
胡小锋 , 姜海昌, 赵明久, 闫德胜, 陆善平, 戎利建
, 姜海昌, 赵明久, 闫德胜, 陆善平, 戎利建
中国科学院金属研究所中国科学院核用材料与安全评价重点实验室 沈阳 110016
HU Xiaofeng, JIANG Haichang, ZHAO Mingjiu, YAN Desheng, LU Shanping, RONG Lijian
中图分类号: TG457.11
通讯作者:
收稿日期: 2017-06-16
网络出版日期: 2018-01-22
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 胡小锋,男,1982年生,副研究员,博士
展开
摘要
采用熔化极活性气体保护焊(MAG焊)对一种Fe-Cr-Ni-Mo高强高韧合金钢板进行多道次焊接,利用SEM、EPMA、TEM以及拉伸、冲击等实验研究了焊接接头的组织和力学性能。结果表明,焊缝金属由柱状晶和等轴晶组成,其中上部焊缝以柱状晶为主,而下部焊缝的等轴晶含量增加。焊缝上部因冷速较快形成回火马氏体组织;下部因合金元素含量较高,淬硬倾向较强,形成了粒状贝氏体组织。靠近焊缝的热影响区为较粗大的马氏体组织,其硬度最大(621 HV),明显高于母材(410 HV)。上部焊缝金属的硬度为365 HV,低于母材,而下部焊缝的硬度高于焊缝上部和母材,为450 HV。因此,焊接接头上部拉伸试样在焊缝处发生断裂,断裂强度为1109 MPa,而焊缝的下部拉伸试样在母材处发生断裂,断裂强度为1183 MPa。本实验用Fe-Cr-Ni-Mo合金钢的焊接接头强度较高,焊接强度系数不小于0.93,焊缝金属的冲击功为53 J。
关键词:
Abstract
High-strength steel has the advantages of high strength, low cost and good hot and cold workability, etc., which is widely used in various fields of national economy as engineering steel, such as bridge, vehicle, ship, pressure vessel and so on. As increasing strength, the plasticity and toughness of high strength steel have not meet the demand in some industrial areas, especially the low temperature impact toughness. Recently, a Fe-Cr-Ni-Mo steel with high-strength and high-toughness has been deve-loped and has been successfully used to prepare high pressure vessels. In this work, metal active gas (MAG) welding with multi-pass welding was used to join a Fe-Cr-Ni-Mo high-strength and high-toughness steel. The microstructure and fracture morphologies of welded joint are investigated by SEM, EPMA and TEM and the micro-hardness, tensile strength and Charpy impact energy are tested as well. The results show that the morphologies of welded metal (WM) consist of columnar crystal (CC) and equiaxed crystal (EC), where the upper WM is predominantly CC and the proportion of EC increases in the lower WM. The microstructure of upper WM is tempered martensite for the faster cooling rate. Because the higher content of alloying elements in lower WM improves the hardening tendencies, the lower WM is granular bainite. The heat affected zone near WM is coarsen martensite and has the highest hardness (621 HV), which is significantly higher than that of the base metal (BM) (410 HV). The hardness of the upper WM is 365 HV, which is lower than that of BM and the lower WM has higher hardness (450 HV). Therefore, the upper tensile sample of welded joint was broken in the WM and the fracture strength is 1109 MPa and lower than that of BM (1190 MPa). While the fracture position of lower tensile sample is in the BM and the strength is about 1183 MPa. The welded joint of experimental Fe-Cr-Ni-Mo steel has higher strength and the welding factor is not lower than 0.93. Moreover, the impact energy of WM is 53 J.
Keywords:
高强度合金钢具有强度高、成本低和冷热加工成型性好等优点,作为工程结构用钢在国民经济的各个领域得到广泛应用,如桥梁、车辆、船舶、压力容器等[1~5]。为减轻钢结构自重并提高承载能力,高强钢的强度在不断提升,如抗拉强度可超过1500 MPa,被称为超高强度钢[3]。然而,高强钢在追求高强度化的过程中,材料的延伸率、冲击韧性和断裂韧度等会受到影响,尤其是低温冲击韧性。例如,传统的超高强度钢4340、300M、D6AC等[6~12],其抗拉强度超过1500 MPa,但延伸率低于12%,常温冲击功不超过50 J,断裂韧性低于100 MPam1/2;Caballero等[13,14]设计的低成本高硅高锰高强钢,通过提高Si含量抑制或减少脆性渗碳体的析出,之后经控轧控冷后淬火、回火处理,得到马氏体、贝氏体和残余奥氏体的混合组织,其断裂强度可达1800 MPa,断裂韧性约125 MPam1/2,但其-40 ℃冲击功不超过50 J,且延伸率不超过14%。较低的冲击韧性会增加高强钢脆断倾向从而诱发事故,严重影响高强钢作为结构件的安全使用[15]。因此,发展同时具有高强度、高韧性(尤其是高的低温冲击韧性)的高强钢是近年来的一个研究方向。为此,本课题组前期工作[16~18]通过优化C、Ni和微合金化元素V,并选择合适的调质处理工艺,成功开发出一种综合性能优良的Fe-Cr-Ni-Mo高强高韧合金钢,可获得具有较高的抗拉强度(>1100 MPa)和较好的低温冲击韧性(如-50 ℃冲击功大于70 J),合金钢的延伸率不小于15%,同时具有较高的断裂韧性(>125 MPam1/2),采用该合金钢已成功制备了耐高压容器,并获得实际应用。该Fe-Cr-Ni-Mo高强高韧钢属中碳中合金钢,冶炼和加工性能好,有利于实现工业化生产,且成本较低,在对强度、韧性等要求高的领域具有很好的应用前景。本工作选用该Fe-Cr-Ni-Mo合金钢作为研究对象,采用熔化极活性气体保护焊(MAG焊)进行施焊,研究了该合金钢焊接接头的组织和力学性能,为该合金钢的推广应用提供理论基础。
以高强高韧Fe-Cr-Ni-Mo合金钢为焊接母材,选用的高强钢焊丝和母材的化学成分见表1。合金钢采用电弧炉熔炼,然后经电渣重熔得到重160 kg、直径150 mm的铸锭。铸锭切成数段后,在1150 ℃保温1 h后锻成35 mm厚的锻坯,最后热轧成22 mm厚的板材,热轧温度为1100 ℃。实验钢板的热处理工艺采用正火+淬火+回火处理,正火和淬火温度均为860 ℃,其中正火时保温1 h后空冷,淬火时保温40 min后油淬,回火温度为610 ℃,保温2 h,随后水冷。将热处理后的板材加工成200 mm×150 mm×20 mm的焊接板材,焊接接头采用Y形坡口,其尺寸如图1所示。采用MAG焊焊接方法,焊接电流为180 A,电压为18.8 V,焊接速率为5 mm/s,采用80%Ar+20%CO2混合保护气(体积分数),气流量为15 L/min。填充金属为直径1.2 mm的高强钢焊丝,经11道次焊接后完成施焊(图1),层间温度低于100 ℃,焊后不做热处理。沿着垂直于焊接方向切取试样,分别进行焊接接头的拉伸、冲击等性能测试和组织观察。
图2为焊后焊接接头的宏观形貌。可见,焊缝、热影响区和母材清晰可见,未出现裂纹、气孔等缺陷。利用PW2440荧光光谱对焊接接头上部、下部(图2中的I、II)的成分进行分析,结果如表1所示。可见,上部焊缝金属的主要合金元素的含量与焊丝基本一致,而下部焊缝金属的成分介于母材与焊丝之间,说明母材对接头下部熔敷金属有明显的稀释,其中C、Cr和V等元素含量均有增加。对焊接接头进行Vickers硬度测试,测量位置沿接头水平中心线的上、下各6 mm处进行(图2),每隔1.25 mm测量一个硬度值。硬度实验在Micromet 5103型显微硬度计上进行,加载载荷为1000 g。采用板状拉伸试样测量焊接接头的拉伸性能,受拉伸机吨位的限制,分别沿焊接接头的上、下表面各切取厚12 mm的拉伸试样(图2),各取2件(上表面样品记为B1、B2,下表面样品记为A1、A2),拉伸试样的尺寸如图3所示。拉伸实验在AG-I 500KN电子拉伸试验机上进行。冲击试样采用标准的Charpy-V型缺口冲击试样(55 mm×10 mm×10 mm),缺口开在焊缝中心,常温冲击实验在RKP 450冲击试验机上进行。金相试样经5%硝酸酒精(体积分数)腐蚀后,采用GX51光学显微镜(OM)观察试样组织,并用JSM-6301场发射扫描电镜(FESEM)观察焊缝的显微组织及拉伸、冲击断口形貌,采用EPMA-1610电子探针微分析仪(EPMA)对上部、下部熔合线附近的元素分布进行观察。透射电镜(TEM)样品从接头不同位置分别取样,经研磨后通过双喷电解减薄制得,电解液为10%高氯酸酒精溶液(体积分数)。双喷电压为12 V,温度为-20 ℃。利用JEM-2100 TEM观察样品的显微组织。
表1 母材、焊丝及焊缝金属上、下部位的化学成分
Table 1 Chemical compositions of base metal, welding wire and different zones of welded metal (mass fraction / %)
| Material | C | Si | Ni | Cr | Mn | Mo | V | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Base metal | 0.26 | 0.16 | 4.47 | 1.11 | 0.81 | 0.78 | 0.072 | <0.001 | 0.005 | Bal. |
| Welding wire | 0.08 | 0.46 | 3.44 | 0.24 | 1.98 | 0.73 | - | 0.001 | 0.006 | Bal. |
| Upper welded metal | 0.09 | 0.33 | 3.44 | 0.27 | 1.84 | 0.72 | <0.01 | <0.003 | 0.008 | Bal. |
| Lower welded metal | 0.15 | 0.28 | 3.54 | 0.45 | 1.61 | 0.67 | 0.024 | <0.003 | 0.008 | Bal. |
图2 焊接接头宏观形貌OM像、拉伸样品取样位置及显微硬度测试位置示意图
Fig.2 OM image of welded joint, positions of tensile samples (B1, B2 are along upper side and A1, A2 along lower side) and positions of welded joint for micro-hardness test
图4为焊接接头各部位显微组织的OM像。可见,接头焊缝金属的上、下部位呈现不同的结晶形态,虽然都由柱状晶和等轴晶组成,但上部焊缝金属(图2中I)以柱状晶为主(图4a),呈现较明显的向上生长方向,部分柱状晶在焊缝中心相遇后停止生长;而焊缝下部(图2中II)等轴晶的数量明显增多(图4b),其中等轴晶主要分布在焊缝中心位置,等轴晶尺寸较细,约为10 μm (图4c)。因本实验采用的是多道次焊接,前后两道次焊缝金属之间(图2中III)存在重熔区,该区域的组织为较细的等轴晶,重熔区上、下均为柱状晶组织,但前一道次焊缝金属的柱状晶较粗壮,而后一道次焊缝金属的柱状晶较细小(图4d)。由图4还可以看出,近焊缝热影响区(图2中IV)组织为马氏体(图4e),而近母材热影响区(图2中V)的组织较细,与母材组织接近(图4f)。
图4 焊接接头不同部位显微组织的OM像
Fig.4 OM images of welded jonit (EC—equiaxed crystal, CC—columnar crystal)(a) upper welded metal (WM) (I in
图5和6分别为焊接接头不同部位的SEM和TEM像。可见,上、下部焊缝的微观组织差别较大,其中上部焊缝金属基体组织中析出了一定数量的碳化物(图5a)。TEM观察结果显示,该组织含有板条和位错(图6a),可以推断为回火马氏体组织。焊缝下部组织特征是在基体中分布着一定数量的白亮块状相(图5b),TEM观察结果表明,该组织的基体是铁素体,其中分布着块状马氏体-奥氏体组元(M-A组元),即为粒状贝氏体组织(图6b)。由图5还可知,近焊缝热影响区组织为板条马氏体,其尺寸较粗大,原始奥氏体晶粒尺寸约为120 μm,此外在板条间不均匀分布着少量的碳化物(图5c和6c)。与之不同的是,近母材热影响区的组织呈现板条马氏体形貌,在板条内弥散析出大量的碳化物,为回火索氏体组织,该组织晶粒尺寸较细,约为17 μm (图5d和6d)。本实验采用的母材是调质处理后的回火索氏体组织,其晶粒尺寸约为16 μm[18],说明近母材热影响区的组织和晶粒尺寸与母材相当,而近焊缝热影响区明显受到熔池热输入的影响,晶粒粗化严重,与母材组织不同。
图5 焊接接头不同部位的SEM像
Fig.5 SEM images of different positions in welded joint (M-A—martensite and austenite constituent)(a) upper WM (b) lower WM (c) HAZ near WM (d) HAZ near BM
图6 焊接接头不同部位的TEM像
Fig.6 TEM images of different positions in welded joint (a) upper WM (b) lower WM (c) HAZ near WM (d) HAZ near BM
本实验焊接接头的结晶形态和组织主要与焊缝的冷速和合金成分有关。施焊过程中因层间温度控制在100 ℃以下,上一道焊缝金属(包括母材)对下一道焊接熔池具有较强的冷却作用,因此施焊后整个焊缝金属均具有较快的冷却速率。本实验采用Y形坡口,坡口最宽约23 mm,坡口根部间隙为2 mm (图1)。焊缝上部最宽处约24 mm,而焊缝下部宽度最小处约7 mm (图2)。下部坡口窄,焊接过程中熔池与两边的母材均有接触且发生了较大程度的稀释,而且此时热量向两边母材快速扩散,使焊缝具有较快的冷却速率。此时,紧邻两边母材的焊缝先形成柱状晶,但因较快的冷速增加了熔池金属的过冷度,从而提高形核率促进了等轴晶的发展[19],因此在焊缝下部获得了较多的等轴晶,且因形核率高使其尺寸较细(图4b)。在接头中上部进行施焊时,由于坡口较宽,单道次的熔池相对较宽较薄,给母材的热输入相对较少,熔化的母材较少,使焊后上部焊缝的宽度变化较小,稀释率也低。在多道次焊接过程中,下一道次施焊时,将对上一道次焊缝金属产生二次热输入,并使其部分熔化,从而在两道次接触部位形成较薄的一层重熔区(图4d),该区域因冷速较快,形成了尺寸较细的等轴细晶区,随着冷速降低,形成较平缓的温度梯度从而在重熔区上部形成柱状晶。而上一道次的焊缝金属因二次热输入的影响发生了晶粒粗化,形成了尺寸较大的柱状晶(图4d)。
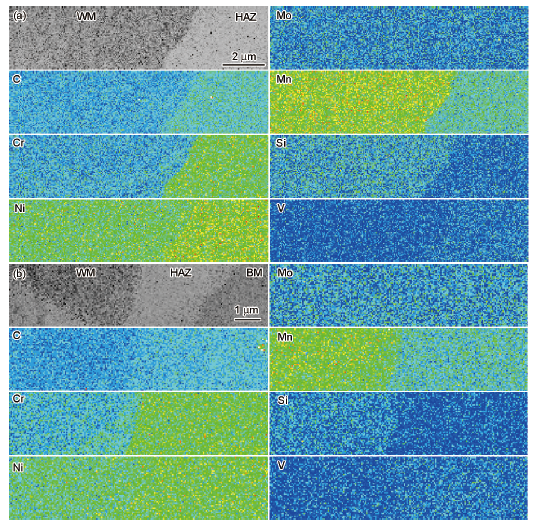
焊接接头上、下焊缝的元素含量变化主要与稀释程度有关,下部焊缝因母材的稀释率高,其元素含量变化较大,比如C含量(质量分数,下同)由0.08%不仅完成了奥氏体化,而且发生了长大,又因冷速较快发生完全淬火,形成了粗晶区,具有典型的马氏体组织(图4e和5c)。随着峰值温度沿母材方向逐渐下降,将逐渐形成细晶区、不完全重结晶区和高温回火区,其中高温回火区因峰值温度低于Ac1,高于回火温度(610 ℃),因此金相组织和晶粒尺寸均与母材相同(图4f和5d)。可以推测,不完全重结晶区相当于合金经亚温淬火处理,从而获得由马氏体和铁素体组成的双相组织,而高温回火区因峰值温度高于母材回火温度,微观结构特征将与母材不同,比如碳化物的尺寸和形貌特征等将发生变化,从而影响其力学性能。
图7 焊接接头上、下部位的EPMA元素分布图
Fig.7 EPMA analysis maps of alloying elements in upper zone (a) and lower zone (b) of the welded joint
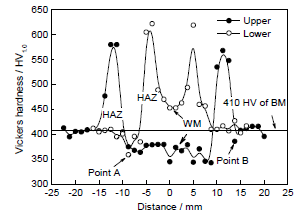
图8为焊接接头上、下部位的硬度分布。可见,焊接接头的母材硬度约为410 HV。与母材相比,下部焊缝金属的硬度略高,约为450 HV,从焊缝经热影响区到母材,其硬度先快速升高,在靠近熔合线出现硬度峰值,最高值达到621 HV后硬度迅速下降,在热影响区与母材的过渡区硬度降到最低(图8中A点),约为360 HV,随后硬度升高到与母材一致。与此类似,焊接接头上部从焊缝经热影响区到母材的硬度变化趋势也是先升高,之后降低至与母材相当,不同的是上部焊缝金属的硬度较低,约365 HV,低于下部焊缝金属和母材,而过渡区(图8中B点)的硬度约为385 HV,低于母材硬度,但比焊缝硬度高。
图8 焊接接头上、下部位的硬度分布
Fig.8 Microhardness distributions across the different zones of welded joint
焊缝金属的硬度与焊缝组织和合金元素含量有关。一方面,焊缝下部因形成了粒状贝氏体,这种组织中均匀分布的M-A块可起到弥散强化作用;另一方面下部焊缝被母材明显稀释,其中主要的合金元素C、Ni、Cr、V等含量均有不同程度提高,对焊缝金属起到了一定的强化作用,因此粒状贝氏体具有较高的硬度,比基体硬,但明显低于热影响区的马氏体组织(图8)。焊缝上部形成了回火马氏体组织,该组织具有较高的硬度,但因其合金元素含量较低(尤其是C、V等强化元素,明显低于母材),所以其硬度比母材和下部焊缝金属低。热影响区的硬度变化较大,这是因为热影响区的组织变化较激烈,近焊缝区因发生了淬火,形成了具有高位错密度的板条马氏体组织,其硬度最高;向着母材方向,组织逐渐经过细晶区、不完全重结晶区和高温回火区,其硬度逐渐下降,在高温回火区因受到较高峰值温度(>610 ℃)的影响而存在硬度比母材低的过渡区,称之为软化区(图8)。值得注意的是,这种软化区在焊接接头上、下部的硬度分布曲线中都只出现在某一侧,如焊缝下部出现在A点,焊缝上部出现在B点(图8),这一方面是由于选取的硬度测量点间隔较大,另一方面说明软化区的宽度本身较窄。
表2为母材及焊接接头的拉伸和冲击性能。可见,母材的断裂强度为1190 MPa,冲击功为91 J,强韧性匹配较好。上部焊接接头拉伸试样的断裂强度平均为1109 MPa,低于母材强度,而下部焊接接头拉伸试样的平均强度为1183 MPa,与母材相当。
表2 母材及焊接接头的断裂强度和冲击功
Table 2 Tensile strength and impact energy of base metal and welded joint
| Sample | Rm / MPa | AKV / J | |
|---|---|---|---|
| Welded joint | B1 | 1110 | |
| B2 | 1107 | 44, 59, 55 | |
| A1 | 1183 | Average 53 | |
| A2 | 1182 | ||
| Base metal | 1190 | 91 | |
图9为焊接接头的上、下部拉伸试样拉断后的照片。可见,上部焊接接头拉伸试样在焊缝处发生断裂,而下部接头拉伸试样在母材处发生断裂。上、下部焊接接头的断裂强度主要与焊缝金属的强度有关,下部焊缝金属因合金元素含量高,尤其是C、Cr等元素含量的增加对强度贡献较大,且粒状贝氏体因M-A组元具有一定的强化作用,使得下部焊缝金属具有较高的强度,硬度测试结果也显示其硬度高于母材(图8),因此拉伸时在母材处断开。焊缝上部硬度低于母材,因此拉伸时在焊缝金属处断裂,但其强度比母材低81 MPa,差值较小。可见,上部焊缝金属的回火马氏体组织仍具有较高的强度,其焊接强度系数达到0.93。考虑到焊缝下部的强度高于上部,因此整个焊接接头的焊接系数应不小于0.93。虽然焊接接头存在软化区(图8中的A点),但A1、A2试样并未在该处断裂,这与软化区的宽度有关。高强钢母材焊前调质处理的回火温度越高,热影响区的软化区就越窄,高强度的粗晶区对较窄的软化区会有一定的“约束强化”作用[15]。由表2还可以看出,焊接接头的平均冲击功为53 J,明显低于母材,其断裂位置在焊缝,说明该数值表征的是焊缝金属的冲击韧性。冲击试样取样位置在焊接接头的中间,与母材相比,焊缝金属的合金化程度要低(尤其是C),但其微观组织会含有一定比例的粒状贝氏体,粒状贝氏体中的M-A组元属于硬脆相,在强化合金的同时,当受到冲击时易成为裂纹源,对冲击韧性产生不利影响[24]。此外,母材经历了大变形和调质处理,获得了高温回火马氏体组织,具有较细的晶粒,而焊缝属铸造凝固组织,这也造成焊缝金属的韧性不如母材。因此,与母材相比,本实验焊接接头焊缝金属的冲击功明显下降。但根据高强钢焊接接头韧性指标可知(通常要求冲击功≥27 J)[15],本实验焊接接头韧性较好。
图9 焊接接头上、下部位拉伸试样拉断后的照片
Fig.9 Photos of tensile samples in different positions of welded joints (B1 is upper sample and A1 is lower sample)
图10为焊接接头的拉伸和冲击断口形貌的SEM像。可见,焊接接头上部、下部的拉伸断口形貌均呈典型的韧窝断裂,其中接头上部拉伸试样在焊缝金属处发生断裂,韧窝尺寸大且深,分布均匀(图10a),而焊接接头下部拉伸试样在母材处断裂,其韧窝尺寸更小、数量更多(图10b)。母材经调质处理后,析出了大量弥散细小的碳化物[18],拉伸过程中微孔易在碳化物附近开始形核,然后逐渐长大最后断裂形成韧窝,因此形成了数量多、尺寸小的韧窝。仅从断口形貌判断,上部焊缝金属与母材均具有较好的塑性。由图10c可见,焊接接头的冲击断口主要由韧窝组成,呈韧性断裂特征,说明本实验焊缝金属的冲击韧性较好。但同时也观察到撕裂棱和韧窝较浅的区域(图10c),这些区域可能是由组织中的M-A组元引起,从而损害焊缝金属的冲击韧性。
图10 焊接接头的拉伸和冲击断口形貌的SEM像
Fig.10 SEM images of tensile fracture surfaces and impact fracture surface of welded joint(a) tensile sample of upper welded joint(b) tensile sample of lower welded joint(c) impact sample of the welded joint with some tearing edges and shallow dimples
(1) 采用MAG多道次焊接的高强高韧Fe-Cr-Ni-Mo合金钢焊接接头,不同部位具有不同的结晶形态和组织,焊缝金属由柱状晶和等轴晶组成,其中焊缝上部以柱状晶为主,而焊缝下部等轴晶含量增多。焊缝上部组织为回火马氏体,而下部则为粒状贝氏体组织;近焊缝热影响区发生了奥氏体化,快速冷却后形成了较粗大的马氏体组织,而近母材热影响区因峰值温度低于Ac1,但高于母材的回火温度(610 ℃),发生了高温回火,获得回火索氏体组织。
(2) 上部焊缝金属为回火马氏体组织,具有较高的硬度(约365 HV),但因合金元素(C、V等)含量较低,其硬度低于母材(约410 HV),因此焊接接头上部拉伸试样在焊缝处断裂,其断裂强度为1109 MPa;而下部焊缝有粒状贝氏体组织和较高含量的合金元素(C、Cr、Ni等),其硬度较高(450 HV),因此焊接接头下部拉伸试样在母材处发生断裂,其断裂强度为1183 MPa。焊接接头热影响区的硬度变化较大,其中近焊缝热影响区的马氏体硬度最高(621 HV),向着母材方向硬度逐渐下降,直到与母材硬度相当。但在近母材热影响区因存在高温回火,形成了宽度较小的软化区,其硬度略低于母材。
(3) 本实验高强高韧Fe-Cr-Ni-Mo合金钢的焊接接头强度高,焊接强度系数大于0.93,焊缝金属的平均冲击功为53 J。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}