
武传松 , 宿浩, 石磊
, 宿浩, 石磊
山东大学材料液固结构演变与加工教育部重点实验室 济南 250061
WU Chuansong, SU Hao, SHI Lei
文献标识码: TG456.9
文章编号: 0412-1961(2018)02-0265-13
通讯作者:
收稿日期: 2017-07-17
网络出版日期: 2018-02-20
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 武传松,男,1959年生,教授
展开
摘要
搅拌摩擦焊接过程中的产热、传热与塑性材料流动行为直接决定了焊接接头的组织演变及力学性能。对这些物理现象开展数值模拟研究,对于深入理解搅拌摩擦焊接过程的物理机制和优化焊接工艺具有重要意义。本文综述了搅拌摩擦焊接过程产热、传热与材料流动数值模拟的国内外研究现状,指出了存在的主要问题。介绍了作者课题组近年来针对这些问题所开展的研究工作。根据搅拌头-工件界面上的受力特点,研发出了黏着系数和摩擦因数的测试-计算法,为提高数值模拟的精度奠定了基础。建立了针对复杂截面形状搅拌针的搅拌摩擦焊接过程数学模型,数值分析了3种典型搅拌头情况下焊接过程中的产热率、温度分布和塑性流动行为。建立了包含下压、停留、焊接及冷却4个阶段的搅拌摩擦焊接全过程的传热-流动耦合模型,模拟了焊接过程各阶段的产热、温度场和塑性材料流动的演变情况。在此基础上,对搅拌摩擦焊接过程数值模拟领域未来的发展趋势进行了展望,提出了下一步的研究重点。
关键词:
Abstract
The heat generation, heat transfer and plasticized material flow in friction stir welding determine directly the microstructure evolution and mechanical properties of weld joints. Numerical simulation of these thermo-physical phenomena is of great significance for getting a deep insight into the underlying mechanisms and optimizing the process parameters of friction stir welding. This article reviews the progress status in numerical simulation of heat generation, heat transfer and plasticized material flow behaviors in friction stir welding, and outlines the unsolved problems. The research work targeting these issues, which has been conducted by the authors' group, is introduced. According to the stress characteristics at the tool-workpiece interface, the expressions of sticking rate and friction coefficient are developed, and this measurement-calculation method lays foundation for improving the accuracy of numerical analysis. Through synthetically considering the characteristics of complex-shaped tools, a three dimensional model of friction stir welding process is established. Three types of tools are taken into consideration, i.e., normal CT (conical-pin tool), ST (conical-pin with 4 flats tool) and TT (conical-pin with 3 flats tool). For the cases in application of these tools, the heat generation, temperature profile, and material flow velocity are analyzed quantitatively. A mathematical model for the whole friction stir welding process including plunge stage, dwell stage, welding stage, and cooling stage is established for numerical analysis of transient development in heat generation rate, temperature and material flow fields in each stages. Based on the status review, the trend in numerical simulation of frictions stir welding is outlooked, and the research focus for next step is proposed.
Keywords:
随着国家经济和社会可持续发展对节能、减排等环保要求的不断提高,结构轻量化设计与制造技术在高速列车、汽车、船舶、航空航天等产业领域得到越来越多的应用。采用铝合金等高性能轻质材料是实现结构轻量化的有效途径[1]。搅拌摩擦焊接(FSW)作为先进的固相连接技术,在制造铝合金轻量化结构件时有明显的优势,已经成为铝合金等轻质材料结构件的优选焊接成形方法之一[1,2,3]。作为固相连接工艺,FSW能避免铝合金熔焊时容易产生的气孔、裂纹等焊接缺陷问题,并且焊接过程中无烟尘和弧光污染,是绿色、环保、自动化程度高的焊接成形工艺[2,4,5]。
FSW过程中的产热-传热模式与传统的熔焊有着明显的不同。熔焊过程中热源(电弧或激光束)提供的热输入,可由焊接设备输出的工艺参数(电弧功率/激光功率、焊接速率等)来直接确定。在FSW过程中,热量来自于搅拌头和工件接触界面上的摩擦热以及工件剪切层内的塑性变形功;产热量既取决于工艺参数(搅拌头旋转速率、焊接速率、轴向下压力等),也取决于搅拌头和工件的界面接触状态(摩擦因数、黏着系数);而界面接触状态又直接受到工件上温度场、材料塑性流动以及材料物性的影响。各类参数和过程相互作用、高度耦合,并不能仅根据FSW设备输出的工艺参数来直接确定FSW的热输入[4,5,6]。因此,FSW过程中的产热-传热机制更为复杂。另一方面,FSW过程中的产热、传热与塑性材料流动行为直接决定了焊接接头的组织演变及力学性能,是影响焊接质量的关键因素。对此开展数值模拟研究,有助于深入理解FSW过程的物理机制,并在此基础上优化焊接工艺。本文评述FSW过程产热、传热与材料流动行为数值模拟领域的研究现状,展望未来的发展趋势,提出下一步的研究重点。
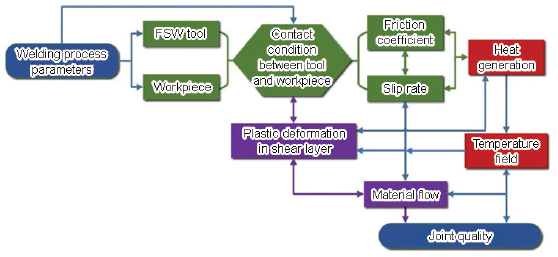
如图1所示,搅拌头与工件之间的界面接触状态,直接影响到焊接过程的产热、温度场和材料流动行为。但是,界面接触状态又直接受到工件上温度场、材料塑性流动以及材料物性的影响。描述搅拌头与工件之间的界面接触状态,需要用到2个参数:一个是摩擦因数μf,另一个是黏着系数δ。搅拌头与工件之间的接触界面,存在3种状态:(1) 纯滑动接触(δ=0),与搅拌头接触的工件材料静止;(2) 完全黏着接触(δ=1),与搅拌头接触的工件材料以与搅拌头相同的速率一起旋转运动;(3) 部分黏着/部分滑移接触(0<δ<1),与搅拌头接触的工件材料以低于搅拌头的速率做旋转运动[5,7]。
图1 搅拌摩擦焊接(FSW)过程产热的影响因素
Fig.1 The influence factors of heat generation in friction stir welding (FSW)
黏着系数δ是描述搅拌头与工件之间界面接触状态的重要参量,其定义如下:
式中,
式中,Qtotal为搅拌头与工件接触界面上的总产热量,τcontact是搅拌头-工件界面上的接触切应力,ω是搅拌头旋转角速率;Rs和Rp分别是轴肩与搅拌针的半径;Hp是搅拌针长度;α是轴肩内凹角度。τcontact的大小由界面上的压力、摩擦因数、材料屈服强度以及滑动-黏着状态确定:
式中,τyield是材料的剪切屈服强度,p0是轴肩下方及搅拌针底部所受的压力。式(4)表明,当搅拌头与工件接触界面为纯滑动状态(δ=0)时,τcontact=μfp0,这就是Coulomb摩擦定律,即接触切应力等于摩擦力;当搅拌头与工件接触界面为纯黏着状态(δ=1)时,τcontact=τyield=σyield
式(3)和(4)仅能给出搅拌头与工件接触界面上的总产热量,并不能描述产热在界面上的分布情况。实际上,搅拌头与工件接触界面上不同位置的压力、温度、材料流动速率等物理量是不同的,这会导致界面上热量的非均匀分布。为考虑这一过程特点,研究者[5,8~10]提出了分布式热源模型,同时考虑界面上的摩擦产热热流和塑性变形做功产热热流。在轴肩及搅拌针底面,热流qd (r)为:
在搅拌针侧面,热流qs (r)为:
式中,β为界面上的热转换效率,ξ为搅拌针的锥角,r为径向距离。
此外,在搅拌头周围的剪切层内,材料因发生很大的塑性变形而流动。材料在塑性变形过程中,需要外力来克服变形抗力做功,这部分机械能会转化为热量。剪切层内材料塑性流动的产热是体热源(qv)[11],可表示为:
式中,η为工件剪切层内机械能转换为热量的效率,σ是材料的流动应力,
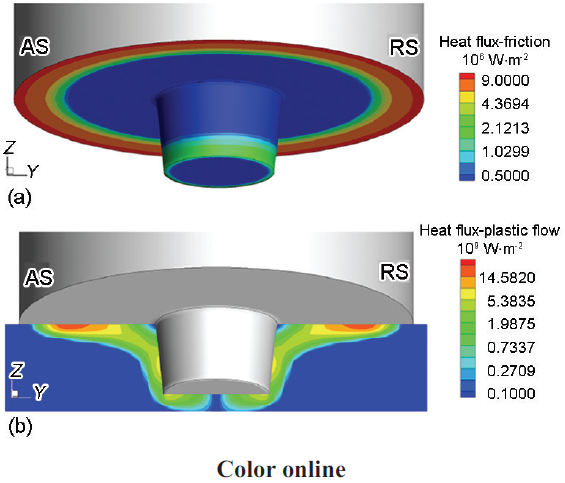
Chen等[12]提出了一种描述搅拌头与工件界面瞬态滑移与黏着状态的边界条件,考虑了界面上接触状态非均匀分布对产热的影响。选取的算例条件为:工件是厚度3.00 mm的2024-T4铝合金板;搅拌头轴肩直径为13.00 mm,搅拌针根部和端部直径分别为2.00和1.75 mm,搅拌针长度为2.40 mm。如图2所示,在轴肩边缘,因界面滑动产生大量摩擦热;在剪切层内,主要是塑性变形产热;两者在总产热量中所占比例分别约为54.5%和45.6%。需要指出的是,采用流体力学方法模拟时,塑性变形产热比例较高[12,13],而采用固体力学方法模拟时,塑性变形产热比例为6%左右[14,15]。目前尚缺乏实验手段验证并获得准确结果。但是,无论采用哪种模拟方法,FSW总的产热量及其导致的热循环,计算结果都一致,并与实测结果吻合。
图2 FSW过程的产热分布[
Fig.2 Heat generation distribution[
上一节给出的FSW产热模型,依赖于黏着系数δ和摩擦因数μf的取值。δ描述了搅拌头-工件界面上材料的流动状态,是确定界面上相互作用力大小与产热量的重要参数。μf的取值直接决定了摩擦产热量的大小。目前,大多数研究者将μf值选定在0.20~0.50之间,取值的随意性较大。文献中δ的取值也很分散,有0.01[16]、0.09[17]、0.10~0.30[18],甚至假定为1.0[19]。Nandan等[8]将楔横轧制过程中的黏着系数δ和摩擦因数μf应用到FSW过程的模拟中,认为2个系数可根据下式估算:
但是,式(8)和(9)未考虑由于界面上各个位置处温度、受力、搅拌头与工件的相互作用关系等因素的不同所导致的μf和δ的差异。对于黏着系数δ和摩擦因数μf,虽然有不同的选取方法,但本文建议采用本课题组[20]前期研究提出的一种确定μf和δ的测试-计算法,即采用测量所得到的搅拌头扭矩和轴向压力,根据以下方程式计算得出圆锥形搅拌头与工件界面上的δ和μf:
式中,τ0是轴肩和搅拌针底部的接触剪切应力,τ1是搅拌针侧面所受的接触剪切应力,Mc是搅拌头的扭矩,φ是剪切应力比值,χcs、χcb、χcp分别为界面上各个位置与面积有关的系数,其表达式分别为:
式中,Rp1和Rp2分别为搅拌针根部和端部的半径。
实验用2024-T3高强铝合金,板厚为6.00 mm,搅拌头的轴肩形状为带有凹槽的同心圆环,轴肩直径为15.00 mm,搅拌针侧面带有螺距为1.00 mm的螺纹,搅拌针上部直径为6.00 mm,下部直径为3.50 mm,高度为5.75 mm,搅拌针底部为平面。焊接过程中,搅拌头的后向倾斜角度保持为2.5°,轴肩下压量为0.15 mm,轴向下压力12 kN。实测搅拌头所受的扭矩,然后采用上述测试-计算法确定了10种工艺条件下的δ和μf [20],结果如表1所示。
表1 不同工艺条件下黏着系数和摩擦因数的计算值
Table 1 The calculated sticking coefficients and friction coefficients under different conditions
| Case No. | ω / (rmin-1) | U / (mmmin-1) | Mc / (Nm) | δ | μf |
|---|---|---|---|---|---|
| 1 | 400 | 80 | 29.26 | 0.497 | 0.370 |
| 2 | 400 | 160 | 33.84 | 0.575 | 0.506 |
| 3 | 600 | 80 | 21.89 | 0.372 | 0.221 |
| 4 | 800 | 40 | 12.45 | 0.254 | 0.106 |
| 5 | 800 | 80 | 13.56 | 0.276 | 0.119 |
| 6 | 800 | 120 | 13.36 | 0.272 | 0.117 |
| 7 | 800 | 160 | 14.32 | 0.292 | 0.129 |
| 8 | 800 | 200 | 15.36 | 0.313 | 0.142 |
| 9 | 800 | 240 | 16.85 | 0.343 | 0.163 |
| 10 | 1000 | 80 | 10.11 | 0.206 | 0.081 |
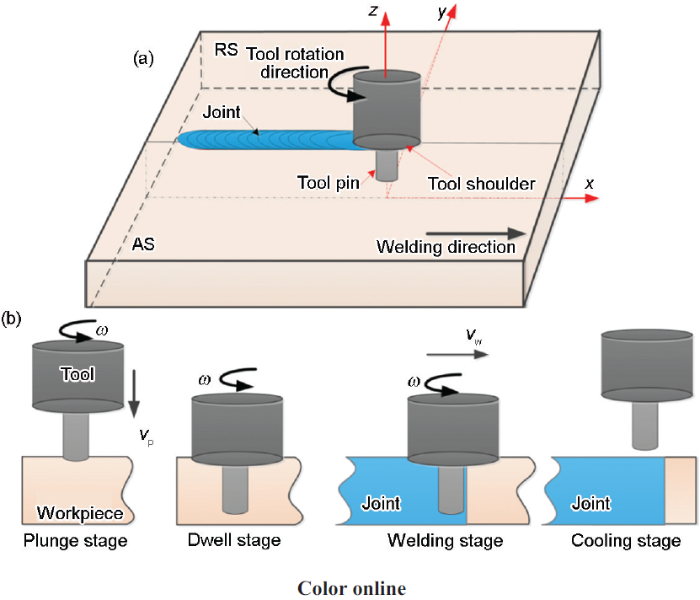
如图3所示,FSW焊接全过程包括4个阶段[2]。第1个阶段是压入阶段(Plunge stage),高速旋转的搅拌头缓缓插入待焊的2个工件中,直到轴肩接触工件上表面并压入达到指定深度。随后,搅拌头不再下压但仍保持高速旋转和合适的下压力,进一步软化搅拌头附近的塑性材料,这是第2个阶段―停留阶段(Dwell stage)。第3个阶段是焊接阶段(Welding stage),高速旋转的搅拌头开始沿着待焊接合面移动,搅拌头前方的母材在焊接热的作用下发生软化,并在搅拌头的旋转作用下转移到搅拌头后方,来填充由于搅拌头前进而形成的空腔,最终形成焊接接头。焊接结束后,搅拌头被迅速拔出工件并在工件上留下匙孔,同时工件冷却、焊接过程结束,这是第4个阶段―冷却阶段(Cooling stage)。FSW焊接过程中,不同阶段的产热规律、热分布情况、搅拌头的受力状态以及材料流动特征都是不同的。对FSW焊接全过程建模,需要综合考虑整个过程不同阶段的传热特点、材料流动特征以及搅拌头受力规律。
图3 FSW全过程示意图
Fig.3 Schematic drawings of FSW process (a) and different stages in FSW (b) (vp—plunge speed, vw—welding speed)
虽然已有文献研究了FSW全过程的产热与传热问题,但相对来说,绝大多数模型只是针对FSW焊接阶段的产热与传热问题。为节省计算时间,早期的FSW模型忽略了塑性材料的流动,着重探讨焊接过程中的产热机制及温度分布。通过分析FSW过程影响产热的主要因素,Haghpanahi等[21]和Vilaça等[22]建立了解析模型,Ferro等[23]建立了半解析的模型,计算了焊接过程中的热循环曲线。Mendez等[24]和Roy等[25]使用无量纲法计算了搅拌头附近的最高温度。这种解析法/无量纲分析法依赖于若干假设条件,忽略了边界条件的影响,产热方式单一。
Chao等[26]认为热量全部来自于滑动摩擦产热,并假设界面上的压力是均匀分布的,建立了FSW阶段的传热模型,但仅考虑了轴肩处的产热,忽略了搅拌针处的产热。Li等[27]和李红克等[28]建立了热量自适应的热源模型,该模型以材料的屈服强度为产热的基本参数,产热量随温度和材料的性能而改变。Khandkar等[29]假设搅拌头-工件界面的剪切应力是均匀分布的,建立了基于实验所得搅拌头扭矩的热源模型。在此基础上,Hamilton等[30]提出了一个与能量相关的系数来定义摩擦产热的效率,但其热源模型没有将塑性变形产热的部分考虑在内,因此只能够在一定范围内适用。
FSW过程中,材料的塑性流动行为和产热-传热机制高度耦合。塑性流动通过改变热量的产生与传递过程这2个途径对焊接温度场造成直接影响[5,10]。摩擦产热由搅拌头-工件之间的相对滑动速率决定,而界面相对滑动速率由搅拌头周围的塑性流场所决定。同时,剪切层内金属材料高速运动,有一部分塑性变形功转化成热量[5]。就是说,FSW过程中2种产热机制均受材料塑性流动的影响。另一方面,搅拌头周围剧烈的材料流动影响着热量的传递,进而对焊接温度场有决定性作用;而温度分布通过影响界面上的摩擦作用以及材料的变形抗力,反过来又影响着产热过程和塑性流场。因此,必须建立符合FSW过程特点的数理模型,准确描述温度场与塑性流场之间这类复杂的耦合关系。
Schmidt等[31]、Guerdoux等[32]和张昭等[33]研究者采用计算固体力学方法对FSW过程中的材料塑性流动进行了数值模拟。但是,基于任意Lagrange-Euler (ALE)方程来处理FSW过程中的大塑性变形,容易导致网格畸变,需不断地对网格进行重新划分,计算时间长,且仅能对简单轴对称形式的搅拌头进行建模,也无法处理搅拌针上有螺纹等特征的搅拌头。大多数研究者采用计算流体力学(CFD)方法来处理和解决FSW过程中塑性材料流动与传热过程的耦合和数值模拟问题[12,34~36]。CFD方法将处于塑性状态的金属材料视为高黏度的非Newton流体;采用Euler描述方法,计算过程中网格固定,可避免网格畸变并节省计算时间,并且能够精确包含具有复杂几何形状的搅拌头,因此被广泛采用。目前,Colegrove等[19,34,35]、Nandan等[5,8,36]、Chen等[12,37]已经对剪切层内的温度场、速度场、应力场、应变速率场、黏度场等进行了定量的分析,展示了塑性材料在搅拌头周围流动的数据。但是,这些模型简化了搅拌头的形状,仅考虑了焊接过程中的准稳态阶段。
将工件材料看作是非Newton连续流体介质,FSW焊接传热与塑性材料流动过程可以使用质量、动量和能量的守恒方程组来进行描述:
式中,
式中,Φ为与材料剪切应变率相关的项,可表示为:
式中,u、v、w是流动速度
材料的黏度是表征材料流动性能的重要参量,并且与FSW过程的塑性变形产热量密切相关。对于非Newton流体,材料的黏度μ与其流动应力σe之间满足如下关系:
式中,
材料的流动应力σe表达式为:
式中,A和α为与材料有关的常数,n为应力指数,Z是Zener-Holloman参数。Z描述了温度和应变速率对热加工过程中材料变形行为的影响,可表示为:
式中,Q为变形热激活能,R为气体常数。
对于某种金属材料,其物性参数(Q、n、A、α)有确定的数值。根据式(23)和(24),如果材料被加热的温度T越高,则其流动应力σe越小;根据式(21),其黏度μ就越低,因而就越容易流动。对FSW各阶段,定义搅拌头与工件接触界面的热和流速边界条件[35]。采用大型商业CFD软件ANSYS Fluent对所建立的模型进行计算求解。
工件材料为厚度6 mm的2024-T3铝合金,焊接速率120 mm/min,搅拌头转速为800 r/min。搅拌头轴肩直径15.00 mm,搅拌针直径为5.00 mm,搅拌针长度为5.70 mm;搅拌头插入、停留和焊接时间分别为28.5、45.0和85.0 s。
图4[38]为焊接产热量(包括总产热量和各接触界面产热量)随时间的变化情况。可以看出,在下压阶段(0~28.5 s),随着搅拌针慢慢插入工件,总产热量缓缓增加,直到轴肩压入工件,产热迅速增加并达到峰值。随后,总产热量在停留阶段缓缓降低,并在焊接开始后达到稳定。焊接阶段结束后,搅拌头拔出工件,产热量迅速降为零。在下压阶段,随着搅拌针插入,搅拌针侧面与工件接触面积增大,其产热量略有上升;而搅拌针底面产热量随着搅拌头下压而降低,这是因为随着搅拌头下压,产热量增大,搅拌头附近材料软化导致其剪切强度降低,从而降低了接触塑性变形产热率,使得搅拌针底面产热量降低。在焊接过程中,搅拌头附近软化层的黏性耗散产热量不大。在28.5 s,轴肩与工件接触,轴肩产热量从零迅速增大,导致总产热量迅速升高。在停留阶段(28.5~45.0 s),搅拌头附近材料温度升高,材料进一步软化,其剪切塑性变形产热量降低,从而导致总产热量下降。在焊接阶段(45.0~85.0 s),随着搅拌头前进,搅拌头附近材料温度变化不大,焊接过程迅速达到准稳态,焊接产热量保持恒定。
图4 FSW焊接过程中的产热量随时间变化曲线[
Fig.4 Calculated heat generation versus time during the FSW process[
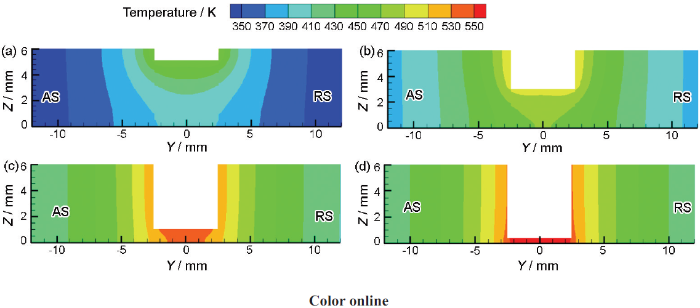
图5 下压阶段不同时刻工件横截面温度场[
Fig.5 Calculated temperature distributions at a transverse section during the plunge stage[
(a) 4.5 s (b) 15.0 s (c) 24.9 s (d) 28.2 s
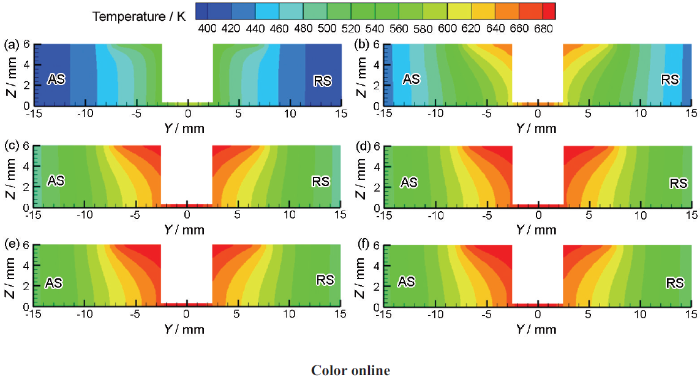
图6 预热停留和焊接阶段不同时刻焊缝横断面温度场[
Fig.6 Calculated temperature distributions at a transverse cross-section during the dwell and welding stages[
(a) 28.51 s (b) 30.0 s (c) 37.9 s (d) 45.0 s (e) 50.1 s (f) 60.0 s
图5[38]展示了下压阶段不同时刻工件横截面温度场。可以看出,随着搅拌针的插入,搅拌头附近温度持续升高。如图5a和b所示,在下压初始阶段,搅拌针插入深度比较小时,产热量主要集中于搅拌针底面,焊缝中心线处的温度场为倒锥形。如图5c和d所示,在下压阶段末期,搅拌针插入深度比较大时,搅拌针侧面产热量升高,此时搅拌头附近的等温线几乎平行于工件厚度方向,同时由于搅拌针底面的产热作用,导致最高温度区域位于搅拌针底面下方的工件。
图6[38]为停留阶段和焊接阶段工件横截面温度场。如图6a所示,在搅拌头轴肩与工件上表面接触后,搅拌头附近工件温度迅速上升。然而,最高温度并不是在产热热流密度最大的时刻(也即轴肩与工件接触时)出现,而是在大约38.0 s后才出现。这是因为产热是一个瞬时过程,而传热则需要一定的时间。随着搅拌头产热量的提高,搅拌头附近材料被加热,材料的温度随着热量的累积而升高。从图6a~d可以看出,在停留阶段,搅拌头前进侧和后退侧温度分布是对称的。而从图6e和f可以看出,在焊接阶段,随着搅拌头的移动,焊缝两侧温度分布不再是对称的,焊缝前进侧温度略高于后退侧温度。这是由于随着搅拌头的前进,焊缝前进侧搅拌头与工件接触界面处的相对速度和材料剪切速率高于后退侧,从而导致前进侧的产热量比后退侧高,进而形成了非对称的温度场分布特点。对比图6e和f可以看出,在50.1和60.0 s,工件横断面温度场几乎相同,表明搅拌头附近温度场达到了准稳态。图7[38]展示了焊接阶段距工件上表面2 mm深度处搅拌头周围的流场流线。
搅拌头是FSW设备的关键组成部分。不同形状和尺寸的搅拌头,对焊接过程中的产热、传热和材料流动有着很大的影响[39]。FSW过程中的大部分热量是通过轴肩与工件的相互摩擦作用以及由此导致的塑性变形做功而产生的;搅拌针与工件相互作用而产生的热量相对较少,其主要作用是驱动软化层材料的流动。常用的轴肩主要有平轴肩、内凹型轴肩、内凸型轴肩、同心圆环轴肩、涡状线型轴肩等;常用的搅拌针形状主要有圆柱、圆锥、截面形状为近似多边形的棱锥等[39];有螺纹的搅拌针可以改善材料的流动。
图7 距工件上表面2 mm深度处搅拌头周围的流场流线(焊接阶段)[
Fig.7 The predicted streamlines near the tool during the welding stage at a plane 2 mm below the top surface of workpiece (75.0 s) [
复杂截面形状搅拌针一般指沿中心轴线不对称的搅拌针。图8为几种有代表性的搅拌针截面形状示意图,其中图8a为常规的圆柱搅拌针,图8b~e为几种常见的非对称搅拌针。此外,还有带螺纹的搅拌针及形状不规则的搅拌针等。
图8 几种不同的搅拌针截面形状
Fig.8 Cross-sections of various pin profilesˆ(a) cylindrical (b) triflat(c) triflute (d) trivex (e) square
图9 在同一个旋转周期不同时刻的Triflute搅拌针横截面形状
Fig.9 Cross-sections of triflute pin at different time in one rotation cycle (t0—a specific moment, tp—rotation cycle)
相对常规的对称搅拌头,复杂截面形状的搅拌针具有以下特点:
(1) 在搅拌针的旋转过程中,搅拌针的位置与其前进方向(焊接方向)的相对关系是周期性变化的。以Triflute搅拌针为例,如图9所示,在一个旋转周期tp内,搅拌针周围的材料塑性流动状态时刻发生着变化。因此,必须建立瞬态模型,才能揭示不同时刻材料塑性流动的特点。
(2) 传统Euler法的网格是始终固定的,而复杂截面形状搅拌针周围的计算区域时刻发生着变化,求解计算时必然会导致网格的变形或需要对网格进行重划分,计算时间长且容易导致计算精度的下降。
(3) 对于常规搅拌针,界面上的搅拌头速率与接触剪切应力平行;而对于复杂截面形状的搅拌针,在某些位置界面上的搅拌头速率与接触剪切应力存在夹角,常规搅拌针的产热公式不再适用。
(4) 对于复杂截面形状的搅拌针,在某些位置界面上的搅拌头速率与界面也存在夹角,界面上的材料流动速率与搅拌头速率并不是简单的正比关系。
(5) 使用复杂截面形状的搅拌针时,搅拌头-工件接触面上的受力更加复杂,前面所提出的针对常规搅拌针的黏着系数和摩擦因数的测试-计算法不再适用,需要做出改进。
若考虑搅拌头的复杂形状,会对造型和网格划分带来困难,增加计算时间。其次,复杂形状的搅拌头会对搅拌头-工件界面边界条件的施加变得复杂。因此,大多数的FSW数学模型均对搅拌头的形状进行了简化,即平轴肩+无螺纹的圆柱/圆台搅拌针。近年来,随着对搅拌头重要作用认识的逐步提高,研究者针对不同形状搅拌头的特点建立了FSW数学模型。
一部分研究者建模时虽然考虑了搅拌头的形状,但不考虑材料流动。Biswas和Mandal[40]建立了三维有限元瞬态热传导模型,研究了不同形状尺寸的轴肩和搅拌针在焊接过程中的产热和温度分布。Gadakh等[41]在假设界面接触应力为均匀分布的基础上,建立了三维有限元热传导模型,研究了搅拌针截面形状为三角形、四边形、五边形、六边形的搅拌头在焊接过程中的温度分布。研究发现,使用截面为六边形的搅拌针得到的温度最高,而使用截面为四边形的搅拌针得到的温度最低。Mehta等[42]详细分析了搅拌针截面形状为三角形、四边形、五边形、六边形的搅拌头在界面处的受力情况,建立了三维热传导模型,计算了不同形状搅拌头在焊接过程中的温度分布。研究发现,最高温度随搅拌针面数的增加而增加,最大剪切应力则呈逐渐减小的趋势。但是,上述热传导模型均忽略了搅拌头周围的材料流动,而实际上不同形状搅拌头对剪切层内材料流动有很大的影响。
近年来,研究者在建模时考虑了材料的塑性流动。Mehta等[43]通过建立三维流体力学模型,提出了一种基于扭矩最大值原则对轴肩直径进行优化的方法。Colegrove和Shercliff [19]、宿浩[44]和Ji等[45]建立了三维准稳态模型,研究了带螺纹搅拌头情况下的材料流动,但将界面假设为完全黏着的接触条件。Colegorve和Shercliff[34,35]、Feulvarch等[ 46]建立了瞬态模型,将动参考系技术、滑移网格技术分别应用于复杂形状搅拌头的数值模拟中,但对界面接触条件进行了简化,且未对焊接过程的产热分布、材料流动等进行定量分析。因此,还需要建立更接近实际情况的模型,深入分析复杂形状搅拌头情况下的产热、传热及材料塑性流动的规律,探究搅拌头形状对FSW过程影响的机理和本质。
4.3 3种搅拌头形状时的FSW热过程与材料流动对比
针对3种搅拌头,即CT (圆台形搅拌针)、ST (有4个平面的圆台形搅拌针)和TT (有3个平面的圆台形搅拌针),数值分析了搅拌头形状对焊接产热、温度分布和材料塑性流动过程的影响。CT搅拌头的轴肩形状为带有凹槽的同心圆环,轴肩直径为15.00 mm,搅拌针侧面带有螺距为1.00 mm的螺纹,搅拌针上部直径为6.00 mm,下部直径为3.50 mm,高度为5.75 mm,搅拌针底部为平面。ST和TT搅拌头,是在 CT搅拌头上分别加工4个和3个平面所得到的。
对于复杂截面形状的搅拌针,搅拌针周围的计算区域时刻发生着变化,而传统的Euler法的网格是固定的,并不能实现搅拌针沿轴线方向的旋转。针对复杂截面形状搅拌针的特点,采用基于Euler法的滑移网格技术是可行的方法。滑移网格技术所解决的问题大部分都是瞬态周期性的,是模拟多移动参考系流场的最精确的方法。宿浩[44]和Ji等[45]提出了三维的“准稳态动参考系模型”+“瞬态滑移网格模型”的方法。首先建立基于流体力学的三维准稳态动参考系模型,即在网格运动区域设置为动参考系,求解流体力学的连续性方程、动量方程和能量方程。当准稳态模型达到收敛之后,将准稳态模型的温度场和速度场等计算结果作为初始条件施加到三维瞬态滑移网格模型中,将网格运动区域设置为滑移网格区域,并将计算方式改为瞬态,同时保持其它边界条件和材料物性参数不变,计算搅拌头在旋转过程中的温度分布和材料塑性流动行为。这种方法的优点是既能够真实地反映复杂截面形状搅拌针在焊接过程中的特点,同时又能够节省计算时间,保证计算精度。
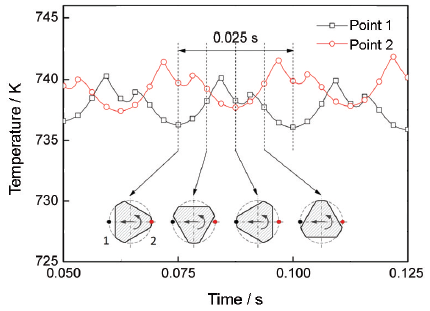
图10 搅拌头旋转过程中z=3 mm截面上2点的温度变化(TT, Case No.5)[
Fig.10 Temperature evolution at two points of z=3 mm plane during tool rotating (TT, Case No.5)[
对于CT搅拌头,接触界面上的产热与材料流动速度可以用前面给出的方法描述。对于ST和TT搅拌头,搅拌针侧面分别有4个和3个平面;平面之间是圆弧柱面。在圆弧柱面,搅拌头速率vt的方向始终与界面的切线方向平行,因此材料流动速度分量仍可以用前面介绍的方法来获得。但在搅拌针侧面的平面区域,搅拌头运动速度vt的方向与界面的切线方向有一定的夹角θ,则产热量和材料流动速度的表达式需要考虑这一夹角的影响。
采用CT搅拌头时,黏着系数和摩擦因数由前面介绍的测试-计算方法来确定。对于ST和TT搅拌头,需要分别根据搅拌针侧面的平面和圆弧柱面来分析界面上的接触剪切应力和扭矩;同时,式(15)描述的界面上各个位置与面积有关的系数,也相应改变。表1左侧3列给出了10种实验条件下的搅拌头转速和焊接速率,对于ST和TT搅拌头,也采用表中给出的、与CT搅拌头同样的转速和焊接速率,开展了实验测试和数值模拟。
图10[45]展示了Case No.5条件下使用TT搅拌头进行焊接时距离工件上表面3 mm截面上搅拌针前后2个点的温度随时间变化的情况,这是瞬态模型的计算结果。可以看出,TT搅拌针在旋转的过程中,靠近搅拌针的2点温度虽有一定的波动,但基本保持在740~750 K之间,其波动值小于10 K。Feulvarch等[46]的研究也表明,使用瞬态模型进行计算时,当搅拌头旋转一定的转数之后,温度达到了近似周期性变化的特征,且波动的振幅小于30 K。这说明,在瞬态模型的计算过程中,产热量及分布模式基本未发生改变。这是因为界面上大多数与产热和热传导相关的参数在搅拌头旋转过程中均基本保持恒定。因此,虽然本文使用了“准稳态模型”+“瞬态模型”的方法,但对于不同搅拌头的产热和温度的分析则以准稳态模型的计算结果为主。
搅拌头-工件界面上的产热是由于界面上的相对运动和界面材料的变形所产生的。数值模拟结果[44]表明不同搅拌头在相同工艺参数下的界面产热量基本保持一致。工件内部剪切层内的产热是由塑性变形功的转化所提供。FSW过程中,由于靠近搅拌头的材料处于高应变速率的状态,由塑性变形功所提供的热量是不可忽略的重要部分。图11[44]给出了Case No.9条件下3种搅拌头在不同截面上的体积热流分布。可以看出,剪切层内的最大热流超过了6.0×109 W/m3。对于CT搅拌头,剪切层内的体积热流基本沿z轴呈对称分布。对于ST和TT搅拌头,搅拌针侧面平面区域边缘的体积热流明显高于CT搅拌头,而平面区域中部的体积热流明显较低,这是因为搅拌针侧面平面区域边缘处的应变速率较大。在z=2.5 mm截面上(距离工件上表面3.5 mm),3种搅拌头情况下最大热流密度分别为4.13×109 W/m3 (CT)、6.57×109 W/m3 (ST)和9.47×109 W/m3 (TT)。
图11 剪切层内塑性变形产生的体积热流分布(Case No.9)[
Fig.11 Volumetric heat density distributions inside the shear layer (Case No.9)[
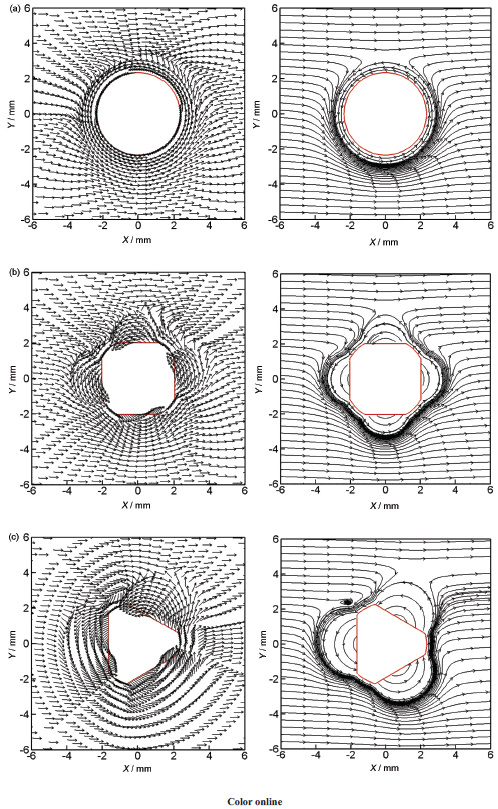
图12 工件截面上的流场(左)和流线(右)分布(Case No.7, z=3 mm)
Fig.12 Plastic flow (left) and streamline (right) distributions at z=3 mm plane (Case No.7)(a) CT (b) ST (c) TT
图12为3种搅拌头在工件中部水平截面上的材料流动方向及流线分布。可以看出,3种搅拌头的材料流动的基本规律是一致的,即搅拌头前部的金属经后退侧绕过搅拌针并从搅拌头后部流出,且材料在后退侧经历了强烈的挤压作用。在z=3 mm截面上,材料流动基本只受搅拌针的影响,材料最大流速分别为0.06 m/s (CT)、0.11 m/s (ST)和0.14 m/s (TT)。可见,使用ST和TT搅拌头的材料流动速度明显大于CT搅拌头,且2种搅拌头的最大材料流动速度均位于搅拌针侧面圆弧区域的边缘处。在远离轴肩的z=3 mm截面上,ST和TT搅拌头的材料流动范围明显比CT搅拌头大。这是因为,在ST和TT搅拌头的搅拌针侧面平面区域上,搅拌头转动方向与界面的方向并不是平行的,其夹角为θ。垂直于界面的材料流动速度始终等于搅拌头的速度在这个方向上的分量,且与黏着系数的大小无关,而平行于界面的材料流动速度与黏着系数的大小成正比,从而使得带有侧面平面区域的ST和TT搅拌头的最大材料流动速度及材料流动范围比CT搅拌头大。
以上介绍的FSW温度场和材料流动数值模拟结果均经过实验验证[10,12,13,17,35,43] 。
针对FSW过程数值模拟存在的问题,作者课题组近年来开展了深入研究,得到了以下主要结果:
(1) 在分析搅拌头-工件接触界面受力情况的基础上,采用测量所得到的搅拌头扭矩和轴向压力,提出了一种确定界面上黏着系数和摩擦因数的测试-计算方法。计算出了多组焊接工艺参数下的黏着系数和摩擦因数,使得这2个界面接触状态参量的取值有了科学依据。
(2) 综合考虑复杂截面形状搅拌针的特点,采用滑移网格技术,建立了三维“准稳态动参考系”+“瞬态滑移网格”模型,兼顾了计算时间和计算效率。分析了ST和TT搅拌头在界面产热、界面材料流动速度和受力状态上与常规搅拌头的不同,并采用测试-计算法确定了ST和TT搅拌头与工件接触界面上的黏着系数和摩擦因数。
(3) 使用CT、ST和TT搅拌头,计算了多组工艺条件下FSW过程中的产热、温度分布及塑性材料流动行为,分析了ST和TT搅拌头在不同时刻的材料流动特点。发现搅拌针形状对FSW焊接过程的总产热量和轴肩处的产热分布规律的影响很小,而对搅拌针侧面产热分布规律的影响较大;搅拌针形状对最高温度的影响小于30 K;但ST和TT搅拌针在剪切层内的最大材料流动速度是CT搅拌针的2~3倍。这说明,ST和TT搅拌针对被焊材料的“搅拌作用”明显强于CT搅拌针。
(4) 建立了包含下压、停留、焊接及冷却4个阶段的FSW全过程的热-流耦合模型,分析了焊接过程中的产热和温度场随焊接过程的演变规律、塑性材料流动行为特点和焊接力矩的变化情况。
虽然取得了以上进展,但由于FSW焊接涉及复杂的物理过程,目前的数值模拟研究工作仍是阶段性的。作者认为,以下几个方面还有待于近一步的深入研究:
(1) 目前仅考虑了3种有代表性的搅拌头,且模型中忽略了搅拌针侧面的螺纹。而实际上,搅拌针侧面的螺纹对焊接过程及焊缝性能也有一定的影响。因此,需要研究更多的复杂搅拌头形状,且考虑搅拌针侧面的螺纹。
(2) 黏着系数和摩擦因数的测试-计算方法是在一些简化假设的基础上建立起来的。下一步的研究需要采用实验手段得到一些关键的基础数据,尽量减少假设条件,使计算得到的结果更加可靠。
(3) 采用基于温度的摩擦系数对FSW过程进行模拟,是关于FSW产热与传热的研究热点之一。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}