


日本新日铁公司开发出通过细小的粒子得到微细组织和超高的HAZ韧性(super high HAZ toughness technology with fine microstructure imparted by fine particles,HUTFF)技术,利用在1400 ℃以上高温仍能稳定存在的碱土金属(Ca、Mg)的氧化物或者硫化物,使这些细小的夹杂物弥散分布在钢中钉扎晶界,抑制焊接过程中奥氏体晶粒的长大[5]。日本钢铁公司开发的大线能量焊接热影响区韧性改善(excellent quality in large heat input welded joints,EWEL)技术,利用氮化物和氧化物共同抑制奥氏体晶粒的粗化,使热影响区奥氏体晶粒细化[6];结合低C当量,使焊接热影响区的上贝氏体转变为铁素体+贝氏体或者铁素体+珠光体,改善焊接后韧性[7,8]。Yang等[9]利用Mg脱氧剂改善焊接热影响区的韧性,开发出利用强脱氧剂改善焊接热影响区韧性(excellent heat-affected zone toughness technology improved by use of strong deoxidizers,ETISD)的技术,在大热输入焊接之后,原奥氏体粒子尺寸细小,焊接热影响区冲击韧性优异。
本工作通过实验室和工业实验,开发了一种提高焊接性能的稀土氧化物冶金技术(enhanced welding properties via rare earth oxide metallurgy technology,REOMT),从母材入手提高材料的焊接热影响区冲击韧性,改善高C当量高强度钢板的焊接性能,加大热输入提高焊接生产效率。对工业试制的高强钢板经模拟焊接,研究其焊接性能与微观组织的关系,证明适量的稀土Ce添加能够改善高强钢的焊接性能。
1 实验方法
采用210 t顶底复吹转炉→210 t钢包炉精炼(ladle furnace,LF)→210 t真空循环脱气精炼(rührstahl heraeus,RH)→300 mm×2200 mm立弯式宽厚板铸机浇铸→3800 mm四辊可逆粗轧机→4100 mm四辊可逆精轧机→层流加速冷却(ACC)→升温至910 ℃保温10~20 min,淬火至150 ℃以下→回火至620 ℃,保温30 min,空冷至室温,制备成厚钢板。选用5×10-6Ce、23×10-6Ce含量的700 MPa级高强钢板,依据Ce含量的不同试样命名为5Ce、23Ce,具体化学成分见表1。首先,利用带有Thermo NS7能谱仪(EDS)的JSM-6701F冷场发射扫描电镜(SEM)观察和分析不同Ce添加量后的母材典型夹杂物形貌和成分;然后将钢板加工成10.5 mm×10.5 mm×75 mm试样,使用Gleeble3500热模拟机模拟高强厚板的焊接热循环过程。焊接热模拟过程为:按Rykalin-2D模型分别模拟焊接热输入为25、50、75和100 kJ/cm,峰值温度为1350 ℃;将上述热模拟试样在WDW-2000万能拉伸试验机上做拉断实验,再从热电偶焊点处横向截开标记截面,至标记面以下10 mm处截下镶嵌,对标记面预磨、抛光,利用Quanta-250 SEM观察夹杂物和断口形貌;之后将抛光试样用4% (质量分数)硝酸酒精溶液侵蚀后,用DM4M光学显微镜(OM)观察显微组织;重新打磨抛光并在80 ℃恒温下侵蚀一定时间,使用DM4M OM观察原始奥氏体晶粒,并用Image-Pro Plus软件统计原始奥氏体晶粒尺寸;将模拟热输入的试样与母材加工成10 mm×10 mm×55 mm的“V”型Charpy试样,利用ZBC2752A750J冲击试验机测定各试样常温下冲击功。再将含Ce高强钢试样加工为直径5 mm×3 mm的圆柱状试样,通过VL2000DX-SVF17SP高温共聚焦显微镜观察不同温度时夹杂物对晶界的钉扎作用。将含Ce高强钢加工成直径15 mm×90 mm试样,表面打磨干净,试样作阳极,铜片作阴极,通过小样电解收集钢中析出物。将电解提取的析出物过滤、淘洗后利用Quanta-250和带有EDS的JSM-6701F SEM进行夹杂物形貌分析。
表1 不同Ce含量高强钢的化学成分 (mass fraction / %)
Table 1
| Steel | C | Si | Mn | P | S | Al | Nb | V | Ti | Ca | Mg | Cr | Mo | Ce | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 5Ce | 0.12 | 0.33 | 1.62 | 0.014 | 0.0020 | 0.026 | 0.046 | 0.069 | 0.017 | 0.0014 | 0.0004 | 0.260 | 0.115 | 0.0005 | Bal. |
| 23Ce | 0.11 | 0.31 | 1.62 | 0.015 | 0.0020 | 0.025 | 0.046 | 0.066 | 0.017 | 0.0007 | 0.0005 | 0.270 | 0.122 | 0.0023 | Bal. |
2 实验结果与讨论
2.1 稀土对高强钢夹杂物的影响
表2为不同Ce含量高强钢试样的力学性能。图1和2为不同Ce含量母材夹杂物形貌的SEM像及EDS分析结果。以图1为例,根据面扫描结果可以看出,O、Al、Mg元素在夹杂物中的分布一致,对于铝脱氧钢,当钢液中有少量Mg时,易形成镁铝尖晶石夹杂物[26],因此可认定图1中夹杂物中心处的黑色部分为MgO-Al2O3。MgO-Al2O3外围为(CaMn)S和CeAlO3,因此,稀土Ce含量为5×10-6时,钢中夹杂物为MgO-Al2O3+(CaMn)S+CeAlO3;Ce含量为23×10-6时,钢中的夹杂物类型是(CeCa)S+MgO-Al2O3+MnS。面扫描分析结果表明,当Ce添加量较低时,不能完全改性MgO-Al2O3夹杂物,只能在MgO-Al2O3外围生成少量CeAlO3夹杂物,当Ce添加量达到一定量后(23×10-6),Ce能够完全改性MgO-Al2O3尖晶石,生成稀土硫化物夹杂物。
图1

图1
5Ce试样中典型夹杂物MgO-Al2O3+(CaMn)S+CeAlO3的SEM像和EDS分析
Color online
Fig.1
SEM image and EDS analyses of typical inclusions MgO-Al2O3+(CaMn)S+CeAlO3 in 5Ce steel
表2 不同Ce含量高强钢的力学性能
Table 2
| Steel | ReL / MPa | Rm / MPa | A / % | AKV / J |
|---|---|---|---|---|
| 5Ce | 782 | 812 | 15.5 | 148 |
| 23Ce | 794 | 838 | 17.0 | 212 |
图2

图2
23Ce试样中典型夹杂物(CeCa)S+MgO-Al2O3+MnS的SEM像和EDS分析
Color online
Fig.2
SEM image and EDS analyses of typical inclusions (CeCa)S+MgO-Al2O3+MnS in 23Ce steel
2.2 焊接热影响区冲击韧性
表3 热模拟焊接参数
Table 3
Heat input kJ·cm-1 | Peak temp. ℃ | Holding time s | t8/5 s | Cooling rate ℃·s-1 |
|---|---|---|---|---|
| 25 | 1350 | 1 | 18 | 16.67 |
| 50 | 1350 | 1 | 74 | 4.05 |
| 75 | 1350 | 1 | 165 | 1.82 |
| 100 | 1350 | 1 | 295 | 1.02 |
图3

图3
热影响区(HAZ)焊接热模拟过程
Fig.3
Thermal simulation process of heat-affacted zone (HAZ)
不同热输入条件下的焊接热影响区室温冲击功见图4。可以看出,随着焊接热输入的增加,试样的室温冲击功均呈下降趋势,而相同焊接热输入下,Ce含量为23×10-6试样的冲击性能明显好于Ce含量为5×10-6的试样。钢中加入适量的稀土,提高了相同热输入下试样热影响区的冲击功。
图4

图4
不同热输入条件下的焊接热影响区室温冲击功
Fig.4
Impact energies of HAZ under different heat inputs at room temperature
2.3 焊接热影响区微观组织
不同Ce含量试样在不同焊接热输入下HAZ显微组织的OM像如图5和6所示。可以看出,焊接热输入为25 kJ/cm时,不同Ce含量试样的HAZ显微组织均为马氏体组织;热输入提高到50 kJ/cm时,Ce含量为5×10-6的试样HAZ组织为上贝氏体和粒状贝氏体组织,Ce含量为23×10-6的试样HAZ组织为马氏体和下贝氏体组织;热输入继续增加至75 kJ/cm,Ce含量为23×10-6试样的HAZ才开始出现少量上贝氏体组织,继续增加热输入至100 kJ/cm时,不同Ce含量试样HAZ显微组织均为粗大、脆性的上贝氏体和粒状贝氏体混合组织。可见,在焊接时含有23×10-6Ce的试样,Ce可阻滞HAZ中上贝氏体组织的形成。
图5

图5
5Ce试样不同焊接热输入下热影响区显微组织的OM像
Fig.5
OM images of HAZ in 5Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
2.4 焊接接头断口形貌
不同Ce含量试样在不同焊接热输入下断口形貌的SEM像如图7和8所示。可以看出,热输入为25 kJ/cm时,不同Ce含量试样断口心部主要由大韧窝和小韧窝组成;热输入增加到50 kJ/cm时,Ce含量为5×10-6试样断口心部基本没有韧窝,出现了较大的解理面,而Ce含量为23×10-6试样断口心部由小解理面、小韧窝及剪切脊组成。随着热输入继续增加,2种Ce含量试样断口心部韧窝全部消失,形成了大片状的解理面,且热输入越大,试样断口心部解理面越大,验证了随着Ce含量的增加,试样焊接热影响区的室温冲击功提高。
图6

图6
23Ce试样不同焊接热输入下热影响区显微组织的OM像
Fig.6
OM images of HAZ in 23Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
图7

图7
5Ce试样不同焊接热输入下断口形貌的SEM像
Fig.7
SEM fractographs of 5Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
2.5 焊接热影响区原奥氏体晶粒
图8
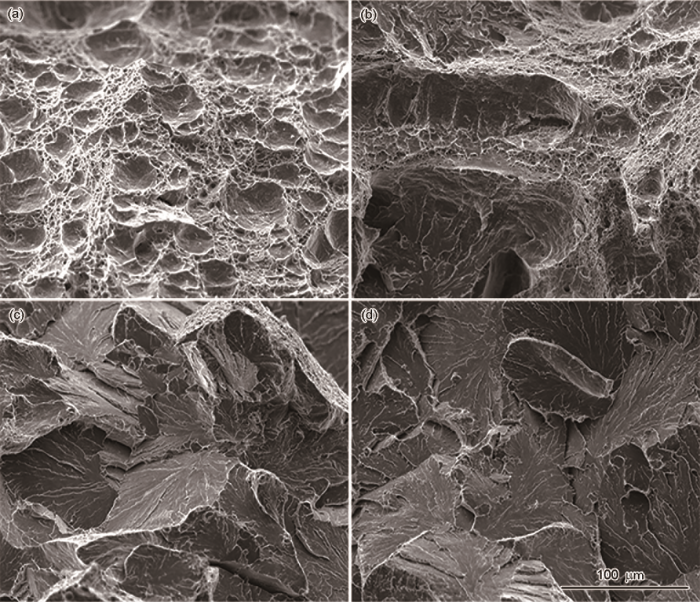
图8
23Ce试样不同焊接热输入下断口形貌的SEM像
Fig.8
SEM fractographs of 23Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
图9

图9
5Ce试样不同焊接热输入下热影响区原奥氏体晶粒形貌的OM像
Fig.9
OM images of HAZ original austenite grain in 5Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
表4 不同热输入条件下的焊接热影响区的原奥氏体晶粒尺寸 (μm)
Table 4
| Steel | 25 kJ·cm-1 | 50 kJ·cm-1 | 75 kJ·cm-1 | 100 kJ·cm-1 |
|---|---|---|---|---|
| 5Ce | 40.2 | 59.9 | 66.9 | 70.6 |
| 23Ce | 47.3 | 49.3 | 50.2 | 72.1 |
图10
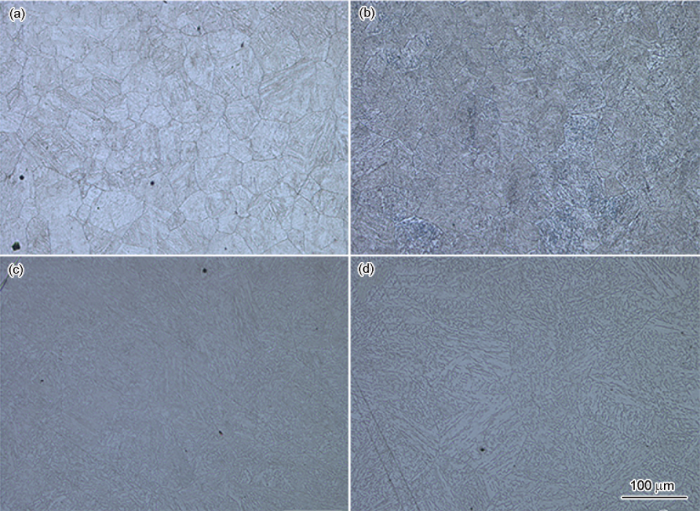
图10
23Ce试样不同焊接热输入下热影响区原奥氏体晶粒形貌的OM像
Fig.10
OM images of HAZ original austenite grain in 23Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
2.6 稀土夹杂物钉扎晶界作用
通过高温共聚焦显微镜在线观察23Ce试样不同温度时夹杂物对晶界的钉扎情况,结果如图11所示。高温下晶界处的蒸发比晶粒内部更为强烈,晶界处的原子通过表面扩散形成热蚀沟,从而逐渐显现出奥氏体晶粒的轮廓,图11中较深和较浅的热蚀沟分别为老的晶界和新晶界。新晶界需要通过原子扩散显露,老的晶界也相应地通过原子扩散而逐渐宽化、填平、最终消失,不同温度下形成的热蚀沟需要足够的时间才能填平,因而可能出现新、旧奥氏体晶界(热蚀沟)共存的现象[27]。从图11可以看出,当试样从1488.5 ℃保温,随着保温时间的延长,原奥氏体晶界(图中红色虚线标记)逐渐沿箭头方向推移,时间为1030.1 s时,图中箭头标识的2条晶界合并为一条(图11d),并且可以观察到夹杂物钉扎于晶界。继续保温37.7 s后,夹杂物钉扎的原奥氏体晶界脱钉(图11e)。这表明,细小的稀土夹杂物可以有效钉扎于晶界,抑制晶界迁移,阻止晶粒长大。
图11

图11
23Ce试样高温共聚焦观察实验结果
Color online
(a) 987.2 s, 1488.5 ℃;(b) 1012.7 s, 1484.0 ℃;(c) 1023.9 s, 1488.5 ℃
;(d) 1030.1 s, 1482.0 ℃;(e) 1067.8 s, 1475.6 ℃;(f) 1202.4 s, 1453.0 ℃
Fig.11
High temperature confocal observation results of 23Ce steel (Original grain bounaries (dashed lines) move in the direction of arrows)
表5 不同焊接热输入时23Ce试样在不同温度持续时间 (s)
Table 5
| Temperature / ℃ | 25 kJ·cm-1 | 50 kJ·cm-1 | 75 kJ·cm-1 | 100 kJ·cm-1 |
|---|---|---|---|---|
| >930 | 8.51 | 24.93 | 52.07 | 90.93 |
| >1000 | 6.97 | 19.57 | 41.11 | 70.57 |
| >1100 | 5.10 | 14.08 | 28.22 | 48.08 |
| >1200 | 3.46 | 9.08 | 17.72 | 30.58 |
| >1300 | 1.86 | 3.58 | 8.22 | 14.08 |
2.7 稀土夹杂物形貌
图12

图12
23Ce试样电解后夹杂物SEM像及EDS分析
Color online
(a~c) MgO-Al2O3;(d) Al2O3
Fig.12
SEM images and EDS analyses of inclusions in 23Ce steel after electrolysis
图13
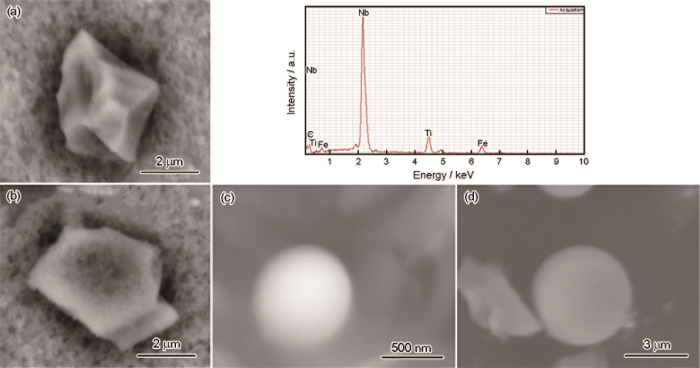
图13
23Ce试样电解后碳氮化物的SEM像和EDS
(a, b) Ti-carbonitride;(c) Mo-carbonitride;(d) Cr-carbonitride
Fig.13
SEM images and EDS of carbonitride in 23Ce steel after electrolysis
图14

图14
23Ce试样电解后含稀土夹杂物SEM像及EDS分析
Color online
(a) backscatter mode;(b) secondary electronic mode
Fig.14
SEM images and EDS analyses of Ce-contained inclusions in 23Ce steel after electrolysis
3 结论
(1) 随着焊接热输入的增加,焊接热影响区显微组织逐渐从马氏体、下贝氏体转变为上贝氏体和粒状贝氏体组织。在Ce含量较低时,热输入为50 kJ/cm时,热影响区就出现了上贝氏体组织,而Ce含量为23×10-6的试样,热输入为75 kJ/cm时热影响区才形成了上贝氏体组织,表明适量稀土延迟了高强钢焊接热影响区上贝氏体组织的形成。
(2) 随着焊接热输入增加,原奥氏体晶粒尺寸呈增加趋势。热输入从25 kJ/cm提高到100 kJ/cm,含5×10-6Ce高强钢的原奥氏体晶粒平均尺寸增加了75.6%;含23×10-6Ce高强钢的原奥氏体晶粒平均尺寸仅增加了52.4%;试样Ce含量越高,其焊接热影响区原奥氏体晶粒尺寸增幅越小,表明稀土能够抑制焊接过程中原奥氏体晶粒的长大。
(3) 添加稀土Ce后,高强钢中的夹杂物类型发生了改变,产生了稀土氧硫化物夹杂。试样中有稀土夹杂物和碳氮化物2类,钢中稀土夹杂物主要为球形,钢中Mo、Cr的碳化物均为尺寸较小的二次碳化物。
(4) 含有弥散稀土氧化物的高强钢母材焊接热影响区韧性更好,原因是试样中的稀土夹杂物可以钉扎原奥氏体晶界,有效抑制焊接过程中晶粒的长大。
参考文献
Improved toughness of weld fussion zone by fine TiN particles and development of a steel for large heat input welding
[J].
微細TiNによる溶接ボンド部靱性の改善と大入熱溶接用鋼の開発
[J].
Effect of titanium and nitrogen on toughness of heat-affected zone of steel plate with tensile strength of 50 kg/mm2 in high heat input welding
[J].
50 kg/mm2級高張力鋼板の大入熱溶接熱影響部の靱性におよぼすTiおよびN量の影響
[J].
Effect of austenitizing temperature on microstructure in 16Mn steel treated by cerium
[J].
Effect of B on the intra-granular ferrite formation in Ti-oxides bearing steels
[J].
含Tiオキサイド鋼における粒内フェライト変態におよぼすBの効果
[J].
Super high HAZ toughness technology with fine microstructure imparted by fine particles
[J].
390 MPa yield strength steel plate for large heat-input welding for large container ships
[J].
Development of high HAZ toughness steel plates for box columns with high heat input welding
[J].
Effect of modified heat-treatment on mechanical properties of 300M steel
[J].
Improvement of HAZ toughness of steel plate for high heat input welding by inclusion control with Mg deoxidation
[J].
Mechanical properties and microstructural features of AISI 4340 high-strength alloy steel under quenched and tempered conditions
[J].
Correlation of microstructure with mechanical properties of 300M steel
[J].
Evaluation of toughness in AISI 4340 alloy steel austenitized at low and high temperatures
[J].
Influence of gaseous hydrogen on the notched tensile strength of D6ac steel
[J].
Design of novel high strength bainitic steels: Part 1
[J].
Design of novel high strength bainitic steels: Part 2
[J].
Effect of tempering temperature on carbide and mechanical properties in a Fe-Cr-Ni-Mo high-strength steel
[J].
回火温度对一种Fe-Cr-Ni-Mo高强钢碳化物及其力学性能的影响
[J].
Effect of V contents on microstructure and mechanical properties in a Fe-Cr-Ni-Mo high-strength steel
[J].
Carbides and mechanical properties in a Fe-Cr-Ni-Mo high-strength steel with different V contents
[J].
Microstructure numerical simulation of weld pool in rapid solidification
[J].
焊接熔池快速凝固过程的微观组织演化数值模拟
[J].
Applications of oxide metallurgy technology on high heat input welding steel
[J].
氧化物冶金技术在大线能量焊接用钢的应用
[J].
Application of oxide metallurgy technique in improving microstructure and property of steels
[J].
氧化物冶金技术在改善钢材组织和性能中的应用
[J].
Research and application of rare earth in steel
[J].
稀土元素在钢中的应用与研究
[J].
Effect of magnesium on inclusion formation in Ti-killed steels and microstructural evolution in welding induced coarse-grained heat affected zone
[J].
Effect of cerium on the behavior of inclusions in H13 steel
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}