
马品奎 , 宋玉泉
, 宋玉泉
吉林大学超塑性与塑性研究所, 长春 130025
MA Pinkui, SONG Yuquan
中图分类号: TH871
通讯作者:
收稿日期: 2013-12-2
修回日期: 2014-02-17
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
马品奎, 男, 1975年生, 副教授, 博士
展开
摘要
超塑性自由胀形实验中准确测量胀形件轮廓曲面以及曲面上各点的变形是建立超塑性自由胀形解析理论的重要基础. 本工作依据自由胀形件轮廓为轴对称旋转曲面这一重要特征, 将曲面测量问题转化为曲面上特征点的测量, 采用双目立体视觉系统测量特征点的三维坐标, 并进行曲线拟合以确定其轮廓曲面, 计算几何参数, 通过分析轮廓曲面上特征点位置变化以及两相邻特征点之间间距的变化来测量应变. 介绍了双目立体视觉系统的组成和测量方法, 以及系统模型、标定方法、消除高温影响和图像处理等关键环节, 给出了胀形件几何参数和变形测量的方法, 进行了测量实验.
关键词:
Abstract
It is a significant foundation of superplastic free bulging analytic theory to accurately measure the surface profile and the deformation of each point on surface. Based on an important feature of the profile of the free bulging part which can be depicted as axisymmetric rotating surface, in this study, the measurement of the surface was translated into that of the feature points on the part surface, and the three-dimensional coordinates of these points were measured by the binocular stereo vision system for the first time. Then, through curve fitting, contour surface and geometric parameters were determined, and the strain were characterized through analyzing coordinates change of the feature points and distance change between two adjacent points. The setup and the measuring method of the vision system were introduced, as well as several key steps, such as system model, calibration method, elimination of influence of high temperature, and image processing. The methods were proposed for measuring geometric parameters and deformation of bulging part , and the related experiments were performed.
Keywords:
自由胀形实验是研究材料超塑性的重要实验手段, 在超塑性理论研究和应用开发中都具有重要意义[
胀形件极点高度的测量方法主要有接触式和非接触式2种. 接触式测量采用位移传感器[
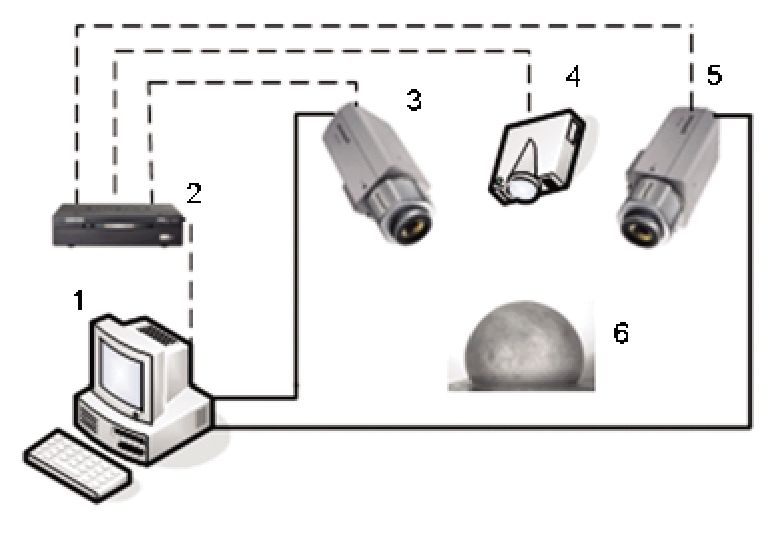
双目立体视觉系统模拟人类视觉构成, 采用2台性能相同、位置相对固定的摄像机, 获取同一场景的2幅图像, 通过对2幅图像的处理和计算, 完成二维图像信息到三维Cartesian空间信息的映射, 最终实现场景的三维重构. 图1为双目立体视觉系统组成. 其中 PC机1控制图像数据的采集、处理、存储和显示, 并完成与视觉测量相关的计算任务; 控制器2由PC机控制, 主要根据PC机指令按照一定的频率同步触发2台摄像机采集图像数据, 保证左、右摄像机每次采取的数据为相同时刻胀形件上同一区域从不同角度的2幅图像, 同时也可用来连续调节光源亮度; 摄像机3和5完成胀形件图像采集, 光源4用于照亮被测胀形件, 突出胀形件表面特征.
超塑性胀形的实验研究和理论分析一般均假设材料各向同性, 因此, 自由胀形中胀形件的真实轮廓为轴对称旋转曲面. 对于轴对称旋转曲面, 只要确定了它的对称轴和轮廓曲面上的任意一条母线, 整个轮廓曲面便可唯一确定, 故胀形件轮廓曲面测量问题可转化为对称轴和轮廓曲线的测量问题.
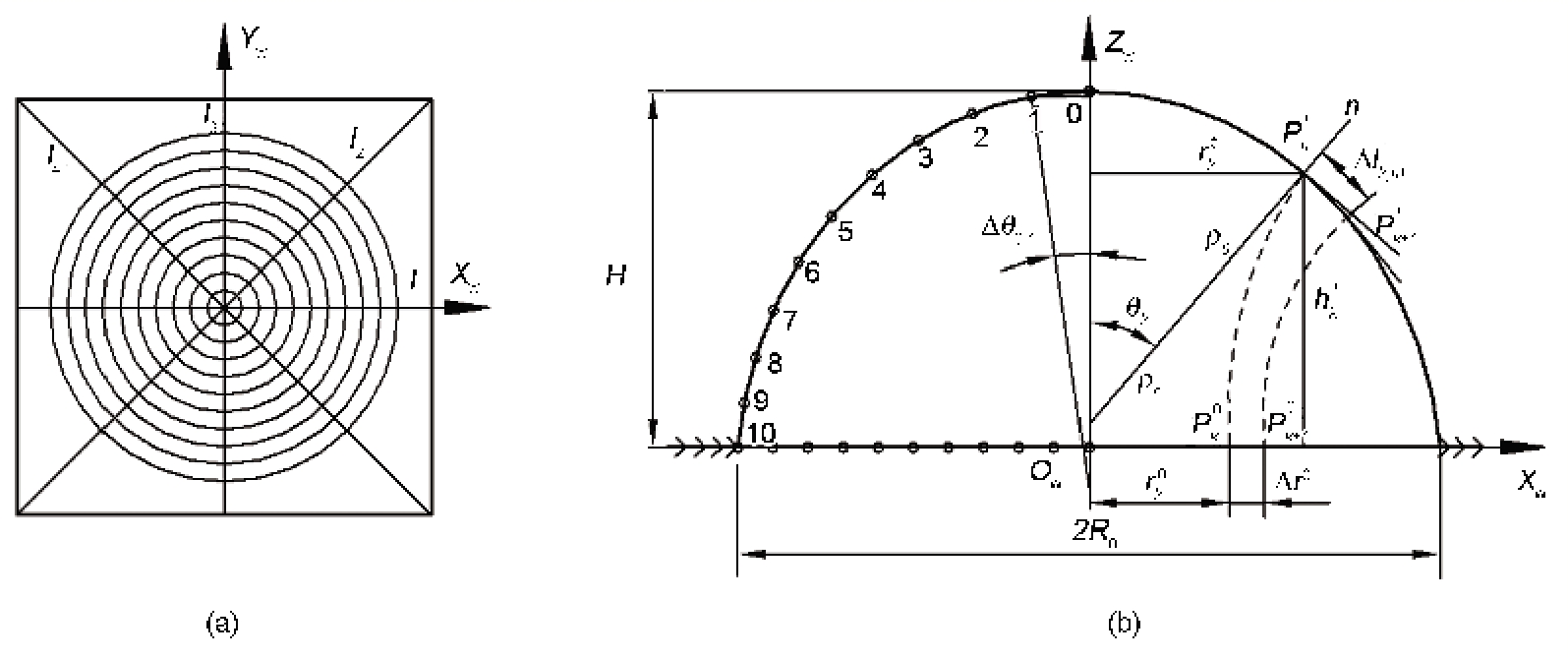
为了便于视觉测量, 实验前在试样表面刻画或印制一组与压边圈同心且等间距的同心圆, 过圆心做4条直线将同心圆8等分, 形成图2a所示网格. 在胀形过程中同心圆就成为旋转曲面上不同高度处的纬线圆, 过圆心的直线将是旋转曲面的母线, 测量出其中任意一条或若干条母线与各纬线圆交点的三维坐标, 便可拟合出母线的方程. 因此, 双目立体视觉系统测量胀形件时, 可将纬线圆与母线的交点作为特征点, 测量出各点的几何坐标, 曲面便可确定. 图2b为自由胀形测量示意图, 胀形前试样表面两相邻特征点
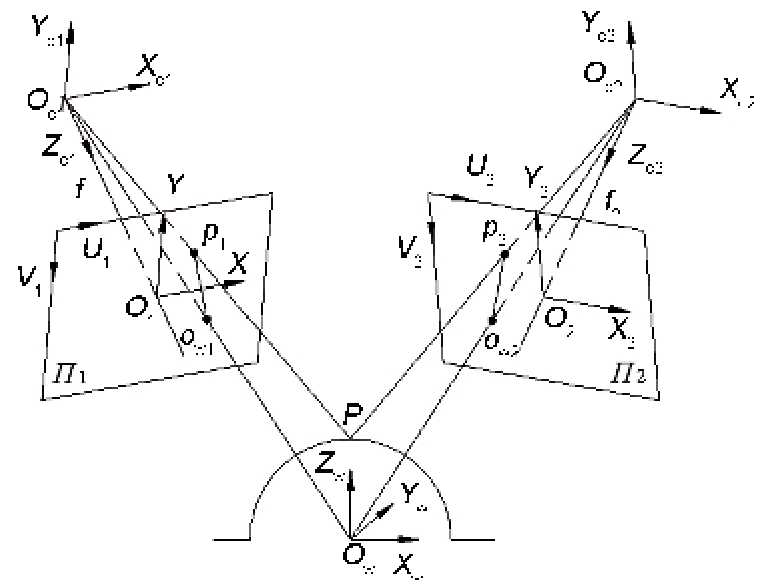
图3为双目立体视觉系统模型示意图, 其摄像机模型为理想的小孔成像模型. 在2台摄像机光轴中心点建立摄像机1坐标系
假设胀形件表面一点P, 在试件坐标系内的坐标用向量表示为
式中,
将
式中,
将式(5)代入式(2), 并将
由式(1)和(6)可知,
式中,
式中,
系统标定就是求取双目立体视觉系统测量所需的各项参数, 包括内参数和外参数. 内参数主要包括2台摄像机的焦距
2.2.1 确定内参数和外参数
2.2.2 确定外参数
确定了式(9)中的
(1) 试件坐标系中网格同心圆圆心的坐标为
(2) 取试样表面
(3) 依据正交旋转运算特征, 式(9)也可表示为:
式(10)与式(8)相同, 因此,
超塑性胀形实验均在高温条件下进行, 材料不同, 所需温度也不同. 高温下胀形件自身会辐射出红光和红外线, 当温度很高时, 这些光线的亮度甚至远高于光源投射到工件表面的光强, 使得摄像机难以采集到胀形件表面的网格特征, 进而影响测量精度, 甚至无法进行测量. 因此, 实际测量中采用在镜头前加滤光片或数字滤光的方法来消除红光对测量的影响. 其中采用数字滤光技术只需对彩色图像中的某个分量进行抑制, 从而实现数字滤光. 由于RGB三基色的标准亮度方程为:
式中, Y表示混合色的亮度; R, G和B分别为红、绿和蓝的光线强度(亮度). 滤除红光后亮度方程为
双目立体视觉测量时图像处理的核心是从左、右2幅图像中提取胀形件表面的特征点并进行立体匹配, 最终获取同一特征点在2幅图中对应像点的图像坐标. 由于胀形件测量仅针对一条或几条母线进行, 特征点提取和匹配范围较为固定, 可通过如下措施简化图像处理过程, 提高处理精度:
(1) 调整2台摄像机的角度, 使其采集到的2幅图像中被测母线排序均沿像素水平增加方向排列, 被测点的排序均沿像素垂直增加方向排列;
(2) 调整2台摄像机的位置, 使同一特征点对应的像点在2幅图像中位置范围接近;
(3) 特征点检测可采用亚像素算法提高测量精度;
(4) 选定被测母线后, 母线交点(图2b中的0点)为唯一点, 母线与压边圈重合的点(图2b中的第10点)在变形过程中坐标保持不变, 其它点在这2点之间, 利用此特性可限定图像处理范围, 提高效率.
依据立体匹配所确定的图像坐标, 结合前述系统标定结果, 求得胀形件表面特征点的三维坐标, 便可重建胀形件三维曲面.
胀形件几何参数包括极点高度H, 胀形件几何轮廓以及轮廓曲面上各点的主曲率半径, 主曲率半径包括经向曲率半径
极点高度在实验过程中实时测量、显示和保存. 如果实验材料严格各向同性, 图2b中的0点就是胀形件的极点, 测得其坐标为
胀形件几何轮廓无需实时测量, 可按照一定的采样频率或根据高度变化来测量, 测量结果显示并保存. 譬如可设定高度每增加5 mm, 进行一次轮廓测量, 这样既能保证观察胀形件几何外形随高度增加的变化情况, 也不会对整个系统的实时性产生很大影响. 为了提高测量精度, 轮廓测量可从网格中任选3条相邻母线作为对象, 测量它们与各纬线圆的交点坐标, 假设实验测得3条母线与同一纬线圆的交点坐标
(r, h)即为最终所求的纬线圆上特征点坐标, 其中
由于力学解析的需要, 测量
式中,
胀形件曲面上一点的应变分量包括周向应变
应变测量即可在实验过程中进行, 也可在实验结束后通过对保存的图像处理来进行测量. 通过胀形件上各点的应变状态, 可确定轮廓曲面上各点的厚度分布.
对于超塑性自由胀形, 极点为等双拉应力状态, 即
式中,
则极点处
式中,
将
除极点外, 轮廓曲线上其它点的经向应变和周向应变并不相等, 在图2b中, 对于
式中,
为了反应胀形件上不同部位的应变变化情况, 胀形控制程序在测得的曲面几何轮廓上用不同的颜色来表示各点的应变值大小.
应用本工作方法对典型超塑性板材ZnAl22胀形进行测量, 实验用板试样尺寸为180 mm×180 mm, 平均厚度为2 mm, 压边圈直径为100 mm, 在板料表面刻画图2a所示的10个等间距同心圆, 过圆心刻画4条直线将同心圆8等分.
实验测量所用的双目立体视觉系统硬件平台如图4a所示, 其中2台摄像机采用具有USB2.0标准接口的DH-HV3151UC工业彩色数字摄像机, 其分辨率为2048×1536, 最大分辨率时帧率为6 fps, 该摄像机支持软件触发和外触发, 实测时由控制器控制外触发同步采集图像数据. 摄像机镜头选用Computar变焦镜头M3Z1228C-MP, 其焦距范围为12~36 mm. 光源选用可调的LED光源, 可连续调节其亮度. 测量过程如下: 测量前首先依次将标准模板和刻画了网格的板试样放置在工作台上进行标定, 并标识板试样标定时的位置; 将胀形至一定高度的胀形件放置在板试样标定时的初始位置, 用测量系统进行轮廓测量, 图4b为实际测量时测量系统软件界面图. 测得胀形件轮廓如图4b所示, 各特征点的坐标见表1, 图中轮廓曲面上不同颜色表示各点的厚度, 也可用不同颜色来表示各点的应变大小.
表1 胀形件轮廓表面被测特征点坐标
| Feature point | Coordinate measured by vision system (r, h) | Coordinate measured by manual measurement (r, h) |
|---|---|---|
| 0 | (0.00, 71.105) | (0.00, 72.34) |
| 1 | (16.342, 69.424) | (16.82, 69.72) |
| 2 | (27.738, 65.548) | (28.34, 64.00) |
| 3 | (36.385, 56.109) | (37.60, 56.32) |
| 4 | (43.219, 48.492) | (43.88, 48.88) |
| 5 | (47.679, 38.752) | (48.78, 39.82) |
| 6 | (51.152, 30.043) | (51.88, 30.82) |
| 7 | (53.362, 23.486) | (53.22, 22.80) |
| (53.752, 17.820) | (53.46, 17.50) | |
| 8 | (53.418, 15.278) | (53.20, 14.36) |
| 9 | (52.725, 7.619) | (52.10, 7.00) |
| 10 | (50.00, 0.00) | (50.00, 0.00) |
在胀形过程中, 典型超塑性材料ZnAl22当胀形件极点高度与参与自由胀形部分的板材的半径之比(高径比)达到一定值后, 胀形件轮廓曲面上部分点的纬线圆半径大于压边圈半径, 即轮廓曲面除了高度值极点外还存在2个纬线圆半径为极值的点, 这2个点在实验过程中有可能不是网格交点0~10中的任一点, 实验中如果仅对网格点坐标进行测量而漏测这2个点, 必将影响曲面测量的准确性. 因此, 实际测量时还必须通过判断各网格交点中是否存在纬线圆半径大于压边圈半径的点来确定是否存在纬线圆半径极值点, 如果存在则必须测量该点的坐标, 图4b中实际测量测得该点坐标为(53.752, 17.820).
(1) 超塑性自由胀形理论研究需要在胀形过程中准确测量胀形件曲面轮廓几何参数以及曲面上各点的变形, 以求建立真实轮廓下的变形几何方程.
(2) 超塑性自由胀形双目立体视觉测量充分利用胀形件形状为轴对称旋转曲面这一特征, 将曲面测量转换为曲面母线上点的测量, 通过准确测量同一时刻一条或几条母线上不同特征点的三维坐标, 可以测量极点高度、胀形件几何轮廓以及轮廓曲面上各点的主曲率半径等几何参数.
(3) 应用双目立体视觉测量系统可通过测量同一特征点在不同时刻坐标的变化来确定其变形情况, 求得各点的应变分布和整体变形规律.
(4) 试样表面同心圆网格间距越小, 测量精度越高.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}