
李嘉宁 , 王娟
, 王娟
LI Jianing, WANG Juan
中图分类号: TG132
通讯作者:
收稿日期: 2013-07-29
修回日期: 2013-12-18
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
李嘉宁, 男, 1982年生, 博士
展开
摘要
在TA15-2表面进行激光同轴送粉合金化Stellite 12-B4C粉末制备耐磨复合涂层. 研究表明, 加入Cu可促使大量超细纳米多晶体及非晶相在涂层中产生, 从而增强涂层的耐磨性. Cu对激光合金化涂层的纳米化过程, 是利用Cu在激光熔池中原位化学反应生成的AlCu2Ti超细纳米晶相来抑制颗粒长大的过程, 也是大量纳米多晶体生成的过程. 含Cu涂层主要由γ-Co, M12C, M23C6, W-C, Ti-B及AlCu2Ti晶化相、大量非晶相构成. AlCu2Ti超细纳米晶在高温熔池中具有较高的扩散率, 易引发晶格畸变, 使涂层发生非晶化转变.
关键词:
Abstract
Coaxial powder feeding laser alloying of the Stellite 12-B4C mixed powders on an aviation material TA15-2 titanium alloy substrate can form a wear resistance composite coating. Investigation indicated that the Cu addition promoted a great quantity of the ultrafine nanoscale polycrystals and amorphous phases to be produced in such coating, leading to an improvement of wear resistance. The nanocrystallization process of Cu on laser clad coatings, i.e. and the process of the productions of the nanoscale polycrystals, and also the AlCu2Ti ultrafine nanocrystals which were produced through in situ chemical reaction in laser molten pool retarded greatly growth of the particles. The coating with Cu mainly consisted of γ-Co, M12C, M23C6, W-C, Ti-B, AlCu2Ti and also the amorphous phases. AlCu2Ti ultrafine nanocrystals owned the high diffusibility in such high temperature molten pool, causing the lattice distortions, which also played an important amorphization effect on such coating.
Keywords:
航空工业是国家发展的重要领域. 随着航空科学技术的进步, 现代飞机大量采用新材料与新技术, 特别是飞机的主要结构材料, 越来越多采用钛合金和复合材料[
Stellite合金, 即通常所说的CoCrW(Mo)合金或钴基合金, 是一种耐磨损和抗高温氧化的硬质合金. 将适量Stellite添加到激光合金化涂层中, 涂层具有硬度高、耐蚀、耐磨及耐热等特点[
实验用基材为TA15-2钛合金, 其名义化学成分(质量分数, %)为: Al 2.66, Mo 1.10, V 1.32, Zr 1.66, Fe 0.09, Si 0.08, C 0.05, N 0.04, O 0.12, 余为Ti. 合金化材料为Stellite 12 (纯度≥99.5%, 粒度50~150 μm), BC (纯度≥99.5%, 粒度75~250 μm)以及Cu (纯度≥99.5%, 粒度1~30 μm), 其中Stellite 12名义化学成分(质量分数, %)为: C 1.40, Cr 29.50, Si 1.45, W 8.25, Fe 3.00, Mo 1.00, Ni 3.00, Mn 1.00, 余为Co. 合金化材料成分配比(质量分数, %)为85Stellite 12-15BC(样品1)及80Stellite 12-15BC-5Cu(样品2). 合金化前用烘干机把粉末烘干, 并通过机械混粉器充分混合. 钛合金尺寸: 10 mm × 10 mm × 10 mm (微观组织结构分析)与10 mm × 10 mm × 35 mm (磨损测试).
通过TLF1500 TURBO快速轴流型激光器采用同轴送粉方式进行激光合金化. 实验工艺参数为: 激光功率1.1 kW, 光斑直径4 mm, 扫描速度2.5~7.5 mm/s, 送粉率为25 g/min. 为避免激光合金化过程中合金氧化, 采用Ar气作为保护气, 经过特制的喷嘴直接保护合金化表面, 气体流量为20 L/min, 层间搭接率为30%. 钛合金表面激光合金化时, 激光束、粉末输送及保护气体供给同步进行, 可有效提高涂层的质量与粉末利用率. 激光合金化后, 用ENC-400C切片机将制备好的涂层切割成金相和磨损试样.
用MM-200型盘式摩擦磨损试验机进行室温干滑动摩擦实验, 磨轮材料为20%Co-WC硬质合金, 硬度≥80 HRA, 实验时, 磨轮转速为400 r/min; 用HM-1000型显微硬度计测定激光合金化涂层的显微硬度分布; 用D/MAX-RC 型X射线衍射仪(XRD)分析激光合金化涂层的相结构; 用配有E/MAXGenesis2000型能谱分析仪(EDS)的CSM950型扫描电子显微镜(SEM)观察涂层的微观组织形貌; 用JEM-2010型高分辨透射电镜(HRTEM)对涂层的微观结构进行观察和选区电子衍射分析.
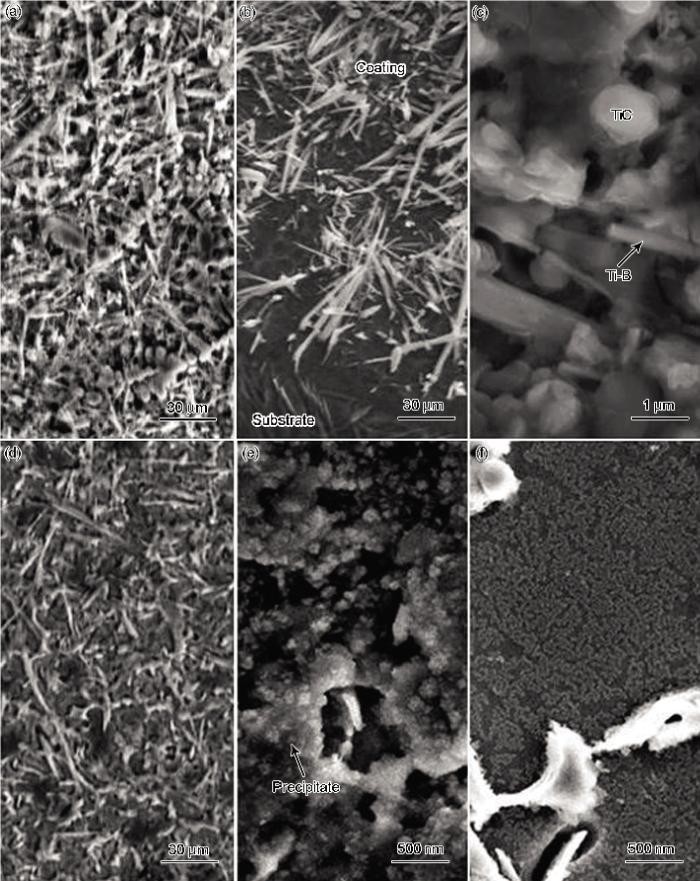
Stellite 12-BC激光合金化涂层的组织形貌如图1a所示. 大量块状与长条状析出物弥散分布于涂层熔合区中. 激光合金化过程中, BC在熔池中分解为B与C, B与C可分别与Ti发生化学反应生成Ti-B(如TiB和TiB)及TiC陶瓷相. TiB和TiB等陶瓷相的产生可显著细化涂层晶界处的网状共晶组织. 另外, 由于合金化过程中熔池各部位受热不均匀, 许多细小的陶瓷相无法充分熔化而成为晶体结晶的形核点, 有利于细化涂层组织. 观察发现大量棒状析出物在涂层底部产生(见图1b). 由于基材对涂层强烈的稀释作用, 大量Ti由基材进入熔池底部, 有利于TiB棒状析出物的形成[
Stellite 12-BC-Cu激光合金化涂层的组织结构见图1d, 随着Cu元素的加入, 涂层的组织结构变化不大. 高倍下观察发现, 许多纳米颗粒出现于涂层析出相之上(见图1e). 图1f表明, 大量超细纳米颗粒均匀地弥散分布于涂层基底处.
在激光合金化过程中, 由于基材对熔池的稀释作用, 大量Al, Ti, Mo, V, Zr元素由基材进入熔池, 可显著改善涂层的耐磨性. Mo, Zr, V均属于强碳化物形成元素, 合金化过程中所生成的碳化物稳定且不易长大, 质点细小, 可有效阻止晶界移动, 细化涂层组织[
因激光合金化层中的Ti元素主要来源于基材, 在高能激光束作用下, 涂层底部聚集着大量Ti. 图2为样品2中涂层的SEM像及线扫描EDS图. 分析表明, 从基材到涂层表面, Ti含量呈明显下降趋势. 这说明Ti在涂层中各区域含量不同, 合金化后产生Ti的化合物种类及其对涂层的强化作用也不相同.
采用TEM对由样品2涂层中部取出的薄膜样品进行观察分析(见图3)表明, 由于激光合金化具有加热及冷却速率快的特点, 熔体成分在宏观上保持均匀的同时, 在微观上却存在着微区内成分不均匀的现象(见图3a), 其选区电子衍射(SAED)谱呈现为表征非晶相的漫散晕环与纳米晶相的多晶衍射环, 这表明该选区存在大量非晶及纳米晶相. 经标定, 此晶化相为AlCuTi多晶体, 该多晶体沿(200), (220), (311)及(400)面生长.
图3b的HRTEM像所选区域晶界取向差为38.5°, 表明涂层中存在大角晶界, 且界面上存在狭长的非晶区. 非晶-纳米晶界面具有高结合能, 可在一定程度上抑制纳米晶生长; 另一方面, 严重的晶格畸变在图3c箭头所示区域中产生. 大量纳米晶相的产生使晶界自由能提高, 导致涂层中点缺陷密度提高与晶格畸变发生. 而非晶区产生的原因则主要为: (1) 激光合金化是一个极快速的动态熔化与凝固的过程, 该工艺制备非晶合金就是以快速冷却来抑制晶化相形核及长大, 形成接近氧化物玻璃的高黏度过冷熔体来抑制原子的长程扩散, 从而将熔体“冻结”而形成非晶态; (2) 钴基、镍基、铁基等非晶合金具有极强的玻璃形成能力, 因此该类元素进入熔池有利于非晶相产生; (3) 在高能激光辐射作用下, 涂层所含晶体中产生大量缺陷而使其自由能升高, 从而发生非晶化转变, 即从原先的有序结构转变为无序结构; (4) 激光合金化过程中, 大量具有小原子半径的非金属元素, 如Si, B, C等元素因合金化粉末熔化或基材的稀释作用而进入熔池, 增加了原子堆垛密度, 有利于增强过冷液相的稳定性, 促使非晶相在涂层中产生.
图4为样品1和2中涂层表层的XRD谱. 分析可知, 两涂层表层共有的主要相为γ-Co, MC(如: CoWC), MC(如(Cr, Co, Ni)C), W-C, Ti-B及TiC陶瓷相. 预熔粉末中包含大量可形成碳化物的Ti, W, Cr及Ni等元素, 在熔池中优先形成TiC, WC, α-WC及MC等化合物[
样品2涂层表层的XRD谱表明, 宽的漫散衍射峰出现在20°~35°, 42°~50°以及70°~82°, 且有几个尖锐的晶化峰叠加在漫散峰之上, 证明涂层中同时存在非晶相与晶化相. 样品1中涂层表层的XRD谱图表明, 宽的漫散衍射峰出现在39°~46°及70°~82°. 比较2个衍射谱可知道, Cu加入后, 20°~35°漫散衍射峰出现, 表明Cu的加入有利于非晶相在激光合金化涂层中产生.
对样品2涂层中部所选区域做进一步TEM分析(见图5a), 表明该区域包含MC, 非晶相及α-WC相. 图5b为MC[411]晶带轴的SAED谱, 经标定具有fcc结构; 图5c只存在1个漫散衍射晕环, 确定为非晶相; 图5d为α-WC[421]晶带轴的SAED谱, 研究[
Cu的加入影响了Stellite 12-BC激光合金化涂层的微观组织结构与相组成, 这主要归因于其加入促使AlCuTi相产生. 其中Al, Ti, Cu原子尺寸差异较大, 因小原子半径的合金元素在涂层中产生压应力, 大原子半径元素则产生拉应力, 这两种应力场相互作用可有效降低合金体系应力, 形成相对稳定的短程有序原子基团. 该类原子基团具有极大的晶界聚集焓, 有利于AlCuTi超细纳米晶相形成[
激光合金化涂层的显微硬度分布如图6所示. 样品1中涂层的显微硬度为1150~1350 HV0.2; 样品2中涂层的显微硬度为1350~1450 HV0.2, 这2个样品中涂层的显微硬度都较TA15-2基材(约380 HV0.2)提高了3~4倍. 这主要归因于W-C, Ti-B及TiC等硬质相、细晶和固溶强化以及非晶-纳米晶综合作用的结果. 样品2中涂层的显微硬度较样品1略有提升, 这是由于Cu的加入促使高硬度的非晶-纳米晶相生成的结果.
经典摩擦理论表明, 随着摩擦表面硬度的增加, 摩擦系数减小, 磨损量也随之减少, 摩擦系数的高低表征了激光合金化涂层的减摩性能, 反映出涂层的摩擦学特性. 图7a表明, 样品2中涂层的摩擦系数明显低于样品1的, 这是由于样品2中涂层相比样品1具有较高的显微硬度. 比较两样品中涂层的COF曲线可知, Cu加入后涂层的COF曲线更为平稳. 即随着大量非晶-纳米晶在样品2的涂层中产生, 涂层的耐磨性更加稳定.
随着载荷的增加, 两涂层的摩擦系数呈下降趋势, 样品2中涂层的COF曲线较样品1下降的幅度更大 (见图7b). 此过程中两涂层摩擦系数的降低幅度表明, 在不同载荷量的作用下, 样品2中涂层较样品1表现出更好的耐磨性.
图8的磨损实验结果表明, 当载荷为98 N, 经40 min干滑动摩擦后, 样品1中涂层的磨损体积约为TA15-2的1/9. Cu加入后, 样品2中涂层表现出更好的耐磨性, 其磨损体积约为样品1中涂层的1/2, 基材的1/18.
在干摩擦条件下, 材料的耐磨性通常与其硬度有关, 即材料的硬度越高, 耐磨性越好. 但本实验所制备的涂层中包含大量颗粒增强相, 增加涂层中颗粒的含量有利于耐磨性的提高. 因此, 涂层的耐磨性还与颗粒增强相的形态与硬度有关. 样品2中涂层含有大量高硬度且形态极为细小的纳米颗粒增强相, 磨损过程中, 该类增强相阻碍涂层基底的塑性形变, 有利于提高涂层的耐磨性[
图9a为载荷98 N, 经40 min干滑动摩擦后, TA15-2的SEM磨损形貌. TA15-2的磨损过程存在显微切削与粘着损失, 表面呈典型的粘着磨损形貌. 磨轮表面的部分硬质点边缘比较圆钝, 磨损过程中会把基材金属推到犁沟两侧而形成微观犁皱. 由于磨轮反复碾压摩擦使犁皱发生硬化脱落, 从而形成磨屑; 同时, 磨轮表面磨粒由于磨损过程中反复碾压和摩擦产生脱落, 使基材表面形成粘着磨损形貌.
样品1中涂层的磨损形貌则较为光滑平整(见图9b). 其磨损表面的犁沟尽管存在, 但已不明显, 摩擦痕迹细而浅, 但方向紊乱. 这主要是由于该涂层的显微硬度较高, 磨轮表面微凸起对涂层的犁削作用减弱. 样品2中涂层的磨损形貌较样品1更为光滑平整(见图9c), 归因于纳米颗粒在与摩擦副对磨过程中发挥了强烈的阻磨作用; 另外, 由于非晶-纳米晶的反复塑性变形量小, 加之高硬度纳米晶的存在使裂纹扩展困难, 因此涂层表现出良好的耐磨损性, 磨损表面形貌较为平整.
图9d为样品2中涂层磨损表面经溶液腐蚀后的SEM像. 表明大量纳米颗粒存在于涂层的磨损表面, 可使涂层磨损表面光滑, 有利于摩擦系数与磨损量的降低; 另一方面, 由于纳米颗粒较为细小, 摩擦过程中脱落的纳米晶对基材的显微切削作用减弱, 使磨损表面的犁沟变得更加窄而浅.
(1) 在TA15-2基材表面进行激光同轴送粉合金化Stellite 12-BC混合粉末可制备耐磨硬质复合涂层. Cu在混合粉末中的加入使涂层中产生大量超细纳米多晶体及非晶相. 加Cu涂层的主要组成相为g-Co, MC, MC, W-C, Ti-B, AlCuTi晶化相及大量非晶相.
(2) Cu对激光合金化涂层的纳米化过程, 是利用Cu在激光熔池中原位化学反应生成的AlCuTi超细纳米晶相来抑制颗粒长大的过程, 也是大量纳米多晶体生成的过程. AlCuTi超细纳米粒子在高温熔池中具有较高的扩散率, 易引发晶格畸变, 使涂层发生非晶化转变.
(3) Stellite 12-BC-Cu激光合金化涂层的摩擦系数曲线较Stellite 12-BC涂层更为平稳且数值略有降低. 载荷为98 N, 经40 min干滑动摩擦后, Stellite 12-BC涂层的磨损体积约为TA15-2的1/9. 含Cu激光合金化涂层的磨损体积大幅度下降, 约为基材的1/18. Cu加入后涂层耐磨性的提高主要归因于Cu对涂层的非晶-纳米化作用.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|

/
| 〈 |
|
〉 |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}