
陈思, 秦飞, 安彤 , 王瑞铭, 赵静毅
, 王瑞铭, 赵静毅
CHEN Si, QIN Fei, AN Tong, WANG Ruiming, ZHAO Jingyi
文献标识码: A
文章编号: 0412-1961(2016)02-0202-07
通讯作者:
责任编辑:
收稿日期: 2015-06-15
网络出版日期: 2016-02-20
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 陈思, 女, 1989年生, 博士生
展开
摘要
采用不同电流密度和外加剂浓度将Cu电镀填充到硅通孔(TSV)制作晶圆试样, 将试样置于Ar气环境内进行退火处理. 观测了硅通孔填充Cu (TSV-Cu)的胀出量和界面完整性, 分析了电镀参数对填充Cu微结构(晶粒尺寸)以及微结构对填充Cu退火胀出量的影响. 结果表明, 电流密度和外加剂浓度影响TSV-Cu的晶粒尺寸. 电流密度越高, 晶粒尺寸越小; 外加剂浓度越高, 晶粒尺寸越小, 但其影响程度不如电流密度显著. 退火后, Cu的晶粒尺寸变大, TSV-Cu发生胀出, 胀出量与Cu晶粒尺寸具有正相关的关系. 随着TSV-Cu的胀出, Cu-Si界面发生开裂, 裂纹沿界面层中的Cu种子层内部延伸.
关键词:
Abstract
3D-IC integration realized by using through-silicon via (TSV) technology is the main trend in packaging industry. TSVs are usually fully filled by electroplated Cu, namely TSV-Cu, which can make products possess higher electrical performance, higher density and lighter weight. In a typical TSV forming process, the TSV-Cu is annealed to stabilize its microstructure. However, during annealing process, the Cu protrudes out of the TSV due to the large change in temperature and the mismatch of coefficient of thermal expansion between the Cu (16.7×10-6 ℃-1) and its surrounding Si (2.3×10-6 ℃-1) matrix. This protrusion is a potential threat to the TSV structural integrity, since it might lead to cracking or delamination. In this research, the effects of annealing process on microstructure evolution and protrusion of TSV-Cu are investigated. Four level sets of current density and additive concentration were used to fill Cu into the TSV by electroplating process to prepare test specimens. The TSV diameter was 30 μm, and depth was 100 μm. The pitch of two TSVs was 200 μm. The annealing process was conducted in a vacuum annealing furnace, the specimens were heated from 25 ℃ to 425 ℃, and then maintained for 30 min at 425 ℃. The microstructures of TSV-Cu before and after annealing were characterized by EBSD. The protrusion of specimens after annealing was measured by White Light Interferometer (WLI). The results show that, during the electroplating process, both current density and additive concentration have impact on the TSV-Cu grain size, higher current density and higher additive concentration help to gain a finer grained Cu, and the influence of the additive concentration is less significant than the current density. After being annealed, for all the specimens, the Cu grain size increases, the TSV-Cu protrudes with a crack along the Cu-Si interface within the Cu seed layer, and there is a positive correlation between the protrusion and the grain size of the TSV-Cu.
Keywords:
硅通孔(through-silicon via, TSV)是3D-IC集成的重要技术[1,2]. Cu因其具有优越的电性能(低阻抗、高导电率和低电迁移率)成为填充TSV的主流材料. 近几年来, 关于硅通孔填充Cu (简称为TSV-Cu)的力学行为[3,4]、微结构[5,6]和热机械可靠性[7,8]等的研究备受关注. 由于TSV-Cu与其周围基体Si热膨胀系数相差6倍, 在服役温度下, 这种热不匹配将造成TSV-Cu胀出, 挤压TSV周围器件, 引起器件与TSV界面破坏, 严重影响TSV的热机械可靠性[9]. 为稳定TSV-Cu微结构, 进而降低Cu胀出带来的危害, 一般需要对电镀完成后的TSV-Cu进行退火处理. 因此, 研究退火温度下TSV-Cu的胀出量以及电镀工艺参数对胀出量的影响, 对于优化电镀工艺和退火工艺具有重要意义.
已有很多学者测量了TSV-Cu的退火胀出量, 但测量结果之间存在较大差异[10-12]. 研究指出, TSV-Cu退火胀出量不仅受到TSV几何尺寸的影响[13,14], 还受到退火参数(如退火温度、保温时间、退火次数等)的影响[11,13,15]. 此外, 电镀Cu膜微结构的实验观察表明, 不同电镀参数(如电流密度、外加剂浓度)得到的Cu微结构差别较大[6,16], 且在退火过程中Cu的微结构发生演化[17,18]. 由于微结构是影响电镀Cu屈服强度等力学性能的根本原因[8], 因此, 在研究TSV-Cu的胀出行为时, 必须将微结构的影响一并考虑.
本工作采用不同电流密度和外加剂浓度共4种电镀参数组合制作TSV-Cu试样, 采用工业界常用退火工艺将试样进行退火处理, 然后观察和测量TSV-Cu的微结构、界面和胀出量, 分析电镀参数对TSV-Cu微结构和胀出量的影响.
采用BOSCH刻蚀法在直径100 mm晶圆上制作盲孔阵列, 在刻蚀后的硅通孔壁上依次沉积绝缘层(SiO2), 阻挡层(TiW)和种子层(Cu), 电镀填充铜采用的电流密度为1.5×10-2和1×10-2 A/cm2, 外加剂浓度为15和10 mL/L, 采用化学机械抛光(CMP)工艺得到两面外露Cu的TSV晶圆试样. 制得的TSV-Cu直径为30 μm, 孔深为100 μm, 间距为200 μm. 按照电镀参数对4种试样进行命名, 分别为LL (低电流密度、低外加剂浓度), LH (低电流密度、高外加剂浓度), HL (高电流密度、低外加剂浓度), HH (高电流密度、高外加剂浓度). 将4种试样置于OTF-1200X真空退火炉中进行退火, 在Ar气环境下, 以10 ℃/min的变温速率由25 ℃升温至425 ℃, 保温30 min后, 随炉冷却.
采用Quanta 650型扫描电子显微镜(SEM)观察退火前后TSV-Cu的表面形貌, 并利用能谱(EDS)确定TSV-Cu表面元素成分. 在Contour GTK-0白光干涉仪(WLI)上测量TSV-Cu的胀出量. 首先, 将白光干涉仪调到垂直扫描模式, 记录退火前后3D形貌文件; 然后, 将3D形貌文件导入分析软件, 得到高度云图, 如图1a所示. 沿Cu柱圆心取正交的2条路径, 提取路径的高度值, 绘制沿路径的高度曲线, 如图1b和c所示. 量取2条路径上Cu柱与周边Si表面的相对高度差, 得到平均值AverageP1和AverageP2, 将2个平均值再次平均, 即得Cu柱相对于周围Si基体的高度, 退火前后的2个高度值相减即为退火胀出量.
图1 硅通孔填充铜(TSV-Cu)胀出量的测量
Fig.1 Measurement procedure of Cu filled through-silicon via (TSV-Cu) protrusion (Base on the height profiles presented in Figs.1b and c, the height difference between Cu and its surrounding Si along Path 1 and Path 2 were measured, named as AverageP1 and AverageP2, respectively. The relative height of the Cu and its surrounding Si was obtained by average of the AverageP1 and AverageP2. Then the protrusion during annealing can be obtained by calculate the difference between the relative height before and after annealing)
取每种电镀参数组合下退火前后试样各1个, 采用水砂纸磨抛TSV-Cu剖面, 再利用Helios Nanolab 600i型双束扫描电镜的聚焦离子束(FIB)修整剖面, 以获得平整待测面. 采用Quanta 650型SEM对TSV-Cu剖面进行电子背散射衍射(EBSD)微结构观测. 为增加采集花样的分辨率, 将TSV-Cu剖面与入射电子束成夹角70°放置.
退火前后TSV-Cu表面形貌的SEM像如图2所示. 可以看出, 退火前TSV-Cu表面平整(图2a和b), 退火后TSV-Cu相对于周围的Si基体发生胀出, 且表面不再平整(图2c和d). EDS分析表明, 退火前后TSV-Cu未发生氧化.
图2 退火前后TSV-Cu试样表面形貌的SEM像
Fig.2 Low (a, c) and locally high (b, d) magnified SEM images of surface of TSV-Cu before (a, b) and after (c, d) annealing
电镀填充工艺使TSV-Cu的Cu-Si界面具有多层结构. 图3a为Cu-Si界面的结构示意图. 沿TSV-Cu柱半径方向, 依次为TSV-Cu、Cu种子层、TiW阻挡层、SiO2绝缘层和Si基体. 采用FIB减薄技术获得3 μm深的Cu-Si界面剖面, 退火前后Cu-Si界面如图3b和c所示. 可以看出, 退火前界面结合完好(图3b); 退火后, 界面开裂, 并发生摩擦滑移(图3c). 同时Cu发生胀出, 胀出方向如图3c中的白色箭头所示.EDS分析表明, 裂纹沿Cu种子层内部延伸.
图3 Cu-Si界面结构示意图和升温速率为10 ℃/min的退火前后Cu-Si界面的SEM像
Fig.3 Schematic of Cu-Si interface (a), SEM images of Cu-Si interface before (b) and after (c) annealing with heating rate of 10 ℃/min (White arrow in
图3的实验结果与Kumar等[19]观察到的相同退火温度下TSV-Cu的胀出模式不同. Kumar等[19]的研究显示, 退火升温速率为1.2 ℃/min时, 试样界面未发生破坏, 认为发生了扩散滑移胀出行为. 而在本实验中, 退火升温速率为10 ℃/min的4种试样界面均发生开裂破坏, 发生了摩擦滑移胀出行为. 这种差别可能来自变温速率的不同. Dutta等[20]指出, 温度载荷下TSV界面失效模式受到变温速率的影响: 慢速升温/降温状态, Cu-Si界面不发生破坏(即Cu-Si界面键合不发生断裂)导致扩散滑移; 快速升温/降温状态, Cu-Si界面发生断裂破坏导致摩擦滑移.
为了验证退火升温速率对Cu-Si界面破坏模式的影响, 将升温速率降低至1.2 ℃/min, 对4种试样进行退火, 每种试样上取3个TSV-Cu测点观察界面. 结果表明, 退火后, Cu发生胀出, 胀出方向如图4a和b中白色箭头所示. 几乎全部测点的Cu-Si界面均发生开裂, 如图4a所示; 只有HH试样上一个测点的Cu-Si界面未发生开裂, 而是发生界面不破坏的扩散滑移, 如图4b所示. 说明升温速率不是影响界面开裂的唯一因素. 对比开裂(图3c和4a)与未开裂(图4b)的Cu-Si界面可以看出, 图3c和4a中的Cu-Si界面为粗糙度较大的扇贝结构, 而图4b中的Cu-Si界面较为平坦, 说明界面粗糙度是影响界面破坏的一个重要因素. Wu等[21]采用有限元分析证明, 在升温条件下, TSV结构中界面越粗糙, 界面处拉应力越大, 进而会造成界面的开裂破坏.
图4 以1.2 ℃/min的升温速率退火后Cu-Si界面的SEM像
Fig.4 SEM images of Cu-Si interface after annealing with heating rate of 1.2 ℃/min (White arrows indicate the protrusion directions)
在LL, LH, HL和HH试样上各取36个TSV-Cu作为测点, 测得的4种试样上36个测点的退火胀出量如图5所示. 可以看出, TSV-Cu电镀工艺不同, 其退火胀出量也不相同. 对比LL, HL以及LH, HH 2组试样可以看出, 当外加剂浓度相同时, 随着电流密度增加, 胀出量减小了0.24 μm. 对比LL, LH以及HL, HH 2组试样可以看出, 当电流密度相同时, 随着外加剂浓度增加, 胀出量减小了0.05 μm. 可见, 电流密度、外加剂浓度均对胀出量有影响, 随着电流密度、外加剂浓度增大, TSV-Cu的退火胀出量减小, 与外加剂浓度相比, 电流密度对胀出量的影响更加明显.
图5 4种试样上TSV-Cu退火胀出量
Fig.5 Annealing protrusions of TSV-Cu on four specimens made by different electroplating parameters (LL—low current density and low additive concentration, LH—low current density and high additive concentration, HL—high current density and low additive concentration, HH—high current density and high additive concentration)
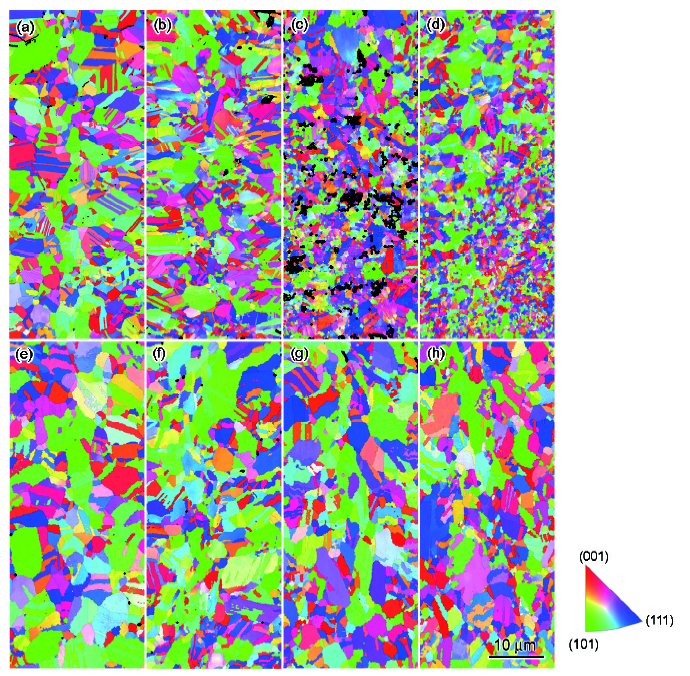
在TSV-Cu中心截取相同面积进行EBSD观测, 得到TSV-Cu退火前后微结构如图6所示. 可以看出, 退火前晶粒形状主要为长条形或菱形; 退火后晶粒形状变为近似正六边形, 4种试样的晶粒尺寸均增大. 这与Che等[13]得到的TSV-Cu退火过程中微结构演变规律基本一致. 这种微结构演变符合多晶金属材料退火过程中晶粒再结晶规律[22]. 退火过程中, 温度超过晶粒再结晶温度, 随着温度的升高, 晶界扩散速度增加, 晶界扩散使材料内部晶界的数目减少, 小尺寸晶粒融合, 晶粒尺寸变大. 图6e~h显示, TSV-Cu微结构中并未发现择优织构, 整个剖面上Cu晶粒呈现随机分布, 这与Lee等[23]报道的电镀Cu膜在温度载荷条件下会产生明显的择优织构现象不同, 这可能与TSV-Cu和电镀Cu膜的几何尺寸以及约束条件的不同有关.
图6 不同电镀参数TSV-Cu退火前后的EBSD图
Fig.6 EBSD images of TSV-Cu before (a~d) and after (e~h) annealing for specimens LL (a, e), LH (b, f), HL (c, g) and HH (d, h)
提取图6中TSV-Cu退火前后的晶粒尺寸数据, 计算Cu的平均晶粒尺寸d, 将晶粒尺寸分为小尺寸(d<1 μm), 中尺寸(1 μm≤d<4 μm), 大尺寸(d≥4 μm), 统计3个尺寸范围的晶粒分布, 列于表1.
表1 4种试样上TSV-Cu退火前后的平均晶粒尺寸以及晶粒尺寸分布
Table 1 Average grain size and the grain size distribution of TSV-Cu of the four specimens
| Specimen | Treatment | Average grain size / μm | Small | Middle | Large |
|---|---|---|---|---|---|
| LL | Before annealing | 0.696 | 85.9% | 10.2% | 3.9% |
| After annealing | 1.058 | 66.4% | 23.5% | 10.1% | |
| LH | Before annealing | 0.608 | 87.1% | 10.5% | 2.4% |
| After annealing | 0.984 | 71.6% | 20.0% | 8.5% | |
| HL | Before annealing | 0.438 | 94.9% | 4.3% | 0.8% |
| After annealing | 0.970 | 74.7% | 16.0% | 9.3% | |
| HH | Before annealing | 0.374 | 96.5% | 3.3% | 0.2% |
| After annealing | 0.766 | 84.4% | 10.7% | 4.9% |
从表1可以看出, 电流密度不同, 电镀填充后的Cu晶粒尺寸存在差异. 退火前, 高电流密度填充的HL试样和HH试样的Cu平均晶粒尺寸远小于低电流密度填充的LL试样和LH试样. 退火后, 4种试样的Cu平均晶粒尺寸均长大, 但与低电流密度相比, 高电流密度填充的Cu晶粒尺寸依然较小. 也就是说, 电流密度越高, 退火前后Cu晶粒尺寸越小. 电流密度对晶粒尺寸的影响可根据电沉积动力理论[24]来解释, 电流密度越大, 阴极电势越强, 晶核形成率越高, 结晶越细致, 即晶粒尺寸越小.
比较表1中的HL和HH试样发现, 退火前, 两者Cu平均晶粒尺寸相近, 晶粒尺寸分布相似. 但在退火后, HH试样晶粒平均尺寸远小于HL试样, 晶粒尺寸分布也发生变化, 即HH试样中小尺寸晶粒比例大于HL试样, 而中尺寸晶粒和大尺寸晶粒比例小于HL试样. 可见, 外加剂浓度高的试样, 退火后Cu晶粒难以长大. 这种现象在电镀Cu膜晶粒生长的实验观察中也有发现. Okoro等[25]实验发现, 外加剂中过高浓度的N, O, C元素分布在晶界上通过钉扎效应(Zener pinning)抑制了晶粒的自由生长.
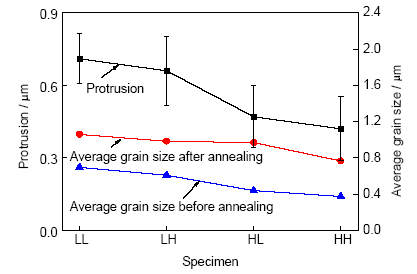
将4种试样上TSV-Cu胀出量及其退火前后平均晶粒尺寸进行对比, 如图7所示. 可以看出, TSV-Cu退火胀出量与其晶粒尺寸具有正相关的关系, 即退火前后晶粒尺寸小的TSV-Cu, 其退火胀出量也小.
图7 4种试样上TSV-Cu退火胀出量及其晶粒尺寸
Fig.7 Protrusion of TSV-Cu and the corresponding average grain size of the four specimens
这一规律可根据晶界对多晶金属材料塑性变形的影响进行解释. 闫五柱等[26]指出, 多晶金属材料中, 晶粒尺寸的减小意味着单位体积内晶界数目的增多, 而晶界的存在对多晶金属塑性变形具有阻碍作用, 即单位面积内晶界数目越多, 其屈服强度就越高, 发生塑性变形的阻力越大. 这一规律也与Hall-Petch规律相符[27]. 本实验中, 测得的胀出量实际上就是退火温度下TSV-Cu发生的塑性变形, 晶粒尺寸小的试样其单位体积内相对较多的晶界阻滞了塑性变形, 宏观表现为退火胀出量较小. 因此, 在分析和计算TSV-Cu的胀出量时, 考虑Cu晶粒尺寸的影响是十分必要的.
(1) 电流密度和外加剂浓度影响硅通孔填充Cu的晶粒尺寸. 电流密度越高, 晶粒尺寸越小; 外加剂浓度越高, 晶粒尺寸越小, 但其影响程度不如电流密度显著.
(2) 在10和1.2 ℃/min退火升温速率下, Cu-Si界面开裂, 裂纹沿界面层中的Cu种子层内部延伸.
(3) 退火后, Cu的晶粒尺寸变大, 且未发现明显的择优织构.
(4) 退火后, 硅通孔填充Cu发生胀出, Cu晶粒尺寸越小, 退火后的胀出量也小.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}