
刘林 , 孙德建, 黄太文, 张琰斌, 李亚峰, 张军, 傅恒志
, 孙德建, 黄太文, 张琰斌, 李亚峰, 张军, 傅恒志
西北工业大学凝固技术国家重点实验室 西安 710072
LIU Lin, SUN Dejian, HUANG Taiwen, ZHANG Yanbin, LI Yafeng, ZHANG Jun, FU Hengzhi
中图分类号: TG21
文章编号: 0412-1961(2018)05-0615-12
通讯作者:
收稿日期: 2018-02-28
网络出版日期: 2018-05-11
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 刘 林,男,1956年生,教授
展开
摘要
工业燃机用大型复杂定向或单晶叶片制备的需求,对传统的高速凝固(HRS)定向凝固技术提出了挑战,以液态金属冷却法(LMC)为代表的高梯度定向凝固技术迎来了发展机遇。本文总结分析了高梯度定向凝固技术的工作原理、所制备铸件的组织特点、以及其对凝固缺陷、固溶热处理、力学性能的影响。高梯度定向凝固技术提高了铸件内的温度梯度和冷却速率,因而能够显著减小一次及二次枝晶间距、碳化物、共晶和铸态孔洞尺寸,降低了共晶和铸态孔洞的含量;并降低了热处理过程中固溶孔的含量和元素的残余偏析;该技术还有效抑制雀斑缺陷,提高杂晶形成的临界抽拉速率,减小晶粒取向偏离。高梯度定向凝固技术能够显著提高高温合金的持久性能,但对于单晶合金在高温下提高幅度较小,低周与高周疲劳性能均明显提高,且降低了数据分散度,但在氧化条件下改善幅度减小。
关键词:
Abstract
Industrial gas turbines (IGTs) are the key equipment to achieving energy strategy, such as energy conservation and clean power generation. When the large and complex IGT blades are fabricated by the conventional Bridgman directional solidification process, the thermal gradients at the solidification front are low and unstable, resulting in some disadvantages: the coarse dendrite structure with severe dendritic segregation, the increased occurrence of casting defects and the poor performance of mechanical properties. These disadvantages provide a good opportunity for rapid development of the directional solidification with high thermal gradient (HG), such as the liquid metal cooling (LMC). In the present work, the physical basis of HG process, the microstructure, mechanical properties, solution heat treatment, and casting defects of the superalloys processed by HG process, have been reviewed. The HG process increases the thermal gradient and the cooling rate, thus permitting microstructural improvements including a more homogeneous fine-dendrite structure with lower elemental segregation and shrinkage porosity, and refinement of carbide, γ′ phase and eutectic, reducing the volume fraction of eutectic and shrinkage porosity. During the solution heat treatment, the HG process increases the incipient melting temperature and reduces the residual segregation as well as the content of solution pore. The HG process could effectively inhibit the formation of freckle chains, increase the critical withdrawal rate of the stray grain formation, and decrease the degree of the misorientation of the <001> grain orientation from the casting axis. Moreover, the HG process could improve the mechanical properties including the stress rupture life, low-cycle fatigue (LCF), high-cycle fatigue properties and short-term strength, but the improvement might be reduced at higher temperature or under the oxidation condition.
Keywords:
镍基高温合金具有较高的高温强度、良好的塑性与断裂韧性、优异的蠕变抗力与疲劳性能及良好的抗氧化热腐蚀性能,是航空发动机和地面燃气轮机叶片的首选材料。此外,定向凝固技术通过消除横向晶界(垂直于主应力方向的晶界)极大提升了合金的高温性能。因此,目前航空发动机和地面燃气轮机的定向柱晶和单晶叶片基本通过定向凝固技术制备。
与航空发动机相比,重型燃气轮机在热腐蚀、高温、复杂载荷等苛刻条件下长期工作,作为其核心热端部件的涡轮叶片尺寸大、结构复杂,且叶片用材料须兼有优异的高温力学性能、抗热腐蚀性能和良好的组织与性能长期稳定性[1,2]。因而,抗热腐蚀合金的开发以及大型复杂叶片制备至为重要。从合金发展历程来看,为提高合金的高温力学性能,难熔元素(Re、Ru、Ta、W、Mo)含量应相应增加[3],其中Re与Ta还可增强抗热腐蚀性能[2],Ru还可保证良好的长期组织与性能稳定性[4]。基于Bridgman定向凝固原理的高速凝固法(high rate solidification,HRS)制备大尺寸、高难熔元素含量的复杂结构的燃机叶片时,凝固界面前沿的温度梯度和冷却速率随凝固距离变大而逐渐降低,枝晶组织较为粗大,合金元素偏析严重[5,6,7]。此外,辐射散热的不对称性会引起弯曲的凝固界面,雀斑、取向偏离等缺陷因而容易出现,力学性能通常也较差[8,9,10]。
为了克服HRS法定向凝固温度梯度低且不稳定的问题,研究人员提出了多种新的凝固技术以加强铸件已凝固部分的冷却,如气冷法(gas cooling casting,GCC)[11]、流动床冷却法(fluidized bed cooling,FBC)[12]、液态金属冷却法(liquid metal cooling,LMC)[13,14,15]、薄壳降升法(dipping and heaving technique,D&H)[16,17,18]等。这些方法均能够提高温度梯度,其中始于20世纪70年代的LMC法有着最长的实验历史,因而研究得更为充分。
本文阐述了LMC等高梯度定向凝固技术的原理及方法,综述了高梯度定向凝固技术在提高温度梯度、枝晶组织的细化、优化固溶处理、降低铸造缺陷等方面的优势,分析了利用高梯度定向凝固技术制备的高温合金力学性能特点,展望了其在工业生产中的应用。
定向凝固过程中,根据传热学规律和相关模型,可以建立定向凝固温度场解析模型[19]:
式中,
HRS技术铸件热量的导出主要依靠铸件已凝固部分的热传导以及模壳向水冷炉壁的辐射散热,随凝固过程进行,水冷底板的作用逐渐减小,温度梯度逐渐降低。而LMC技术则通过模壳逐渐进入由低熔点和低蒸汽压的金属熔池构成的冷区实现冷却。这样,模壳表面的热传导和对流成为最主要的传热方式,其效率大大提高,显著降低铸件已凝固部分的温度T0,从而实现稳定的高温度梯度。
冷却介质的选择和隔热挡板优化是LMC技术的关键,贯穿了整个LMC技术的发展。实验室可以使用室温下呈液态的Ga-In-Sn三元合金,但成本较高;工业上常用的冷却介质为金属Al和金属Sn。金属Sn由于具有更低的熔点和较高的密度,且与冷却介质和悬浮挡板的搭配效应,因而使用更广泛。有研究[20]表明,将0.415% (质量分数)的Sn添加到高温合金中并不会对合金的蠕变和疲劳性能产生明显影响。但是,关于金属Sn的污染也一直受到人们的关注,相关研究目前尚鲜见报道。
LMC定向凝固技术引起了研究机构和工业界的广泛关注,并已应用于航机和燃机叶片的制备。表1给出了国内外定向凝固设备的特征参量。本文作者通过“局部强化加热+复合隔热挡板+液态金属冷却”技术[19,21~24],在实验规模下获得高达800 K/cm的温度梯度,并在工业示范设备下获得170~250 K/cm的温度梯度。
表1 国内外定向凝固设备特征参量的比较
Table 1 Comparison of parameters of HRS and LMC furnaces
| Technology | Location | PDAS / mm | G / (Kcm-1) | Cooling media | ||
|---|---|---|---|---|---|---|
| Shoulder | Airfoil | |||||
| HRS | 0.60 | 0.55 | 20~40 | - | ||
| LMC | Germany | ENUa | 0.30 | 0.25 | 50~60 | Sn |
| DPCb | 0.38 | 0.36 | 40~50 | Sn | ||
| USA | MUc | 0.39 | 0.28 | 60~80 | Sn | |
| GEd | 0.26 | 0.22 | - | Sn | ||
| GEd | - | 0.20 | 40~65 | Al | ||
| Russia | VIAMe | - | - | ~120 | Al | |
| China | IMRf | 0.35 | 0.30 | 80~100 | Sn | |
| NWPUg | 0.26 | 0.22 | 170~250 | Ga-In-Sn | ||
2.1.1 枝晶间距 枝晶间距在很大程度上取决于凝固界面前沿的温度梯度G和生长速率R。在Hunt模型[25]中,一次枝晶间距λ1与G和R的关系式为λ1=KG-0.5R-0.25,其中,K为材料物性参数。可以看出,随着G或者R的增加,λ1减小,可获得更为细小的枝晶组织。虽然增大R有利于细化枝晶组织和缩短叶片的生产周期,但也有可能引起凝固界面前沿的成分过冷,当超过一定的界限,会引起柱状晶向等轴晶转变(CET)。因此,若要进一步提高抽拉速率,必须保证较高的G。
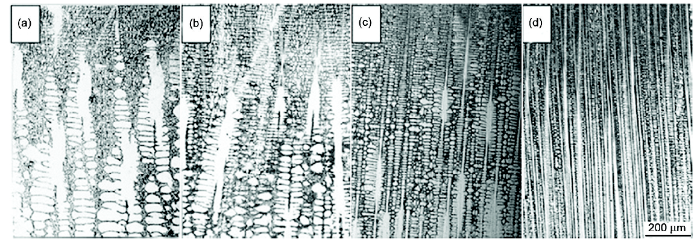
美国[13,15,26~29]、欧洲[12,30~32]、俄罗斯[7,33,34]等国家和地区的研究表明:LMC工艺可显著提高温度梯度以及冷却速率,因而可以明显减小λ1及二次枝晶间距(λ2)。图1[19,35]给出了不同温度梯度下获得的枝晶形貌。在较高的温度梯度和抽拉速率(V)下,枝晶组织的λ1和λ2可明显减小。4种凝固条件下的平均λ1和λ2分别为245 μm、40 μm (G=200 K/cm,V=6.67 μm/s),123 μm、29 μm (G=200 K/cm,V=13.3 μm/s),79 μm、18 μm (G=200 K/cm,V=100 μm/s)、38 μm (λ1) (G=800 K/cm,V=6.67 μm/s)。值得注意的是,在较高的冷却速率下,二次枝晶受到明显的抑制而无法生长,如图1d所示。在缩小枝晶间距的同时,LMC工艺还有助于缩小一次及二次枝晶间距的分散度[7,26~28,31,33,36,37]。
图1 不同温度梯度(G)和抽拉速率(V)下的枝晶形貌[19,35]
Fig.1 Dendrite morphologies under various G and withdrawal rates (V)[
(a) G=200 K/cm, V=6.67 μm/s (b) G=200 K/cm, V=13.3 μm/s
(c) G=200 K/cm, V=100 μm/s (d) G=800 K/cm, V=6.67 μm/s
2.1.2 共晶含量和元素偏析 在枝晶生长范围内,美国GE公司[26]和Howmet公司[10]、俄罗斯全俄航空材料研究院[7,33,34,38]、国内西北工业大学凝固技术国家重点实验室[19,35]的研究均表明,高梯度定向凝固可以明显减轻枝晶偏析。表2[7]给出了全俄航空材料研究院对含高Re的ZhS-47合金的偏析系数。可以看出,高梯度凝固技术大大减轻了偏析系数大的合金元素(W、Re、Ti、Al等)的偏析程度。偏析程度的有效减轻,会明显减少因偏析而产生的析出相或组织(例如共晶),减少热处理所需时间。
表2 ZhS-47合金(9%Re,质量分数)在不同温度梯度下定向凝固的偏析系数[
Table 2 Dependence of the segregation coefficients of elements of cast alloy ZhS-47 (9%Re, mass fraction) with single-crystal structure on the thermal gradient at the crystallization front[
| G / (Kcm-1) | Al | Cr | Mo | W | Ta | Re |
|---|---|---|---|---|---|---|
| 60 | 0.7 | 1.2 | 1.2 | 2.1 | 0.5 | 3.4 |
| 200 | 0.8 | 1 | 0.9 | 1.5 | 0.6 | 2.5 |
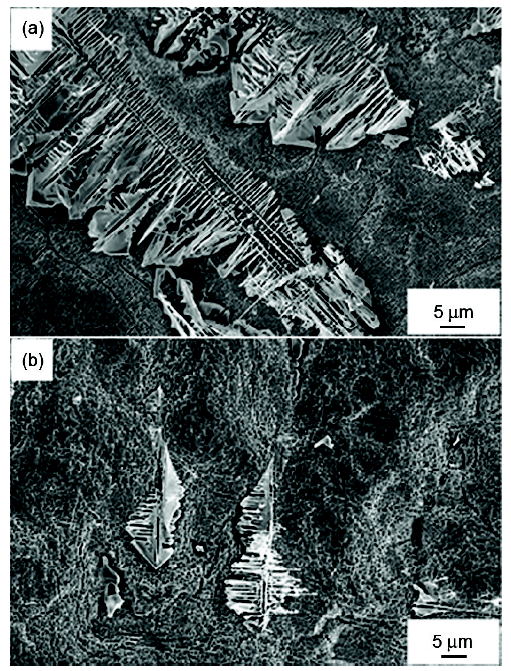
2.1.3 碳化物尺寸 高梯度定向凝固技术可细化初生碳化物的尺寸[26,31,37,39]。图2[37]给出了中国科学院金属研究所关于HRS工艺与LMC工艺下的碳化物形貌。可以看出,LMC工艺下的碳化物要比HRS工艺下的碳化物尺寸小得多。文献[26]也表明,在HRS工艺下,碳化物呈“块状”结构,而在LMC工艺下,碳化物呈更小的“微粒状”结构。
图2 HRS与LMC工艺下的碳化物形貌[
Fig.2 Comparison of the morphologies of script carbides with HRS (a) and LMC (b)[
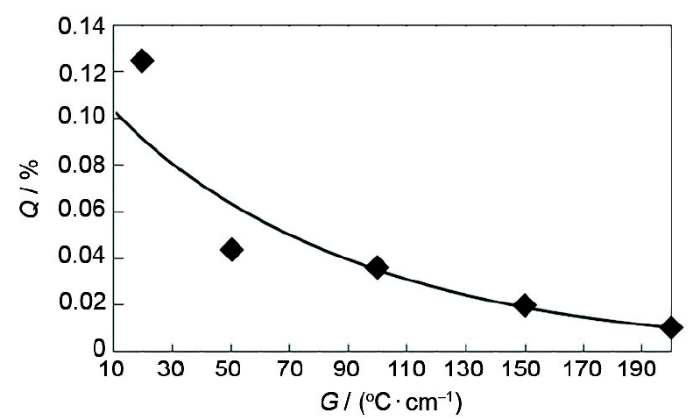
2.1.4 铸态孔的体积分数和尺寸 高梯度定向凝固技术可明显减小铸态孔的体积分数和最大尺寸[7,27,28,31,33,37,40]。图3[40]给出了全俄航空材料研究院关于G对铸态孔体积分数的影响。可以看出,随着G由20 K/cm增加到200 K/cm,铸态孔的体积分数相应地由0.12%逐渐减少到0.013%,铸态孔的尺寸也相应地由16 μm减小至5 μm。这主要是由于高温度梯度减小了糊状区的高度,有利于合金熔体向枝晶间的补缩。文献[27,28]也表明,HRS工艺下,铸态孔的尺寸较大,分布也相对密集,LMC工艺下,铸态孔的尺寸较小,分布相对稀松。
图3 G对铸态孔体积分数(Q)的影响[
Fig.3 The effect of G on the volume fraction of pores (Q)[
2.1.5 γ′相尺寸 高梯度定向凝固技术由于可以提供更大的冷却速率,因此可以显著减小铸态γ′相尺寸[26,34,40~43]。图4[40]给出了全俄航空材料研究院关于G对铸态γ′相尺寸的影响。可以看出,随着G由20 K/cm增加到200 K/cm,枝晶干处γ′相尺寸相应地由0.6 μm逐渐减小到0.2 μm,枝晶间处γ′相尺寸也相应地由1.5 μm逐渐减小到0.8 μm。此外,高梯度定向凝固技术还有助于提高γ′相的稳定性[34]。
根据二元合金模型所建立的元素在枝晶间的正弦分布[44]:
式中,
式中,D为互扩散系数。如果扩散是一维的,
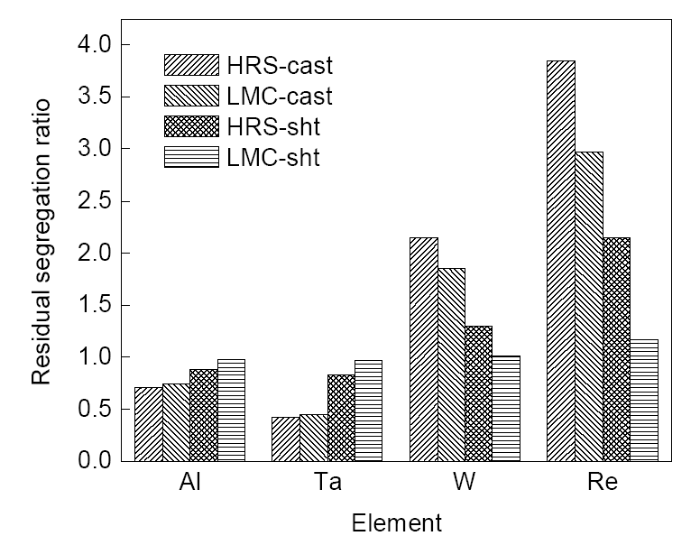
如前所述,高梯度定向凝固技术能够减小枝晶尺度和合金元素的初始偏析(铸态偏析),在后续的固溶热处理过程中,溶质扩散距离减小,有利于固相扩散的进行,从而减轻偏析程度,进而提高合金的初熔温度,合金均匀化所需时间相应减小。本文作者分别选取HRS和LMC 两种工艺条件下制备的DD33单晶高温合金试样进行后续的固溶热处理。图5给出了单晶试样经固溶热处理后元素的偏析情况。对比HRS试样,LMC试样的固溶效果显著改善,几乎所有偏析系数较大的合金元素(如Al、Ta、Re、W)基本实现了均匀化。相关研究[10,26]也得到了相同的规律。本文作者发现,DD33合金在均匀化的同时也使得由非平衡扩散造成的固溶孔的体积分数大大降低,由0.42% (HRS试样)降低至0.11% (LMC试样),且分散度也变小。
图5 DD33合金的凝固组织与固溶热处理组织的元素偏析
Fig.5 Residual segregation ratios after heat treatment of the sample fabricated by different solidification techniques (HRS and LMC) (sht—solution heat treatment)
在定向或单晶叶片的制备中,工艺参数对缺陷的产生有着重要影响。高梯度定向凝固技术可显著提高铸件的温度梯度,因而可避免或减少缺陷的产生[45,46]。下文就高梯度定向凝固技术对雀斑、杂晶、取向偏差和再结晶的影响进行分析。
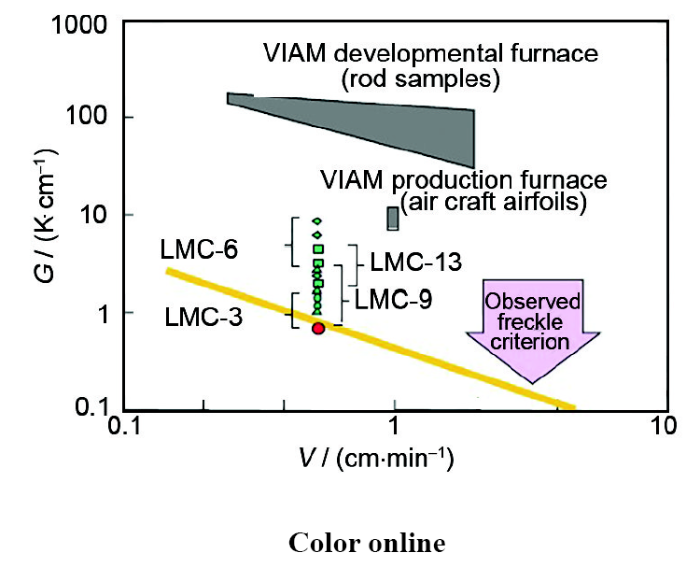
实验结果和理论分析[8,46,47]均表明,减少雀斑的形成需要减缓糊状区内熔体密度反转并控制其流动的稳定性,具体方案可通过调整合金成分、加入微量元素(如C)、控制凝固过程(提高冷却速率)以及合理设计铸件几何形状等加以解决。在合金成分确定的情况下,防止雀斑最直接有效的方法是提高定向凝固温度梯度,以减轻元素偏析,缩短糊状区,抑制枝晶间对流。高梯度定向凝固技术可显著细化枝晶,并能够有效减轻元素偏析程度,因而可以大幅度降低雀斑出现的几率[46]。图6[8]表明液态金属冷却法提高了燃气轮机叶片制备过程中的温度梯度,使凝固参数值位于雀斑形成的范围(黄线)以上。图中还揭示了不同零件尺寸下的温度梯度:全俄航材院(VIAM)的棒状试样温度梯度最高,航空发动机叶片次之,GE公司的地面燃气轮机叶片尺寸最大(图中以绿色和红色实验点标记),尽管使用了液态金属冷却,典型的温度梯度也低于10 K/cm。
图6 定向凝固参数和零件尺寸与雀斑形成区域的关系[
Fig.6 Effect of processing conditions (G and V) and casting size on freckle formation[
避免与控制单晶铸件中杂晶的形成以提高铸件成品率是高温合金研究中的重要课题。具备变截面特征的区域是杂晶形成的主要位置,如叶片平台[48,49]、螺旋选晶器出口端[50]、叶根过渡段[51]、籽晶回熔界面[52]等。叶片平台区域由于显著的突变截面特征,一直都是杂晶研究的重点区域。
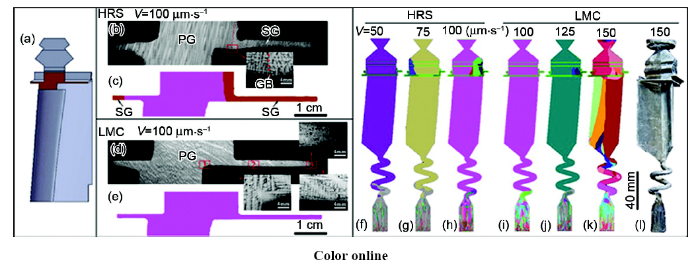
高梯度定向凝固技术可以降低凝固界面前沿的成分过冷,从而降低杂晶形成的倾向性。因此,提高温度梯度被认为是控制杂晶缺陷的有效方法。图7[53]所示为本文作者使用HRS和LMC定向凝固技术制备的涡轮叶片缘板杂晶形成的情况。对于HRS定向凝固制备的涡轮叶片,缘板边缘有杂晶形成并且长入了基体晶粒区域,并与基体晶粒构成了取向偏离角为47°的大角度晶界(图7b[53])。元胞自动机-有限元(CA-FE)模拟结果与实验结果均表明在缘板前后边缘均有杂晶形成(图7c[53])。采用LMC技术时,发现试样缘板区域被来自叶身的基体枝晶所填充(图7d[53]);对分枝过程不同区域的取向分布检测结果表明从1区到3区分枝过程中,枝晶的累积取向偏差在5°之内(图7d[53]),从而认为整个平台为单晶组织。本文作者用建立的CA-FE模型对HRS和LMC杂晶出现的临界抽拉速率做了进一步预测。采用HRS技术时,叶片缘板杂晶出现的临界抽拉速率在75 μm/s (图7f~h[53]);而采用LMC技术,叶片缘板杂晶出现的临界抽拉速率提高至125 μm/s (图7i~k[53])。
图7 HRS和LMC制备的涡轮叶片缘板杂晶出现情况的实验和模拟结果[
Fig.7 Schematics of turbine blade (a), the experimental and simulated results of HRS casting (b, c) and LMC casting (d, e), and the effect of withdrawal rate on the stray grain (SG) formation in HRS casting (f~h) and LMC casting (i~l) (PG—primary grain, GB—grain boundary)[
如果凝固界面前沿的温度梯度较小,容易形成弯曲的凝固界面,造成晶体的取向偏离度增大[54]。已有研究[9,14,15,29,55]表明,通过合适的参数调整可获得平直的凝固界面,进而取得取向偏离角较小的晶体取向。
高梯度定向凝固技术可显著减小大尺寸单晶叶片的取向偏离角,但需要注意叶片的排放以及结构对于凝固界面的位置和形状的重要影响[10,56]。图8[10]给出了2种工艺条件下棒状铸件和涡轮叶片的取向图。可以看出,无论棒状铸件还是涡轮叶片,LMC工艺(图中的High gradient)下的取向偏离角都较HRS工艺(图中的Baseline)下的取向偏离角有所减小。此外,棒状铸件在LMC工艺条件下的取向偏离角减小得更为明显,且波动范围也较小。
图8 棒状铸件和叶片的取向图[
Fig.8 Sterographic orientation maps showing Laue results for mechanical test bars (a) and turbine blade cast (b) using HRS (baseline) and LMC (high gradient) processes[
美国Howmet公司[10]通过比较高梯度和常规温度梯度的缺陷,发现高梯度下雀斑链和大角度晶界减少,而再结晶晶粒和斑马晶粒有所增多,其部位常发生在叶根平台附近(表3[10])。这里是叶片厚大部分(叶根)与细薄部分的交界处,高温度梯度下,由铸件和模壳之间在此处产生明显的热应力梯度,导致零件在固溶处理时出现再结晶晶粒。可见在实施高梯度定向凝固时,必须注意铸件几何形状的特点。
表3 Titan 130发动机一级叶片的铸造缺陷[
Table 3 Number of grain defects observed on the Titan 130 1st blade cast using conventional and high-gradient processes[
| Defect | Conventional (HRS) | High-gradient (LMC) | Location |
|---|---|---|---|
| Freckle chain | 4 | 1 | Root |
| High angle boundary | 3 | 2 | Leading-edge platform, trailing edge, root |
| Recrystallized grain | 1 | 4 | Concave platform edge, leading edge |
| Zebra grain | 0 | 1 | Leading-edge platform |
LMC技术制备的高温合金铸件由于提高了定向凝固冷却速率,使树枝晶组织得到细化,共晶数量减少,元素偏析减轻,各种凝固和固态相变析出相尺寸减小,凝固缺陷和固溶孔减少。从组织的变化情况来看,其性能必然明显提高。
多项研究[19,35,39,57,58]表明,高梯度定向凝固技术显著提高了合金的蠕变性能,但对定向柱晶和单晶的影响规律有所不同。
高梯度定向凝固技术可显著改善定向柱晶合金的蠕变性能。图9[59,60]显示了英国国立物理研究所关于定向柱晶合金Mar-M246的蠕变性能。持久寿命由HRS技术下的800 h提高到LMC技术下的约1400 h。伊朗伊斯法罕理工大学对于定向柱晶合金IN738LC在叶片上的蠕变性能研究[9]表明:无论在982 ℃、152 MPa下还是在760 ℃、586 MPa下,LMC技术制备的试样持久寿命较HRS技术下的持久寿命均提高了2倍。表4[61]列出了北京航空航天大学关于DZ125定向柱晶高温合金在高温低应力(980 ℃,235 MPa)下的蠕变性能。与HRS定向凝固技术相比,LMC技术可以明显提高合金的持久寿命。此外,在LMC技术下,当抽拉速率大于7 mm/min后,合金的持久寿命略有降低。这应与凝固界面弯曲引起晶粒的取向偏离角增大或出现铸造缺陷有关。
图9 在低梯度(LG)和高梯度(HG)定向凝固Mar-M246合金的蠕变曲线[
Fig.9 Comparison of creep curves for Mar-M246 directionally solidified in low thermal gradient (LG, 40 ℃/cm) and high thermal gradient (HG, 130 ℃/cm) under 850 ℃ and 250 MPa[
表4 HRS与LMC工艺条件下DZ125合金的持久寿命[
Table 4 Rupture life of DZ125 superalloys at 980 ℃ and 235 MPa[
| Technology | G Kcm-1 | V mmmin-1 | Rupture life h | Elongation % |
|---|---|---|---|---|
| HRS | 50 | 5 | 69.93 | 25.0 |
| LMC | 218 | 3 | 100.90 | 20.9 |
| LMC | 218 | 7 | 96.22 | 29.7 |
| LMC | 218 | 10 | 91.15 | 31.2 |
LMC技术也可改善单晶合金的蠕变性能,但不同研究机构对提高幅度的结果尚不一致。表5[62]给出了单晶高温合金CMSX-2棒状铸件上的试样760~1050 ℃的持久寿命。在850 ℃以下,高梯度(HG)试样的持久寿命显著高于低梯度(LG)试样的持久寿命。而在850 ℃以上,HG试样的持久寿命与LG试样的持久寿命基本一致,并没有较大的差别。表6[19,35]给出了西北工业大学关于CMSX-2单晶合金试样在1050 ℃、160 MPa的持久寿命。可以看出,无论是铸态试样还是热处理试样,LMC工艺可以将持久寿命提高1倍左右,这主要得益于铸件共晶含量的减少以及共晶尺寸的减小。法国普瓦提埃大学对单晶合金AM1试样在750~1200 ℃时的蠕变性能研究[32]发现,虽然LMC技术可以减小枝晶间距,细化强化相γ′、基体相γ及共晶,但热处理后强化相γ′的尺寸以及基体相γ的通道宽度并没有太大的变化,因而并不会显著提高合金的蠕变性能,如图10[32]所示。可见,在不同应力和温度条件下,高梯度定向凝固对单晶高温合金蠕变性能的作用规律尚不一致。另外,对于高代次单晶高温合金不同组织尺度的性能研究目前还比较欠缺。
表5 在LG和HG定向凝固CMSX-2合金的持久寿命[
Table 5 Creep property of HG (250 ℃/cm) and LG (40 ℃/cm) processed CMSX-2 single crystals[
| Test condition | Rupture life / h | |||
|---|---|---|---|---|
| Temperature / ℃ | Stress / MPa | HG | LG | |
| 760 | 750 | 1138 | 759 | |
| 850 | 500 | 359 | - | |
| 900 | 380 | 230 | 212 | |
| 950 | 240 | 386 | 341 | |
| 1000 | 200 | 177 | 162 | |
| 1050 | 120 | 1055 | - | |
| 1050 | 140 | 288 | 255 | |
表6 HRS与LMC工艺条件下的持久寿命[
Table 6 The rupture life of CMSX-2 alloy under 1050 ℃ and 160 MPa[
| Technology | Dendrite arm spacing μm | Rupture life / h | Elongation / % | |||
|---|---|---|---|---|---|---|
| As cast | After heat treatment | As cast | After heat treatment | |||
| HRS | 350 | 39.4 | 84.0 | 25.2 | 22.0 | |
| HRS | 245 | 52.6 | 67.0 | 31.3 | 39.0 | |
| LMC | 123 | 58.6 | 64.0 | 34.7 | 32.5 | |
| LMC | 79 | 64.8 | 108.8 | 38.1 | 24.0 | |
| LMC | 38 | 76.4 | 131.5 | 34.1 | 35.1 | |
图10 HRS与LMC工艺下的蠕变性能[
Fig.10 Creep rupture properties for all conducted isothermal creep experiments (750~1200 ℃) of an experimental alloy processed by HRS and LMC techniques (For the graph's horizontal axis, P is the Larson-Miller parameter, T[K]is the temperature of the creep experiments, and tF[h] is the creep time to failure in hours)[
高梯度定向凝固技术可显著改善高温合金在中低温的低周疲劳性能。低周疲劳在很大程度上取决于孔洞、碳化物、共晶的尺寸及含量。这些位置容易成为裂纹起始源。美国密歇根大学对第二代单晶合金René N5棒状铸件试样的相关研究[63]表明:在538 ℃时,相比于HRS技术,LMC技术制备的试样的低周疲劳寿命提高了7倍。法国普瓦提埃大学对单晶合金AM1的研究[32]表明,在750 ℃时,相比于HRS技术,LMC技术制备的棒状试样的低周疲劳寿命提高了4倍。中国科学院金属研究所对第三代单晶合金DD10在760 ℃的低周疲劳实验[37]表明,LMC试样较HRS试样的低周疲劳寿命长。Kahn和Caron[62]对CMSX-2棒状试样在760 ℃的低周疲劳实验显示,HG试样的低周疲劳寿命为LG试样的3~5倍。这主要是因为,HG试样的缩孔一般为尺寸较小的圆孔,而LG试样的缩孔一般为尺寸较大的形状不规则孔。GE公司对GTD444定向柱晶合金在871 ℃下的低周疲劳实验[26]显示,与常规定向凝固(RC)相比,LMC技术不仅提高疲劳寿命25%~70%,而且还缩小测试数据的分散度5倍之多,如图11[26]所示。这些性能的提高主要是因为LMC技术制备的单晶试样减小了碳化物及缩孔的尺寸(尤其是最大缩孔)。
图11 GTD444合金的低周疲劳寿命比较[
Fig.11 Low-cycle fatigue properties of LMC and RC DS GTD-444 at 871 ℃ (RC—radiation cooling, DS—directional solidification, Nf—cycles to failure, R—stress level)[
然而,在950 ℃条件下,法国普瓦提埃大学对第一代单晶合金AM1的研究[32]表明,由于裂纹起始源主要集中在氧化的试样表面或近表面的孔洞处,而不是试样内的最大空洞处,也就是说,在高温下影响疲劳寿命的主要因素已变为试样表面的氧化行为,LMC技术并不会明显提高低周疲劳性能,如图12[32]所示。不同于实际服役的大气气氛,在真空气氛中,相比于HRS方法,LMC方法仍然能够提高疲劳寿命2~3倍。
图12 HRS与LMC工艺在950 ℃时的低周疲劳性能[
Fig.12 S-N curves for AM1sample tested in air and in vacuum at 950 ℃. The LMC data points represent bars solidified with a 8.5 mm/min withdrawal rate, whereas, HRS solidified material was cast at 3.4 mm/min[
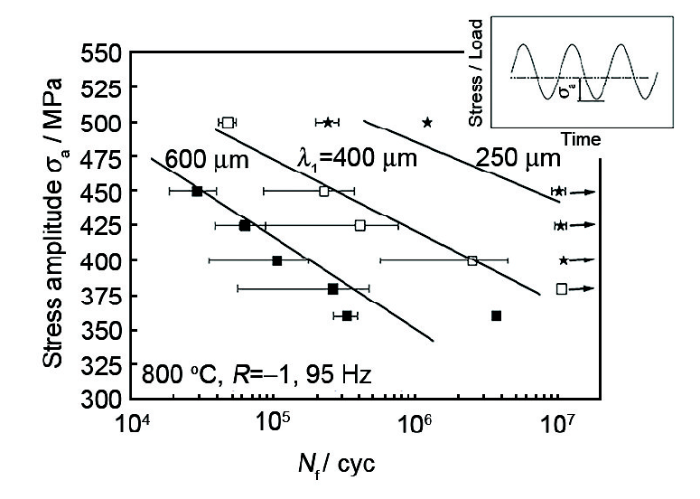
LMC技术可显著改善高温合金的高周疲劳性能。Kahn和Caron[62]对CMSX-2棒状铸件的试样在870 ℃的高周疲劳实验显示,相比于LG试样,HG试样的高周疲劳寿命大大增加,如图13[62]所示。此外,在LG试样中,选自铸件根部的试样的高周疲劳寿命明显大于选自铸件顶部的试样的高周疲劳寿命,这显然与铸件底部的温度梯度较大而铸件顶部的温度梯度较小有关。德国埃尔朗根-纽伦堡大学对第一代单晶高温合金PWA1483高周疲劳实验[31]表明,LMC技术由于一次枝晶间距和孔洞尺寸的减小而延缓了疲劳的起始时间,高周疲劳寿命显著提高,如图14[31]所示。
图13 CMSX-2合金的高周疲劳寿命比较[
Fig.13 Effect of processing conditions on high-cycle fatigue behavior of CMSX-2 single crystals at 870 ℃ and 50 Hz[
图14 PWA1483合金的高周疲劳寿命比较[
Fig.14 Fatigue properties of the solidified material by HRS (600 μm) and LMC (400 and 250 μm) techniques[
高梯度可显著改善高温合金的短时强度(short-term strength)。全俄航空材料研究院对单晶高温合金VZhM-3试样在20 ℃的短时强度实验[40]显示,相比于LG试样,HG试样的短时强度增加了38%,如表7[40]所示。
表7 温度梯度对力学性能的影响[
Table 7 Mechanical properties (average values) of alloy VZhM-3 as a function of G[
| G / (Kcm-1) | Short-term strength at 20 ℃ / MPa | Rupture life under 1100 ℃ and 120 MPa / h |
|---|---|---|
| 20 | 87 | 57 |
| 100 | 107 | 118 |
| 200 | 120 | 139 |
高梯度定向凝固技术可明显提高铸件中的温度梯度和冷却速率,因而能够获得细小均匀且元素偏析大大减轻的枝晶组织,并明显降低了固溶热处理后固溶孔的含量和元素的残余偏析。此技术可有效抑制雀斑的形成,提高了杂晶形成的临界抽拉速率,减小了晶粒与铸件轴向的取向偏离角, 但有可能引起再结晶缺陷。高梯度定向凝固技术改善了高温合金的持久性能,明显提高了低周和高周疲劳性能,且降低了数据分散度。
鉴于这些优势,以LMC为代表的高梯度定向凝固技术,在抗热腐蚀合金的开发和大尺寸燃机叶片的制备中将发挥重要作用。但高梯度定向凝固技术目前还不太成熟,在发展中仍需要解决一些问题,如平直凝固界面的获得。此外,高梯度定向凝固设备较为复杂,操作困难,成本较高,还面临着冷却介质Sn对设备和铸件的污染等问题。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}