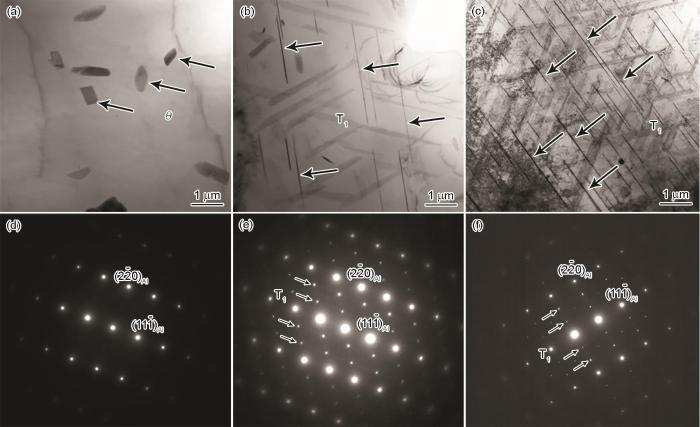
图6
沉积态Al-Cu-Li合金试样沿沉积方向顶部、中部及底部的TEM像与相应的SAED花样
Fig.6
TEM images (a-c) and corresponding SAED patterns (d-f) of the as-built Al-Cu-Li alloy sample at top (a, d), middle (b, e), and bottom (c, f) positions along the deposited direction, respectively
通过高分辨TEM (HRTEM)结合快速Fourier变换(FFT)进一步观察沉积态Al-Cu-Li合金试样中部及底部T1相的尺寸,如图7所示。通过对T1相尺寸进行测量,发现试样中部T1相的厚度为(11.84 ± 0.85) nm (图7a~c),试样底部T1相的厚度为(24.11 ± 1.22) nm (图7d~f),比试样中部T1相厚度上升103.6%。由于试样的底部比中部经历了更多次热循环,使T1相发生了显著粗化。Zhou等[23]在基于惰性气体钨极保护焊(TIG)技术的电弧增材制造2219铝合金的研究中提出,由于增材制造过程中的热循环作用,沉积态2219 Al-Cu合金中析出较多θ' (Al2Cu)相,降低了α-Al基体中Cu含量,这与本工作中得到的T1相具有相似的规律。在电弧增材制造过程中,试样顶部在凝固冷却时的热量通过已沉积层快速向基材传导,已沉积层反复经历“升温-冷却”的热循环过程,使固溶在α-Al基体中的Cu和Li原子结合形成T1相,同时靠近基材的部分经历了更多的热循环次数,使试样底部T1相的尺寸与数密度相较于中部更大。
图7
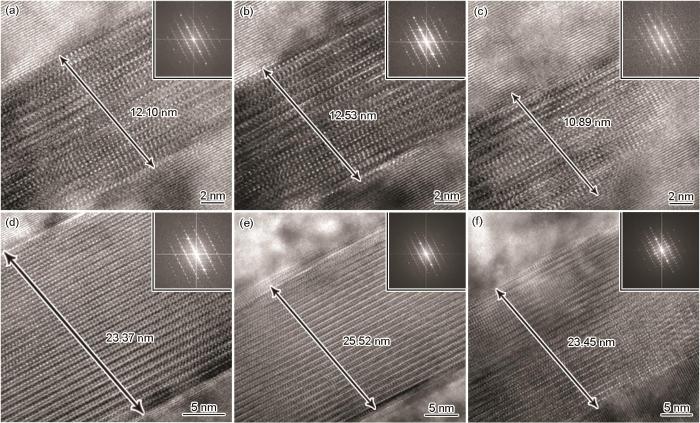
图7
沉积态Al-Cu-Li试样中各部分T1相的HRTEM像与相应的快速Fourier变换(FFT)图
Fig.7
HRTEM images and corresponding fast Fourier transformation (FFT) patterns (insets) of T1 phase in arc deposited Al-Cu-Li sample at middle (a-c) and bottom (d-f) positions along the deposited direction, respectively
2.3 沉积态Al-Cu-Li合金试样显微硬度
对沉积态Al-Cu-Li合金试样进行Vickers硬度分析,结果如图8所示,试样最大Vickers硬度及其他文献中典型电弧增材制造2219 Al-Cu合金沉积态试样硬度如表2[11,24,25]所示。Al-Cu-Li合金试样硬度沿高度方向存在差异,呈现从顶部至底部显著的上升趋势,最大硬度为126.7 HV0.1。沉积态Al-Cu-Li合金试样以较为均匀的细等轴晶组成,更多的晶界可以有效阻碍位错运动,增加材料的变形抗力,进而提高硬度。此外,T1相是Al-Cu-Li合金体系中最重要的强化相,其与α-Al基体呈半共格关系,在变形过程中位错切过针状T1相需要消耗较大的能量。Dorin等[26]通过建模分析,认为T1相的强化效果符合关系:
图8
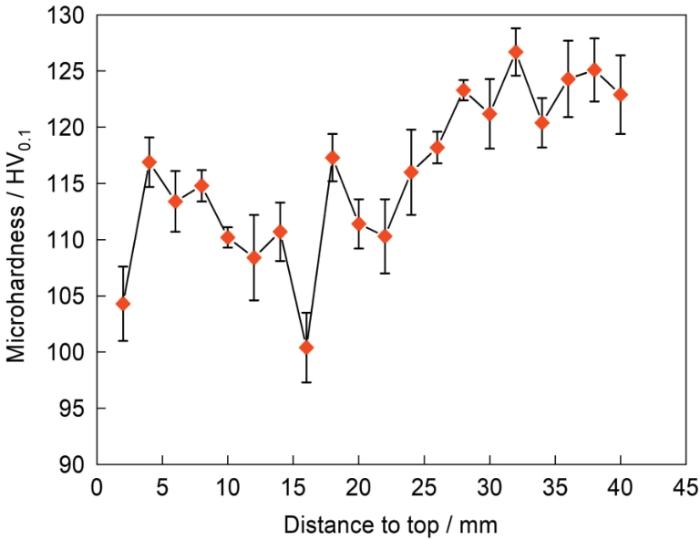
图8
沉积态Al-Cu-Li试样Vickers硬度分布
Fig.8
Vickers hardness distribution of the as-built Al-Cu-Li sample
表2 各种工艺下合金试样的Vickers硬度[11,24,25]
Table 2
3 结论
(1) 沉积态Al-Cu-Li合金试样由10~20 μm的细小等轴晶组成,主要得益于残留在熔池的未完全熔化粉末可作为液相Al晶粒的异质形核位点;晶界附近偏聚富Cu相并随热循环的作用发生形态变化,试样中部和底部晶界附近存在TB (Al7Cu4Li)相与T1 (Al2CuLi)相,表明Li元素成功加入,初步证明合金丝材与粉末同步输送的电弧增材制造方法工艺的可行性。
(2) 沉积态Al-Cu-Li合金试样中部和底部存在有显著强化效果的T1析出相,且随着增材制造热循环次数的增加T1相含量呈上升趋势,试样底部的T1相含量最高,平均厚度达到24.11 nm,远大于试样中部T1相平均厚度11.84 nm,表明热循环次数的增加对T1相具有显著粗化作用。试样顶部由于没有受到热循环作用,并没有观察到T1相的存在。
(3) Al-Cu-Li合金试样硬度沿高度方向存在差异,呈现从顶部至底部显著的上升趋势,最大硬度为126.7 HV0.1,略高于其他电弧增材制造的2219 Al-Cu合金,这主要得益于细小的等轴晶组织产生的晶界强化效应以及热循环的作用下析出的T1相产生的显著沉淀强化效应。
参考文献
The evolution of Al-Li base products for aerospace and space applications
[J].
Experimental research on deformation law of 2050 Al-Li alloy shot peen forming
[J].
2050铝锂合金喷丸成形变形规律试验研究
[J].
Development trend of advanced manufacturing technology for aluminum-lithium alloy
[J].
铝锂合金先进制造技术及其发展趋势
[J].
Development and characterization of Al-Li alloys
[J].
Recent developments in advanced aircraft aluminium alloys
[J].
Fabrication methods to manufacture isotropic Al-Li alloys and products for space and aerospace applications
[J].
Wire and arc additive manufacturing of lightweight metal components in aeronautics and astronautics
[J].
航空航天轻质金属材料电弧熔丝增材制造技术
[J].
Additive manufacturing of metals
[J].
Microstructure and mechanical properties of 5356 aluminum alloy fabricated by TIG arc additive manufacturing
[J].
5356 aluminum alloy has been widely applied in transportation, aerospace and other fields owing to its low density, excellent fatigue property, and superior corrosion resistance. Aluminum alloy is widely manufactured by the arc additive technique that operates at a fast manufacturing speed with simple equipment and high material utilization. The property of 5356 aluminum alloy is closely related to its microstructure. To better control the property of this alloy for the additive manufacturing of forming parts, it is necessary to study the evolution of its microstructure. In this work, 5356 aluminum alloy forming parts were produced by tungsten inert gas welding (TIG) arc additive manufacturing, and their microstructures and mechanical properties were analyzed. The 5356 aluminum alloy formed by TIG additive manufacturing was composed of α-Al matrix and β(Al3Mg2) phase. As the deposition height increased, the layer microstructure transformed from equiaxed grains to columnar grains and tended to stabilize at thermal equilibrium. The top layer exhibited a dendritic microstructure with serious segregation of the Mg element. The middle and lower microstructures were varied and included equiaxed grains, columnar grains, and a mixture of these, with improved Mg-element segregation. As the deposition height increased, the microhardness in the layer first decreased and then stabilized. The microhardness was larger in the interlayers than in the deposition layers. The pores gathered in the interlayers might explain the lower yield strength of the thin-walled parts than the theoretically calculated value. The tensile strength, yield strength, and elongation were all anisotropic, and the tensile property was better in the transverse than in the longitudinal direction. This result was attributable to pore accumulation between the layers of the thin-walled parts and to the uneven microstructure.
5356铝合金TIG电弧增材制造组织与力学性能
[J].采用钨极惰性气体保护焊(TIG)电弧增材制造工艺制备5356铝合金成形件,并对成形件的组织和力学性能进行研究。结果表明,5356铝合金增材制造的相组成为α-Al基体和β(Al<sub>3</sub>Mg<sub>2</sub>)相;随沉积高度增加,沉积层显微组织由等轴晶向柱状晶转变,达到热平衡状态后趋于稳定,这是因为增材制造具有热积累效应;最顶层组织呈现树枝状,且Mg元素偏析严重;中下部组织形态多样,包括等轴晶组织、柱状晶组织及其混合组织,同时Mg元素偏析得到改善。力学性能测试结果显示,随沉积高度的增加,层内显微硬度先降低后趋于稳定,这是因为沉积层组织在增材制造过程中经历逐渐粗化的过程,导致显微硬度下降,达到热平衡状态后显微组织相对稳定,显微硬度也趋于稳定。沉积层层间位置的硬度大于层内,这是因为层间结合处为细小的等轴晶组织。聚集在层间的气孔可能是导致薄壁件屈服强度低于理论计算值的原因。抗拉强度、屈服强度以及伸长率都表现了各向异性,横向拉伸性能优于纵向,这是因为薄壁件层间气孔聚集以及显微组织不均匀。
Microstructure and mechanical properties of wire + arc additively manufactured 2024 aluminum alloy components: As-deposited and post heat-treated
[J].
Realization of synergistic enhancement for fracture strength and ductility by adding TiC particles in wire and arc additive manufacturing 2219 aluminium alloy
[J].
Evolution of crystallographic orientation, columnar to equiaxed transformation and mechanical properties realized by adding TiCps in wire and arc additive manufacturing 2219 aluminum alloy
[J].
Effect of titanium powder on microstructure and mechanical properties of wire + arc additively manufactured Al-Mg alloy
[J].
A mechanism for the formation of equiaxed grains in welds of aluminum-lithium alloy 2090
[J].
Improvement of high temperature strength of 2219 alloy by Sc and Zr addition through a novel three-stage heat treatment route
[J].
Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing
[J].
Prediction of the Al-rich part of the Al-Cu phase diagram using cluster expansion and statistical mechanics
[J].
Microstructure evolution of 2219-Al during GTA based additive manufacturing and heat treatment
[D].
2219铝合金GTA增材制造及其热处理过程的组织演变
[D].
Microstructure evolution and mechanical behavior of Al-Li alloy fabricated by laser melting deposition technique
[J].
A truncated-Scheil-type model for columnar solidification of binary alloys in the presence of melt convection
[J].
Study of microsegregation in Al-Cu-Zn ternary alloys by experiment and scheil model
[J].
Al-Cu-Zn合金微观偏析的实验和Scheil模型研究
[J].应用相图计算耦合Scheil模型、简单Scheil方程和实验比较研究了Al--Cu--Zn合金单相凝固过程的凝固路径和微观偏析。相图计算耦合Scheil模型的计算结果显示, Al--Cu--Zn合金单相凝固结束点的溶质含量与凝固初始点的成分同步变化, 溶质含量和溶质分凝系数随凝固过程的进行不断增加; 在热力学计算出合金分凝系数的基础上, 简单Scheil方程可以计算初生相含量, 从不同溶质得到的计算结果是自洽的, 并与相图计算耦合Scheil模型的预测值一致; 实验测定了不同成分铝合金的共晶含量和枝晶间距, 实验数据与模型结果基本一致。
Precipitation behavior of an Al-Cu-Li-X alloy and competing relationships among precipitates at different aging temperatures
[J].
Mechanical properties and precipitation behavior of the heat-treated wire + arc additively manufactured 2219 aluminum alloy
[J].
Influence of travel speed on microstructure and mechanical properties of wire + arc additively manufactured 2219 aluminum alloy
[J].Wire + arc additive manufacturing (WAAM) was preliminarily employed to fabricate the 2219 aluminum alloy. The influence of the electric arc travel speed (TS) on the macro-morphology, microstructure, and mechanical properties were investigated. The results indicated that as the electric arc TS increased, the size and the volume fraction of equiaxed grain decreased. The high arc TS during WAAM also promoted the precipitation of the θ (Al2Cu) phase. The volume fractions of θ″ and θ′ phases reached maximum values when TS is 350 and 250 mm/min, respectively. The thermal cycle facilitated the precipitation of the θ′ phase. In addition, the micro-hardness and tensile strength of the alloy were analyzed, and the results indicated that samples fabricated at TS of 350 mm/min possessed finer equiaxed grain and exhibited higher ultimate tensile strength (273.5 MPa) and yield strength (182.9 MPa) compared to those fabricated at 250 mm/min.
Al-Cu alloy fabricated by novel laser-tungsten inert gas hybrid additive manufacturing
[J].
Quantification and modelling of the microstructure/strength relationship by tailoring the morphological parameters of the T1 phase in an Al-Cu-Li alloy
[J].
Study on microstructure evolution and aging precipitation behavior of a novel Al-Li alloy fabricated by laser rapid melting
[J].
Microstructure evolution and microhardness of the novel Al-Cu-Li-xSc alloys fabricated by laser rapid melting
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}