多晶高温合金铸件一般在中、低温环境下应用, 在这种条件下细小等轴晶粒表现出比粗大尺寸的等轴晶粒更优异的力学性能. 采用普通多晶铸造工艺生产的铸件存在局部晶粒粗大、组织不均匀等问题, 导致合金中、低温的力学性能下降, 尤其是疲劳性能大幅度下降[1 ] , 严重地影响了铸件的服役寿命. 因此, 细化晶粒是提高多晶铸件力学性能、延长铸件服役寿命的关键.
在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义.
1 实验方法
实验所用合金为一种多晶铸造镍基高温合金, 其主要化学成分(质量分数, %)为: Cr 12, Co 8, Mo 2, W 4, Ta 5, Al 6, Ti 4, Ni余量. 该合金将在燃气环境下服役, 服役温度约在500~800 ℃, 并承受循环应力作用. 因此合金需要具有较高的中、高温强度和较高的疲劳抗力.
采用真空感应技术熔炼母合金锭, 采用不同铸造工艺制备不同晶粒尺寸的成型试样, 最终获得直径8 mm, 长70 mm的试样. 铸造工艺具体如下: (1) Rg1, 浇注温度为1500 ℃; (2) Rg2, 浇注温度为1480 ℃; (3) Rg3, 浇注温度为1460 ℃; (4) Rf1, 浇注温度为1500 ℃, 型壳表面添加细化剂; (5) Rf2, 浇注温度为1500 ℃, 型壳表面和合金熔体内添加细化剂; (6) Rf3, 浇注温度为1460 ℃, 型壳表面和合金熔体内添加细化剂. 上述工艺采用的是消失模精密铸造工艺, 采用相同的精炼温度、预烧壳温度、同一台浇注设备、同一炉熔炼的合金锭. 除了浇注温度、型壳表面是否预处理及是否孕育处理之外, 其它铸造过程相同.
测试合金Rg1, Rg3, Rf1和Rf2工艺状态下的持久和拉伸性能, 每种条件下测试3个试样, 取平均值. 将试样分别按行业标准HB2591-S034和HB2591-S034加工成持久和拉伸试样. 室温拉伸在SANS-CMT5205型电子万能试验机上进行. 持久实验在FC-20型高温持久试验机上进行, 温度波动在±2 ℃, 形变量测量精度为10- 4 . 持久实验温度分别为760和982 ℃. 测试合金在Rg1, Rg2和Rf2工艺状态下的高周疲劳性能, 高周疲劳实验在PLG-17C疲劳机上进行, 实验温度550 ℃, 应变比R=-1, 实验波形为正弦波, 频率120~130 HZ, 温度波动在±3 ℃.
采用 CuSO4 腐蚀液对金相试样进行腐刻, 腐蚀液组分与配比为 44%CuSO4 +33%HCl+23%H2 O (体积分数). 显微组织观察和分析分别在MF-3型光学显微镜(OM)和配有能谱分析仪(EDS)的Cambridge-S360型扫描电子显微镜(SEM)上进行.
2 结果与讨论
图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础.
图1 不同铸造工艺下实验合金的晶粒组织
Fig.1 Grain structures of tested alloy at conditions of Rg1 (a), Rg2 (b), Rg3 (c), Rf1 (d), Rf2 (e) and Rf3 (f) (Rg1—pouring temperature at 1500 ℃, Rg2—pouring temperature at 1480 ℃, Rg3—pouring temperature at 1460 ℃, Rf1—the first refining process, Rf2—the second refining process, Rf3—the third refining process)
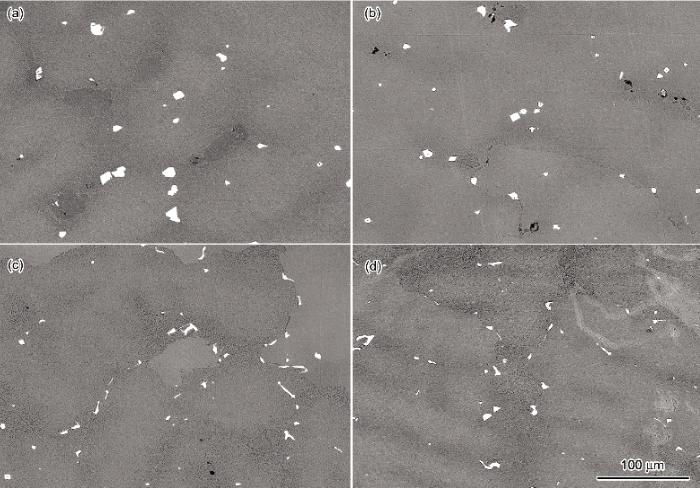
实验合金中主要含有γ 相、γ ' 相和碳化物. 不同铸造工艺下获得的γ ' 相形态如图2所示. Rg1和Rg3工艺与Rf1和Rf2工艺下合金中的γ ' 相形态有所差别(图2a~d); Rf1和Rf2工艺获得的γ ' 相显得细小(图2c和d). 这2种工艺下的碳化物形态也有差别, Rg1和Rg3工艺下的晶粒中碳化物都呈正方形(图3a和b), 而Rf1和Rf2工艺晶粒中的碳化物为不规则的颗粒状, 尺寸比较细小(图3c和d). Liu等[5 ,6 ] 也发现IN738合金细晶中碳化物比粗大晶粒中的细小.
晶粒形态与尺寸的变化与合金的力学性能之间具有一定的联系. 表1列出不同工艺下实验合金的室温拉伸性能的测试结果. 晶粒状态为Rg1时, 合金的室温抗拉强度为1071.2 MPa, 屈服强度为952.6 MPa, 延伸率为5.50%. 当晶粒尺寸减小, 为Rg3状态时, 抗拉强度为1080.2 MPa, 屈服强度为960.4 MPa, 延伸率为6.00%, 有所增加. 晶粒尺寸继续减小, 为细小柱状晶Rf1状态时, 抗拉强度为1135.5 MPa, 屈服强度为996.9 MPa, 延伸率为6.50%. 可见, 合金室温拉伸性能随晶粒尺寸的减少而提高, 细化晶粒明显改善了合金的拉伸性能. 当晶粒尺寸降低为Rf2状态时, 抗拉强度为1143.6 MPa, 屈服强度为990.6 MPa, 延伸率为7.43%, 抗拉强度和延伸率在4种晶粒状态中最高. Rf2状态时, 合金中形成的主要是等轴晶粒, 而且尺寸均匀. 与柱状晶相比, 这种晶粒状态对合金的中、低温力学性能更有利.
图2 不同铸造工艺条件下实验合金中γ' 相的形貌
Fig.2 Morphologies of γ' phase in tested alloy at conditions of Rg1 (a), Rg3 (b), Rf1 (c) and Rf2 (d)
表2为不同铸造工艺下合金试样在760 ℃和662 MPa条件下持久性能实验结果. 当晶粒状态为Rg1, Rg3, Rf1和Rf2时, 合金持久寿命依次为51.6, 90.2, 126.8和162.4 h; 延伸率依次为5.63%, 6.40%, 7.30%和8.42%. 可见, 随着晶粒尺寸减小, 合金持久寿命和延伸率逐渐增加. 当晶粒为Rf2状态时, 持久寿命和延伸率达到最高. 在中、低温度时, 晶界具有强化合金的作用; 细小晶粒, 晶界面积大, 阻碍变形抗力较大, 同时晶界协调作用大. 因此, 使晶粒细小, 不仅有利于提高持久寿命, 而且改善延伸率[24 ] . 在相同面积内, 等轴晶粒的晶界面积比柱状晶的大, 晶界对合金的力学性能的作用更显著[25 ] . 因此, 在760 ℃和662 MPa条件下, Rf2晶粒的持久寿命和延伸率为最高.
图3 不同铸造工艺条件下实验合金中碳化物形貌
Fig.3 Morphologies of carbies in tested alloy at conditions of Rg1 (a), Rg3 (b), Rf1 (c) and Rf2 (d)
表3为不同铸造工艺下合金试样在982 ℃和186 MPa条件下持久性能的实验结果. 与760 ℃和662 MPa条件下的变化规律相反, 在Rg1状态时, 合金的持久寿命平均值为64.3 h; Rg3状态时为58.2 h; Rf1状态时为57.2 h; Rf2状态时为50.1 h. 可见, 持久寿命随晶粒尺寸减小而减小.
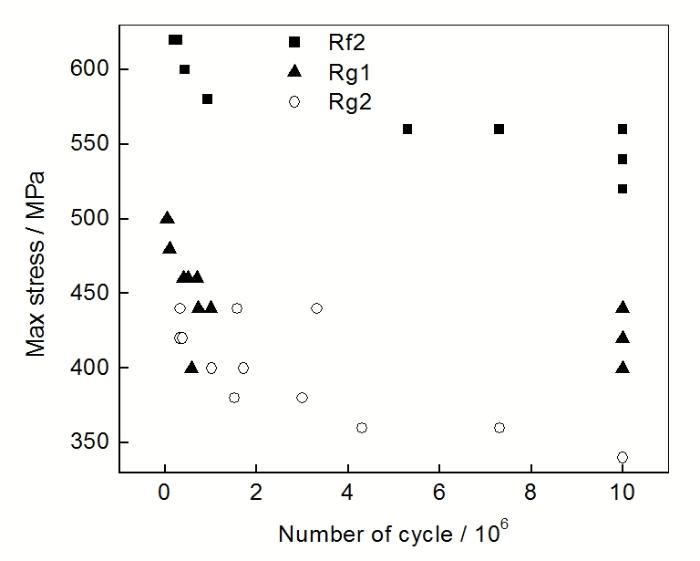
图4 不同晶粒状态下合金的高周疲劳强度极限与循环周次的关系曲线
Fig.4 Effects of grain structure on high cycle fatigue properties of superalloy
图4是Rg1, Rg2和Rf2 3种晶粒状态下合金在550 ℃下的高周疲劳极限与循环次数的关系图. 对应的高周疲劳极限分别为340, 420和560 MPa. 由此得出, 随着晶粒尺寸减小, 疲劳极限提高, 在Rf2晶粒状态下疲劳极限最高. 在550 ℃时, 合金强度决定于晶界, Rf2工艺下晶粒最细小, 晶界面积较大, 碳化物和γ ' 相等组成相也比较细小, 这些有利于抵抗疲劳变形, 提高疲劳强度. 刘发信等[26 ] 报道, 在600 ℃下, K418B细晶中碳化物和强化相比较细小, 延缓了疲劳裂纹的萌生与扩展.
3 结论
(1) 采用Rf1,Rf2和Rf3细晶铸造工艺获得了边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒, 比Rg1, Rg2和Rg3工艺铸造的晶粒细小. 而且, 其中的γ ' 相和碳化物比Rg1和Rg3工艺下的也细小.
(2) 实验合金的室温拉伸性能随晶粒尺寸降低而提高.
(3) 实验合金在550 ℃下高周疲劳性能随晶粒尺寸降低而提高.
(4) 实验合金在760 ℃和662 MPa条件下的持久性能随晶粒尺寸减小而提高, 但在982 ℃和186 MPa条件下的持久性能随之降低.
(5) Rf1和Rf2工艺改善了合金的室温拉伸性能和760 ℃, 662 MPa条件下的持久性能, 但对982 ℃, 186 MPa条件下的持久性能不利.
参考文献
文献选项
[1]
Ewing B A Green K A In: Gell M, Kortovin C S, Bricknell R H, Kent W B, Radavich J F eds., Superalloys, Champion: The Metallergical Society of AIME , 1984 : 33
[本文引用: 3]
[2]
McClean M Mater Sci Technol , 1988 ; 4 : 205
[本文引用: 1]
[3]
Bouse G K Behrend M R In: Loria E ed., Mechanical Properties of Microcast-X Alloy 718 Fine Grain Investment Castings, Superalloy 718-Metallurgy and Applications, Warrendale, PA: The Metallurgical Society , 1989 : 319
[本文引用: 1]
[4]
Prichard P D Dalal R P In: Antolovich S D, Stusrud R W, Mackay R A, Anton D L, Khan T, Kissinger R D, Klarstrom D L eds., Superalloys, Champion: The Metallurgical Society of AIME , 1992 : 205
[本文引用: 1]
[5]
Liu L Zhen B L Banerlly A Relf W Scr Metall Mater , 1994 ; 30 : 593
[本文引用: 2]
[6]
Liu L Huang T Xiong Y Yang A Zhao Z Zhang R Li J Mater Sci Eng , 2005 ; A394 : 1
[本文引用: 3]
[7]
Xiong Y Yang A Guo Y Liu W Liu L Sci Technol Adv Mater , 2001 ; 2 : 13
[本文引用: 1]
[8]
Xiong Y H Liu W Yang A M Zhang R Liu L Acta Metall Sin , 1999 ; 35 : 689
[本文引用: 1]
(熊玉华 , 柳 伟 , 杨爱民 , 张 蓉 , 刘 林 . 金属学报 , 1999 ; 35 : 689 )
[本文引用: 1]
[9]
Ma Y Sun J Xie X Hu Y Zhao J Yan P J Mater Sci Technol , 2003 ; 137 : 35
[本文引用: 1]
[10]
Zhang B Cui J Liu G Mater Sci Eng , 2003 ; A355 : 325
[本文引用: 1]
[11]
Paul P C Nasar S A Introduction of Electromagnetic Fields. New York: McGraw-Hill , 1987 : 306
[12]
Li T G Cao Z Q Jin J Z Zhang Z F Mater Trans , 2001 ; 42 : 281
[13]
Cao Z Q Jia F Zhang X G Hao H Jin J Z Mater Sci Eng , 2002 ; A327 : 133
[本文引用: 1]
[14]
Zhou J Xie F X Wu X Q Zhang J Foundry , 2009 ; 58 : 678
[本文引用: 1]
(周俊 , 谢发勤 , 吴向清 , 张军 . 铸造 , 2009 ; 58 : 678 )
[本文引用: 1]
[15]
Zheng J B Ding J Guo Y P Liu L Liu W Li X J Acta Metall Sin , 1998 ; 34 : 362
[本文引用: 1]
(郑建邦 , 丁 洁 , 郭益平 , 刘 林 , 柳 伟 , 李行建 . 金属学报 , 1998 ; 34 : 362 )
[本文引用: 1]
[16]
Zhao H T Shi C X Acta Metall Sin , 1981 ; 17 : 118
[本文引用: 1]
(赵慧田 , 师昌绪 . 金属学报 , 1981 ; 17 : 118 )
[本文引用: 1]
[17]
EI-Bagoury N Nofal A Mater Sci Eng , 2010 ; A527 : 7793
[本文引用: 1]
[18]
Hu H Q Principles of Metal Solidification. Beijing : Machinery Industry Press , 1991 : 48
[本文引用: 1]
(胡汉起 . 金属凝固原理. 北京 : 机械工业出版社 , 1991 : 48 )
[本文引用: 1]
[19]
Herlach D M Mater Sci Eng , 1994 ; R12 : 177
[20]
Peng Z F Acta Metall Sin , 2002 ; 23 : 135
[本文引用: 1]
(彭志方 . 金属学报 , 2002 ; 23 : 135 )
[本文引用: 1]
[21]
Yin F S PhD Dissertation, Institute of Metal Research, Chinese Academy of Sciences, Shenyang , 2003
[本文引用: 1]
(殷凤仕 . 中国科学院金属研究所博士学位论文, 沈阳 , 2003 )
[本文引用: 1]
[22]
Jin W Z Li J Li T J Yin G M Rare Met Mater Eng , 2008 ; 37 : 1012
[本文引用: 1]
(金文中 , 李 军 , 李廷举 , 殷国茂 . 稀有金属材料与工程 , 2008 ; 37 : 1012 )
[本文引用: 1]
[23]
Qiu H Qian H C Samir H A Wu S M Foundry Technol , 2004 ; 25 : 265
[本文引用: 1]
(邱 华 , 钱翰城 , Samir H A 吴仕明 . 铸造技术 , 2004 ; 25 : 265 )
[本文引用: 1]
[24]
Nilsson J O Thorvaldsson T Fatigue Fract Eng Mater Struct , 1985 ; 8 : 4
[本文引用: 1]
[25]
Leverant G R Trans Metall Soc AIME , 1969 : 245
[本文引用: 1]
[26]
Liu F X Yuan W M Tang X Yang A D Acta Metall Sin , 1995 ; 31 (Suppl ): S739
[本文引用: 1]
(刘发信 , 袁文明 , 汤 鑫 , 杨爱德 . 金属学报 , 1995 ; 31 (增刊 ): S739 )
[本文引用: 1]
3
1984
... 多晶高温合金铸件一般在中、低温环境下应用, 在这种条件下细小等轴晶粒表现出比粗大尺寸的等轴晶粒更优异的力学性能. 采用普通多晶铸造工艺生产的铸件存在局部晶粒粗大、组织不均匀等问题, 导致合金中、低温的力学性能下降, 尤其是疲劳性能大幅度下降[1 ] , 严重地影响了铸件的服役寿命. 因此, 细化晶粒是提高多晶铸件力学性能、延长铸件服役寿命的关键. ...
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
... [1 ,2 ]. Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1988
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1989
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1992
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
2
1994
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
... 实验合金中主要含有γ 相、γ ' 相和碳化物. 不同铸造工艺下获得的γ ' 相形态如图2所示. Rg1和Rg3工艺与Rf1和Rf2工艺下合金中的γ ' 相形态有所差别(图2a~d); Rf1和Rf2工艺获得的γ ' 相显得细小(图2c和d). 这2种工艺下的碳化物形态也有差别, Rg1和Rg3工艺下的晶粒中碳化物都呈正方形(图3a和b), 而Rf1和Rf2工艺晶粒中的碳化物为不规则的颗粒状, 尺寸比较细小(图3c和d). Liu等[5 ,6 ] 也发现IN738合金细晶中碳化物比粗大晶粒中的细小. ...
3
2005
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
... 实验合金中主要含有γ 相、γ ' 相和碳化物. 不同铸造工艺下获得的γ ' 相形态如图2所示. Rg1和Rg3工艺与Rf1和Rf2工艺下合金中的γ ' 相形态有所差别(图2a~d); Rf1和Rf2工艺获得的γ ' 相显得细小(图2c和d). 这2种工艺下的碳化物形态也有差别, Rg1和Rg3工艺下的晶粒中碳化物都呈正方形(图3a和b), 而Rf1和Rf2工艺晶粒中的碳化物为不规则的颗粒状, 尺寸比较细小(图3c和d). Liu等[5 ,6 ] 也发现IN738合金细晶中碳化物比粗大晶粒中的细小. ...
1
2001
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1999
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1999
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
2003
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
2003
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
2002
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
2009
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
2009
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1998
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1998
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1981
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1981
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
2010
... 在20世纪80年代, 美国开始研究细晶铸造工艺和机理及其应用, 采用Microscast-X, Grainex和Spray-X等先进的细晶铸造技术制备出细晶铸件[1 -4 ] . Microscast-X方法是通过增加过冷度以均质形核的方式细化晶粒, 使晶粒度等级达到ASTM3-5水平[1 ,2 ] . Grainex细晶铸造方法的核心技术是旋转铸型, 利用离心力打碎液-固界面上的枝晶, 进行异质形核, 使晶粒度等级达到ASTM2-3[3 ] . Liu 等[5 ] 的研究表明, 通过降低合金的过热度能够细化IN738合金铸件的晶粒. Liu等{6 ] 发现添加细化剂可使晶粒细化. Xiong等[7 ,8 ] 指出过热度控制在25~76 ℃范围内浇注的晶粒具有较高的强度. Ma等[9 ] 研究了IN718合金细小晶粒的特征和枝晶粗化机理. 文献[10 ~13 ]提出低频电磁场能够细化晶粒, 可以改善合金的组织结构与宏观偏析. 周俊等[14 ] 指出低过热度可使DZ125L合金的晶粒细化. 文献[15 ,16 ]研究了一种镍基细化剂可使K4169合金整体晶粒细化至0.1~0.2 mm. EI-Bagoury等[17 ] 报道高温合金中强化相随过热度升高而长大, 这对合金的中、低温强度不利. 上述研究主要报道了细化晶粒的方法及其效果, 但在晶粒尺寸对合金的组织与力学性能的影响方面报道较少. 本工作中实验合金为最新研制的多晶镍基高温合金, 与之相近的合金Alloy713LC, IN792和IN792MOD的细晶铸件在国外已经获得广泛应用, 主要应用于内部厚大、外围为薄壁的整体涡轮盘件. 我国在高温合金细晶方面的研究不多, 对细晶铸件的应用较少, 实验合金的细晶铸件将在500~800 ℃ 下使用, 其零件晶粒度要求不大于2 mm, 晶粒状态为等轴晶, 厚薄各处晶粒状态一致, 且要求晶粒尺寸均匀, 因此研究实验细晶合金的组织与力学性能, 阐述合金的晶粒度与力学性能之间的关联性, 对细晶铸件的应用具有重要的意义. ...
1
1991
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
1991
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
2002
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
2002
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
2003
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
2003
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
2008
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
2008
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
2004
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
2004
... 图1a~c是常规工艺下采用3种浇注温度获得的合金晶粒组织, 均为柱状晶. 浇注温度为1500 ℃时, 柱状晶尺寸较大(图1a); 浇注温度降低时, 柱状晶变小(图1b和c). 重熔时测得合金的初凝温度为1368 ℃, 因此在1460 ℃时合金的过热度为92 ℃; 1500 ℃时过热度达到132 ℃. 浇注温度降低, 合金液过热度小, 冷却速率快, 形核速度快, 形核数量增加, 导致在相同空间内, 晶粒数量增加, 尺寸变小[18 -20 ] . 而过热度提高, 形核数量减少, 晶粒生长变得缓慢[21 ] , 导致晶粒粗大、数量减少. 图1d~f是3种细晶铸造工艺下的晶粒形态与尺寸. 采用第1种细晶铸造工艺获得的晶粒组织, 外部为非常细小的柱状晶, 宽边边长在1 mm以下, 内部明显形成一个粗大等轴晶(图1d). 这种工艺方法是在型壳表面预植晶种, 使晶粒在已有晶核上生长, 得到细小柱状晶. 图1e是采用第2种细晶铸造工艺获得的晶粒组织, 边缘为非常细小的等轴晶, 边缘向内为宽边边长在0.2 mm以下的细长柱状晶, 内部为尺寸为0.5 mm左右的等轴晶粒. 这种方法是在合金液中播散大量外来晶核, 使其生长, 获得内部等轴晶和外部细小柱状晶的晶粒状态. 第3种细晶铸造工艺是在第2种细晶铸造工艺基础上降低浇注温度, 其晶粒组织与第2种细晶铸造工艺获得的结果相近(图1f). 这2种方法都是在试样的表面和心部加入大量外来核心促使异质形核, 最终达到细晶的目的, 不同的是第3种细晶铸造工艺获得等轴晶面积较大, 晶粒尺寸更小. Liu等[6 ] 报道IN738合金的晶粒尺寸可细化到0.5~0.8 mm. 相比之下, 实验合金的晶粒更细小. K417和K418等合金均采用表面细化方法来实现合金的晶粒细化, 其细晶铸件已经成功应用[22 ,23 ] . 本工作使用表面与内部同时进行异质形核的细化方法不但使实验合金晶粒细化, 而且实现了试样的整体晶粒均匀化, 为合金的应用奠定了基础. ...
1
1985
... 表2为不同铸造工艺下合金试样在760 ℃和662 MPa条件下持久性能实验结果. 当晶粒状态为Rg1, Rg3, Rf1和Rf2时, 合金持久寿命依次为51.6, 90.2, 126.8和162.4 h; 延伸率依次为5.63%, 6.40%, 7.30%和8.42%. 可见, 随着晶粒尺寸减小, 合金持久寿命和延伸率逐渐增加. 当晶粒为Rf2状态时, 持久寿命和延伸率达到最高. 在中、低温度时, 晶界具有强化合金的作用; 细小晶粒, 晶界面积大, 阻碍变形抗力较大, 同时晶界协调作用大. 因此, 使晶粒细小, 不仅有利于提高持久寿命, 而且改善延伸率[24 ] . 在相同面积内, 等轴晶粒的晶界面积比柱状晶的大, 晶界对合金的力学性能的作用更显著[25 ] . 因此, 在760 ℃和662 MPa条件下, Rf2晶粒的持久寿命和延伸率为最高. ...
1
1969
... 表2为不同铸造工艺下合金试样在760 ℃和662 MPa条件下持久性能实验结果. 当晶粒状态为Rg1, Rg3, Rf1和Rf2时, 合金持久寿命依次为51.6, 90.2, 126.8和162.4 h; 延伸率依次为5.63%, 6.40%, 7.30%和8.42%. 可见, 随着晶粒尺寸减小, 合金持久寿命和延伸率逐渐增加. 当晶粒为Rf2状态时, 持久寿命和延伸率达到最高. 在中、低温度时, 晶界具有强化合金的作用; 细小晶粒, 晶界面积大, 阻碍变形抗力较大, 同时晶界协调作用大. 因此, 使晶粒细小, 不仅有利于提高持久寿命, 而且改善延伸率[24 ] . 在相同面积内, 等轴晶粒的晶界面积比柱状晶的大, 晶界对合金的力学性能的作用更显著[25 ] . 因此, 在760 ℃和662 MPa条件下, Rf2晶粒的持久寿命和延伸率为最高. ...
1
1995
... 图4是Rg1, Rg2和Rf2 3种晶粒状态下合金在550 ℃下的高周疲劳极限与循环次数的关系图. 对应的高周疲劳极限分别为340, 420和560 MPa. 由此得出, 随着晶粒尺寸减小, 疲劳极限提高, 在Rf2晶粒状态下疲劳极限最高. 在550 ℃时, 合金强度决定于晶界, Rf2工艺下晶粒最细小, 晶界面积较大, 碳化物和γ ' 相等组成相也比较细小, 这些有利于抵抗疲劳变形, 提高疲劳强度. 刘发信等[26 ] 报道, 在600 ℃下, K418B细晶中碳化物和强化相比较细小, 延缓了疲劳裂纹的萌生与扩展. ...
1
1995
... 图4是Rg1, Rg2和Rf2 3种晶粒状态下合金在550 ℃下的高周疲劳极限与循环次数的关系图. 对应的高周疲劳极限分别为340, 420和560 MPa. 由此得出, 随着晶粒尺寸减小, 疲劳极限提高, 在Rf2晶粒状态下疲劳极限最高. 在550 ℃时, 合金强度决定于晶界, Rf2工艺下晶粒最细小, 晶界面积较大, 碳化物和γ ' 相等组成相也比较细小, 这些有利于抵抗疲劳变形, 提高疲劳强度. 刘发信等[26 ] 报道, 在600 ℃下, K418B细晶中碳化物和强化相比较细小, 延缓了疲劳裂纹的萌生与扩展. ...

 , 孙元, 金涛, 孙晓峰, 胡壮麒
, 孙元, 金涛, 孙晓峰, 胡壮麒



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}