
赵东清
ZHAO Dongqing
中图分类号: TG146.2
通讯作者:
收稿日期: 2013-06-25
修回日期: 2013-06-25
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
赵东清, 女, 1982年生, 博士生
展开
摘要
研究了Mg-4Zn-2Al-2Sn合金在225, 250和275 ℃挤压变形后的微观组织、织构及其力学性能. 结果表明: 在3种挤压温度下合金均发生了完全动态再结晶, 晶粒尺寸分别为4.4, 7.1和10.5 µm. 挤压温度直接影响到晶粒内部第二相的析出, 在225 ℃挤压时, 在晶粒内部可观察到尺寸为20~60 nm的不规则形貌的Mg2Sn析出相, 挤压温度升高到275 ℃, 第二相析出增多, Mg2Sn颗粒长大到500 nm左右, 并观察到沿挤压方向呈流线分布的微米级Mg32(Al, Zn)49. 在225和250 ℃挤压时, 形成了单一的平行于挤压方向的基面织构, 当温度升高到275 ℃时, 棱柱面滑移临界剪切应力急剧降低, 棱柱面滑移系启动, 形成了除基面织构以外的棱柱面平行于挤压方向的
关键词:
Abstract
Due to the high demand of light-weight alloys in automotive applications, wrought magnesium (Mg) alloys, applied as automotive sheet and extrusions, are attracting great attention. However, some inherent disadvantages of common wrought Mg alloys have limited their application, such as poor corrosion resistance, poor creep resistance and low formability. It is well known that Sn can provide thermally stable Mg2Sn particles in the matrix of magnesium alloys. Our previous study shows that the Mg-4Zn-2Al-2Sn alloy has potential to be developed into a wrought Mg alloy. Currently, the microstructure, texture and mechanical properties of Mg-4Zn-2Al-2Sn alloy extruded at temperatures of 225, 250 and 275 ℃ have been investigated, where complete dynamic recrystallization occurred during extrusion and the average grain size was reduced to 4.4, 7.1 and 10.5 µm, respectively. The amount and morphology of the second phases were directly influenced by the extrusion temperature. Extruded at 225 ℃, irregular Mg2Sn phase in size of 20~60 nm precipitated in the grains. With the extrusion temperature increasing to 275 ℃, Mg2Sn of about 500 nm and micron-size Mg32(Al, Zn)49 precipitates were observed. The {0002} texture was formed at 225 and 250 ℃ during the extrusion. While the temperature increased to 275 ℃, due to the activation of prismatic slip system,
Keywords:
变形镁合金可以通过动态再结晶得到更为细小的晶粒, 获得比铸造状态更加优良的性能, 从而满足更多结构件的性能需求. Mg-Al-Zn系和Mg-Zn系是目前应用较为广泛的商用变形镁合金, 常用的牌号有AZ31, AZ61, AZ80, ZK31和ZK60等. AZ系合金表现出良好的铸造性能和变形性能. 但由于Al与Mg基体形成大量β-Mg17Al12高温软化相, 使得AZ系变形合金不适合在超过120 ℃的环境下使用[
对于镁合金的强化, Sn是一种有潜力替代RE的元素[
基于Sn在镁合金中的作用, Mg-Zn-Al-Sn系合金的研究近年来受到重视, 但主要集中在其铸态性能, 而针对Mg-Zn-Al-Sn系合金的变形性能研究较少. Mg-4Zn-2Al-2Sn合金是最近研发的Sn强化镁合金[
实验用Mg-4Zn-2Al-2Sn镁合金采用气体保护熔炼重力铸造方法制备, 合金主要化学成分(质量分数, %)为: Zn 3.96, Al 1.92, Sn 1.98, Mg余量. 采用335 ℃保温4 h, 420 ℃保温4 h的双级均匀化处理工艺[
图1为双级均匀化处理后的Mg-4Zn-2Al-2Sn合金金相组织和XRD谱. 可以看出, 固溶处理后绝大部分第二相溶入基体, 但在晶内和晶界位置还能观察到少量未溶解的第二相颗粒, 但由于数量较少, XRD谱中只观察到了α-Mg固溶体的衍射峰.
将固溶处理后的Mg-4Zn-2Al-2Sn合金在225, 250和275 ℃下进行挤压实验, 得到的3种合金纵、横截面的金相组织如图2所示. 可以看到, 合金组织由形状均匀的细小等轴晶粒组成, 3种挤压温度下合金均发生了完全动态再结晶. 合金经225 ℃挤压后, 晶粒尺寸约为4.4 µm, 随着挤压温度的升高, 晶粒尺寸不断增大, 250和275 ℃时, 晶粒尺寸分别为7.1和10.5 µm.
对普通商用镁合金来说, 300 ℃以下挤压属于低温挤压, 尤其对于合金化元素含量高的镁合金, 如AZ91和ZK60, 低温下变形抗力大, 成形困难. 而本工作所用Mg-4Zn-2Al-2Sn合金在225, 250和275 ℃下均能成功挤压成形, 表现出良好的变形加工性能, 并获得了完全的动态再结晶组织.
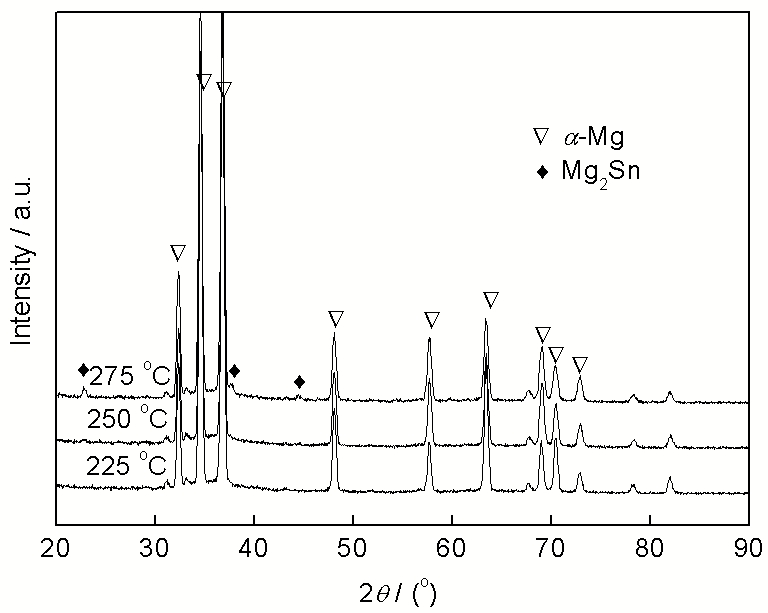
图3为不同温度挤压Mg-4Zn-2Al-2Sn得到的3种挤压态合金的XRD谱. 可以看出, 3种挤压态合金主要由α-Mg和Mg2Sn相组成, 随挤压温度升高, Mg2Sn的衍射峰变得明显. 结合图2的金相组织也可以看出, 225 ℃挤压样品第二相较为稀少, 随挤压温度升高到250和275 ℃, 第二相明显增多, 并且呈流线型分布.
图4为不同挤压温度下Mg-4Zn-2Al-2Sn合金的SEM, TEM像及相应的选区电子衍射(SAED)谱. 可见, 合金经225 ℃挤压后, 晶界和晶内观察到少量颗粒状析出相, TEM下可以观察到晶粒内存在大量纳米级的Mg2Sn细小颗粒, 其SAED谱形成衍射环. Kang等[
Sasaki等[
图5为Mg-4Zn-2Al-2Sn合金经不同温度挤压变形后横截面(垂直于挤压方向)中心部位10 mm×10 mm样品的(0002)和
镁合金在低温进行挤压变形时, 首先启动的是基面滑移系, 一般情况下, 棱柱面滑移系
表1 图4e中第二相EDS分析结果
Table 1 EDS analyses of phases in Fig.4e(atomic fraction / %)
| Area | Mg | Zn | Al | Sn |
|---|---|---|---|---|
| A | 74.43 | 18.79 | 6.72 | 0.06 |
| B | 76.57 | 14.89 | 8.43 | 0.11 |
表2为不同挤压温度下Mg-4Zn-2Al-2Sn合金的拉伸与压缩性能. 可以看到, 225 ℃挤压得到的合金力学性能最好. 随着挤压温度升高, 拉伸屈服强度、拉伸强度以及延伸率都降低, 而压缩强度则表现出先降低后升高的趋势, 拉压比R (R=压缩屈服强度/拉伸屈服强度)则随温度升高而升高, 分别为0.88, 0.89和0.95, 3种样品屈服强度均表现出较弱的拉压不对称性. 不同温度挤压变形后合金的延伸率都较高, 分别达27.6%, 24.0%和23.6%, 明显超过之前报道[
表2 挤压Mg-4Zn-2Al-2Sn合金拉伸与压缩性能
| Extrusion temperature ℃ | Tensile property | Compressive property | R | |||||
|---|---|---|---|---|---|---|---|---|
| Yield strength MPa | Ultimate strength MPa | Elongation % | Yield strength MPa | Ultimate strength MPa | Elongation % | |||
| 225 | 211.7 | 317.5 | 27.6 | 186.3 | 451.0 | -17.6 | 0.88 | |
| 250 | 176.7 | 296.3 | 24.0 | 158.6 | 442.0 | -18.0 | 0.89 | |
| 275 | 173.8 | 293.8 | 23.6 | 165.8 | 458.7 | -16.5 | 0.95 | |
晶粒细化不但可以提高镁合金的强度, 还能够改善其塑性. 因为晶粒细化后棱柱面滑移系临界分切应力大幅降低, 非基面滑移系的开动提高了其塑性变形能力; 同时, 晶粒细化还可使位错的滑移路程缩短, 变形更加分散且均匀. 本实验225 ℃挤压的Mg-4Zn-2Al-2Sn合金晶粒尺寸最小, 力学性能最高, 延伸率达到27.6%, 随着挤压温度升高, 晶粒尺寸逐渐增大, 第二相析出增多并且在275 ℃时长大到500 nm以上, 晶粒粗化和析出相长大共同作用, 导致拉伸强度和延伸率随挤压温度升高而降低.
挤压镁合金通常具有明显的拉压不对称性, 而这种拉压不对称性主要受织构和晶粒尺寸的影响[
(1) Mg-4Zn-2Al-2Sn合金在225, 250和275 ℃挤压时均发生完全动态再结晶, 晶粒尺寸分别约为4.4, 7.1和10.5 µm. 挤压温度对第二相析出的数量和形貌有直接影响, 在225 ℃时, 在镁合金晶粒内Mg2Sn析出相尺寸在20~60 nm, 形貌不规则; 随挤压温度升高, 第二相尺寸增大到几百个纳米, 并且数量增多, 挤压温度为275 ℃时, XRD可观察到明显的Mg2Sn衍射峰.
(2) Mg-4Zn-2Al-2Sn合金在225和250 ℃挤压时形成单一的基面平行于挤压方向的织构; 挤压温度升高到275 ℃时, 棱柱面滑移临界剪切应力急剧降低, 棱柱面滑移系启动, 形成除基面织构外的棱柱面平行于挤压方向的
(3) Mg-4Zn-2Al-2Sn合金在225 ℃挤压后的拉伸屈服强度为211.7 MPa, 拉伸强度为317.5 MPa, 延伸率达到27.6%; 压缩屈服强度为186.3 MPa, 压缩强度为451.0 MPa, 压缩率为17.6%, 压缩塑性低于拉伸塑性. 随挤压温度升高, 合金拉伸力学性能随之下降, 但压缩强度先下降后升高.
(4) 275 ℃挤压合金中存在的
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|

/
| 〈 |
|
〉 |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}