
马宗义 , 商乔
, 商乔
MA Zongyi, SHANG Qiao
中图分类号: TG457
文章编号: 0412-1961(2018)11-1597-21
通讯作者:
收稿日期: 2018-08-20
网络出版日期: 2018-11-11
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介:马宗义,男,1963年生,研究员;商 乔(共同第一作者),男,1991年生,博士生
展开
摘要
近年来,镁合金在汽车、轨道交通、航空航天等领域的应用需求快速增长,其可靠连接的重要性愈发突出。作为固相焊接技术,搅拌摩擦焊(FSW)对镁合金焊接具有独特优势,因此得到了广泛关注。本文重点综述了镁合金常规对接FSW的研究进展,就焊接工艺、微观组织演化、织构分布特征、接头力学性能及其之间的相互作用机制进行了详细分析与评述。研究表明,不同于铝合金,在变形镁合金FSW时,织构是影响接头性能的关键因素,焊后形成的特殊强织构分布是导致接头难以达到与母材同等强度的主要原因。同时,对其它焊接形式如搭接焊、点焊、双面焊的可焊性及接头性能的影响因素与变化规律进行了讨论,并对镁合金与其它镁合金、铝合金以及钢之间异种焊的可焊性、界面结合机制、接头性能的影响因素及调控方法进行了评述。最后,对镁合金FSW的未来研究方向进行了展望。
关键词:
Abstract
In recent years, the increasing application demand for Mg alloys in automobile, rail transport, aviation and aerospace industries brings about the growing prominence of seeking reliable techniques to join Mg alloys. As a solid state welding method, friction stir welding (FSW) exhibits unique advantages in joining Mg alloys, and thus arouses widespread research interest. This paper emphatically reviewed the research status of conventional friction stir butt-welding of Mg alloys, and highlighted the welding process, microstructure evolution, texture characteristics, mechanical behavior and their interaction mechanisms. It was indicated that the texture plays a vital role in FSW joint performance of wrought Mg alloys, which is quite different from that in the FSW Al alloy joints. The specific strong texture formed in the weld is the main factor that gives rise to the impediment to achieving equal-strength joints to base materials. At the same time, some focuses like the weldability and the factors that influence joint performance in other types of FSW like lap welding, spot welding and double-sided welding; the weldability, interface bonding mechanism, joint performance and its affecting factors and optimization methods in dissimilar FSW between Mg alloys and other materials like Mg alloys of other grades, Al alloys and steels, were summarized and discussed. Finally, the future research and development directions in FSW of Mg alloys were prospected.
Keywords:
镁合金作为最轻的金属结构材料,具有比强度与比模量高、减震性好、储量丰富、易回收等优点,被称为21世纪的绿色工程材料,在航空航天、国防、交通运输、电子电器等工业领域具有广阔的应用前景。为了推进镁合金的工业应用步伐、拓展其应用领域,实现镁合金可靠连接的重要性日益突出。
传统上,铆接和熔化焊是镁合金连接的主要方法。其中,铆接接头强度较低,密封性、可靠性较差,应用范围十分有限。而对于熔化焊,由于镁合金熔点低、线膨胀系数和导热率高、化学性质活泼,因而焊接时容易产生夹杂、气孔和脆性相等缺陷,并伴有结晶偏析、晶粒粗大、热裂纹、残余应力高等问题。
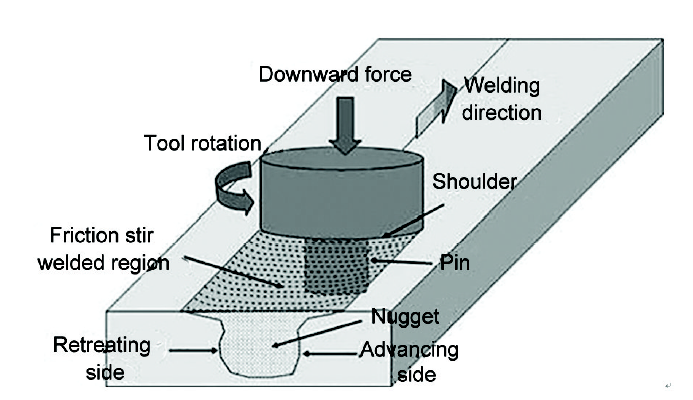
搅拌摩擦焊(friction stir welding,FSW)是1991年由英国焊接研究所(The Welding Institute,TWI)发明并成功应用于铝合金的一种新型固相连接技术[1],如图1[2]所示。在FSW过程中,由轴肩和搅拌针组成的搅拌头高速旋转插入待焊工件的接缝处,当轴肩与工件紧密接触后,搅拌头沿接缝旋转移动,通过剧烈摩擦生热及强烈塑性变形使接缝处材料产生温升、软化、流动、混合,通过动态再结晶,形成均匀、细小的等轴晶粒组织,实现材料连接[2]。由于FSW的工作温度低于被焊材料的熔点,因此可有效避免熔焊过程中材料熔化-凝固所引起的各种缺陷,并且焊缝材料经受剧烈塑性变形,形成细小致密组织,从而使接头表现出良好的综合力学性能,因此是镁合金的理想连接方法,受到广泛的关注。
过去20年来,国内外学者针对镁合金FSW开展了大量研究工作,对AZ、ZK、AM等系列以及稀土镁合金的焊接均成功获得了焊缝美观、力学性能良好的无缺陷接头。其中,作为使用最广泛的商业变形镁合金,AZ31镁合金的FSW研究最为广泛。学者们在工艺优化、工具设计、组织调控、性能改善等方面都取得了大量的研究成果,并对镁合金FSW其它焊接形式以及与异种材料的FSW开展了广泛而深入的探索工作。
需要指出的是,作为hcp结构金属,Mg的塑性流变能力远低于Al,且易于形成强烈的变形织构,这使得镁合金FSW焊缝成型能力明显低于铝合金,焊接织构也成为影响接头断裂行为与力学性能的重要因素。此外,由于镁合金中的合金元素扩散速率低,因而沉淀强化镁合金FSW过程中元素的溶解与析出也与铝合金有较大差别。本文针对镁合金FSW的特性,基于国内外的研究进展并结合本研究团队的研究结果,评述了镁合金FSW的研究进展,并对未来的发展进行了展望。
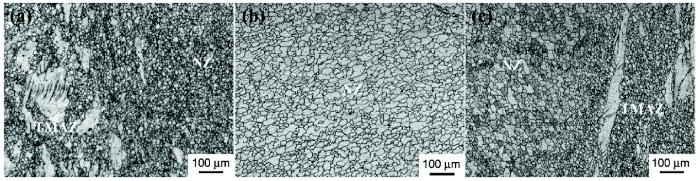
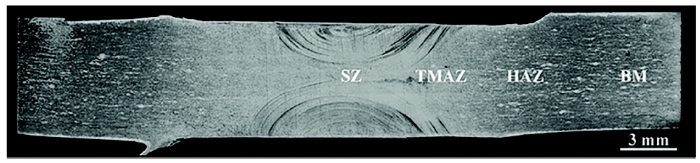
根据微观组织特征不同,FSW接头由中心向外通常可划分为4个区域:搅拌区/焊核区(SZ/NZ)、热机影响区(TMAZ)、热影响区(HAZ)和母材区(BM),如图2[3]所示。其中,SZ经受剧烈热塑性变形,发生完全动态再结晶,形成均匀、细小的等轴晶组织(图3[3]);TMAZ经受的塑性变形和热作用程度均小于SZ,但由于镁合金层错能较低,也会发生部分动态再结晶(图3[3]);HAZ没有受到搅拌作用,因此不会发生塑性变形,但在焊接热循环作用下可能会发生析出相变化及晶粒长大。可见,接头组织的演化与动态再结晶行为息息相关。
图2 挤压态AZ31镁合金搅拌摩擦焊接头宏观形貌[
Fig.2 Macroscopic image of friction stir welded joint of extruded AZ31 alloy (NZ—nugget zone, TMAZ—thermomechanically affected zone, HAZ—heat affected zone, BM—base material)[
图3 挤压态AZ31镁合金搅拌摩擦焊接头微观组织[
Fig.3 Optical micrographs of friction stir welded joint of extruded AZ31 alloy[
(a) NZ/TMAZ interface on retreating side (RS) (b) NZ center
(c) NZ/TMAZ interface on advancing side (AS)
一般认为,作为一个形核和长大的过程,动态再结晶主要受初始组织状态、变形温度、应变速率以及变形程度的影响,而再结晶形核机制决定着形核过程,是影响整个再结晶行为的关键因素。张华等[4]给出了AZ31镁合金SZ组织的简单演化模型,认为材料由于受到搅拌针的旋转剪切力,晶粒被拉长并不断积累位错,随后发生破碎,然后破碎的晶粒再发生动态回复、再结晶及长大,从而得到均匀细小的等轴晶组织,但并未指出具体的再结晶形核机制。Suhuddin等[5]和Mironov等[6]通过对AZ31镁合金进行FSW急停实验发现,工具前方的材料由于受到工具的挤压,首先会形成大量的{10
再结晶晶粒的尺寸主要与变形温度及应变速率有关。变形温度越高,越容易发生动态再结晶,但是晶界扩散和晶界迁移的能力增加,因而晶粒容易长大而导致粗化;应变速率越大,位错越容易增殖,使再结晶形核几率增加,但由于来不及发生回复,晶粒生长受到抑制,因而晶粒容易细化。由于Zener-Hollomom参数综合了变形温度(T)与应变速率
式中,Q为晶格扩散的激活能,R为气体常数。而焊接时材料的
式中,ω为工具转速,re与Le分别为发生动态再结晶区域的有效半径与有效深度。
另外,镁合金FSW过程的温度是由焊接热输入决定的,而焊接热输入与焊接工艺参数(ω、焊接速率ν)密切相关。SZ内温度T与焊接参数之间的经验公式为[8]:
式中,Tm为材料的熔点,K和α为材料常数。
这样,根据焊接工艺参数、材料的性质以及SZ的尺寸便能计算相应的Z参数。至于Z参数与SZ平均晶粒尺寸的关系,Chang等[7,9]提出了适用于预测超细晶晶粒尺寸的经验模型:
而Watanabe等[10]则提出了更适用于预测3~100 μm晶粒尺寸的模型:
式中,Dnugget为SZ晶粒尺寸,Dinitial为母材晶粒尺寸。
综上,可通过Z参数建立起焊接工艺参数与SZ再结晶晶粒尺寸之间的关系,这为镁合金FSW再结晶晶粒尺寸的预测提供了一定的指导。
值得注意的是,尽管Tang等[11]认为SZ的温度分布相对其它区域来说比较均匀,但该区域工具运动对材料造成的复杂热机械作用仍会导致晶粒尺寸在不同微区存在差异。实际上,Shang等[3]对晶粒尺寸分布的统计结果表明,在SZ前进侧(advancing side,AS)的平均晶粒尺寸要略微大于后退侧(retreating side,RS)。Hwang等[12]的实测结果与Albakri等[13]的模拟计算结果也都表明,焊接过程中前进侧的温度会略高于后退侧,这可能是导致前进侧晶粒尺寸较大的原因。这些研究表明,预测SZ晶粒尺寸的经验模型存在局限性。
Tripathi等[14]在靠近焊缝表面的特定位置观察到了明显的组织差异,该区域由于冷却速率较高仍然保留了大量来不及长大的细小晶粒。此外,在SZ经常能够通过光学显微镜观察到由衬度差异而显示出的洋葱环结构或条带状组织。这种周期性交替排布组织的金相衬度由不同原因造成,如晶粒尺寸的差异[15]及第二相的分布[16]。Mironov等[17,18]在焊接ZK60镁合金时发现第二相粒子能够影响组织演化,指出密集分布的第二相周围容易形成细晶组织。从本质上讲,这种SZ内微区组织的不均匀性主要与该区域特殊的材料流动行为及温度分布特征有关。
由于同样发生了明显的塑性变形及部分动态再结晶,TMAZ的组织演化规律也受到了关注。TMAZ作为一个变形过渡区域,由于其受热及应变程度从SZ到两侧的未变形区域呈梯度衰减分布,其组织特征也表现出随位置连续变化的特点。从流动的角度看,由于主要是受到来自搅拌针的横向挤压作用,TMAZ存在向着板材垂直方向(ND)及焊接方向(WD)上的流动。Shang等[3]及Tayon等[19]都在焊接接头横截面上观察到材料流线向着垂直方向偏转的现象。另外,在靠近轴肩的区域,轴肩运动所施加的热力作用使得该区域的材料流动及组织演化更加复杂。
除晶粒尺寸变化外,对于沉淀强化镁合金FSW,SZ还会存在第二相的破碎、溶解及冷却中可能的析出过程。由于合金元素在Mg基体中扩散速率很低,因而镁合金的热处理或热机械处理工艺完全不同于铝合金。比如,对于沉淀强化铝合金,固溶处理几十分钟至多数小时就可以实现合金元素的完全固溶;淬火时通常需要采用水冷却才能抑制合金元素的析出从而获得过饱和固溶体。而对于沉淀强化镁合金,一般需要固溶处理几十小时才能实现合金元素的完全固溶;固溶后采用空冷就可以抑制合金元素的析出获得过饱和固溶体[20]。这表明,在FSW这样的热机械处理过程中,镁合金中第二相的溶解与析出会出现不同于铝合金的特征。
研究[21,22,23]表明,对于沉淀强化镁合金,无论是AZ、ZK还是稀土系列,与铝合金类似,FSW过程均导致第二相的破碎与溶解,在SZ形成细晶过饱和固溶体。本文作者前期工作[24]基于理论计算,对FSW瞬间实现镁合金第二相溶解的现象给出了合理解释,认为尽管合金元素在镁合金中扩散速率很低,但FSW强塑性变形极大促进了合金元素的扩散,这主要基于2个机制:第一,FSW造成材料的剧烈塑性流动与晶粒细化,使扩散距离显著缩短。对Mg-Al合金,假定晶粒尺寸从100 μm细化到1 μm,Al元素扩散所需时间从37 h缩短到13 s[24];第二,FSW剧烈塑性变形使元素扩散从体扩散转变为管扩散,扩散速率增大3个数量级。正是由于扩散速率的显著增大与扩散距离的明显缩短,在FSW瞬间就实现了镁合金中第二相的完全溶解。
焊后自然冷却过程中,尽管冷却速率显著低于常规固溶处理的水淬过程,但由于焊缝周边材料与垫板的热传导,其冷却速率明显高于空冷。对于铝合金,FSW固溶的合金元素只有部分保留下来,大部分析出为粗大相,因而焊后时效对接头强度的改善有限。但对于镁合金,由于合金元素扩散速率低,焊后自然冷却足以抑制固溶合金元素的析出[20],因而焊后时效可明显改善接头的性能,这将在后续描述。
镁合金作为一种hcp结构金属材料,由于其不同滑移系开动的难易程度差别很大,在塑性变形后常常会形成很强的织构,而织构本身又会严重影响其力学性能。例如变形镁合金中,轧制成形会形成板织构,挤压成形会形成丝织构,这使得材料表现出很强的各向异性,严重制约其均匀塑性变形能力。由于FSW是一个剧烈的塑性变形过程,在镁合金SZ和TMAZ都会发生显著织构变化,而且由于受热及塑性流变的复杂性,接头各区会形成不同的显微织构,因而FSW接头整体表现出特定的织构分布。
在对镁合金FSW接头织构的早期研究中,主要采用X射线衍射(XRD)和中子衍射的方法来表征织构的变化。Chang等[7]通过XRD测定了AZ31镁合金在FSW前后各晶面的峰强变化,发现不同织构的母材在经过FSW后都会出现相似的晶粒取向变化,且基面主要沿接头截面排布。为了更直观地表征织构变化,Chowdhury等[25]通过XRD方法测量了FSW前后的极图,发现初始母材织构的基面向着横向和焊接方向偏转。Woo等[26]采用中子衍射的方法测量了接头不同位置的各晶面峰强,给出了大致的晶粒取向分布。Yu等[27]同样通过中子衍射方法研究了不同Z参数下焊接时SZ的织构特点,发现随着Z参数的增大,基面法向从焊接方向向垂直方向偏转。
需要说明的是,尽管通过XRD和中子衍射的方法能够得到FSW后镁合金晶体取向的一些信息,但由于所表征的织构均为宏观织构,难以获得特定微区的显微织构,因而无法建立起直观、翔实、准确的组织-晶粒取向关系。因此,能够快速进行微观组织表征并获取取向信息的电子背散射衍射(EBSD)技术在后续镁合金FSW的织构研究中得到了广泛应用。
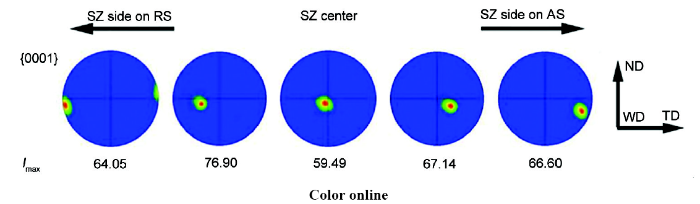
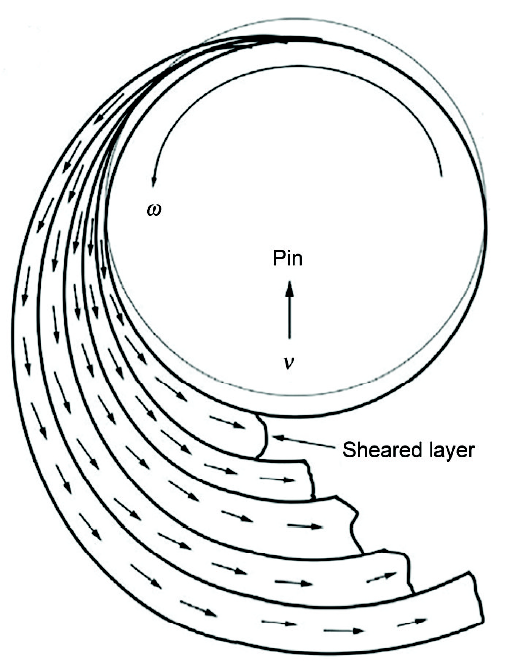
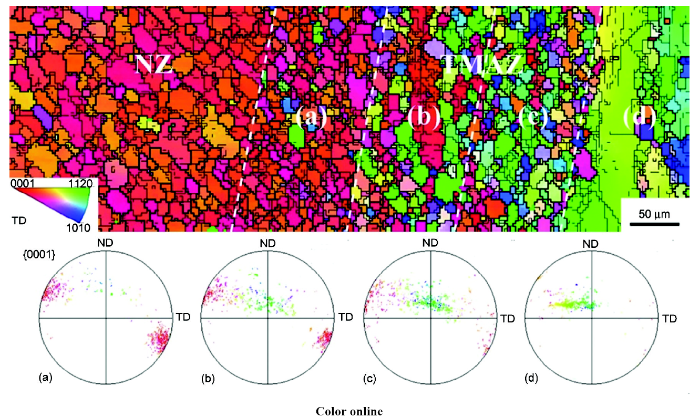
Park等[28]通过EBSD详细表征了AZ61镁合金SZ不同位置的显微织构,发现SZ内会形成特殊分布的强织构,即(0001)基面大致沿着搅拌针的表面呈环绕分布。Shang等[29]在焊接AZ31镁合金时也观察到这种特殊的织构分布,如图4[29]所示。Park等[28]认为,这种织构特征的形成与FSW过程中基面滑移的主导作用以及材料层状流动产生的堆垛剪切层结构有关,剪切层的形成如图5[30]所示。在随后的研究中,一些学者[31,32]也认识到了周期性层状流动对织构演化的影响。需要指出的是,对稀土镁合金来说,稀土元素的添加会影响SZ的动态再结晶行为。如添加Y元素生成的第二相颗粒能够促进不同取向的再结晶晶粒的产生,从而弱化变形后的再结晶织构[33],使织构强度明显降低[21]。
图4 AZ31镁合金搅拌摩擦焊接头搅拌区的织构分布[
Fig.4 Texture distribution in stir zone of friction stir welded AZ31 joint (ND—plate normal direction, WD—welding direction, TD—transverse direction)[
图5 工具运动导致剪切层形成示意图[
Fig.5 Schematic illustration of shear layer formation induced by motion of friction stir welding tool (ω—tool rotational rate, ν—tool traverse speed)[
在SZ中靠近轴肩的区域,由于轴肩和搅拌针对材料的耦合热机械作用,使得该区域的显微织构演化过程较为复杂。Mironov等[34]通过FSW急停实验+EBSD表征发现,随着工具的运动,该区域的材料首先会在轴肩作用下变形、流动,然后靠近搅拌针并受到搅拌针与轴肩的耦合作用,而到达搅拌针后方后又会再次受到轴肩的作用,并最终得到相对弱化、无序分布的显微织构。从焊缝长度方向上来看,由于SZ大致上是由材料随搅拌针层状流动产生的堆垛剪切层构成的,在层与层堆垛的时候两者之间的挤压作用会使得结合处的材料发生轻微的扰动,从而导致组织及晶粒取向发生细微变化。Hiscocks等[35]在焊接AZ80镁合金时便发现SZ内沿焊接方向上存在周期性的织构变化,这也同时佐证了SZ的形成与周期性的材料流动有关。
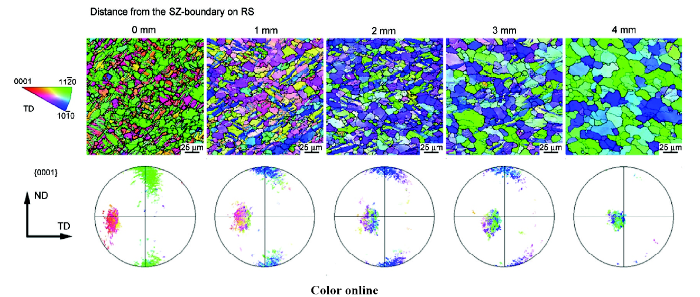
另外,TMAZ的材料流动与组织演化同样会使该区域形成独特的织构分布。Xin等[36]的研究表明,尽管初始母材的织构类型对SZ内织构分布影响较小,但却会导致TMAZ织构出现明显差异。Shang等[3]在对挤压态AZ31镁合金的FSW研究发现,TMAZ在受到来自搅拌针横向挤压作用而向轴肩下方流动时也会产生大量的拉伸孪晶,孪晶的生成在使取向组分发生偏转的同时还能诱导再结晶;而在邻近SZ的区域,不同取向组分随着位置不断靠近SZ而出现连续的梯度变化并逐渐趋近SZ边缘取向,如图6[3]所示。
图6 挤压态AZ31镁合金搅拌摩擦焊接头近焊核边界处热机影响区的织构梯度变化[
Fig.6 Gradual texture variation in TMAZ when approaching NZ boundary in friction stir welded joint of extruded AZ31[
除此之外,一些学者试图通过模拟仿真的方式来研究镁合金FSW的织构演化行为。Kim等[37]通过耦合3D有限元分析(FEA)和黏塑性自洽(VPSC)多晶模型的方法预测了搅拌针周围材料的织构演化,计算得到的取向分布与实验表征结果相吻合。Pan等[38]提出了一种新型光滑颗粒流体力学(SPH)模型并研究了TMAZ的织构演化,模拟计算结果能较好地符合实验结果。
许多因素都能影响硬度,如晶粒尺寸、位错密度、第二相等。经典的Hall-Petch理论描述了硬度与晶粒尺寸之间的关系,而位错密度与第二相则影响Hall-Petch斜率(k)的大小。对镁合金而言,影响硬度的另一个重要因素是晶体取向(织构)。这是由于硬度的测量本身是一个变形过程,不同测量位置的显微织构会使得局部所开动的变形机制不同,而在室温下镁合金不同变形机制开动的难易程度差别很大,所以在相同的载荷下会得到不同的应变,从而反映在压痕及硬度的差异上。对一些镁合金,晶体取向的差异对硬度的影响十分显著,这往往导致在测量显微硬度时数值波动比较明显。
同样,镁合金FSW接头的硬度分布也受到这些因素的影响。但值得注意的是,SZ硬度对晶粒尺寸的变化并不敏感。Chang等[7]和Wang等[39]对AZ31镁合金的研究表明,SZ晶粒的k值要比其它变形方式下得到的镁合金小得多。根据Yuan等[40]与Yu等[41]的报道可知,这主要与SZ的显微织构及晶界特性有关。SZ形成的特殊强织构导致了较高的小角度晶界比例,相邻晶粒间较低的错配角使得晶界对位错的阻碍作用较小,从而得到较小的k值。另外,在SZ的不同位置,晶粒尺寸及位错密度的差异较小,因此SZ晶体取向差异及第二相分布对硬度分布的影响更为显著。
对于不同的镁合金,SZ的硬度分布形式存在较大的差异。对AZ31这种低合金化合金来说,析出相较少,SZ硬度分布主要受晶体取向分布影响。Shang等[3]在对挤压态AZ31镁合金的FSW接头进行硬度测量后发现,在SZ会出现特定的硬度分布方式:在中心出现硬度峰值,而在两侧随着距SZ中心距离增加硬度逐渐减小并得到2个谷值。Afrin等[42]和Xin等[43]同样观察到相似的现象。需要说明的是,前进侧的硬度谷值往往位于SZ与TMAZ的界面附近,而后退侧的硬度谷值通常出现在SZ边界或者位于边界与SZ中心之间。这种硬度变化应该与SZ内特殊的强织构分布以及两侧的取向差异有关。
关于硬度与取向的关系,可以通过以下分析简要说明:在接头横截面上打硬度点时,对测量点而言可以简单视为其在垂直于截面方向受压变形的过程。而镁合金在室温下变形时,(0001)基面滑移与{1012}拉伸孪晶这2种变形模式开动所需要的临界剪切分应力(CRSS)相比其它变形模式要小得多。当基面与受压方向垂直时,基面滑移与拉伸孪晶都难以开动,因此压痕较小而测得的硬度较高;当基面与受压方向成45°时,基面滑移极易开动,因而压痕较大而硬度较低;当基面平行于受压方向时,基面滑移难以开动,而拉伸孪晶尽管容易开动,但孪生提供的应变较小且孪生后的取向仍不利于基面滑移,因而测得的硬度也较高。由此可大致说明SZ硬度分布与显微织构分布之间存在明显的对应关系。另外,Peng等[44]在对搅拌摩擦加工AZ31镁合金的研究中也发现了类似的硬度-取向关系。
而对一些第二相较多且复杂的镁合金,由于第二相对组织、织构演化的影响及其形态、分布的特点,上述的SZ硬度分布规律可能就不会出现。例如,对于一些铸造或半固态成型镁合金,FSW将呈晶间网状结构的共晶相破碎成大量细小而弥散分布的粒子,在显著提升SZ硬度的同时掩盖了取向的影响[45,46]。对稀土镁合金而言,SZ的织构较为离散、弱化,取向分布引起的硬度变化就不太明显[47]。
就接头整体的硬度分布而言,板材状态、工艺条件与合金种类都具有重要影响。对于变形态镁合金的焊接,接头的整体硬度水平相比母材通常都会出现一定的下降。但是,Chang等[9]通过添加辅助冷却的方法在SZ得到了超细晶组织,反使其硬度远高于母材。另外,Xie等[21,22]指出,由于MgZn2的溶解,ZK60镁合金接头的最低硬度区出现在SZ;而经过焊后时效处理或在ZK60合金中加入Y元素后能显著提高SZ硬度,并使其高于母材。综上可知,影响镁合金FSW接头硬度分布的因素众多,作用机制较为复杂。但是,通过综合考量晶粒尺寸、位错密度分布、第二相演化、特别是织构分布等因素,仍能较好地预测接头硬度分布特点,为后续接头整体性能分析提供一定的指导。
对镁合金FSW而言,其组织演化以及特定织构的形成均与材料在复杂热力作用下的流变过程密切相关,而材料的流变行为又受工艺参数和工具特征综合作用的影响。因此,在对接头力学性能的早期研究中,学者们重点研究了工艺参数、工具特征与性能的关系,希望得到普适的规律,以此来指导焊接工艺的优化。
就工具而言,搅拌针的作用主要是搅动材料使其发生剧烈流动变形,而轴肩在提供大部分产热的同时负责将变形材料约束在搅拌区域,因此良好的工具设计对获得高质量焊缝十分重要。对此,Padmanaban等[48]选用不同结构特征的搅拌针进行镁合金的FSW,发现螺纹搅拌针能更好地带动材料流动,因而更容易获得无缺陷的焊缝。至于螺纹旋向的选择,Chowdhury等[49]认为当工具转向与螺纹旋向配合能带动材料向下流动时,能够获得更好的镁合金接头。另外,Yang等[50]通过改变轴肩尺寸研究热输入对接头拉伸强度及断裂行为的影响,发现随轴肩尺寸增大,断裂位置从前进侧的TMAZ移到SZ,接头强度也有一定提高。
ω和ν作为主要焊接工艺参数,其不同的组合对材料流动及温度场分布的作用十分复杂。实际上,早期学者们就不同参数组合对接头力学性能的影响开展了大量工作,但是实验结果有所差异,导致难以归纳总结出普适的工艺-性能关系。例如,Lim等[51]发现其选用的不同焊接参数对接头性能的作用并不明显。Gharacheh等[52]研究了ω/ν的影响,发现该比值的增加会导致接头屈服强度(YS)与抗拉强度(UTS)略微减小。类似地,Chowdhury等[49]发现YS与UTS随着ω/ν比值的增大而线性降低;而Bruni等[53]则发现UTS会先增加而后减小。Wang等[54]选用了2种工具转速,发现在不同转速下随着焊速的提高接头强度的变化规律不同,但是较高转速下能获得更好的性能。而Afrin等[42]的研究表明焊速的影响更显著,随焊速提高,YS与UTS均会提高;转速提高对YS和UTS的作用却并不相同。Cao等[55]发现随焊速提高,YS逐渐提高,而UTS则先提高而后保持稳定。
尽管在ω、ν对接头性能影响方面存在分歧,这些学者[42,49,51~55]普遍认为接头的力学性能主要与焊接时的热输入有关。他们认为,选择产热较高的参数组合会导致焊接过程中动态再结晶晶粒的长大,而根据Hall-Petch关系则会相应地导致组织软化,从而使接头力学性能降低。然而,许多研究也表明,仅从上述角度难以准确描述FSW工艺对镁合金性能的影响方式。Commin等[8]通过调整工艺参数来控制热输入从而得到不同SZ晶粒尺寸,发现晶粒尺寸对硬度及YS的影响并不完全遵循Hall-Petch关系,从而对接头力学性能的影响十分有限,认为这种现象主要与位错密度及焊接残余应力的差异有关。
需要指出的是,许多学者[56,57,58]都在实验中发现,当工具转速提高(热输入更高)时接头反而表现出更高的UTS。Yang等[59]更是发现在极高转速下,SZ结构改变的同时强织构区域明显缩小,因而接头力学性能明显提高,随转速从800 mm/min提高到3500 mm/min,接头强度系数(接头UTS与母材UTS之比)从86%提高到95%。这一影响规律完全不同于铝合金。实验及模拟研究[60]均表明,沉淀强化铝合金FSW接头的强度随焊速提高而增加,基本不受工具转速和工具尺寸的影响。Shang等[29]与Xin等[61]的研究指出,工艺参数的变化会改变镁合金FSW接头的织构分布特征,从而影响接头的非均匀变形行为,进而影响其力学性能。由此可见,工艺参数对镁合金FSW接头力学性能的影响机制十分复杂,除影响常规晶粒尺寸等微观组织外,还显著改变织构分布,因此需要对接头的组织-性能关系进行更深入的研究,这样才能实现通过优化参数组合来提高接头性能的目的。
另外,学者们普遍注意到,在焊接铸造镁合金时[20,47,62~64],由于搅拌摩擦过程破碎并细化了铸态的粗大组织,消除孔洞缺陷,因此SZ的组织明显改善,使得接头表现出较高的强度,甚至实现等强焊接。但对于变形镁合金,接头性能通常难以达到母材水平[65],特别是接头的YS相比母材下降明显,如表1[3,8,16,22,23,25,26,36,42,50~58,66~74]所示。可知,就AZ31镁合金而言,普通变形态板材的接头强度系数大致在60%~90%,而对于强度较高的H24加工硬化态母材,其接头强度系数通常在55%~80%。其它合金化程度较高的镁合金接头强度系数一般在80%~90%。为了进一步推动FSW技术在镁合金焊接中的应用发展,揭示变形镁合金接头性能下降的原因并以此指导接头强化工艺探索就显得十分重要,这也使得学者们在后续的研究中更多地关注于接头组织对其力学行为的作用机制。
表1 变形镁合金FSW接头拉伸性能汇总[
Table 1 Summary of tensile properties of FSW joints of wrought Mg alloys[
| No. | BM | Thickness of BM / mm | YS/UTS of BM MPa | YS/UTS of joint MPa | Joint efficiency % | Ref. |
|---|---|---|---|---|---|---|
| 1 | Hot-rolled AZ31 | 2 | 155/255 | 80~105/160~190 | 63~75 | [8] |
| 2 | Extruded AZ31 | 6.4 | 92~158/243 | 70~96/211~224 | 87~92 | [3] |
| 3 | AZ31B-H24 | 2 | 215/290 | 130~180/210~240 | 72~82 | [25] |
| 4 | AZ31B-O | 6.5 | 150/230 | -/180 | 78 | [26] |
| 5 | Hot-rolled AZ31 | 6 | 62~135/302~334 (true stress) | 70~88/262~267 (true stress) | 78~88 | [36] |
| 6 | Hot-rolled AZ31 | 6.3 | 153/250 | 105/203~215 | 81~86 | [50] |
| 7 | AZ31-H24 | 4 | 281/321 | 100~114/185~211 | 58~66 | [51] |
| 8 | AZ31 | 9 | 122/284 | 82~105/185~232 | 65~82 | [52] |
| 9 | AZ31 | 2 and 3.2 | -/250~270 | -/185~230 | 69~92 | [53] |
| 10 | AZ31 | 4 | -/275 | -/190~255 | 69~93 | [54] |
| 11 | AZ31B-H24 | 4.95 | 208/309 | 100~130/170~200 | 55~65 | [42] |
| 12 | AZ31B-H24 | 2 | -/286 | 150~180/200~220 | 69~78 | [55] |
| 13 | AZ31-H24 | 3.175 | 228/308 | 95~115/200~226 | 66~75 | [56] |
| 14 | Extruded AZ31B | 4 | -/305 | -/175~293 | 57~96 | [57] |
| 15 | Hot-rolled AZ31 | 2 | 153/250 | 92~117/216~238 | 86~95 | [58] |
| 16 | AZ61 | 6.3 | 170/300 | 110/280 | 93 | [66] |
| 17 | Extruded AZ61A | 6 | 217/271 | 110~177/138~224 | 51~83 | [67] |
| 18 | AZ61 | 2.5 | -/320 | -/300 | 94 | [68] |
| 19 | Extruded AZ61 | 5 | 202/289 | 169~181/229~296 | 79~100 | [69] |
| 20 | Extruded AZ80 | 6 | 179/330 | 159~167/274~305 | 83~92 | [16] |
| 21 | Extruded AZ80 | 6.3 | 246/356 | 165~230/234~312 | 65~87 | [70] |
| 22 | Extruded ZK60 | 8 | 165/290 | 125/250 | 86 | [22] |
| 23 | Forged Mg-Zn-Y-Zr | 6 | 120/275 | 110/260 | 94 | [23] |
| 24 | Hot-extruded Mg-5Al-3Sn | 2.8 | 217/297 | 123~166/245~259 | 82~87 | [71] |
| 25 | Hot-extruded Mg-5Al-1Sn | 3 | -/285 | -/223~258 | 78~91 | [72] |
| 26 | Hot-rolled ZM21 | 5, 10 and 25 | 120/227 | 102~106/173~198 | 76~87 | [73] |
| 27 | Rolled NZ20K | 2 | -/210 | -/191 | 91 | [74] |
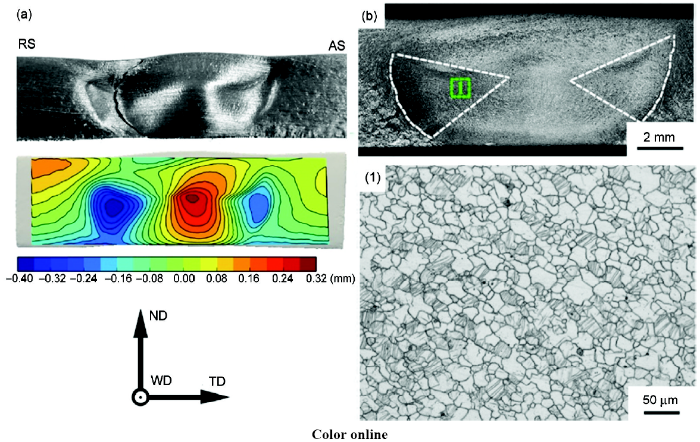
对焊接接头这种宏观上组织不均匀的结构来说,受载后非均匀变形而导致的应变局部化是影响其使役性能的重要因素。一方面,SZ发生动态再结晶,当所选工艺使得热输入较高时,通常会造成该区域组织明显软化,引起变形在该区域集中,从而导致接头性能下降。但是,当SZ组织软化不明显,接头各区域硬度差异不大时,仍会观察到变形在SZ的集中,而且表现出特殊的宏观凹凸形貌[29,43,75]。对此,学者们普遍认为焊接过程中形成的显微织构分布及在后续受载时的组织、织构演化行为是引起接头产生非均匀变形进而制约其力学性能的关键因素。
实际上,在拉伸[76]、压缩[75]、弯曲[77]、疲劳[30]等不同载荷路径下,镁合金FSW接头SZ都会发生特殊的宏观非均匀变形,且应变分布与位置密切相关,这从侧面反映了力学性能在不同微区的显著差异。这主要是因为在SZ特定分布的显微织构使得各微区在给定载荷下开动了不同的塑性变形机制。许多学者[3,29,59]都发现,在接头横向拉伸至屈服时,大量的{1012}拉伸孪晶开始在SZ边界附近产生,并随着应力水平的增大,晶内孪生面积增大的同时孪晶分布区域不断向着SZ中心扩展。正是由于在SZ边界附近晶粒取向有利于拉伸孪晶开动,且开动所需要的临界分切应力较小,所以接头的YS比母材明显降低。Shang等[29]指出,在拉伸后期,孪晶的分布区域大致呈2个扇形分别位于SZ的前进侧与后退侧,并导致宏观凹陷区域的形成,如图7[29]所示。他们通过建立SZ的取向分布模型及相关计算说明了这种凹陷区域的形成与孪生Schmid因子的面分布有关。值得注意的是,接头拉伸时形成的孪晶主要是特定取向孪晶变体选择开动的结果[29,78](图8[29]),因此孪生会引入较强的织构组分,而且其取向不利于后续的基面滑移及拉伸孪晶的开动。
图7 AZ31镁合金搅拌摩擦焊接头在拉伸变形后期的表面宏观形貌与拉伸孪晶分布区域的对比[
Fig.7 Comparison of macroscopic surface morphology (a) and distribution area of extension twins (b) at final stage of tensile deformation of friction stir welded AZ31 joint (The contour of twinning area is highlighted with dashed white lines. The optical microstructure of twinning area is obtained from the region (1) marked with green wireframe in
图8 AZ31镁合金搅拌摩擦焊接头在拉伸变形后期搅拌区内不同位置的显微织构(母晶取向组分+孪晶取向组分)[
Fig.8 Microtextures (parent grain orientations+twin orientations) at different sub-regions in SZ of friction stir welded AZ31 joint at final stage of tensile deformation[
由于孪晶本身能够提供的应变相对有限,在拉伸过程尤其是后期仍然是基面滑移占主导作用。Xin等[43,61]通过初始织构分布计算了不同滑移系和孪生系的平均Schmid因子,进而评估其在接头不同区域的开动情况。对拉伸孪晶而言,从SZ边界到中心,其开动难度是逐渐提高的。而对基面滑移,在前进侧,从SZ边界到中心,其开动能力一般是由易到难;在后退侧,从SZ边界到中心,则是由难到易再到难。这主要与在前进侧和后退侧的织构分布差异有关。Mironov等[76]采用数字图像关联(digital image correlation,DIC)技术实时监测了镁合金FSW接头在拉伸过程中的应变分布演化情况,证实了应变局部化区域主要是在取向利于基面滑移的位置。为了更好地了解后续拉伸变形对组织、织构演化的影响,Shang等[29]对拉伸不同阶段的织构进行了表征,发现SZ存在基面的定向转动,导致SZ近边界区域的不断软化与近中心区域的不断硬化。Mironov等[78]也发现{hkil}<1120>织构随着拉伸应变增加而不断增强。He等[79]通过耦合FEA与VPSC计算分析了各种塑性变形机制在不同应变阶段的活度,从模拟的角度阐述了滑移与孪生在不同微区的竞争行为。
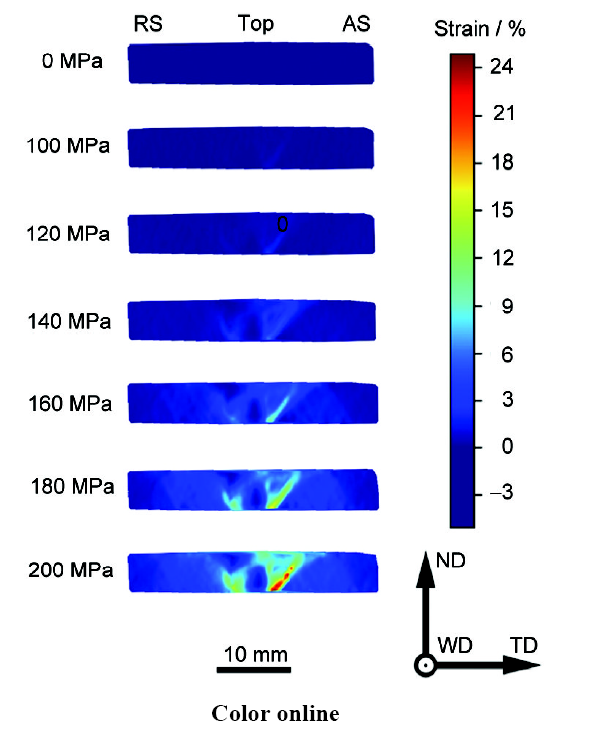
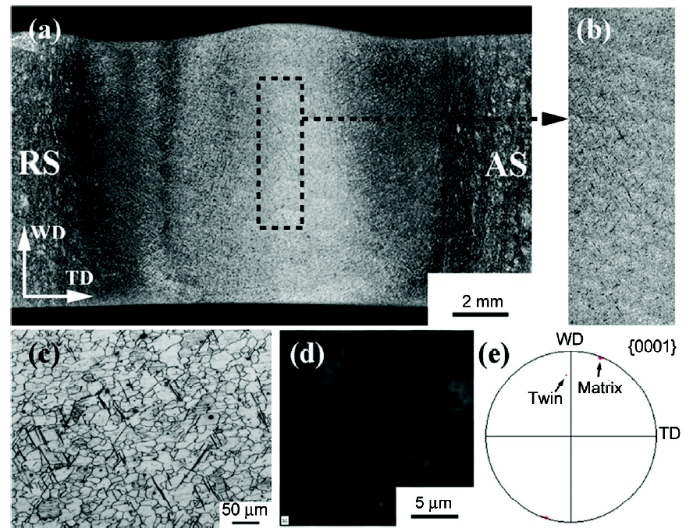
从接头的失效行为来看,其断裂的微观机理十分复杂,但多数学者认为断裂位置的选择以及裂纹的扩展路径主要与焊缝的显微织构分布有关。大量报道指出,接头的断裂倾向于发生在前进侧的SZ/TMAZ边界附近[50,51],有些裂纹会沿着界面贯穿式地扩展[42],有些会从界面向着SZ中心偏转[3,76]。Park等[66]发现前进侧边界处的基面排布与拉伸方向夹角约为45°,因此认为容易开动基面滑移的显微织构是引起裂纹萌生的主要原因。Shang等[29]通过DIC技术实时观察到了接头拉伸时前进侧SZ边界处的应变集中现象,如图9[29]所示。另外,前进侧边界两端明显的晶粒尺寸差异[57]及取向突变[26]也是导致该位置裂纹敏感的原因。尽管如此,有时仍会出现在焊缝后退侧断裂的情况[80]。Shang等[3]就发现,当接头非搅拌区域具有不同织构时,断裂位置会出现相应的变化。当TMAZ能有效协调前进侧边界处的应变集中时,断裂位置便会转移到焊缝后退侧。因此,显微织构分布引起的接头整体的非均匀变形行为也会影响断裂行为。另外,Shang等[3]还注意到断裂可能出现的2处位置与SZ硬度分布曲线的2个最低点大致重合,由于硬度最低值处的取向利于基面滑移,因此硬度分布测量也能帮助预测断裂位置。在拉伸后期应力水平较高时,SZ中心由于基面排布平行于拉伸方向会产生大量{1011}压缩孪晶及{1011}-{1012}二次孪晶[3,76],如图10[3]所示。而压缩孪晶及其二次孪晶极易导致针状孔洞的产生,从而诱导裂纹在扩展时向SZ中心偏转[81,82]。
图9 不同应力水平下AZ31镁合金搅拌摩擦焊接头表面的局部拉伸应变分布[
Fig.9 The distribution of local tensile strains on side surface of friction stir welded AZ31 joint at different stress levels[
图10 AZ31镁合金搅拌摩擦焊接头拉伸后期在焊核中部生成的{1011}-{1012}二次孪晶[
Fig.10 Characterization of contraction twinning in NZ center of friction stir welded AZ31 joint at final stage of tensile deformation[
(a) macroscopic image of horizontal cross-section (b) distribution area
(c) optical microstructure of the region with needle-like contraction twins (d) Kikuchi band contrast
(e) basal pole figure showing orientation relationship expected for double {1011}-{1012} twin boundaries (38°<1120> ±5°)
作为一种重要的使役性能评价指标,镁合金FSW接头疲劳性能的相关研究报道却比较少。Yang等[30,83]对AZ31镁合金FSW接头分别进行了应力控制与应变控制疲劳测试,研究表明,母材与接头的应力疲劳曲线都表现为典型的两段式,这是由于当应力幅略高于疲劳强度时裂纹萌生与扩展方式发生了明显改变。研究发现,接头的疲劳强度要低于母材,母材的疲劳强度远低于其YS,而接头的疲劳强度则几乎与其YS相当。疲劳时变形主要集中在SZ/TMAZ界面附近并伴有大量拉伸孪晶生成。在应变疲劳中,母材的循环滞后环表现出明显的拉-压不对称特征,而接头则表现为拉-压对称性。随着应变幅增大,孪生开动区域从SZ边界向着中部扩展。Ni等[64]对触变成型AZ91镁合金应变疲劳的研究表明,焊后疲劳寿命会出现下降,但母材与接头的疲劳行为都能很好地符合Basquin和Coffin-Manson关系。在高应变幅下母材与接头都表现为循环硬化,而在低应变幅下则为循环软化。Zhou等[84]发现,AZ91镁合金中Ca的添加导致SZ中存在大量均匀弥散分布的Al2Ca相,在提升硬度的同时使接头的疲劳强度能达到母材水平。
总体看来,当前对镁合金FSW接头疲劳行为的研究不够系统与深入。相关研究往往描述的是单一或较少焊接参数下的性能,而且大多停留在疲劳表象而缺乏对组织、机理的详细表征与深入分析。因此,该领域有待于更多的关注与拓展。
由于变形镁合金FSW难以实现等强焊接,许多学者尝试了多种工艺途径提高接头的强度。虽然一般的工艺参数优化对接头性能的改善作用十分有限,但在一些极限焊接条件下仍能获得性能提升。研究表明,通过极大提高转速能够改变SZ结构。Yang等[59]在焊接6.3 mm厚轧态AZ31镁合金时将转速提升至3500 r/min以及Shang等[29]在焊接6.4 mm厚挤压态AZ31镁合金时将转速提升至2000 r/min后都发现SZ结构发生明显的分层,强织构区域的面积显著减小,从而改善了接头的非均匀变形行为,进而提高了接头的UTS与延伸率,使接头强度系数达95%以上。Xu等[85]在焊接3 mm厚轧态AZ31镁合金时采用了2 t的轴向大载荷并选用了极低的工具转速(20 r/min)与焊速(10 mm/min),在获得超细晶组织的同时保留住了许多中间过程中产生的孪晶结构,并且弱化了织构,从而显著提升了接头强度,实现等强焊接。
此外,学者们还发现通过焊后变形引入孪晶来调控组织的方法亦十分有效。一方面孪晶的大量引入能够削弱接头原有的强织构,抑制其在变形时的应变局部化,避免过早失效;另一方面,由于孪晶界本身对位错迁移的阻碍作用,大量孪晶界的存在能够起到分割晶粒,实现晶粒细化的作用,从而实现材料的强化。Lee等[86]通过沿板材法向压缩焊缝的方法使AZ61镁合金的SZ生成大量孪晶从而将SZ的YS从140 MPa大幅度提升至261 MPa。Xin等[87,88]与Liu等[89]对AZ31镁合金接头采取了多种焊后处理工艺,包括焊后轧制[87]、焊后预拉伸+退火[88]以及沿焊接方向压缩[89],均能够有效提高接头的YS与UTS,甚至超过母材水平。
对于沉淀强化镁合金,由于FSW可以导致细晶过饱和固溶体的形成,因而在焊后对接头进行时效时可在SZ析出细小的沉淀相,从而提高接头的力学性能。Xie等[22]的研究表明,对挤压态ZK60合金,由于第二相MgZn2的溶解,SZ成为整个接头的最低硬度区。对接头进行时效处理后,由于大量细小MgZn2的析出,SZ的硬度显著增加到高于挤压态母材,因而接头断裂位置由时效前的SZ转移到时效后的HAZ,接头强度系数也由87%增加到94%。
针对镁合金的特性,学者们就常规对接FSW的工艺、组织及性能开展了大量研究,对于影响镁合金FSW接头组织与性能的因素有了一定的理解。然而,由于镁合金在FSW过程中组织演化的复杂性以及影响因素众多,要准确阐明这三者间的相互关系相当困难,目前的研究结果也存在一定分歧,也仍有一些基本问题缺乏认识,如动态再结晶机制。
需要强调的是,不同于铝合金的FSW,在镁合金的FSW中显微织构对接头性能及断裂行为的影响十分突出,特殊的织构分布往往能主导接头局部与整体的力学行为,而织构的形成又与焊接参数及母材的加工状态密切相关。因而优化FSW工艺参数从而调控镁合金接头的织构分布是提高接头力学性能的关键;对于织构造成的具有各向异性的接头,其在不同受载条件下的组织演化、力学行为将是未来研究的重点,这需要从实验与模拟计算2个方面入手以准确阐明各变形机制的开动与竞争行为。由于第二相粒子可明显弱化变形镁合金的织构,这为提高稀土镁合金FSW接头力学性能、调控其断裂行为带来更大空间,我国稀土镁合金的研发整体走在世界前列,加强稀土镁合金的FSW研究非常必要。此外,开发镁合金FSW接头组织调控及性能强化的新方法也是未来需要重点探索的方向。
除了常规的对接焊,镁合金的其它FSW形式也得到了一定的关注。其中,研究较多的是搭接焊(friction stir lap welding,FSLW)、点焊(friction stir spot welding,FSSW)与双面焊(double-sided FSW)。需要说明的是,由于FSLW与FSSW在应用上的特点,其相关的大部分研究都是关于镁合金与其它材料的异种焊接,而异种材料FSW将在后续部分进行评述,本部分只叙述关于镁合金单一材料焊接的工作。
不同于常规对接焊,对镁合金FSLW而言,破碎两板之间的氧化皮,缓解弱结合、钩状缺陷(hook defect)以及上板减薄等问题是其面临的主要挑战。学者们主要是从工具设计与工艺优化2个方面来寻求解决方案。Yuan等[90]研究了工具设计与焊接参数对AZ31镁合金搭接焊上板减薄的影响,发现上板减薄主要与ω/ν以及下压量有关。减小ω/ν及下压量都能减少上板减薄,提高上板有效厚度。而上板有效厚度与接头的单位宽度断裂载荷呈线性关系,有效厚度越大,接头性能越强。另外,工具结构主要影响钩状缺陷和冷焊特征的形貌及尺寸,而抑制这类缺陷也能提升接头性能。Cao和Jahazi[91]研究了工具转速以及针长对接头质量的影响,发现接头的拉剪强度随着工具转速的提高先增加后减小,而随着针长的增加不断提高,而且当得到向下弯曲的钩状缺陷时接头性能最好。
Yang等[92]研究了上下板位置及搅拌针几何形状对接头拉剪强度的影响,发现当上板被置于焊缝后退侧时接头具有更好的性能;相比于柱状针,三角状搅拌针能够有效增强水平方向的材料流动,从而抑制后退侧钩状缺陷向上弯曲,进而显著提高接头性能。Moraes等[93]也发现当上板被置于焊缝后退侧时,接头表现出更优异的拉伸性能与疲劳性能,这主要与接头前进侧与后退侧的缺陷几何特征的差异有关。Naik等[94,95,96]系统研究了焊接参数对接头组织演化、疲劳性能、残余应力以及不同温度下的拉伸性能的影响,发现焊接参数较“冷”时能有效减小再结晶晶粒尺寸、钩状缺陷的高度和残余应力,从而提高接头的拉伸性能与疲劳性能。
FSSW作为一种基于FSW的焊接技术,在焊接时高速旋转的搅拌头经过下压、停留和回撤3个阶段,在搭接板材之间形成焊点,实现连接。FSSW主要有2种形式,分别为带匙孔的点焊和回填式的点焊(无匙孔)。带匙孔的点焊使用常规的一体式搅拌头,因此在焊后回撤时会留下一个凹孔。而回填式的点焊使用的搅拌头具有分离的轴肩与搅拌针,焊接时通过控制两者的相对运动能在回撤时完成材料的回填,得到无匙孔的接头。目前,镁合金FSSW的研究绝大部分都是关于带匙孔的点焊。
FSSW的材料流动行为以及接头性能的主要影响因素是焊接工艺参数(工具转速、下压量、停留时间等)与工具几何特征。对此,许多学者就不同焊接参数及工具对接头的影响开展了广泛的研究。在采用普通螺纹针进行点焊时,Horie等[97]认为材料的流动行为可以分为几个不同阶段:当轴肩还未接触上板时,下板材料由于搅拌针的挤入而向上流动;当轴肩完全接触上板后,下板材料流动方向发生改变,转而流向搅拌针的外围并汇入SZ;最后上下板材料都会受搅拌针螺纹影响而上下流动。Yuan等[98]指出,轴肩对上部分材料主要施加剪切与压缩变形,而搅拌针则主要向其附近材料引入剪切变形。当工具转速增加时,轴肩与搅拌针的作用更加显著,搅拌针外围材料的织构偏转较大而轴肩下材料织构偏转却较小。
Solanki等[99]发现,随着工具转速以及下压量的增加,接头的力学性能会下降,并认为这主要与晶粒尺寸变化以及残余应力有关。Sun等[100]在尝试多种参数组合后指出,接头的力学性能主要与结合宽度以及钩状缺陷尖端到表面的距离有关。Lin等[101]在焊接AZ61镁合金时发现,不同的停留时间会影响结合宽度,当延长停留时间时结合宽度会增大,而结合区的宽度越大则接头的抗拉剪载荷越大;但当停留时间过长时,晶粒尺寸的增大又会导致性能下降。就工具的影响而言,Yin等[102]指出,钩状缺陷主要是由工具下压时周围材料向上流动造成的,他们[103]比较了圆柱螺纹针与三平面螺纹针的效果,发现使用三平面螺纹针能得到更大的结合宽度以及更小的钩状缺陷高度比例,从而得到更高的接头断裂载荷。Shen等[104]研究了不同搅拌针直径的影响,发现随着直径的增大,焊接温度更高且搅拌作用更强,使得结合界面的宽度及高度增加,从而提高了接头的抗拉剪载荷。
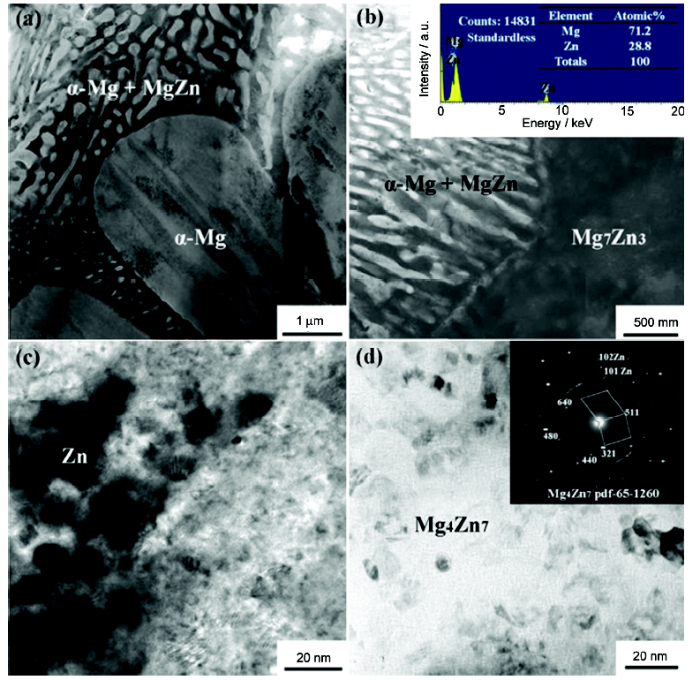
除此之外,Xu等[105,106]较为系统地研究了Zn夹层对镁合金FSSW的影响,发现在焊接时Zn夹层与Mg基体发生反应并形成Mg-Zn钎焊区,该区域内生成了多种Mg-Zn金属间化合物以及纤薄的α-Mg+MgZn共晶组织条带(图11[105]),从而增大了结合面积和结合强度,并削弱了钩状缺陷的副作用,使接头的抗拉剪载荷从2.7 kN大幅度提高到5.2 kN。Xu等[107]还研究了无针搅拌头形貌(平轴肩、凹轴肩、凸轴肩)对带Zn夹层镁合金点焊接头性能的影响,发现凹轴肩和凸轴肩比平轴肩对界面反应更有利,而且下压量的增大有利于Mg-Zn的扩散,提高抗拉剪载荷,但在下压量过大时会减小有效板厚度从而降低接头强度。
图11 带Zn夹层AZ31镁合金搅拌摩擦点焊接头界面处形成的α-Mg+MgZn共晶组织及多种Mg-Zn金属间化合物[
Fig.11 TEM images showing interfacial microstructures of friction stir spot welded AZ31 joint with addition of Zn interlayers[
(a) adjacent to Mg side (b) next to eutectoid structure
(c) TEM microstructure at center of brazed zone (d) its selected area electron diffraction pattern
另外,在Al含量较高的AZ91镁合金的FSSW中,在停留阶段就存在明显的裂纹倾向,使得回撤时整个SZ会随工具被一起带走,这主要与局部共晶熔化液膜的形成有关。Su等[108]指出,焊接时SZ的材料温度能够超过α-Mg+Mg17Al12共晶组织在Mg-Al二元平衡相图中的共晶形成温度(437 ℃),因此在局部位置必然存在低熔点共晶液膜。Yamamoto等[109,110]认为该熔化态的共晶液膜在凝固时会导致LPI裂纹(liquid penetration induced cracking)的形成。在停留阶段,TMAZ内形成的共晶液膜被卷入SZ边缘并渗入α-Mg晶界,然后在搅拌头的外力作用发生开裂与扩展。
在焊接一些特殊的结构件,如中空件和曲面件时,常常难以添加垫板等支撑用工装,这促使了双面焊技术的开发与应用。双面焊在FSW的基础上增加了一个轴肩,将其置于板的底部用于取代垫板。根据上下2个轴肩的驱动方式,双面焊可分为一体式(bobbin-tool) FSW和双驱动FSW。当前,关于镁合金双面焊的研究仍十分有限。
Li等[111]采用bobbin-tool FSW探讨了焊接参数对接头力学性能的影响规律,结果表明焊接工艺窗口比较狭窄,且接头性能对热输入的变化并不敏感,但研究没有涉及接头织构演化及特征的影响。本课题组近来也开展了镁合金的bobbin-tool FSW研究工作,在焊接6.4 mm厚挤压态AZ31板材时成功实现了较高的接头强度系数(约88%),其接头宏观形貌如图12所示。尽管焊接工艺窗口的优化空间有限,通过优化的工具结构设计仍有望进一步提高接头性能。Chen等[112,113]对镁合金的双驱动FSW开展了较为系统的研究,表征与分析了上下轴肩在同向、逆向、差速转动条件下的接头组织与性能,结果表明,相比于常规FSW,双驱动FSW使SZ材料流动更加复杂,并能够有效离散并随机化SZ晶粒取向,从而弱化织构并提高接头力学性能,实现等强焊接。
图12 挤压态AZ31镁合金双面一体式(bobbin-tool)搅拌摩擦焊接头宏观形貌
Fig.12 Macroscopic image of bobbin-tool friction stir welded joint of extruded AZ31 alloy
总体来看,当前关于镁合金其它形式FSW的研究仍十分有限。对同种镁合金的搭接焊与点焊来说,减少钩状缺陷及上板减薄、增加上下两板间的结合强度与结合面积是获得高性能接头的关键。除优化焊接工艺与工具设计外,增添中间夹层也是有效的解决方法,这方面仍需要开展更深入的研究。对于双面焊尤其是双驱动FSW,底部轴肩造成的焊缝底部材料变形能够消除未焊透、弱连接等缺陷,更重要的是可以调控焊缝底部的织构分布,因而为增强镁合金FSW接头的性能提供了可能,将是未来镁合金FSW的研究方向之一。
作为一种固相连接技术,FSW能够直接将材料在固相下进行机械混合并实现连接,因而相较于熔化焊更适用于异种材料焊接。不同于同种材料的焊接,搅拌摩擦异种焊面临的主要问题有以下几点:一是焊接产热与温度分布,异种材料不同的热力特性使得相关分析较为困难;二是材料的流动行为,同样与材料的物性有关;三是异种材料界面反应所产生的金属间化合物(intermetallic compound,IMC)的种类、含量、形态、分布以及其对接头性能的影响机制。异种焊的连接机制主要有2种,即机械结合和冶金结合。机械结合与材料流动形成的具有复杂空间几何形状的界面有关,而冶金结合则由界面反应提供。当前,镁合金搅拌摩擦异种焊的研究主要集中在不同牌号的Mg-Mg、剧烈反应的Mg-Al和互不固溶的Mg-钢3类材料体系,接头形式主要为对接焊、搭接焊与点焊3种。本节将以异种材料体系为主线来分别论述。
当前关于Mg-Mg异种焊的研究比较有限,研究目的除了探索不同镁合金之间的可焊性,从而拓展其工业应用外,主要是将其作为一种可替代同种镁合金焊接的方法来更方便地研究一些机理问题,譬如材料的流动行为。
Liu等[114]研究了AZ31与AZ80镁合金的相对位置对对接FSW接头性能的影响,发现将AZ80镁合金放置在前进侧时,在大多数参数条件下都能获得无缺陷的接头;而将AZ80镁合金放在后退侧时,要获得良好接头就必须提高热输入增加材料流动性。他们指出,这一方面是因为材料从前进侧向后退侧流动更加容易;另一方面则是因为AZ80镁合金强度较高而塑性较差,其放置在后退侧时回流困难,更容易形成缺陷。从组织上来看,2种材料之间的界面较为干净、清晰,没有明显界面反应产物,界面两端只有Al元素含量存在差异,而且该界面能够穿过晶粒。这说明在不同镁合金FSW时,应将塑性较差的材料置于前进侧,而且镁合金之间的界面反应程度虽然较低但仍能获得较强的连接。
由于AZ31与AZ80镁合金之间元素种类差异不大而性能差异明显,为了充分验证该结论,Luo等[115]对成分差异较大、强度接近而塑性差异明显的AZ91D与ZG61镁合金进行了对接FSW,结果也表明将塑性较差的AZ91D镁合金置于前进侧时更容易得到良好的接头,而且2种镁合金之间不会形成明显的界面反应产物层。另外,Liu等[116]对成分差异较大、强度差异较大而塑性接近的AZ31与ZK60镁合金进行了焊接,发现不同放置位置对接头性能影响不大。综上可知,对不同镁合金对接FSW而言,材料的塑性是影响材料流动和可焊性的主要因素。
在Mg-Al异种焊中,基于材料工业应用的广泛性,大部分研究使用的镁合金为AZ31,而铝合金通常为5×××系与6×××系,涉及到的接头形式主要为对接接头。对Mg和Al而言,两者之间的固溶度较低,界面反应剧烈,极易反应生成多种脆性IMC相,甚至出现局部熔化现象。从Mg-Al二元相图[117]可知,在显著低于纯Mg与纯Al熔点的温度下,在437和450 ℃可发生2种共晶反应,形成相互重叠层状排布的β-Mg2Al3和γ-Mg17Al12相。在焊接时,这些低熔点共晶相可能熔化并向晶间渗透形成液膜,从而引起凝固裂纹的产生,严重影响可焊性并损害接头性能。为了提高接头的力学性能,一方面要尽量减少IMC的产生,抑制IMC层厚度的增长;另一方面要提高接头界面的复杂性,增强机械结合作用。
焊接时IMC的形成主要与局部的温度和成分有关。因此,控制焊接热循环与调控界面成分是减少IMC的主要思路。对此,许多学者通过选用低热输入焊接参数来减少共晶反应的发生,但大量的实验研究[118]表明,接头的力学性能与焊接参数之间没有明确的相关性。这是因为焊接参数的变化不仅会改变温度场,而且会影响材料的流动,进而影响接头界面的几何形状以及IMC的形状、尺寸与分布,并决定Mg-Al之间的结合。一些学者试图采用辅助冷却的手段来降低焊接温度。Mofid等[119,120]的研究表明,焊接时通过水冷或液氮冷却的方法能够显著降低峰值温度,从而抑制共晶反应,提高接头性能。另外,为了减少产热,增大冷却速率,一些学者采用了静轴肩FSW方法。Ji等[121]和Liu等[122]的研究表明,静轴肩FSW改善了搅拌针粘料现象从而增强了Mg与Al之间的可焊性;更重要的是能够增强材料的混合,减小IMC层厚度,在SZ形成复杂的层叠结构,从而改善了接头的脆断行为,提高了接头性能。
除了控制热循环,还有研究者在Mg-Al之间添加夹层,通过改变界面成分来抑制Mg-Al间IMC的形成和生长。Xu等[123]在Mg-Al的FSSW中发现,Zn夹层在靠近Mg侧与Mg反应生成MgZn2,在靠近Al侧形成了富Zn的过渡区与残存的细小Zn片层,从而阻碍了Mg-Al间IMC的生成,增强了冶金结合,使得接头的抗拉剪载荷从0.8 kN增加到3.7 kN。Wang等[124]发现,富Si涂层同样能够改变界面反应路径,Mg2Si的形成与竞争作用抑制了Mg-Al间的反应,减小了其IMC层厚度,同样提高了点焊接头性能。另外,Gao等[125]指出,等离子电解氧化物夹层在Mg-Al搭接焊时会缩短Mg-Al间的反应时间从而抑制其IMC的生长。
接头界面的形状与材料流动混合有关,主要受材料位置、工具设计与偏置以及焊接参数影响。由于前进侧与后退侧材料流动存在差异,一般认为,将Al置于前进侧时焊接热输入更高,材料流变能力更强,能够促进Mg-Al的混合[118]。就工具设计而言,针表面的螺纹与凹槽能够增强材料的流动,但是由于接触面的增加产热也会提高[126]。就工具偏置而言,一般认为无偏置量时焊接较好,Yamamoto等[127]认为,偏置条件下内部孔洞与飞边缺陷更容易产生。由于工具向Al侧偏置时产热更高,对流变应力较低的1×××和6×××系铝合金与Mg的焊接,工具向Mg侧偏置时产热虽然减小但材料流动仍很好[128,129]。就焊接参数而言,ω/ν过低时虽然降低了峰值温度但材料流动不足,ω/ν过高时材料流动方式不佳且液相太多促进了IMC层的生长,这都不利于提升接头性能[118,128]。因此,将参数控制在适当范围内才能增强材料流动和界面结合。
Shah等[118]根据材料的相互混合程度将可能形成的接头界面分成3类,分别为清晰边界(I型)、清晰边界伴有层状结构(II型)和清晰边界伴有复杂夹叠层状结构(III型),并认为III型界面由于其复杂结构能够有效阻碍裂纹的扩展,是在Mg-Al异种焊时最希望得到的界面类型。另外,为了增强材料的混合、增大界面结合面积,一些学者通过向板材施加超声振动的方法来辅助焊接。Ji等[130]的研究表明,超声辅助能有效促进材料流动,增强机械结合,提高接头性能。Liu等[131]进一步指出超声振动能够将连续的IMC层破碎成细片和颗粒。Lv等[132]则指出超声辅助能够减小IMC层厚度,但焊接转速较高时超声的作用效果不明显。
随着汽车工业的发展,汽车用钢板与镁合金的连接问题激发了学者们对Mg-钢异种FSW的研究兴趣。然而,Fe的熔点远高于Mg,甚至超过Mg的沸点,且两者晶体结构的差异使得Mg和钢之间几乎互不固溶且不能生成IMC,因而两者的润湿性非常差,这给其焊接带来了极大困难。目前,该体系FSW的研究较少,主要集中在搭接焊与点焊。为了实现两者的冶金结合,学者们主要采用的方法是选用镀Zn钢板与Mg进行FSW。研究[133,134]表明,相比于无镀Zn钢板,选用镀Zn钢板能够明显提高可焊性,并得到性能良好的接头。
在Mg-钢搭接焊中,Mg板一般置于钢板之上,焊接时钢板表面的Zn层与Mg板发生反应,在界面处形成熔化的Mg-Zn低熔点共晶组织。在工具的压力作用下,Mg-Zn共晶液相与板表面破碎的氧化膜、夹杂一起被挤向界面外围,一方面增强了Mg在钢表面的润湿性,另一方面暴露出来的干净界面有利于Mg与钢之间的相互扩散[135]。另外,Wei等[136]通过改进的工具设计,使钢板能够被搅动起来,产生较多的飞边并与Mg基体相互嵌套,提高了2种材料之间的机械结合,从而改善了接头的性能。
关于Mg-钢的点焊,大部分研究采用的是回填式点焊,通过可伸缩式搅拌头得到无匙孔的焊点。同样,材料的连接除了来源于Mg与钢相互混合产生的机械结合外,还有Mg-镀Zn层-钢板之间界面反应产生的冶金结合作用。Wang等[137]的表征结果指出,界面反应产物除了Mg-Zn以外还有Fe-Al和Mg-Al金属间化合物,而Chen等[138]则确认了FeAl2相对冶金结合的贡献。另外,Zhang等[139]的研究表明,在回填点焊中将Mg作为下板时能提高界面温度,从而促进Al从Mg基体中的析出,在界面处生成了Fe3Al和MgFeAlO4等多种产物来增强冶金结合,提高了接头性能。
可见,Zn夹层本身除了改善界面润湿性外对界面冶金结合贡献不大,但各种Al-Fe化合物的生成对促进Mg-钢冶金结合具有十分显著的作用。为了使界面反应中有更多的Al参与进来从而得到更多的Al-Fe相,Xu等[140]在Mg-钢点焊前对钢板热浸镀上了含Al的Zn层。研究发现,热浸镀时Al与钢基体反应生成了Al5Fe2相(图13[140]),在随后的点焊中显著促进了Mg-钢的冶金结合,极大提高了接头强度,使接头的抗拉剪载荷达到4.3 kN。
图13 AZ31镁合金与钢板(热浸镀上含Al的Zn层)搭接焊界面的TEM像及EDS结果[
Fig.13 TEM interface microstructure of friction stir lap welded joint of AZ31 Mg alloy and steel with Al-containing Zn coating (a), and EDS results obtained from regions B (b), C (c), D (d) and E (e) in
对镁合金与异种材料的FSW,增强冶金结合与机械结合作用是取得高性能接头的关键,也是未来研究工作的重点,这需要在工艺优化、工具设计、材料流动以及连接机理方面开展更深入的研究。对于不同牌号的Mg-Mg体系,塑性匹配是影响FSW过程中材料流动和可焊性的主要因素,这需要结合焊接工艺参数进行深入探索。对于剧烈反应的Mg-Al体系,如何在降低过程温度、添加中间夹层以避免过度界面反应的同时促进材料混合并改善界面结构仍是未来需要主要攻克的难点。对于互不相溶的Mg-钢体系,如何改善界面润湿性并发挥添加元素在促进界面冶金结合方面的作用仍需更多的探索。另外,对拓展新的异种材料体系也需给予关注。
作为最轻的金属结构材料,镁合金当前的应用现状与其巨大的发展潜力之间存在明显的不匹配。在众多的影响因素中,高可靠、高性能焊接技术是制约镁合金广泛工程应用的瓶颈之一。作为革命性的固相连接技术,FSW能够克服镁合金熔焊过程中出现的夹杂、气孔、偏析、晶粒粗大、热裂纹等问题,可在广泛的工艺参数下取得高表面质量、高性能的接头。
不同于fcc结构的铝合金,hcp结构不仅使镁合金FSW焊缝成型能力差,而且在搅拌区及热机影响区形成强烈的特征织构分布,这成为影响镁合金FSW接头力学性能的重要因素。增大热输入(提高工具转速或增大轴肩尺寸)可减少强织构区域的面积,因而可以提高接头的强度,此外,采用焊后热机械处理工艺引入孪晶也可以改善接头的力学性能。因此,调控镁合金FSW接头的力学性能必须充分考虑织构这一特殊影响因素。
对镁合金常规对接FSW领域,未来研究重心应该就接头在不同使役条件和复杂受载应力状态下的组织演化与力学行为等问题开展更多工作。随着焊接工况的复杂化以及对焊接自动化、智能化需求的增加,有必要拓展镁合金FSW在其它接头形式中的应用,推动工具与工艺上的革新并进行更深入的理论研究。
对镁合金与其它材料的异种焊,应该充分发挥FSW的独特优势,继续开展更广泛、深入的研究以适应未来不断发展的新型材料体系与结构设计。其中,对镁合金与铝合金及钢异种材料的FSW,选择合适的中间夹层抑制剧烈的Mg-Al界面反应或增进Mg-Fe的界面润湿性可以取得很好的效果。
随着对镁合金FSW的工艺参数-微观结构-接头性能之间作用机制的深入理解,以及新型FSW工艺与设备开发,可望进一步拓宽镁合金FSW工艺窗口,实现接头组织与性能的准确预测与有效调控。结合典型工程需求,把FSW推进到镁合金构件的制造领域,打破镁合金应用以铸件为主的局面,从而为拓展镁合金工业应用提供有力的支持与推动。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}