Nuclear power reactors in the world
1
2021
... 核能是人类解决能源危机、实现可持续性发展的可行方案之一.截止2020年底,全球有21个国家的核电发电量占比超过10%,其中法国占比高达70%左右,而我国境内仅5%左右[1].核能与其他能源方式的最大不同之处在于其安全性.特别是经历了2011年日本福岛核安全事故后,全世界对利用核能的态度更加审慎.能否攻克核能技术安全涉及的每一个难题,保证核电站整个运行周期内的高安全性,对于落实国家战略、缓解我国的能源危机具有重大意义. ...
Materials challenges in nuclear energy
1
2013
... 焊接是核电站建造中必不可少的关键工序,也是影响核电装备制造质量的决定性因素.绝对高可靠、高安全、长寿命的核电服役要求,对关键装备的焊接制造质量提出了极高的要求.Ni-Cr-Fe系镍基合金具有优异的高温强度、耐腐蚀性能和热稳定性,满足核电站结构材料的需求,已广泛应用于核电站一回路、二回路关键设备及其零部件的制造,如压力容器管道及焊接接头、安全端异种金属接头等[2,3].然而,近几十年的研究和工程应用经验表明,由于核电关键结构壁厚大、拘束度高,在表面堆焊和多层多道环缝对接过程中,镍基合金易出现失塑裂纹(ductility-dip crack,DDC).该裂纹沿晶分布,尺寸小(长100 μm左右),难以采用常规无损方法检测,虽然短期对核电结构安全性无明显影响,但从核电站服役60年的长周期来看,DDC可能成为疲劳裂纹或应力腐蚀裂纹源,潜在安全隐患大[4].因此,数十年来,国内外科研工作者围绕镍基合金DDC问题开展了大量的研究,本文对这些前期工作进行了简要的回顾. ...
Mechanical property variation within Inconel 82/182 dissimilar metal weld between low alloy steel and 316 stainless steel
1
2008
... 焊接是核电站建造中必不可少的关键工序,也是影响核电装备制造质量的决定性因素.绝对高可靠、高安全、长寿命的核电服役要求,对关键装备的焊接制造质量提出了极高的要求.Ni-Cr-Fe系镍基合金具有优异的高温强度、耐腐蚀性能和热稳定性,满足核电站结构材料的需求,已广泛应用于核电站一回路、二回路关键设备及其零部件的制造,如压力容器管道及焊接接头、安全端异种金属接头等[2,3].然而,近几十年的研究和工程应用经验表明,由于核电关键结构壁厚大、拘束度高,在表面堆焊和多层多道环缝对接过程中,镍基合金易出现失塑裂纹(ductility-dip crack,DDC).该裂纹沿晶分布,尺寸小(长100 μm左右),难以采用常规无损方法检测,虽然短期对核电结构安全性无明显影响,但从核电站服役60年的长周期来看,DDC可能成为疲劳裂纹或应力腐蚀裂纹源,潜在安全隐患大[4].因此,数十年来,国内外科研工作者围绕镍基合金DDC问题开展了大量的研究,本文对这些前期工作进行了简要的回顾. ...
Multi-scale study of ductility-dip cracking in nickel-based alloy dissimilar metal weld
4
2019
... 焊接是核电站建造中必不可少的关键工序,也是影响核电装备制造质量的决定性因素.绝对高可靠、高安全、长寿命的核电服役要求,对关键装备的焊接制造质量提出了极高的要求.Ni-Cr-Fe系镍基合金具有优异的高温强度、耐腐蚀性能和热稳定性,满足核电站结构材料的需求,已广泛应用于核电站一回路、二回路关键设备及其零部件的制造,如压力容器管道及焊接接头、安全端异种金属接头等[2,3].然而,近几十年的研究和工程应用经验表明,由于核电关键结构壁厚大、拘束度高,在表面堆焊和多层多道环缝对接过程中,镍基合金易出现失塑裂纹(ductility-dip crack,DDC).该裂纹沿晶分布,尺寸小(长100 μm左右),难以采用常规无损方法检测,虽然短期对核电结构安全性无明显影响,但从核电站服役60年的长周期来看,DDC可能成为疲劳裂纹或应力腐蚀裂纹源,潜在安全隐患大[4].因此,数十年来,国内外科研工作者围绕镍基合金DDC问题开展了大量的研究,本文对这些前期工作进行了简要的回顾. ...
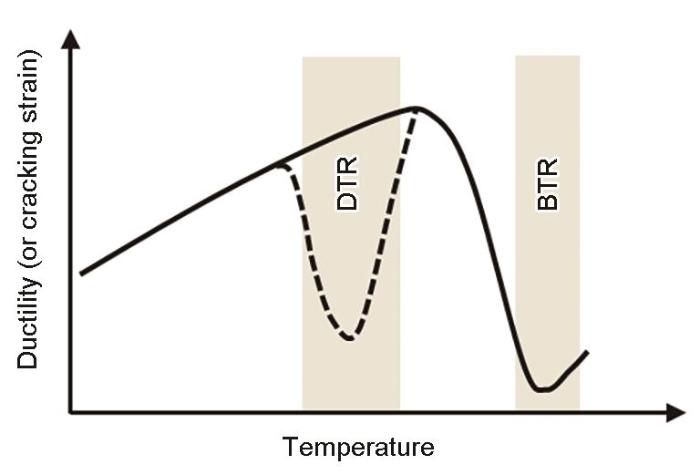
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... 研究[27,60~64]认为,Inconel 690焊缝金属中,杂质元素S和P等在中、大角度晶界处的偏析是DDC产生的主要原因.因为S和P倾向于向晶界扩散,减弱晶界结合力,增加晶界脆性.Yamaguchi等[65]通过可调拘束实验发现,随着合金中S和P含量的增加,Inconel 690焊缝金属的失塑温度区间随之线性扩大.通过对Ni-S二元体系的研究,发现S元素减弱了大角度晶界的结合力,从而造成脆性断裂.当S和P的含量控制在30 × 10-6以下,可避免产生DDC.然而,Li等[4]在DDC处采用聚焦离子束制备样品,并通过透射电镜(TEM)和三维原子探针层析方法表征了DDC附近的元素分布,并未发现S和P元素的偏析.因此,杂质元素偏析引发的晶界脆化机制也不能完全揭示DDC产生机理,需进一步深入研究. ...
... M23C6的析出引起了镍基合金晶界处的元素组分和局部性能的改变,进而影响材料的力学性能和开裂行为.Ramirez等[23]和Nissley等[75]在研究Inconel 690焊缝金属的DDC敏感性时发现,当晶界上M23C6数量较多时,会阻碍晶界的滑移,并在其附近引起应力集中,诱发DDC.Mo等[95]分析NiCrFe-7焊缝金属在600~930℃的高温性能时发现,在810~870℃范围内,随着M23C6的析出数量增加,晶界强度低于晶内强度,发生了沿晶开裂;而在810℃以下或者870℃以上时,由于M23C6的析出数量减少,晶界强度高于晶内强度,从而发生了韧性断裂.同时,DDC容易在M23C6与基体的结合处产生.Qin等[48,96]通过STF实验研究NiCrFe-7熔敷金属性能时发现,晶界上的M23C6在700~950℃会明显粗化,而当温度高于1000℃后发生溶解,认为这种演化行为是引起DDC裂纹的主要原因.Lee等[97]对Inconel 690合金管开展了700℃不同时效热处理,在时效16 h以内,随着M23C6的析出,材料的强度增加;而当超过16 h后,由于M23C6的粗化导致与基体的结合强度降低,引起沿晶开裂,导致强度和塑性下降.Li等[4]对Inconel 690焊缝金属DDC区域原位聚焦离子束制备样品,通过SEM观察,发现裂纹尖端边缘存在M23C6析出相. ...
Application of grain boundary engineering concepts to alleviate intergranular cracking in alloys 600 and 690
1
1994
... 核电站建设中大量使用镍基合金及其焊接材料.20世纪50年代,美国INCO Alloys公司的Inconel 600镍基合金被用作蒸汽发生器传热管和水室隔板材料,对应的焊接材料为Inconel 82 (或ERNiCr-3)以及Inconel 182 (或ENiCrFe-3).在核电站后续服役阶段,Inconel 600合金的焊缝中出现了晶间应力腐蚀开裂[5~8].应力腐蚀开裂是在外应力和高温腐蚀环境共同作用下,沿晶界发生的一种开裂现象.已出现过多起焊缝应力腐蚀开裂引起的安全事故[9~13]. ...
Comparative evaluation of preventive measures against primary side stress corrosion cracking of mill annealed Inconel 600 steam generator tubes
0
1986
SCC behavior and anodic dissolution of Inconel 600 in low concentration thiosulfate
0
1991
Critical analysis of alloy 600 stress corrosion cracking mechanisms in primary water
1
1995
... 核电站建设中大量使用镍基合金及其焊接材料.20世纪50年代,美国INCO Alloys公司的Inconel 600镍基合金被用作蒸汽发生器传热管和水室隔板材料,对应的焊接材料为Inconel 82 (或ERNiCr-3)以及Inconel 182 (或ENiCrFe-3).在核电站后续服役阶段,Inconel 600合金的焊缝中出现了晶间应力腐蚀开裂[5~8].应力腐蚀开裂是在外应力和高温腐蚀环境共同作用下,沿晶界发生的一种开裂现象.已出现过多起焊缝应力腐蚀开裂引起的安全事故[9~13]. ...
The microstructure and tensile properties of mitrogen containing vacuum atomized alloy 690
1
1991
... 核电站建设中大量使用镍基合金及其焊接材料.20世纪50年代,美国INCO Alloys公司的Inconel 600镍基合金被用作蒸汽发生器传热管和水室隔板材料,对应的焊接材料为Inconel 82 (或ERNiCr-3)以及Inconel 182 (或ENiCrFe-3).在核电站后续服役阶段,Inconel 600合金的焊缝中出现了晶间应力腐蚀开裂[5~8].应力腐蚀开裂是在外应力和高温腐蚀环境共同作用下,沿晶界发生的一种开裂现象.已出现过多起焊缝应力腐蚀开裂引起的安全事故[9~13]. ...
Intercrystalline stress corrosion cracking of Inconel 600 inspection tubes in the ?gesta reactor
0
1967
The effects of heat treatment on the chromium depletion, precipitate evolution, and corrosion resistance of Inconel alloy 690
1
1989
... 镍基合金基体中的C元素很容易扩散到晶界,与晶界附近的Cr原子形成M23C6,在晶界上析出.M23C6的析出造成了晶界局部贫Cr [11].根据Cr的扩散方程可以预测晶界M23C6的析出数量与晶界附近Cr浓度的变化规律[88].Jiao等[89]对Inconel 690合金进行了650、715和800℃下不同时间的热处理,研究晶界附近的碳化物平均尺寸和数量的变化规律,如图8[89]所示.可见,在650℃下,随着时间的延长,碳化物数量略有增加并倾向于紧密分布;在715℃下,随着时间的延长,碳化物的数量变多,并且尺寸增大;而在800℃下,经过5和10 h时效,碳化物逐渐粗化.基于实验结果,在经典形核理论、Kolmogorov-Johnson-Mehl-Avrami定律和扩散理论的基础上,构建了碳化物析出与Cr原子扩散之间的动力学模型,Cr原子浓度的实测结果证实了该模型的有效性.进一步,基于碳化物间距与平均尺寸的关系,引入了不连续因子,研究了热处理过程中碳化物形貌和Cr浓度变化规律. ...
Microfractographic aspects of stress corrosion cracking of Inconel 600 in a pressurized water reactor environment
0
1994
Stress corrosion cracking of alloy 600 and 690 in all volatile treated water at elevated temperatures
1
1988
... 核电站建设中大量使用镍基合金及其焊接材料.20世纪50年代,美国INCO Alloys公司的Inconel 600镍基合金被用作蒸汽发生器传热管和水室隔板材料,对应的焊接材料为Inconel 82 (或ERNiCr-3)以及Inconel 182 (或ENiCrFe-3).在核电站后续服役阶段,Inconel 600合金的焊缝中出现了晶间应力腐蚀开裂[5~8].应力腐蚀开裂是在外应力和高温腐蚀环境共同作用下,沿晶界发生的一种开裂现象.已出现过多起焊缝应力腐蚀开裂引起的安全事故[9~13]. ...
The effects of heat treatment on the sensitization and SCC behavior of Inconel 600 alloy
1
1989
... Inconel 600镍基合金及其焊接材料的应力腐蚀裂纹问题与晶界附近贫Cr导致的耐腐蚀性下降有关[14].20世纪60年代末,为改善Inconel 600镍基合金的耐腐蚀性能,Cr含量提高到了30%左右(质量分数,下同),开发了Inconel 690镍基合金.研究[15~18]表明,在氧化性高温液体环境中,Inconel 690镍基合金表现出优异的耐应力腐蚀能力,应力腐蚀开裂风险大大降低.20世纪80年代末,Inconel 690镍基合金及其焊接材料,包括Inconel 52焊丝(ERNiCrFe-7)和Inconel 152焊条(ENiCrFe-7),逐步取代了Inconel 600系列镍基合金,成为第三代核电站的首选镍基材料,相继应用到核电设备制造中. ...
Effect of heat treatment on the stress corrosion cracking of alloy 690
1
2002
... Inconel 600镍基合金及其焊接材料的应力腐蚀裂纹问题与晶界附近贫Cr导致的耐腐蚀性下降有关[14].20世纪60年代末,为改善Inconel 600镍基合金的耐腐蚀性能,Cr含量提高到了30%左右(质量分数,下同),开发了Inconel 690镍基合金.研究[15~18]表明,在氧化性高温液体环境中,Inconel 690镍基合金表现出优异的耐应力腐蚀能力,应力腐蚀开裂风险大大降低.20世纪80年代末,Inconel 690镍基合金及其焊接材料,包括Inconel 52焊丝(ERNiCrFe-7)和Inconel 152焊条(ENiCrFe-7),逐步取代了Inconel 600系列镍基合金,成为第三代核电站的首选镍基材料,相继应用到核电设备制造中. ...
Corrosion testing of Inconel alloy 690 for PWR steam generators
0
1982
Effects of heat-treatment on the extent of chromium depletion and caustic corrosion resistance of Alloy 690
0
2007
Inconel 690 is alloy of choice for steam-generator tubing
1
1996
... Inconel 600镍基合金及其焊接材料的应力腐蚀裂纹问题与晶界附近贫Cr导致的耐腐蚀性下降有关[14].20世纪60年代末,为改善Inconel 600镍基合金的耐腐蚀性能,Cr含量提高到了30%左右(质量分数,下同),开发了Inconel 690镍基合金.研究[15~18]表明,在氧化性高温液体环境中,Inconel 690镍基合金表现出优异的耐应力腐蚀能力,应力腐蚀开裂风险大大降低.20世纪80年代末,Inconel 690镍基合金及其焊接材料,包括Inconel 52焊丝(ERNiCrFe-7)和Inconel 152焊条(ENiCrFe-7),逐步取代了Inconel 600系列镍基合金,成为第三代核电站的首选镍基材料,相继应用到核电设备制造中. ...
An investigation of ductility dip cracking in nickel-based filler materials—Part I
2
2003
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... 在DDC出现的位置会发现动态再结晶晶粒,这是由于在较高的温度下(> 1000℃),镍基合金变形或开裂时产生的局部应变能足够驱动新的晶粒形核与长大.另一方面,动态再结晶过程可以释放累积应变,缓解局部区域的应变集中,促使DDC在该温度区间敏感性逐渐降低[19,23,30,74,75,93]. ...
Grain boundary character in alloy 690 and ductility-dip cracking susceptibility
0
2004
Recent developments in weldability testing
0
2005
Metallurgical investigation into ductility dip cracking in Ni-based alloys: Part II
1
2009
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
High temperature behavior of Ni-base weld metal: Part II—Insight into the mechanism for ductility dip cracking
7
2004
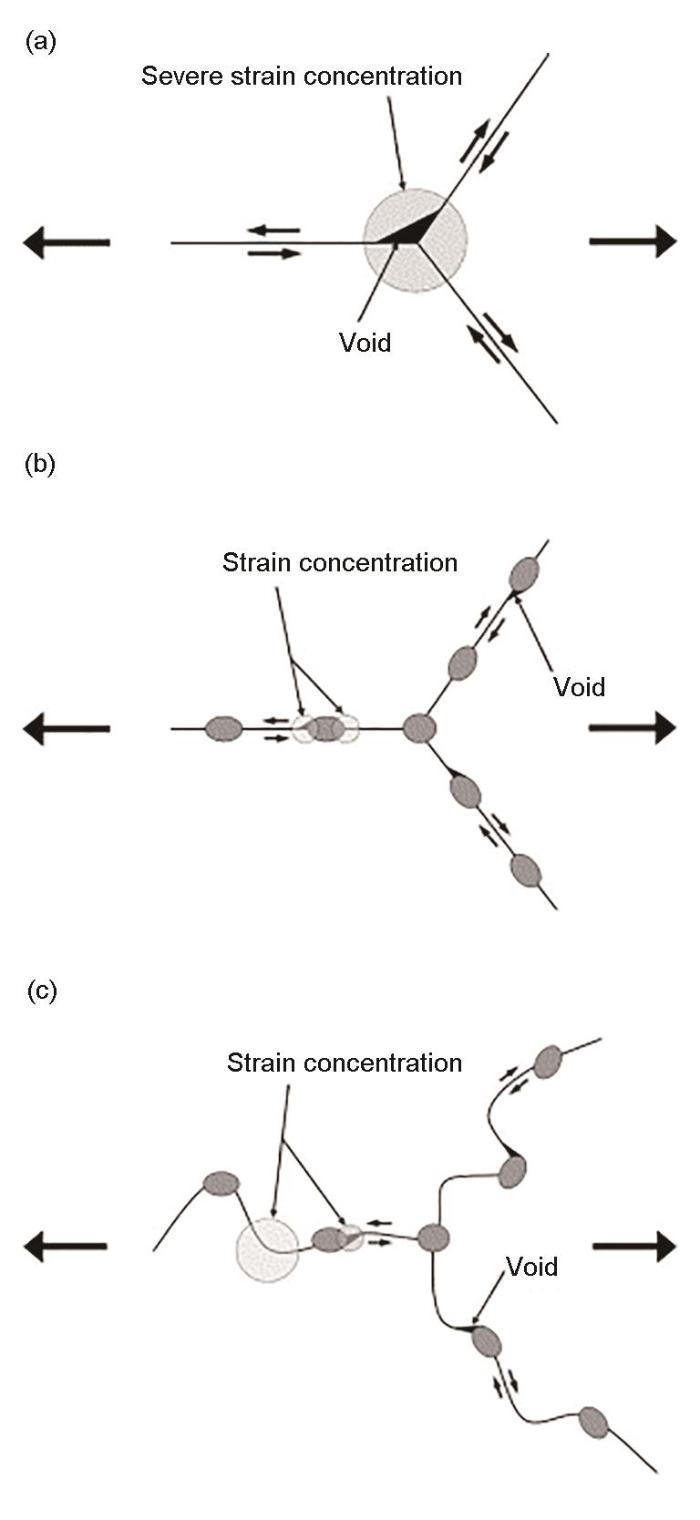
... Rhines和Wray[59]最早报道了镍基合金的中温脆化现象,认为与其低塑性温度区间内的低应变速率引起的扩散蠕变有关.在应力作用下,空洞出现于大角度晶界;随着应力的增加,大角度晶界滑移,引起剪切作用,造成孔洞合并产生微裂纹,从而塑性下降.研究者[23,28~30,46,51]利用STF实验获得了DDC的敏感温度和最小临界应变,发现Inconel 690焊缝金属的DDC敏感温度比其他镍基合金的中温开裂温度更高,进而发展了晶界滑移诱发DDC的机制,包括3种情况,如图7[23]所示:(1) 对于平直晶界,其三叉晶界位置因晶界滑移而产生应变集中,导致开裂;(2) 当平直晶界存在析出相时,析出相会抑制晶界滑移,同时在析出相附近产生应变集中,当应变集中到一定程度时,析出相附近形成空洞;(3) 当曲折的晶界上存在析出相时,曲折晶界和晶界析出相均能分担应变,应变集中程度得到缓解,从而提高了DDC临界应变. ...
... [23]所示:(1) 对于平直晶界,其三叉晶界位置因晶界滑移而产生应变集中,导致开裂;(2) 当平直晶界存在析出相时,析出相会抑制晶界滑移,同时在析出相附近产生应变集中,当应变集中到一定程度时,析出相附近形成空洞;(3) 当曲折的晶界上存在析出相时,曲折晶界和晶界析出相均能分担应变,应变集中程度得到缓解,从而提高了DDC临界应变. ...
... [
23]
Schematic illustrations of grain boundary sliding on the DDC initiation<sup>[<xref ref-type="bibr" rid="R23">23</xref>]</sup>(a) straight grain boundaries ...
... [
23]
(a) straight grain boundaries ...
... M23C6的析出引起了镍基合金晶界处的元素组分和局部性能的改变,进而影响材料的力学性能和开裂行为.Ramirez等[23]和Nissley等[75]在研究Inconel 690焊缝金属的DDC敏感性时发现,当晶界上M23C6数量较多时,会阻碍晶界的滑移,并在其附近引起应力集中,诱发DDC.Mo等[95]分析NiCrFe-7焊缝金属在600~930℃的高温性能时发现,在810~870℃范围内,随着M23C6的析出数量增加,晶界强度低于晶内强度,发生了沿晶开裂;而在810℃以下或者870℃以上时,由于M23C6的析出数量减少,晶界强度高于晶内强度,从而发生了韧性断裂.同时,DDC容易在M23C6与基体的结合处产生.Qin等[48,96]通过STF实验研究NiCrFe-7熔敷金属性能时发现,晶界上的M23C6在700~950℃会明显粗化,而当温度高于1000℃后发生溶解,认为这种演化行为是引起DDC裂纹的主要原因.Lee等[97]对Inconel 690合金管开展了700℃不同时效热处理,在时效16 h以内,随着M23C6的析出,材料的强度增加;而当超过16 h后,由于M23C6的粗化导致与基体的结合强度降低,引起沿晶开裂,导致强度和塑性下降.Li等[4]对Inconel 690焊缝金属DDC区域原位聚焦离子束制备样品,通过SEM观察,发现裂纹尖端边缘存在M23C6析出相. ...
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
... 在DDC出现的位置会发现动态再结晶晶粒,这是由于在较高的温度下(> 1000℃),镍基合金变形或开裂时产生的局部应变能足够驱动新的晶粒形核与长大.另一方面,动态再结晶过程可以释放累积应变,缓解局部区域的应变集中,促使DDC在该温度区间敏感性逐渐降低[19,23,30,74,75,93]. ...
Hot cracking susceptibility of fillers 52 and 82 in alloy 690 welding
1
1999
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
The mechanism of ductility dip cracking in nickel-chromium alloys
2
2008
... M23C6型碳化物是晶界上最主要的析出相,为fcc结构,与大角度晶界一侧的基体存在共格取向关系,但M23C6的晶格常数大于γ基体相.因此,Young等[25]和Yamaguchi等[65]认为,大角度晶界上M23C6与基体产生的局部错配应力,是诱发DDC的主要原因.随着C元素和Cr + Fe元素含量的增加,M23C6数量增多,DDC的数量增加[25].然而,另一方面,晶界析出相能够钉扎晶界,抑制晶界滑移,从晶界滑移机制的角度考虑,其作用是有益的.因此,晶界析出相诱发开裂机制对DDC的形成原因进行了定性的解释,但半定量或定量地研究晶界析出相对DDC的影响将更有意义. ...
... [25].然而,另一方面,晶界析出相能够钉扎晶界,抑制晶界滑移,从晶界滑移机制的角度考虑,其作用是有益的.因此,晶界析出相诱发开裂机制对DDC的形成原因进行了定性的解释,但半定量或定量地研究晶界析出相对DDC的影响将更有意义. ...
Ductility-dip cracking in high chromium, Ni-Base filler metals
1
2008
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
Thermodynamic and kinetic approach to ductility-dip cracking resistance improvement of Ni-base alloy ERNiCrFe-7: Effect of Ti and Nb additions
3
2008
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... 研究[27,60~64]认为,Inconel 690焊缝金属中,杂质元素S和P等在中、大角度晶界处的偏析是DDC产生的主要原因.因为S和P倾向于向晶界扩散,减弱晶界结合力,增加晶界脆性.Yamaguchi等[65]通过可调拘束实验发现,随着合金中S和P含量的增加,Inconel 690焊缝金属的失塑温度区间随之线性扩大.通过对Ni-S二元体系的研究,发现S元素减弱了大角度晶界的结合力,从而造成脆性断裂.当S和P的含量控制在30 × 10-6以下,可避免产生DDC.然而,Li等[4]在DDC处采用聚焦离子束制备样品,并通过透射电镜(TEM)和三维原子探针层析方法表征了DDC附近的元素分布,并未发现S和P元素的偏析.因此,杂质元素偏析引发的晶界脆化机制也不能完全揭示DDC产生机理,需进一步深入研究. ...
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
An investigation of ductility-dip cracking in the base metal heat-affected zone of wrought nickel base alloys—Part II: Correlation of PVR and STF results
9
2016
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... [28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... [28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... [
28]
Sketch map of ductility curves with temperature<sup>[<xref ref-type="bibr" rid="R28">28</xref>]</sup> (Solid line presents the common materials, while the dotted line reflects the austenite materials; DTR—ductility-dip temperature region, BTR—brittle temperature region)Fig.1![]() <strong>2 DDC</strong>的特征
<strong>2 DDC</strong>的特征图2a[42]为Inconel 52M焊缝金属微观组织的光学显微镜(OM)像.可见,奥氏体晶粒表现出明显的粗大特征,其尺寸通常可达数百微米,同时能观察到大角度晶界.奥氏体晶粒内存在亚晶界,是焊缝凝固过程中形成的树枝晶组织.图2b[42]在扫描电镜(SEM)下观察到不同形貌的析出物,分别分布在奥氏体晶粒内和大角度晶界(grain boundary,GB)上.其中,大角度晶界上主要为富Cr的M23C6,晶内主要为富Nb的MC以及少量Laves相[37,43,44]. ...
... [
28] (Solid line presents the common materials, while the dotted line reflects the austenite materials; DTR—ductility-dip temperature region, BTR—brittle temperature region)
Fig.1![]() <strong>2 DDC</strong>的特征
<strong>2 DDC</strong>的特征图2a[42]为Inconel 52M焊缝金属微观组织的光学显微镜(OM)像.可见,奥氏体晶粒表现出明显的粗大特征,其尺寸通常可达数百微米,同时能观察到大角度晶界.奥氏体晶粒内存在亚晶界,是焊缝凝固过程中形成的树枝晶组织.图2b[42]在扫描电镜(SEM)下观察到不同形貌的析出物,分别分布在奥氏体晶粒内和大角度晶界(grain boundary,GB)上.其中,大角度晶界上主要为富Cr的M23C6,晶内主要为富Nb的MC以及少量Laves相[37,43,44]. ...
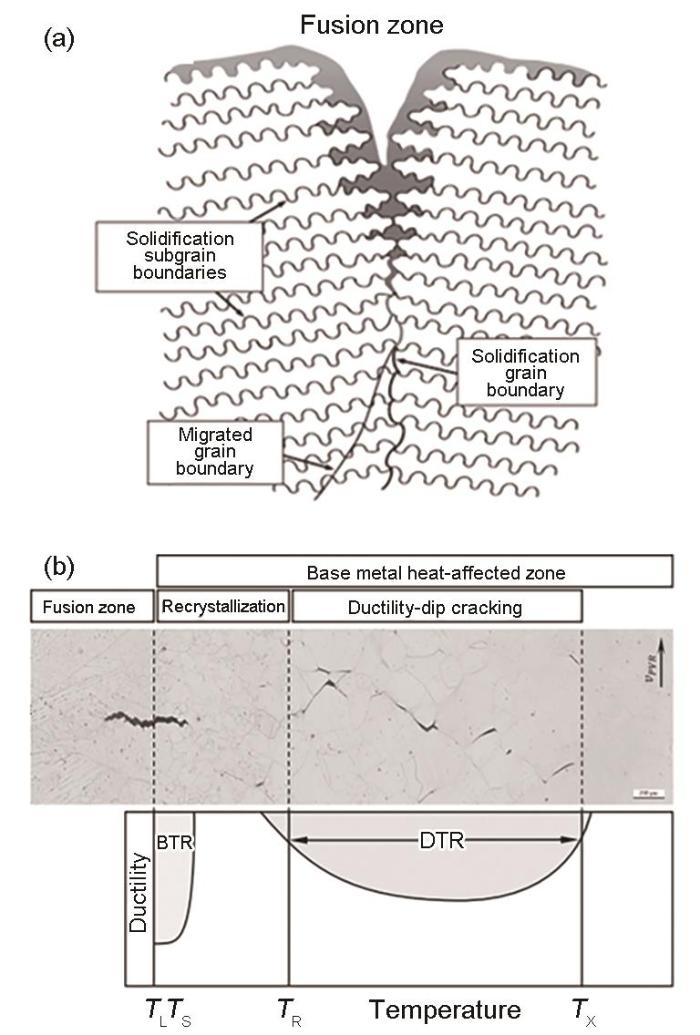
... 凝固组织中的晶界类型如图3a[45]所示.其中,凝固晶界(solidification grain boundary)和迁移晶界(migrated grain boundary)均为大角度晶界,由不同生长方向的枝晶簇形成.凝固晶界因曲折度高,在冷却过程中,为降低晶界能而平直化,从而发生晶界迁移,形成迁移晶界.因迁移晶界具有平直的特征,有利于裂纹的萌生和扩展,DDC倾向于出现在迁移晶界上.凝固亚晶界(solidification subgrain boundary)则是相邻单个枝晶的界面,是小角度晶界.区别于焊接过程中因液相薄膜撕裂产生的凝固裂纹和液化裂纹,DDC产生在热影响区或再热焊缝区,是一种高温固相开裂的行为.图3b[28]示意了DDC出现的位置,图中,TL表示液相线温度,TR表示再结晶温度,TX表示其他某一温度. ...
... [
28]
Schematic illustration of grain boundaries in nickel-based weld metals (a)<sup>[<xref ref-type="bibr" rid="R45">45</xref>]</sup> and susceptible region of ductility-dip crack (DDC) (<i>T</i><sub>L</sub> is liquid temperature, <i>T</i><sub>S</sub> is solid temperature, <i>T</i><sub>R</sub> is recrystallization temperature, and <i>T</i><sub>X</sub> represents a certain temperature) (b)<sup>[<xref ref-type="bibr" rid="R28">28</xref>]</sup>Fig.3![]()
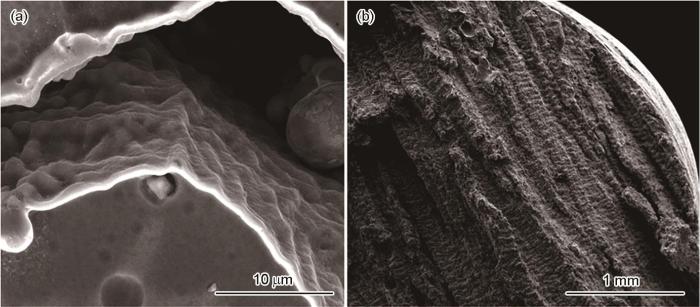
图4a[42]反映了DDC的微观特征,晶界因应变集中而被拉开,局部断面比较平整,有微小凹凸起伏,可能与晶界局部应变集中产生的孔洞有关.图4b[42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... [
28]
Fig.3![]()
图4a[42]反映了DDC的微观特征,晶界因应变集中而被拉开,局部断面比较平整,有微小凹凸起伏,可能与晶界局部应变集中产生的孔洞有关.图4b[42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... Rhines和Wray[59]最早报道了镍基合金的中温脆化现象,认为与其低塑性温度区间内的低应变速率引起的扩散蠕变有关.在应力作用下,空洞出现于大角度晶界;随着应力的增加,大角度晶界滑移,引起剪切作用,造成孔洞合并产生微裂纹,从而塑性下降.研究者[23,28~30,46,51]利用STF实验获得了DDC的敏感温度和最小临界应变,发现Inconel 690焊缝金属的DDC敏感温度比其他镍基合金的中温开裂温度更高,进而发展了晶界滑移诱发DDC的机制,包括3种情况,如图7[23]所示:(1) 对于平直晶界,其三叉晶界位置因晶界滑移而产生应变集中,导致开裂;(2) 当平直晶界存在析出相时,析出相会抑制晶界滑移,同时在析出相附近产生应变集中,当应变集中到一定程度时,析出相附近形成空洞;(3) 当曲折的晶界上存在析出相时,曲折晶界和晶界析出相均能分担应变,应变集中程度得到缓解,从而提高了DDC临界应变. ...
Quantifying ductility-dip cracking susceptibility in nickel-base weld metals using the strain-to-fracture test
3
2003
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
... H元素:Collins等[29,30]通过STF实验发现,在焊接保护气体中添加5%H2 (体积分数)时,焊缝区域的开裂倾向比添加S和P时更为严重,但相关机理研究不多.Platt等[87]针对FM 82镍基材料的氢致脆性断裂研究时发现,因H的存在,拉伸试样从延性断裂转变为沿晶脆性断裂,材料的延伸率显著降低,主要原因是镍基合金中的碳化物析出相与基体因错配而产生的应变场成为“氢阱”,导致H更易于扩散到晶界,从而脆化晶界,造成延展性急剧下降. ...
An investigation of ductility dip cracking in nickel-based weld metals—Part II
4
2003
... Rhines和Wray[59]最早报道了镍基合金的中温脆化现象,认为与其低塑性温度区间内的低应变速率引起的扩散蠕变有关.在应力作用下,空洞出现于大角度晶界;随着应力的增加,大角度晶界滑移,引起剪切作用,造成孔洞合并产生微裂纹,从而塑性下降.研究者[23,28~30,46,51]利用STF实验获得了DDC的敏感温度和最小临界应变,发现Inconel 690焊缝金属的DDC敏感温度比其他镍基合金的中温开裂温度更高,进而发展了晶界滑移诱发DDC的机制,包括3种情况,如图7[23]所示:(1) 对于平直晶界,其三叉晶界位置因晶界滑移而产生应变集中,导致开裂;(2) 当平直晶界存在析出相时,析出相会抑制晶界滑移,同时在析出相附近产生应变集中,当应变集中到一定程度时,析出相附近形成空洞;(3) 当曲折的晶界上存在析出相时,曲折晶界和晶界析出相均能分担应变,应变集中程度得到缓解,从而提高了DDC临界应变. ...
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
... H元素:Collins等[29,30]通过STF实验发现,在焊接保护气体中添加5%H2 (体积分数)时,焊缝区域的开裂倾向比添加S和P时更为严重,但相关机理研究不多.Platt等[87]针对FM 82镍基材料的氢致脆性断裂研究时发现,因H的存在,拉伸试样从延性断裂转变为沿晶脆性断裂,材料的延伸率显著降低,主要原因是镍基合金中的碳化物析出相与基体因错配而产生的应变场成为“氢阱”,导致H更易于扩散到晶界,从而脆化晶界,造成延展性急剧下降. ...
... 在DDC出现的位置会发现动态再结晶晶粒,这是由于在较高的温度下(> 1000℃),镍基合金变形或开裂时产生的局部应变能足够驱动新的晶粒形核与长大.另一方面,动态再结晶过程可以释放累积应变,缓解局部区域的应变集中,促使DDC在该温度区间敏感性逐渐降低[19,23,30,74,75,93]. ...
Ductility dip cracking susceptibility of filler metal 52 and alloy 690
0
1998
Grain boundary sliding phenomenon and its effect on high temperature ductility of Ni-base alloys
0
2010
The microstructural response of mill-annealed and solution-annealed Inconel 600 to heat treatment
0
1985
Further investigations of ductility-dip cracking in high chromium, Ni-base filler metals
1
2007
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
A new welding material for improved resistance to ductility dip cracking
5
2009
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... [35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
... [35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
Characteristics of dissimilar welding of alloy 690 to 304L stainless steel
0
2001
The influence of Nb and Mo on the microstructure and mechanical properties of Ni-Cr-Fe GTAW welds
4
2012
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... 图2a[42]为Inconel 52M焊缝金属微观组织的光学显微镜(OM)像.可见,奥氏体晶粒表现出明显的粗大特征,其尺寸通常可达数百微米,同时能观察到大角度晶界.奥氏体晶粒内存在亚晶界,是焊缝凝固过程中形成的树枝晶组织.图2b[42]在扫描电镜(SEM)下观察到不同形貌的析出物,分别分布在奥氏体晶粒内和大角度晶界(grain boundary,GB)上.其中,大角度晶界上主要为富Cr的M23C6,晶内主要为富Nb的MC以及少量Laves相[37,43,44]. ...
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
Effects of Nb on the microstructure and elevated-temperature mechanical properties of alloy 690-SUS 304L dissimilar welds
2
2008
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
Microstructual study of the dissimilar joints of alloy 690 and SUS 304L stainless steel
0
2007
Comparative hot cracking evaluation of welded joints of alloy 690 using filler metals Inconel? 52 and 52 MSS
1
2011
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
Development and testing of a high-chromium, Ni-based filler metal resistant to ductility dip cracking and solidification cracking
1
2017
... 虽然Inconel 690镍基合金可以抵抗晶间腐蚀裂纹,但在其焊接过程中(如采用Inconel 52作为填充材料),容易产生DDC[19~27].如图1[28]所示,奥氏体材料的高温塑性变化规律(图1[28]中虚线)与一般材料不同(图1[28]中实线),在(0.5~0.8)TS (TS为固相线温度)温度区间内会产生明显的塑性降低,因此,该温度区间被称为失塑温度区间(DTR),图中的BTR表示脆性温度区间.此时,当外应变高于临界应变时,产生晶界开裂,也就是DDC[29~34].DDC尺寸非常小,为微米级,常出现在热影响区或多层多道焊的再热影响区,射线探伤等常规无损检测方法很难检测到该类型裂纹,且因其易成为晶间腐蚀裂纹或疲劳裂纹的裂纹源[4],是焊接接头可靠性的潜在威胁.为解决Inconel 52易产生DDC的问题,研究者在其成分中添加了0.84%Nb,开发了Inconel 52M (ERNiCrFe-7A),相比于Inconel 52,DDC敏感性降低,但并未彻底解决DDC问题[35~37].2000年以后,美国特种材料公司在Inconel 52的基础上增加2.48%Nb和4.0%Mo,开发了Inconel 52MSS焊丝(ERNiCrFe-13),DDC敏感性显著降低.但是,随着Nb和Mo元素含量的增加,焊缝金属凝固过程中成分偏析加剧,容易在枝晶间形成低熔点共晶相,从而引起偏析裂纹,如凝固裂纹和液化裂纹[35,38~41].目前,国内使用的核级镍基焊材主要是Inconel 52和Inconel 52M,而Inconel 52MSS并未得到应用. ...
FM-52M熔敷金属高温失塑裂纹机理研究
14
2014
... 图2a[42]为Inconel 52M焊缝金属微观组织的光学显微镜(OM)像.可见,奥氏体晶粒表现出明显的粗大特征,其尺寸通常可达数百微米,同时能观察到大角度晶界.奥氏体晶粒内存在亚晶界,是焊缝凝固过程中形成的树枝晶组织.图2b[42]在扫描电镜(SEM)下观察到不同形貌的析出物,分别分布在奥氏体晶粒内和大角度晶界(grain boundary,GB)上.其中,大角度晶界上主要为富Cr的M23C6,晶内主要为富Nb的MC以及少量Laves相[37,43,44]. ...
... [42]在扫描电镜(SEM)下观察到不同形貌的析出物,分别分布在奥氏体晶粒内和大角度晶界(grain boundary,GB)上.其中,大角度晶界上主要为富Cr的M23C6,晶内主要为富Nb的MC以及少量Laves相[37,43,44]. ...
... [
42]
OM image of Inconel 52M weld metal (a) and SEM image of precipitates at high-angle grain boundary (b)<sup>[<xref ref-type="bibr" rid="R42">42</xref>]</sup>Fig.2![]()
凝固组织中的晶界类型如图3a[45]所示.其中,凝固晶界(solidification grain boundary)和迁移晶界(migrated grain boundary)均为大角度晶界,由不同生长方向的枝晶簇形成.凝固晶界因曲折度高,在冷却过程中,为降低晶界能而平直化,从而发生晶界迁移,形成迁移晶界.因迁移晶界具有平直的特征,有利于裂纹的萌生和扩展,DDC倾向于出现在迁移晶界上.凝固亚晶界(solidification subgrain boundary)则是相邻单个枝晶的界面,是小角度晶界.区别于焊接过程中因液相薄膜撕裂产生的凝固裂纹和液化裂纹,DDC产生在热影响区或再热焊缝区,是一种高温固相开裂的行为.图3b[28]示意了DDC出现的位置,图中,TL表示液相线温度,TR表示再结晶温度,TX表示其他某一温度. ...
... [
42]
Fig.2![]()
凝固组织中的晶界类型如图3a[45]所示.其中,凝固晶界(solidification grain boundary)和迁移晶界(migrated grain boundary)均为大角度晶界,由不同生长方向的枝晶簇形成.凝固晶界因曲折度高,在冷却过程中,为降低晶界能而平直化,从而发生晶界迁移,形成迁移晶界.因迁移晶界具有平直的特征,有利于裂纹的萌生和扩展,DDC倾向于出现在迁移晶界上.凝固亚晶界(solidification subgrain boundary)则是相邻单个枝晶的界面,是小角度晶界.区别于焊接过程中因液相薄膜撕裂产生的凝固裂纹和液化裂纹,DDC产生在热影响区或再热焊缝区,是一种高温固相开裂的行为.图3b[28]示意了DDC出现的位置,图中,TL表示液相线温度,TR表示再结晶温度,TX表示其他某一温度. ...
... 图4a[42]反映了DDC的微观特征,晶界因应变集中而被拉开,局部断面比较平整,有微小凹凸起伏,可能与晶界局部应变集中产生的孔洞有关.图4b[42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... [42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... [
42]
Morphologies of DDC (a) and fracture surface (b) at 1000<sup>o</sup>C in nickel-based alloy<sup>[<xref ref-type="bibr" rid="R42">42</xref>]</sup>Fig.4![]() <strong>3 DDC</strong>的评价
<strong>3 DDC</strong>的评价目前对失塑裂纹敏感性的评价主要是基于力学性能测试结果中的应力和应变指标,这些方法包括应变致裂(strain-to-fracture,STF)实验、可调拘束实验、高温拉伸实验、原位高温拉伸实验等. ...
... [
42]
Fig.4![]() <strong>3 DDC</strong>的评价
<strong>3 DDC</strong>的评价目前对失塑裂纹敏感性的评价主要是基于力学性能测试结果中的应力和应变指标,这些方法包括应变致裂(strain-to-fracture,STF)实验、可调拘束实验、高温拉伸实验、原位高温拉伸实验等. ...
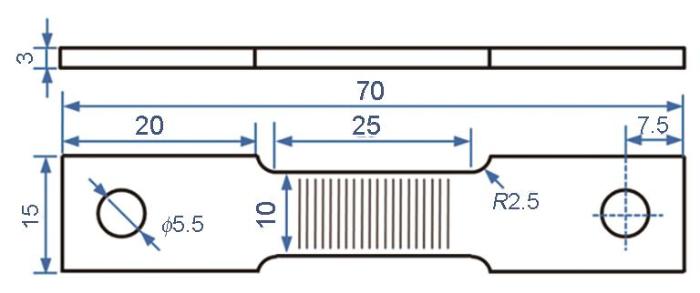
... 在STF实验基础上,Chen等[42,43]和Qin等[48]对该评价方法进行了改进,去除点焊过程,直接在多层多道焊缝上取样并进行STF实验.同时,Chen等[42,43]对STF试样表面进行了划线分区,可将标距缩小至1 mm以内,提高了DDC临界应变测试精度,改进的试样如图5[42]所示.结果表明,标距变化对DDC临界应变和敏感温度有比较大的影响. ...
... [42,43]对STF试样表面进行了划线分区,可将标距缩小至1 mm以内,提高了DDC临界应变测试精度,改进的试样如图5[42]所示.结果表明,标距变化对DDC临界应变和敏感温度有比较大的影响. ...
... [42]所示.结果表明,标距变化对DDC临界应变和敏感温度有比较大的影响. ...
... [
42]
Schematic illustration of improved specimen design (unit: mm)<sup>[<xref ref-type="bibr" rid="R42">42</xref>]</sup>Fig.5![]() <strong>3.2</strong> 可调拘束实验
<strong>3.2</strong> 可调拘束实验可调拘束实验是焊接热裂纹常见的一种评价方法[49,50],包括横向可调拘束实验、纵向可调拘束实验和点可调拘束实验,测试基本步骤类似,即在试样中心焊接,熄弧后立即对试样进行三点弯曲,然后采用光学显微镜观察试样表面焊缝或焊点附近热影响区的开裂情况,根据统计的裂纹数量、最大裂纹长度等裂纹特征参数,建立其与弯曲应变之间的关系,通过加载不同弯曲应变,半定量地评价DDC敏感性. ...
... [
42]
Fig.5![]() <strong>3.2</strong> 可调拘束实验
<strong>3.2</strong> 可调拘束实验可调拘束实验是焊接热裂纹常见的一种评价方法[49,50],包括横向可调拘束实验、纵向可调拘束实验和点可调拘束实验,测试基本步骤类似,即在试样中心焊接,熄弧后立即对试样进行三点弯曲,然后采用光学显微镜观察试样表面焊缝或焊点附近热影响区的开裂情况,根据统计的裂纹数量、最大裂纹长度等裂纹特征参数,建立其与弯曲应变之间的关系,通过加载不同弯曲应变,半定量地评价DDC敏感性. ...
... 研究[42]发现,镍基合金DDC敏感性与凝固组织的粗大晶粒相关.随着晶粒尺寸的减小,在高温变形过程中,能够更好地协调局部变形,有利于减少大角度晶界附近的应变集中程度,从而降低晶界开裂的风险.Yu等[102]通过在电弧焊过程中增加电磁振荡,减小了焊缝区的晶粒尺寸.随着晶粒尺寸的减小,镍基合金焊缝材料的DDC敏感性降低;Hua等[103]通过在钨极氩弧焊的电弧上增加超声辅助,得到了晶粒细化的Inconel 690熔覆金属组织,经STF实验,发现DDC敏感性降低. ...
FM-52M熔敷金属高温失塑裂纹机理研究
14
2014
... 图2a[42]为Inconel 52M焊缝金属微观组织的光学显微镜(OM)像.可见,奥氏体晶粒表现出明显的粗大特征,其尺寸通常可达数百微米,同时能观察到大角度晶界.奥氏体晶粒内存在亚晶界,是焊缝凝固过程中形成的树枝晶组织.图2b[42]在扫描电镜(SEM)下观察到不同形貌的析出物,分别分布在奥氏体晶粒内和大角度晶界(grain boundary,GB)上.其中,大角度晶界上主要为富Cr的M23C6,晶内主要为富Nb的MC以及少量Laves相[37,43,44]. ...
... [42]在扫描电镜(SEM)下观察到不同形貌的析出物,分别分布在奥氏体晶粒内和大角度晶界(grain boundary,GB)上.其中,大角度晶界上主要为富Cr的M23C6,晶内主要为富Nb的MC以及少量Laves相[37,43,44]. ...
... [
42]
OM image of Inconel 52M weld metal (a) and SEM image of precipitates at high-angle grain boundary (b)<sup>[<xref ref-type="bibr" rid="R42">42</xref>]</sup>Fig.2![]()
凝固组织中的晶界类型如图3a[45]所示.其中,凝固晶界(solidification grain boundary)和迁移晶界(migrated grain boundary)均为大角度晶界,由不同生长方向的枝晶簇形成.凝固晶界因曲折度高,在冷却过程中,为降低晶界能而平直化,从而发生晶界迁移,形成迁移晶界.因迁移晶界具有平直的特征,有利于裂纹的萌生和扩展,DDC倾向于出现在迁移晶界上.凝固亚晶界(solidification subgrain boundary)则是相邻单个枝晶的界面,是小角度晶界.区别于焊接过程中因液相薄膜撕裂产生的凝固裂纹和液化裂纹,DDC产生在热影响区或再热焊缝区,是一种高温固相开裂的行为.图3b[28]示意了DDC出现的位置,图中,TL表示液相线温度,TR表示再结晶温度,TX表示其他某一温度. ...
... [
42]
Fig.2![]()
凝固组织中的晶界类型如图3a[45]所示.其中,凝固晶界(solidification grain boundary)和迁移晶界(migrated grain boundary)均为大角度晶界,由不同生长方向的枝晶簇形成.凝固晶界因曲折度高,在冷却过程中,为降低晶界能而平直化,从而发生晶界迁移,形成迁移晶界.因迁移晶界具有平直的特征,有利于裂纹的萌生和扩展,DDC倾向于出现在迁移晶界上.凝固亚晶界(solidification subgrain boundary)则是相邻单个枝晶的界面,是小角度晶界.区别于焊接过程中因液相薄膜撕裂产生的凝固裂纹和液化裂纹,DDC产生在热影响区或再热焊缝区,是一种高温固相开裂的行为.图3b[28]示意了DDC出现的位置,图中,TL表示液相线温度,TR表示再结晶温度,TX表示其他某一温度. ...
... 图4a[42]反映了DDC的微观特征,晶界因应变集中而被拉开,局部断面比较平整,有微小凹凸起伏,可能与晶界局部应变集中产生的孔洞有关.图4b[42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... [42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... [
42]
Morphologies of DDC (a) and fracture surface (b) at 1000<sup>o</sup>C in nickel-based alloy<sup>[<xref ref-type="bibr" rid="R42">42</xref>]</sup>Fig.4![]() <strong>3 DDC</strong>的评价
<strong>3 DDC</strong>的评价目前对失塑裂纹敏感性的评价主要是基于力学性能测试结果中的应力和应变指标,这些方法包括应变致裂(strain-to-fracture,STF)实验、可调拘束实验、高温拉伸实验、原位高温拉伸实验等. ...
... [
42]
Fig.4![]() <strong>3 DDC</strong>的评价
<strong>3 DDC</strong>的评价目前对失塑裂纹敏感性的评价主要是基于力学性能测试结果中的应力和应变指标,这些方法包括应变致裂(strain-to-fracture,STF)实验、可调拘束实验、高温拉伸实验、原位高温拉伸实验等. ...
... 在STF实验基础上,Chen等[42,43]和Qin等[48]对该评价方法进行了改进,去除点焊过程,直接在多层多道焊缝上取样并进行STF实验.同时,Chen等[42,43]对STF试样表面进行了划线分区,可将标距缩小至1 mm以内,提高了DDC临界应变测试精度,改进的试样如图5[42]所示.结果表明,标距变化对DDC临界应变和敏感温度有比较大的影响. ...
... [42,43]对STF试样表面进行了划线分区,可将标距缩小至1 mm以内,提高了DDC临界应变测试精度,改进的试样如图5[42]所示.结果表明,标距变化对DDC临界应变和敏感温度有比较大的影响. ...
... [42]所示.结果表明,标距变化对DDC临界应变和敏感温度有比较大的影响. ...
... [
42]
Schematic illustration of improved specimen design (unit: mm)<sup>[<xref ref-type="bibr" rid="R42">42</xref>]</sup>Fig.5![]() <strong>3.2</strong> 可调拘束实验
<strong>3.2</strong> 可调拘束实验可调拘束实验是焊接热裂纹常见的一种评价方法[49,50],包括横向可调拘束实验、纵向可调拘束实验和点可调拘束实验,测试基本步骤类似,即在试样中心焊接,熄弧后立即对试样进行三点弯曲,然后采用光学显微镜观察试样表面焊缝或焊点附近热影响区的开裂情况,根据统计的裂纹数量、最大裂纹长度等裂纹特征参数,建立其与弯曲应变之间的关系,通过加载不同弯曲应变,半定量地评价DDC敏感性. ...
... [
42]
Fig.5![]() <strong>3.2</strong> 可调拘束实验
<strong>3.2</strong> 可调拘束实验可调拘束实验是焊接热裂纹常见的一种评价方法[49,50],包括横向可调拘束实验、纵向可调拘束实验和点可调拘束实验,测试基本步骤类似,即在试样中心焊接,熄弧后立即对试样进行三点弯曲,然后采用光学显微镜观察试样表面焊缝或焊点附近热影响区的开裂情况,根据统计的裂纹数量、最大裂纹长度等裂纹特征参数,建立其与弯曲应变之间的关系,通过加载不同弯曲应变,半定量地评价DDC敏感性. ...
... 研究[42]发现,镍基合金DDC敏感性与凝固组织的粗大晶粒相关.随着晶粒尺寸的减小,在高温变形过程中,能够更好地协调局部变形,有利于减少大角度晶界附近的应变集中程度,从而降低晶界开裂的风险.Yu等[102]通过在电弧焊过程中增加电磁振荡,减小了焊缝区的晶粒尺寸.随着晶粒尺寸的减小,镍基合金焊缝材料的DDC敏感性降低;Hua等[103]通过在钨极氩弧焊的电弧上增加超声辅助,得到了晶粒细化的Inconel 690熔覆金属组织,经STF实验,发现DDC敏感性降低. ...
Effect of grain boundary behaviour on ductility dip cracking mechanism
3
2014
... 图2a[42]为Inconel 52M焊缝金属微观组织的光学显微镜(OM)像.可见,奥氏体晶粒表现出明显的粗大特征,其尺寸通常可达数百微米,同时能观察到大角度晶界.奥氏体晶粒内存在亚晶界,是焊缝凝固过程中形成的树枝晶组织.图2b[42]在扫描电镜(SEM)下观察到不同形貌的析出物,分别分布在奥氏体晶粒内和大角度晶界(grain boundary,GB)上.其中,大角度晶界上主要为富Cr的M23C6,晶内主要为富Nb的MC以及少量Laves相[37,43,44]. ...
... 在STF实验基础上,Chen等[42,43]和Qin等[48]对该评价方法进行了改进,去除点焊过程,直接在多层多道焊缝上取样并进行STF实验.同时,Chen等[42,43]对STF试样表面进行了划线分区,可将标距缩小至1 mm以内,提高了DDC临界应变测试精度,改进的试样如图5[42]所示.结果表明,标距变化对DDC临界应变和敏感温度有比较大的影响. ...
... ,43]对STF试样表面进行了划线分区,可将标距缩小至1 mm以内,提高了DDC临界应变测试精度,改进的试样如图5[42]所示.结果表明,标距变化对DDC临界应变和敏感温度有比较大的影响. ...
Ductility-dip cracking susceptibility of filler metal 52 and 52M Ni-base filler metals
2
2005
... 图2a[42]为Inconel 52M焊缝金属微观组织的光学显微镜(OM)像.可见,奥氏体晶粒表现出明显的粗大特征,其尺寸通常可达数百微米,同时能观察到大角度晶界.奥氏体晶粒内存在亚晶界,是焊缝凝固过程中形成的树枝晶组织.图2b[42]在扫描电镜(SEM)下观察到不同形貌的析出物,分别分布在奥氏体晶粒内和大角度晶界(grain boundary,GB)上.其中,大角度晶界上主要为富Cr的M23C6,晶内主要为富Nb的MC以及少量Laves相[37,43,44]. ...
... 焊接过程中出现的DDC是镍基合金晶界中温脆化行为的一种表现形式[57].这种中温脆化现象常见于fcc结构的纯金属与合金中,如镍基合金、不锈钢、铜合金等,表现为在(0.5~0.8)TS温度区间内的塑性快速降低现象[44,58].国内外学者经过大量的研究,总结出了3种典型的DDC形成机制. ...
Inconel 690熔覆金属高温失塑裂纹敏感性及评价方法研究
4
2019
... 凝固组织中的晶界类型如图3a[45]所示.其中,凝固晶界(solidification grain boundary)和迁移晶界(migrated grain boundary)均为大角度晶界,由不同生长方向的枝晶簇形成.凝固晶界因曲折度高,在冷却过程中,为降低晶界能而平直化,从而发生晶界迁移,形成迁移晶界.因迁移晶界具有平直的特征,有利于裂纹的萌生和扩展,DDC倾向于出现在迁移晶界上.凝固亚晶界(solidification subgrain boundary)则是相邻单个枝晶的界面,是小角度晶界.区别于焊接过程中因液相薄膜撕裂产生的凝固裂纹和液化裂纹,DDC产生在热影响区或再热焊缝区,是一种高温固相开裂的行为.图3b[28]示意了DDC出现的位置,图中,TL表示液相线温度,TR表示再结晶温度,TX表示其他某一温度. ...
... [
45]及失塑裂纹(DDC)敏感区域
[28]Schematic illustration of grain boundaries in nickel-based weld metals (a)<sup>[<xref ref-type="bibr" rid="R45">45</xref>]</sup> and susceptible region of ductility-dip crack (DDC) (<i>T</i><sub>L</sub> is liquid temperature, <i>T</i><sub>S</sub> is solid temperature, <i>T</i><sub>R</sub> is recrystallization temperature, and <i>T</i><sub>X</sub> represents a certain temperature) (b)<sup>[<xref ref-type="bibr" rid="R28">28</xref>]</sup>Fig.3![]()
图4a[42]反映了DDC的微观特征,晶界因应变集中而被拉开,局部断面比较平整,有微小凹凸起伏,可能与晶界局部应变集中产生的孔洞有关.图4b[42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... [
45] and susceptible region of ductility-dip crack (DDC) (
TL is liquid temperature,
TS is solid temperature,
TR is recrystallization temperature, and
TX represents a certain temperature) (b)
[28]Fig.3![]()
图4a[42]反映了DDC的微观特征,晶界因应变集中而被拉开,局部断面比较平整,有微小凹凸起伏,可能与晶界局部应变集中产生的孔洞有关.图4b[42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
Inconel 690熔覆金属高温失塑裂纹敏感性及评价方法研究
4
2019
... 凝固组织中的晶界类型如图3a[45]所示.其中,凝固晶界(solidification grain boundary)和迁移晶界(migrated grain boundary)均为大角度晶界,由不同生长方向的枝晶簇形成.凝固晶界因曲折度高,在冷却过程中,为降低晶界能而平直化,从而发生晶界迁移,形成迁移晶界.因迁移晶界具有平直的特征,有利于裂纹的萌生和扩展,DDC倾向于出现在迁移晶界上.凝固亚晶界(solidification subgrain boundary)则是相邻单个枝晶的界面,是小角度晶界.区别于焊接过程中因液相薄膜撕裂产生的凝固裂纹和液化裂纹,DDC产生在热影响区或再热焊缝区,是一种高温固相开裂的行为.图3b[28]示意了DDC出现的位置,图中,TL表示液相线温度,TR表示再结晶温度,TX表示其他某一温度. ...
... [
45]及失塑裂纹(DDC)敏感区域
[28]Schematic illustration of grain boundaries in nickel-based weld metals (a)<sup>[<xref ref-type="bibr" rid="R45">45</xref>]</sup> and susceptible region of ductility-dip crack (DDC) (<i>T</i><sub>L</sub> is liquid temperature, <i>T</i><sub>S</sub> is solid temperature, <i>T</i><sub>R</sub> is recrystallization temperature, and <i>T</i><sub>X</sub> represents a certain temperature) (b)<sup>[<xref ref-type="bibr" rid="R28">28</xref>]</sup>Fig.3![]()
图4a[42]反映了DDC的微观特征,晶界因应变集中而被拉开,局部断面比较平整,有微小凹凸起伏,可能与晶界局部应变集中产生的孔洞有关.图4b[42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... [
45] and susceptible region of ductility-dip crack (DDC) (
TL is liquid temperature,
TS is solid temperature,
TR is recrystallization temperature, and
TX represents a certain temperature) (b)
[28]Fig.3![]()
图4a[42]反映了DDC的微观特征,晶界因应变集中而被拉开,局部断面比较平整,有微小凹凸起伏,可能与晶界局部应变集中产生的孔洞有关.图4b[42]为1000℃下的拉伸断口形貌,该温度处于镍基合金的失塑区间,断口呈现出明显的枝晶形貌,表明断裂是沿枝晶间的晶界发生. ...
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
Development of the strain-to-fracture test
3
2003
... STF实验方法由Nissley和Lippold[46,47]建立,是一种基于热力模拟的DDC敏感性评价方法.其基本步骤为,在试样中心点焊重熔,形成模拟的焊态组织,在Gleeble热力耦合模拟试验机上对试样施加热循环,并在峰值温度的保温阶段施加应变,然后用显微镜观察试样表面开裂情况.通过一定数量的不同峰值温度和应变的组合实验,得到不同峰值温度下出现DDC的临界应变.观察到裂纹时的临界应变越小,DDC敏感性越高.将临界应变与温度的关系进行拟合,可获得DDC最小临界应变及其对应的最敏感温度. ...
... Rhines和Wray[59]最早报道了镍基合金的中温脆化现象,认为与其低塑性温度区间内的低应变速率引起的扩散蠕变有关.在应力作用下,空洞出现于大角度晶界;随着应力的增加,大角度晶界滑移,引起剪切作用,造成孔洞合并产生微裂纹,从而塑性下降.研究者[23,28~30,46,51]利用STF实验获得了DDC的敏感温度和最小临界应变,发现Inconel 690焊缝金属的DDC敏感温度比其他镍基合金的中温开裂温度更高,进而发展了晶界滑移诱发DDC的机制,包括3种情况,如图7[23]所示:(1) 对于平直晶界,其三叉晶界位置因晶界滑移而产生应变集中,导致开裂;(2) 当平直晶界存在析出相时,析出相会抑制晶界滑移,同时在析出相附近产生应变集中,当应变集中到一定程度时,析出相附近形成空洞;(3) 当曲折的晶界上存在析出相时,曲折晶界和晶界析出相均能分担应变,应变集中程度得到缓解,从而提高了DDC临界应变. ...
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
Ductility-dip cracking susceptibility of austenitic alloys
2
2003
... STF实验方法由Nissley和Lippold[46,47]建立,是一种基于热力模拟的DDC敏感性评价方法.其基本步骤为,在试样中心点焊重熔,形成模拟的焊态组织,在Gleeble热力耦合模拟试验机上对试样施加热循环,并在峰值温度的保温阶段施加应变,然后用显微镜观察试样表面开裂情况.通过一定数量的不同峰值温度和应变的组合实验,得到不同峰值温度下出现DDC的临界应变.观察到裂纹时的临界应变越小,DDC敏感性越高.将临界应变与温度的关系进行拟合,可获得DDC最小临界应变及其对应的最敏感温度. ...
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
Investigation on the microstructure and ductility-dip cracking susceptibility of the butt weld welded with ENiCrFe-7 nickel-base alloy-covered electrodes
2
2015
... 在STF实验基础上,Chen等[42,43]和Qin等[48]对该评价方法进行了改进,去除点焊过程,直接在多层多道焊缝上取样并进行STF实验.同时,Chen等[42,43]对STF试样表面进行了划线分区,可将标距缩小至1 mm以内,提高了DDC临界应变测试精度,改进的试样如图5[42]所示.结果表明,标距变化对DDC临界应变和敏感温度有比较大的影响. ...
... M23C6的析出引起了镍基合金晶界处的元素组分和局部性能的改变,进而影响材料的力学性能和开裂行为.Ramirez等[23]和Nissley等[75]在研究Inconel 690焊缝金属的DDC敏感性时发现,当晶界上M23C6数量较多时,会阻碍晶界的滑移,并在其附近引起应力集中,诱发DDC.Mo等[95]分析NiCrFe-7焊缝金属在600~930℃的高温性能时发现,在810~870℃范围内,随着M23C6的析出数量增加,晶界强度低于晶内强度,发生了沿晶开裂;而在810℃以下或者870℃以上时,由于M23C6的析出数量减少,晶界强度高于晶内强度,从而发生了韧性断裂.同时,DDC容易在M23C6与基体的结合处产生.Qin等[48,96]通过STF实验研究NiCrFe-7熔敷金属性能时发现,晶界上的M23C6在700~950℃会明显粗化,而当温度高于1000℃后发生溶解,认为这种演化行为是引起DDC裂纹的主要原因.Lee等[97]对Inconel 690合金管开展了700℃不同时效热处理,在时效16 h以内,随着M23C6的析出,材料的强度增加;而当超过16 h后,由于M23C6的粗化导致与基体的结合强度降低,引起沿晶开裂,导致强度和塑性下降.Li等[4]对Inconel 690焊缝金属DDC区域原位聚焦离子束制备样品,通过SEM观察,发现裂纹尖端边缘存在M23C6析出相. ...
Different aspect of solidification cracking susceptibility and hot ductility behavior of borated stainless steels and the effects of boron content
1
2020
... 可调拘束实验是焊接热裂纹常见的一种评价方法[49,50],包括横向可调拘束实验、纵向可调拘束实验和点可调拘束实验,测试基本步骤类似,即在试样中心焊接,熄弧后立即对试样进行三点弯曲,然后采用光学显微镜观察试样表面焊缝或焊点附近热影响区的开裂情况,根据统计的裂纹数量、最大裂纹长度等裂纹特征参数,建立其与弯曲应变之间的关系,通过加载不同弯曲应变,半定量地评价DDC敏感性. ...
Assessment of ductility dip cracking susceptibility on Ni based alloy by FEM simulation
1
2012
... 可调拘束实验是焊接热裂纹常见的一种评价方法[49,50],包括横向可调拘束实验、纵向可调拘束实验和点可调拘束实验,测试基本步骤类似,即在试样中心焊接,熄弧后立即对试样进行三点弯曲,然后采用光学显微镜观察试样表面焊缝或焊点附近热影响区的开裂情况,根据统计的裂纹数量、最大裂纹长度等裂纹特征参数,建立其与弯曲应变之间的关系,通过加载不同弯曲应变,半定量地评价DDC敏感性. ...
Effects of filler metal composition on the microstructure and mechanical properties for ER NiCrFe-7 multi-pass weldments
5
2013
... 高温拉伸实验是对焊缝进行综合力学评估的一种最常用的实验方法.采用该实验方法,通过分析不同温度拉断试样的延伸率或断面收缩率,判定高温失塑区间的大小,可间接地比较不同材料的DDC敏感性[51].高温拉伸实验的优点在于其操作简单,能够快速获得材料的综合力学性能数据及其变化规律,但缺点是无法准确量化DDC的临界应变. ...
... Rhines和Wray[59]最早报道了镍基合金的中温脆化现象,认为与其低塑性温度区间内的低应变速率引起的扩散蠕变有关.在应力作用下,空洞出现于大角度晶界;随着应力的增加,大角度晶界滑移,引起剪切作用,造成孔洞合并产生微裂纹,从而塑性下降.研究者[23,28~30,46,51]利用STF实验获得了DDC的敏感温度和最小临界应变,发现Inconel 690焊缝金属的DDC敏感温度比其他镍基合金的中温开裂温度更高,进而发展了晶界滑移诱发DDC的机制,包括3种情况,如图7[23]所示:(1) 对于平直晶界,其三叉晶界位置因晶界滑移而产生应变集中,导致开裂;(2) 当平直晶界存在析出相时,析出相会抑制晶界滑移,同时在析出相附近产生应变集中,当应变集中到一定程度时,析出相附近形成空洞;(3) 当曲折的晶界上存在析出相时,曲折晶界和晶界析出相均能分担应变,应变集中程度得到缓解,从而提高了DDC临界应变. ...
... Ti元素:Ti是去氧元素,与焊缝中的O原子形成TiO[51,72].当Ti含量增加时,TiO的数量增加,会降低熔池的流动性,并形成夹渣保留在焊缝中[51].Ti与C、N也有很好的结合力,在凝固过程中容易形成Ti(C, N)[71],对晶界迁移有钉扎效果,可以增加晶界的曲折度.同时,随着Ti含量的增加,结合了组织中游离的C原子,可以减少晶界M23C6析出.因此,Ti能降低DDC敏感性[51]. ...
... [51].Ti与C、N也有很好的结合力,在凝固过程中容易形成Ti(C, N)[71],对晶界迁移有钉扎效果,可以增加晶界的曲折度.同时,随着Ti含量的增加,结合了组织中游离的C原子,可以减少晶界M23C6析出.因此,Ti能降低DDC敏感性[51]. ...
... [51]. ...
Development of high-temperature strain instrumentation for in situ SEM evaluation of ductility dip cracking
1
2014
... 原位高温拉伸实验通过在SEM下利用加热台和拉伸台对试样进行热力加载,原位观察试样表面开裂的整个动态过程,并且得到DDC的实时应变[52~54].从DDC的温度-应变敏感曲线来看,临界应变值大于STF实验结果.但是,这种方法对设备要求很高,增加了测试成本,同时受设备的限制,测试温度通常低于1000℃. ...
Intergranular cracking in alloy 690 with Nb, Mo, and Hf Additions: In situ SEM high temperature deformation study
0
2012
In situ observations of ductility-dip cracking mechanism in Ni-Cr-Fe alloys
1
2011
... 原位高温拉伸实验通过在SEM下利用加热台和拉伸台对试样进行热力加载,原位观察试样表面开裂的整个动态过程,并且得到DDC的实时应变[52~54].从DDC的温度-应变敏感曲线来看,临界应变值大于STF实验结果.但是,这种方法对设备要求很高,增加了测试成本,同时受设备的限制,测试温度通常低于1000℃. ...
New measurement technique of ductility curve for ductility-dip cracking susceptibility in alloy 690 welds
5
2016
... Kadoi等[55,56]采用感应加热的方式模拟了焊接热影响区的热循环过程,并通过变焦高速相机记录了高温拉伸过程中标记区域的动态变化,对实验中记录的图像进行后处理,获得了不同温度下DDC临界应变.实验过程示意图如图6[55]所示,也实现了DDC的原位实验. ...
... [55]所示,也实现了DDC的原位实验. ...
... [
55]
In situ hot tensile test<sup>[<xref ref-type="bibr" rid="R55">55</xref>]</sup>Fig.6![]() <strong>4 DDC</strong>形成机制
<strong>4 DDC</strong>形成机制焊接过程中出现的DDC是镍基合金晶界中温脆化行为的一种表现形式[57].这种中温脆化现象常见于fcc结构的纯金属与合金中,如镍基合金、不锈钢、铜合金等,表现为在(0.5~0.8)TS温度区间内的塑性快速降低现象[44,58].国内外学者经过大量的研究,总结出了3种典型的DDC形成机制. ...
... [
55]
Fig.6![]() <strong>4 DDC</strong>形成机制
<strong>4 DDC</strong>形成机制焊接过程中出现的DDC是镍基合金晶界中温脆化行为的一种表现形式[57].这种中温脆化现象常见于fcc结构的纯金属与合金中,如镍基合金、不锈钢、铜合金等,表现为在(0.5~0.8)TS温度区间内的塑性快速降低现象[44,58].国内外学者经过大量的研究,总结出了3种典型的DDC形成机制. ...
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
Ductility-dip cracking susceptibility in dissimilar weld metals of alloy 690 filler metal and low alloy steel
1
2019
... Kadoi等[55,56]采用感应加热的方式模拟了焊接热影响区的热循环过程,并通过变焦高速相机记录了高温拉伸过程中标记区域的动态变化,对实验中记录的图像进行后处理,获得了不同温度下DDC临界应变.实验过程示意图如图6[55]所示,也实现了DDC的原位实验. ...
Intermediate temperature grain boundary embrittlement in nickel-base weld metals
2
2006
... 焊接过程中出现的DDC是镍基合金晶界中温脆化行为的一种表现形式[57].这种中温脆化现象常见于fcc结构的纯金属与合金中,如镍基合金、不锈钢、铜合金等,表现为在(0.5~0.8)TS温度区间内的塑性快速降低现象[44,58].国内外学者经过大量的研究,总结出了3种典型的DDC形成机制. ...
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
Mechanism of intermediate temperature embrittlement of Ni and Ni-based superalloys
1
2012
... 焊接过程中出现的DDC是镍基合金晶界中温脆化行为的一种表现形式[57].这种中温脆化现象常见于fcc结构的纯金属与合金中,如镍基合金、不锈钢、铜合金等,表现为在(0.5~0.8)TS温度区间内的塑性快速降低现象[44,58].国内外学者经过大量的研究,总结出了3种典型的DDC形成机制. ...
Investigation of the intermediate temperature ductility minimum in metals
1
1961
... Rhines和Wray[59]最早报道了镍基合金的中温脆化现象,认为与其低塑性温度区间内的低应变速率引起的扩散蠕变有关.在应力作用下,空洞出现于大角度晶界;随着应力的增加,大角度晶界滑移,引起剪切作用,造成孔洞合并产生微裂纹,从而塑性下降.研究者[23,28~30,46,51]利用STF实验获得了DDC的敏感温度和最小临界应变,发现Inconel 690焊缝金属的DDC敏感温度比其他镍基合金的中温开裂温度更高,进而发展了晶界滑移诱发DDC的机制,包括3种情况,如图7[23]所示:(1) 对于平直晶界,其三叉晶界位置因晶界滑移而产生应变集中,导致开裂;(2) 当平直晶界存在析出相时,析出相会抑制晶界滑移,同时在析出相附近产生应变集中,当应变集中到一定程度时,析出相附近形成空洞;(3) 当曲折的晶界上存在析出相时,曲折晶界和晶界析出相均能分担应变,应变集中程度得到缓解,从而提高了DDC临界应变. ...
Auger spectroscopy results from ductility dip cracks opened under ultra-high vacuum
1
2005
... 研究[27,60~64]认为,Inconel 690焊缝金属中,杂质元素S和P等在中、大角度晶界处的偏析是DDC产生的主要原因.因为S和P倾向于向晶界扩散,减弱晶界结合力,增加晶界脆性.Yamaguchi等[65]通过可调拘束实验发现,随着合金中S和P含量的增加,Inconel 690焊缝金属的失塑温度区间随之线性扩大.通过对Ni-S二元体系的研究,发现S元素减弱了大角度晶界的结合力,从而造成脆性断裂.当S和P的含量控制在30 × 10-6以下,可避免产生DDC.然而,Li等[4]在DDC处采用聚焦离子束制备样品,并通过透射电镜(TEM)和三维原子探针层析方法表征了DDC附近的元素分布,并未发现S和P元素的偏析.因此,杂质元素偏析引发的晶界脆化机制也不能完全揭示DDC产生机理,需进一步深入研究. ...
Microcracking in multipass weld metal of alloy 690 Part 2—Microcracking mechanism in reheated weld metal
0
2006
Microcracking in multipass weld metal of alloy 690 Part 3—Prevention of microcracking in reheated weld metal by addition of La to filler metal
1
2006
... La和Ce稀土元素:少量的La/Ce,可降低S和P元素的有害作用,从而降低材料的DDC敏感性.研究[79,80]表明,当Ce / (P + S) > 0.22时,不会出现DDC.但随着La / Ce的比例增加,容易与Ni形成低熔点金属间化合物Ni-La/Ce,导致凝固裂纹和液化裂纹敏感性提高[62,81]. ...
The influence of different Nb-contents on the hot cracking susceptibility of Ni-base weld metals type 70/20
0
2005
Ni基690合金に適用できる粒界腐食試験法
2
1985
... 研究[27,60~64]认为,Inconel 690焊缝金属中,杂质元素S和P等在中、大角度晶界处的偏析是DDC产生的主要原因.因为S和P倾向于向晶界扩散,减弱晶界结合力,增加晶界脆性.Yamaguchi等[65]通过可调拘束实验发现,随着合金中S和P含量的增加,Inconel 690焊缝金属的失塑温度区间随之线性扩大.通过对Ni-S二元体系的研究,发现S元素减弱了大角度晶界的结合力,从而造成脆性断裂.当S和P的含量控制在30 × 10-6以下,可避免产生DDC.然而,Li等[4]在DDC处采用聚焦离子束制备样品,并通过透射电镜(TEM)和三维原子探针层析方法表征了DDC附近的元素分布,并未发现S和P元素的偏析.因此,杂质元素偏析引发的晶界脆化机制也不能完全揭示DDC产生机理,需进一步深入研究. ...
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
Ni基690合金に適用できる粒界腐食試験法
2
1985
... 研究[27,60~64]认为,Inconel 690焊缝金属中,杂质元素S和P等在中、大角度晶界处的偏析是DDC产生的主要原因.因为S和P倾向于向晶界扩散,减弱晶界结合力,增加晶界脆性.Yamaguchi等[65]通过可调拘束实验发现,随着合金中S和P含量的增加,Inconel 690焊缝金属的失塑温度区间随之线性扩大.通过对Ni-S二元体系的研究,发现S元素减弱了大角度晶界的结合力,从而造成脆性断裂.当S和P的含量控制在30 × 10-6以下,可避免产生DDC.然而,Li等[4]在DDC处采用聚焦离子束制备样品,并通过透射电镜(TEM)和三维原子探针层析方法表征了DDC附近的元素分布,并未发现S和P元素的偏析.因此,杂质元素偏析引发的晶界脆化机制也不能完全揭示DDC产生机理,需进一步深入研究. ...
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
Grain boundary decohesion by impurity segregation in a nickel-sulfur system
2
2005
... 研究[27,60~64]认为,Inconel 690焊缝金属中,杂质元素S和P等在中、大角度晶界处的偏析是DDC产生的主要原因.因为S和P倾向于向晶界扩散,减弱晶界结合力,增加晶界脆性.Yamaguchi等[65]通过可调拘束实验发现,随着合金中S和P含量的增加,Inconel 690焊缝金属的失塑温度区间随之线性扩大.通过对Ni-S二元体系的研究,发现S元素减弱了大角度晶界的结合力,从而造成脆性断裂.当S和P的含量控制在30 × 10-6以下,可避免产生DDC.然而,Li等[4]在DDC处采用聚焦离子束制备样品,并通过透射电镜(TEM)和三维原子探针层析方法表征了DDC附近的元素分布,并未发现S和P元素的偏析.因此,杂质元素偏析引发的晶界脆化机制也不能完全揭示DDC产生机理,需进一步深入研究. ...
... M23C6型碳化物是晶界上最主要的析出相,为fcc结构,与大角度晶界一侧的基体存在共格取向关系,但M23C6的晶格常数大于γ基体相.因此,Young等[25]和Yamaguchi等[65]认为,大角度晶界上M23C6与基体产生的局部错配应力,是诱发DDC的主要原因.随着C元素和Cr + Fe元素含量的增加,M23C6数量增多,DDC的数量增加[25].然而,另一方面,晶界析出相能够钉扎晶界,抑制晶界滑移,从晶界滑移机制的角度考虑,其作用是有益的.因此,晶界析出相诱发开裂机制对DDC的形成原因进行了定性的解释,但半定量或定量地研究晶界析出相对DDC的影响将更有意义. ...
The microstructure and fracture behavior of the dissimilar alloy 690-SUS 304L joint with various Nb addition
1
2003
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
Effects of Nb on the microstructure and corrosive property in the alloy 690-SUS 304L weldment
2
2005
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
... ,67,70,71]. ...
Development and manufacturing system for alloy 690 tubing for PWR steam Generators
1
1989
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
Nb含量对NiCrFe-7焊缝金属组织、缺陷和力学性能的影响
3
2015
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
Nb含量对NiCrFe-7焊缝金属组织、缺陷和力学性能的影响
3
2015
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
The effects of Mn and Nb on the microstructure and mechanical properties of alloy 152 welds
4
2015
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
... Mn元素:在镍基焊缝中增加Mn元素含量,对焊缝组织具有细化作用,可同时提高材料的高温强度和塑性,以及抗裂纹能力[70].同时,Mn与S、O元素具有很强的亲和力,起到固S作用,也会在焊缝金属的枝晶间形成MnO.焊缝金属中Mn含量增加到4%后,表现出良好的抗DDC 性能[77]. ...
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
N含量对690合金显微组织和室温力学性能的影响
2
2011
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
... Ti元素:Ti是去氧元素,与焊缝中的O原子形成TiO[51,72].当Ti含量增加时,TiO的数量增加,会降低熔池的流动性,并形成夹渣保留在焊缝中[51].Ti与C、N也有很好的结合力,在凝固过程中容易形成Ti(C, N)[71],对晶界迁移有钉扎效果,可以增加晶界的曲折度.同时,随着Ti含量的增加,结合了组织中游离的C原子,可以减少晶界M23C6析出.因此,Ti能降低DDC敏感性[51]. ...
N含量对690合金显微组织和室温力学性能的影响
2
2011
... Nb元素:Nb元素在镍基合金基体中有一定的固溶度,可起到固溶强化的作用,从而提高力学强度.Inconel 690焊缝金属在凝固过程中,当Nb含量超过0.55%时,会偏聚于枝晶间.由于Nb和C有很强的亲和力,能形成NbC相,具有很高的热稳定性[55].同时,随着Nb含量的增加,焊缝组织中的一次枝晶变短,枝晶间析出物由Ti(C, N)和Ti-Al-O的化合物向NbC转变[66,67];当枝晶间Nb含量很高时,形成低熔点Laves相(Ni2Nb)[26,57].Nb 降低了M23C6的初始析出温度, 减缓了M23C6的析出, 并且NbC的形成消耗了大量C原子,从而减少晶界处M23C6析出相.另一方面,随Nb含量增加,M23C6由多列连续分布转变为单列离散分布[64,68].Nb含量高于2.45%时,可有效降低焊缝金属的DDC敏感性[69].并且,Nb含量的增加扩大了固液区间温度范围,确保焊缝中的氧化物和夹渣浮出[24].但当Nb的含量超过3.35%后,引起Laves相的大量析出,增加了材料的液化裂纹倾向,会导致塑性下降[37,38,67,70,71]. ...
... Ti元素:Ti是去氧元素,与焊缝中的O原子形成TiO[51,72].当Ti含量增加时,TiO的数量增加,会降低熔池的流动性,并形成夹渣保留在焊缝中[51].Ti与C、N也有很好的结合力,在凝固过程中容易形成Ti(C, N)[71],对晶界迁移有钉扎效果,可以增加晶界的曲折度.同时,随着Ti含量的增加,结合了组织中游离的C原子,可以减少晶界M23C6析出.因此,Ti能降低DDC敏感性[51]. ...
Dissimilar welding of nickel-based alloy 690 to SUS 304L with Ti addition
1
2004
... Ti元素:Ti是去氧元素,与焊缝中的O原子形成TiO[51,72].当Ti含量增加时,TiO的数量增加,会降低熔池的流动性,并形成夹渣保留在焊缝中[51].Ti与C、N也有很好的结合力,在凝固过程中容易形成Ti(C, N)[71],对晶界迁移有钉扎效果,可以增加晶界的曲折度.同时,随着Ti含量的增加,结合了组织中游离的C原子,可以减少晶界M23C6析出.因此,Ti能降低DDC敏感性[51]. ...
Microstructure and flow behavior of Ni-Cr-Fe welds with Nb and Mo additions
2
2013
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
Ductility-dip cracking susceptibility of nickel-based weld metals Part 1: Strain-to-fracture testing
2
2008
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
... 在DDC出现的位置会发现动态再结晶晶粒,这是由于在较高的温度下(> 1000℃),镍基合金变形或开裂时产生的局部应变能足够驱动新的晶粒形核与长大.另一方面,动态再结晶过程可以释放累积应变,缓解局部区域的应变集中,促使DDC在该温度区间敏感性逐渐降低[19,23,30,74,75,93]. ...
Ductility-dip cracking susceptibility of nickel-based weld metals Part 2: Microstructural characterization
2
2009
... M23C6的析出引起了镍基合金晶界处的元素组分和局部性能的改变,进而影响材料的力学性能和开裂行为.Ramirez等[23]和Nissley等[75]在研究Inconel 690焊缝金属的DDC敏感性时发现,当晶界上M23C6数量较多时,会阻碍晶界的滑移,并在其附近引起应力集中,诱发DDC.Mo等[95]分析NiCrFe-7焊缝金属在600~930℃的高温性能时发现,在810~870℃范围内,随着M23C6的析出数量增加,晶界强度低于晶内强度,发生了沿晶开裂;而在810℃以下或者870℃以上时,由于M23C6的析出数量减少,晶界强度高于晶内强度,从而发生了韧性断裂.同时,DDC容易在M23C6与基体的结合处产生.Qin等[48,96]通过STF实验研究NiCrFe-7熔敷金属性能时发现,晶界上的M23C6在700~950℃会明显粗化,而当温度高于1000℃后发生溶解,认为这种演化行为是引起DDC裂纹的主要原因.Lee等[97]对Inconel 690合金管开展了700℃不同时效热处理,在时效16 h以内,随着M23C6的析出,材料的强度增加;而当超过16 h后,由于M23C6的粗化导致与基体的结合强度降低,引起沿晶开裂,导致强度和塑性下降.Li等[4]对Inconel 690焊缝金属DDC区域原位聚焦离子束制备样品,通过SEM观察,发现裂纹尖端边缘存在M23C6析出相. ...
... 在DDC出现的位置会发现动态再结晶晶粒,这是由于在较高的温度下(> 1000℃),镍基合金变形或开裂时产生的局部应变能足够驱动新的晶粒形核与长大.另一方面,动态再结晶过程可以释放累积应变,缓解局部区域的应变集中,促使DDC在该温度区间敏感性逐渐降低[19,23,30,74,75,93]. ...
Metallurgical investigation into ductility dip cracking in Ni-based alloys: Part I
1
2009
... Mo元素:镍基合金中加入Mo元素,可以减少晶界偏析,改善DDC敏感性[35].随着Mo含量的增加,焊缝的强度因固溶强化作用而随之提高[37].Inconel 52MSS中添加了约4.0%Mo,明显改善了焊缝材料的DDC敏感性[35,40].Jeng等[70,73]和莫文林等[69]通过增加Mn、Nb和Mo等元素含量,促使凝固过程中析出更多的MC/MN,提高了晶界曲折度,有利于改善高温塑性,降低DDC倾向.但Nb和Mo含量的增加会引起枝晶间的偏析,增加液化裂纹倾向[22,29,30,46,47,74~76]. ...
新型690镍基合金带极堆焊熔敷金属DDC裂纹敏感性研究
1
2018
... Mn元素:在镍基焊缝中增加Mn元素含量,对焊缝组织具有细化作用,可同时提高材料的高温强度和塑性,以及抗裂纹能力[70].同时,Mn与S、O元素具有很强的亲和力,起到固S作用,也会在焊缝金属的枝晶间形成MnO.焊缝金属中Mn含量增加到4%后,表现出良好的抗DDC 性能[77]. ...
新型690镍基合金带极堆焊熔敷金属DDC裂纹敏感性研究
1
2018
... Mn元素:在镍基焊缝中增加Mn元素含量,对焊缝组织具有细化作用,可同时提高材料的高温强度和塑性,以及抗裂纹能力[70].同时,Mn与S、O元素具有很强的亲和力,起到固S作用,也会在焊缝金属的枝晶间形成MnO.焊缝金属中Mn含量增加到4%后,表现出良好的抗DDC 性能[77]. ...
Effects of boron on the microstructure, ductility-dip-cracking, and tensile properties for NiCrFe-7 weld metal
1
2015
... B元素:B元素在焊接过程中倾向于偏析到晶界,形成M2B,降低凝固温度,促进M23C6在晶界处的偏析.因此,B会增加液化裂纹和DDC敏感性[78]. ...
Amelioration of microcracking in multipass weld metal of alloy 690 by adding rare earth metals
1
2009
... La和Ce稀土元素:少量的La/Ce,可降低S和P元素的有害作用,从而降低材料的DDC敏感性.研究[79,80]表明,当Ce / (P + S) > 0.22时,不会出现DDC.但随着La / Ce的比例增加,容易与Ni形成低熔点金属间化合物Ni-La/Ce,导致凝固裂纹和液化裂纹敏感性提高[62,81]. ...
Microcracking in multipass weld metal of alloy 690 Part 1—Microcracking susceptibility in reheated weld metal
1
2006
... La和Ce稀土元素:少量的La/Ce,可降低S和P元素的有害作用,从而降低材料的DDC敏感性.研究[79,80]表明,当Ce / (P + S) > 0.22时,不会出现DDC.但随着La / Ce的比例增加,容易与Ni形成低熔点金属间化合物Ni-La/Ce,导致凝固裂纹和液化裂纹敏感性提高[62,81]. ...
Prevention of microcracking in dissimilar multipass welds of alloy 690 to type 316L stainless steel by Ce addition to filler metal
1
2011
... La和Ce稀土元素:少量的La/Ce,可降低S和P元素的有害作用,从而降低材料的DDC敏感性.研究[79,80]表明,当Ce / (P + S) > 0.22时,不会出现DDC.但随着La / Ce的比例增加,容易与Ni形成低熔点金属间化合物Ni-La/Ce,导致凝固裂纹和液化裂纹敏感性提高[62,81]. ...
Effect of hafnium on the structure and properties of wrought nickel-base alloys
1
1986
... Hf元素:提高Hf含量,可以使镍基合金凝固温度区间变窄,同时形成弥散的圆形碳化物,钉扎晶界,提高材料的抗蠕变性能,降低DDC敏感性[82,83]. ...
Effect of Cr on eutectic phase formation and solidification temperature range in Ni-Cr-Hf system
1
2014
... Hf元素:提高Hf含量,可以使镍基合金凝固温度区间变窄,同时形成弥散的圆形碳化物,钉扎晶界,提高材料的抗蠕变性能,降低DDC敏感性[82,83]. ...
Solidification and solid state phenomena during TLP bonding of IN718 superalloy using Ni-Si-B ternary filler alloy
1
2013
... Si元素:Si元素会促进低熔点共晶化合物的形成,降低凝固温度,增大脆性温度范围,影响晶界的结合强度,从而增加DDC敏感性[84]. ...
Grain boundary segregation in binary nickel-bismuth alloy
1
2016
... Bi元素:Chellali等[85]对比研究了纯Ni和Ni-Bi二元合金发现,随着温度的升高,纯Ni在高温变形过程中不会出现脆性断裂,而Ni-Bi会出现低塑性区间.其原因为,Bi元素扩散到晶界,引起晶界脆性增加. ...
Surfactant effect of impurity sulphur in ductility dip cracking of a high-chromium nickel model alloy
1
2021
... S元素:如4.2节所述,S元素为杂质元素,扩散到晶界后,减弱晶界结合力,增加脆性,从而增加DDC敏感性.Rapetti等[86]发现S含量越高的镍基合金,DDC敏感性越高,尽管在晶界上没有表征到S,但在断口表面发现了S.他们认为,塑形变形加速了S向裂纹尖端的扩散,形成了一个动态晶界脆化现象,从而裂纹持续快速扩展. ...
Hydrogen-induced brittle fracture in nickel based alloy 82 weld metal
1
2019
... H元素:Collins等[29,30]通过STF实验发现,在焊接保护气体中添加5%H2 (体积分数)时,焊缝区域的开裂倾向比添加S和P时更为严重,但相关机理研究不多.Platt等[87]针对FM 82镍基材料的氢致脆性断裂研究时发现,因H的存在,拉伸试样从延性断裂转变为沿晶脆性断裂,材料的延伸率显著降低,主要原因是镍基合金中的碳化物析出相与基体因错配而产生的应变场成为“氢阱”,导致H更易于扩散到晶界,从而脆化晶界,造成延展性急剧下降. ...
Prediction of chromium depleted-zone evolution during aging of Ni-Cr-Fe alloys
1
2002
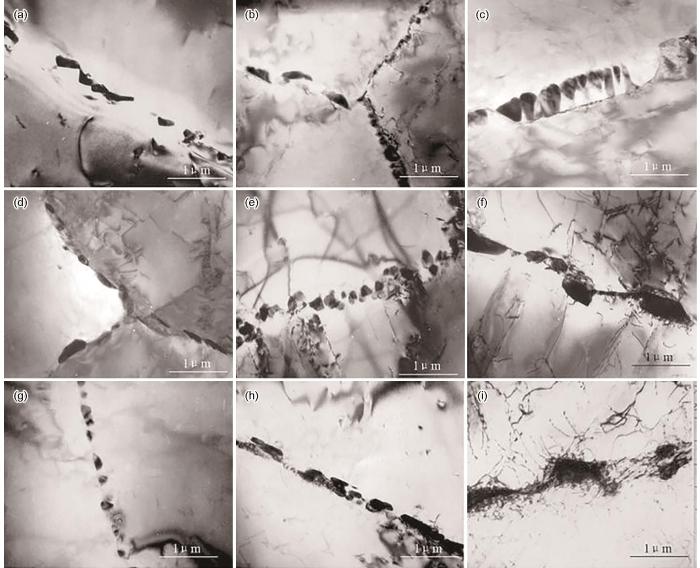
... 镍基合金基体中的C元素很容易扩散到晶界,与晶界附近的Cr原子形成M23C6,在晶界上析出.M23C6的析出造成了晶界局部贫Cr [11].根据Cr的扩散方程可以预测晶界M23C6的析出数量与晶界附近Cr浓度的变化规律[88].Jiao等[89]对Inconel 690合金进行了650、715和800℃下不同时间的热处理,研究晶界附近的碳化物平均尺寸和数量的变化规律,如图8[89]所示.可见,在650℃下,随着时间的延长,碳化物数量略有增加并倾向于紧密分布;在715℃下,随着时间的延长,碳化物的数量变多,并且尺寸增大;而在800℃下,经过5和10 h时效,碳化物逐渐粗化.基于实验结果,在经典形核理论、Kolmogorov-Johnson-Mehl-Avrami定律和扩散理论的基础上,构建了碳化物析出与Cr原子扩散之间的动力学模型,Cr原子浓度的实测结果证实了该模型的有效性.进一步,基于碳化物间距与平均尺寸的关系,引入了不连续因子,研究了热处理过程中碳化物形貌和Cr浓度变化规律. ...
Investigation of carbide precipitation process and chromium depletion during thermal treatment of alloy 690
4
2010
... 镍基合金基体中的C元素很容易扩散到晶界,与晶界附近的Cr原子形成M23C6,在晶界上析出.M23C6的析出造成了晶界局部贫Cr [11].根据Cr的扩散方程可以预测晶界M23C6的析出数量与晶界附近Cr浓度的变化规律[88].Jiao等[89]对Inconel 690合金进行了650、715和800℃下不同时间的热处理,研究晶界附近的碳化物平均尺寸和数量的变化规律,如图8[89]所示.可见,在650℃下,随着时间的延长,碳化物数量略有增加并倾向于紧密分布;在715℃下,随着时间的延长,碳化物的数量变多,并且尺寸增大;而在800℃下,经过5和10 h时效,碳化物逐渐粗化.基于实验结果,在经典形核理论、Kolmogorov-Johnson-Mehl-Avrami定律和扩散理论的基础上,构建了碳化物析出与Cr原子扩散之间的动力学模型,Cr原子浓度的实测结果证实了该模型的有效性.进一步,基于碳化物间距与平均尺寸的关系,引入了不连续因子,研究了热处理过程中碳化物形貌和Cr浓度变化规律. ...
... [89]所示.可见,在650℃下,随着时间的延长,碳化物数量略有增加并倾向于紧密分布;在715℃下,随着时间的延长,碳化物的数量变多,并且尺寸增大;而在800℃下,经过5和10 h时效,碳化物逐渐粗化.基于实验结果,在经典形核理论、Kolmogorov-Johnson-Mehl-Avrami定律和扩散理论的基础上,构建了碳化物析出与Cr原子扩散之间的动力学模型,Cr原子浓度的实测结果证实了该模型的有效性.进一步,基于碳化物间距与平均尺寸的关系,引入了不连续因子,研究了热处理过程中碳化物形貌和Cr浓度变化规律. ...
... [
89]
Carbide morphologies in Inconel 690 alloy after heat treatment at 650<sup>o</sup>C for 5 h (a), 10 h (b), and 20 h (c), at 715<sup>o</sup>C for 1 h (d), 10 h (e), and 20 h (f), and at 800<sup>o</sup>C for 5 h (g), 10 h (h), and 20 h (i)<sup>[<xref ref-type="bibr" rid="R89">89</xref>]</sup>Fig.8![]()
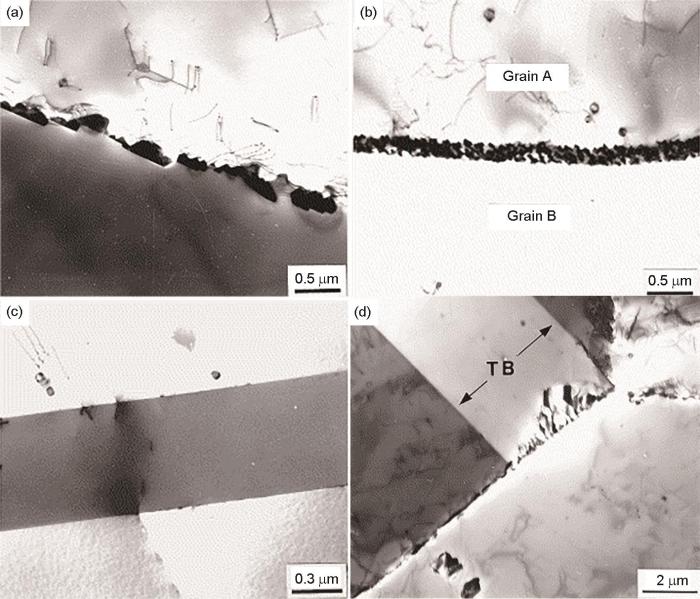
M23C6的析出与晶界特征和晶界能相关.Lim 等[90]对Inconel 690合金在720℃下进行了10 h的热处理,采用TEM研究了不同类型晶界上的M23C6析出特征,发现富Cr的M23C6相在较高晶界能的大角度晶界上表现出粗大和离散的分布特征,在小角度晶界上则为细小颗粒,在能量较低的非共格孪晶界上以针状析出,而在共格孪晶界上没有析出,如图9[90]所示.Sennour等[91]通过TEM和电子背散射衍射(EBSD)观察到M23C6出现在大于15°的晶界上.Li等[92~94]应用三维原子探针层析、高分辨TEM、SEM和EBSD等研究了碳化物在晶界析出时与基体的取向关系,发现Cr23C6形核前,C原子与Cr原子在690合金晶界的一侧形成共偏聚区.随后,Cr23C6在晶界处于高指数晶面的一侧形核,且与其形成共格关系. ...
... [
89]
Fig.8![]()
M23C6的析出与晶界特征和晶界能相关.Lim 等[90]对Inconel 690合金在720℃下进行了10 h的热处理,采用TEM研究了不同类型晶界上的M23C6析出特征,发现富Cr的M23C6相在较高晶界能的大角度晶界上表现出粗大和离散的分布特征,在小角度晶界上则为细小颗粒,在能量较低的非共格孪晶界上以针状析出,而在共格孪晶界上没有析出,如图9[90]所示.Sennour等[91]通过TEM和电子背散射衍射(EBSD)观察到M23C6出现在大于15°的晶界上.Li等[92~94]应用三维原子探针层析、高分辨TEM、SEM和EBSD等研究了碳化物在晶界析出时与基体的取向关系,发现Cr23C6形核前,C原子与Cr原子在690合金晶界的一侧形成共偏聚区.随后,Cr23C6在晶界处于高指数晶面的一侧形核,且与其形成共格关系. ...
The effect of grain boundary misorientation on the intergranular M23C6 carbide precipitation in thermally treated alloy 690
4
2004
... M23C6的析出与晶界特征和晶界能相关.Lim 等[90]对Inconel 690合金在720℃下进行了10 h的热处理,采用TEM研究了不同类型晶界上的M23C6析出特征,发现富Cr的M23C6相在较高晶界能的大角度晶界上表现出粗大和离散的分布特征,在小角度晶界上则为细小颗粒,在能量较低的非共格孪晶界上以针状析出,而在共格孪晶界上没有析出,如图9[90]所示.Sennour等[91]通过TEM和电子背散射衍射(EBSD)观察到M23C6出现在大于15°的晶界上.Li等[92~94]应用三维原子探针层析、高分辨TEM、SEM和EBSD等研究了碳化物在晶界析出时与基体的取向关系,发现Cr23C6形核前,C原子与Cr原子在690合金晶界的一侧形成共偏聚区.随后,Cr23C6在晶界处于高指数晶面的一侧形核,且与其形成共格关系. ...
... [90]所示.Sennour等[91]通过TEM和电子背散射衍射(EBSD)观察到M23C6出现在大于15°的晶界上.Li等[92~94]应用三维原子探针层析、高分辨TEM、SEM和EBSD等研究了碳化物在晶界析出时与基体的取向关系,发现Cr23C6形核前,C原子与Cr原子在690合金晶界的一侧形成共偏聚区.随后,Cr23C6在晶界处于高指数晶面的一侧形核,且与其形成共格关系. ...
... [
90]
Grain boundary (GB) precipitates in Inconel 690 alloy correlated with the grain boundary misorientation<sup>[<xref ref-type="bibr" rid="R90">90</xref>]</sup>(a) high angle GB (b) low angle GB ...
... [
90]
(a) high angle GB (b) low angle GB ...
TEM investigations on the effect of chromium content and of stress relief treatment on precipitation in alloy 82
1
2013
... M23C6的析出与晶界特征和晶界能相关.Lim 等[90]对Inconel 690合金在720℃下进行了10 h的热处理,采用TEM研究了不同类型晶界上的M23C6析出特征,发现富Cr的M23C6相在较高晶界能的大角度晶界上表现出粗大和离散的分布特征,在小角度晶界上则为细小颗粒,在能量较低的非共格孪晶界上以针状析出,而在共格孪晶界上没有析出,如图9[90]所示.Sennour等[91]通过TEM和电子背散射衍射(EBSD)观察到M23C6出现在大于15°的晶界上.Li等[92~94]应用三维原子探针层析、高分辨TEM、SEM和EBSD等研究了碳化物在晶界析出时与基体的取向关系,发现Cr23C6形核前,C原子与Cr原子在690合金晶界的一侧形成共偏聚区.随后,Cr23C6在晶界处于高指数晶面的一侧形核,且与其形成共格关系. ...
C-Cr segregation at grain boundary before the carbide nucleation in alloy 690
1
2012
... M23C6的析出与晶界特征和晶界能相关.Lim 等[90]对Inconel 690合金在720℃下进行了10 h的热处理,采用TEM研究了不同类型晶界上的M23C6析出特征,发现富Cr的M23C6相在较高晶界能的大角度晶界上表现出粗大和离散的分布特征,在小角度晶界上则为细小颗粒,在能量较低的非共格孪晶界上以针状析出,而在共格孪晶界上没有析出,如图9[90]所示.Sennour等[91]通过TEM和电子背散射衍射(EBSD)观察到M23C6出现在大于15°的晶界上.Li等[92~94]应用三维原子探针层析、高分辨TEM、SEM和EBSD等研究了碳化物在晶界析出时与基体的取向关系,发现Cr23C6形核前,C原子与Cr原子在690合金晶界的一侧形成共偏聚区.随后,Cr23C6在晶界处于高指数晶面的一侧形核,且与其形成共格关系. ...
The dependence of carbide morphology on grain boundary character in the highly twinned alloy 690
1
2010
... 在DDC出现的位置会发现动态再结晶晶粒,这是由于在较高的温度下(> 1000℃),镍基合金变形或开裂时产生的局部应变能足够驱动新的晶粒形核与长大.另一方面,动态再结晶过程可以释放累积应变,缓解局部区域的应变集中,促使DDC在该温度区间敏感性逐渐降低[19,23,30,74,75,93]. ...
The growth mechanism of grain boundary carbide in alloy 690
1
2013
... M23C6的析出与晶界特征和晶界能相关.Lim 等[90]对Inconel 690合金在720℃下进行了10 h的热处理,采用TEM研究了不同类型晶界上的M23C6析出特征,发现富Cr的M23C6相在较高晶界能的大角度晶界上表现出粗大和离散的分布特征,在小角度晶界上则为细小颗粒,在能量较低的非共格孪晶界上以针状析出,而在共格孪晶界上没有析出,如图9[90]所示.Sennour等[91]通过TEM和电子背散射衍射(EBSD)观察到M23C6出现在大于15°的晶界上.Li等[92~94]应用三维原子探针层析、高分辨TEM、SEM和EBSD等研究了碳化物在晶界析出时与基体的取向关系,发现Cr23C6形核前,C原子与Cr原子在690合金晶界的一侧形成共偏聚区.随后,Cr23C6在晶界处于高指数晶面的一侧形核,且与其形成共格关系. ...
Effects of M23C6 on the high-temperature performance of Ni-based welding material NiCrFe-7
1
2014
... M23C6的析出引起了镍基合金晶界处的元素组分和局部性能的改变,进而影响材料的力学性能和开裂行为.Ramirez等[23]和Nissley等[75]在研究Inconel 690焊缝金属的DDC敏感性时发现,当晶界上M23C6数量较多时,会阻碍晶界的滑移,并在其附近引起应力集中,诱发DDC.Mo等[95]分析NiCrFe-7焊缝金属在600~930℃的高温性能时发现,在810~870℃范围内,随着M23C6的析出数量增加,晶界强度低于晶内强度,发生了沿晶开裂;而在810℃以下或者870℃以上时,由于M23C6的析出数量减少,晶界强度高于晶内强度,从而发生了韧性断裂.同时,DDC容易在M23C6与基体的结合处产生.Qin等[48,96]通过STF实验研究NiCrFe-7熔敷金属性能时发现,晶界上的M23C6在700~950℃会明显粗化,而当温度高于1000℃后发生溶解,认为这种演化行为是引起DDC裂纹的主要原因.Lee等[97]对Inconel 690合金管开展了700℃不同时效热处理,在时效16 h以内,随着M23C6的析出,材料的强度增加;而当超过16 h后,由于M23C6的粗化导致与基体的结合强度降低,引起沿晶开裂,导致强度和塑性下降.Li等[4]对Inconel 690焊缝金属DDC区域原位聚焦离子束制备样品,通过SEM观察,发现裂纹尖端边缘存在M23C6析出相. ...
Microstructure and ductility-dip cracking susceptibility of circumferential multipass dissimilar weld between 20MND5 and Z2CND18-12NS with Ni-base filler metal 52
1
2013
... M23C6的析出引起了镍基合金晶界处的元素组分和局部性能的改变,进而影响材料的力学性能和开裂行为.Ramirez等[23]和Nissley等[75]在研究Inconel 690焊缝金属的DDC敏感性时发现,当晶界上M23C6数量较多时,会阻碍晶界的滑移,并在其附近引起应力集中,诱发DDC.Mo等[95]分析NiCrFe-7焊缝金属在600~930℃的高温性能时发现,在810~870℃范围内,随着M23C6的析出数量增加,晶界强度低于晶内强度,发生了沿晶开裂;而在810℃以下或者870℃以上时,由于M23C6的析出数量减少,晶界强度高于晶内强度,从而发生了韧性断裂.同时,DDC容易在M23C6与基体的结合处产生.Qin等[48,96]通过STF实验研究NiCrFe-7熔敷金属性能时发现,晶界上的M23C6在700~950℃会明显粗化,而当温度高于1000℃后发生溶解,认为这种演化行为是引起DDC裂纹的主要原因.Lee等[97]对Inconel 690合金管开展了700℃不同时效热处理,在时效16 h以内,随着M23C6的析出,材料的强度增加;而当超过16 h后,由于M23C6的粗化导致与基体的结合强度降低,引起沿晶开裂,导致强度和塑性下降.Li等[4]对Inconel 690焊缝金属DDC区域原位聚焦离子束制备样品,通过SEM观察,发现裂纹尖端边缘存在M23C6析出相. ...
Effect of a heat treatment on the precipitation behavior and tensile properties of alloy 690 steam generator tubes
1
2016
... M23C6的析出引起了镍基合金晶界处的元素组分和局部性能的改变,进而影响材料的力学性能和开裂行为.Ramirez等[23]和Nissley等[75]在研究Inconel 690焊缝金属的DDC敏感性时发现,当晶界上M23C6数量较多时,会阻碍晶界的滑移,并在其附近引起应力集中,诱发DDC.Mo等[95]分析NiCrFe-7焊缝金属在600~930℃的高温性能时发现,在810~870℃范围内,随着M23C6的析出数量增加,晶界强度低于晶内强度,发生了沿晶开裂;而在810℃以下或者870℃以上时,由于M23C6的析出数量减少,晶界强度高于晶内强度,从而发生了韧性断裂.同时,DDC容易在M23C6与基体的结合处产生.Qin等[48,96]通过STF实验研究NiCrFe-7熔敷金属性能时发现,晶界上的M23C6在700~950℃会明显粗化,而当温度高于1000℃后发生溶解,认为这种演化行为是引起DDC裂纹的主要原因.Lee等[97]对Inconel 690合金管开展了700℃不同时效热处理,在时效16 h以内,随着M23C6的析出,材料的强度增加;而当超过16 h后,由于M23C6的粗化导致与基体的结合强度降低,引起沿晶开裂,导致强度和塑性下降.Li等[4]对Inconel 690焊缝金属DDC区域原位聚焦离子束制备样品,通过SEM观察,发现裂纹尖端边缘存在M23C6析出相. ...
New insight into the mechanism of ductility-dip cracking in Ni-base weld metals
1
2005
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
Ductility dip cracking mechanism of Ni-Cr-Fe alloy based on grain boundary energy
1
2013
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
Microstructures and intermediate temperature brittleness of newly developed Ni-Fe based weld metal for ultra-supercritical power plants
1
2017
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
Fractal analysis of Mo and Nb effects on grain boundary character and hot cracking behavior for Ni-Cr-Fe alloys
1
2018
... 当镍基合金的大角度晶界曲折度较高时,可以阻碍晶界的滑移行为,同时分散晶界滑移时引起的应力集中程度,使材料的高温塑性得到改善[23,27,35,98].Jeng等[70,73]和莫文林等[69]均发现,随着Inconel 690焊缝金属中Mn、Nb和Mo等元素含量的增加,凝固过程中析出MC/MN的体积分数增加,提高了大角度晶界曲折度,增强了晶界的“咬合力”.同时,分散了晶界处的应力集中,降低了DDC倾向.Chen等[99]研究发现,DDC更倾向于出现在取向差角为45°左右的大角度晶界上.其原因为,大角度晶界的晶界能在取向差角为45°时达到最大,从而使结合能降低,造成延性下降,导致开裂.魏啸[45]通过STF实验也发现,组织中大于30°的晶界比例越高,对应DDC裂纹敏感性也越高.Wu等[100]发现,镍基合金焊缝的中高温脆性与晶界滑移有关,通过加入合金元素增加晶界曲折度后,可一定程度上恢复塑性.Wei等[101]采用分形维度法半定量地分析了晶界曲折度,进一步证实了晶界曲折度越高,越容易抑制DDC. ...
Reducing hot cracking tendency of dissimilar weld overlay by magnetic arc oscillation
1
2014
... 研究[42]发现,镍基合金DDC敏感性与凝固组织的粗大晶粒相关.随着晶粒尺寸的减小,在高温变形过程中,能够更好地协调局部变形,有利于减少大角度晶界附近的应变集中程度,从而降低晶界开裂的风险.Yu等[102]通过在电弧焊过程中增加电磁振荡,减小了焊缝区的晶粒尺寸.随着晶粒尺寸的减小,镍基合金焊缝材料的DDC敏感性降低;Hua等[103]通过在钨极氩弧焊的电弧上增加超声辅助,得到了晶粒细化的Inconel 690熔覆金属组织,经STF实验,发现DDC敏感性降低. ...
Reduction of ductility-dip cracking susceptibility by ultrasonic-assisted GTAW
1
2017
... 研究[42]发现,镍基合金DDC敏感性与凝固组织的粗大晶粒相关.随着晶粒尺寸的减小,在高温变形过程中,能够更好地协调局部变形,有利于减少大角度晶界附近的应变集中程度,从而降低晶界开裂的风险.Yu等[102]通过在电弧焊过程中增加电磁振荡,减小了焊缝区的晶粒尺寸.随着晶粒尺寸的减小,镍基合金焊缝材料的DDC敏感性降低;Hua等[103]通过在钨极氩弧焊的电弧上增加超声辅助,得到了晶粒细化的Inconel 690熔覆金属组织,经STF实验,发现DDC敏感性降低. ...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}