钛合金具有低的密度、高的比强度和良好的耐蚀性, 被广泛用来代替钢等合金制造航空发动机中的各种部件, 如杯形件、双重铰链、防冰壳体及燃油系统的加力叶轮等. 但钛合金的疲劳强度低、摩擦系数大、粘着磨损严重, 导致其对微动疲劳与微动磨损特别敏感, 极大地影响了钛合金结构的安全性和可靠性[1 -3 ] . 据报道[4 ,5 ] , 钛合金由于微动作用使其疲劳寿命降低约60%, 而且在未采用润滑剂的钛合金摩擦副之间的摩擦系数由0.45增加到约0.80, 其微动损伤的主要形式是疲劳脱层及粘着磨损. 因而, 如何提高钛合金的微动疲劳与微动磨损性能成为需要解决的关键问题.
以其独特形状记忆功能而备受关注的NiTi金属间化合物, 由于在摩擦磨损变形过程中能产生应力诱发马氏体相变及超弹性效应而表现出良好的抗疲劳、耐腐蚀和优异的耐磨性能. Wang等[6 ,7 ] 采用纯Ni粉末与Ti粉末作为原料, 使用激光熔覆技术在钛合金表面制备出NiTi形状记忆合金, 结果表明复合涂层均匀致密, 具有一定的抗耐磨损性能. 然而NiTi形状记忆合金单独作为强化相还存在问题[8 -10 ] , 如易发生粘着磨损, 摩擦系数与钛合金摩擦系数相当, 在高冲击载荷作用下易出现疲劳裂纹等问题. 而钛合金微动疲劳的特点是既有接触条件下的微动磨损作用, 又承受疲劳载荷, 提高其抗力的难点在于抗磨和提高疲劳强度的措施往往是互相矛盾的. 在既要抗磨又要提高疲劳强度时, 应考虑复合强化处理.
TiB2 和TiB作为增强相已广泛应用于钛基复合材料, 不仅因为其高弹性模量、高硬度、高耐磨性以及与Ti之间好的相容性或稳定性; 还因为其与Ti基体之间非常相近的密度和热膨胀系数, 能降低复合材料中的残余应力[11 ,12 ] . 本课题组的前期研究[13 ] 表明, 通过在TC4钛合金表面直接采用激光原位熔覆TiB2 粉末能够制备出具有TiB2 颗粒和TiB短纤维梯度分布的涂层. 据此本研究采用纯Ni与TiB2 粉末作为熔覆材料, 运用激光熔覆原位技术在TC4钛合金表面试图制备出以高硬度TiB2 和TiB为增强相, 以高韧性NiTi和Ti为基体的复合涂层. 然而在Ni+Ti二元合金系中, 除生成NiTi外, 还可能生成Ni3 Ti和NiTi2 金属间化合物, 其中Ni3 Ti还存在室温脆性问题[14 ] ; 而且Ni在一定条件下还可能与TiB2 及Ti发生反应, 生成Ni3 B, Ni4 B3 和Ni20 Ti3 B6 等相[15 ] ; 同时Ni的添加还可能影响到TiB短纤维的体积分数与长径比. 因此, 本工作采用Ni和TiB2 以不同摩尔比混合作为熔覆材料, 研究涂层中相的种类及含量随激光功率密度的变化关系, 重点探讨了不同元素反应间的竞争机制.
1 实验方法
实验选用直径 300 mm, 长15 mm的TC4钛合金为基材, 试样表面分别用200, 400和600号水砂纸进行逐级打磨,并用无水乙醇和丙酮反复清洗, 以除去试样表面可能残存的氧化物和油污等杂质. 预置涂层材料选用纯Ni粉末(纯度99.5%, 晶粒尺寸5 μm)与TiB2 陶瓷粉末(纯度99.5%, 晶粒尺寸5 μm). 采用适量的2123酚醛树脂为粘接剂, 将纯Ni与TiB2 粉末分别按摩尔比Ni∶TiB2 =0.5∶1, 1∶1, 1.5∶1进行配比预置于试样的圆柱面上, 预置涂层厚度为0.4 mm. 在120 ℃真空烘干箱烘干5 h以提高预置涂层的干燥度. 在流速为15 L/h的Ar气保护熔池的条件下使用YLS-6000 IPG光纤激光器进行激光熔覆, 选用的工艺参数为: 激光功率P为1~5 kW, 激光束扫描速度V为3~10 mm/s, 光斑尺寸D为5 mm×5 mm(方形光斑).
激光熔覆后, 试样经电火花线切割、研磨、抛光, 用成分比例为HNO3 ∶HF∶H2 O=3 mL∶2 mL∶95 mL的腐蚀剂腐蚀后, 利用JSM-6490LA型扫描电镜(SEM)观察涂层横截面的微观组织, 为确保结果的可靠性, 对一块试样切取2个横截面进行类比. 用D/max 2550 VL/PC型X射线衍射仪(XRD)对所得激光涂层进行物相分析(测试方向垂直于激光扫描方向). 为更精确地确定出涂层中的物相组成, 采用JXA-8100型电子探针(EPMA)进行物相分析.
2 实验结果与分析
2.1 涂层表面宏观形貌分析
图1为3种不同成分配比下预置层经光纤激光束辐照后所制备复合涂层的表面宏观形貌. 由图可见, 这3种成分配比下所获得涂层表面都无明显裂纹和气孔存在, 且表面都相对平整、连续, 而且随着激光功率与Ni添加量增多, 涂层表面成型质量提高. 这是因为所采用IPG光纤激光器的光束能量密度分布均匀且为矩形光斑, 使得整个预置层中心区至边缘区域受激光束辐照的能量密度与时间长短差异不大, 因此, 预置层下方的部分钛合金基材中心区至边缘区的熔化量相差不大, 使得熔池形状较为规则; 又由于上熔层直接受激光束辐照, 可达到较高温度, 使上熔层有足够时间能回流成平衡态后才被凝固起来, 因此可获得相对平整的涂层形貌. 若随着激光功率的进一步提高, 上熔层可获得更大的能量密度, 上熔层的回流时间更充分, 加上温度的提高, 也可进一步提高材料之间的润湿性, 因而激光功率密度提高可改善涂层表面成型质量. 这与张晓伟等[16 ] 研究结果一致. 而又由于Ni的熔点(1350 ℃)低于TiB2 的熔点(3253 ℃), 随着Ni添加量增多, Ni液熔化量增多导致熔池的流动性更加剧烈, 熔液回流成平衡态的状态更容易, 因此Ni添加量也可改善涂层表面成型质量.
图1 不同成分配比与不同激光功率下复合涂层的表面宏观形貌
Fig.1 Macro morphologies of the composite coatings under different composition ratios and different laser powers
2.2 涂层XRD物相分析
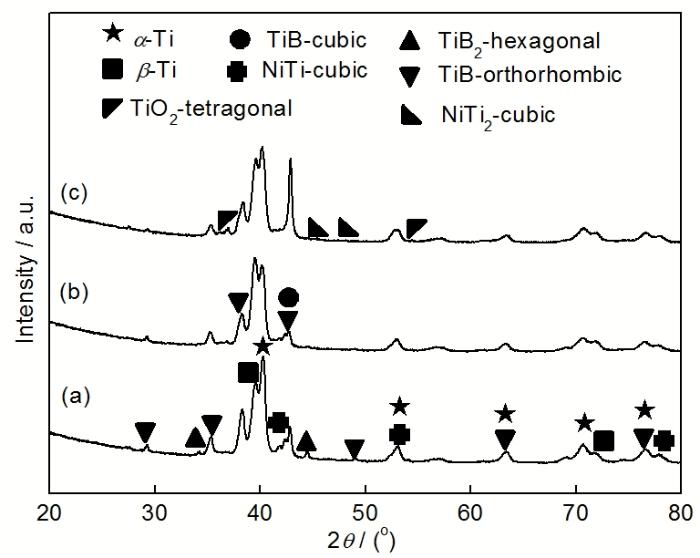
图2给出了激光功率为2.36 kW, 扫描速度为6 mm/s条件下3种不同成分配比的预置层涂层表面的XRD谱. 可看出, 全部涂层均由bcc的NiTi相, bcc和斜方晶系的TiB相, 六方的TiB2 相、a -Ti相和b -Ti相组成. 比较3种试样的XRD谱, 发现这些谱的衍射峰位没有明显的差别, 但在衍射峰强上有所不同, 同时与标准峰位相比, 有些峰位发生了明显的偏移, 即随着Ni添加量的提高, bcc结构的TiB含量先降低再升高, 在42.9°晶面间距为2.11126, 2.11640与2.10918 nm的bcc结构的TiB峰位发生了先降低后升高的趋势, 同时晶格常数也发生了一定程度的畸变. 这主要与激光快速熔化与快速凝固的特性直接相关, 即增强相从熔池中析出长大时, 易固溶进一些元素. 而随着Ni添加量的提高, 斜方晶系的TiB含量却逐渐降低.
图2 激光功率为2.36 kW, 扫描速度6 mm/s下不同成分配比所获得涂层表层的XRD谱
Fig.2 XRD spectra of coatings by laser power (P) of 2.36 kW and scanning speed (V) of 6 mm/s
涂层中存在物相之间对应衍射峰的晶面间距相近甚至重合, 同时在远离平衡态条件下物相的固溶极限扩大, 导致很多相的晶格常数发生变化, 因而增加了涂层组织中物相含量的定量测定难度. 由于存在重叠峰, 因此从衍射峰强度可看出NiTi含量变化不明显, 而Ni∶TiB2 =1.5∶1时, 涂层表面除以上组成相之外, 出现了bcc的NiTi2 新相, 同时还出现了TiO2 , 说明当Ni添加量增多时, 会使预置层底部的Ti熔液与O的接触几率提高, 进而发生氧化反应. 另外, 从XRD谱中可发现, 除Ni∶TiB2 =1.5∶1的涂层生成NiTi2 之外, 其他涂层均都没出现NiTi2 和Ni3 Ti脆性相, 而且也并未发现Ni与TiB2 发生反应, 说明在钛合金表面利用激光熔覆原位制备TiB和TiB2 为增强相, 以NiTi和Ti为基体的复合涂层是一种切实可行的方法. 不同成分配比预置层试样可以得到相同物相组成的复合涂层, 表明即使成分配比有一定的波动性, 也可获得质量较稳定的涂层.
2.3 显微组织分析
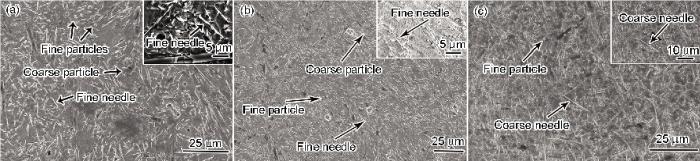
图3为3种不同成分配比涂层横截面中部的SEM像. 可以看出, 涂层主要由颗粒与针棒状组织组成. 在Ni∶TiB2 =0.5∶1时, 涂层中除生成小颗粒与针棒状组织之外, 还有少部分粗颗粒存在. 小颗粒的粒径大部分集中在0.5~2.5 mm之间, 这与原始添加的TiB2 颗粒尺寸(粒径平均在5 mm左右)有差别, 说明在激光原位制备过程中, TiB2 颗粒既可能发生了溶解-析出, 又可能与Ti发生了原位反应生成TiB; 在Ni∶TiB2 =1∶1时, 涂层中的粗颗粒较少存在, 主要为细针状与小颗粒组织; 而在Ni∶TiB2 =1.5∶1时针棒状组织发生了明显的粗化, 从0.5 mm左右转变至1 mm左右.
图3 不同成分配比下涂层截面中部的SEM像
Fig.3 SEM images of middle region of composite coatings under different composition ratios (Insets show the high magnified images)
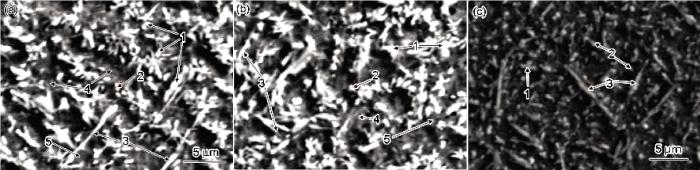
由于B是低原子序数元素, 采用能谱(EDS)很难定量检测出其准确结果, 因此本工作主要采用EPMA进行测试分析. 经过多次统计并结合XRD分析, 可确定出大部分的颗粒与针棒状组织分别为TiB2 与TiB, 但也有少部分小颗粒为TiB, 结果如图4与表1所示. 根据Gorsse等[17 ] 研究结果可知, 在TiB晶体中B-B键能>B-Ti键能>Ti-Ti键能, 这样使得TiB相沿[010]方向生长速度比垂直于(100), (001), (101)和(102)面方向生长速度更快, 因此TiB更容易形成针棒状组织. 而这里出现了小颗粒TiB, 主要可能是与晶粒在生长过程中受到约束, 导致不能自由生长有关. De Graef等[18 ] 和Kawabata等[19 ] 研究发现, 在位于过共晶区时易形成这种特点的组织. 同时从表1中可见, 位置4与5测定的是基体Ti的结果, 即某些区域的Ti基体固溶了较多的Al元素, 这有利于促进a -Ti相的稳定[20 ] , 而某些区域的Ti基体固溶了较多的V元素, 这会导致b -Ti向a -Ti的转变能力减弱[20 ] , 最终会以b -Ti相的形式保存下来, 这也与XRD检测结果相对应. 而且从表中还可发现大部分的物相都会含有其他元素, 这是由于激光的快速熔化与快速冷却使微区的元素扩散不充分, 使其以固溶体的形式存在, 而导致了晶格发生畸变, 与XRD测试结果吻合.
图4 3种不同成分配比的涂层横截面中部显微组织的SEM像及EPMA测试位置
Fig.4 SEM images of middle region of composite coatings under different composition ratios and the locations for EPMA
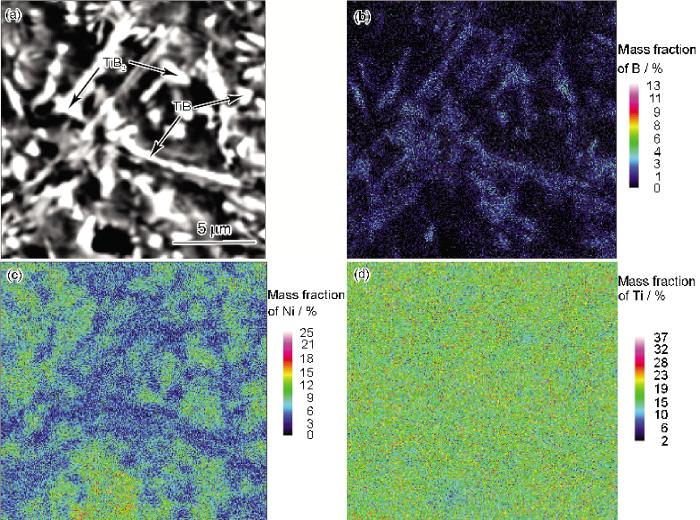
由于XRD谱检测出了NiTi相, 但Ti与NiTi的耐腐蚀性能差异不大, 而TiB与TiB2 陶瓷相又很耐腐蚀, 若采用浅腐蚀, 很难同时明显区分出不同物相的相界, 而若采用深腐蚀, 又会把NiTi与Ti都腐蚀掉. 为了准确地分析出NiTi所在的位置及其周围物相的分布情况, 采用EPMA进行面扫描分析, 结果如图5所示. 可以看出, Ni元素相对均匀地分布在小颗粒(TiB)与针棒状组织(TiB2 )周围, 而XRD检测结果中只检测到NiTi相, 因此可判断出NiTi相相对均匀地填充在TiB与TiB2 颗粒周围. 由于bcc结构NiTi具有优良的超弹性行为, 且其均匀地分布在TiB与TiB2 陶瓷相周围, 因此有望进一步提高其涂层的冲击韧性与断裂韧性.
2.4 凝固过程与不同元素原位反应竞争机制
复合涂层增强相的形成与熔池中特殊的热力学与动力学条件直接相关. 而颗粒增强原位合成的反应机理主要有扩散机制和溶解-析出机制. 本研究采用纯Ni与TiB2 颗粒作为熔覆材料, 在钛合金母材上运用激光熔覆原位技术制备TiB2 颗粒、TiB纤维与NiTi合金增强钛基复合涂层. 由于在激光辐照过程中, Ni在上层且熔点较低, 优先发生熔化形成Ni液, 进而通过热传递使部分钛合金母材发生熔化, 从而形成Ni-Ti溶液. 而在此过程中TiB2 颗粒是否发生熔化或溶解, 主要取决于激光辐照时间、自身熔点、生成热大小与颗粒尺寸. 从直接预置TiB2 颗粒作为预置层的实验结果中[13 ] 可看出, 在较短时间内TiB2 颗粒很难发生熔化, 仅使涂层表层的TiB2 颗粒边缘发生了微熔. 因此, 在涂层中TiB2 颗粒主要以未溶的形式存在. 而通过Ni的添加, TiB2 颗粒的溶解度得到了提高. 在激光不断辐照作用下, 伴随着熔池流动及TiB2 颗粒不断地溶入Ni-Ti溶液中, 发生了原位反应, 形成NiTi与TiB新相.
图5 Ni∶TiB2 =0.5∶1的涂层的SEM像及EPMA面扫描结果
Fig.5 SEM image (a) and EPMA surface scanning for B (b) , Ni (c) and Ti (d) elements of composite coating with Ni∶TiB2 =0.5∶1
在Ni-Ti-TiB2 中可能发生的反应存在以下11种类型:
(1) N i + T i = N i T i
(2) N i + 2 T i = N i T i 2
(3) 3 N i + T i = N i 3 T i
(4) N i + T i B 2 = 2 T i B
(5) 9 N i + T i B 2 = N i 3 T i + 2 N i 3 B
(6) 8.5 N i + 1.5 T i B 2 = 1.5 N i 3 T i + N i 4 B 3
(7) 5 N i + 2 T i B 2 = N i T i 2 + 4 N i B
(8) 3 N i + T i B 2 = N i T i + 2 N i B
(9) 6.333 N i + 2 T i B 2 = N i T i 2 + 1.333 N i 4 B 3
(10) 5.5 N i + 1 . 5 T i B 2 = 1.5 N i T i + N i 4 B 3
(11) 5 N i + T i B 2 = N i 3 T i + 2 N i B
根据文献[21]的热力学数据, 计算了Ni, Ti和TiB2 之间反应的标准Gibbs自由能DG随不同温度T的变化, 如图6所示. 由图6a可知, 从800到 3000 K 温度区间范围内, 式(1)~(4)的DG< 0 kJ/mol, 说明在热力学上, 该温度区间范围内4个反应都能自发进行. DG越小, 说明反应的热力学驱动力越大, 反应越容易进行. 当温度高于 800 K时, 相同的温度条件下, 满足式(1)<式(2)<式(3) <式 (4), 即反应驱动力大小顺序为 Ni3 Ti>NiTi2 >NiTi>TiB.
图6 公式(1)~(11)中Ni, Ti和TiB2 之间的反应Gibbs自由能随温度的变化曲线
Fig.6 Curves of Gibbs free energy (ΔG) with temperature (T) for the reaction between Ni, Ti and TiB2 in Eqs.(1)~(4) (a) and Eqs.(5)~(11) (b)
由图6b可知, 要使Ni与TiB2 发生反应生成Ni4 B3 或Ni3 B, 需在Ni∶TiB2 为9∶1或5∶1的成分比例下DG才为负. 当Ni∶TiB2 为9∶1配比时, 也仅当温度低于1250 K时, DG才为负; 而当Ni∶TiB2 为5∶1时, 虽在1000~1300 K时DG可为负, 但由于本实验的成分配比并不在此成分区间, 因此可避开Ni与TiB2 发生原位反应.
由于Ni与TiB2 并不发生原位反应, 对于Ni-Ti-TiB2 合金体系在激光辐照作用下, 仅发生Ti与Ni之间的反应和Ti与TiB2 之间的反应, 虽然Ni3 Ti比NiTi的反应驱动力更大, 但本实验成分配比条件下, 并未发现涂层中有Ni3 Ti相生成, 这还跟动力学因素直接相关. 主要是因为把Ni与TiB2 直接预置在钛合金表面, 导致在形成熔池初期Ni在上熔层, Ti在下熔层, 在温度场与浓度场的共同作用下, 熔池发生对流, 但由于Ti原子扩散系数大, 因此当Ni含量较低时(Ni∶TiB2 =0.5∶1与1∶1时), 不易使Ni与Ti的原子比达到3∶1的条件. 而当Ni∶TiB2 =1.5∶1时, 从整体上来看TiB2 颗粒的数量发生下降, 这样使得更多的Ti原子与Ni原子的接触几率迅速提高, 因此涂层中形成了部分NiTi2 新相.
在Ni-Ti-TiB2 体系中, Ni不仅在此过程中参与了反应, 同时也起到了稀释剂的作用[22 ] . 通过激活能计算可知[23 ] , Ni的添加有利于促进Ti与TiB2 的反应, 因此当Ni∶TiB2 =1.5∶1时, 促使熔液量提高, 从而提高TiB2 颗粒的溶解量, 使得Ti原子与B原子的接触几率不断提高, 导致TiB除了沿[010]方向生长较快之外[24 ,25 ] , 沿其它的生长面也在加快, 因此在此成分比例下可观察到TiB短纤维的直径变粗.
3 结论
(1) 利用Ni粉末与TiB2 粉末作为熔覆材料, 在钛合金表面通过激光原位技术制备得到了bcc结构的NiTi合金、TiB短纤维与TiB2 颗粒的复合涂层.
(2) 随着激光功率密度与Ni添加量的提高, 复合涂层的表面平整度得到提高.
(3) 随着Ni添加量的提高, 涂层中生成了NiTi2 新相与TiB短纤维直径变粗大.
参考文献
文献选项
[1]
Kaestner P Olfe J He J He W Rie K T Surf Coat Technol , 2001 ; 142 : 928
[本文引用: 1]
[2]
Astar E Kayali E S Cimenoglu H Surf Coat Technol , 2008 ; 202 : 4583
[3]
Fridrici V Fouvry S Kapsa P Wear , 2001 ; 250 : 642
[本文引用: 1]
[4]
Bai L Ding Y Deng K Wang N T Gong H B Dai Z D Mater Rev , 2013 ; 27 : 79
[本文引用: 1]
(柏 林 , 丁 燕 , 邓 凯 , 王宁涛 , 龚海波 , 戴振东 . 材料导报 , 2013 ; 27 : 79 )
[本文引用: 1]
[5]
Shen G Q Lei J Liang Y M Wang S H J Beijing Univ Aeronaut Astronaut , 1995 ; 21 : 5
[本文引用: 1]
(沈桂琴 , 雷 杰 , 梁佑明 , 王世洪 . 北京航空航天大学学报 , 1995 ; 21 : 5 )
[本文引用: 1]
[6]
Wang H M Cao F Cai L X Tang H B Yu R L Zhang L Y Acta Mater , 2003 ; 51 : 6319
[本文引用: 1]
[7]
Gao F Wang H M Mater Charact , 2008 ; 59 : 1349
[本文引用: 1]
[8]
Wang Z X He Z Y Wang Y Q Liu X P Tang B Mater Sci Forum , 2011 ; 687 : 759
[本文引用: 1]
[9]
Wang Z X He Z Y Wang Y Q Liu X P Tang B Appl Surf Sci , 2011 ; 257 : 10272
[10]
Liang Y N Li S Z Jin Y B Wear , 1996 ; 198 : 236
[本文引用: 1]
[11]
Indrani S Gopinath K Ranjan D Ramamurty U Acta Mater , 2010 ; 58 : 6799
[本文引用: 1]
[12]
Guo X L Wang L Q Wang M M Qin J N Zhang D Lu W J Acta Mater , 2012 ; 60 : 2656
[本文引用: 1]
[13]
Lin Y H Chen Z Y Li Y H Zhu W H Wen X D Wang X L Infrared Laser Eng , 2012 ; 41 : 2694
[本文引用: 2]
(林英华 , 陈志勇 , 李月华 , 朱卫华 , 文向东 , 王新林 . 红外与激光工程 , 2012 ; 41 : 2694 )
[本文引用: 2]
[14]
Hagihara K Nakano T Umakoshi Y Acta Mater , 2003 ; 51 : 2623
[本文引用: 1]
[15]
Zhu H B Li H Li Z X Surf Coat Technol , 2013 ; 235 : 620
[本文引用: 1]
[16]
Zhang X W Liu H X Jiang Y H Wang C Q Acta Metall Sin , 2011 ; 47 : 1086
[本文引用: 1]
(张晓伟 , 刘洪喜 , 蒋业华 , 王传琦 . 金属学报 , 2011 ; 47 : 1086 )
[本文引用: 1]
[17]
Gorsse S Miracle D B Acta Mater , 2003 ; 51 : 2427
[本文引用: 1]
[18]
De Graef M Loefvander J P A , Levi C G Acta Metall Mater , 1991 ; 39 : 2381
[本文引用: 1]
[19]
Kawabata K Sato E Kuribayashi K Scr Mater , 2004 ; 50 : 523
[本文引用: 1]
[20]
Leyens C translated by Chen Z H .Titanium and Titanium Alloy . Beijing : Chemical Industy Press , 2005 : 8
[本文引用: 2]
(Leyens C著 ,陈振华译 . 钛与钛合金 . 北京 : 化学工业出版社 , 2005 : 8 )
[本文引用: 2]
[21]
Ye D L Hu J H Utility Inorganic Materials Thermodynamics Data Handbook. 2nd Ed , Beijing : Metallurgy Industry Press , 2002 : 115
(叶大伦 ,胡建华 . 实用无机物热力学数据手册. 第二版 , 北京 : 冶金工业出版社 , 2002 : 115 )
[22]
Yang Y F Wang H Y Zhao R Y J Mater Res , 2007 ; 22 : 169
[本文引用: 1]
[23]
Yang Z F PhD Dissertation, Shanghai Jiao Tong University , 2007
[本文引用: 1]
(杨志峰 . 上海交通大学博士学位论文 , 2007 )
[本文引用: 1]
[24]
Lv W J Xiao L Geng K Qin J N Zhang D Mater Charact , 2008 ; 59 : 912
[本文引用: 1]
[25]
Panda K B Ravi K S Acta Mater , 2006 ; 54 : 1641
[本文引用: 1]
1
2001
... 钛合金具有低的密度、高的比强度和良好的耐蚀性, 被广泛用来代替钢等合金制造航空发动机中的各种部件, 如杯形件、双重铰链、防冰壳体及燃油系统的加力叶轮等. 但钛合金的疲劳强度低、摩擦系数大、粘着磨损严重, 导致其对微动疲劳与微动磨损特别敏感, 极大地影响了钛合金结构的安全性和可靠性[1 -3 ] . 据报道[4 ,5 ] , 钛合金由于微动作用使其疲劳寿命降低约60%, 而且在未采用润滑剂的钛合金摩擦副之间的摩擦系数由0.45增加到约0.80, 其微动损伤的主要形式是疲劳脱层及粘着磨损. 因而, 如何提高钛合金的微动疲劳与微动磨损性能成为需要解决的关键问题. ...
1
2001
... 钛合金具有低的密度、高的比强度和良好的耐蚀性, 被广泛用来代替钢等合金制造航空发动机中的各种部件, 如杯形件、双重铰链、防冰壳体及燃油系统的加力叶轮等. 但钛合金的疲劳强度低、摩擦系数大、粘着磨损严重, 导致其对微动疲劳与微动磨损特别敏感, 极大地影响了钛合金结构的安全性和可靠性[1 -3 ] . 据报道[4 ,5 ] , 钛合金由于微动作用使其疲劳寿命降低约60%, 而且在未采用润滑剂的钛合金摩擦副之间的摩擦系数由0.45增加到约0.80, 其微动损伤的主要形式是疲劳脱层及粘着磨损. 因而, 如何提高钛合金的微动疲劳与微动磨损性能成为需要解决的关键问题. ...
1
2013
... 钛合金具有低的密度、高的比强度和良好的耐蚀性, 被广泛用来代替钢等合金制造航空发动机中的各种部件, 如杯形件、双重铰链、防冰壳体及燃油系统的加力叶轮等. 但钛合金的疲劳强度低、摩擦系数大、粘着磨损严重, 导致其对微动疲劳与微动磨损特别敏感, 极大地影响了钛合金结构的安全性和可靠性[1 -3 ] . 据报道[4 ,5 ] , 钛合金由于微动作用使其疲劳寿命降低约60%, 而且在未采用润滑剂的钛合金摩擦副之间的摩擦系数由0.45增加到约0.80, 其微动损伤的主要形式是疲劳脱层及粘着磨损. 因而, 如何提高钛合金的微动疲劳与微动磨损性能成为需要解决的关键问题. ...
1
2013
... 钛合金具有低的密度、高的比强度和良好的耐蚀性, 被广泛用来代替钢等合金制造航空发动机中的各种部件, 如杯形件、双重铰链、防冰壳体及燃油系统的加力叶轮等. 但钛合金的疲劳强度低、摩擦系数大、粘着磨损严重, 导致其对微动疲劳与微动磨损特别敏感, 极大地影响了钛合金结构的安全性和可靠性[1 -3 ] . 据报道[4 ,5 ] , 钛合金由于微动作用使其疲劳寿命降低约60%, 而且在未采用润滑剂的钛合金摩擦副之间的摩擦系数由0.45增加到约0.80, 其微动损伤的主要形式是疲劳脱层及粘着磨损. 因而, 如何提高钛合金的微动疲劳与微动磨损性能成为需要解决的关键问题. ...
1
1995
... 钛合金具有低的密度、高的比强度和良好的耐蚀性, 被广泛用来代替钢等合金制造航空发动机中的各种部件, 如杯形件、双重铰链、防冰壳体及燃油系统的加力叶轮等. 但钛合金的疲劳强度低、摩擦系数大、粘着磨损严重, 导致其对微动疲劳与微动磨损特别敏感, 极大地影响了钛合金结构的安全性和可靠性[1 -3 ] . 据报道[4 ,5 ] , 钛合金由于微动作用使其疲劳寿命降低约60%, 而且在未采用润滑剂的钛合金摩擦副之间的摩擦系数由0.45增加到约0.80, 其微动损伤的主要形式是疲劳脱层及粘着磨损. 因而, 如何提高钛合金的微动疲劳与微动磨损性能成为需要解决的关键问题. ...
1
1995
... 钛合金具有低的密度、高的比强度和良好的耐蚀性, 被广泛用来代替钢等合金制造航空发动机中的各种部件, 如杯形件、双重铰链、防冰壳体及燃油系统的加力叶轮等. 但钛合金的疲劳强度低、摩擦系数大、粘着磨损严重, 导致其对微动疲劳与微动磨损特别敏感, 极大地影响了钛合金结构的安全性和可靠性[1 -3 ] . 据报道[4 ,5 ] , 钛合金由于微动作用使其疲劳寿命降低约60%, 而且在未采用润滑剂的钛合金摩擦副之间的摩擦系数由0.45增加到约0.80, 其微动损伤的主要形式是疲劳脱层及粘着磨损. 因而, 如何提高钛合金的微动疲劳与微动磨损性能成为需要解决的关键问题. ...
1
2003
... 以其独特形状记忆功能而备受关注的NiTi金属间化合物, 由于在摩擦磨损变形过程中能产生应力诱发马氏体相变及超弹性效应而表现出良好的抗疲劳、耐腐蚀和优异的耐磨性能. Wang等[6 ,7 ] 采用纯Ni粉末与Ti粉末作为原料, 使用激光熔覆技术在钛合金表面制备出NiTi形状记忆合金, 结果表明复合涂层均匀致密, 具有一定的抗耐磨损性能. 然而NiTi形状记忆合金单独作为强化相还存在问题[8 -10 ] , 如易发生粘着磨损, 摩擦系数与钛合金摩擦系数相当, 在高冲击载荷作用下易出现疲劳裂纹等问题. 而钛合金微动疲劳的特点是既有接触条件下的微动磨损作用, 又承受疲劳载荷, 提高其抗力的难点在于抗磨和提高疲劳强度的措施往往是互相矛盾的. 在既要抗磨又要提高疲劳强度时, 应考虑复合强化处理. ...
1
2008
... 以其独特形状记忆功能而备受关注的NiTi金属间化合物, 由于在摩擦磨损变形过程中能产生应力诱发马氏体相变及超弹性效应而表现出良好的抗疲劳、耐腐蚀和优异的耐磨性能. Wang等[6 ,7 ] 采用纯Ni粉末与Ti粉末作为原料, 使用激光熔覆技术在钛合金表面制备出NiTi形状记忆合金, 结果表明复合涂层均匀致密, 具有一定的抗耐磨损性能. 然而NiTi形状记忆合金单独作为强化相还存在问题[8 -10 ] , 如易发生粘着磨损, 摩擦系数与钛合金摩擦系数相当, 在高冲击载荷作用下易出现疲劳裂纹等问题. 而钛合金微动疲劳的特点是既有接触条件下的微动磨损作用, 又承受疲劳载荷, 提高其抗力的难点在于抗磨和提高疲劳强度的措施往往是互相矛盾的. 在既要抗磨又要提高疲劳强度时, 应考虑复合强化处理. ...
1
2011
... 以其独特形状记忆功能而备受关注的NiTi金属间化合物, 由于在摩擦磨损变形过程中能产生应力诱发马氏体相变及超弹性效应而表现出良好的抗疲劳、耐腐蚀和优异的耐磨性能. Wang等[6 ,7 ] 采用纯Ni粉末与Ti粉末作为原料, 使用激光熔覆技术在钛合金表面制备出NiTi形状记忆合金, 结果表明复合涂层均匀致密, 具有一定的抗耐磨损性能. 然而NiTi形状记忆合金单独作为强化相还存在问题[8 -10 ] , 如易发生粘着磨损, 摩擦系数与钛合金摩擦系数相当, 在高冲击载荷作用下易出现疲劳裂纹等问题. 而钛合金微动疲劳的特点是既有接触条件下的微动磨损作用, 又承受疲劳载荷, 提高其抗力的难点在于抗磨和提高疲劳强度的措施往往是互相矛盾的. 在既要抗磨又要提高疲劳强度时, 应考虑复合强化处理. ...
1
1996
... 以其独特形状记忆功能而备受关注的NiTi金属间化合物, 由于在摩擦磨损变形过程中能产生应力诱发马氏体相变及超弹性效应而表现出良好的抗疲劳、耐腐蚀和优异的耐磨性能. Wang等[6 ,7 ] 采用纯Ni粉末与Ti粉末作为原料, 使用激光熔覆技术在钛合金表面制备出NiTi形状记忆合金, 结果表明复合涂层均匀致密, 具有一定的抗耐磨损性能. 然而NiTi形状记忆合金单独作为强化相还存在问题[8 -10 ] , 如易发生粘着磨损, 摩擦系数与钛合金摩擦系数相当, 在高冲击载荷作用下易出现疲劳裂纹等问题. 而钛合金微动疲劳的特点是既有接触条件下的微动磨损作用, 又承受疲劳载荷, 提高其抗力的难点在于抗磨和提高疲劳强度的措施往往是互相矛盾的. 在既要抗磨又要提高疲劳强度时, 应考虑复合强化处理. ...
1
2010
... TiB2 和TiB作为增强相已广泛应用于钛基复合材料, 不仅因为其高弹性模量、高硬度、高耐磨性以及与Ti之间好的相容性或稳定性; 还因为其与Ti基体之间非常相近的密度和热膨胀系数, 能降低复合材料中的残余应力[11 ,12 ] . 本课题组的前期研究[13 ] 表明, 通过在TC4钛合金表面直接采用激光原位熔覆TiB2 粉末能够制备出具有TiB2 颗粒和TiB短纤维梯度分布的涂层. 据此本研究采用纯Ni与TiB2 粉末作为熔覆材料, 运用激光熔覆原位技术在TC4钛合金表面试图制备出以高硬度TiB2 和TiB为增强相, 以高韧性NiTi和Ti为基体的复合涂层. 然而在Ni+Ti二元合金系中, 除生成NiTi外, 还可能生成Ni3 Ti和NiTi2 金属间化合物, 其中Ni3 Ti还存在室温脆性问题[14 ] ; 而且Ni在一定条件下还可能与TiB2 及Ti发生反应, 生成Ni3 B, Ni4 B3 和Ni20 Ti3 B6 等相[15 ] ; 同时Ni的添加还可能影响到TiB短纤维的体积分数与长径比. 因此, 本工作采用Ni和TiB2 以不同摩尔比混合作为熔覆材料, 研究涂层中相的种类及含量随激光功率密度的变化关系, 重点探讨了不同元素反应间的竞争机制. ...
1
2012
... TiB2 和TiB作为增强相已广泛应用于钛基复合材料, 不仅因为其高弹性模量、高硬度、高耐磨性以及与Ti之间好的相容性或稳定性; 还因为其与Ti基体之间非常相近的密度和热膨胀系数, 能降低复合材料中的残余应力[11 ,12 ] . 本课题组的前期研究[13 ] 表明, 通过在TC4钛合金表面直接采用激光原位熔覆TiB2 粉末能够制备出具有TiB2 颗粒和TiB短纤维梯度分布的涂层. 据此本研究采用纯Ni与TiB2 粉末作为熔覆材料, 运用激光熔覆原位技术在TC4钛合金表面试图制备出以高硬度TiB2 和TiB为增强相, 以高韧性NiTi和Ti为基体的复合涂层. 然而在Ni+Ti二元合金系中, 除生成NiTi外, 还可能生成Ni3 Ti和NiTi2 金属间化合物, 其中Ni3 Ti还存在室温脆性问题[14 ] ; 而且Ni在一定条件下还可能与TiB2 及Ti发生反应, 生成Ni3 B, Ni4 B3 和Ni20 Ti3 B6 等相[15 ] ; 同时Ni的添加还可能影响到TiB短纤维的体积分数与长径比. 因此, 本工作采用Ni和TiB2 以不同摩尔比混合作为熔覆材料, 研究涂层中相的种类及含量随激光功率密度的变化关系, 重点探讨了不同元素反应间的竞争机制. ...
2
2012
... TiB2 和TiB作为增强相已广泛应用于钛基复合材料, 不仅因为其高弹性模量、高硬度、高耐磨性以及与Ti之间好的相容性或稳定性; 还因为其与Ti基体之间非常相近的密度和热膨胀系数, 能降低复合材料中的残余应力[11 ,12 ] . 本课题组的前期研究[13 ] 表明, 通过在TC4钛合金表面直接采用激光原位熔覆TiB2 粉末能够制备出具有TiB2 颗粒和TiB短纤维梯度分布的涂层. 据此本研究采用纯Ni与TiB2 粉末作为熔覆材料, 运用激光熔覆原位技术在TC4钛合金表面试图制备出以高硬度TiB2 和TiB为增强相, 以高韧性NiTi和Ti为基体的复合涂层. 然而在Ni+Ti二元合金系中, 除生成NiTi外, 还可能生成Ni3 Ti和NiTi2 金属间化合物, 其中Ni3 Ti还存在室温脆性问题[14 ] ; 而且Ni在一定条件下还可能与TiB2 及Ti发生反应, 生成Ni3 B, Ni4 B3 和Ni20 Ti3 B6 等相[15 ] ; 同时Ni的添加还可能影响到TiB短纤维的体积分数与长径比. 因此, 本工作采用Ni和TiB2 以不同摩尔比混合作为熔覆材料, 研究涂层中相的种类及含量随激光功率密度的变化关系, 重点探讨了不同元素反应间的竞争机制. ...
... 复合涂层增强相的形成与熔池中特殊的热力学与动力学条件直接相关. 而颗粒增强原位合成的反应机理主要有扩散机制和溶解-析出机制. 本研究采用纯Ni与TiB2 颗粒作为熔覆材料, 在钛合金母材上运用激光熔覆原位技术制备TiB2 颗粒、TiB纤维与NiTi合金增强钛基复合涂层. 由于在激光辐照过程中, Ni在上层且熔点较低, 优先发生熔化形成Ni液, 进而通过热传递使部分钛合金母材发生熔化, 从而形成Ni-Ti溶液. 而在此过程中TiB2 颗粒是否发生熔化或溶解, 主要取决于激光辐照时间、自身熔点、生成热大小与颗粒尺寸. 从直接预置TiB2 颗粒作为预置层的实验结果中[13 ] 可看出, 在较短时间内TiB2 颗粒很难发生熔化, 仅使涂层表层的TiB2 颗粒边缘发生了微熔. 因此, 在涂层中TiB2 颗粒主要以未溶的形式存在. 而通过Ni的添加, TiB2 颗粒的溶解度得到了提高. 在激光不断辐照作用下, 伴随着熔池流动及TiB2 颗粒不断地溶入Ni-Ti溶液中, 发生了原位反应, 形成NiTi与TiB新相. ...
2
2012
... TiB2 和TiB作为增强相已广泛应用于钛基复合材料, 不仅因为其高弹性模量、高硬度、高耐磨性以及与Ti之间好的相容性或稳定性; 还因为其与Ti基体之间非常相近的密度和热膨胀系数, 能降低复合材料中的残余应力[11 ,12 ] . 本课题组的前期研究[13 ] 表明, 通过在TC4钛合金表面直接采用激光原位熔覆TiB2 粉末能够制备出具有TiB2 颗粒和TiB短纤维梯度分布的涂层. 据此本研究采用纯Ni与TiB2 粉末作为熔覆材料, 运用激光熔覆原位技术在TC4钛合金表面试图制备出以高硬度TiB2 和TiB为增强相, 以高韧性NiTi和Ti为基体的复合涂层. 然而在Ni+Ti二元合金系中, 除生成NiTi外, 还可能生成Ni3 Ti和NiTi2 金属间化合物, 其中Ni3 Ti还存在室温脆性问题[14 ] ; 而且Ni在一定条件下还可能与TiB2 及Ti发生反应, 生成Ni3 B, Ni4 B3 和Ni20 Ti3 B6 等相[15 ] ; 同时Ni的添加还可能影响到TiB短纤维的体积分数与长径比. 因此, 本工作采用Ni和TiB2 以不同摩尔比混合作为熔覆材料, 研究涂层中相的种类及含量随激光功率密度的变化关系, 重点探讨了不同元素反应间的竞争机制. ...
... 复合涂层增强相的形成与熔池中特殊的热力学与动力学条件直接相关. 而颗粒增强原位合成的反应机理主要有扩散机制和溶解-析出机制. 本研究采用纯Ni与TiB2 颗粒作为熔覆材料, 在钛合金母材上运用激光熔覆原位技术制备TiB2 颗粒、TiB纤维与NiTi合金增强钛基复合涂层. 由于在激光辐照过程中, Ni在上层且熔点较低, 优先发生熔化形成Ni液, 进而通过热传递使部分钛合金母材发生熔化, 从而形成Ni-Ti溶液. 而在此过程中TiB2 颗粒是否发生熔化或溶解, 主要取决于激光辐照时间、自身熔点、生成热大小与颗粒尺寸. 从直接预置TiB2 颗粒作为预置层的实验结果中[13 ] 可看出, 在较短时间内TiB2 颗粒很难发生熔化, 仅使涂层表层的TiB2 颗粒边缘发生了微熔. 因此, 在涂层中TiB2 颗粒主要以未溶的形式存在. 而通过Ni的添加, TiB2 颗粒的溶解度得到了提高. 在激光不断辐照作用下, 伴随着熔池流动及TiB2 颗粒不断地溶入Ni-Ti溶液中, 发生了原位反应, 形成NiTi与TiB新相. ...
1
2003
... TiB2 和TiB作为增强相已广泛应用于钛基复合材料, 不仅因为其高弹性模量、高硬度、高耐磨性以及与Ti之间好的相容性或稳定性; 还因为其与Ti基体之间非常相近的密度和热膨胀系数, 能降低复合材料中的残余应力[11 ,12 ] . 本课题组的前期研究[13 ] 表明, 通过在TC4钛合金表面直接采用激光原位熔覆TiB2 粉末能够制备出具有TiB2 颗粒和TiB短纤维梯度分布的涂层. 据此本研究采用纯Ni与TiB2 粉末作为熔覆材料, 运用激光熔覆原位技术在TC4钛合金表面试图制备出以高硬度TiB2 和TiB为增强相, 以高韧性NiTi和Ti为基体的复合涂层. 然而在Ni+Ti二元合金系中, 除生成NiTi外, 还可能生成Ni3 Ti和NiTi2 金属间化合物, 其中Ni3 Ti还存在室温脆性问题[14 ] ; 而且Ni在一定条件下还可能与TiB2 及Ti发生反应, 生成Ni3 B, Ni4 B3 和Ni20 Ti3 B6 等相[15 ] ; 同时Ni的添加还可能影响到TiB短纤维的体积分数与长径比. 因此, 本工作采用Ni和TiB2 以不同摩尔比混合作为熔覆材料, 研究涂层中相的种类及含量随激光功率密度的变化关系, 重点探讨了不同元素反应间的竞争机制. ...
1
2013
... TiB2 和TiB作为增强相已广泛应用于钛基复合材料, 不仅因为其高弹性模量、高硬度、高耐磨性以及与Ti之间好的相容性或稳定性; 还因为其与Ti基体之间非常相近的密度和热膨胀系数, 能降低复合材料中的残余应力[11 ,12 ] . 本课题组的前期研究[13 ] 表明, 通过在TC4钛合金表面直接采用激光原位熔覆TiB2 粉末能够制备出具有TiB2 颗粒和TiB短纤维梯度分布的涂层. 据此本研究采用纯Ni与TiB2 粉末作为熔覆材料, 运用激光熔覆原位技术在TC4钛合金表面试图制备出以高硬度TiB2 和TiB为增强相, 以高韧性NiTi和Ti为基体的复合涂层. 然而在Ni+Ti二元合金系中, 除生成NiTi外, 还可能生成Ni3 Ti和NiTi2 金属间化合物, 其中Ni3 Ti还存在室温脆性问题[14 ] ; 而且Ni在一定条件下还可能与TiB2 及Ti发生反应, 生成Ni3 B, Ni4 B3 和Ni20 Ti3 B6 等相[15 ] ; 同时Ni的添加还可能影响到TiB短纤维的体积分数与长径比. 因此, 本工作采用Ni和TiB2 以不同摩尔比混合作为熔覆材料, 研究涂层中相的种类及含量随激光功率密度的变化关系, 重点探讨了不同元素反应间的竞争机制. ...
1
2011
... 图1为3种不同成分配比下预置层经光纤激光束辐照后所制备复合涂层的表面宏观形貌. 由图可见, 这3种成分配比下所获得涂层表面都无明显裂纹和气孔存在, 且表面都相对平整、连续, 而且随着激光功率与Ni添加量增多, 涂层表面成型质量提高. 这是因为所采用IPG光纤激光器的光束能量密度分布均匀且为矩形光斑, 使得整个预置层中心区至边缘区域受激光束辐照的能量密度与时间长短差异不大, 因此, 预置层下方的部分钛合金基材中心区至边缘区的熔化量相差不大, 使得熔池形状较为规则; 又由于上熔层直接受激光束辐照, 可达到较高温度, 使上熔层有足够时间能回流成平衡态后才被凝固起来, 因此可获得相对平整的涂层形貌. 若随着激光功率的进一步提高, 上熔层可获得更大的能量密度, 上熔层的回流时间更充分, 加上温度的提高, 也可进一步提高材料之间的润湿性, 因而激光功率密度提高可改善涂层表面成型质量. 这与张晓伟等[16 ] 研究结果一致. 而又由于Ni的熔点(1350 ℃)低于TiB2 的熔点(3253 ℃), 随着Ni添加量增多, Ni液熔化量增多导致熔池的流动性更加剧烈, 熔液回流成平衡态的状态更容易, 因此Ni添加量也可改善涂层表面成型质量. ...
1
2011
... 图1为3种不同成分配比下预置层经光纤激光束辐照后所制备复合涂层的表面宏观形貌. 由图可见, 这3种成分配比下所获得涂层表面都无明显裂纹和气孔存在, 且表面都相对平整、连续, 而且随着激光功率与Ni添加量增多, 涂层表面成型质量提高. 这是因为所采用IPG光纤激光器的光束能量密度分布均匀且为矩形光斑, 使得整个预置层中心区至边缘区域受激光束辐照的能量密度与时间长短差异不大, 因此, 预置层下方的部分钛合金基材中心区至边缘区的熔化量相差不大, 使得熔池形状较为规则; 又由于上熔层直接受激光束辐照, 可达到较高温度, 使上熔层有足够时间能回流成平衡态后才被凝固起来, 因此可获得相对平整的涂层形貌. 若随着激光功率的进一步提高, 上熔层可获得更大的能量密度, 上熔层的回流时间更充分, 加上温度的提高, 也可进一步提高材料之间的润湿性, 因而激光功率密度提高可改善涂层表面成型质量. 这与张晓伟等[16 ] 研究结果一致. 而又由于Ni的熔点(1350 ℃)低于TiB2 的熔点(3253 ℃), 随着Ni添加量增多, Ni液熔化量增多导致熔池的流动性更加剧烈, 熔液回流成平衡态的状态更容易, 因此Ni添加量也可改善涂层表面成型质量. ...
1
2003
... 由于B是低原子序数元素, 采用能谱(EDS)很难定量检测出其准确结果, 因此本工作主要采用EPMA进行测试分析. 经过多次统计并结合XRD分析, 可确定出大部分的颗粒与针棒状组织分别为TiB2 与TiB, 但也有少部分小颗粒为TiB, 结果如图4与表1所示. 根据Gorsse等[17 ] 研究结果可知, 在TiB晶体中B-B键能>B-Ti键能>Ti-Ti键能, 这样使得TiB相沿[010]方向生长速度比垂直于(100), (001), (101)和(102)面方向生长速度更快, 因此TiB更容易形成针棒状组织. 而这里出现了小颗粒TiB, 主要可能是与晶粒在生长过程中受到约束, 导致不能自由生长有关. De Graef等[18 ] 和Kawabata等[19 ] 研究发现, 在位于过共晶区时易形成这种特点的组织. 同时从表1中可见, 位置4与5测定的是基体Ti的结果, 即某些区域的Ti基体固溶了较多的Al元素, 这有利于促进a -Ti相的稳定[20 ] , 而某些区域的Ti基体固溶了较多的V元素, 这会导致b -Ti向a -Ti的转变能力减弱[20 ] , 最终会以b -Ti相的形式保存下来, 这也与XRD检测结果相对应. 而且从表中还可发现大部分的物相都会含有其他元素, 这是由于激光的快速熔化与快速冷却使微区的元素扩散不充分, 使其以固溶体的形式存在, 而导致了晶格发生畸变, 与XRD测试结果吻合. ...
1
1991
... 由于B是低原子序数元素, 采用能谱(EDS)很难定量检测出其准确结果, 因此本工作主要采用EPMA进行测试分析. 经过多次统计并结合XRD分析, 可确定出大部分的颗粒与针棒状组织分别为TiB2 与TiB, 但也有少部分小颗粒为TiB, 结果如图4与表1所示. 根据Gorsse等[17 ] 研究结果可知, 在TiB晶体中B-B键能>B-Ti键能>Ti-Ti键能, 这样使得TiB相沿[010]方向生长速度比垂直于(100), (001), (101)和(102)面方向生长速度更快, 因此TiB更容易形成针棒状组织. 而这里出现了小颗粒TiB, 主要可能是与晶粒在生长过程中受到约束, 导致不能自由生长有关. De Graef等[18 ] 和Kawabata等[19 ] 研究发现, 在位于过共晶区时易形成这种特点的组织. 同时从表1中可见, 位置4与5测定的是基体Ti的结果, 即某些区域的Ti基体固溶了较多的Al元素, 这有利于促进a -Ti相的稳定[20 ] , 而某些区域的Ti基体固溶了较多的V元素, 这会导致b -Ti向a -Ti的转变能力减弱[20 ] , 最终会以b -Ti相的形式保存下来, 这也与XRD检测结果相对应. 而且从表中还可发现大部分的物相都会含有其他元素, 这是由于激光的快速熔化与快速冷却使微区的元素扩散不充分, 使其以固溶体的形式存在, 而导致了晶格发生畸变, 与XRD测试结果吻合. ...
1
2004
... 由于B是低原子序数元素, 采用能谱(EDS)很难定量检测出其准确结果, 因此本工作主要采用EPMA进行测试分析. 经过多次统计并结合XRD分析, 可确定出大部分的颗粒与针棒状组织分别为TiB2 与TiB, 但也有少部分小颗粒为TiB, 结果如图4与表1所示. 根据Gorsse等[17 ] 研究结果可知, 在TiB晶体中B-B键能>B-Ti键能>Ti-Ti键能, 这样使得TiB相沿[010]方向生长速度比垂直于(100), (001), (101)和(102)面方向生长速度更快, 因此TiB更容易形成针棒状组织. 而这里出现了小颗粒TiB, 主要可能是与晶粒在生长过程中受到约束, 导致不能自由生长有关. De Graef等[18 ] 和Kawabata等[19 ] 研究发现, 在位于过共晶区时易形成这种特点的组织. 同时从表1中可见, 位置4与5测定的是基体Ti的结果, 即某些区域的Ti基体固溶了较多的Al元素, 这有利于促进a -Ti相的稳定[20 ] , 而某些区域的Ti基体固溶了较多的V元素, 这会导致b -Ti向a -Ti的转变能力减弱[20 ] , 最终会以b -Ti相的形式保存下来, 这也与XRD检测结果相对应. 而且从表中还可发现大部分的物相都会含有其他元素, 这是由于激光的快速熔化与快速冷却使微区的元素扩散不充分, 使其以固溶体的形式存在, 而导致了晶格发生畸变, 与XRD测试结果吻合. ...
2
2005
... 由于B是低原子序数元素, 采用能谱(EDS)很难定量检测出其准确结果, 因此本工作主要采用EPMA进行测试分析. 经过多次统计并结合XRD分析, 可确定出大部分的颗粒与针棒状组织分别为TiB2 与TiB, 但也有少部分小颗粒为TiB, 结果如图4与表1所示. 根据Gorsse等[17 ] 研究结果可知, 在TiB晶体中B-B键能>B-Ti键能>Ti-Ti键能, 这样使得TiB相沿[010]方向生长速度比垂直于(100), (001), (101)和(102)面方向生长速度更快, 因此TiB更容易形成针棒状组织. 而这里出现了小颗粒TiB, 主要可能是与晶粒在生长过程中受到约束, 导致不能自由生长有关. De Graef等[18 ] 和Kawabata等[19 ] 研究发现, 在位于过共晶区时易形成这种特点的组织. 同时从表1中可见, 位置4与5测定的是基体Ti的结果, 即某些区域的Ti基体固溶了较多的Al元素, 这有利于促进a -Ti相的稳定[20 ] , 而某些区域的Ti基体固溶了较多的V元素, 这会导致b -Ti向a -Ti的转变能力减弱[20 ] , 最终会以b -Ti相的形式保存下来, 这也与XRD检测结果相对应. 而且从表中还可发现大部分的物相都会含有其他元素, 这是由于激光的快速熔化与快速冷却使微区的元素扩散不充分, 使其以固溶体的形式存在, 而导致了晶格发生畸变, 与XRD测试结果吻合. ...
... [20 ], 最终会以b -Ti相的形式保存下来, 这也与XRD检测结果相对应. 而且从表中还可发现大部分的物相都会含有其他元素, 这是由于激光的快速熔化与快速冷却使微区的元素扩散不充分, 使其以固溶体的形式存在, 而导致了晶格发生畸变, 与XRD测试结果吻合. ...
2
2005
... 由于B是低原子序数元素, 采用能谱(EDS)很难定量检测出其准确结果, 因此本工作主要采用EPMA进行测试分析. 经过多次统计并结合XRD分析, 可确定出大部分的颗粒与针棒状组织分别为TiB2 与TiB, 但也有少部分小颗粒为TiB, 结果如图4与表1所示. 根据Gorsse等[17 ] 研究结果可知, 在TiB晶体中B-B键能>B-Ti键能>Ti-Ti键能, 这样使得TiB相沿[010]方向生长速度比垂直于(100), (001), (101)和(102)面方向生长速度更快, 因此TiB更容易形成针棒状组织. 而这里出现了小颗粒TiB, 主要可能是与晶粒在生长过程中受到约束, 导致不能自由生长有关. De Graef等[18 ] 和Kawabata等[19 ] 研究发现, 在位于过共晶区时易形成这种特点的组织. 同时从表1中可见, 位置4与5测定的是基体Ti的结果, 即某些区域的Ti基体固溶了较多的Al元素, 这有利于促进a -Ti相的稳定[20 ] , 而某些区域的Ti基体固溶了较多的V元素, 这会导致b -Ti向a -Ti的转变能力减弱[20 ] , 最终会以b -Ti相的形式保存下来, 这也与XRD检测结果相对应. 而且从表中还可发现大部分的物相都会含有其他元素, 这是由于激光的快速熔化与快速冷却使微区的元素扩散不充分, 使其以固溶体的形式存在, 而导致了晶格发生畸变, 与XRD测试结果吻合. ...
... [20 ], 最终会以b -Ti相的形式保存下来, 这也与XRD检测结果相对应. 而且从表中还可发现大部分的物相都会含有其他元素, 这是由于激光的快速熔化与快速冷却使微区的元素扩散不充分, 使其以固溶体的形式存在, 而导致了晶格发生畸变, 与XRD测试结果吻合. ...
1
2007
... 在Ni-Ti-TiB2 体系中, Ni不仅在此过程中参与了反应, 同时也起到了稀释剂的作用[22 ] . 通过激活能计算可知[23 ] , Ni的添加有利于促进Ti与TiB2 的反应, 因此当Ni∶TiB2 =1.5∶1时, 促使熔液量提高, 从而提高TiB2 颗粒的溶解量, 使得Ti原子与B原子的接触几率不断提高, 导致TiB除了沿[010]方向生长较快之外[24 ,25 ] , 沿其它的生长面也在加快, 因此在此成分比例下可观察到TiB短纤维的直径变粗. ...
1
2007
... 在Ni-Ti-TiB2 体系中, Ni不仅在此过程中参与了反应, 同时也起到了稀释剂的作用[22 ] . 通过激活能计算可知[23 ] , Ni的添加有利于促进Ti与TiB2 的反应, 因此当Ni∶TiB2 =1.5∶1时, 促使熔液量提高, 从而提高TiB2 颗粒的溶解量, 使得Ti原子与B原子的接触几率不断提高, 导致TiB除了沿[010]方向生长较快之外[24 ,25 ] , 沿其它的生长面也在加快, 因此在此成分比例下可观察到TiB短纤维的直径变粗. ...
1
2007
... 在Ni-Ti-TiB2 体系中, Ni不仅在此过程中参与了反应, 同时也起到了稀释剂的作用[22 ] . 通过激活能计算可知[23 ] , Ni的添加有利于促进Ti与TiB2 的反应, 因此当Ni∶TiB2 =1.5∶1时, 促使熔液量提高, 从而提高TiB2 颗粒的溶解量, 使得Ti原子与B原子的接触几率不断提高, 导致TiB除了沿[010]方向生长较快之外[24 ,25 ] , 沿其它的生长面也在加快, 因此在此成分比例下可观察到TiB短纤维的直径变粗. ...
1
2008
... 在Ni-Ti-TiB2 体系中, Ni不仅在此过程中参与了反应, 同时也起到了稀释剂的作用[22 ] . 通过激活能计算可知[23 ] , Ni的添加有利于促进Ti与TiB2 的反应, 因此当Ni∶TiB2 =1.5∶1时, 促使熔液量提高, 从而提高TiB2 颗粒的溶解量, 使得Ti原子与B原子的接触几率不断提高, 导致TiB除了沿[010]方向生长较快之外[24 ,25 ] , 沿其它的生长面也在加快, 因此在此成分比例下可观察到TiB短纤维的直径变粗. ...
1
2006
... 在Ni-Ti-TiB2 体系中, Ni不仅在此过程中参与了反应, 同时也起到了稀释剂的作用[22 ] . 通过激活能计算可知[23 ] , Ni的添加有利于促进Ti与TiB2 的反应, 因此当Ni∶TiB2 =1.5∶1时, 促使熔液量提高, 从而提高TiB2 颗粒的溶解量, 使得Ti原子与B原子的接触几率不断提高, 导致TiB除了沿[010]方向生长较快之外[24 ,25 ] , 沿其它的生长面也在加快, 因此在此成分比例下可观察到TiB短纤维的直径变粗. ...

 , 符寒光, 林健
, 符寒光, 林健



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}