
李凯 , 沙爱学
, 沙爱学
LI Kai, SHA Aixue
中图分类号: TG146.23
通讯作者:
收稿日期: 2014-01-2
修回日期: 2014-03-28
网络出版日期: 2014-06-
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
作者简介:
作者简介: 李凯, 男, 1989年生, 硕士生
展开
摘要
针对α/β型TC18钛合金大型锻棒中心与边部的性能差异, 利用EBSD技术研究了β相的组织差异、织构差异及形变程度差异, 并考察了β相的这些差异对遵循Burgers关系的αp相取向及球化速率的影响. 结果表明, 锻态TC18钛合金中的β相处于不同程度的形变状态, 随位置不同而具有不同的织构, 中心位置β相具有再结晶织构<100>的特点, 并且存在显著的晶粒尺寸不均匀性, 这些因素对中心与边部的性能差异有主要贡献. αp相的球化过程主要在β相晶内亚晶界上完成, 前期随形貌由片状向方块状的变化, 取向关系变化很小; 后期向球形过渡时, 取向关系偏差较大. β相晶粒内的取向差是衡量加工硬化对强度贡献的有效参数, 而α/β两相的取向关系与理想Burgers关系的偏差是揭示球化速度和形变β相晶粒回复程度的有效参数.
关键词:
Abstract
To understand the differences in the mechanical properties between the center and surface regions of large size forged TC18 titanium alloy bar, electron backscatter diffraction (EBSD) technique is applied to reveal the differences in textures and strains in β phase in addition to the microstructures observation. The influence of the states of β phase on the deviation to the Burgers orientation relationship (OR) between α/β phases is also analyzed according to the acquired EBSD information. It is found that the β phases in different positions of forged bar are in different states of strain, textures and grain sizes. The β phase in the center shows strong <100> texture and coarse and inhomogeneous grain sizes which all contribute to the difference in properties. The spheroidization of αp phase proceeded mainly within β grains at subgrain boundaries and the OR between two phases changed slightly as the lamella αp phase transforms into block-like αp phase, but changed strongly during transforming to globular morphology. The misorientation in β phase is an effective parameter to evaluate the contribution of work-hardening state for the enhancement of strength, whereas the level of the deviation to Burgers OR is an effective parameter to evaluate the spheroidizing rate and the recovery extent.
Keywords:
大型TC18钛合金(名义成分Ti-5Al-5Mo-5V-1Cr-1Fe, 质量分数)是俄罗斯全俄航空材料研究院于20世纪60年代开发的一种高强钛合金, 属于α+β双相合金, 因其强度高、变形塑性性能优异、淬透性好而得到广泛应用[1,2]. 对TC18钛合金棒材进行两相区变形或热处理后, 会发生再结晶或相变, 生成的组织为一次α相(αp)、二次α相(αs)以及基体β相, 理想的组织是由等轴的αp, β相基体及β相中弥散分布的细小片状αs相组成.
关于近β型钛合金的锻造及其它热变形行为已经有许多研究, 也普遍注意到大尺寸锻造棒材从中心到边部存在组织不均匀性[1-4], 但对棒材锻件组织、织构不均匀性的系统研究还较为缺乏. TC18钛合金棒材锻件为获取等轴αp组织都采取在两相区终锻的工艺, 由于棒材尺寸较大(直径300~600 mm), 导致中心到棒材边部的组织存在差异. 通常棒材中心区强度较低, 边部强度较高, 这种性能差异一般被认为是αp组织差异造成的, 即片状αp强度低, 球状αp强度高. 但文献[2,3]表明, 中心片状αp组织的塑性明显低于球状组织, 而强度并没有显著差异. 目前尚不清楚的是, 其它因素(如织构、晶粒尺寸或内部缺陷等)对材料性能的影响. 乔恩利等[3]研究了TC18钛合金锻造形变量对棒材中心、边部αp球化程度及性能的影响, 随形变量由约30%增至约80%后, 直径400 mm的棒材中心与边部都能形成球状αp相; 同时片状αp相与球状αp相组织的强度并没有差异, 只是球状αp相组织的塑性更高.
钛合金的β相→α相扩散型相变遵循特殊取向关系(Burgers关系), 一个β相晶粒可转变为12个α相变体, 国内外对钛合金两相的取向关系及α相变体选择已经有了大量研究[5-10], 形变及β相的状态均会对α相变体选择造成影响, 所以无论是在β型钛合金中还是在α型钛合金中, 在热加工过程中β相的组织、织构变化都会对材料最终的组织性能产生很大影响[11-13]. 文献[14~16]通过加入合金元素和不同的热处理方式, 研究了β相晶粒尺寸对TC4钛合金和近β钛合金α相变体选择和织构演化的影响. 研究指出, 当晶粒尺寸大时, 合金中两相的织构都比晶粒尺寸小时明显, 并且大晶粒尺寸往往会使α相的变体选择更加明显, 但对于不同钛合金影响程度的差异尚不清楚. 热变形中应变速率和冷却速率会影响β相状态, 从而影响α相的析出行为[17-19]. Li等[20]的研究指出, 在锻造过程中随温度的不同, α相的形态、含量存在很大差异, 并且还研究了β相亚晶的产生机理. 许多人对相变后产生的α相进行了研究[21-24], 通过Burgers取向关系计算高温时β相的形态, 来说明β相在各种钛合金中对最终组织、织构状态的影响. 但如何有效揭示β相特征及其影响仍缺乏系统的研究. 目前尚缺少有效显示β相晶界的金相浸蚀方法, 如果β相是形变状态, 分析则更加困难.
本工作选择α+β型TC18锻态棒材, 用电子背散射衍射(EBSD)技术重点分析β相的组织、结构特点, 分析棒材中心与边部性能差异的产生原因, 并追踪β相与α相的Burgers关系变化, 以及对αp相球化产生的影响.
实验采用直径600 mm的TC18钛合金铸锭, 合金成分(质量分数, %)为: Al 5.2, Mo 5.0, V 5.1, Cr 1.0, Fe 1.0, Ti余量. 合金的α+β↔β转变温度为(870±20) ℃. 分别经过β单相区、α+β两相区多次锻造, 锻造过程经历了轴向镦粗和侧向镦拔2种变形方式, 最终得到直径300 mm的棒材. 检测样品取自棒材中心、R/2处(R为半径)和边部, 从棒材轴向(即横截面上)进行组织观察与检测. 用Kroll试剂对样品进行浸蚀, 制取形貌分析样品; 通过化学-机械抛光制取EBSD实验所需样品. 采用LEICA VMHT30M Vckers硬度计在200 g压力下检测棒材不同部位的Vickers硬度值. 采用Ultra 55热场发射扫描电子显微镜 (SEM)配备的EBSD探头以及Channel 5取向分析软件分析其组织特点及织构分布. 用ImageTool软件对合金中各相的含量进行统计.
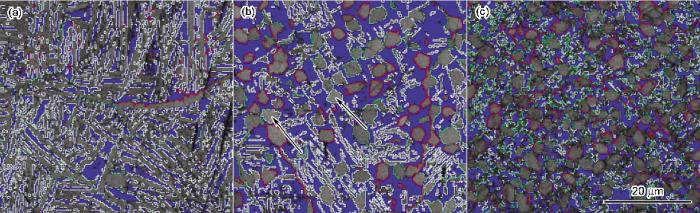
直径300 mm钛合金棒材在实际锻造过程中, 由于各个部位受到的应力状态和冷却速率不同, 使得最终的锻件从中心到表面的组织形貌存在着较大的差异. 图1为各区域的SEM像, 显示出典型的钛合金粗棒材锻造组织梯度. 由图1a可见, 棒材心部的αp相主要为片层状, 在晶界处有比较粗大的αp相网状析出, 能显示出β相晶粒的大小. 少量的球状αp相先在晶界上形成, 由于晶界处扩散快, 导致αp相粗化速度快. β相内部也有较粗的片状αp相. 图1b为R/2位置的组织, 可见αp相的形态逐渐由片层状向等轴状转变, 此时接近方块状, 并且β相晶粒内部的片状αp相的尺寸逐渐减小, 使合金的强化效果增强. 这时不少方块状αp相的边界平行于细片状αs相的长边, 表明球化过程中αp相取向并未发生明显变化. 此时球化发生在β相晶粒内部. 图1c为边部组织, 可见αp已成球状, 体积量增多, 且β相晶粒内还有短片状αs, 其长度比中心区片状αs小得多, 这应与β相受到的形变有关, 后面将进行定量分析. 比较3个区域的组织, 不但αp的形貌有差异, αs的尺寸和形貌也有差异. 只从形貌像上无法得到β相的晶粒尺寸信息, 更无法得到b 相的取向信息. 中心、R/2处和边部的Vickers硬度平均值分别为352.6, 347.8和373.7 HV, 即中心较软, 边部较硬.
图1 TC18钛合金锻造棒材不同部位的SEM像
Fig.1 SEM images of different locations in forged TC18 Ti alloy bar(a) center (b) intermediate region (R/2, R—radius) (c) surface region
对合金室温下各相含量的统计结果表明, β相相对量为70%, α相相对量为30%, 其中αp约为20%. 为了解粗大的、连续分布的β相的晶粒尺寸分布, 对不同部位的样品从垂直于棒材轴向的截面(垂直于纸面方向为棒材轴向)上分别进行了低倍的EBSD测试. 数据处理过程中忽略孤立的α相的存在, 即通过EBSD数据外插的方法去除α相而更有效地显示β相晶界, 虽然会引起一定的偏差, 但并不影响对β相晶粒尺寸分布规律的揭示, 如图2a~c所示, 每个区域的长度都超过2 mm. 由图2可知, 中心、R/2位置及边部3个区域β相的晶粒尺寸都很不均匀, 红色的为<100>平行于锻棒长轴的晶粒, 并且都是各区域尺寸最大的晶粒. R/2位置的组织不均匀最明显, 该区域最大β相晶粒直径在700 μm以上, 这个区域是中心简单拉伸状态和边部剪切应力状态的过渡位置. 从图2d~f对应的极图还可看出, 中心区主要是<100>织构, R/2位置也以<100>织构为主, 边部为弱化的<110>+<100>织构. 对于bcc金属, <100>织构可以是典型的压缩织构, 但因棒材镦拔时总体上是被拉长的, 中心区应处于拉伸状态, 所以此时的<100>织构应是再结晶或晶粒长大织构. 但多次锻造造成反复的变形, 所以使β相仍处在形变状态. 边部出现明显的晶粒碎化现象, 织构强度变弱, 但出现了<110>织构, 它可以是bcc金属的拉伸织构, 也可是表层的剪切织构. 由于棒材边部受到多向应力的作用, 所以此处的<110>织构应是剪切织构. 进一步观察R/2位置2个大的形变β相晶粒(图2b中区域1和2)内部取向差变化可知, 取向差可达20°(从红色的<100>取向转到接近<110>取向的绿色位置), 说明该β相晶粒锻造时经历了漫长的再结晶、形变和晶粒长大的热变形过程.
图2 棒材各部位β相低倍EBSD取向成像图和极图
Fig.2 EBSD maps (a~c) and pole figures (d~f) at low magnification of different locations in the bar (a, d) center (b, e) intermediate region (c, f) surface region
拉伸时, <111>取向因子小, 约为0.28, 属于硬取向; <110>与<100>取向因子相近, 都是约0.40. 但<110>在拉伸时是稳定取向, 一直保持这个取向因子, 而<100>是不稳定取向, 在拉伸时逐渐转向<110>取向转动过程中经历一系列软取向位置. 因此, <100>织构应是造成棒材中心强度低的原因之一. 此外, 边部的加工硬化更显著, 会提高边部的强度, 而中心区回复程度高, 晶内取向梯度小, 导致强度降低, 这也是造成性能差异的原因之一. 第三个因素是中心区β相晶粒尺寸大, 导致形成的各α相变体片束的宽度大, 强度低, 而边部晶粒尺寸小, 导致强度高. 由此可见, 锻件中心区软不是由中心是片状α相而边部是球状α相的单一因素引起.
已知钛合金中β相
<111>β)的扩散型相变. 无论室温下是否有β相的剩余, 高温β相的状态都影响α相的组织与织构. 为了得到均匀的球状αp组织, 钛合金都选择了两相区终锻以促进αp球化的工艺. 虽然由片状α相向球状α相演变的规律已基本清楚, 但形变时β相和α相的取向关系如何变化, 以及因形变导致的不同形态α相与周围β相基体的取向关系偏离理想Burgers关系的程度尚不清楚. 因此对中心、R/2位置和边部3个不同区域的试样在高倍数下进行EBSD取向成像分析, 以仔细追踪不同区域的取向关系因形变而出现偏离的程度.
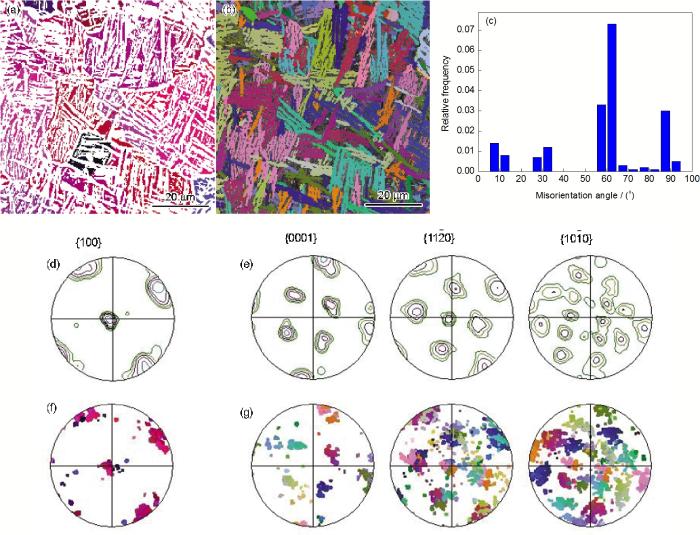
图3为中心区EBSD取向成像图. 可以看出, 该区域内β相只有一个晶粒, 为<100>取向, 见图3a, d, f. 片状α相则是均匀分布的12个变体, 见图3b, e, g. 应注意的是, 从图3e和g的{0001}极图中只能看到6个不同的α相取向, 而{
图3 中心区域高倍EBSD取向成像图和对应极图
Fig.3 EBSD maps and pole figures at high magnification in the center of the bar(a) map of β phase (b) map of α phase (c) misorientation of α phase(d, e) pole figures of β phase, α phase shown by contour line(f, g) pole figures of β phase, α phase shown by single orientation data
图4为R/2位置的EBSD取向成像图. 可见, 多数的αp相为球状, 还有少量粗片状αp相(现忽略β相中细片状αs相). 同样大小的区域内有多个β相晶粒, 表明此处比中心区β相晶粒小, 随β相晶粒的变小, 其内部转变的αs相片束也变窄, 有利于提高强度. β相晶粒中既有<100>取向的晶粒, 也有<110>取向的晶粒. 图4c的取向差分布表明, 相邻的α相晶粒之间仍然符合比较好的变体关系. 这表明, 由片状α相向球状α相演变过程中, 取向基本没有发生变化, 只是晶粒形状产生变化. 应注意的是, 球状晶粒之间并不相互接触, 只有两相晶粒间的接触, 所以不同相之间的取向关系(而不是相同相之间的取向差)对性能有影响.
图4 R/2位置EBSD取向成像图和对应极图
Fig.4 EBSD maps and pole figures at high magnification in the intermediate region of the bar(a) map of β phase (b) map of α phase (c) misorientation of α phase(d, e) pole figures of β phase, α phase shown by contour line(f, g) pole figures of β phase, α phase shown by single orientation data
图5为边部区域的EBSD取向成像图. 在相同的测试面积下可看出, 存在更多EBSD未标定点, 图5b中的黑色区域为β相的衬度图, 黑色区域增多表明Kikuchi带质量比较差, 说明晶体缺陷很多, 即β相形变较大, 晶粒尺寸与R/2位置的相近. 晶粒的取向是1个为<100>取向, 2个接近<110>取向, 这表明变形造成的取向转动更显著. 图5d和e的极图表明, 各变体的量已有差异, 靠近基面的α相变体产生较多. 图5c为α相内的取向差分布, 可见大量小角度取向差.
图5 边部EBSD取向成像图和对应极图
Fig.5 EBSD maps and pole figures at high magnification in the surface region of the bar(a) map of β phase (b) map of α phase (c) misorientation of α phase(d, e) pole figures of β phase, α phase shown by contour line(f, g) pole figures of β phase, α phase shown by single orientation data
图6为中心、R/2位置及边部3个区域母相β相与析出的α相取向关系偏离Burgers理想关系程度的分布图, 其中白色线表示与Burgers关系偏差小于10°的α/β相界, 绿色线表示偏差在10°~20°的相界, 红色线表示偏差超过20°的相界. 可以看出, 越靠近样品边部, α相与β相偏离Burgers取向关系的程度越大, 即由片层状α相向块状和等轴状α相球化的过程中, 偏离Burgers关系的程度会明显变大. 但部分球状α相也会与β相有良好的Burgers关系, 见图6b中有白色边界的球状α相. 参照图4a, d和f的取向数据可知, α相球化过程主要发生在形变的β相晶粒内部, 而不是在大角度晶界上, 即在形变产生的亚晶界上通过扩散而完成球化, 同时母相β相内也不断发生亚晶转动及亚晶长大等回复过程, 造成取向缓慢变化, 从而使相邻的α/β相取向关系偏差超过20°.
图6 不同部位β相与α相之间偏离Burgers取向关系的相界分布图
Fig.6 Phases-boundary maps showing the deviation to the Burgers orientation relationship in different locations of the bar (The β phase is shown in the blue areas and the α phase is shown in grey areas. Misorientation angles in white boundary lines : <10°, those in green lines: between 10° and 20°, those in red lines: > 20°. Arrows show two spherical αp grains in low misorientation with β phase in Fig.6b) (a) center (b) intermediate region (c) surface region
在用EBSD技术解释β相组织结构信息前, 多数研究认为中心软(即强度低)、边缘硬(即强度高)只是由组织差异(主要指片状和球状αp, 以及αp相尺寸大小)造成的. 文献[26,27]指出, 在α+β相钛合金中的强度受αp相和β相尺寸的影响显著, 但与αp相本身是球状还是片状没有直接关系. 文献[28,29]表明, 同一钛合金中随等轴αp相的增多, 塑性显著提高, 而强度却出现下降. 具体数据为[28]: TC4钛合金, 完全的片状αp组织的强度及延伸率分别为979 MPa和12%, 球状αp及少量细片状αs组织的强度及延伸率分别为937 MPa和20%. 这与前文中的棒材强度规律(中心片状组织的强度低、边部球状组织的强度高)恰好相反, 这说明形貌差异不是造成棒材不同部位性能差异的主要原因. 本工作所检测的取向信息表明, 至少还有另外3个因素会影响性能: 一是织构差异, 中心是强<100>织构, 是相对较软的取向, 边部是不同强度的<110>织构; 二是加工硬化差异, 即中心区晶粒内部缺陷少, 边部晶粒内亚晶界多, 但如果锻造的棒材再经过后续热处理, 出现β相的回复或再结晶, 则加工硬化的影响将消失; 三是晶粒尺寸差异, 中心区β相晶粒尺寸大, 边缘部分β相晶粒尺寸小, 其转变出的α相变体片束的尺寸也会不同, 并影响性能. 此外, α/β相界面结构也应有不同影响; 迹线分析指出, 中心片状αp相与β相有较好的界面匹配, 片状αp相长度方向近似平行于β相的{110}面, 而球化后相界面匹配差, 且一般情况下α相的硬度稍高于β相, 所以位错通过片状αp相界面可能容易一些, 即强度稍低. 综合起来, 织构差异、β相晶粒尺寸和加工硬化也会造成锻棒中心与边部的性能差异, 而形貌差异不是强度差异的主要原因.
TC18钛合金锻造工艺一般为多个火次, 前期是在高温β单相区锻造, 发生充分的再结晶, 组织逐渐均匀; 后期进入两相区锻造, 在形变过程的后期, α相不断析出. 根据对取向关系的分析, 绝大多数α相形成时都是片状的, 都有较严格的Burgers取向关系, 并未因形变而直接析出不具有Burgers关系的球状α相. 而到表层, 因形变量大、应变状态复杂, 温度较低, α相发生球化时, 有明显偏离Burgers取向关系的现象. 这时沿亚晶界的扩散显著, 因此, 形变时片状αp相向球状αp相演变过程主要发生在晶粒内部而不是大角晶界上, 取向关系偏离理想Burgers关系的程度增加是亚晶不断转动和长大的动态回复过程的结果. 通过EBSD技术可方便地确定各部位的取向关系偏离理想Burgers关系的程度, 其平均值与球化程度有良好的对应性.
(1) TC18锻材中普遍存在的中心区强度低, 边部强度高的现象, 主要受织构差异、β相晶粒尺寸差异和β相晶粒内加工硬化程度差异的影响.
(2) TC18钛合金锻材中心区为<100>再结晶织构, 边部则是弱的<110>剪切织构和<100>混合织构. <100>是bcc金属拉伸时较软的不稳定取向, 而<110>是较硬的稳定取向, 造成中心与边部的强度差异.
(3) TC18钛合金锻材中心到边缘的β相都处于热形变状态, 晶粒尺寸很不均匀, 即发生了不均匀长大, 中心的大尺寸晶粒会造成棒材中心强度的下降. 另外边部晶粒在热加工过程中产生了更多的晶体缺陷, 存在明显的加工硬化现象, 使边部强度较高.
(4) Ti合金普遍存在的Burgers取向关系不仅存在于片状αp与母相β相之间, 也存在于部分球化的、并经过一定形变的αp与母相β相之间. 但后者与理想取向关系有一定的偏差, αp相球化速率与β相晶内亚晶取向差大小和取向关系偏离程度有良好的对应关系. 对TC18钛合金, 虽然α相处于形变状态, 但对α相形成时的变体选择影响不大.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}