
王佳 , 吴龙彪
, 吴龙彪
WANG Jia, WU Longbiao
中图分类号: TG335
通讯作者:
收稿日期: 2013-10-16
修回日期: 2014-01-24
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
王 佳, 男, 1980年生, 副教授, 博士生
展开
摘要
采用轧制-重熔的SIMA法制备了ZCuSn10合金半固态坯料, 先将铸态ZCuSn10合金加热到450 ℃保温15 min, 分别进行2~4道次轧制, 然后截取试样进行重熔处理后水淬. 比较了SIMA法和铸态-直接重熔工艺制备的ZCuSn10合金半固态组织, 并利用SEM的EDS测定了组织中Sn的分布情况, 用OM和TEM观察了SIMA法制备过程中试样组织变化, 综合分析了SIMA法制备ZCuSn10合金半固态坯料过程中的组织演变机理. 结果表明: 采用轧制-重熔的SIMA法制备的ZCuSn10合金半固态组织固相晶粒均匀细小, 圆整度高, 19.7%预变形量875 ℃保温15 min半固态组织最优, 其平均晶粒直径75.8 μm, 形状因子1.62, 液相率17.28%; 用SIMA法制备ZCuSn10合金半固态坯料, 预变形过程对晶粒细化及球化起到了关键作用, 随着预变形量和重熔保温温度的提高, 半固态组织晶粒尺寸减小, 圆整度提高, 液相率增加; 采用轧制-重熔的SIMA法制备ZCuSn10合金半固态组织球化的主要机理是预变形过程破碎了枝晶, 储备了变形能, 在重熔过程中促进了枝晶熔断, 同时, 由于Sn元素从液相中向α固相中扩散迁移, 液相逐渐吞噬固相的尖角突出部分, 最终生成细小、圆整的α相晶粒.
关键词:
Abstract
Semi-solid billet of ZCuSn10 alloy is prepared by strain induced melt activation (SIMA) method which included the rolling and remelting process. Firstly, ZCuSn10 alloy is cast, and samples are cut from ingot casting. Secondly, the samples are rolled with 2~4 passes after holding at 450 ℃ for 15 min, then the new samples are cut from deformed alloy. Lastly, the new samples are reheated up to 850 ℃ or 875 ℃ for 15 min, then water quenching. Semi-solid microstructure is observed and compared with microstructure of ZCuSn10 alloy directly reheated after casting. The distribution of Sn element in microstructure under different conditions is measured by using EDS function of SEM, and the microstructure changes during the SIMA process are observed by means of OM and TEM. Based on the experiments, the microstructure evolution is synthetically analyzed and explained during the course of semi-solid billet of ZCuSn10 alloy prepared by SIMA method. The results indicate that semi-solid microstructure of ZCuSn10 alloy by rolling- remelting SIMA process is equal-fine grain, and spheroidization of solid particle is well. The optimum semi-solid microstructure is obtained when alloy deformed 19.7% is remelted at 875 ℃ for 15 min, the average grain diameter is 75.8 μm, shape factor is 1.62, and volume fraction of liquid phase is 17.28%. Deformation process plays a crucial role in grain refinement and spheroidization during SIMA process for preparing the semi-solid billet of ZCuSn10 alloy, as deformation and remelting temperature increases, the size and shape of solid phase in semi solid microstructure are smaller and more round, volume fraction of liquid phase increases. The main mechanism of SIMA process preparing semi-solid billet of ZCuSn10 alloy is that predeformation breaks dendrites and stores energy of deformation into dendrites, and promotes dendrites melting through remelting process. Meanwhile, liquid phase occupies sharp corners of solid particles by Sn element diffusing from liquid phase into α solid phase, so that fine, uniform and roundness α solid particles are gained.
Keywords:
半固态加工技术是一种依靠金属从液态向固态转变或从固态向液态转变(即液固共存)过程中所具有的特性进行成形的方法[
应变诱发熔化激活(strain induced melt activation, SIMA)法是一种制备半固态坯料的工艺, 它不需要液态金属的搅拌工序, 因此制备的半固态坯料致密度高、无污染、适用范围广, 尤其对制备较高熔点的非枝晶合金具有独特的优势[
本工作以ZCuSn10合金为研究对象, 采用轧制与重熔加热的SIMA法制备铜合金半固态坯料, 利用金相显微镜分析半固态组织, 通过Image Pro-Plus软件对半固态组织进行定量分析, 研究预变形量和重熔温度对半固态组织的影响规律, 并结合扫描电镜、透射电镜、能谱等实验结果, 分析SIMA法制备ZCuSn10合金半固态组织的球化机理, 为铜合金半固态浆料的制备提供理论依据, 并为铜合金半固态成形技术的应用提供理论参考.
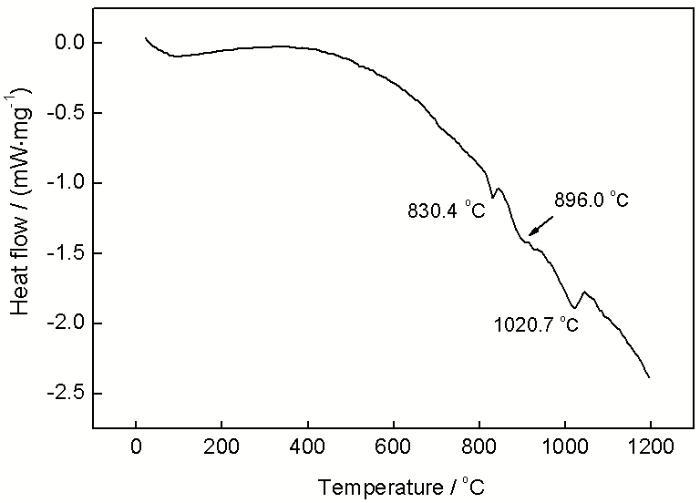
实验材料为ZCuSn10合金, 其化学成分(质量分数, %)为: Cu 88.25%, Sn 10.48%, 其它杂质1.27%. 采用STA449F3同步热分析仪进行差热分析(DSC), 测得该合金的固相线温度为830.4 ℃, 液相线温度为1020.7 ℃, 见图1. ZCuSn10合金在1180 ℃浇入金属模中成型, 凝固后开模取出空冷至室温. 在铸锭上截取试样, 机加工成25 mm×25 mm×75 mm的矩形棒料作为轧制试样. 轧制方法为: 首先轧制25 mm高的一个面, 然后沿棒料长度方向翻转90°轧制第2道次, 第3道次与第4道次轧制方法与此类似. 轧制预变形后的试样上截取长度25 mm的试样作为重熔实验试样. 同时, 在铸锭上截取相同大小的试样来进行铸态直接重熔实验, 具体处理工艺见表1.
使用Leica光学金相显微镜(OM)观察铸态、预变形及重熔热处理后试样的横截面金相组织, 并使用Image Pro-Plus软件统计各工艺条件下的平均液相率、晶粒直径及圆整度(以形状因子z衡量, z=l/(4πs), 其中l为晶粒周长, s为晶粒面积, 形状因子越接近于1, 晶粒球化越好). 使用S-3400N扫描电镜(SEM)及附带能谱仪EDAX PV77-47600ME分析所获得的铸态及半固态组织中Cu和Sn的分布情况, 并采用Tecnal G20透射电镜(TEM)分析轧制态及重熔态试样组织的变化.
表1 实验工艺及参数
| Process | Sample | Processing step | |
|---|---|---|---|
| Predeformation | Remelting | ||
| Casting-remelting | A | 850 ℃, 15 min, W.Q. | |
| B | 875 ℃, 15 min, W.Q. | ||
| Rolling-remelting SIMA | C | 450 ℃, 15 min, 2 passes rolling (10.1%) | 850 ℃, 15 min, W.Q. |
| D | 875 ℃, 15 min, W.Q. | ||
| E | 450 ℃, 15 min, 3 passes rolling (14.8%) | 850 ℃, 15 min, W.Q. | |
| F | 875 ℃, 15 min, W.Q. | ||
| G | 450 ℃, 15 min, 4 passes rolling (19.7%) | 850 ℃, 15 min, W.Q. | |
| H | 875 ℃, 15 min, W.Q. | ||
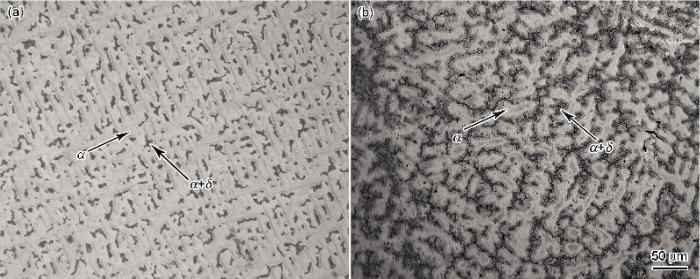
图2是ZCuSn10合金的原始铸态组织和预变形组织. 图2a为典型的ZCuSn10合金铸态枝晶组织, 其中枝晶主要是fcc结构的α相, 为Sn在Cu中的固溶体. 枝晶外的深灰色组织为α+δ共析组织, 铸态组织的一次枝晶和二次枝晶相互连接构成网状结构, α+δ共析体位于其间隙内. 共析体中δ相为Sn在化合物CuSn中的固溶体, 为复杂立方晶格, Sn含量可以达到32.6%(质量分数, 下同), 是组织中的低熔点相, 在520 ℃时与含Sn量15.8%的α相发生反应生成g相(含27%的Sn); 586 ℃时g相又与含Sn量15.8%的α相反应转变成β相(含24.6%的Sn); 最终在798 ℃时, 熔化生成液相和含Sn量13.5%的α相[
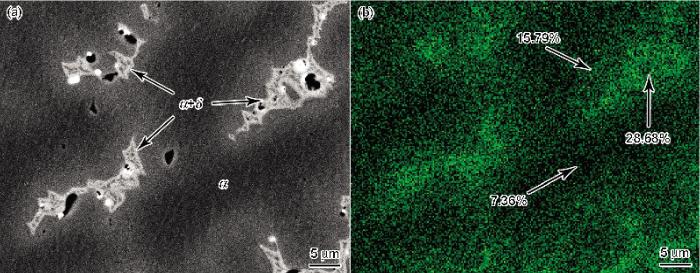
铸态组织的SEM像及Sn的分布见图3. 在α+δ共析组织中Sn含量明显高于枝晶α相, 达到28.68%, 枝晶α相中Sn含量仅为7.36%, 根据合金相图, 其理论熔点接近900 ℃, 是组织中的高熔点相[
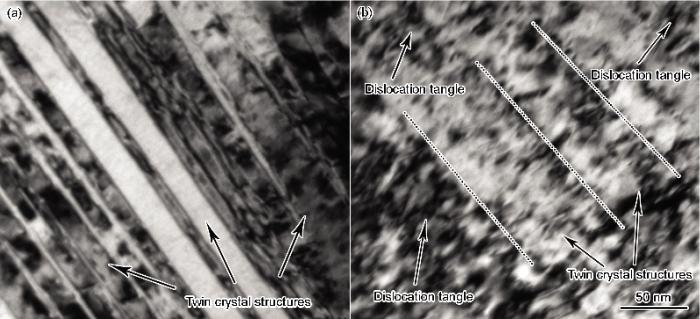
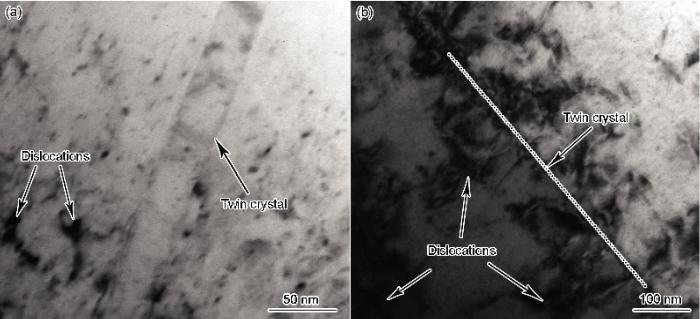
ZCuSn10合金在450 ℃轧制2~4道次后, 分别获得预变形量10.1%, 14.8%及19.7%的3种试样, 其表面完好未开裂. ZCuSn10合金450 ℃轧制到19.7%变形量时, 组织内部出现大量孪晶及位错缠结, 孪晶窄且密集, 部分孪晶内部还存在位错缠结, 形成云团状, 见图4. 由于大量的位错缠结, 形成位错团、亚晶界, 因此在图2b中, ZCuSn10合金热轧后变形量19.7%的试样组织中铸态枝晶最初的网状结构明显被破坏, 打破了一次枝晶和二次枝晶的连续分布状态, 并且由于挤压变形, 枝晶臂压缩后更短粗, 位错缠结造成应力场集中的位置腐蚀后颜色会加深, 反映为图2b中晶界明显增多增厚, 这是储备变形能的金相组织特征. 450 ℃轧制后10.1%和14.8%变形量预变形组织与19.7%变形量组织类似.
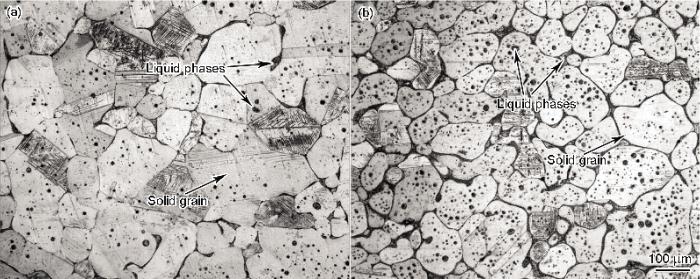
铸态试样直接重熔后(试样A和B)的组织见图5. 灰白色板块为a固相晶粒, 在固相晶粒晶界及晶粒内部有液相存在, 呈灰黑色. 总体上, 经过高温短时保温, 铸态原始枝晶从晶界处开始熔化, 同时枝晶合并长大, 由于原始铸态枝晶连接成网状结构, 故晶粒在高温下合并长大效果明显, 导致晶粒粗大; a+d共析体熔点较低, 高温下形成液相, 水淬后又变为a+d共析体, 一部分富集在晶界处, 减少了晶界尖角, 另一部分被合并长大的晶粒包裹在晶粒内部.
850 ℃铸态直接重熔组织中, 枝晶经过合并长大后完全消失, 形成了以a相为主的板块状晶粒, 晶粒大小不均匀且圆整度较低, 平均晶粒直径260 μm, 但由于高温时液相存在, 晶界较圆滑, 尖角较少, 见图5a. 875 ℃铸态直接重熔组织中, 液相率更高, 造成水淬后晶界处保留的a+d共析组织较850 ℃更多, 液相率从4.31%提高至10.29%, 晶界明显更圆滑, 晶粒内包裹的液相点也明显增加. 875 ℃重熔组织中晶粒数量明显增多, 晶粒平均直径也从850 ℃工艺下的260 μm减小为160 μm, 晶粒圆整度明显提高, 形状因子从1.94下降到1.87, 但是晶粒大小依然不均匀, 见图5b.
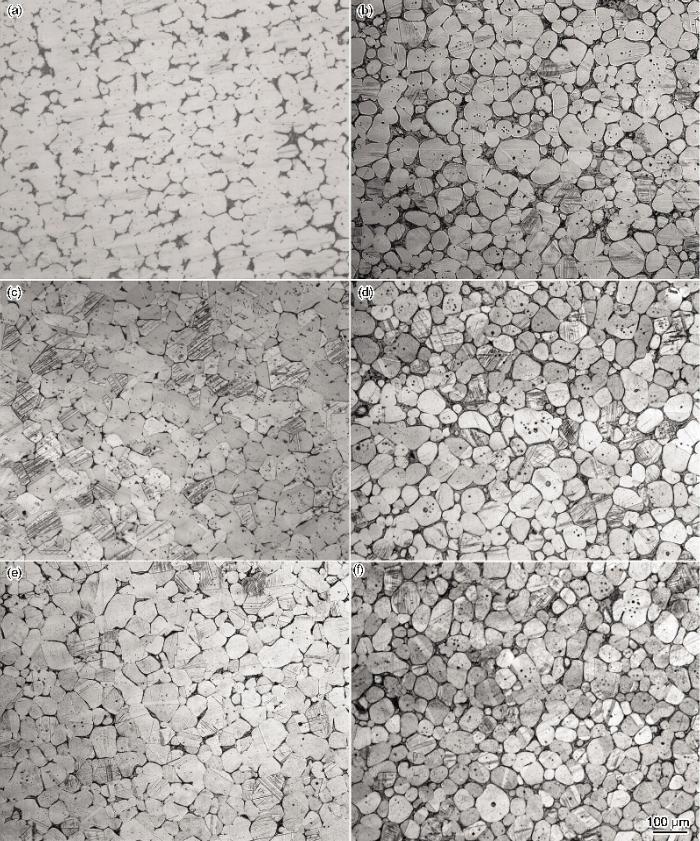
ZCuSn10合金热轧到19.7%变形量的试样经过875 ℃保温15 min后(试样H)组织中孪晶明显减少, 位错缠结明显松弛, 剩余少量位错团及位错线(图6), 说明轧制后储备的变形能在重熔保温过程中释放了, ZCuSn10合金组织发生了相应的变化. 不同轧制-重熔SIMA工艺的ZCuSn10合金试样的组织见图7. 由于预变形以位错团、亚晶界等结构形式在组织内储备了变形能, 在高温加热时该变形能会释放, 促进枝晶晶界处组织熔化, 使得产生的液相增多, 而预变形又破坏了枝晶的连续分布状态, 故此时合并长大后的晶粒尺寸更小.
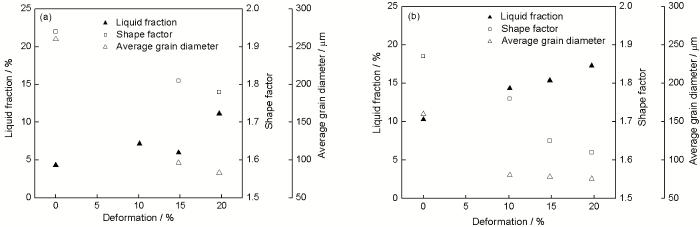
比较图7及图8中各工艺的半固态组织参数可知, 同样的预变形量下, 随着重熔保温温度的升高, 组织内液相增多, 枝晶熔断效果更加明显. 10.1%预变形量条件下, 850 ℃保温时半固态组织中液相率为7.16%, 部分晶粒在圆整化的同时依然相互连接, 保留了原始枝晶的一些特征, 平均晶粒直径及形状因子无法计算(图7a); 875 ℃保温时, 液相率增加到14.34%, 晶界更清晰, 晶粒完整独立, 圆整度高(图7b), 其平均晶粒直径80.65 μm, 形状因子1.76. 当预变形量增加到14.8%时, 850 ℃保温的组织内虽然液相率较变形量10.1%时更低, 仅为5.97%, 但晶粒更完整独立, 半固态组织平均晶粒直径为96.38 μm, 形状因子为1.81 (图7c); 保温温度升高到875 ℃时, 组织中晶粒完全被液相包裹, 液相率增加到15.36%, 平均晶粒尺寸减小至78.45 μm, 形状因子也更小, 达到1.65 (图7d). 同样, 19.7%预变形量不同温度重熔保温的ZCuSn10合金组织, 随着温度升高, 组织内液相增多, 晶粒尺寸减小, 圆整度增加 (图7e和f), 850 ℃保温时液相率为11.13%, 平均晶粒直径83.24 μm, 形状因子1.78; 875 ℃保温时液相率为17.28%, 平均晶粒直径75.80 μm, 形状因子1.62.
同时, 从图8可知, 总体上在相同温度重熔时, 随着预变形量的提高, ZCuSn10合金半固态组织晶界熔断效果增加, 液相率提高, 晶粒尺寸减小, 圆整度提高. 在850 ℃重熔时, 14.8%变形量的ZCuSn10合金半固态组织液相率较10.1%变形量的低, 从组织中仍保留了原始枝晶(图7a)的一些特征推测, 可能是由于重熔温度和变形量较低, 重熔时变形枝晶间原有的α+δ共析体没有来得及完全熔化而被保留了下来, 造成金相照片中晶粒间的α+δ共析组织较多, 并不一定说明重熔时由轧制储备的变形能熔化激活的液相就一定更多. 而14.8%变形量的ZCuSn10合金半固态组织较10.1%变形量的晶界明显更清晰, 晶粒更完整独立, 说明变形量增加提高了枝晶的熔断效果, 可能是重熔温度较低, 保温时间较短, 储备的变形能没有完全激活. 在各工艺中, 热轧19.7%变形量875 ℃保温15 min工艺下得到的ZCuSn10合金半固态组织最理想.
比较图5及图7可见, 采用轧制-重熔的SIMA法制备的ZCuSn10合金半固态组织形貌远好于铸态直接重熔的组织形貌, 预变形过程及所储备的变形能在晶粒圆整化过程中起到了关键作用, 它破坏了枝晶的连续分布状态, 并促进枝晶晶界组织熔化, 使得重熔后液相增加, 初生α相晶粒圆整细化, 分布均匀.
轧制-重熔的SIMA法制备ZCuSn10合金半固态组织时, 枝晶熔断、晶粒圆整化的能量主要由重熔带来的热量及预变形储备的变形能两部分提供, 由于枝晶间隙内存在α+δ共析体及晶界处存在Sn含量较高过渡区域, 其熔点均低于最低重熔保温温度850 ℃, 因此液相首先由晶界低熔点处产生, 并实现对α固相的包裹. 而枝晶内部α相的Sn含量仅为7.36%, 熔点接近900 ℃, 远高于最高重熔保温温度, 在重熔保温时, 枝晶内部的α相依然为固相, 并产生合并长大; 同时, 由于轧制预变形过程破坏了枝晶的连续分布状态, 使得晶界增多增厚, 变形能在晶界处累积储备, 随着加热保温过程的进行, 变形能得到释放, 促进了晶界的熔化, 提高了液相率, 明显增加了枝晶的熔断效果, 使枝晶被熔断分散为尺寸更小的α固相.
高温时的液相在水淬后又得到深灰色的α+δ共析组织, 多分布于晶界处. 采用EDS分析了19.7%变形量下875 ℃, 15 min, 水淬后得到的ZCuSn10合金半固态组织, 其α+δ共析组织中Sn含量从铸态时的28.68%下降到26.76%, α固相中的Sn从铸态时的7.36%提高到7.98%, 说明在重熔保温时Sn从液相向α固相中扩散迁移. 在整个重熔保温过程中, 由于Sn的扩散, 液相逐渐吞噬固相, 固相晶粒的尖角突出部分优先被液相吞噬, 使得α相晶粒趋于圆整.
综上, SIMA法制备ZCuSn10合金半固态组织时, 组织演变机理如图9所示. 首先, 预变形过程破碎了枝晶, 在晶界处累积了变形能; 接下来, 在重熔过程中, 变形能释放, 促进晶界熔化, 枝晶被熔断; 同时, 在保温过程中, 由于Sn从液相中向固相中扩散, 液相逐渐吞噬固相的尖角突出部分, 使得晶粒球化.
当重熔温度相同, 提供的热量相等时, 预变形量越大, 则储备的变形能越高, 组织中产生的液相越多、组织越均匀细小、球化效果越好. 同样, 当预变形量不变, 重熔保温温度提高, 也能使组织中产生的液相增多、组织更细小、球化更好. 液相的增加使得上述过程进行得更加充分, 枝晶熔断效果更好, 组织中初生固相颗粒增加, 晶粒尺寸减小, 晶粒圆整度提高, 球化效果更明显.
(1) 采用轧制-重熔SIMA法制备的ZCuSn10合金半固态组织固相晶粒均匀细小, 圆整度高. 相比铸态直接重熔工艺, SIMA法制备的ZCuSn10合金半固态组织明显改善, 19.7%预变形量后, 875 ℃, 15 min重熔的半固态组织最好, 平均晶粒直径从铸态875 ℃直接重熔工艺的160 μm减小到75.80 μm, 形状因子从1.87减小到1.62, 液相率从10.29%提高到17.28%.
(2) 随着预变形量和重熔保温温度的提高, ZCuSn10合金半固态组织中固相晶粒尺寸减小, 圆整度提高, 液相率增加. 在850 ℃重熔时, 随着变形量从0 (铸态未变形)提高到19.7%, ZCuSn10合金组织中固相平均晶粒直径从260 μm减小到83.24 μm, 形状因子从1.94减小到1.78, 液相率从4.34%提高到11.13%; 在19.7%变形量时, 随着重熔温度从850 ℃提高到875 ℃, ZCuSn10合金组织中固相平均晶粒直径从83.24 μm减小到75.80 μm, 形状因子从1.78减小到1.62, 液相率从11.13%提高到17.28%.
(3) 采用轧制-重熔SIMA法制备的ZCuSn10合金半固态组织球化的主要机理是预变形过程破碎了枝晶, 在晶界处累积了变形能, 在重熔过程中变形能释放, 促进了晶界熔化, 使枝晶被熔断为更小的a固相. 同时, 在整个重熔保温过程中, 由于Sn元素从液相中向a固相中扩散迁移, 液相逐渐吞噬固相的尖角突出部分, 使得a相晶粒球化.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}