
吴栋
WU Dong
中图分类号: TG113.26
通讯作者:
收稿日期: 2013-06-26
修回日期: 2013-06-26
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
吴 栋, 男, 1988年生, 硕士生
展开
摘要
采用焊接热模拟实验, 研究了焊接热循环对一种700 ℃超超临界火电机组高温部件候选材料—Ni-Fe基高温合金组织和力学性能的影响. 结果表明, 固溶态Ni-Fe基高温合金在经过峰值温度为1249 ℃的焊接热循环后, 25和700 ℃屈服强度和抗拉强度都降低, 延伸率升高. 对经过焊接热循环后的合金再进行时效处理发现, 在25 ℃时, 焊接热循环后再时效样品的屈服强度和抗拉强度与母材时效态相当; 在700 ℃时, 焊接热循环后再时效样品的强度高于母材时效态的强度. Ni-Fe基高温合金在高温焊接热循环过程中, 强化相γ'以及难溶相MC发生溶解, 导致强度下降. 经过时效处理后, 强化相γ'再次大量析出, 同时晶界析出了M23C6. M23C6存在于晶界, 并没有造成拉伸性能的弱化. 高温焊接热循环使MC发生部分溶解, 为M23C6的时效析出提供了C元素.
关键词:
Abstract
Increasing the steam temperature and pressure of boilers in super-ultracritical power plant is an important approach to increase the plant efficiency. The steam temperature of the most efficient coal power plant is now around 620 ℃, representing an increase of about 80 ℃ in the past 40 years, which owes to the high temperature properties improvement of boiler components, such as the superheater and the reheater. Nickel base superalloy, for example Inconel 740 and Inconel 617, is being developed by some countries for the material requirement of 700 ℃ super-ultracritical power plants. Meanwhile, weldability investigation is necessary for the developing materials since welding plays a key role on the construction of coal power plant boilers. In this work, the weldability of a kind of Ni-Fe base superalloy, one of the candidate materials for the high temperature components of 700 ℃ ultra-supercritical coal plant is studied. By welding thermal simulator (Gleeble 1500) experiments, the variation and evolution of mechanical properties and microstructure were analyzed for this Ni-Fe base superalloy, under welding thermal cycle treatment condition and aging treatment condition after welding thermal cycle. After the welding thermal cycle with a peak temperature of 1249 ℃, both the yield strength and tensile strength for solutioned Ni-Fe base superalloy at 25 and 700 ℃ were decreased, along with the increasing of ductility. After aging treatment to the Ni-Fe base superalloy experienced a welding thermal cycle, the yield strength and tensile strength at 25 ℃ were similar with those of the aged base metal. At 700 ℃, the strength of the heat affected zone (HAZ) after aging treatment is higher than that of the aged Ni-Fe base superalloy. Microstructure analysis showed that the γ' phase and MC carbide in Ni-Fe base superalloy dissolved during the high temperature welding thermal simulation experimental process. The solution of carbides in the grain boundaries caused a loss of a pinning effect on the migration of grain boundary and a decreasing of the strength. After the aging treatment to the Ni-Fe base superalloy experienced a high temperature welding thermal cycle, γ' and M23C6 carbide were precipitated. The precipitation of M23C6 at the grain boundaries during aging treatment was mainly due to the supply of the carbon from the MC which had been dissolved partially during former welding thermal cycle.
Keywords:
提高火电机组高温部件(过热器, 再热器等)工作蒸汽温度和压力参数, 是提高机组发电效率的主要途径. 目前, 超超临界火电机组的发电效率可达47%, 温度参数能达到620 ℃, 压力最高能达到31 MPa[
在这些计划中, 新一代火电用高温材料的研发是关键. 过热器和再热器的传统用材为铁素体耐热钢(T91, T92(NF616))和奥氏体耐热钢(TP347, Super304H, NF709和HR3C等)[
焊接是超超临界电站锅炉的关键技术[
在研究和优化Ni-Fe基变形高温合金成分、组织和性能的过程中, 同时开展其焊接性研究可促进Ni-Fe基高温合金的研发过程, 也可为该材料未来的工程应用积累焊接性能数据. 焊接热影响区较小, 不易观察组织和考察力学性能. 本工作利用数值模拟与物理实验相结合的方法, 对新型Ni-Fe基高温合金经焊接热循环作用后的热影响区组织和力学性能进行了研究. 首先获取代表性HAZ焊接热循环曲线, 然后在Gleeble 1500热模拟试验机上进行Ni-Fe基高温合金热模拟实验, 获得区域较大的HAZ, 再进一步研究焊接热循环和热循环后时效处理对母材的组织与力学性能的影响.
实验所用Ni-Fe基高温合金的主要化学成分(质量分数, %)为: C 0.046, Fe 20.6, Cr 19.79, Mo 2.22, Nb<3.0, B 0.0058, P <0.025, S <0.0020, Al+Ti <3.0, Ni余量.在1100 ℃固溶处理1.5 h, 炉冷.
为了较准确地获取焊接热循环曲线, 采用钨极氩弧焊(TIG)自熔焊方法首先校合了焊接热源. 焊接试板尺寸为100 mm×66.8 mm×7 mm, 在板的中心沿板长方向进行单道自熔焊, 焊速2 mm/s, Ar气保护TIG焊, 电流140 A, 电压13.5 V. 焊接过程中, 利用镍铬-镍硅热电偶在焊接板上离焊道不同距离测得3个点的温度变化, 3点位置如图1所示. 利用sysweld模拟软件来模拟焊接过程, 选取双椭球焊接热源模型, 通过焊缝熔池形貌的拟合和图1所示3点的焊接热循环曲线的拟合情况来校合焊接热源模型.
在校合后的焊接热源模型基础上, 选取合适的焊接热循环曲线, 通过Gleeble 1500热模拟试验机进行物理模拟. 夹持在模拟机上的试样尺寸为直径10 mm×90 mm. 焊接热循环后试样的时效处理制度为750 ℃, 8 h+650 ℃, 16 h空冷. 含HAZ的试样及其时效试样在加工成拉伸试样时, 都将HAZ保留在试样中部. 25 ℃拉伸实验在岛津AG-100 kNG拉伸机上进行, 700 ℃拉伸实验在岛津AG-X250 kN拉伸机上进行.
采用STEMI 2000-C体视镜观察焊缝形貌, 采用10%草酸(质量分数)电解腐蚀. 采用AXIOVERT 200MAT金相显微镜(OM)和INSPECT F50扫描电子显微镜(SEM)观察微观组织, 显示碳化物和γ'相组织的腐蚀液为20 g CuSO4·5H2O+5 mL H2SO4+100 mL HCl+100 mL H2O, 显示晶界形貌的腐蚀液为10 g CuCl2+50 mL HCl+50 mL C2H5OH. 采用Tecnai G2 20透射电子显微镜(TEM)观察时效后的晶界析出相. TEM样品用1000号砂纸磨到厚度约为50 μm, 再利用Tenupol-5电解双喷减薄仪制备薄区, 双喷液为10%HClO4 (体积分数)的乙醇溶液. 利用SEM上配置的能谱仪(EDS)对碳化物等第二相进行成分测定.
图2为焊板上3个测温点的实测与模拟焊接热循环曲线的对比图, 图3为模拟和实际焊缝形貌的对比. 可见, 模拟结果与实验结果吻合较好, 热源模型和参数选取较为合理. 沿图3a中白线从焊缝中心至母材的显微硬度测试结果如图4所示. 可以发现, HAZ靠近焊缝区, 有一个硬度下降的软化区, 该区域距焊中心截面垂直距离为4.2~5.5 mm. 选取距焊缝中心截面垂直距离为4.7 mm的代表点(图3所示点S(S′))抽取焊接热循环曲线, 曲线如图5所示, 曲线峰值温度Tp=1249 ℃. 从图4可以发现, S(S′)点位置对应于实际焊缝HAZ硬度下降区. 远离焊缝区域的硬度不断升高, 直至与母材硬度相当. Ni-Fe合金的基体从开始凝固到室温都为奥氏体单相组织, HAZ不会发生相变, 其显微组织的变化则主要表现为第二相的溶解或者晶粒尺寸的变化等. 焊接热循环峰值温度越高, 组织的变化会越显著. 因此, 选择具有较高的峰值温度的热循环曲线来研究组织和性能变化, 具有代表性. 差示扫描量热(DSC)测试的结果表明, 实验用Ni-Fe基高温合金的始熔温度为1329 ℃, Gleeble焊接热模拟实验中不能使材料发生熔化, 因此, 循环曲线峰值温度必须小于1329 ℃.
图6为焊接热循环前后试样的宏观照片. 图7为Ni-Fe基高温合金在固溶态和经过焊接热循环后的组织对比. 可以看出, 固溶态(图7a和c)和焊接热循环态下(图7b和d)的碳化物和碳氮化物都是沿晶界或在其附近分布. EDS分析表明, 经过焊接热循环后, 组织中的碳化物和碳氮化物的种类并没有发生变化, 主要有两种: 一种为富Nb的MC碳化物, 其原子比约为(Nb0.6Ti0.35Mo0.05)C, 形状呈无规则的条形或颗粒状, 在二次电子扫描下颜色较浅亮; 另一种为富Ti的M(C, N)碳氮化物, 其原子比约为(Nb0.1Ti0.9)(C, N), 形状呈规则的块体, 颜色呈深黑色. 从图7a和b可以看出, 焊接热循环后碳化物的数量明显减少. 高温焊接热循环使这些第二相发生了部分溶解. M(C, N)碳氮化物在固溶态下数量较少, 且其熔点较高, TiN在凝固过程中形成, 在凝固后期, C进入TiN[
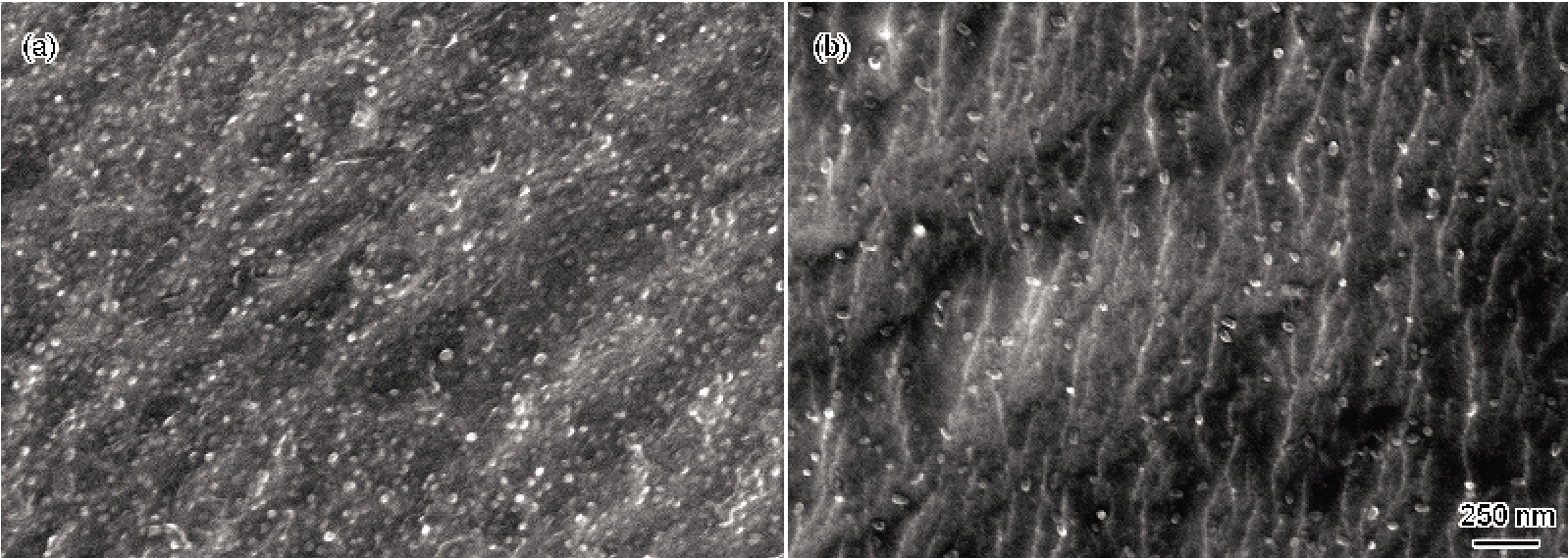
图8为Ni-Fe基高温合金热循环前后显微组织中的γ′相形貌. 可以看出, 经过焊接热循环后, 晶粒中的γ′相数量大量减少. 面积分数统计法结果表明, 经过焊接热循环后, γ′相的体积分数由18.1%减少为4.6%, 尺寸为40~70 nm, 呈球形.
材料在再结晶温度下, 晶粒会发生长大[
表1 固溶态和焊接热循环态下的晶粒尺寸
Table 1 Grain size distribution of Ni-Fe superalloy at solution state and welding thermal cycle state
| Sample | Area percentage of grains with different sizes | Number percentage of grains with different sizes |
|---|---|---|
| Solution state | 75~100 μm, 91.5%; less than 20 μm, 8.5% | 75~100 μm, 43%; less than 20 μm, 57% |
| Welding thermal cycle state | 75~100 μm, 94.6%; less than 20 μm, 5.4% | 75~100 μm, 54.3%; less than 20 μm, 45.7% |
表2 Ni-Fe基高温合金在25和700 ℃下的拉伸性能
Table 2 Tensile properties of Ni-Fe base superalloy at 25 and 700 ℃
| Sample | Temperature / ℃ | Rp0.2 / MPa | Rm / MPa | A / % |
|---|---|---|---|---|
| Base metal | 25 | 528 | 990 | 36.5 |
| HAZ | 299 | 679 | 39.8 | |
| Base metal | 700 | 458 | 712 | 20.5 |
| HAZ | 253 | 523 | 31.1 |
对金相照片进行晶粒尺寸的统计(表1), 可见, 固溶态和焊接热循环态下都含有2个晶粒尺寸级别的晶粒, 经过焊接热循环后, 小晶粒数量减少.
表2为固溶态和焊接热循环后的Ni-Fe基高温合金分别在25和700 ℃下的拉伸性能对比. 可见, 经过焊接热循环后, Ni-Fe基高温合金屈服强度和抗拉强度明显下降, 延伸率略有上升. 经过焊接热循环后的试样在加工成拉伸棒时, 拉伸棒的中间部位为HAZ, 但两端仍为固溶母材. 拉伸断裂后, 断裂位置全部位于HAZ, 见图10, 固溶态的拉伸棒变形均匀, 中间含有HAZ的拉伸棒则在HAZ变形更剧烈. 图11为从HAZ中心处向固溶态母材的硬度分布. 可见, 经过焊接热循环后的组织发生了明显的软化.
图12为在25和700 ℃下固溶态和焊接热循环态的拉伸断口形貌. 可以看出, 25 ℃拉伸时(图12a和b), 固溶态和焊接热循环态的断口形貌都呈韧性穿晶断裂, 焊接热循环态的断口形貌中的韧窝更密集更深. 焊接热循环态下的γ′相数量减少, 其强化效果减弱, 位错运动阻碍减小, 晶粒更易变形. 同时, γ′相的溶解也是HAZ硬度较低的主要原因. 其次, 碳化物和碳氮化物等第二相对材料的变形也有影响. 这些第二相在晶界上时, 对材料的力学性能往往有正反两方面的作用[
700 ℃拉伸下(图12c和d), 固溶态Ni-Fe基高温合金的断口呈沿晶和穿晶混合断裂形式, 其屈服强度和断裂强度都分别小于25 ℃下的实验值. Ni-Fe基高温合金HAZ试样在700 ℃下的拉伸断口形貌仍为韧性的穿晶断裂, 这主要是因为焊接热循环态在700 ℃下的薄弱环节仍然在晶粒内部, 拉伸过程中, 晶粒承担主要变形而拉长, 最终导致韧性穿晶断裂.
Ni-Fe基高温合金的HAZ经过时效处理后, 其组织发生了明显变化. 由图13a~c可见, HAZ经时效后, 晶界处析出大量的M23C6, 其形状主要呈颗粒状, 少量呈层片状; 同时, γ′相大量析出(图14a). 观察母材的时效态组织可以发现, 母材时效态组织的晶界并没有像HAZ时效态一样析出大量的M23C6 (图13d). 高温焊接热循环使MC发生了溶解, 从而在后期的时效中为M23C6的析出提供了C, 而固溶态母材中的MC由于没有发生溶解过程, 因此, 时效时未析出大量M23C6. 这一结果与Xu等[
表3为经过焊接热循环后试样再次进行时效处理后的拉伸性能. 与焊接热循环的拉伸试样类似, 时效的拉伸试样的中间段为HAZ时效态, 两边为母材时效态. 在25 ℃拉伸实验中, 整个试样拉伸变形均匀, 试样断裂位置出现在HAZ时效区(即拉伸试样的中间部位)或母材时效区(即拉伸试样的两端处); 在700 ℃拉伸实验中, 整个试样拉伸变形均匀, 试样全部在母材时效区断裂. 25 ℃拉伸下, 断于HAZ时效区的断口呈典型的沿晶断裂(图15a), 断裂的晶面上分布着细小的M23C6颗粒(图15b), 断于母材时效区的断口则呈沿晶和穿晶的混合断裂(图15c), 尽管在25 ℃下拉伸时断裂位置不同, 断口形貌的差别也很大, 但2个区域的力学性能却相差不大. 可见, 时效处理后, 在25 ℃下, HAZ已不是材料的薄弱环节. 700 ℃拉伸时, 试样全在母材处断裂, 断口形貌呈沿晶和穿晶的混合断裂(图15d), 穿晶面上能观察到浅宽的韧窝. 可见, 在700 ℃下, 经过焊接热循环的试样再时效处理后, 其强度高于时效态的母材强度.
表3 在25和700 ℃下Ni-Fe基高温合金(含HAZ)时效态的拉伸性能
Table 3 Tensile properties of Ni-Fe base superalloy (containing HAZ) after aging treatment at 25 and 700 ℃
| Temperature / ℃ | Fracture position | Rp0.2 / MPa | Rm / MPa | A / % |
|---|---|---|---|---|
| 25 | Base metal | 613 | 1055 | 28.0 |
| HAZ | 625 | 1076 | 27.6 | |
| HAZ | 632 | 1078 | 26.0 | |
| 700 | Base metal | 535 | 780 | 22.4 |
| Base metal | 530 | 775 | 21.6 | |
| Base metal | 545 | 785 | 23.2 |
晶界上不连续的颗粒状M23C6能够阻碍晶界滑移, 提高结合力; 晶界片层状、板状或不规则间断形状的M23C6则容易使晶界萌生裂纹, 降低晶界强度[
(1) Ni-Fe基高温合金经过峰值温度为1249 ℃的焊接热循环后, 组织中的碳化物和γ′相发生了部分溶解. 晶界碳化物的溶解使其对晶界的钉扎作用消失, 晶界迁移使焊接热循环之前组织中的小晶粒被吞并, 但晶粒尺寸并没有发生显著变化. 焊接热循环后, 25和700 ℃的屈服强度和抗拉强度都下降, 延伸率上升, 显微硬度也下降. 25 ℃拉伸下, 拉伸断口形貌都呈韧性穿晶断裂; 700 ℃拉伸下, 由于晶界高温的弱化, 固溶态拉伸断口呈穿晶和沿晶的混合韧性断裂, 焊接热循环态的γ′相的大量减少, 则导致700℃下仍为穿晶断裂.
(2) 经过时效处理后, HAZ组织中晶界析出M23C6. γ′大量析出, γ′相尺寸比固溶态及其固溶后的时效状态更为细小且密集. M23C6和γ′相的析出使得Ni-Fe基高温合金HAZ 在25和700 ℃的拉伸强度升高. 25 ℃下, HAZ时效态和母材时效态达到同一拉伸力学性能水平, 前者呈韧性沿晶断裂, 后者呈沿晶和穿晶的混合韧性断裂. 700 ℃下的HAZ时效态强度要优于母材时效态, 断裂全部发生在母材时效区, 断口特征呈沿晶和穿晶的混合韧性断裂.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|

/
| 〈 |
|
〉 |














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}