


γ-TiAl合金高温强度高、导热系数低、与刀具亲和力强以及材料加工硬化速率高,导致接触表面局部产生大量变形热,这使得γ-TiAl合金机加工难度大[9~11]。而加工过程的高切削应力和区域温升的综合作用使其表面或亚表面极易损伤,甚至产生裂纹而导致零件报废[12~14],这极大地限制了γ-TiAl合金的应用。此外,机加工工艺对零件的表面加工质量、表面形貌、表面显微组织和表面应力状态等有着重要影响,从而影响机加工部件的最终力学性能[15,16]。γ-TiAl合金作为金属间化合物结构材料,其室温塑性和断裂韧性较低,缺口敏感性大[2~4],这使得其力学性能对表面更为敏感,因此γ-TiAl合金的机加工表面完整性一直是研究热点[17~22]。已有研究[23~25]表明,加工表面对γ-TiAl合金的抗拉强度、疲劳极限等力学性能有着重要影响。
1 实验方法
采用水冷铜坩埚感应悬浮熔炼Ti-45Al-2Mn-2Nb-1B (原子分数,%) 合金二次自耗熔炼铸锭,浇铸入Y2O3面层陶瓷模壳制备出铸板。铸板经过1260℃、150 MPa热等静压4 h后,在1010℃保温8 h退火去应力。采用线切割加工成尺寸为50 mm × 25 mm × 10 mm的试片,而后采用80号SiC砂轮磨削加工试片,如图1a所示。通过装卡样品的工装夹具相对砂轮移动距离来控制磨削深度(ap),分别为0.05、0.1、0.2、0.5和1 mm。
图1
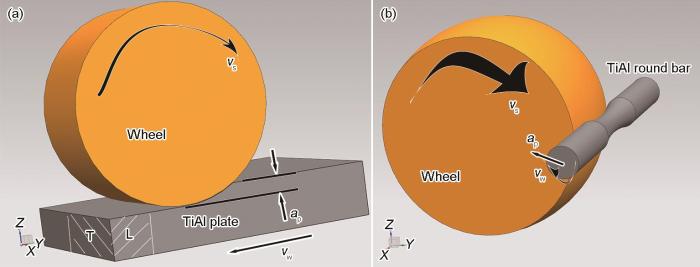
图1
γ-TiAl试片与旋转弯曲疲劳样品磨削加工示意图
Fig.1
Schematics of grinding setup of γ-TiAl plate (a) and fatigue test sample (b) (vs—linear speed of grinding wheel, vw—workpiece linear speed, ap—grinding depth; T represent the transversal section of sample, and L represent the longitudinal section of sample)
采用荧光渗透法检测磨削试片表面裂纹,采用VHX-1000系列显微观察系统观察磨削表面低倍形貌,采用Micro XAM 3D白光干涉仪检测磨削表面三维轮廓,根据ISO 4287标准沿垂直磨削方向截取直线,获取粗糙度高度特性参数(轮廓算术平均偏差(Ra))、微观不平度(十点平均高度(Rz)),形状特性参数(偏度(Rsk)和陡度(Rku))。从磨削试片中取样,利用Axiovert 200 MAT金相显微镜(OM)观察平行磨削方向截面(L截面)和垂直于磨削方向截面(T截面)的表层显微组织。采用Apero扫描电镜(SEM)配备的电子背散射衍射(EBSD)探头分析磨削深度1 mm样品L截面磨削表层的显微组织,结合基体γ相片层厚度和检测效率将扫描步长设定为0.15 μm,使用HKL Channel 5软件获得表层显微组织的Kikuchi带衬度分布图(band contrast map,BC map)、物相分布图(phase map)、取向成像图(inverse pole figure map,IPF map)和取向波动图(kernel average misorientation map,KAM map)。采用FM-700e显微Vickers硬度计测定L截面磨削表层显微硬度随深度的变化,压痕间距10~20 μm,为了避免晶粒差异导致的硬度波动,显微硬度变化曲线在同一晶粒内获得。
根据不同深度磨削试片检测分析结果,选择磨削表面质量较好的深度(0.05、0.1和0.2 mm)外圆磨削加工旋转弯曲疲劳样品,根据GB/T 4337—2015《金属疲劳试验旋转弯曲方法》加工旋转弯曲疲劳试样,磨削深度通过移动样品沿砂轮径向距离控制,如图1b所示,磨削加工工艺参数与试片磨削相同,其中样品旋转线速度等于试片移动速率(vw),为50 mm/min。采用Micro XAM 3D白光干涉仪检测旋转弯曲疲劳试样圆弧工作段的表面三维轮廓和表面粗糙度。旋转弯曲疲劳实验利用QBWP-10000旋转弯曲疲劳试验机按照GB/T 2013—4335标准完成,实验温度650℃,频率为83.3 Hz,应力比R = -1,试样工作段最小直径位置加载最大应力为440 MPa,检测不同深度磨削样品的旋转弯曲疲劳寿命,使用MERLIN Compact SEM观察断口形貌。
2 实验结果
2.1 磨削深度对样品表面形貌的影响
图2
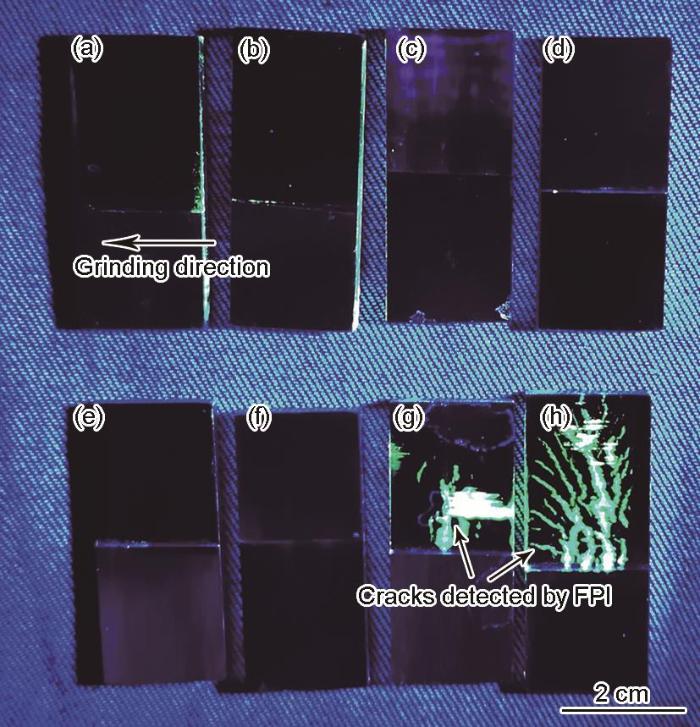
图2
不同深度磨削γ-TiAl试片表面荧光渗透检测结果
Fig.2
Fluorescent penetration inspect (FPI) results of γ-TiAl plates ground with 0.05 mm (a, b), 0.1 mm (c, d), 0.2 mm (e, f), 0.5 mm (g), and 1 mm (h) depths
图3

图3
不同深度磨削γ-TiAl试片的表面形貌
Fig.3
Surface morphologies of γ-TiAl plates ground with 0.2 mm (a, b) and 0.5 mm (c, d) depths under low (a, c) and high (b, d) magnifications (Inset in Fig.3c shows the morphology of the whole grinding surface of plate, the rectangle shows the region observed in Fig.3c)
不同深度磨削γ-TiAl试片的三维轮廓形貌如图4a~e所示。可以看出,样品表面磨削方向较为平直,而垂直磨削方向存在较明显的周期性起伏,但起伏高度随样品磨削深度改变而略有差别。图4f给出了不同深度磨削γ-TiA试片垂直于磨削方向的二维线性轮廓。可以看出,所有样品都存在波长约300 μm的周期性起伏,起伏高度差随着磨削深度的增大而增大,其中磨削深度为0.05 mm的样品最大高度差不足5 μm,而磨削深度为1 mm的样品最大高度差超过6.7 μm。此外,周期性起伏内还有更小的周期性起伏,其波长约为10 μm,高度差不超过1 μm,如图4f中插图所示。较大的周期性起伏主要与砂轮平整度有关,而较小周期性起伏与砂轮磨粒切削工件有关。表1给出了不同深度磨削γ-TiAl试片垂直磨削方向的表面线粗糙度参数检测结果。可以看出,随着磨削深度增大,Ra和Rz增大;而Rsk和Rku略有差别,其中Rsk随着磨削深度增大而减小,磨削深度较大时甚至小于0。而Rku都小于3,其与3的差值随着磨削深度增大而增大。
表1 不同深度磨削γ-TiAl试片垂直磨削方向表面粗糙度
Table 1
| Grinding depth / mm | Ra / μm | Rz / μm | Rsk | Rku |
|---|---|---|---|---|
| 0.05 | 0.66 | 4.30 | 0.281 | 2.97 |
| 0.1 | 0.84 | 4.43 | 0.176 | 2.98 |
| 0.2 | 0.93 | 4.87 | -0.137 | 2.37 |
| 0.5 | 1.01 | 4.98 | -0.079 | 1.84 |
| 1 | 1.21 | 5.01 | 0.011 | 2.33 |
图4
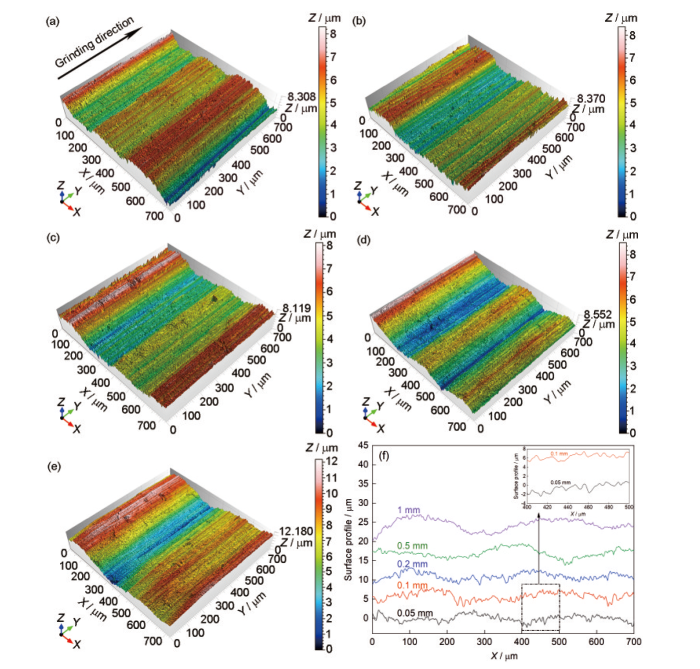
图4
不同深度磨削γ-TiAl试片表面三维轮廓和垂直磨削方向二维线性轮廓曲线
Fig.4
Surface topographies of γ-TiAl plate ground with 0.05 mm (a), 0.1 mm (b), 0.2 mm (c), 0.5 mm (d), and 1 mm (e) depths and surface profile perpendicular to grinding direction (f) (Inset in Fig.4f shows the magnification of 400-500 μm profiles of 0.05 and 0.1 mm depths)
图5给出了不同深度磨削旋转弯曲疲劳γ-TiAl试样圆弧工作段的典型三维轮廓形貌。可以看出,疲劳样品表面未观察到图4中波长300 μm的周期性起伏,仅观察到砂轮磨粒切削形成的较小周期性起伏,但该类样品局部可观察到明显的沟槽,如箭头所示,其深度和宽度随着磨削深度的增大而增大。表2给出了上述旋转弯曲疲劳样品工作段圆弧位置轴向粗糙度检测结果。可以看出,样品粗糙度Ra和Rz随着磨削深度的增大而增大,同样深度磨削样品的粗糙度略有波动,其中0.2 mm深度磨削样品的粗糙度,特别是Rz数值波动较大,这可能与砂轮磨削细小圆弧工作段受力集中,更容易磨损有关。Rsk多数小于0,除磨削深度0.05 mm的5#样品外,0.05和0.1 mm样品的Rsk均大于-0.6,而磨削深度0.2 mm样品的Rsk最小值达到-1.010,其轮廓线的中线更加偏向峰顶,这表明大磨削深度容易导致表面尖锐沟槽的深度或比例增大。Rku数值分布没有明显规律,其数值在3上下波动,这表明磨削深度对Rku影响不大。
图5
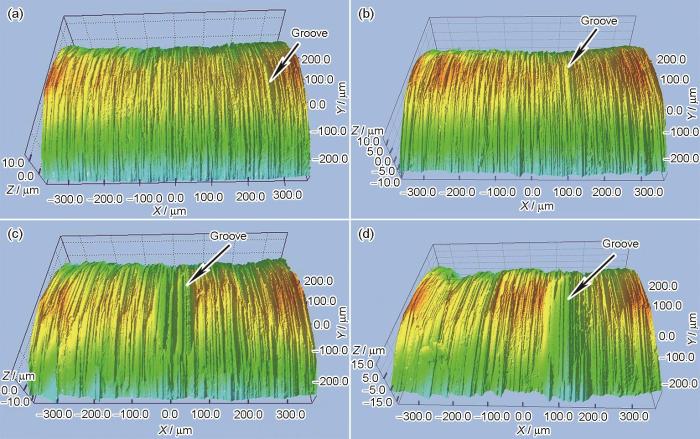
图5
不同深度磨削旋转弯曲疲劳γ-TiAl样品圆弧工作段表面三维轮廓
Fig.5
Surface topographies of fatigue test γ-TiAl samples ground with 0.05 mm (a), 0.1 mm (b), and 0.2 mm (c, d) depths
表2 不同深度磨削旋转弯曲疲劳γ-TiAl样品圆弧工作段轴向表面粗糙度及其650℃加载440 MPa疲劳寿命
Table 2
| Grinding depth / mm | No. | Ra / μm | Rz / μm | Rsk | Rku | Nf / cyc |
|---|---|---|---|---|---|---|
| 0.05 | 1 | 0.525 | 2.819 | -0.134 | 2.52 | 1978066 |
| 2 | 0.669 | 4.222 | -0.574 | 3.73 | 188264 | |
| 3 | 0.590 | 3.364 | -0.472 | 2.83 | 2963463 | |
| 4 | 0.491 | 2.885 | 0.390 | 2.85 | 2950000 | |
| 5 | 0.469 | 2.956 | -0.882 | 4.20 | 7530000 | |
| 0.1 | 1 | 0.563 | 3.233 | -0.586 | 3.19 | 1860544 |
| 2 | 0.747 | 4.232 | -0.452 | 2.92 | 2900787 | |
| 3 | 0.631 | 3.582 | -0.083 | 2.79 | 9709 | |
| 4 | 0.773 | 4.286 | 0.232 | 2.64 | 16000 | |
| 5 | 0.452 | 2.717 | -0.452 | 3.29 | 1960000 | |
| 0.2 | 1 | 1.351 | 8.325 | -0.485 | 3.62 | 35200 |
| 2 | 2.831 | 13.573 | -0.236 | 2.55 | 12200 | |
| 3 | 1.695 | 9.565 | -1.010 | 4.29 | 15500 | |
| 4 | 1.389 | 7.466 | -0.406 | 2.64 | 13284 | |
| 5 | 1.649 | 9.941 | -0.921 | 3.77 | 5149 |
2.2 磨削深度对样品表层显微组织及其显微硬度的影响
图6a给出了0.05 mm深度磨削γ-TiAl试片L截面表层显微组织的OM像。可以看出,其表面轮廓较为平直,当表层γ + α2片层界面与表面成较大角度时,白色α2片沿磨削方向弯曲变形,如箭头所示;而片层界面与表面接近平行的白色α2片未观察到明显变形,如圆圈所示。其他深度磨削试片L截面也观察到类似现象,如图6b~e所示。对比不同深度磨削试片L截面表层显微组织可以发现,片层弯曲程度和深度都随磨削深度增大而增大。不同深度磨削γ-TiAl试片L截面表层片层弯曲深度统计后发现,0.05 mm深度磨削试片的变形层弯曲深度约为11 μm,而1 mm深度磨削试片的弯曲深度达到23 μm。在表层显微组织中还可观察到红色硼化物也发生沿磨削方向弯曲变形,个别硼化物破碎断裂,如图6b中箭头所示。而磨削深度为0.5和1 mm的样品在片层弯曲位置观察到微裂纹,分别如图6d和e中箭头所示,这与图2荧光渗透检测结果相吻合。
图6
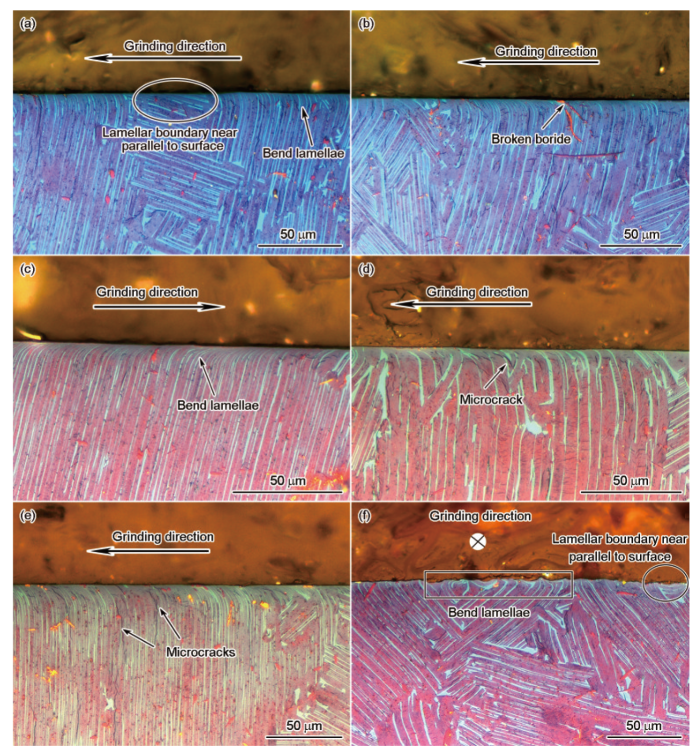
图6
不同深度磨削γ-TiAl样品L截面和T截面表层显微组织的OM像
Fig.6
OM images near the surface of γ-TiAl plates ground with 0.05 mm (a, f), 0.1 mm (b), 0.2 mm (c), 0.5 mm (d), and 1 mm (e) depths in the L sections (a-e) and T section (f)
为进一步研究表层的变形情况,使用EBSD分析1 mm深度磨削试片L截面表层显微组织的取向信息和应变分布,如图7所示。图7a给出了表层显微组织的Kikuchi带衬度分布图。可以看出,样品表面到片层弯曲深度位置之间区域的衬度较暗,Kikuchi带质量较差,解析率非常低,这表明该区域发生较为严重的变形。图7b给出了表层显微组织的物相分布图,图7c给出了取向成像图,结合2者可看出,表面与弯曲深度位置间的γ片发生明显的晶粒破碎和取向变化,如图7c中方框所示。同时表面硼化物和晶界α2片也发生破碎和晶体取向变化,如图7c中箭头所示。图7d给出了表层显微组织取向波动图。可以看出,变形主要集中于表层20 μm深度范围和晶界,其中距离表面越近,相应γ片晶粒内部的取向波动越大,这表明其变形程度越大。由以上分析可知,显微组织变化显示磨削表层发生较大的塑性变形,但变形程度从表面到内部逐渐减小,从图7d可看出,1 mm磨削试片的表层变形深度不小于40 μm。
图7
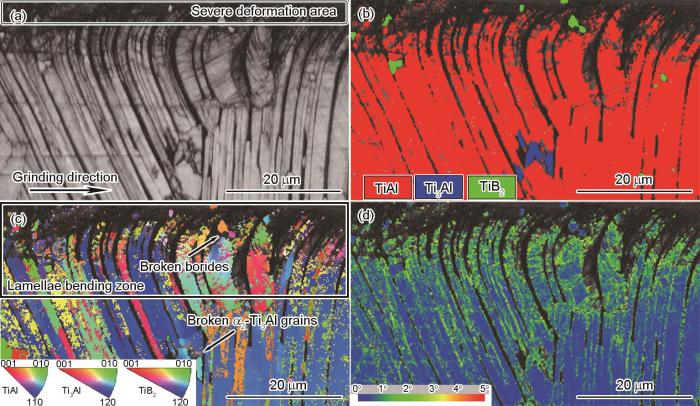
图7
磨削深度为1 mm的γ-TiAl试片L截面表层EBSD分析
Fig.7
Band contrast map (a), phase map (b), inverse pole figure (IPF) map (c), and kernel average misorientation (KAM) map (d) near the surface of plate ground with 1 mm depth in the L section
图8给出了不同深度磨削γ-TiAl试片L截面表层组织显微硬度由表及里的深度变化。可以看出,随距表面距离增加,不同深度磨削样品表层显微硬度先降低后增大,显微硬度变化拐点在距离表面30~60 μm之间,其中磨削深度越大,相应表面显微硬度越大,显微硬度变化拐点深度越大。
图8
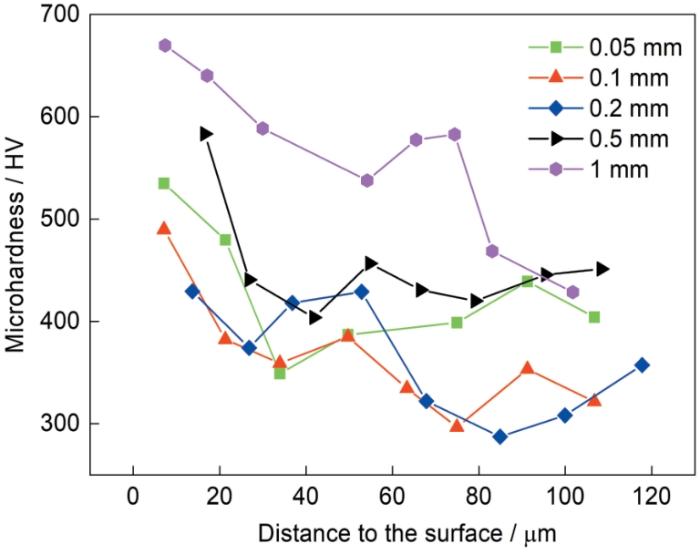
图8
不同深度磨削γ-TiAl试片L截面表层显微硬度随深度的变化
Fig.8
Variations of microhardness with distance to the surface of plates at different grinding depths
2.3 磨削深度对旋转弯曲疲劳性能的影响
表2还列出了不同深度磨削加工旋转弯曲疲劳γ-TiAl样品在650℃加载440 MPa的疲劳寿命。可以看出,相同深度磨削样品的疲劳寿命略有波动,其中磨削深度为0.05 mm的样品疲劳寿命大多超过106 cyc,最小也超过了105 cyc;而磨削深度为0.2 mm的样品疲劳寿命大多未超过2 × 104 cyc,个别样品寿命未达到104 cyc;磨削深度为0.1 mm的样品疲劳寿命介于前述2者之间,但数值波动较大。但总体而言,磨削深度越小,相应样品的疲劳寿命越大。
图9给出了不同寿命旋转弯曲疲劳γ-TiAl试样的典型断口形貌。从断口宏观形貌(图9a、c、e和g)可以看出,样品裂纹呈放射线扩展,其裂纹源均靠近表面,但在更高倍数(图9b、d、f和h)下可观察到裂纹萌生位置略有差别,其中疲劳寿命长的0.05 mm深度磨削样品(图9b)裂纹萌生位置可观察到光滑、平直的小平面,其近平行于样品轴向,如图9b中箭头所示,该类小平面为α2 + γ两相片层界面,距离表面约100 μm。疲劳寿命较长的0.1 mm深度磨削样品(图9d)裂纹源也观察到类似情况,其距离样品表面约50 μm,如图9d中箭头所示。而疲劳寿命异常的0.1 mm深度磨削样品(图9f)裂纹源可观察到明显的划痕,其深度约13 μm,如图9f中箭头所示。疲劳寿命较短的0.2 mm深度磨削样品(图9h)裂纹源也观察到划痕,其深度为6~8 μm,如图9h中箭头所示。以上断口形貌观察表明,裂纹萌生位置与磨削表面质量密切相关。
图9
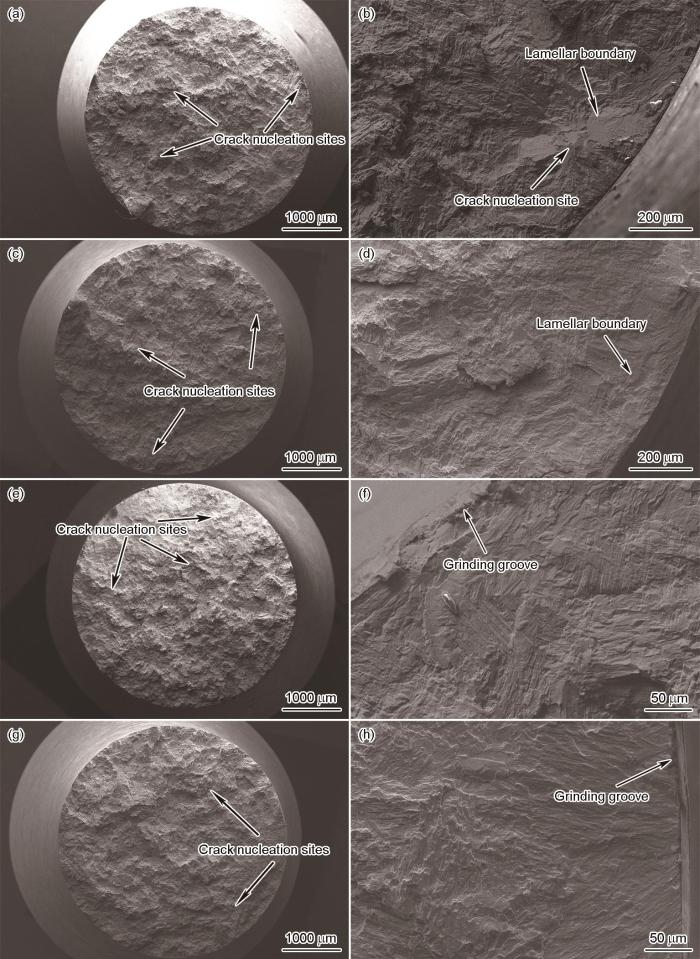
图9
不同深度磨削旋转弯曲疲劳γ-TiAl样品断口的二次电子形貌
Fig.9
Low (a, c, e, g) and high (b, d, f, h) magnified SE-SEM images showing fracture surfaces of fatigue γ-TiAl samples ground with 0.05 mm (a, b), 0.1 mm (c-f), and 0.2 mm (g, h) depths (a, b) Nf = 7.53 × 106 cyc (c, d) Nf = 1.86 × 106 cyc (e, f) Nf = 9709 cyc (g, h) Nf = 1.22 × 104 cyc
3 分析讨论
3.1 磨削裂纹产生的原因
式中,C为工件的热容,f为工件进给速率,vs为砂轮线速度。
本工作仅研究磨削深度的影响,vw、f和vs等磨削工艺参数一致。γ-TiAl合金的C随温度变化很小[11],因此,可认为Ta∝
图10
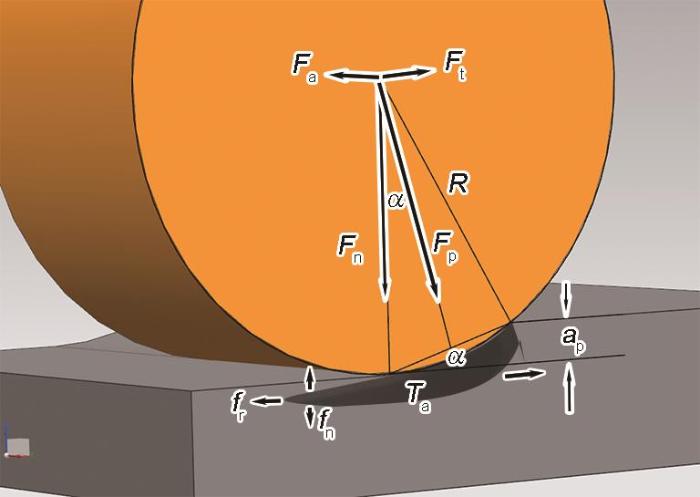
图10
γ-TiAl合金磨削表层温度变化与应力示意图
Fig.10
Schematic of stress and temperature in the grinding surface layer of γ-TiAl plate (Fp—grinding force, α—angle between radius and ch-ord or angle between chord and grinding direction, Fa—axial component force of Fp, Ft—tangential component force of Fp, Fn—normal component force of Fp, R—grinding wheel radius, Ta—average temperature in the surface of the workpiece contacted with wheel, fn—tensile stress along depth caused by thermal contraction, fr—tensile stress parallel to grinding direction caused by thermal contraction)
从图6和7可知,γ-TiAl合金磨削加工的组织变形主要集中于表层20 μm深度范围内,而γ-TiAl合金的导热系数小[11],导致磨削表层的变形热不能迅速传导至基体,因此样品表层深度方向也存在温度差。冷却液不断冷却工件磨削表面,这就导致了工件表面和基体内部温度低,而2者之间的表面变形层芯部温度高,如图10所示,其在后续冷却过程中产生沿深度方向的拉应力(fn)。磨削深度越大,变形热温升越大,相应表面变形层冷却收缩变形越大,产生的fn越大。TiAl合金塑性较低[2,4,9],当其受力超过临界值就会萌生裂纹并迅速扩展。因此,磨削深度越大,相应冷却收缩形成的拉应力越容易导致样品裂纹,这解释了图6d和e中磨削深度为0.5和1 mm的样品表层显微组织微裂纹的形成原因。
3.2 磨削深度对样品表面粗糙度与显微硬度的影响
磨削样品L截面与T截面的表层显微组织具有明显的差异,前者片层均沿磨削方向偏转,变形层厚度大,后者片层向磨粒耕梨形成的V型槽两侧偏转,变形层厚度小,这与磨削过程中砂轮磨粒对工件的作用力,即磨削力(Fp)有关。已有研究[13]表明,磨削力与ap具有如下关系:
式中,K为与材料特性相关的常数。因此,ap越大,相应Fp越小。而砂轮对工件施加的Fp可分解为砂轮法向力(Fn)、砂轮切向力(Ft)和砂轮轴向力(Fa),如图10所示,其中Fn最大,而Fa最小[13]。在Fn和Ft作用下,L截面片层晶粒沿磨削方向弯曲变形;而在Fn和Fa作用下,T截面片层晶粒沿砂轮轴向弯曲变形。根据前述磨削力分析可知,Ft大于Fa,相应L截面片层受力大,变形程度大,这解释了L和T截面显微组织变形层厚度的差别。对于平面磨,Fa方向取决于磨粒与工件接触面的方向,而磨粒形状不规则导致作用力方向变化,因此片层沿磨粒两侧偏转,而Ft沿磨削方向,片层沿磨削方向偏转弯曲[8],这解释了L截面与T截面的片层变形和表面线性轮廓差异。L截面的片层沿磨削方向的弯曲变形主要与Ft有关,结合图10几何分析与作用力分解可知,ap、砂轮半径(R)、接触弦长(l)、砂轮法向夹角(α)有如下几何关系:
因此,Ft与Fp和ap具有如下关系:
根据上述关系可知,ap越大,相应Ft越大,其对片层沿磨削方向的作用力越大,相应片层弯曲深度越大,这解释了片层弯曲深度随着磨削深度增大而增大的实验现象。
试片与棒状旋转弯曲疲劳试样表面粗糙度参数Ra和Rz均随着磨削深度的增大而增大,如表1和2所示,但随磨削深度的增大趋势不一样,前者较为平缓,而后者在磨削深度为0.2 mm时迅速增大。磨削通过砂轮上磨粒对工件的滑擦、耕梨和切削作用而形成一定纹理的表面,相应工件表面粗糙度参数与砂轮表面形貌、磨粒粒度及其分布、工件与砂轮相互作用等密切相关[13]。作用力是相互的,砂轮磨削工件的同时,其自身也受工件的摩擦磨损作用,特别是磨削工件温度较高的情况下磨损更为严重。由
不同深度磨削样品的表层显微硬度随着距表面距离增加先减小后增大,拐点位置在距表面30~60 μm处,这与磨削变形引起的表层残余应力有关。磨削易在样品表层形成残余压应力[15]。结合图7d可以看出,随着距表面距离的增大,表层显微组织的应变减小,相应由变形引起的残余压应力随之下降。结合图10和前述分析可知,磨削变形热温升热胀冷缩导致表层一定深度位置形成拉应力,最终拉应力减小直到趋于初始平衡状态。而拉应力导致材料显微硬度减小[15,26]。因此,表层组织显微硬度随着残余压应力的减小而减小,并在残余拉应力区域达到最小值,随着拉应力减小到平衡状态,其硬度也缓慢上升,这解释了显微硬度先下降后增大的变化趋势。结合图6可知,磨削深度越大,变形层厚度越大,变形残余压应力层越厚,相应显微硬度变化拐点深度越大[26],这解释了不同深度磨削样品显微硬度变化拐点差异。
3.3 表面粗糙度与疲劳性能的关系
图11
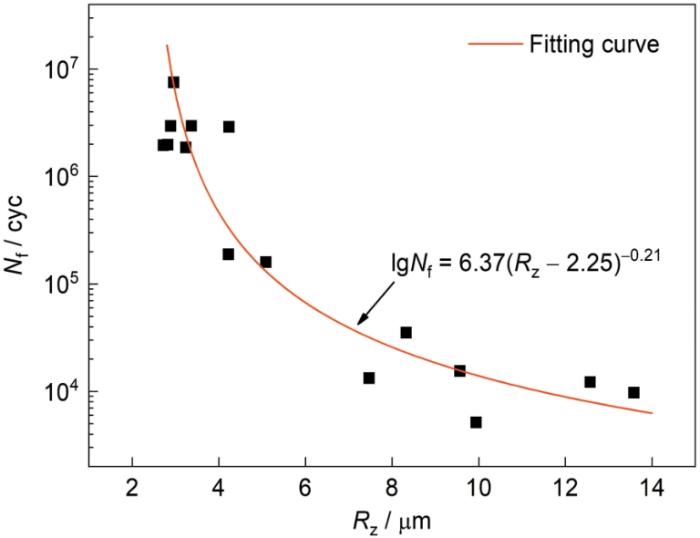
图11
十点平均高度(Rz)与650℃加载440 MPa疲劳寿命的关系
Fig.11
Relationship between Rz and Nf tested at 650oC under a load of 440 MPa
γ-TiAl合金疲劳断口表现出明显的脆性断裂特征,裂纹都萌生于样品表面,如图9所示。但更高倍数下可观察到,长寿命样品(Nf大于106 cyc)的裂纹源与样品表面有一定距离,如图9b和d所示,这类样品裂纹萌生与大角度片层界面两相变形不协调,两相片层界面易应力集中开裂有关[27,28]。而短寿命样品(Nf小于105 cyc)的裂纹源基本位于样品表面,甚至可观察到明显的磨削痕迹,如图9f和h所示。结合表面三维形貌与线性轮廓检测结果可知,短寿命样品裂纹源萌生于磨削表面沟槽,这与沟槽位置的应力集中有关。已有研究[15,29]表明,样品表面形貌对材料疲劳性能有着重要影响,样品表面粗糙度参数越大,缺口效应越明显,应力集中系数相应增大,疲劳性能越差。Neuber[30]使用标准粗糙度参数计算应力集中系数(Kt):
式中,n为应力状态相关常数(n = 1时为剪切力,n = 2时为拉应力),b为轮廓单元宽度,t为轮廓单元高度,ρ为缺口处曲率半径。
4 结论
(1) 磨削深度对γ-TiAl合金磨削表面质量有着重要影响,磨削深度不超过0.2 mm的样品未产生裂纹,而磨削深度为0.5和1 mm的样品表面产生裂纹,这与磨削变形热导致的局部温度升高在后续冷却过程收缩受限有关。
(2) 随着磨削深度增大,γ-TiAl合金表面垂直磨削方向的起伏增大,沟槽增多,相应粗糙度高度参数Ra和Rz增大,而粗糙度形状轮廓参数Rsk减小。
(3) γ-TiAl合金磨削表层显微组织中片层弯曲变形,弯曲深度随着磨削量增大而增大。表层显微硬度由表及里先下降后上升,拐点位置随着磨削深度增大而增大。表层显微组织及其显微硬度分析结果表明,磨削表层变形层厚度为40~60 μm。
(4) γ-TiAl合金650℃旋转弯曲疲劳寿命随着磨削深度的增大而下降,磨削深度为0.05 mm的样品疲劳寿命稳定在106 cyc以上,磨削深度为0.2 mm的样品疲劳寿命约为104 cyc,后者疲劳寿命显著降低与磨削表面沟槽应力集中易萌生裂纹有关。
(5) γ-TiAl合金650℃加载440 MPa旋转弯曲疲劳寿命随着Rz的增大而减小,2者呈非线性关系,当Rz小于4 μm时,疲劳寿命稳定在106 cyc以上。
参考文献
Ultrahigh-temperature materials for jet engines
[J].
This introductory article provides the background for the September 2003 issue ofMRS Bulletinon Ultrahigh-Temperature Materials for Jet Engines. It covers the need for these materials, the history of their development, and current challenges driving continued research and development. The individual articles that follow review achievements in four different material classes (threein situcomposites—based on molybdenum silicide, niobium silicide, and silicon carbide, respectively—and high-melting-point platinum-group-metal alloys), as well as advances in coating systems developed both for oxidation protection and as thermal barriers. The articles serve as a benchmark to illustrate the progress made to date and the challenges ahead for ultrahigh-temperature jet-engine materials.
Gamma titanium aluminide alloys—An assessment within the competition of aerospace structural materials
[J].
Advances and challenges of TiAl base alloys
[J].The history of research and development of γ-TiAl intermetallic alloys was outlined and divided into 4 stages: starting (1974~1985), revolutionary (1986~1995), emerging (1996~2005) and specialty materials (2006~). Major events and landmarks at the different stages were recounted to provide a framework for understanding scientific and technological progress. Key advances in the following 6 areas were reviewed: alloying, microstructure type, primary processing (melting), secondary processing (hot working), properties (including creep, fracture and fatigue, and oxidation), and tertiary processing (forming, covering both investment casting and near-net shape powder metallurgy). Future challenges were identified as follows: improvement of centrifugal casting technology, low-cost wrought process, development of third-generation alloys that meet design specifications, new applications based on new technologies, and viability of new forming routes such as additive manufacturing。
钛铝金属间化合物的进展与挑战
[J].
TiAl alloys in commercial aircraft engines
[J].
Recent progress in the development of gamma titanium aluminide alloys
[J].
Performance, tolerance and cost of TiAl passenger car valves
[J].
Titanium alloys and their machinability—A review
[J].
Thermophysical properties of γ-titanium aluminide: The European impress project
[J].
Mechanics of mixed-mode ductile material removal with a conical tool and the size dependence of the specific energy
[J].
Residual stress analysis in orthogonal machining of standard and resulfurized AISI 316L steels
[J].
Surface integrity of a high speed milled gamma titanium aluminide
[J].
Investigation of surface integrity in high speed milling of gamma titanium aluminide under dry and minimum quantity lubricant conditions
[J].
Experimental and finite element simulation of milling process for γ-TiAl intermetallics
[J].
γ-TiAl金属间化合物铣削加工实验与有限元模拟
[J].
Machinability of titanium aluminides: A review
[J].
Surface integrity analysis of electrochemical machining of γ-TiAl alloys
[J].
Performance evaluation of creep feed grinding of γ-TiAl intermetallics with electroplated diamond wheels
[J].
Effect of surface topography on room temperature tensile ductility of TiAl
[J].
The effects of machined workpiece surface integrity on the fatigue life of γ-titanium aluminide
[J].
Effects of varied surface conditions on the fatigue behavior of a high-strength gamma-based titanium aluminide alloy
[J].
不同表面加工状态对高强度γ-TiAl合金疲劳性能的影响
[J].
Grinding process effect on surface modificative layer microstructure, property and fatigue behavior of carburized M50NiL steel
[J].
磨削工艺对渗碳M50NiL钢表面变质层微观结构和性能及疲劳性能影响
[J].本文以渗碳热处理后的M50NiL钢为研究对象, 利用Vickers硬度计、XRD, TEM, HRTEM以及旋转弯曲疲劳试验仪对普通磨削和精密磨削后试样表面变质层微观结构和硬度及试样的疲劳性能进行了研究. 结果表明: 进刀量不同的2种磨削工艺获得的试样表面粗糙度不同, 表面变质层微观结构和硬度以及试样疲劳性能差别较大. 精密磨削对试样硬度产生影响的深度较小. 普通磨削表面变质层奥氏体含量较多, 呈现明显的奥氏体“有效晶粒”现象;精密磨削表面变质层则为非常细小的变形马氏体组织, 呈现明显的纳米级 马氏体“有效晶粒”现象; “有效晶粒”之间无明显的界面, 且晶面扭转现象明显,相邻“有效晶粒”之间转动角度最大可达14°, 同时“有效晶粒”内部晶面 也存在轻微扭转现象; 精密磨削工艺试样的旋转弯曲疲劳寿命约为普通磨削的13倍.
Microstructure and tensile properties of Ti-45.5Al-2Cr-2Nb-0.15B alloy processed by hot extrusion
[J].
Ti-45.5Al-2Cr-2Nb-0.15B合金热挤压组织与拉伸性能研究
[J].采用包套近等温热挤压得到Ti-45.5Al-2Cr-2Nb-0.15B合金棒材. 结合有限元数值模拟,研究了挤压变形组织的形成及各部位差异, 获得了棒材不同部位组织与室温拉伸性能的关系.结果表明, 热挤压变形有效细化了片层晶粒尺寸, 棒材轴向各部位组织和室温断后延伸率较为均匀,但径向芯部与边缘差别较大, 且这种径向组织性能差异未能通过后续α单相固溶热处理消除.挤压棒材各部位片层晶粒尺寸随有效应变的增大而减小, 本工作所得挤压棒材中有效应变大于2.25处具有细小均匀组织,而组织类型差异主要由变形过程中的坯料温度变化所致, 其中尾部边缘坯料温度受低温模具激冷作用而迅速下降,相应亚稳α相分解析出γ片层并在后续变形中失稳弯曲而形成界面扭曲的残余片层晶粒.各部位的断后延伸率随片层晶粒尺寸的增大而减小,但芯部断后延伸率较低主要归因于组织中存在片层界面与挤压方向接近垂直的片层晶粒.
Textures of rectangular extrusions and their effects on the mechanical properties of thermo-mechanically treated, lamellar microstructure, Ti-47Al-2Cr-2Nb-0.15B
[J].
Estimating the fatigue stress concentration factor of machined surfaces
[J].
Influence of different surface modification treatments on surface integrity and fatigue performance of TC4 titanium alloy
[J].
不同表面改性强化处理对TC4钛合金表面完整性及疲劳性能的影响
[J].对TC4钛合金进行了喷丸强化、激光冲击强化和低塑性抛光3种表面强化改性处理, 测定了不同表面改性处理下的表面粗糙度、显微硬度、残余应力及微观组织, 研究了不同表面改性处理下的旋转弯曲疲劳性能, 利用SEM观察分析了疲劳断口特征, 提出了表面强化改性机理和效果评价方法. 结果表明, 喷丸强化、激光冲击强化和低塑性抛光3种表面强化改性处理后, TC4钛合金的旋转弯曲疲劳寿命提高, 疲劳强度也大幅度提升, 而且疲劳裂纹位于表面强化层下的次表层; 对于未表面强化改性处理的TC4钛合金, 疲劳裂纹位于表面. 基于位错理论, 对次表层裂纹萌生抗力和疲劳强度进行了分析并给出了定量分析模型.
Effects of microstructure on the mechanical properties and fracture of γ-base titanium aluminides
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}