
羊浩 , 陈树海
, 陈树海
YANG Hao, CHEN Shuhai
中图分类号: TG425
通讯作者:
修回日期: 2014-09-24
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
羊 浩, 男, 1981年生, 博士生
展开
摘要
分别采用Zn-15Al, Zn-22Al, Zn-28Al, Zn-37Al和Zn-45Al钎料钎焊获得Cu/Al接头. 利用SEM, EDS和XRD研究了Zn-Al钎料成分对Cu/Al接头中Cu母材/钎缝界面结构的影响, 并系统阐述了Zn-Al钎料成分-接头界面结构-接头抗剪切强度之间的关系. 研究发现, Cu/Zn-15Al/Al接头中Cu母材/钎缝界面结构为Cu/Al4.2Cu3.2Zn0.7, 且Al4.2Cu3.2Zn0.7界面层较薄, 其厚度为2~3 μm, 接头具有较高的抗剪切强度, 达66.3 MPa. 随着钎料中Al含量的提高, 在Cu/Zn-22Al/Al接头界面处Al4.2Cu3.2Zn0.7界面层的厚度逐渐增大, 甚至在Cu/Zn-28Al/Al接头的Al4.2Cu3.2Zn0.7界面层附近出现少量的CuAl2, 接头的抗剪切强度逐渐降低. 当采用Al含量较高的Zn-37Al钎料钎焊Cu/Al接头时, Cu母材/钎缝界面结构转变为Cu/Al4.2Cu3.2Zn0.7/CuAl2; 脆性CuAl2层的出现, 使接头抗剪切强度大幅下降, 为34.5 MPa. 当采用Al含量最高的Zn-45Al钎料钎焊Cu/Al接头时, Cu母材/钎缝界面结构转变为Cu/CuAl2, 接头抗剪切强度最低, 为31.6 MPa.
关键词:
Abstract
The Cu/Al dissimilar metal joint is a compound structure that can efficiently decrease manufacturing costs, reduce product weight, and integrate the advantages of both metals. For the excellent comprehensive properties, the Cu/Al dissimilar metal joint has broad application prospects in air conditioners, refrigerators, cables, electronic components, solar collectors, et al. Brazing is considered as a promising method to join the Cu/Al dissimilar metal for lower residual stress, lower costs, higher precision and better adaption to the structure of joint. Meanwhile, the Zn-Al filler metal is considered as the relatively ideal filler metal due to better property of the Cu/Zn-Al/Al joint. However, the influence of the composition of the Zn-Al filler metal on the interfacial structure near Cu substrate and property of the Cu/Al joint has not been investigated. In this work, the Cu/Al joints were brazed by Zn-15Al, Zn-22Al, Zn-28Al, Zn-37Al and Zn-45Al filler metals, respectively. The influences of the composition of Zn-Al filler metals on the interfacial structure near Cu substrate of the Cu/Al joints were investigated, and the relationships of the composition of the Zn-Al filler metals, the interfacial structure and the shear strength of the Cu/Al joints were described systematically. It was found that the interfacial structure of the Cu/Zn-15Al/Al brazed joint was Cu/Al4.2Cu3.2Zn0.7. For thinner Al4.2Cu3.2Zn0.7 layer (2~3 μm), the shear strength of the joint was higher (66.3 MPa). With the increase of Al content of the filler metal, the thickness of Al4.2Cu3.2Zn0.7 layer at the interface was increased for Cu/Zn-22Al/Al joint, even some CuAl2 phase can be found nearby the Al4.2Cu3.2Zn0.7 layer of Cu/Zn-28Al/Al joint, and the shear strength of the Cu/Al joints were decreased correspondingly. When the Cu/Al joint was brazed by the Zn-37Al filler metal, the interfacial structure near Cu substrate was transformed into Cu/Al4.2Cu3.2Zn0.7/CuAl2. For higher brittleness of CuAl2 layer, the shear strength of the joint was decreased obviously (34.5 MPa). Finally, the interfacial structure of the Cu/Zn-45Al/Al joint was transformed into Cu/CuAl2, the interfacial structure lead to the lower shear strength of the joint, which is only 31.6 MPa.
Keywords:
Cu及其合金具有优良的导电性、导热性、耐蚀性和较高的强度, 被广泛应用于制冷、电工电子、航空航天等领域. 但是, 近年来Cu资源日益短缺, Cu价居高不下. 而Al在地壳中储量极其丰富, 价格相对较低, 导电、导热等性能也较好, 被认为是一种较为理想的Cu替代材料[1-5]. 但是, 由于Cu综合性能优异, 在一些关键部件上并不能完全由Al代替, 可行的办法是在一些非关键部位采用Al代替Cu, 而特定的部位仍然采用Cu来制造[6-8]. Cu和Al 2种金属用于同一部件中, 不可避免地产生Cu/Al异种金属之间的连接问题. 钎焊具有高效率、高精度、低成本和低残余应力等优点, 是较为常见的Cu/Al异种金属连接方法[9-12].
目前, Cu/Al钎焊用钎料主要包括Al-Si系[9]、Sn-Zn系[10]和Zn-Al系[11-18] 3大类. 其中, Zn-Al系钎料钎焊Cu/Al接头的力学性能较优, 被认为是较为理想的Cu/Al钎焊用钎料[11,19,20]. 但是, 由于Al-Cu原子间较大的化学亲和力, 采用Zn-Al钎料钎焊Cu/Al接头时, Cu母材/钎缝界面处易形成以Al-Cu-Zn化合物[12]或Al-Cu化合物[13-15]为主的脆性界面层, 在外力作用下接头往往断裂在该脆性界面层处.
Xiao等[12]研究了Cu/Zn-3Al/Al钎焊接头中Cu母材/钎缝界面结构和力学性能, 发现接头中Cu母材/钎缝界面主要由Al4.2Cu3.2Zn0.7化合物层组成. 并且, 随着界面处Al4.2Cu3.2Zn0.7层厚度的增加, 接头抗剪切强度逐渐下降. Ji等[13,14]研究发现, 采用Zn-22Al系钎料钎焊Cu/Al接头时, Cu母材/钎缝界面主要由脆性CuAl2层构成; 当界面处CuAl2层厚度减小27.6%和45.8%时, Cu/Al接头的抗剪切强度相应提高13.4%和30.3%.
可见, Cu/Zn-Al/Al钎焊接头中Cu母材/钎缝界面结构(界面化合物类型及厚度)是影响接头力学性能的重要因素, 且不同成分Zn-Al钎料钎焊获得的Cu/Al接头中, Cu母材/钎缝界面结构也不同. 但是, Zn-Al钎料成分对Cu/Al钎焊接头界面结构的影响目前报道较少, 接头中Cu母材/钎缝界面结构随Zn-Al钎料成分变化的规律及原因目前尚不清楚. 另外, Cu/Zn-Al/Al接头中Cu母材/钎缝界面结构差异与接头力学性能变化的对应关系, 目前也缺乏系统研究.
本工作分别采用Zn-15Al, Zn-22Al, Zn-28Al, Zn-37Al和Zn-45Al (质量分数, %) 5种钎料钎焊获得Cu/Al接头, 系统研究了Zn-Al钎料成分对Cu/Al钎焊接头界面结构和性能的影响, 并阐释了钎料成分-Cu母材/钎缝界面结构-接头力学性能的关系.
实验用Zn-Al钎料采用99.995%的纯Al和99.999%的纯Zn在坩埚熔炼炉中熔炼而成. 同时, 为了防止钎料合金在熔炼过程中被氧化, 采用NaCl∶KCl=1∶1熔盐进行覆盖保护. 熔炼所得Zn-Al钎料的熔化温度, 采用CR-G型高温差热分析仪(DTA)在Ar气保护下进行测定, 测试结果见表1. 实验母材采用尺寸为60 mm×20 mm×3 mm的1060纯Al板和尺寸为60 mm×20 mm×2 mm 的TP2脱氧纯Cu板. 实验前, 先对母材进行化学处理, 去除表面油污和氧化膜, 清洗干净后风干备用.
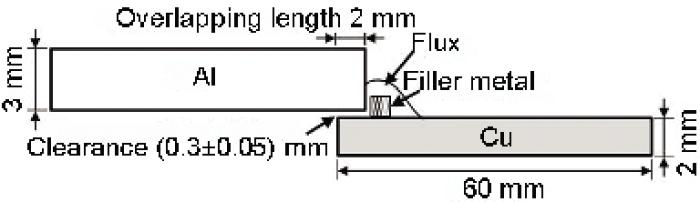
Cu/Al接头采用搭接方式装配, 搭接长度为2 mm, 搭接间隙为(0.3±0.05) mm, 钎焊接头装配示意图见图1. 钎焊过程中使用的钎剂为无腐蚀CsF-AlF3钎剂, 熔化区间为415~488 ℃. Cu/Al接头在Ar气保护钎焊炉中完成连接. 由于在实际应用中, 钎焊温度应高于钎料熔点25~60 ℃为宜[21], 所以本实验采用各Zn-Al钎料液相线温度+30 ℃为钎焊温度(见表1). 实验过程中, 炉膛升温速率40 ℃/min, 钎焊保温时间40 s. 为改善接头的力学性能, 保温结束后, 将接头在钎焊温度下快速从钎焊炉中取出, 并淬火冷却[22].
钎焊获得Cu/Al接头的界面结构及断口形貌采用Quanta 250型扫描电子显微镜(SEM)进行观察分析. Cu/Al接头界面区的物相组成, 采用STOFD ARMSTADT STOE/2(CuKa)型X射线衍射仪(XRD)进行分析. XRD分析前将Cu/Al接头Al母材一侧去除, 剩余接头部分打磨至Cu母材/钎缝界面附近制成XRD样品. Cu/Al钎焊接头的抗剪切强度按照GB/T11363-2008, 采用MTS810型万能材料试验机进行测试, 每种Zn-Al钎料钎焊的Cu/Al接头均测试3件, 并取平均值.
表1 Zn-Al钎料的熔化温度和钎焊温度
Table 1 Melting points and brazing temperatures of the Zn-Al filler metals
| Filler metal | TS | TL | TB |
|---|---|---|---|
| Zn-15Al | 382 | 457 | 487 |
| Zn-22Al | 407 | 490 | 520 |
| Zn-28Al | 423 | 505 | 535 |
| Zn-37Al | 490 | 540 | 570 |
| Zn-45Al | 505 | 559 | 589 |
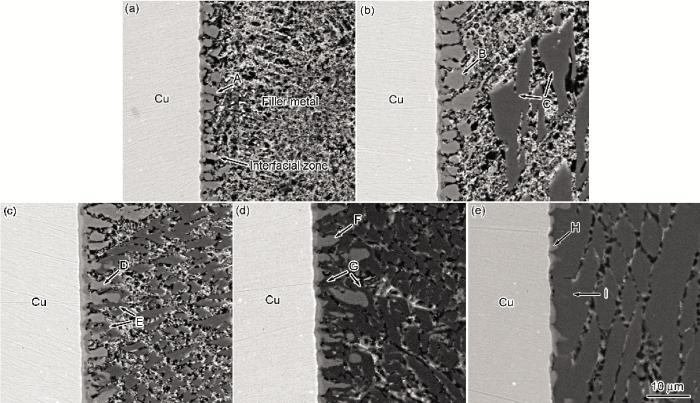
图2 5种成分Zn-Al钎料钎焊Cu/Al接头中Cu母材/钎缝界面区SEM像
Fig.2 SEM images of the interfacial zones near Cu substrate of the Cu/Al joints brazed with Zn-15Al (a), Zn-22Al (b), Zn-28Al (c), Zn-37Al (d) and Zn-45Al (e)
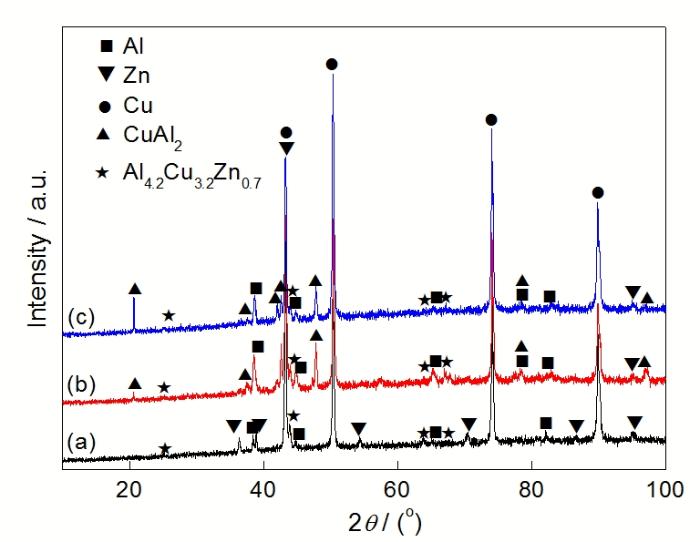
图2为采用5种成分Zn-Al钎料, 钎焊获得Cu/Al接头中Cu母材/钎缝界面区的显微组织. Cu/Zn-15Al/Al接头中Cu母材/钎缝界面区显微组织如图2a所示. 从图中可以看出, 接头中Cu母材/钎缝界面区由浅灰色、带有细小突起的界面层(A)组成, 厚度2~3 μm. EDS分析结果(表2)表明, 该界面层由Al-Cu-Zn化合物组成. 根据接头中Cu母材/钎缝界面区的XRD分析结果(图3a), 界面区中只存在一种Al4.2Cu3.2Zn0.7化合物. 所以, Cu/Zn-15Al/Al接头中Cu母材/钎缝界面结构为Cu/Al4.2Cu3.2Zn0.7. 此外, 根据XRD结果和文献[17~19]的研究结果, 靠近Al4.2Cu3.2Zn0.7界面层的钎缝主要由a-Al和h-Zn固溶体组成. 图2b为Cu/Zn-22Al/Al钎焊接头中Cu母材/钎缝界面区显微组织. 相对于Cu/Zn-15Al/Al接头, Cu/Zn-22Al/Al接头中Cu母材/钎缝界面层(B)明显增厚, 为5~6 μm, 且邻近界面处的钎缝中出现新的深灰色物相(C). 根据EDS分析结果(表2)和接头界面区XRD结果(图3b), 界面层仍由Al4.2Cu3.2Zn0.7组成, 而钎缝中新出现深灰色物相(C)为CuAl2. 图2c为Cu/Zn-28Al/Al钎焊接头中Cu母材/钎缝界面区显微组织. Cu/Zn-28Al/Al接头中Cu母材/钎缝界面仍由带有突起的浅灰色界面层(D)组成, 界面层厚度没有明显增大. 但是, 在界面层(D)的少量粗大突起周围形成深灰色相(E). 根据EDS分析结果(表2), 并参考Cu/Zn-15Al/Al和Cu/Zn-22Al/Al接头界面处物相的研究结果, 界面层(D)与深灰色物相(E)分别由Al4.2Cu3.2Zn0.7和CuAl2组成. 虽然, 接头界面处出现少量CuAl2, 但该界面仍主要由Al4.2Cu3.2Zn0.7层构成, 界面结构仍为Cu/Al4.2Cu3.2Zn0.7. 图2d为Cu/Zn-37Al/Al钎焊接头中Cu母材/钎缝界面区显微组织. EDS (表2)和XRD分析结果(图3c)表明, 该接头界面处仍存在连续的Al4.2Cu3.2Zn0.7层(F). 但是, Al4.2Cu3.2Zn0.7层靠近钎缝一侧出现大量的深灰色物相(G), 并且导致较大的Al4.2Cu3.2Zn0.7突起发生断裂. Al4.2Cu3.2Zn0.7层与物相(G)共同构成了Cu母材/钎缝界面区. 根据EDS分析结果(表2)和界面处XRD分析结果(图3c), 物相(G)为CuAl2. 可见, 当采用Al含量较高的Zn-37Al钎料钎焊Cu/Al接头时, Cu母材/钎缝界面结构由Cu/Al4.2Cu3.2Zn0.7转变为Cu/Al4.2Cu3.2Zn0.7/CuAl2. 图2e为Cu/Zn-45Al/Al钎焊接头中Cu母材/钎缝界面处显微组织. 从图中看出, Cu母材/钎缝界面区存在浅灰色物相(H)和深灰色物相(I). 根据EDS分析结果(表2), 界面处化合物种类没有变化, 物相(H)和(I)仍分别为Al4.2Cu3.2Zn0.7和CuAl2. 但是, 界面处Al4.2Cu3.2Zn0.7明显减少, 不能形成连续的层状分布, 界面区主要由厚大CuAl2组成.
表2 图2中Cu/Al接头界面区物相的EDS分析结果
| Filler metal | Position | Atomic fraction / % | Possible phase | ||
|---|---|---|---|---|---|
| Al | Cu | Zn | |||
| Zn-15Al | A | 55.15 | 34.12 | 10.23 | Al4.2Cu3.2Zn0.7 |
| Zn-22Al | B | 55.00 | 35.96 | 9.03 | Al4.2Cu3.2Zn0.7 |
| C | 68.34 | 28.26 | 3.40 | CuAl2 | |
| Zn-28Al | D | 53.77 | 35.34 | 10.89 | Al4.2Cu3.2Zn0.7 |
| E | 67.88 | 26.77 | 5.35 | CuAl2 | |
| Zn-37Al | F | 55.14 | 37.59 | 7.27 | Al4.2Cu3.2Zn0.7 |
| G | 67.99 | 29.25 | 2.77 | CuAl2 | |
| Zn-45Al | H | 56.33 | 38.50 | 5.17 | Al4.2Cu3.2Zn0.7 |
| I | 69.09 | 28.94 | 1.96 | CuAl2 | |
图3 Cu/Al钎焊接头中Cu母材/钎缝界面区的XRD谱
Fig.3 XRD spectra of the interfacial zones near Cu substrate of the Cu/Al joints brazed with Zn-15Al (a), Zn-22Al (b) and Zn-37Al (c)
可见, 随着Zn-Al钎料中Al含量的提高, Cu/Zn-Al/Al钎焊接头中Cu母材/钎缝界面结构发生明显的变化. 当Al含量在15%~28%时, 接头界面结构为Cu/Al4.2Cu3.2Zn0.7; 当Al含量达到37%时, 接头界面结构转变为Cu/Al4.2Cu3.2Zn0.7/CuAl2; 而当Al含量继续增大至45%时, 接头界面结构转变为Cu/CuAl2.
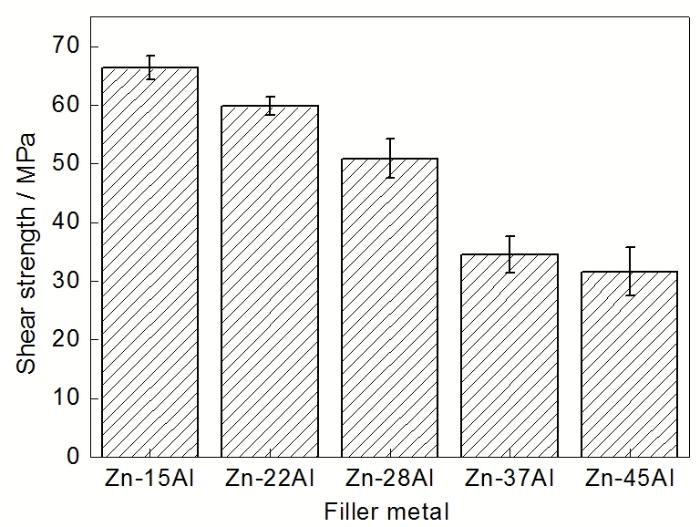
Zn-Al钎料成分的变化明显引起Cu/Zn-Al/Al钎焊接头界面化合物种类及化合物层厚度的变化, 这种接头界面结构的转变势必对Cu/Al接头的力学性能产生显著的影响. 图4为5种不同成分Zn-Al钎料钎焊Cu/Al接头的抗剪切强度. 可以看出, 在本实验条件下, 随着Zn-Al钎料中Al含量的提高, Cu/Zn-Al/Al钎焊接头的抗剪切强度呈逐渐下降的趋势. 其中, Cu/Zn-15Al/Al接头具有较高的抗剪切强度, 可达到66.3 MPa; Cu/Zn-22Al/Al接头次之, 达到59.8 MPa; Cu/Zn-28Al/Al接头稍差, 仅为50.9 MPa. 但是, 采用这3种钎料钎焊Cu/Al接头时, 抗剪切强度均高于50 MPa, 达到Al母材强度的72.5%以上. 值得注意的是, 当采用Al含量较高的Zn-37Al和Zn-45Al钎料钎焊Cu/Al接头时, 接头抗剪切强度大幅降低, 分别为34.5和31.6 MPa, 大幅低于Cu/Zn-15Al/Al, Cu/Zn-22Al/Al和Cu/Zn-28Al/Al接头的抗剪切强度.
Zn-Al钎料成分的变化明显改变了Cu/Zn-Al/Al接头中Cu母材/钎缝处的界面结构. 随着钎料中Al含量的提高, 接头中Cu母材/钎缝界面结构由Cu/Al4.2Cu3.2Zn0.7逐渐向Cu/CuAl2转变. 这种转变是由于Al4.2Cu3.2Zn0.7和CuAl2先后在界面处析出及相互作用而引起的.
图4 5种成分Zn-Al钎料钎焊Cu/Al接头的抗剪切强度
Fig.4 Shear strength of Cu/Al joints brazed with Zn-Al filler metals
通常, 为了减小形核难度, 金属间化合物的析出易发生在已存在的界面上[23], 如本实验中的Cu母材表面. 根据文献[10, 12, 24~26]的研究结果, Al4.2Cu3.2Zn0.7由于形成能较低, 较Al-Cu化合物(如CuAl2, CuAl和Cu9Al4)更易在Cu母材表面析出, 本研究结果也再次验证这一结论. 在采用Al含量最低的Zn-15Al钎料钎焊Cu/Al接头时, Al4.2Cu3.2Zn0.7首先在Cu母材表面析出, 并垂直于界面向钎缝中生长, 形成带有细小突起、连续分布的金属间化合物层(图2a). 此时, Cu/Zn-15Al/Al接头界面处形成Cu/Al4.2Cu3.2Zn0.7界面结构.
采用Zn-22Al钎焊接头时, 液态钎缝中Al相对含量提高, 加剧Al4.2Cu3.2Zn0.7在Cu母材表面析出[12], Al4.2Cu3.2Zn0.7层变厚. 同时, 另一种化合物——CuAl2开始在Cu母材/钎缝界面附近的钎缝中析出(图2b). 而在Cu/Zn-28Al/Al接头中, CuAl2的析出作用加强, 甚至出现少量CuAl2依附于界面处Al4.2Cu3.2Zn0.7层表面析出的现象(图2c). 虽然, Cu/Zn-22Al/Al和Cu/Zn-28Al/Al接头界面仍主要由Al4.2Cu3.2Zn0.7组成, 但CuAl2的出现开始逐渐引起界面结构的变化. 这种转变在Zn-37Al和Zn-45Al钎料钎焊Cu/Al接头时表现尤其明显.
在Cu/Zn-37Al/Al接头的Cu母材/钎缝界面处, 大量CuAl2直接依附于Al4.2Cu3.2Zn0.7层析出, 并形成与之相连的化合物层, 界面结构转变为Cu/Al4.2Cu3.2Zn0.7/CuAl2. 同时, 大量CuAl2的出现也抑制了界面处Al4.2Cu3.2Zn0.7的析出, 甚至使界面处较大的Al4.2Cu3.2Zn0.7突起折断, 阻碍Al4.2Cu3.2Zn0.7向钎缝中生长(图2d).
在Cu/Zn-45Al/Al接头中, 钎缝中Al的相对含量进一步提高, 界面附近析出的CuAl2进一步抑制Al4.2Cu3.2Zn0.7在Cu母材表面析出长大, Al4.2Cu3.2Zn0.7层变薄, 甚至无法形成连续层状分布. 在界面处的一些区域, CuAl2开始直接与Cu母材相连, 界面结构最终转变为Cu/CuAl2 (图2e).
所以, Zn-Al钎料中Al含量的提高, 促进CuAl2在Cu母材/钎缝界面析出, 析出的CuAl2又抑制Al4.2Cu3.2Zn0.7在Cu母材表面的析出长大, 从而引起Cu/Al接头界面发生Cu/Al4.2Cu3.2Zn0.7→Cu/Al4.2Cu3.2Zn0.7/CuAl2→Cu/CuAl2的转变.
Cu/Al接头界面化合物层由细小的Al4.2Cu3.2Zn0.7层转变为厚大的CuAl2层, 势必恶化接头的抗剪切强度[27,28], 接头界面结构对接头抗剪切强度的影响直接反映在接头的断口形貌上. 图5为5种成分Zn-Al钎料钎焊Cu/Al接头Cu母材一侧的断口形貌, 5种接头均断裂在Cu母材/钎缝界面处. Cu/Zn-15Al/Al接头断口形貌如图5a所示, 断口由细小韧窝(J)和脆性断裂所产生的解理面(K)共同构成. 经EDS分析, 韧窝J处成分为53.9Al-36.92Cu-9.18Zn. 结合本文2.1节中对界面化合物的分析, 可以确定韧窝J为Al4.2Cu3.2Zn0.7发生韧性沿晶断裂而形成. 解理面K处成分为46.27Al-44.64Cu-9.1Zn, 可以确定该处由Al4.2Cu3.2Zn0.7层根部脆性穿晶断裂而形成. 接头Cu母材/钎缝界面Al4.2Cu3.2Zn0.7层较薄(2~3 μm), 且带有细小突起, 裂纹扩展所需能量较大, 是接头出现韧性沿晶断裂的主要原因, Cu/Zn-15Al/Al接头也因此具有较高的抗剪切强度. 图5b为Cu/Zn-22Al/Al接头的断口形貌. 由于Cu/Zn-22Al/Al接头中Cu母材/钎缝界面处Al4.2Cu3.2Zn0.7层的厚度增大(5~6 μm), 相对于Cu/Zn-15Al/Al接头的断口形貌, Cu/Zn-22Al/Al接头断口中韧窝数量明显减少, 而脆性断裂所产生的解理面明显增大, 所以Cu/Al接头的抗剪切强度也随之降低. 图5c为Cu/Zn-28Al/Al接头的断口形貌. 断口中脆性断裂所产生的解理面所占面积进一步增大, 这是由于接头Cu/钎缝界面处较厚的Al4.2Cu3.2Zn0.7层和界面层处少量脆性CuAl2, 降低了裂纹延伸所需的能量, 接头更易发生脆性断裂, 接头强度进一步降低. 图5d为Cu/Zn-37Al/Al接头的断口形貌. 断口中除了由于Al4.2Cu3.2Zn0.7层脆性断裂所产生的解理面L, 还出现了一种新解理面M. 根据EDS结果, 解理面M处物相成分为63.91Al-32.78Cu-3.31Zn. 根据本文2.1中Cu/Zn-37Al/Al接头界面处物相的研究结果, 解理面M可以确定为CuAl2发生断裂而产生. 这是由于Cu/Zn-37Al/Al接头的界面结构此时已经转变为Cu/Al4.2Cu3.2Zn0.7/CuAl2, 由于CuAl2极脆, 裂纹易于在该化合物处萌生和生长, 加剧接头脆性断裂[13,14]. 所以, 相对于Cu/Zn-15Al/Al, Cu/Zn-22Al/Al和Cu/Zn-28Al/Al接头, Cu/Zn-37Al/Al接头的抗剪切强度开始大幅下降. 图5e为Cu/Zn-45Al/Al接头的断口形貌, 接头断口完全转变为脆性解理断裂方式. 其中, 解理面N经EDS分析, 其成分为65.70Al-31.17Cu-3.13Zn, 为CuAl2化合物. 接头Cu母材/钎缝界面处厚大的CuAl2层, 成为接头脆性断裂的裂纹源, 进一步降低了接头的力学性能.
图5 5种成分Zn-Al钎料钎焊Cu/Al接头的断口形貌
Fig.5 Fractographs of the Cu/Al joints brazed with Zn-15Al (a), Zn-22Al (b), Zn-28Al (c), Zn-37Al (d) and Zn-45Al (e)
根据Cu/Zn-Al/Al接头Cu母材/钎缝界面结构、力学性能和断口形貌的研究结果, Zn-Al钎料成分对Cu/Zn-Al/Al接头中Cu母材/钎缝界面结构和接头抗剪切性能有显著的影响. 当钎料中Al含量为15%~28%时, Cu/Zn-Al/Al接头界面结构为Cu/Al4.2Cu3.2Zn0.7, 并且较薄的Al4.2Cu3.2Zn0.7层有利于接头的抗剪切性能. 当钎料中Al含量达到37%时, 接头界面结构为Cu/Al4.2Cu3.2Zn0.7/CuAl2, 厚大脆性CuAl2层在界面处出现, 使接头的抗剪切性能急剧下降. 而当钎料中Al含量继续增大至45%时, 接头界面结构转变为Cu/CuAl2, 接头的抗剪切性能最差. 因此, 选用Zn-Al钎料钎焊Cu/Al接头时, Zn-Al钎料中Al含量不应超过28%.
(1) 当Zn-Al钎料中Al含量为15%~28%时, Cu/Zn-Al/Al接头界面结构为Cu/Al4.2Cu3.2Zn0.7. 当钎料中Al含量达到37%时, 接头界面结构转变为Cu/Al4.2Cu3.2Zn0.7/CuAl2. 而当钎料中Al含量继续增大至45%时, 接头界面结构转变为Cu/CuAl2. Cu/Al接头界面结构的转变是由于Al4.2Cu3.2Zn0.7和CuAl2先后在界面处析出及相互作用而引起的.
(2) 由于Cu/Zn-15Al/Al接头界面处由厚度2~3 μm的Al4.2Cu3.2Zn0.7层组成, 接头具有较高的抗剪切强度, 为66.3 MPa. 采用Zn-37Al钎焊Cu/Al接头时, 接头界面转变为Cu/Al4.2Cu3.2Zn0.7/CuAl2, 由于脆性厚大CuAl2层的出现, 接头抗剪切强度大幅下降, 为34.5 MPa. 而Cu/Zn-45Al/Al接头中界面结构为Cu/CuAl2, 接头抗剪切强度最低, 仅为31.6 MPa.
(3) Cu/Al钎焊接头中Cu母材/钎缝界面结构是影响接头力学性能的主要因素, 一旦Cu母材/钎缝界面处出现连续的CuAl2层, 接头的强度将急剧下降. 因此, 选用Zn-Al钎料钎焊Cu/Al接头时, Zn-Al钎料中Al元素含量不应超过28%.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}