
杨文 , 任英
, 任英
YANG Wen, REN Ying
文献标识码: A
文章编号: 0412-1961(2016)02-0217-07
通讯作者:
责任编辑:
收稿日期: 2015-04-17
网络出版日期: 2016-02-20
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 杨文, 男, 1985年生, 讲师
展开
摘要
采用高分辨同步辐射计算机微断层扫描技术(Micro-CT)对含Ti铁素体不锈钢铸坯中氧化物夹杂进行了三维检测, 定量分析了氧化物夹杂数量、体积和尺寸等特征在铸坯厚度方向的分布规律, 并与自动扫描电镜ASPEX的二维检测结果对比. 结果表明, Micro-CT能够更准确地实现钢中夹杂物的无损检测. Micro-CT检测到的氧化物基本都为球形, 各位置夹杂物数量随着尺寸的增加而减少. 氧化物数量密度和体积分数整体上在铸坯厚度中心最大, 并随着距厚度中心的距离增加而减小, 在铸坯表层附近达到最小值. 而氧化物平均等效直径在铸坯表层附近最大, 在内弧1/4厚度附近最小.
关键词:
Abstract
Non-metallic inclusions especially oxides are detrimental to the quality of ferritic stainless steel products. Accurate characterization on inclusions is conducive to further research on the inclusion control. There are some disadvantages in traditional 2D or 3D inclusion detection methods, tomography is thus employed to characterize inclusions in steel in the current work. Oxide inclusions in the slab of Ti bearing ferritic stainless steel were characterized 3 dimensionally using high resolution synchrotron micro computed tomography (Micro-CT), and the variations of quantity, volume and size of oxide inclusions along the thickness of continuous casting slab were analyzed quantitatively and compared with the 2D results detected by ASPEX, an automated scanning SEM. It was found that non-destructive detection could be well done by Micro-CT more accurately. The detected oxides by Micro-CT were mainly global, and the number of inclusions decreased with increasing size. In general, the number density and volume fraction of oxides were largest in the center of slab thickness, and decreased with the distance from center, reached the smallest value near the surface of slab. Contrarily, the average of equivalent diameter of oxide inclusions was largest near slab surface, and was smallest near quarter of thickness on the loose side.
Keywords:
为了降低添加Ni元素带来的成本, 许多不锈钢企业都在大力发展含Ti超纯铁素体不锈钢. 钛合金化可进一步抑制C和N在晶界处聚集形成Cr(C, N)化合物, 以防止晶界处Cr的贫化. 由于其经济环保且性能优异, 因此在很多领域可以替代传统304等奥氏体钢种, 广泛应用于汽车、厨房、家电和建筑等领域, 如用于汽车排气系统和电梯面板等.
本课题组前期总结了钢中非金属夹杂物的相关基础研究[1,2]以及不锈钢中夹杂物的控制方法[3]. 超纯铁素体不锈钢钢水采用Si和Al复合脱氧, 钛合金化后钢中夹杂物主要有TiN, Al2O3, MgOAl2O3, TiOx以及它们组成的复合夹杂物等, 这些夹杂物的组成、形态、数量、大小以及分布等会对生产连续性和产品质量产生重要影响. 譬如, 钢中Ti和Ca复合氧化物[4]容易引起铁素体不锈钢轧板表面点状腐蚀, 且不锈钢抗腐蚀能力随着氧化物夹杂中的Ti含量降低和Ca含量增加而减弱[4].
可见, 了解含Ti超纯铁素体不锈钢铸坯中的夹杂物, 尤其是氧化物的尺寸、数量及分布等特征, 对进一步控制夹杂物、提升产品质量有重要意义. 常锷等[5]分析了铁素体不锈钢铸坯中占绝大多数的TiN类夹杂物在铸坯厚度和宽度方向的分布. 然而只针对氧化物夹杂分布的研究还未见报道. 这是由于含Ti超纯铁素体不锈钢铸坯中氧化物数量相对很少, 采用传统二维统计方法很难观察到足够的氧化物夹杂来保持较高的统计准确度. 本课题组前期对钢中夹杂物检测方法进行过总结[6,7], 相比于光学显微镜和电子显微镜等传统二维检测方法, 三维检测方法得到的数据更有代表性. 三维检测方法一般有酸溶法、电解法和超声波检测等, 但是前2种方法都会对试样产生破坏, 无法获取夹杂物在试样中的原始位置分布, 而超声波检测虽然可以获取夹杂物的位置, 但是只能检测几十微米以上的大尺寸颗粒, 且不能清晰表现出夹杂物粒子的表面微观形貌.
计算机微断层扫描即Micro-CT是一种图像处理方法, 通过利用不同视角记录的投影切片来重构材料内部结构, 这种方法具有无损检测的优点. 近些年, Micro-CT技术被广泛应用到铝合金和镁合金等轻金属内部金属间化合物[8-11]、缩孔[12-20]和裂纹缺陷[21-24]等的检测与表征, 这种方法可以实现材料内部缺陷的无损检测, 并能还原出缺陷的位置和形貌特征. 但是这种方法在钢中非金属夹杂物的检测方面应用还不多[25], 其原因一是因为钢中非金属夹杂物尺寸相对较小, 需要更高的空间分辨率; 二是相比于轻金属, 要穿透等量Fe需要更高的能量. 而以往应用的大多是工业CT, 能够达到的分辨率相对较小, 基于此, 本工作利用高能量高分辨率同步辐射Micro-CT对含Ti铁素体不锈钢铸坯中的氧化物夹杂特征进行检测, 并与自动扫描电镜ASPEX的二维检测结果进行对比.
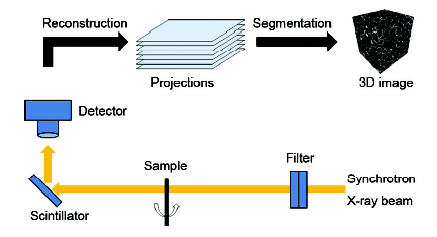
实验在美国Argonne国家实验室先进光源中心(APS) 2-BM光束站进行, 设备及原理示意图如图1所示, 主要由同步辐射X射线束、精确控制试样台和高分辨检测系统3部分组成. 其中检测系统由一高分辨电荷耦合器件(CCD)相机和闪烁器组成, 闪烁器的作用在于将X射线转换成可见光. 一多层晶体组被用来过滤入射光. 在一个断层扫描中, 试样旋转180°来获取一组二维投影切片组. 本实验重构图片中的空间分辨率(一个像素尺寸)为1.3 μm. 由于每个像素处的灰度值与材料密度成比例, 可以依此区分这个像素是属于夹杂物还是金属基体. 相比于钢基体, 钢中的夹杂物对X射线的吸收更小, 表现为更暗的颜色. 在对所有切片选定夹杂物对应的灰度阈值水平后, 利用Avizo软件处理即可获得夹杂物粒子的三维结构, 并获取夹杂物相应的形貌特征和体积值.
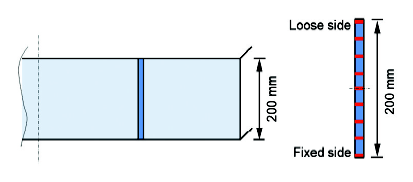
实验所用含Ti不锈钢成分(质量分数, %)为: C 0.0101, Si 0.38, Mn 0.26, S 0.001, P 0.02, Cr 17.37, Ni 0.19, Mo 0.83, Al 0.007, Ti 0.207, Ca 0.0017, T.O. (全氧) 0.0053, N 0.0087, Fe余量. 实验所用铸坯断面为1250 mm × 200 mm, 制备时拉速为0.9 m/min, 中间包钢水浇铸温度为1540 ℃, 钢水过热度约为40 ℃.
首先利用Inspect S50型扫描电镜(SEM)及其配备的能谱仪(EDS)对含Ti不锈钢铸坯中的夹杂物进行检测, 分析铸坯中的夹杂物类型, 然后利用无水有机溶液小样电解[26]的方法对铸坯中的夹杂物进行提取, 观察夹杂物三维形貌. 之后从铸坯宽度1/4处沿厚度方向切取条状试样, 如图2所示, 利用Micro-CT对所取条状试样不同位置处进行夹杂物无损检测, 分析氧化物夹杂沿铸坯厚度方向的数量、体积和尺寸分布. Micro-CT检测后, 切取相同检测位置试样, 对表面进行研磨抛光后采用ASPEX自动扫描电镜进行夹杂物的二维检测, 详见文献[27]. 利用检测到的氧化物夹杂沿铸坯厚度方向的二维数量、面积和尺寸分布, 与Micro-CT结果进行对比.
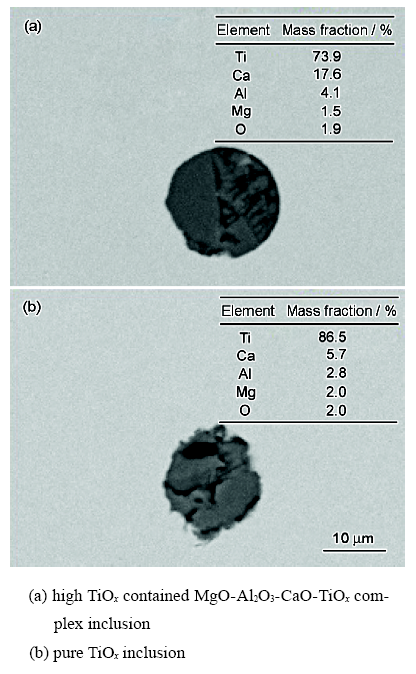
铸坯中夹杂物主要有两类, 一类是以TiN为主的氮化物, 一类是氧化物. 通过SEM观察和EDS检测到铸坯中有多种成分氧化物, 其中典型氧化物夹杂主要有2种, 二维形貌和组分如图3a和b所示, 分别为高TiOx含量的MgO-Al2O3-CaO-TiOx类复合夹杂物和近乎纯的TiOx夹杂, 形貌基本都为球形.
图3 含Ti不锈钢铸坯中典型氧化物夹杂形貌及成分
Fig.3 Morphologies and compositions of typical oxide inclusions in the slab of Ti bearing stainless steel
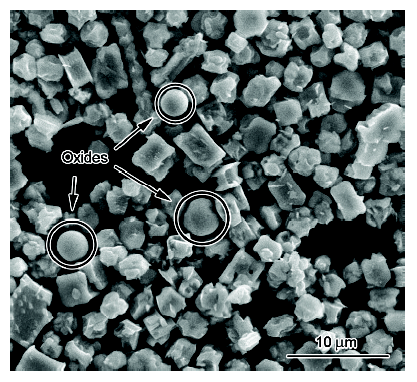
为了进一步验证氧化物夹杂的球形形貌, 采用无水有机溶液电解法对铸坯中夹杂物进行提取, 提取的部分夹杂物形貌如图4所示. 可见主要有2种夹杂物, 一种是典型的近似立方体的TiN, 这种夹杂物占绝大多数; 另一种是球状的氧化物, 如图中圆圈所示, 这也再一次说明氧化物夹杂主要为球形, 并且数量很少.
图4 无水有机溶液电解提取的夹杂物形貌
Fig.4 Morphology of inclusions extracted by electrolytic extraction using non-aqueous electrolyte
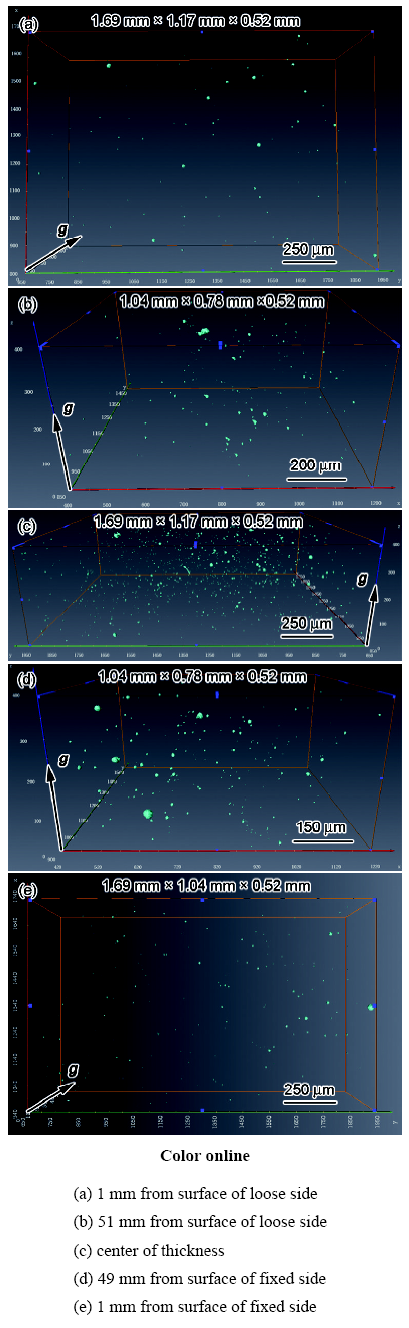
由于TiN密度较大, 对X射线的吸收更强, 在二维切片中表现为颜色较浅, 与之相反的是, 氧化物在二维切片中颜色较深, 因此可以设置不同的灰度阈值将氧化物单独区分开来. 铸坯各位置的Micro-CT检测体积视场为4个左右、总体积都大于2 mm3. 图5所示为检测到的不同铸坯厚度位置部分氧化物形貌及分布示例, 图中同时标出了各示例的分析体积, g表示重力方向. 可以看到许多大小不一的球状夹杂物分布在检测体内, 其中存在着30 μm以上的大尺寸粒子, 同时也能直观地看到, 从铸坯表层到厚度中心氧化物数量增加.
图5 Micro-CT检测到的铸坯不同厚度位置的氧化物形貌及分布
Fig.5 Morphologies and distributions of oxides in different thickness of slab detected by Micro-CT
Micro-CT检测夹杂物直接获取的是夹杂物的体积, 因此定义参数等效直径来说明夹杂物尺寸的变化. 等效直径定义为等体积球的直径, 如式(1)所示:
式中, DE为夹杂物等效直径, μm; V为夹杂物体积, μm3.
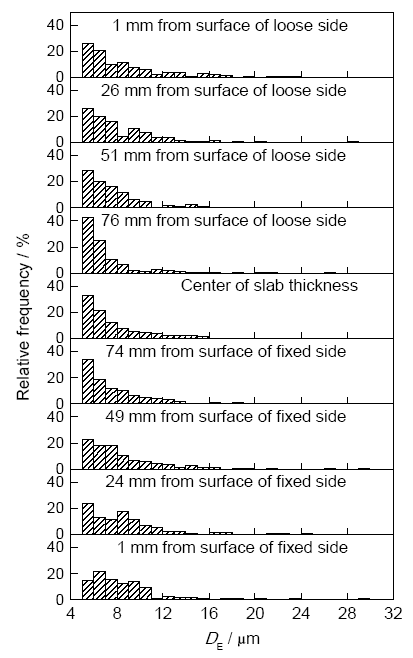
由于本研究中的像素尺寸为1.3 μm, 为了提高准确度, 只对检测到的等效直径为5 μm以上的夹杂物进行数量和尺寸的分析. 图6所示为铸坯不同厚度处氧化物夹杂DE分布. 可见, 各位置夹杂物随着尺寸的增加数量减少, 而且厚度中心处大尺寸夹杂物相比其它位置更多.
图6 铸坯不同厚度处氧化物夹杂等效直径分布
Fig.6 Distributions of equivalent diameters (DE) of oxides in different locations of slab
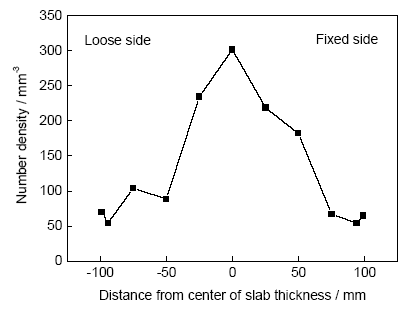
图7和图8所示分别为检测到的铸坯不同厚度位置处DE≥5 μm的氧化物夹杂体积数量密度(单位体积夹杂物个数, mm-3)和体积分数(夹杂物总体积与试样检测体积的比值)的变化. 可以看到, 氧化物体积数量密度和体积分数沿铸坯厚度方向的变化趋势基本一致, 整体上都是在铸坯厚度中心氧化物体积数量密度和体积分数最大, 并随着距厚度中心的距离增加而减小, 在铸坯表层附近达到最小值. 同时发现以内外弧1/4位置为分界线, 在内弧1/4以外和外弧1/4以外的位置夹杂物体积数量密度和体积分数整体都较小, 而在二者之间位置的氧化物体积数量密度和体积分数要明显高于其它位置.
图7 氧化物体积数量密度沿铸坯厚度变化
Fig.7 Variation of number density in volume of oxides along thickness of slab (DE≥5 μm)
图8 氧化物体积分数沿铸坯厚度变化
Fig.8 Variation of volume fraction of oxides along thickness of slab (DE≥5 μm)
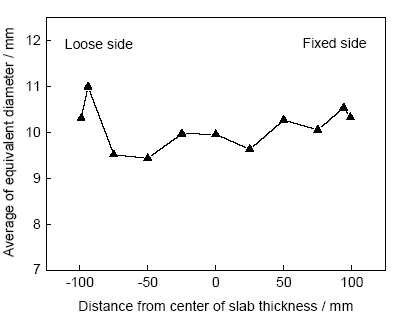
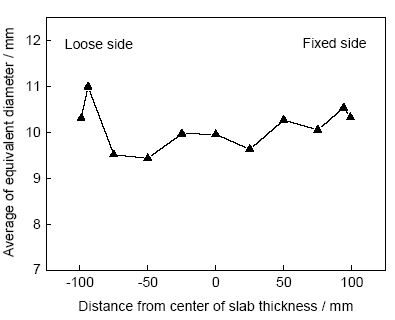
图9为铸坯不同厚度位置氧化物平均等效直径的变化. 可见大于5 μm的氧化物夹杂平均等效直径在9.5~11.0 μm之间. 不同于上述2个参数的分布趋势, 整体上氧化物平均等效直径在铸坯表层附近最大, 尤其是内弧表层6 mm以内的氧化物尺寸显著偏大, 而最小的氧化物平均等效直径出现在内弧1/4厚度附近.
图9 氧化物平均等效直径沿铸坯厚度变化
Fig.9 Variation of average of equivalent diameter of oxides along thickness of slab (DE≥5 μm)
本工作中检测到的氧化物数量和尺寸分布规律与常锷等[5]分析得到的TiN等含Ti夹杂物的分布规律刚好相反, 在她的研究中, 接近板坯外表面区域TiN数量多且尺寸小, 而在板坯中心区域, 夹杂物数量少尺寸大. 造成这种差异的原因应该与氧化物和TiN的生成机理有关. TiN夹杂一般是在钢凝固和冷却过程生成, 其生成和长大与钢中溶质元素浓度以及冷却速率有关, 在铸坯表层, 凝固速率大, TiN夹杂长大时间短, 造成其尺寸小. 而由于元素的宏观偏析, 在铸坯中心部位溶质元素浓度高, 且冷却速率相对更小, 造成TiN夹杂数量更少尺寸更大. 而大部分氧化物夹杂在钢液中即已生成, 在铸坯凝固过程中, 氧化物夹杂容易被凝固前沿推往铸坯中心, 造成铸坯中心部位夹杂物数量更多. 同时在结晶器内一些大颗粒夹杂物可能会随流股运动到铸坯表层附近, 被凝固坯壳捕捉造成表层夹杂物平均尺寸更大.
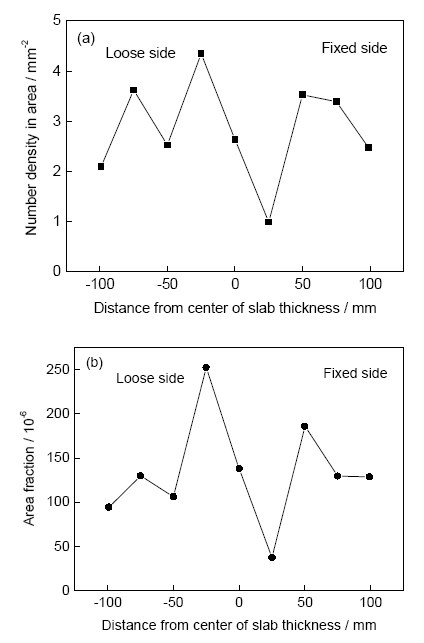
由于Micro-CT检测的是夹杂物体积含量, 而ASPEX检测的是夹杂物面积含量, 二者在数值上不同, 但是变化趋势上应该是相似的. 为了进行对比, 采用ASPEX自动扫描电镜对相同试样进行二维检测, 检测面积为6~10 mm2. 然而, 如图10所示, ASPEX检测得到的5 μm以上氧化物面积数量密度(单位面积夹杂物个数, mm-2)和面积分数(夹杂物总面积与试样检测面积的比值)沿铸坯厚度分布波动很大, 分布规律不明显. 对比2种方法的检测结果可知, Micro-CT检测的三维数据更具有明显的规律性.
图10 ASPEX检测得到的≥5 μm的氧化物面积数量密度和面积分数沿铸坯厚度变化
Fig.10 Variation of number density in area (a) and area fraction (b) of oxides along thickness of slab detected by ASPEX (≥5 μm)
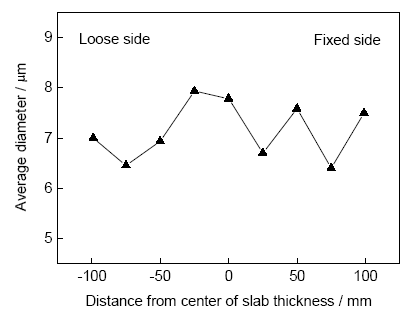
图11所示为ASPEX检测得到的在铸坯不同厚度位置≥5 μm的氧化物的平均尺寸变化. 显示在靠近铸坯厚度中心附近氧化物的平均尺寸最大, 且在整个厚度方向波动较大. 这与Micro-CT的检测结果也有差别, 后者显示为在铸坯表层附近氧化物平均尺寸最大. 另外ASPEX二维检测得到的所有5 μm以上氧化物的平均尺寸为7.14 μm, 明显小于Micro-CT三维检测得到的10.02 μm的平均等效直径. 这是因为ASPEX检测的是夹杂物粒子的一个随机二维截面尺寸, 要小于经过球心的最大截面直径. 这也表明Micro-CT在检测夹杂物尺寸方面更为准确.
图11 ASPEX检测得到的≥5 μm的氧化物平均尺寸沿铸坯厚度变化
Fig.11 Variation of average diameter of oxides along thickness of slab detected by ASPEX (≥5 μm)
(1) 检测到的含Ti铁素体不锈钢中的氧化物夹杂基本都为球形, Micro-CT检测发现各位置夹杂物数量随着尺寸的增加而减少.
(2) Micro-CT检测发现氧化物数量密度和体积分数整体上在铸坯厚度中心最大, 并随着距厚度中心的距离增加而减小, 在铸坯表层附近达到最小值, 且内弧1/4和外弧1/4之间位置的氧化物数量密度和体积分数要明显高于其他位置.
(3) Micro-CT检测发现整体上氧化物平均等效直径在铸坯表层附近最大, 在内弧1/4厚度附近最小.
(4) 对比ASPEX的二维检测结果发现, Micro-CT三维无损检测新方法能够更准确地检测钢中的非金属夹杂物.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}