
邓德安 , KIYOSHIMA Shoichi
, KIYOSHIMA Shoichi
DENG Dean, KIYOSHIMA Shoichi
中图分类号: TG441
通讯作者:
收稿日期: 2013-09-9
修回日期: 2014-02-8
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
邓德安, 男, 1968年生, 教授
展开
摘要
采用热-弹-塑性有限元计算方法模拟了奥氏体不锈钢SUS304在单道堆焊时的温度场和应力场, 探讨了加工硬化和退火软化对焊接残余应力计算结果的影响, 重点考察了数值模型中的退火温度设定值对焊接残余应力计算精度的影响. 数值模拟结果表明: 退火软化效应对纵向残余应力的计算结果有明显影响, 随着退火温度设定值的升高, 纵向残余应力的峰值增大, 而且焊缝及其附近的纵向应力有整体升高的趋势.退火温度对横向残余应力的影响较小.比较计算结果与实验结果可知, SUS304钢的退火温度设定为1000 ℃时, 数值模拟结果与实测结果比较吻合.
关键词:
Abstract
Austenite stainless steels such as SUS304, owing to their good combination of mechanical properties, corrosion resistance and weldability, are widely used in a variety of industries. In the simulation of welding residual stress of an austenite stainless steel joint, because of the high strain hardening rate and the heating-cooling thermal cycles, both the work hardening phenomenon and the annealing effect have to be taken into account in the material constitutive relations. Though a number of numerical models have included the work hardening by using isotropic rule, kinematic rule or mixed rule, limited models have dealt with the annealing effect. For the steels or alloys with high strain hardening coefficient, neglecting the annealing effect will overestimate the welding residual stresses to a large extent. In this study, the thermal elastic plastic finite element method (T-E-P FEM) was used to simulate welding temperature and residual stresses in a SUS304 steel bead-on joint. In the computational approach based on the T-E-P FEM, a moving heat source with uniform density distribution was used to model the heat input, and a simple model was proposed to consider the annealing effect. Using the developed computational approach, the influences of work hardening and annealing effect on the welding residual stress were clarified. In addition, the effect of annealing temperature on the distribution and magnitude of welding residual stress in the weld zone and its vicinity was examined. The simulated results show that annealing effect has a significant influence on the longitudinal residual stress, and the peak value of longitudinal tensile stress increases with annealing temperature. The longitudinal tensile stresses in the fusion zone and its vicinity also increase with annealing temperature. It seems that the annealing temperature has insignificant influence on the transverse residual stresses. Comparing the simulated results and the measured data, it was found that when the annealing temperature was assumed to be 1000 ℃ for SUS304 steel, the longitudinal residual stresses predicted by the T-E-P FEM generally match the measurements. The present work is helpful for developing more advanced materials model to calculate welding residual stress with high accuracy.
Keywords:
采用热-弹-塑性有限元模拟焊接温度场、残余应力和变形已经有40余年的历史[
在焊接过程中, 对于加工硬化倾向明显的材料, 如奥氏体不锈钢和镍基合金等, 焊缝及其附近的金属因热载荷的作用会产生塑性变形而被加工硬化, 同时, 产生加工硬化的金属在被加热到高温过程中会因回复、再结晶和晶粒长大等而使在较低温度下产生的加工硬化得到部分或全部消除. 在采用数值方法计算这类材料的焊接残余应力时, 如果在材料模型(本构关系)中不仔细考虑加工硬化和退火软化效应, 计算结果会与实际情况有较大偏离.
本研究采用焊接专用数值模拟软件Quick Welder为平台, 开发了一种简便模型来考虑退火软化效应. 以SUS304奥氏体不锈钢的堆焊接头为研究对象, 采用数值模拟方法研究加工硬化和退火软化对焊接残余应力的计算结果的影响. 在温度场数值模拟中采用了等密度移动热源模型来模拟焊接热输入; 在应力计算中采用简化的“阶跃式” 模型来考虑退火软化问题. 同时, 采用实验方法测量了SUS304不锈钢单道堆焊时的温度循环和残余应力. 通过数值模拟结果与实验结果的比较, 澄清了退火软化效应对焊接残余应力的影响, 考察了退火温度的设定对焊接残余应力计算精度的影响, 为进一步开发高精度的焊接残余应力计算方法提供理论依据.
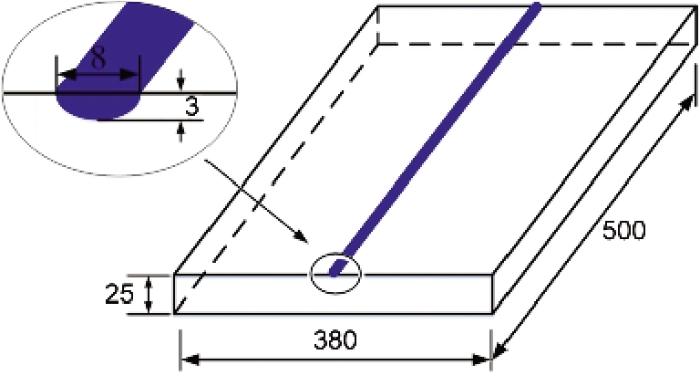
图1是用于测量奥氏体不锈钢单道堆焊时残余应力的接头几何尺寸示意图. 试件材料为奥氏体不锈钢SUS304, 其主要化学成分(质量分数, %, 下同)为: C 0.08, Si 0.45, Mn 1.96, P <0.045, S <0.03, Ni 9.5, Cr 18.5, Fe余量. 焊接试板长度为500 mm, 宽度为380 mm, 厚度为25 mm, 焊接前的坡口形式如图1 所示.
焊接试件准备好后, 采用钨极惰性气体保护焊(TIG焊)进行堆焊焊接, 焊接条件如下: 填丝速率900 mm/min, 焊接电流150 A, 焊接电压12 V, 焊接速率90 mm/min, 热输入1.08 kJ/mm. 焊接填充材料采用Y308L焊丝, 其主要化学成分为: C 0.06, Si 0.34, Mn 1.92, P <0.019, S <0.002, Ni 9.6, Cr 19.5, Fe余量. 焊丝直径为1.2 mm, 保护气体为纯Ar, 焊接时的气体流量为16 L/min.
焊接时, 采用R型热电偶测量离焊接始端部130 mm位置上表面上的热循环, 3个热电偶离坡口边缘的距离分别为1.9, 4.1和10.0 mm.
焊接完成后, 采用应力释放法[
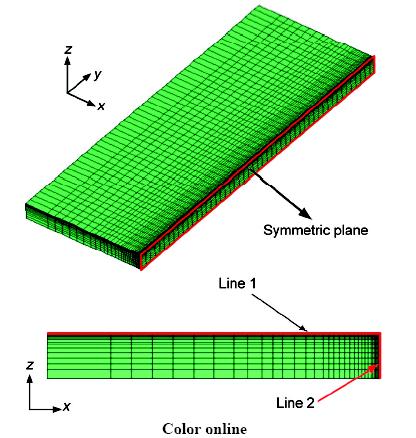
为了缩短计算时间, 考虑到焊接接头的几何对称性和热源载荷的对称性, 建立了如图2所示的有限元模型. 为兼顾计算精度和计算时间, 在离焊缝近的区域内(宽度和厚度方向上)有限元网格划分得较细小, 而远离焊接区域的部分网格划分得相对要粗大一些, 在长度方向上的分割数为75等分. 在此计算模型中,单元类型为8节点六面体,节点总数为2.9952×10, 单元总数为3.2518×10.
采用单向耦合方式模拟焊接过程中的热-力学行为. 首先根据焊接条件利用移动热源模型计算各节点焊接温度场, 然后将温度计算结果以热载荷的方式加载到应力计算模型中求解应力与变形. 模拟过程中考虑了材料热物理性能和力学性能随温度变化的特点, 同时假定焊缝金属与母材具备相同的热物理和力学性能[
在焊接温度场计算过程中, 由焊接电弧产生的热在被焊工件内部的传导可用非线性传热方程描述为:
式中,
在计算模型中, 采用了等密度体积热源[
式中,
通过对流和辐射方式, 工件与外部环境(空气)进行热交换. 焊接模型与周围空气之间通过对流方式的热交换可用Newton冷却方程描述为:
式中,
通过热辐射损失的热量
式中,
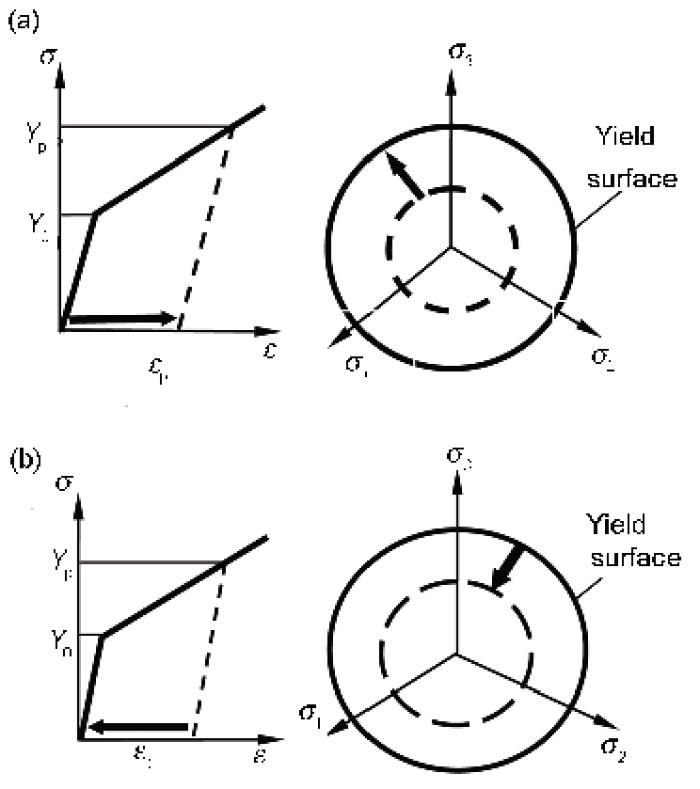
采用与温度计算时完全相同的有限元模型, 同时将温度计算中得到的各节点温度循环作为热载荷, 求解整个焊接过程中的位移、应变和应力. 在应力分析中, 考虑了材料力学性能随温度变化的特性. 应力计算中, 假设材料弹性应力-应变关系符合各向同性Hooke定律; 塑性行为符合Von Mises准则; 材料加工硬化性能通过各向同性准则来描述, 同时也考虑了退火效应的影响, 即当材料温度达到退火温度点时, 材料所经历的加工硬化历史将完全消失. 对于奥氏体不锈钢而言, 材料的循环加载应力-应变曲线并不严格符合各向同性硬化准则, 更不符合移动硬化准则, 但在循环加载周期较少、应变较低的情况下相对更接近各向同性硬化准则[
本研究采用了一种简便模型来考虑退火软化效应, 即经受加工硬化的材料一旦在加热过程中的温度达到某一温度值(退火温度)后, 材料的等效塑性应变就重新被设置为零, 这样所经历的加工硬化就被完全消除; 在冷却时, 当温度降到低于退火温度点后, 材料仍可以重新被加工硬化. 在实际的焊接热循环情况下, 退火过程是一个动态的过程, 一般在回复、再结晶和晶粒长大过程中都会不同程度消除(部分或全部)加工硬化. 但是, 如果没有准确的实验数据, 很难建立精确的动态退火模型. 动态退火模型的建立是需要通过实验来解决的一个关键问题. 由于目前还缺乏动态退火软化的实验数据, 所以本研究采用了“阶跃式”退火软化模型.
由于焊接件在实验过程中没有外部的拘束, 所以在力学计算中也不考虑外部拘束. 考虑了结构的对称性, 在有限元模型中将对称面上所有节点的x方向拘束住, 对称面如图2所示, 其余的拘束条件仅用来防止有限元模型的刚体平动和转动. 数值计算在4CPU微型计算机 (CPU 3.4GHz, RAM 8.0GB)上完成.
本研究的主要目的是要澄清退火温度的设定对SUS304单道堆焊条件下的计算结果的影响, 因此, 考虑了5种不同的退火温度计算了5个案例, 其中一个案例没有设定退火温度, 这种情况下可视为退火温度高于熔池的最高温度. 同时, 为了进一步考察加工硬化对焊接奥氏体不锈钢残余应力预测精度的影响, 也计算了在完全不考虑加工硬化条件下的残余应力分布. 因此, 本研究共计算了6个案例, 各个案例的加工硬化条件及退火温度的设定见表1.
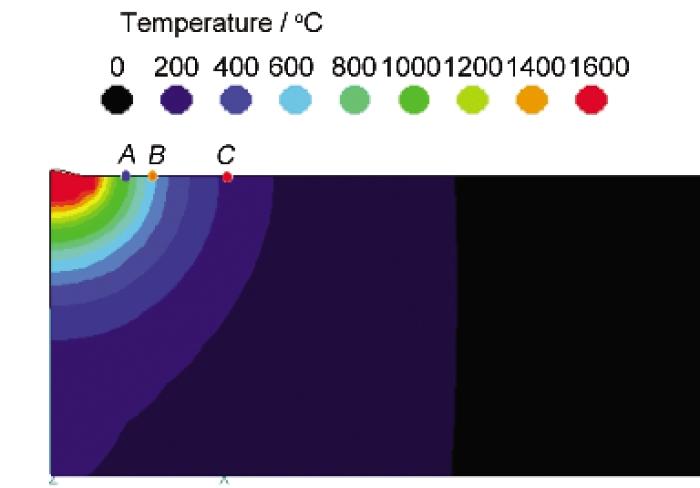
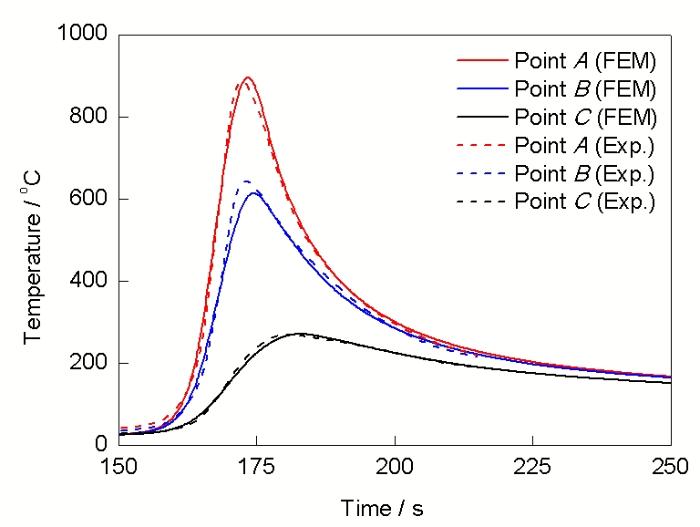
图4是中央断面上的最高温度分布. 可以看出, 熔池区域的最大深度约2.5 mm, 表面部位熔化区域的半宽约4.0 mm. 在实验中测量了距离焊趾1.9, 4.1和10.0 mm 3个位置的热循环, 在数值模型中也取出了这3个对应位置(point A, point B和point C) 的热循环, 计算结果和实验结果的比较如图5所示. 可以看出, 尽管计算值与实验值在局部有些差异, 但整体而言, 不论是各点的峰值温度还是温度曲线都与实验结果比较吻合. 两者的比较既验证了等密度热源的有效性, 也表明了温度场的计算结果有较高精度.
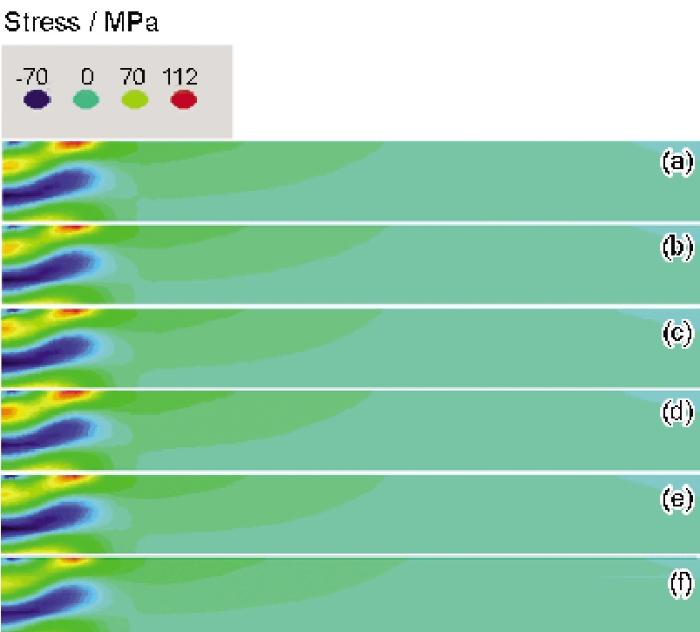
为了考察6个案例之间计算结果的区别, 选取了具有代表性的中央断面上的横向与纵向残余应力分布来进行比较. 图6是中央断面上的横向残余应力分布云图. 可以看到, 所有计算案例的横向残余应力分布非常相似, 而且峰值应力的差别也较小. 通过比较case E (只考虑加工硬化, 不考虑退火软化)与case F (不考虑加工硬化)可知, 加工硬化对横向残余应力的影响并不明显. 比较cases A~E可知, 退火温度对横向残余应力的分布和大小也没有显著的影响. 中央断面上横向残余应力分布范围在-80到120 MPa之间, 远远小于材料常温时的屈服极限, 这主要是因为在焊接时横向拘束度比焊缝方向上(纵向)拘束度要小很多.
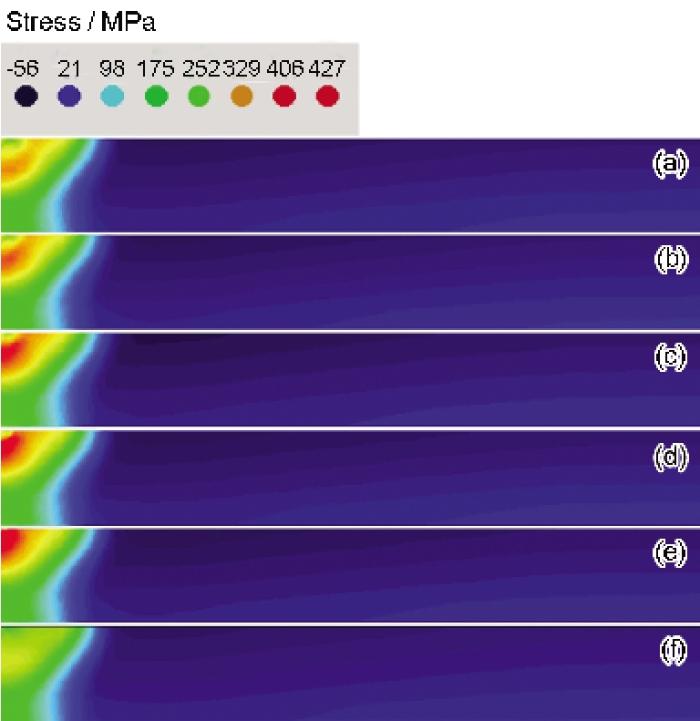
图7是中央断面上的纵向残余应力分布云图. 比较case E与case F可知, 在不考虑加工硬化情况下得到的纵向残余应力明显小于考虑加工硬化后的计算值. 在case F中, 中央断面上的最大纵向残余应力值约为260 MPa, 这与材料在常温下的屈服强度非常接近, 而在case E中由于考虑了加工硬化, 最大纵向应力约为480 MPa, 远远高于材料的屈服强度. 这说明加工硬化对残余应力有显著的影响, 如果在数值模型中不考虑加工硬化, 可以预见, 计算得到的残余应力将比真实应力小很多. 比较cases A~E可以发现, 退火温度对焊缝及其附近的残余应力分布和峰值都有显著的影响, 退火温度越低(如case A, 600 ℃)其纵向应力峰值应力越小, 退火温度越高(如case D, 1200 ℃; case E 没有考虑退火软化可视为温度无限大)其纵向应力峰值越高, 而且焊缝及其附近位置的应力随着退火温度升高有整体变大的趋势. 通过以上比较可知, 退火温度对焊缝及其附近的纵向残余应力的分布和大小都有明显的影响.
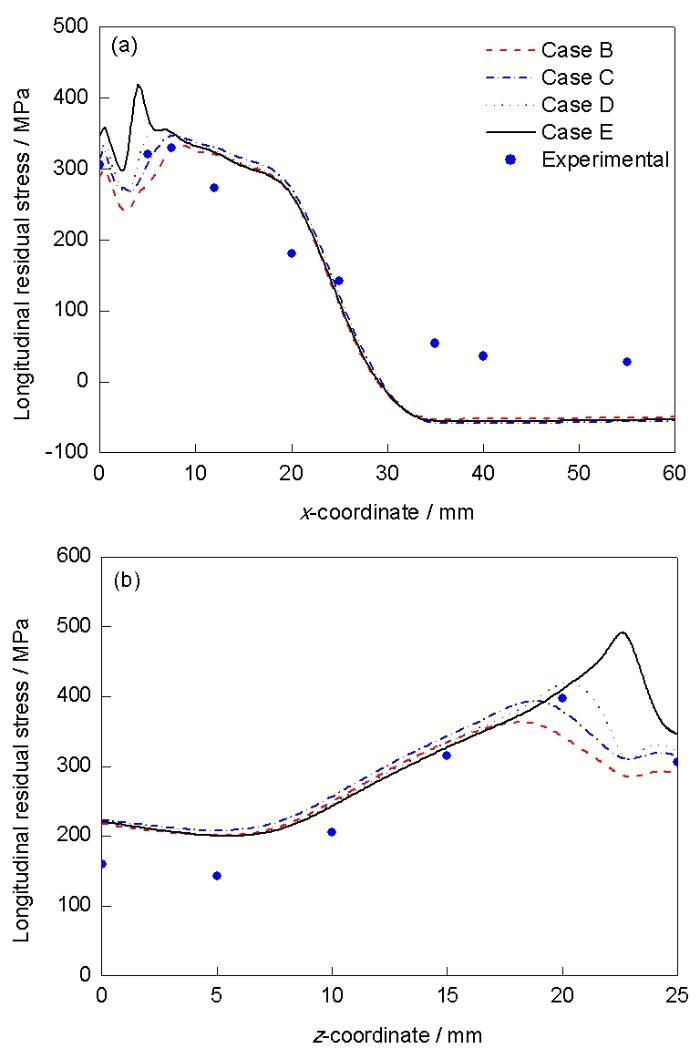
为了与实验结果进行比较, 在图2中的中央断面上定义了2条路径即line 1和line 2. Line 1是中央界断面的上表面上的路径, line 2 是中央断面的板厚方向上的路径. 图8a定量比较了cases B~E在line 1上的纵向残余应力, 对应的实验结果也在此图中. 比较上述4个计算案例可以进一步发现, 退火温度对纵向残余应力的大小与分布形状都有较显著的影响. 在不考虑退火软化的情况下(case E)计算得到的纵向应力在焊缝及其附近明显高于其它3个案例(cases B~D)的计算结果. 比较4个案例的计算结果与实验结果可以看出, 在焊缝及其附近的区域case C与case D的计算值与实测值更接近, 而case E的计算值要明显高于实验值, case B的计算值则在整体上要比实验值小. 在远离焊缝的位置, 可以看到, 4个案例的计算结果差别很小, 整体而言计算值比实验值要大. 主要的原因是焊接前试板中就存在初期残余应力, 而焊接热输入对远离焊缝区域的初期残余应力影响很小[
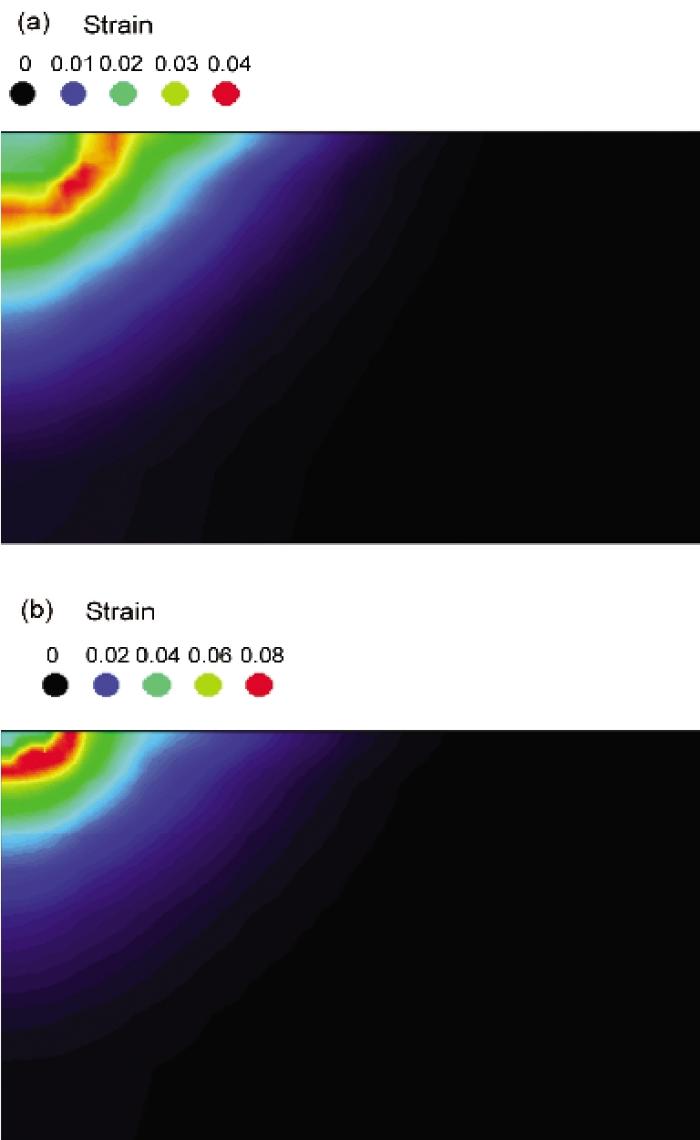
图9是case C和case E的中央断面的等效塑性应变分布云图. 在case E中由于没有考虑退火软化, 所以最后的残余等效塑性应变相对较大. 在case C中, 退火温度被设定为1000 ℃, 当某一材料点的温度超过1000 ℃时, 假定该点所经历过的加工硬化完全消失而把对应材料点的等效塑性应变重置为零, 只有当温度再次冷却到退火温度以下, 该点的材料才可以再次被加工硬化, 因此, 最后case C的累积等效塑性应变与case E相比要小很多. 将计算得到的残余应力与实验结果比较发现, 考虑退火软化效应后的计算值(case C)与实验值更接近, 而不考虑退火软化效应的计算值(case E)则严重高估了焊缝附近的纵向残余应力. 因此, 要得到精确的计算结果, 非常有必要考虑退火软化的影响.
本研究采用了各向同性硬化准则来考虑SUS304在焊接过程中的加工硬化, 同时用一种简便的阶跃式模型来考虑高温退火软化问题. 从计算结果来看, 当退火温度设定为1000 ℃时得到的计算结果与实测值比较接近, 当退火温度设定值太高或太低, 计算结果与实验结果都有一定的偏离. 从数值模拟结果与实验结果的比较来看, 本研究基本澄清了退火温度对焊接残余应力计算精度的影响. 由于模型简便, 同时也能相对准确地反映退火软化效应的本质, 因此, 该模型不仅具有理论价值, 而且也便于工程应用.
不过, 提出的退火软化模型未详细考虑退火随温度和时间变化的动态发展过程. 在实际焊接过程中, 尽管温度循环在某一高温值(可以考虑为退火软化开始的最低温度点)以上的停留时间不一定足够长, 但退火软化会受到温度和时间的影响, 加工硬化在材料经历回复、再结晶、晶粒长大及熔化阶段会被不同程度地(部分或完全)消除. 为了建立更能准确反映实际情况的退火模型, 需要设计实验来测量材料在不同温度、不同高温停留时间情况下的退火软化效果.
本工作只研究了单道焊接条件下退火温度对残余应力计算精度的影响, 而多层多道焊的情况更复杂, 因此, 后续的工作需要进一步研究在多层多道焊接条件下退火温度对焊接残余应力计算精度的影响. 这些工作将为建立用于预测焊接残余应力的高精度材料模型提供理论依据与支撑.
(1) 采用了简化的等密度热源模型来模拟焊接过程的温度场, 但计算得到的温度循环与实验结果吻合较好. 数值结果与实验值的比较验证了等密度热源模型的有效性.
(2) 在只考虑加工硬化而不考虑退火软化的情况下, 计算得到的焊接纵向残余应力明显高于实验测量值, 因此在计算模型中需要考虑退火软化效果.
(3) 在有限元模型中, 随着设定的退火温度升高, 纵向残余应力的峰值增大, 同时高应力的区域也随之扩大. 在本研究中, 退火温度对横向残余应力的影响很小.
(4) 对于SUS304不锈钢而言, 当退火温度为1000 ℃时, 计算得到的纵向残余应力整体上与实验结果接近. 在简化退火软化模型中, 可以采用1000 ℃作为退火温度.
(5) 本研究提出了一种简易的阶跃式退火模型, 虽然该模型能基本捕捉到退火软化的基本特征, 但如果要进一步提高数值模拟的精度, 还需要在获得实验数据的基础上开发可考虑退火效应随温度和时间变化的动态模型.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}