Development status of underwater welding technology
1
2012
... 随着全球海洋经济快速发展,海洋工程装备市场规模不断扩大,水下焊接作为海洋油气管道铺设、海上风电基础建设和核电站水下维护等关键环节的核心技术,其重要性日益凸显[1,2]. ...
水下焊接技术的研究发展现状
1
2012
... 随着全球海洋经济快速发展,海洋工程装备市场规模不断扩大,水下焊接作为海洋油气管道铺设、海上风电基础建设和核电站水下维护等关键环节的核心技术,其重要性日益凸显[1,2]. ...
Development of under-water welding techniques
1
2011
... 随着全球海洋经济快速发展,海洋工程装备市场规模不断扩大,水下焊接作为海洋油气管道铺设、海上风电基础建设和核电站水下维护等关键环节的核心技术,其重要性日益凸显[1,2]. ...
The current situation and development trend of underwater welding
1
2012
... 然而,水下焊接技术面临着诸多严峻的技术挑战[3].水环境能够影响电弧稳定性进而影响焊接稳定性与质量,而现有主流技术如干法、湿法及局部干法焊接虽各具优势,但均存在显著局限性.此外,深海高压、强腐蚀及动态流场等极端环境进一步加大了焊接质量控制的难度.具体而言,首先,深海高压环境对焊接装备和工艺提出了极高要求[4],焊接设备需具备更高耐压性能和复杂结构设计以确保过程稳定性,同时需通过构建干燥环境等手段优化焊接工艺;其次,水下焊接环境容易导致焊缝含H量提升,易导致氢致裂纹,为此焊接设备需要具备更好的气体保护能力[5],同时需要采用低氢焊条和控制焊接参数,减少H的溶解从而优化焊接工艺.最后,水下焊接的能见度低,焊接设备需要具备更好的照明和监控系统,并采用自动化焊接和机器人焊接系统等技术来优化焊接工艺[6]. ...
水下焊接技术的现状及发展趋势
1
2012
... 然而,水下焊接技术面临着诸多严峻的技术挑战[3].水环境能够影响电弧稳定性进而影响焊接稳定性与质量,而现有主流技术如干法、湿法及局部干法焊接虽各具优势,但均存在显著局限性.此外,深海高压、强腐蚀及动态流场等极端环境进一步加大了焊接质量控制的难度.具体而言,首先,深海高压环境对焊接装备和工艺提出了极高要求[4],焊接设备需具备更高耐压性能和复杂结构设计以确保过程稳定性,同时需通过构建干燥环境等手段优化焊接工艺;其次,水下焊接环境容易导致焊缝含H量提升,易导致氢致裂纹,为此焊接设备需要具备更好的气体保护能力[5],同时需要采用低氢焊条和控制焊接参数,减少H的溶解从而优化焊接工艺.最后,水下焊接的能见度低,焊接设备需要具备更好的照明和监控系统,并采用自动化焊接和机器人焊接系统等技术来优化焊接工艺[6]. ...
Research status of hyperbaric welding test chamber
1
2012
... 然而,水下焊接技术面临着诸多严峻的技术挑战[3].水环境能够影响电弧稳定性进而影响焊接稳定性与质量,而现有主流技术如干法、湿法及局部干法焊接虽各具优势,但均存在显著局限性.此外,深海高压、强腐蚀及动态流场等极端环境进一步加大了焊接质量控制的难度.具体而言,首先,深海高压环境对焊接装备和工艺提出了极高要求[4],焊接设备需具备更高耐压性能和复杂结构设计以确保过程稳定性,同时需通过构建干燥环境等手段优化焊接工艺;其次,水下焊接环境容易导致焊缝含H量提升,易导致氢致裂纹,为此焊接设备需要具备更好的气体保护能力[5],同时需要采用低氢焊条和控制焊接参数,减少H的溶解从而优化焊接工艺.最后,水下焊接的能见度低,焊接设备需要具备更好的照明和监控系统,并采用自动化焊接和机器人焊接系统等技术来优化焊接工艺[6]. ...
高压焊接试验舱研究现状
1
2012
... 然而,水下焊接技术面临着诸多严峻的技术挑战[3].水环境能够影响电弧稳定性进而影响焊接稳定性与质量,而现有主流技术如干法、湿法及局部干法焊接虽各具优势,但均存在显著局限性.此外,深海高压、强腐蚀及动态流场等极端环境进一步加大了焊接质量控制的难度.具体而言,首先,深海高压环境对焊接装备和工艺提出了极高要求[4],焊接设备需具备更高耐压性能和复杂结构设计以确保过程稳定性,同时需通过构建干燥环境等手段优化焊接工艺;其次,水下焊接环境容易导致焊缝含H量提升,易导致氢致裂纹,为此焊接设备需要具备更好的气体保护能力[5],同时需要采用低氢焊条和控制焊接参数,减少H的溶解从而优化焊接工艺.最后,水下焊接的能见度低,焊接设备需要具备更好的照明和监控系统,并采用自动化焊接和机器人焊接系统等技术来优化焊接工艺[6]. ...
Research on underwater wet manual SHS welding
1
2019
... 然而,水下焊接技术面临着诸多严峻的技术挑战[3].水环境能够影响电弧稳定性进而影响焊接稳定性与质量,而现有主流技术如干法、湿法及局部干法焊接虽各具优势,但均存在显著局限性.此外,深海高压、强腐蚀及动态流场等极端环境进一步加大了焊接质量控制的难度.具体而言,首先,深海高压环境对焊接装备和工艺提出了极高要求[4],焊接设备需具备更高耐压性能和复杂结构设计以确保过程稳定性,同时需通过构建干燥环境等手段优化焊接工艺;其次,水下焊接环境容易导致焊缝含H量提升,易导致氢致裂纹,为此焊接设备需要具备更好的气体保护能力[5],同时需要采用低氢焊条和控制焊接参数,减少H的溶解从而优化焊接工艺.最后,水下焊接的能见度低,焊接设备需要具备更好的照明和监控系统,并采用自动化焊接和机器人焊接系统等技术来优化焊接工艺[6]. ...
水下湿法手工自蔓延焊接技术
1
2019
... 然而,水下焊接技术面临着诸多严峻的技术挑战[3].水环境能够影响电弧稳定性进而影响焊接稳定性与质量,而现有主流技术如干法、湿法及局部干法焊接虽各具优势,但均存在显著局限性.此外,深海高压、强腐蚀及动态流场等极端环境进一步加大了焊接质量控制的难度.具体而言,首先,深海高压环境对焊接装备和工艺提出了极高要求[4],焊接设备需具备更高耐压性能和复杂结构设计以确保过程稳定性,同时需通过构建干燥环境等手段优化焊接工艺;其次,水下焊接环境容易导致焊缝含H量提升,易导致氢致裂纹,为此焊接设备需要具备更好的气体保护能力[5],同时需要采用低氢焊条和控制焊接参数,减少H的溶解从而优化焊接工艺.最后,水下焊接的能见度低,焊接设备需要具备更好的照明和监控系统,并采用自动化焊接和机器人焊接系统等技术来优化焊接工艺[6]. ...
Research on the design and key technology of local dry welding device
1
2022
... 然而,水下焊接技术面临着诸多严峻的技术挑战[3].水环境能够影响电弧稳定性进而影响焊接稳定性与质量,而现有主流技术如干法、湿法及局部干法焊接虽各具优势,但均存在显著局限性.此外,深海高压、强腐蚀及动态流场等极端环境进一步加大了焊接质量控制的难度.具体而言,首先,深海高压环境对焊接装备和工艺提出了极高要求[4],焊接设备需具备更高耐压性能和复杂结构设计以确保过程稳定性,同时需通过构建干燥环境等手段优化焊接工艺;其次,水下焊接环境容易导致焊缝含H量提升,易导致氢致裂纹,为此焊接设备需要具备更好的气体保护能力[5],同时需要采用低氢焊条和控制焊接参数,减少H的溶解从而优化焊接工艺.最后,水下焊接的能见度低,焊接设备需要具备更好的照明和监控系统,并采用自动化焊接和机器人焊接系统等技术来优化焊接工艺[6]. ...
局部干法焊接装置设计及其关键技术研究
1
2022
... 然而,水下焊接技术面临着诸多严峻的技术挑战[3].水环境能够影响电弧稳定性进而影响焊接稳定性与质量,而现有主流技术如干法、湿法及局部干法焊接虽各具优势,但均存在显著局限性.此外,深海高压、强腐蚀及动态流场等极端环境进一步加大了焊接质量控制的难度.具体而言,首先,深海高压环境对焊接装备和工艺提出了极高要求[4],焊接设备需具备更高耐压性能和复杂结构设计以确保过程稳定性,同时需通过构建干燥环境等手段优化焊接工艺;其次,水下焊接环境容易导致焊缝含H量提升,易导致氢致裂纹,为此焊接设备需要具备更好的气体保护能力[5],同时需要采用低氢焊条和控制焊接参数,减少H的溶解从而优化焊接工艺.最后,水下焊接的能见度低,焊接设备需要具备更好的照明和监控系统,并采用自动化焊接和机器人焊接系统等技术来优化焊接工艺[6]. ...
Development state of hyperbaric underwater welding technology
1
2008
... 水下干法焊接是一种通过构建干燥的常压或高压气室隔离水环境,将工件与水环境完全隔离,以确保焊接部位干燥,从而实现焊接作业的技术方法.其中,高压干法因安全性高、焊接质量好而成为深海工程的关键技术[7],但其设备复杂、成本高且适应性差[8],需要配备专用的高压舱[9],如图1为华南理工大学的1500 m深水压力舱,该设备能够模拟1500 m水下压力环境(约15 MPa)进行焊接作业并确保质量. ...
高压干法水下焊接技术发展现状
1
2008
... 水下干法焊接是一种通过构建干燥的常压或高压气室隔离水环境,将工件与水环境完全隔离,以确保焊接部位干燥,从而实现焊接作业的技术方法.其中,高压干法因安全性高、焊接质量好而成为深海工程的关键技术[7],但其设备复杂、成本高且适应性差[8],需要配备专用的高压舱[9],如图1为华南理工大学的1500 m深水压力舱,该设备能够模拟1500 m水下压力环境(约15 MPa)进行焊接作业并确保质量. ...
Research on arc behavior and droplet transfer of dry hyperbaric GMAW
1
2014
... 水下干法焊接是一种通过构建干燥的常压或高压气室隔离水环境,将工件与水环境完全隔离,以确保焊接部位干燥,从而实现焊接作业的技术方法.其中,高压干法因安全性高、焊接质量好而成为深海工程的关键技术[7],但其设备复杂、成本高且适应性差[8],需要配备专用的高压舱[9],如图1为华南理工大学的1500 m深水压力舱,该设备能够模拟1500 m水下压力环境(约15 MPa)进行焊接作业并确保质量. ...
高压干法GMAW电弧行为及熔滴过渡研究
1
2014
... 水下干法焊接是一种通过构建干燥的常压或高压气室隔离水环境,将工件与水环境完全隔离,以确保焊接部位干燥,从而实现焊接作业的技术方法.其中,高压干法因安全性高、焊接质量好而成为深海工程的关键技术[7],但其设备复杂、成本高且适应性差[8],需要配备专用的高压舱[9],如图1为华南理工大学的1500 m深水压力舱,该设备能够模拟1500 m水下压力环境(约15 MPa)进行焊接作业并确保质量. ...
The research on welding process of pulsed GMAW in dry high pressure environment
1
2016
... 水下干法焊接是一种通过构建干燥的常压或高压气室隔离水环境,将工件与水环境完全隔离,以确保焊接部位干燥,从而实现焊接作业的技术方法.其中,高压干法因安全性高、焊接质量好而成为深海工程的关键技术[7],但其设备复杂、成本高且适应性差[8],需要配备专用的高压舱[9],如图1为华南理工大学的1500 m深水压力舱,该设备能够模拟1500 m水下压力环境(约15 MPa)进行焊接作业并确保质量. ...
干式高气压环境下脉冲GMAW焊接工艺研究
1
2016
... 水下干法焊接是一种通过构建干燥的常压或高压气室隔离水环境,将工件与水环境完全隔离,以确保焊接部位干燥,从而实现焊接作业的技术方法.其中,高压干法因安全性高、焊接质量好而成为深海工程的关键技术[7],但其设备复杂、成本高且适应性差[8],需要配备专用的高压舱[9],如图1为华南理工大学的1500 m深水压力舱,该设备能够模拟1500 m水下压力环境(约15 MPa)进行焊接作业并确保质量. ...
Cold cracking of S460N steel welded in water environment
1
2018
... 水下湿法焊接则直接在水下施焊,引弧时,焊条或焊丝与工件接触形成短路,空载电压引发强电流使得接触处熔断,同时水在热量作用下汽化形成气相区,气体放电形成电弧.该方法设备简单、成本低、适应性强[10,11].然而,由于水的冷却作用和环境压力影响,同等焊接参数下,水下湿法焊接的焊缝比陆上焊接更窄[12],焊缝成形较差,易产生缺陷,同时焊缝金属扩散氢含量高,接头力学性能较差[13],图2[14]所示为水下湿法焊接原理. ...
Recent developments in underwater wet welding
1
2001
... 水下湿法焊接则直接在水下施焊,引弧时,焊条或焊丝与工件接触形成短路,空载电压引发强电流使得接触处熔断,同时水在热量作用下汽化形成气相区,气体放电形成电弧.该方法设备简单、成本低、适应性强[10,11].然而,由于水的冷却作用和环境压力影响,同等焊接参数下,水下湿法焊接的焊缝比陆上焊接更窄[12],焊缝成形较差,易产生缺陷,同时焊缝金属扩散氢含量高,接头力学性能较差[13],图2[14]所示为水下湿法焊接原理. ...
Numerical analysis of the weld bead profiles in underwater wet flux-cored arc welding
1
2013
... 水下湿法焊接则直接在水下施焊,引弧时,焊条或焊丝与工件接触形成短路,空载电压引发强电流使得接触处熔断,同时水在热量作用下汽化形成气相区,气体放电形成电弧.该方法设备简单、成本低、适应性强[10,11].然而,由于水的冷却作用和环境压力影响,同等焊接参数下,水下湿法焊接的焊缝比陆上焊接更窄[12],焊缝成形较差,易产生缺陷,同时焊缝金属扩散氢含量高,接头力学性能较差[13],图2[14]所示为水下湿法焊接原理. ...
水下湿法fcaw焊缝成形的数值分析
1
2013
... 水下湿法焊接则直接在水下施焊,引弧时,焊条或焊丝与工件接触形成短路,空载电压引发强电流使得接触处熔断,同时水在热量作用下汽化形成气相区,气体放电形成电弧.该方法设备简单、成本低、适应性强[10,11].然而,由于水的冷却作用和环境压力影响,同等焊接参数下,水下湿法焊接的焊缝比陆上焊接更窄[12],焊缝成形较差,易产生缺陷,同时焊缝金属扩散氢含量高,接头力学性能较差[13],图2[14]所示为水下湿法焊接原理. ...
Diffusible hydrogen management in underwater wet self-shielded flux cored arc welding
1
2017
... 水下湿法焊接则直接在水下施焊,引弧时,焊条或焊丝与工件接触形成短路,空载电压引发强电流使得接触处熔断,同时水在热量作用下汽化形成气相区,气体放电形成电弧.该方法设备简单、成本低、适应性强[10,11].然而,由于水的冷却作用和环境压力影响,同等焊接参数下,水下湿法焊接的焊缝比陆上焊接更窄[12],焊缝成形较差,易产生缺陷,同时焊缝金属扩散氢含量高,接头力学性能较差[13],图2[14]所示为水下湿法焊接原理. ...
Effects of arc bubble behaviors and characteristics on droplet transfer in underwater wet welding using in-situ imaging method
4
2019
... 水下湿法焊接则直接在水下施焊,引弧时,焊条或焊丝与工件接触形成短路,空载电压引发强电流使得接触处熔断,同时水在热量作用下汽化形成气相区,气体放电形成电弧.该方法设备简单、成本低、适应性强[10,11].然而,由于水的冷却作用和环境压力影响,同等焊接参数下,水下湿法焊接的焊缝比陆上焊接更窄[12],焊缝成形较差,易产生缺陷,同时焊缝金属扩散氢含量高,接头力学性能较差[13],图2[14]所示为水下湿法焊接原理. ...
... [
14]
Schematics of wet underwater welding technology<sup>[<xref ref-type="bibr" rid="R14">14</xref>]</sup> (<i>S</i>—contact area, <i>G</i>—gravitational force, <i>F</i><sub>L</sub>—flow drag force, <i>α</i>—angle between droplet and wire axis)(a) wire and droplet under water ...
... [
14] (
S—contact area,
G—gravitational force,
FL—flow drag force,
α—angle between droplet and wire axis)
(a) wire and droplet under water ...
... 水下电弧燃烧时会形成周期性演化的气泡,其动态行为直接影响电弧稳定性进而影响焊接过程稳定性.Chen等[14]通过原位X射线成像发现,气泡上升过程中对熔滴产生气动力,导致熔滴偏离焊丝轴线,这种偏离是引发飞溅的主要原因之一.Wang等[50]利用高速摄影与图像处理技术,将气泡演化分为4种模式:稳定型、振荡型、分裂型和破裂型,并发现气泡周期性破裂将导致电流波动.Zhao等[51]建立三维流体体积-水平集(volume of fluid-level set)耦合模型,考虑多相流、电弧热输入及等离子体特性,通过高速摄像机捕捉以及数值模拟揭示了气泡-电弧交互机理,为工艺优化提供理论支撑. ...
Effect of shielding conditions of local dry cavity on weld quality in underwater Nd:YAG laser welding
4
2006
... 局部干法焊接通过局部排水装置将焊接区域周围的水排开,形成局部干燥环境.图3[15]所示为一种局部干法焊接示意图.局部干法焊接过程中,焊接区域被小型排水装置罩住,通过气流或水流排出水分,形成干燥焊接环境,保证电弧燃烧[16].局部干法设备简单、成本低、安全性高[17],焊接质量介于干法与湿法之间,适应中浅水焊接任务.然而,局部干法仍存在缺陷,由于气室空间有限,导致保护气体与烟尘在焊接区域产生干扰,对焊接质量的稳定性和精确性产生了不利影响. ...
... [
15]
Schematic of local dry welding<sup>[<xref ref-type="bibr" rid="R15">15</xref>]</sup>Fig.3![]() <strong>1.2</strong> 水环境对焊接的影响
<strong>1.2</strong> 水环境对焊接的影响水环境对焊接有显著影响,水环境影响电弧形态、电气特性和热特性,干扰电弧燃烧、熔滴过渡和熔池流动的稳定性,导致焊缝含H量高、冷却速率快、成形差、缺陷多,进而影响接头的可靠性和使用寿命. ...
... [
15]
Fig.3![]() <strong>1.2</strong> 水环境对焊接的影响
<strong>1.2</strong> 水环境对焊接的影响水环境对焊接有显著影响,水环境影响电弧形态、电气特性和热特性,干扰电弧燃烧、熔滴过渡和熔池流动的稳定性,导致焊缝含H量高、冷却速率快、成形差、缺陷多,进而影响接头的可靠性和使用寿命. ...
... 早期的微型排水罩采用单层结构.姚杞等[33]对1 mm厚的304不锈钢开展水下单层排水气罩焊接工艺研究,发现在30 mm水深条件下,当气体流量从10 L/min增加至25 L/min时,焊缝熔宽增大而熔深减小.Zhang等[15]研究发现,焊接过程中喷嘴结构局部干腔的干燥程度主要与气体流量有关.由此可知,单层微型排水罩在焊接过程中需要使用较多的保护气,成本较大. ...
Development of deep penetration welding technology with high brightness laser under vacuum
1
2011
... 局部干法焊接通过局部排水装置将焊接区域周围的水排开,形成局部干燥环境.图3[15]所示为一种局部干法焊接示意图.局部干法焊接过程中,焊接区域被小型排水装置罩住,通过气流或水流排出水分,形成干燥焊接环境,保证电弧燃烧[16].局部干法设备简单、成本低、安全性高[17],焊接质量介于干法与湿法之间,适应中浅水焊接任务.然而,局部干法仍存在缺陷,由于气室空间有限,导致保护气体与烟尘在焊接区域产生干扰,对焊接质量的稳定性和精确性产生了不利影响. ...
Effect of frequency on welding stability, microstructure, and mechanical performance of SUS304 welded by local dry underwater fast-frequency pulsed MIG
1
2025
... 局部干法焊接通过局部排水装置将焊接区域周围的水排开,形成局部干燥环境.图3[15]所示为一种局部干法焊接示意图.局部干法焊接过程中,焊接区域被小型排水装置罩住,通过气流或水流排出水分,形成干燥焊接环境,保证电弧燃烧[16].局部干法设备简单、成本低、安全性高[17],焊接质量介于干法与湿法之间,适应中浅水焊接任务.然而,局部干法仍存在缺陷,由于气室空间有限,导致保护气体与烟尘在焊接区域产生干扰,对焊接质量的稳定性和精确性产生了不利影响. ...
On arc welding in high pressure argon atmosphere
1
1986
... 水环境影响焊接电弧形态,在水下焊接过程中,电弧周围的水会汽化形成气泡,对电弧的形态和稳定性产生显著影响,随着水压力逐渐增大,电弧受到的压缩作用增强,等离子弧密度随之增加.Suga和Hasui[18]研究了不同压力下的钨极氩弧焊电弧,结果表明,随着气体环境压力的升高,电弧弧长变短,电弧形态由钟形收缩为柱形,电弧稳定性降低.水环境影响焊接电弧电气特性,由于环境压力的升高,电弧受到压缩,电弧的电流密度、电场强度等参数会有不同程度的改变,同时电弧中心区域的电流密度明显提高,但电弧外围电流密度变化很小[19].水环境影响焊接电弧热特性,王国荣和杨乾铭[20]利用等离子体光谱诊断法对水下焊接电弧温度进行了较为系统的研究,实验结果表明,随着水深的增加,电弧温度逐渐提高.这些影响不仅改变了电弧的物理和化学性质,还对焊接过程的稳定性和焊接质量产生了重要影响. ...
Research status of the influence of water environment on underwater welding process
1
2021
... 水环境影响焊接电弧形态,在水下焊接过程中,电弧周围的水会汽化形成气泡,对电弧的形态和稳定性产生显著影响,随着水压力逐渐增大,电弧受到的压缩作用增强,等离子弧密度随之增加.Suga和Hasui[18]研究了不同压力下的钨极氩弧焊电弧,结果表明,随着气体环境压力的升高,电弧弧长变短,电弧形态由钟形收缩为柱形,电弧稳定性降低.水环境影响焊接电弧电气特性,由于环境压力的升高,电弧受到压缩,电弧的电流密度、电场强度等参数会有不同程度的改变,同时电弧中心区域的电流密度明显提高,但电弧外围电流密度变化很小[19].水环境影响焊接电弧热特性,王国荣和杨乾铭[20]利用等离子体光谱诊断法对水下焊接电弧温度进行了较为系统的研究,实验结果表明,随着水深的增加,电弧温度逐渐提高.这些影响不仅改变了电弧的物理和化学性质,还对焊接过程的稳定性和焊接质量产生了重要影响. ...
水环境对水下焊接过程影响研究现状
1
2021
... 水环境影响焊接电弧形态,在水下焊接过程中,电弧周围的水会汽化形成气泡,对电弧的形态和稳定性产生显著影响,随着水压力逐渐增大,电弧受到的压缩作用增强,等离子弧密度随之增加.Suga和Hasui[18]研究了不同压力下的钨极氩弧焊电弧,结果表明,随着气体环境压力的升高,电弧弧长变短,电弧形态由钟形收缩为柱形,电弧稳定性降低.水环境影响焊接电弧电气特性,由于环境压力的升高,电弧受到压缩,电弧的电流密度、电场强度等参数会有不同程度的改变,同时电弧中心区域的电流密度明显提高,但电弧外围电流密度变化很小[19].水环境影响焊接电弧热特性,王国荣和杨乾铭[20]利用等离子体光谱诊断法对水下焊接电弧温度进行了较为系统的研究,实验结果表明,随着水深的增加,电弧温度逐渐提高.这些影响不仅改变了电弧的物理和化学性质,还对焊接过程的稳定性和焊接质量产生了重要影响. ...
Spectral diagnostics of temperature of underwater welding arc
1
1997
... 水环境影响焊接电弧形态,在水下焊接过程中,电弧周围的水会汽化形成气泡,对电弧的形态和稳定性产生显著影响,随着水压力逐渐增大,电弧受到的压缩作用增强,等离子弧密度随之增加.Suga和Hasui[18]研究了不同压力下的钨极氩弧焊电弧,结果表明,随着气体环境压力的升高,电弧弧长变短,电弧形态由钟形收缩为柱形,电弧稳定性降低.水环境影响焊接电弧电气特性,由于环境压力的升高,电弧受到压缩,电弧的电流密度、电场强度等参数会有不同程度的改变,同时电弧中心区域的电流密度明显提高,但电弧外围电流密度变化很小[19].水环境影响焊接电弧热特性,王国荣和杨乾铭[20]利用等离子体光谱诊断法对水下焊接电弧温度进行了较为系统的研究,实验结果表明,随着水深的增加,电弧温度逐渐提高.这些影响不仅改变了电弧的物理和化学性质,还对焊接过程的稳定性和焊接质量产生了重要影响. ...
水下焊接电弧温度的光谱诊断
1
1997
... 水环境影响焊接电弧形态,在水下焊接过程中,电弧周围的水会汽化形成气泡,对电弧的形态和稳定性产生显著影响,随着水压力逐渐增大,电弧受到的压缩作用增强,等离子弧密度随之增加.Suga和Hasui[18]研究了不同压力下的钨极氩弧焊电弧,结果表明,随着气体环境压力的升高,电弧弧长变短,电弧形态由钟形收缩为柱形,电弧稳定性降低.水环境影响焊接电弧电气特性,由于环境压力的升高,电弧受到压缩,电弧的电流密度、电场强度等参数会有不同程度的改变,同时电弧中心区域的电流密度明显提高,但电弧外围电流密度变化很小[19].水环境影响焊接电弧热特性,王国荣和杨乾铭[20]利用等离子体光谱诊断法对水下焊接电弧温度进行了较为系统的研究,实验结果表明,随着水深的增加,电弧温度逐渐提高.这些影响不仅改变了电弧的物理和化学性质,还对焊接过程的稳定性和焊接质量产生了重要影响. ...
Development of local dry underwater welding technology
1
2019
... 水环境对水下焊接过程稳定性的影响主要体现在电弧燃烧、熔滴过渡和熔池流动等方面[21]. ...
局部干法水下焊接技术的发展
1
2019
... 水环境对水下焊接过程稳定性的影响主要体现在电弧燃烧、熔滴过渡和熔池流动等方面[21]. ...
Spectroscopic analysis of the arc plasma of underwater wet flux-cored arc welding
1
2013
... 电弧燃烧的稳定性受到水环境的影响,水的冷却作用和环境压力的变化会导致电弧收缩和不稳定,具体表现为电弧收缩和熄弧.水环境影响熔滴过渡的稳定性,水下熔滴往往尺寸较大,过渡频率低,受力不稳定,过渡方向和落点不统一,造成焊缝成形不规则,并带来飞溅问题.水下焊接过程中,气泡的生成和破裂的频率很高,电弧可以看作是在连续的气泡中燃烧的,因此气泡的“增大-缩颈-分离”周期性变化会导致电弧的不稳定燃烧.Jia等[22]对陆上和水下的焊缝成形进行了比较研究,在陆上焊接过程中,电弧正常燃烧,不受保护气体的压缩和限制,而在水下进行自保护药芯湿法焊接时,电弧等离子体受水的包围而被压缩,同时水的压缩作用干扰了气泡的形成,最终影响焊接稳定性. ...
Evolutions of microstructure and mechanical property of 308L stainless steel repaired by the local dry underwater wire arc additive manufacturing
1
2024
... 水下焊接过程中,电弧的高温燃烧极易使焊材周围的水分解,产生大量的H2和O2,导致焊缝中的H含量显著增加,高H含量容易引起氢致裂纹,降低焊接接头的韧性和强度,甚至导致结构的破坏.同时,水的高导热系数导致水下焊接时热量迅速散失,例如在局部干法水下电弧增材制造修复308L不锈钢过程中[23],沉积层经历“局部电弧加热-快速水冷却”的反复作用,使焊缝底层形成定向生长的柱状晶进而导致力学性能劣化.此外,海水的快速冷却能力导致焊件的热影响区和焊缝急速冷却,产生大量的淬硬组织,使工件的韧性变差,导致焊缝力学性能降低,焊接缺陷显著增加,大大降低了接头的可靠性和使用寿命[24]. ...
Problems encountered in underwater welding and remedies—A review
1
2022
... 水下焊接过程中,电弧的高温燃烧极易使焊材周围的水分解,产生大量的H2和O2,导致焊缝中的H含量显著增加,高H含量容易引起氢致裂纹,降低焊接接头的韧性和强度,甚至导致结构的破坏.同时,水的高导热系数导致水下焊接时热量迅速散失,例如在局部干法水下电弧增材制造修复308L不锈钢过程中[23],沉积层经历“局部电弧加热-快速水冷却”的反复作用,使焊缝底层形成定向生长的柱状晶进而导致力学性能劣化.此外,海水的快速冷却能力导致焊件的热影响区和焊缝急速冷却,产生大量的淬硬组织,使工件的韧性变差,导致焊缝力学性能降低,焊接缺陷显著增加,大大降低了接头的可靠性和使用寿命[24]. ...
The research of underwater wet FCAW arc stability and weld forming quality
1
2013
... 焊接电源是确保焊接质量与效率的核心设备,在水下焊接中具有关键作用.提高水下焊接过程的稳定性,关键在于增强“弧焊电源-电弧系统”的稳定性[25].研究[26]表明,随着水深增加,水下电弧自调节能力会降低,因此需要提升焊接电源对电弧状态信息的反馈能力,以增强水下焊接电弧的稳定性. ...
水下湿法FCAW电弧稳定性及焊缝成形质量的研究
1
2013
... 焊接电源是确保焊接质量与效率的核心设备,在水下焊接中具有关键作用.提高水下焊接过程的稳定性,关键在于增强“弧焊电源-电弧系统”的稳定性[25].研究[26]表明,随着水深增加,水下电弧自调节能力会降低,因此需要提升焊接电源对电弧状态信息的反馈能力,以增强水下焊接电弧的稳定性. ...
Research on the arc shape under high air ambient pressure
1
2011
... 焊接电源是确保焊接质量与效率的核心设备,在水下焊接中具有关键作用.提高水下焊接过程的稳定性,关键在于增强“弧焊电源-电弧系统”的稳定性[25].研究[26]表明,随着水深增加,水下电弧自调节能力会降低,因此需要提升焊接电源对电弧状态信息的反馈能力,以增强水下焊接电弧的稳定性. ...
高压环境下焊接电弧形态研究
1
2011
... 焊接电源是确保焊接质量与效率的核心设备,在水下焊接中具有关键作用.提高水下焊接过程的稳定性,关键在于增强“弧焊电源-电弧系统”的稳定性[25].研究[26]表明,随着水深增加,水下电弧自调节能力会降低,因此需要提升焊接电源对电弧状态信息的反馈能力,以增强水下焊接电弧的稳定性. ...
Research on local dry underwater robotic welding power supply for nuclear fuel pool
2
2016
... 冯允樑[27]设计了一种核乏燃料池水下局部干法机器人专用焊接电源,主电路以传统硅基功率器件为核心,控制系统以高性能微控制器STM32F405RGT6为基础,采用模块化设计,实现对焊接过程的精确控制.实验结果表明,该电源能够有效提高水下焊接质量及稳定性.然而,该电源的逆变频率为20 kHz,在一定程度上限制了焊接电源的响应速度. ...
... 在冯允樑[27]的研究基础上,谢芳祥[30]设计了一种基于SiC功率器件的水下焊接电源系统,采用冗余结构的全桥逆变主电路,结合数字化控制策略,实现了100 kHz高频逆变,输出150 A电流时响应速度达119 μs,效率达93.4%.相较于传统硅基功率器件,SiC器件的高频特性进一步强化了电源对电弧压缩的实时补偿能力,使电弧能量密度分布更均匀,实验结果表明,该电源焊缝成形良好,熔深达2.5 mm,且微观组织呈现细小奥氏体+枝状铁素体特征. ...
核乏燃料池水下局部干法机器人焊接电源的研究
2
2016
... 冯允樑[27]设计了一种核乏燃料池水下局部干法机器人专用焊接电源,主电路以传统硅基功率器件为核心,控制系统以高性能微控制器STM32F405RGT6为基础,采用模块化设计,实现对焊接过程的精确控制.实验结果表明,该电源能够有效提高水下焊接质量及稳定性.然而,该电源的逆变频率为20 kHz,在一定程度上限制了焊接电源的响应速度. ...
... 在冯允樑[27]的研究基础上,谢芳祥[30]设计了一种基于SiC功率器件的水下焊接电源系统,采用冗余结构的全桥逆变主电路,结合数字化控制策略,实现了100 kHz高频逆变,输出150 A电流时响应速度达119 μs,效率达93.4%.相较于传统硅基功率器件,SiC器件的高频特性进一步强化了电源对电弧压缩的实时补偿能力,使电弧能量密度分布更均匀,实验结果表明,该电源焊缝成形良好,熔深达2.5 mm,且微观组织呈现细小奥氏体+枝状铁素体特征. ...
Wide bandgap semiconductor materials and devices
1
1996
... 近年来,随着第三代宽禁带半导体的发展,焊接电源的逆变频率得到极大提升.SiC是一种第三代宽禁带半导体材料[28],具有更高的击穿电场和电导率,能够在更高的电压和温度下稳定工作[29].因此,SiC功率器件性能优异,具有比硅基功率器件更低的开关损耗、更高的工作温度以及更强的耐压和抗辐射能力,为水下焊接电源的发展提供了支撑. ...
Application and development of SiC materials and devices
1
2011
... 近年来,随着第三代宽禁带半导体的发展,焊接电源的逆变频率得到极大提升.SiC是一种第三代宽禁带半导体材料[28],具有更高的击穿电场和电导率,能够在更高的电压和温度下稳定工作[29].因此,SiC功率器件性能优异,具有比硅基功率器件更低的开关损耗、更高的工作温度以及更强的耐压和抗辐射能力,为水下焊接电源的发展提供了支撑. ...
SiC材料及器件的应用发展前景
1
2011
... 近年来,随着第三代宽禁带半导体的发展,焊接电源的逆变频率得到极大提升.SiC是一种第三代宽禁带半导体材料[28],具有更高的击穿电场和电导率,能够在更高的电压和温度下稳定工作[29].因此,SiC功率器件性能优异,具有比硅基功率器件更低的开关损耗、更高的工作温度以及更强的耐压和抗辐射能力,为水下焊接电源的发展提供了支撑. ...
Research on local dry underwater robot welding power supply based on SiC power devices
1
2018
... 在冯允樑[27]的研究基础上,谢芳祥[30]设计了一种基于SiC功率器件的水下焊接电源系统,采用冗余结构的全桥逆变主电路,结合数字化控制策略,实现了100 kHz高频逆变,输出150 A电流时响应速度达119 μs,效率达93.4%.相较于传统硅基功率器件,SiC器件的高频特性进一步强化了电源对电弧压缩的实时补偿能力,使电弧能量密度分布更均匀,实验结果表明,该电源焊缝成形良好,熔深达2.5 mm,且微观组织呈现细小奥氏体+枝状铁素体特征. ...
基于SiC的水下机器人局部干法焊接电源研究
1
2018
... 在冯允樑[27]的研究基础上,谢芳祥[30]设计了一种基于SiC功率器件的水下焊接电源系统,采用冗余结构的全桥逆变主电路,结合数字化控制策略,实现了100 kHz高频逆变,输出150 A电流时响应速度达119 μs,效率达93.4%.相较于传统硅基功率器件,SiC器件的高频特性进一步强化了电源对电弧压缩的实时补偿能力,使电弧能量密度分布更均匀,实验结果表明,该电源焊缝成形良好,熔深达2.5 mm,且微观组织呈现细小奥氏体+枝状铁素体特征. ...
Effect of pulse mode and frequency on microstructure and properties of 2219 aluminum alloy by ultrahigh-frequency pulse metal-inert gas welding
1
2022
... 进一步地,在常压空气中焊接时,Kuang等[31]发现在脉冲熔化极惰性气体保护焊(MIG焊)中引入快频脉冲电流能够有效细化晶粒、降低焊缝气孔率并显著提升抗拉强度与韧性.因此,若将快频脉冲应用于水下焊接,有望进一步降低焊接缺陷,提高水下焊接质量[32].基于此,华南理工大学焊接团队将快频脉冲技术应用于水下焊接领域,设计了基于SiC模块的大功率水下快频脉冲MIG焊接电源,采用输入输出双并联拓扑结构,逆变频率可高达210 kHz,额定输出电流650 A,能精确输出0~40 kHz的快频脉冲电流,可主动诱导射流过渡模式,减少熔滴飞溅并抑制气孔生成.同时,该电源具有直流脉冲、直流快频脉冲以及直流快频双脉冲三种模式,可实现稳定的水下焊接过程,电源样机及相关波形如图4所示. ...
Research on local dry underwater fast-frequency pulsed MIG welding power supply
1
2024
... 进一步地,在常压空气中焊接时,Kuang等[31]发现在脉冲熔化极惰性气体保护焊(MIG焊)中引入快频脉冲电流能够有效细化晶粒、降低焊缝气孔率并显著提升抗拉强度与韧性.因此,若将快频脉冲应用于水下焊接,有望进一步降低焊接缺陷,提高水下焊接质量[32].基于此,华南理工大学焊接团队将快频脉冲技术应用于水下焊接领域,设计了基于SiC模块的大功率水下快频脉冲MIG焊接电源,采用输入输出双并联拓扑结构,逆变频率可高达210 kHz,额定输出电流650 A,能精确输出0~40 kHz的快频脉冲电流,可主动诱导射流过渡模式,减少熔滴飞溅并抑制气孔生成.同时,该电源具有直流脉冲、直流快频脉冲以及直流快频双脉冲三种模式,可实现稳定的水下焊接过程,电源样机及相关波形如图4所示. ...
局部干法水下快频脉冲MIG焊电源研制
1
2024
... 进一步地,在常压空气中焊接时,Kuang等[31]发现在脉冲熔化极惰性气体保护焊(MIG焊)中引入快频脉冲电流能够有效细化晶粒、降低焊缝气孔率并显著提升抗拉强度与韧性.因此,若将快频脉冲应用于水下焊接,有望进一步降低焊接缺陷,提高水下焊接质量[32].基于此,华南理工大学焊接团队将快频脉冲技术应用于水下焊接领域,设计了基于SiC模块的大功率水下快频脉冲MIG焊接电源,采用输入输出双并联拓扑结构,逆变频率可高达210 kHz,额定输出电流650 A,能精确输出0~40 kHz的快频脉冲电流,可主动诱导射流过渡模式,减少熔滴飞溅并抑制气孔生成.同时,该电源具有直流脉冲、直流快频脉冲以及直流快频双脉冲三种模式,可实现稳定的水下焊接过程,电源样机及相关波形如图4所示. ...
Weld forming and mechanical property of stainless steel underwater laser welding
1
2015
... 早期的微型排水罩采用单层结构.姚杞等[33]对1 mm厚的304不锈钢开展水下单层排水气罩焊接工艺研究,发现在30 mm水深条件下,当气体流量从10 L/min增加至25 L/min时,焊缝熔宽增大而熔深减小.Zhang等[15]研究发现,焊接过程中喷嘴结构局部干腔的干燥程度主要与气体流量有关.由此可知,单层微型排水罩在焊接过程中需要使用较多的保护气,成本较大. ...
不锈钢水下激光焊接焊缝成形与力学性能
1
2015
... 早期的微型排水罩采用单层结构.姚杞等[33]对1 mm厚的304不锈钢开展水下单层排水气罩焊接工艺研究,发现在30 mm水深条件下,当气体流量从10 L/min增加至25 L/min时,焊缝熔宽增大而熔深减小.Zhang等[15]研究发现,焊接过程中喷嘴结构局部干腔的干燥程度主要与气体流量有关.由此可知,单层微型排水罩在焊接过程中需要使用较多的保护气,成本较大. ...
Local dry underwater welding of 304 stainless steel based on a microdrain cover
4
2019
... 近年来,研究人员致力于开发双层结构的微型排水罩.Han等[34]基于De-Laval原理设计了双气帘结构的微排水罩,如图5[34]所示,该排水罩由外至内依次为挡水套、排渣区、排水气通道和保护气通道,尺寸小巧.焊接过程中,排水气体从4个切向进气口进入,在内部形成稳定螺旋气流,加速后形成气帘,隔离外部水环境,保护内部电弧燃烧,可获得稳定的焊接过程和良好的焊缝成形. ...
... [34]所示,该排水罩由外至内依次为挡水套、排渣区、排水气通道和保护气通道,尺寸小巧.焊接过程中,排水气体从4个切向进气口进入,在内部形成稳定螺旋气流,加速后形成气帘,隔离外部水环境,保护内部电弧燃烧,可获得稳定的焊接过程和良好的焊缝成形. ...
... [
34]
Schematics of a micro drainage hood with a double air curtain structure<sup>[<xref ref-type="bibr" rid="R34">34</xref>]</sup>(a) air inlet and sealed cap assembly ...
... [
34]
(a) air inlet and sealed cap assembly ...
Development of local dry underwater welding device
1
2024
... 侯瑞麟等[35]设计了一种采用径向进气方式的排水罩,工作时,加热后的保护气从进气孔进入,经过多孔隔板过滤后形成稳定气流,排出罩内水分;实际应用中,排水罩能在4 s内排干内部水分,形成局部干燥空间.张文旭等[36]提出了一种小尺寸局部干法水下激光焊接排水装置,该装置采用双气路协同排水设计,适配不同板厚与工艺需求;实验表明,在30 m水深条件下,该装置可在5 s内形成局部真空环境.Guo等[37]研发了一种用于局部干法水下激光焊接的双气幕式微型排水罩,该装置采用压缩空气外层排水技术,能够显著降低保护气体消耗并维持稳定焊接环境. ...
局部干法水下焊接装置的研制
1
2024
... 侯瑞麟等[35]设计了一种采用径向进气方式的排水罩,工作时,加热后的保护气从进气孔进入,经过多孔隔板过滤后形成稳定气流,排出罩内水分;实际应用中,排水罩能在4 s内排干内部水分,形成局部干燥空间.张文旭等[36]提出了一种小尺寸局部干法水下激光焊接排水装置,该装置采用双气路协同排水设计,适配不同板厚与工艺需求;实验表明,在30 m水深条件下,该装置可在5 s内形成局部真空环境.Guo等[37]研发了一种用于局部干法水下激光焊接的双气幕式微型排水罩,该装置采用压缩空气外层排水技术,能够显著降低保护气体消耗并维持稳定焊接环境. ...
Small-size local dry method underwater laser welding drainage device and drainage method thereof
1
... 侯瑞麟等[35]设计了一种采用径向进气方式的排水罩,工作时,加热后的保护气从进气孔进入,经过多孔隔板过滤后形成稳定气流,排出罩内水分;实际应用中,排水罩能在4 s内排干内部水分,形成局部干燥空间.张文旭等[36]提出了一种小尺寸局部干法水下激光焊接排水装置,该装置采用双气路协同排水设计,适配不同板厚与工艺需求;实验表明,在30 m水深条件下,该装置可在5 s内形成局部真空环境.Guo等[37]研发了一种用于局部干法水下激光焊接的双气幕式微型排水罩,该装置采用压缩空气外层排水技术,能够显著降低保护气体消耗并维持稳定焊接环境. ...
一种小尺寸局部干法水下激光焊接排水装置及其排水方法
1
... 侯瑞麟等[35]设计了一种采用径向进气方式的排水罩,工作时,加热后的保护气从进气孔进入,经过多孔隔板过滤后形成稳定气流,排出罩内水分;实际应用中,排水罩能在4 s内排干内部水分,形成局部干燥空间.张文旭等[36]提出了一种小尺寸局部干法水下激光焊接排水装置,该装置采用双气路协同排水设计,适配不同板厚与工艺需求;实验表明,在30 m水深条件下,该装置可在5 s内形成局部真空环境.Guo等[37]研发了一种用于局部干法水下激光焊接的双气幕式微型排水罩,该装置采用压缩空气外层排水技术,能够显著降低保护气体消耗并维持稳定焊接环境. ...
Underwater local dry cavity laser welding of 304 stainless steel
1
2018
... 侯瑞麟等[35]设计了一种采用径向进气方式的排水罩,工作时,加热后的保护气从进气孔进入,经过多孔隔板过滤后形成稳定气流,排出罩内水分;实际应用中,排水罩能在4 s内排干内部水分,形成局部干燥空间.张文旭等[36]提出了一种小尺寸局部干法水下激光焊接排水装置,该装置采用双气路协同排水设计,适配不同板厚与工艺需求;实验表明,在30 m水深条件下,该装置可在5 s内形成局部真空环境.Guo等[37]研发了一种用于局部干法水下激光焊接的双气幕式微型排水罩,该装置采用压缩空气外层排水技术,能够显著降低保护气体消耗并维持稳定焊接环境. ...
Development of an intelligent wire feeder for underwater welding robot
1
2014
... 为适应复杂工况,现代送丝装置普遍采用数字化控制技术,实现送丝速率的精确控制与实时补偿.文献[38]提出了一种全数字化智能潜水送丝系统,以ARM微处理器为核心,采用脉宽调制型半桥可逆斩波的送丝驱动电路,结合电枢电压负反馈控制,补偿负载变化带来的送丝速率波动,同时利用电涡流式接近开关实现焊丝状态的非接触实时监测.华南理工大学焊接团队[39]则针对核乏燃料池水下机器人熔化极气体保护焊接修复需求,研制了一种轻量化全密封送丝装置.如图6所示,该装置采用铝合金外壳、玻璃钢面板等实现装置整体轻量化;采用双驱滚轮送丝机构,并通过焊丝盘等部件的优化布局实现装置的小型化;通过气管外接压缩气体实现装置内部压力随水深变化的调节.水下焊接实验结果表明,该送丝装置的壳体强度高,送丝稳定均匀,响应快速灵敏,工艺适应性好,可满足水下焊接修复要求. ...
水下焊接机器人智能潜水送丝系统的研制
1
2014
... 为适应复杂工况,现代送丝装置普遍采用数字化控制技术,实现送丝速率的精确控制与实时补偿.文献[38]提出了一种全数字化智能潜水送丝系统,以ARM微处理器为核心,采用脉宽调制型半桥可逆斩波的送丝驱动电路,结合电枢电压负反馈控制,补偿负载变化带来的送丝速率波动,同时利用电涡流式接近开关实现焊丝状态的非接触实时监测.华南理工大学焊接团队[39]则针对核乏燃料池水下机器人熔化极气体保护焊接修复需求,研制了一种轻量化全密封送丝装置.如图6所示,该装置采用铝合金外壳、玻璃钢面板等实现装置整体轻量化;采用双驱滚轮送丝机构,并通过焊丝盘等部件的优化布局实现装置的小型化;通过气管外接压缩气体实现装置内部压力随水深变化的调节.水下焊接实验结果表明,该送丝装置的壳体强度高,送丝稳定均匀,响应快速灵敏,工艺适应性好,可满足水下焊接修复要求. ...
Development of lightweight all-sealed wire feeder for underwater robotic welding system
1
2018
... 为适应复杂工况,现代送丝装置普遍采用数字化控制技术,实现送丝速率的精确控制与实时补偿.文献[38]提出了一种全数字化智能潜水送丝系统,以ARM微处理器为核心,采用脉宽调制型半桥可逆斩波的送丝驱动电路,结合电枢电压负反馈控制,补偿负载变化带来的送丝速率波动,同时利用电涡流式接近开关实现焊丝状态的非接触实时监测.华南理工大学焊接团队[39]则针对核乏燃料池水下机器人熔化极气体保护焊接修复需求,研制了一种轻量化全密封送丝装置.如图6所示,该装置采用铝合金外壳、玻璃钢面板等实现装置整体轻量化;采用双驱滚轮送丝机构,并通过焊丝盘等部件的优化布局实现装置的小型化;通过气管外接压缩气体实现装置内部压力随水深变化的调节.水下焊接实验结果表明,该送丝装置的壳体强度高,送丝稳定均匀,响应快速灵敏,工艺适应性好,可满足水下焊接修复要求. ...
水下焊接机器人系统轻量化全密封送丝装置的研制
1
2018
... 为适应复杂工况,现代送丝装置普遍采用数字化控制技术,实现送丝速率的精确控制与实时补偿.文献[38]提出了一种全数字化智能潜水送丝系统,以ARM微处理器为核心,采用脉宽调制型半桥可逆斩波的送丝驱动电路,结合电枢电压负反馈控制,补偿负载变化带来的送丝速率波动,同时利用电涡流式接近开关实现焊丝状态的非接触实时监测.华南理工大学焊接团队[39]则针对核乏燃料池水下机器人熔化极气体保护焊接修复需求,研制了一种轻量化全密封送丝装置.如图6所示,该装置采用铝合金外壳、玻璃钢面板等实现装置整体轻量化;采用双驱滚轮送丝机构,并通过焊丝盘等部件的优化布局实现装置的小型化;通过气管外接压缩气体实现装置内部压力随水深变化的调节.水下焊接实验结果表明,该送丝装置的壳体强度高,送丝稳定均匀,响应快速灵敏,工艺适应性好,可满足水下焊接修复要求. ...
Quick reloading type full-digital wire feeder for underwater complex working conditions
1
... 随着水下焊接应用场景的日益复杂,对送丝系统的适应性和多功能性提出了更高的要求.华南理工大学焊接团队[40]设计的全数字化送丝机通过模块化设计实现了快速换装功能,可在人工焊接和机器人焊接间快速换装,具备良好的水下焊接能力,便携性良好,能满足多种焊接工况需求. ...
快速换装式水下复杂工况用全数字化送丝机
1
... 随着水下焊接应用场景的日益复杂,对送丝系统的适应性和多功能性提出了更高的要求.华南理工大学焊接团队[40]设计的全数字化送丝机通过模块化设计实现了快速换装功能,可在人工焊接和机器人焊接间快速换装,具备良好的水下焊接能力,便携性良好,能满足多种焊接工况需求. ...
Multiple observer based adaptive neural network anti-disturbance control of UVMS
1
2021
... 在实际应用中,水下焊接机器人面临着诸多技术挑战.不同于陆地机器人系统,水下环境更为复杂,要求水下机械臂系统具备应对非线性、强耦合及参数时变特性的控制能力[41].田金鑫[42]设计了一款水下焊接机械臂,通过改进的粒子群优化算法(PSO)结合径向基函数(RBF) (PSO-RBF)神经网络滑模控制算法和分数阶比例-积分-微分(PID)自适应阻抗控制算法,实现了对机械臂轨迹跟踪和末端接触力的精准控制.另一方面,由于摄像头视角畸变、水流扰动等因素,使得视觉系统存在多种误差,影响了作业效率与安全性.针对这一问题,潘志文等[43]提出了一种主被动柔顺控制方法,能够融合机械结构补偿与智能控制策略,提升作业安全性与精度.此外,华南理工大学焊接团队针对复杂的水下环境,设计了一套六自由度水下焊接机械臂系统,重点突破了复杂环境下焊接作业的运动学建模、误差补偿及动力学优化等关键算法机制,显著提升了机械臂的环境适应性和智能化水平.如图7所示,实验表明,该机械臂在50 m水深环境下具有良好的密封性并初步完成了焊接实验. ...
基于多观测器的UVMS自适应神经网络抗扰控制
1
2021
... 在实际应用中,水下焊接机器人面临着诸多技术挑战.不同于陆地机器人系统,水下环境更为复杂,要求水下机械臂系统具备应对非线性、强耦合及参数时变特性的控制能力[41].田金鑫[42]设计了一款水下焊接机械臂,通过改进的粒子群优化算法(PSO)结合径向基函数(RBF) (PSO-RBF)神经网络滑模控制算法和分数阶比例-积分-微分(PID)自适应阻抗控制算法,实现了对机械臂轨迹跟踪和末端接触力的精准控制.另一方面,由于摄像头视角畸变、水流扰动等因素,使得视觉系统存在多种误差,影响了作业效率与安全性.针对这一问题,潘志文等[43]提出了一种主被动柔顺控制方法,能够融合机械结构补偿与智能控制策略,提升作业安全性与精度.此外,华南理工大学焊接团队针对复杂的水下环境,设计了一套六自由度水下焊接机械臂系统,重点突破了复杂环境下焊接作业的运动学建模、误差补偿及动力学优化等关键算法机制,显著提升了机械臂的环境适应性和智能化水平.如图7所示,实验表明,该机械臂在50 m水深环境下具有良好的密封性并初步完成了焊接实验. ...
Research on the coordinated control method of underwater welding manipulator
1
2024
... 在实际应用中,水下焊接机器人面临着诸多技术挑战.不同于陆地机器人系统,水下环境更为复杂,要求水下机械臂系统具备应对非线性、强耦合及参数时变特性的控制能力[41].田金鑫[42]设计了一款水下焊接机械臂,通过改进的粒子群优化算法(PSO)结合径向基函数(RBF) (PSO-RBF)神经网络滑模控制算法和分数阶比例-积分-微分(PID)自适应阻抗控制算法,实现了对机械臂轨迹跟踪和末端接触力的精准控制.另一方面,由于摄像头视角畸变、水流扰动等因素,使得视觉系统存在多种误差,影响了作业效率与安全性.针对这一问题,潘志文等[43]提出了一种主被动柔顺控制方法,能够融合机械结构补偿与智能控制策略,提升作业安全性与精度.此外,华南理工大学焊接团队针对复杂的水下环境,设计了一套六自由度水下焊接机械臂系统,重点突破了复杂环境下焊接作业的运动学建模、误差补偿及动力学优化等关键算法机制,显著提升了机械臂的环境适应性和智能化水平.如图7所示,实验表明,该机械臂在50 m水深环境下具有良好的密封性并初步完成了焊接实验. ...
水下焊接机械臂协调控制方法研究
1
2024
... 在实际应用中,水下焊接机器人面临着诸多技术挑战.不同于陆地机器人系统,水下环境更为复杂,要求水下机械臂系统具备应对非线性、强耦合及参数时变特性的控制能力[41].田金鑫[42]设计了一款水下焊接机械臂,通过改进的粒子群优化算法(PSO)结合径向基函数(RBF) (PSO-RBF)神经网络滑模控制算法和分数阶比例-积分-微分(PID)自适应阻抗控制算法,实现了对机械臂轨迹跟踪和末端接触力的精准控制.另一方面,由于摄像头视角畸变、水流扰动等因素,使得视觉系统存在多种误差,影响了作业效率与安全性.针对这一问题,潘志文等[43]提出了一种主被动柔顺控制方法,能够融合机械结构补偿与智能控制策略,提升作业安全性与精度.此外,华南理工大学焊接团队针对复杂的水下环境,设计了一套六自由度水下焊接机械臂系统,重点突破了复杂环境下焊接作业的运动学建模、误差补偿及动力学优化等关键算法机制,显著提升了机械臂的环境适应性和智能化水平.如图7所示,实验表明,该机械臂在50 m水深环境下具有良好的密封性并初步完成了焊接实验. ...
Design and verification of active/passive compliant control system for underwater hydraulic manipulator
1
2024
... 在实际应用中,水下焊接机器人面临着诸多技术挑战.不同于陆地机器人系统,水下环境更为复杂,要求水下机械臂系统具备应对非线性、强耦合及参数时变特性的控制能力[41].田金鑫[42]设计了一款水下焊接机械臂,通过改进的粒子群优化算法(PSO)结合径向基函数(RBF) (PSO-RBF)神经网络滑模控制算法和分数阶比例-积分-微分(PID)自适应阻抗控制算法,实现了对机械臂轨迹跟踪和末端接触力的精准控制.另一方面,由于摄像头视角畸变、水流扰动等因素,使得视觉系统存在多种误差,影响了作业效率与安全性.针对这一问题,潘志文等[43]提出了一种主被动柔顺控制方法,能够融合机械结构补偿与智能控制策略,提升作业安全性与精度.此外,华南理工大学焊接团队针对复杂的水下环境,设计了一套六自由度水下焊接机械臂系统,重点突破了复杂环境下焊接作业的运动学建模、误差补偿及动力学优化等关键算法机制,显著提升了机械臂的环境适应性和智能化水平.如图7所示,实验表明,该机械臂在50 m水深环境下具有良好的密封性并初步完成了焊接实验. ...
水下液压机械臂主被动柔顺控制系统设计与验证
1
2024
... 在实际应用中,水下焊接机器人面临着诸多技术挑战.不同于陆地机器人系统,水下环境更为复杂,要求水下机械臂系统具备应对非线性、强耦合及参数时变特性的控制能力[41].田金鑫[42]设计了一款水下焊接机械臂,通过改进的粒子群优化算法(PSO)结合径向基函数(RBF) (PSO-RBF)神经网络滑模控制算法和分数阶比例-积分-微分(PID)自适应阻抗控制算法,实现了对机械臂轨迹跟踪和末端接触力的精准控制.另一方面,由于摄像头视角畸变、水流扰动等因素,使得视觉系统存在多种误差,影响了作业效率与安全性.针对这一问题,潘志文等[43]提出了一种主被动柔顺控制方法,能够融合机械结构补偿与智能控制策略,提升作业安全性与精度.此外,华南理工大学焊接团队针对复杂的水下环境,设计了一套六自由度水下焊接机械臂系统,重点突破了复杂环境下焊接作业的运动学建模、误差补偿及动力学优化等关键算法机制,显著提升了机械臂的环境适应性和智能化水平.如图7所示,实验表明,该机械臂在50 m水深环境下具有良好的密封性并初步完成了焊接实验. ...
Key information perception and control strategy of intellignet welding under complex scene
1
2022
... 智能焊接机器人的多模态信息感知技术,可提升水下焊接系统的环境适应性与自主决策能力[44].为了进一步提升水下焊接机器人的作业能力,研究者们在设计中融合了多种先进技术. ...
复杂场景下的焊接智能制造中的信息感知与控制方法
1
2022
... 智能焊接机器人的多模态信息感知技术,可提升水下焊接系统的环境适应性与自主决策能力[44].为了进一步提升水下焊接机器人的作业能力,研究者们在设计中融合了多种先进技术. ...
Development of magnetic adsorption wheeled underwater welding robot system
4
2023
... 罗犇德[45]设计了一种磁吸附轮式水下焊接机器人,该机器人通过深度融合多模块实现高效智能作业.具体而言,机器人将永磁吸附移动机构与分布式控制系统深度融合,并集成了9轴惯性传感器(IMU)、水压传感器与视觉系统等模块,实时感知环境姿态并通过主控制器动态调整运动参数.如图8[45]所示,该机器人结合局部干法焊炬,在两种不同姿态下进行水下焊接测试,其结果证明机器人整体具有立面焊接功能,且整体焊缝成形效果较好.在此基础上,华南理工大学焊接团队[46]进一步针对水下焊接机器人磁轮吸附力展开多工况建模与验证工作,提出了基于质心偏移的矢量叠加磁轮临界吸附力计算理论,为磁吸附底盘的设计和磁力优化提供了新的理论支持. ...
... [45]所示,该机器人结合局部干法焊炬,在两种不同姿态下进行水下焊接测试,其结果证明机器人整体具有立面焊接功能,且整体焊缝成形效果较好.在此基础上,华南理工大学焊接团队[46]进一步针对水下焊接机器人磁轮吸附力展开多工况建模与验证工作,提出了基于质心偏移的矢量叠加磁轮临界吸附力计算理论,为磁吸附底盘的设计和磁力优化提供了新的理论支持. ...
... [
45]
Elevation welding test process of magnetic adsorption wheeled underwater welding robot<sup>[<xref ref-type="bibr" rid="R45">45</xref>]</sup> (a, c) welding site photographs at spatial attitude angles of 180° (a) and 270° (c) (b, d) welding process photographs at spatial attitude angles of 180° (b) and 270° (d)Fig.8![]()
目前,人形机器人技术发展迅速,逐步演变为具备人类特征的智能系统[47].基于此,将人形机器人技术融入焊接领域,开发具备仿生操作与自主决策能力的类人焊接机器人系统,有望突破传统焊接机器人在非结构化场景感知、动态工艺参数自优化及多自由度柔性操作等方面的技术瓶颈[48].近年来,华南理工大学焊接团队[49]面向核电维修以及海工装备修复等应用领域,研制出轮式类人焊接机器人原理样机,如图9所示,目前已经完成整机的功能性原理验证. ...
... [
45] (a, c) welding site photographs at spatial attitude angles of 180° (a) and 270° (c) (b, d) welding process photographs at spatial attitude angles of 180° (b) and 270° (d)
Fig.8![]()
目前,人形机器人技术发展迅速,逐步演变为具备人类特征的智能系统[47].基于此,将人形机器人技术融入焊接领域,开发具备仿生操作与自主决策能力的类人焊接机器人系统,有望突破传统焊接机器人在非结构化场景感知、动态工艺参数自优化及多自由度柔性操作等方面的技术瓶颈[48].近年来,华南理工大学焊接团队[49]面向核电维修以及海工装备修复等应用领域,研制出轮式类人焊接机器人原理样机,如图9所示,目前已经完成整机的功能性原理验证. ...
磁吸附轮式水下焊接机器人系统研制
4
2023
... 罗犇德[45]设计了一种磁吸附轮式水下焊接机器人,该机器人通过深度融合多模块实现高效智能作业.具体而言,机器人将永磁吸附移动机构与分布式控制系统深度融合,并集成了9轴惯性传感器(IMU)、水压传感器与视觉系统等模块,实时感知环境姿态并通过主控制器动态调整运动参数.如图8[45]所示,该机器人结合局部干法焊炬,在两种不同姿态下进行水下焊接测试,其结果证明机器人整体具有立面焊接功能,且整体焊缝成形效果较好.在此基础上,华南理工大学焊接团队[46]进一步针对水下焊接机器人磁轮吸附力展开多工况建模与验证工作,提出了基于质心偏移的矢量叠加磁轮临界吸附力计算理论,为磁吸附底盘的设计和磁力优化提供了新的理论支持. ...
... [45]所示,该机器人结合局部干法焊炬,在两种不同姿态下进行水下焊接测试,其结果证明机器人整体具有立面焊接功能,且整体焊缝成形效果较好.在此基础上,华南理工大学焊接团队[46]进一步针对水下焊接机器人磁轮吸附力展开多工况建模与验证工作,提出了基于质心偏移的矢量叠加磁轮临界吸附力计算理论,为磁吸附底盘的设计和磁力优化提供了新的理论支持. ...
... [
45]
Elevation welding test process of magnetic adsorption wheeled underwater welding robot<sup>[<xref ref-type="bibr" rid="R45">45</xref>]</sup> (a, c) welding site photographs at spatial attitude angles of 180° (a) and 270° (c) (b, d) welding process photographs at spatial attitude angles of 180° (b) and 270° (d)Fig.8![]()
目前,人形机器人技术发展迅速,逐步演变为具备人类特征的智能系统[47].基于此,将人形机器人技术融入焊接领域,开发具备仿生操作与自主决策能力的类人焊接机器人系统,有望突破传统焊接机器人在非结构化场景感知、动态工艺参数自优化及多自由度柔性操作等方面的技术瓶颈[48].近年来,华南理工大学焊接团队[49]面向核电维修以及海工装备修复等应用领域,研制出轮式类人焊接机器人原理样机,如图9所示,目前已经完成整机的功能性原理验证. ...
... [
45] (a, c) welding site photographs at spatial attitude angles of 180° (a) and 270° (c) (b, d) welding process photographs at spatial attitude angles of 180° (b) and 270° (d)
Fig.8![]()
目前,人形机器人技术发展迅速,逐步演变为具备人类特征的智能系统[47].基于此,将人形机器人技术融入焊接领域,开发具备仿生操作与自主决策能力的类人焊接机器人系统,有望突破传统焊接机器人在非结构化场景感知、动态工艺参数自优化及多自由度柔性操作等方面的技术瓶颈[48].近年来,华南理工大学焊接团队[49]面向核电维修以及海工装备修复等应用领域,研制出轮式类人焊接机器人原理样机,如图9所示,目前已经完成整机的功能性原理验证. ...
Modeling and verification of the magnetic wheel adsorption force in multiple working conditions for underwater welding robots
1
2025
... 罗犇德[45]设计了一种磁吸附轮式水下焊接机器人,该机器人通过深度融合多模块实现高效智能作业.具体而言,机器人将永磁吸附移动机构与分布式控制系统深度融合,并集成了9轴惯性传感器(IMU)、水压传感器与视觉系统等模块,实时感知环境姿态并通过主控制器动态调整运动参数.如图8[45]所示,该机器人结合局部干法焊炬,在两种不同姿态下进行水下焊接测试,其结果证明机器人整体具有立面焊接功能,且整体焊缝成形效果较好.在此基础上,华南理工大学焊接团队[46]进一步针对水下焊接机器人磁轮吸附力展开多工况建模与验证工作,提出了基于质心偏移的矢量叠加磁轮临界吸附力计算理论,为磁吸附底盘的设计和磁力优化提供了新的理论支持. ...
水下焊接机器人磁轮吸附力多工况建模与验证
1
2025
... 罗犇德[45]设计了一种磁吸附轮式水下焊接机器人,该机器人通过深度融合多模块实现高效智能作业.具体而言,机器人将永磁吸附移动机构与分布式控制系统深度融合,并集成了9轴惯性传感器(IMU)、水压传感器与视觉系统等模块,实时感知环境姿态并通过主控制器动态调整运动参数.如图8[45]所示,该机器人结合局部干法焊炬,在两种不同姿态下进行水下焊接测试,其结果证明机器人整体具有立面焊接功能,且整体焊缝成形效果较好.在此基础上,华南理工大学焊接团队[46]进一步针对水下焊接机器人磁轮吸附力展开多工况建模与验证工作,提出了基于质心偏移的矢量叠加磁轮临界吸附力计算理论,为磁吸附底盘的设计和磁力优化提供了新的理论支持. ...
Establishing a new paradigm of embodied intelligence: A review of the current status and development trends in humanoid robot technology
1
... 目前,人形机器人技术发展迅速,逐步演变为具备人类特征的智能系统[47].基于此,将人形机器人技术融入焊接领域,开发具备仿生操作与自主决策能力的类人焊接机器人系统,有望突破传统焊接机器人在非结构化场景感知、动态工艺参数自优化及多自由度柔性操作等方面的技术瓶颈[48].近年来,华南理工大学焊接团队[49]面向核电维修以及海工装备修复等应用领域,研制出轮式类人焊接机器人原理样机,如图9所示,目前已经完成整机的功能性原理验证. ...
构建具身智能新范式: 人形机器人技术现状及发展趋势综述
1
... 目前,人形机器人技术发展迅速,逐步演变为具备人类特征的智能系统[47].基于此,将人形机器人技术融入焊接领域,开发具备仿生操作与自主决策能力的类人焊接机器人系统,有望突破传统焊接机器人在非结构化场景感知、动态工艺参数自优化及多自由度柔性操作等方面的技术瓶颈[48].近年来,华南理工大学焊接团队[49]面向核电维修以及海工装备修复等应用领域,研制出轮式类人焊接机器人原理样机,如图9所示,目前已经完成整机的功能性原理验证. ...
Research status and prospect of humanoid robot welding technology
1
2025
... 目前,人形机器人技术发展迅速,逐步演变为具备人类特征的智能系统[47].基于此,将人形机器人技术融入焊接领域,开发具备仿生操作与自主决策能力的类人焊接机器人系统,有望突破传统焊接机器人在非结构化场景感知、动态工艺参数自优化及多自由度柔性操作等方面的技术瓶颈[48].近年来,华南理工大学焊接团队[49]面向核电维修以及海工装备修复等应用领域,研制出轮式类人焊接机器人原理样机,如图9所示,目前已经完成整机的功能性原理验证. ...
类人机器人焊接技术研究现状与展望
1
2025
... 目前,人形机器人技术发展迅速,逐步演变为具备人类特征的智能系统[47].基于此,将人形机器人技术融入焊接领域,开发具备仿生操作与自主决策能力的类人焊接机器人系统,有望突破传统焊接机器人在非结构化场景感知、动态工艺参数自优化及多自由度柔性操作等方面的技术瓶颈[48].近年来,华南理工大学焊接团队[49]面向核电维修以及海工装备修复等应用领域,研制出轮式类人焊接机器人原理样机,如图9所示,目前已经完成整机的功能性原理验证. ...
An integrated calibration and 3D reconstruction method for humanoid welding robots
1
2025
... 目前,人形机器人技术发展迅速,逐步演变为具备人类特征的智能系统[47].基于此,将人形机器人技术融入焊接领域,开发具备仿生操作与自主决策能力的类人焊接机器人系统,有望突破传统焊接机器人在非结构化场景感知、动态工艺参数自优化及多自由度柔性操作等方面的技术瓶颈[48].近年来,华南理工大学焊接团队[49]面向核电维修以及海工装备修复等应用领域,研制出轮式类人焊接机器人原理样机,如图9所示,目前已经完成整机的功能性原理验证. ...
Characterization of the underwater welding arc bubble through a visual sensing method
1
2018
... 水下电弧燃烧时会形成周期性演化的气泡,其动态行为直接影响电弧稳定性进而影响焊接过程稳定性.Chen等[14]通过原位X射线成像发现,气泡上升过程中对熔滴产生气动力,导致熔滴偏离焊丝轴线,这种偏离是引发飞溅的主要原因之一.Wang等[50]利用高速摄影与图像处理技术,将气泡演化分为4种模式:稳定型、振荡型、分裂型和破裂型,并发现气泡周期性破裂将导致电流波动.Zhao等[51]建立三维流体体积-水平集(volume of fluid-level set)耦合模型,考虑多相流、电弧热输入及等离子体特性,通过高速摄像机捕捉以及数值模拟揭示了气泡-电弧交互机理,为工艺优化提供理论支撑. ...
Numerical simulation of bubble and arc dynamics during underwater wet flux-cored arc welding
1
2020
... 水下电弧燃烧时会形成周期性演化的气泡,其动态行为直接影响电弧稳定性进而影响焊接过程稳定性.Chen等[14]通过原位X射线成像发现,气泡上升过程中对熔滴产生气动力,导致熔滴偏离焊丝轴线,这种偏离是引发飞溅的主要原因之一.Wang等[50]利用高速摄影与图像处理技术,将气泡演化分为4种模式:稳定型、振荡型、分裂型和破裂型,并发现气泡周期性破裂将导致电流波动.Zhao等[51]建立三维流体体积-水平集(volume of fluid-level set)耦合模型,考虑多相流、电弧热输入及等离子体特性,通过高速摄像机捕捉以及数值模拟揭示了气泡-电弧交互机理,为工艺优化提供理论支撑. ...
Effects of spatial welding positions on arc bubble behavior, droplet transfer process, and weld microstructure and properties in underwater wet welding
1
2025
... 此外,在水下焊接过程中,焊接位置、静水压力、焊接速率等多种因素也会影响电弧动态行为进而对焊接过程产生显著影响.Yang等[52]发现焊接位置对水下湿焊中电弧气泡行为有影响,仰焊时气泡因受重力阻碍上升,持续覆盖熔池,形成更稳定的电弧环境,但重力导致熔滴脱落,造成Cr、Ni元素损失,焊缝出现扩散层.相比之下,立向下焊因熔池冷却快,硬度最高,但熔深较浅.Cui等[53]研究了静水压力对电弧的影响,发现水压升高能够压缩气泡,提升电弧稳定性进而提高焊接过程稳定性.但高压也导致电弧温度降低,因此需要通过优化热输入补偿冷却效应,以避免冷裂纹产生.另一方面,Liao等[54]研究了焊接速率对局部干法水下电弧焊接过程的稳定性影响,使用电压-电流(UI)图、概率密度图以及电流和电压的变异系数等多种手段,对焊接过程的稳定性进行了定性和定量的分析.结果表明,随着焊接速率的提高,焊接过程的稳定性呈现先上升后下降的趋势,如图10[54]所示. ...
Investigating the effect of hydrostatic pressure on arc and bubble transport phenomenon in underwater wet self-shielded flux cored arc welding
1
2024
... 此外,在水下焊接过程中,焊接位置、静水压力、焊接速率等多种因素也会影响电弧动态行为进而对焊接过程产生显著影响.Yang等[52]发现焊接位置对水下湿焊中电弧气泡行为有影响,仰焊时气泡因受重力阻碍上升,持续覆盖熔池,形成更稳定的电弧环境,但重力导致熔滴脱落,造成Cr、Ni元素损失,焊缝出现扩散层.相比之下,立向下焊因熔池冷却快,硬度最高,但熔深较浅.Cui等[53]研究了静水压力对电弧的影响,发现水压升高能够压缩气泡,提升电弧稳定性进而提高焊接过程稳定性.但高压也导致电弧温度降低,因此需要通过优化热输入补偿冷却效应,以避免冷裂纹产生.另一方面,Liao等[54]研究了焊接速率对局部干法水下电弧焊接过程的稳定性影响,使用电压-电流(UI)图、概率密度图以及电流和电压的变异系数等多种手段,对焊接过程的稳定性进行了定性和定量的分析.结果表明,随着焊接速率的提高,焊接过程的稳定性呈现先上升后下降的趋势,如图10[54]所示. ...
Effects of welding speed on welding process stability, microstructure and mechanical performance of SUS304 welded by local dry underwater pulsed MIG
5
2023
... 此外,在水下焊接过程中,焊接位置、静水压力、焊接速率等多种因素也会影响电弧动态行为进而对焊接过程产生显著影响.Yang等[52]发现焊接位置对水下湿焊中电弧气泡行为有影响,仰焊时气泡因受重力阻碍上升,持续覆盖熔池,形成更稳定的电弧环境,但重力导致熔滴脱落,造成Cr、Ni元素损失,焊缝出现扩散层.相比之下,立向下焊因熔池冷却快,硬度最高,但熔深较浅.Cui等[53]研究了静水压力对电弧的影响,发现水压升高能够压缩气泡,提升电弧稳定性进而提高焊接过程稳定性.但高压也导致电弧温度降低,因此需要通过优化热输入补偿冷却效应,以避免冷裂纹产生.另一方面,Liao等[54]研究了焊接速率对局部干法水下电弧焊接过程的稳定性影响,使用电压-电流(UI)图、概率密度图以及电流和电压的变异系数等多种手段,对焊接过程的稳定性进行了定性和定量的分析.结果表明,随着焊接速率的提高,焊接过程的稳定性呈现先上升后下降的趋势,如图10[54]所示. ...
... [54]所示. ...
... [
54]
Electrical signal analyses during partial dry underwater welding<sup>[<xref ref-type="bibr" rid="R54">54</xref>]</sup> (a-e) current probability density figures and voltage-current figures (f) variation coefficients of current and voltageFig.10![]() 3.1.2 水下焊接熔滴过渡行为研究
3.1.2 水下焊接熔滴过渡行为研究水下焊接熔滴过渡行为是影响焊接质量的关键.在水下环境中,熔滴的形成、过渡与陆上差异显著.水的冷却作用使得熔滴在脱离焊丝端部后迅速凝固,影响了熔滴的尺寸、形状、过渡频率和稳定性. ...
... [
54] (a-e) current probability density figures and voltage-current figures (f) variation coefficients of current and voltage
Fig.10![]() 3.1.2 水下焊接熔滴过渡行为研究
3.1.2 水下焊接熔滴过渡行为研究水下焊接熔滴过渡行为是影响焊接质量的关键.在水下环境中,熔滴的形成、过渡与陆上差异显著.水的冷却作用使得熔滴在脱离焊丝端部后迅速凝固,影响了熔滴的尺寸、形状、过渡频率和稳定性. ...
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
Numerical analysis of dynamic process of metal transfer in GMAW
1
2004
... 熔滴过渡行为与焊接参数、焊接材料以及水下环境条件密切相关.焊接电流和电压的增加通常会使熔滴尺寸减小,过渡频率提高[55],从而影响熔池表面形状[56].但在水下环境中,这种关系会因水的干扰而变得复杂,研究[57]表明,水下焊接过程中,由于水产生的高压影响,熔滴过渡频率降低.为了深入研究水下焊接熔滴过渡行为,研究人员采用了多种先进的实验技术和数值模拟方法. ...
GMAW焊接熔滴过渡动态过程的数值分析
1
2004
... 熔滴过渡行为与焊接参数、焊接材料以及水下环境条件密切相关.焊接电流和电压的增加通常会使熔滴尺寸减小,过渡频率提高[55],从而影响熔池表面形状[56].但在水下环境中,这种关系会因水的干扰而变得复杂,研究[57]表明,水下焊接过程中,由于水产生的高压影响,熔滴过渡频率降低.为了深入研究水下焊接熔滴过渡行为,研究人员采用了多种先进的实验技术和数值模拟方法. ...
The influence of droplet impact on metal inert gas weld pool geometry
1
1997
... 熔滴过渡行为与焊接参数、焊接材料以及水下环境条件密切相关.焊接电流和电压的增加通常会使熔滴尺寸减小,过渡频率提高[55],从而影响熔池表面形状[56].但在水下环境中,这种关系会因水的干扰而变得复杂,研究[57]表明,水下焊接过程中,由于水产生的高压影响,熔滴过渡频率降低.为了深入研究水下焊接熔滴过渡行为,研究人员采用了多种先进的实验技术和数值模拟方法. ...
熔滴冲击力对MIG焊接熔池表面形状的影响
1
1997
... 熔滴过渡行为与焊接参数、焊接材料以及水下环境条件密切相关.焊接电流和电压的增加通常会使熔滴尺寸减小,过渡频率提高[55],从而影响熔池表面形状[56].但在水下环境中,这种关系会因水的干扰而变得复杂,研究[57]表明,水下焊接过程中,由于水产生的高压影响,熔滴过渡频率降低.为了深入研究水下焊接熔滴过渡行为,研究人员采用了多种先进的实验技术和数值模拟方法. ...
Arc behavior and joints performance of CMT welding process in hyperbaric atmosphere
1
2016
... 熔滴过渡行为与焊接参数、焊接材料以及水下环境条件密切相关.焊接电流和电压的增加通常会使熔滴尺寸减小,过渡频率提高[55],从而影响熔池表面形状[56].但在水下环境中,这种关系会因水的干扰而变得复杂,研究[57]表明,水下焊接过程中,由于水产生的高压影响,熔滴过渡频率降低.为了深入研究水下焊接熔滴过渡行为,研究人员采用了多种先进的实验技术和数值模拟方法. ...
高压环境下CMT焊接电弧行为及焊缝性能
1
2016
... 熔滴过渡行为与焊接参数、焊接材料以及水下环境条件密切相关.焊接电流和电压的增加通常会使熔滴尺寸减小,过渡频率提高[55],从而影响熔池表面形状[56].但在水下环境中,这种关系会因水的干扰而变得复杂,研究[57]表明,水下焊接过程中,由于水产生的高压影响,熔滴过渡频率降低.为了深入研究水下焊接熔滴过渡行为,研究人员采用了多种先进的实验技术和数值模拟方法. ...
Research on characteristic of hyperbaric welding arc and behavior of droplet transfer
1
2010
... 赵华夏[58]针对高压干法熔化极气体保护电弧焊(GMAW),研制了专用的摄像机保护装置,结合高速摄影技术发现,随着环境压力增加,阳极电弧根部被压缩,进一步影响熔滴过渡行为.Zhang等[59]借助视觉传感系统对湿法药芯焊接过程进行了实时监测,结果表明,高频气泡、低频熔滴过渡与电弧漂移是工艺失稳主因.Liao等[60]建立熔滴受力模型,揭示了不同电流下主导力的变化导致过渡模式的转变,同时通过高速摄影以及电信号采集技术,分析了不同脉冲电流峰值对熔滴过渡模式以及焊缝熔深的影响,如图11[60]所示.Fu等[61]通过X射线同步成像技术,发现宽角球状排斥过渡模式飞溅率最高,短路爆炸过渡因电流骤增引发高频飞溅.Yang等[62]建立了三维电弧-熔滴耦合模型,指出40 kHz脉冲电流通过集肤效应减小熔滴尺寸、提高过渡频率,但短路与射流过渡交替出现,需优化电压以抑制不稳定排斥过渡. ...
高压环境焊接电弧特性及熔滴过渡行为研究
1
2010
... 赵华夏[58]针对高压干法熔化极气体保护电弧焊(GMAW),研制了专用的摄像机保护装置,结合高速摄影技术发现,随着环境压力增加,阳极电弧根部被压缩,进一步影响熔滴过渡行为.Zhang等[59]借助视觉传感系统对湿法药芯焊接过程进行了实时监测,结果表明,高频气泡、低频熔滴过渡与电弧漂移是工艺失稳主因.Liao等[60]建立熔滴受力模型,揭示了不同电流下主导力的变化导致过渡模式的转变,同时通过高速摄影以及电信号采集技术,分析了不同脉冲电流峰值对熔滴过渡模式以及焊缝熔深的影响,如图11[60]所示.Fu等[61]通过X射线同步成像技术,发现宽角球状排斥过渡模式飞溅率最高,短路爆炸过渡因电流骤增引发高频飞溅.Yang等[62]建立了三维电弧-熔滴耦合模型,指出40 kHz脉冲电流通过集肤效应减小熔滴尺寸、提高过渡频率,但短路与射流过渡交替出现,需优化电压以抑制不稳定排斥过渡. ...
Heat input and metal transfer influences on the weld geometry and microstructure during underwater wet FCAW
1
2016
... 赵华夏[58]针对高压干法熔化极气体保护电弧焊(GMAW),研制了专用的摄像机保护装置,结合高速摄影技术发现,随着环境压力增加,阳极电弧根部被压缩,进一步影响熔滴过渡行为.Zhang等[59]借助视觉传感系统对湿法药芯焊接过程进行了实时监测,结果表明,高频气泡、低频熔滴过渡与电弧漂移是工艺失稳主因.Liao等[60]建立熔滴受力模型,揭示了不同电流下主导力的变化导致过渡模式的转变,同时通过高速摄影以及电信号采集技术,分析了不同脉冲电流峰值对熔滴过渡模式以及焊缝熔深的影响,如图11[60]所示.Fu等[61]通过X射线同步成像技术,发现宽角球状排斥过渡模式飞溅率最高,短路爆炸过渡因电流骤增引发高频飞溅.Yang等[62]建立了三维电弧-熔滴耦合模型,指出40 kHz脉冲电流通过集肤效应减小熔滴尺寸、提高过渡频率,但短路与射流过渡交替出现,需优化电压以抑制不稳定排斥过渡. ...
Effect of pulse current on droplet transfer behavior and weld formation of 304 stainless steel in local dry underwater pulse MIG welding
8
2022
... 赵华夏[58]针对高压干法熔化极气体保护电弧焊(GMAW),研制了专用的摄像机保护装置,结合高速摄影技术发现,随着环境压力增加,阳极电弧根部被压缩,进一步影响熔滴过渡行为.Zhang等[59]借助视觉传感系统对湿法药芯焊接过程进行了实时监测,结果表明,高频气泡、低频熔滴过渡与电弧漂移是工艺失稳主因.Liao等[60]建立熔滴受力模型,揭示了不同电流下主导力的变化导致过渡模式的转变,同时通过高速摄影以及电信号采集技术,分析了不同脉冲电流峰值对熔滴过渡模式以及焊缝熔深的影响,如图11[60]所示.Fu等[61]通过X射线同步成像技术,发现宽角球状排斥过渡模式飞溅率最高,短路爆炸过渡因电流骤增引发高频飞溅.Yang等[62]建立了三维电弧-熔滴耦合模型,指出40 kHz脉冲电流通过集肤效应减小熔滴尺寸、提高过渡频率,但短路与射流过渡交替出现,需优化电压以抑制不稳定排斥过渡. ...
... [60]所示.Fu等[61]通过X射线同步成像技术,发现宽角球状排斥过渡模式飞溅率最高,短路爆炸过渡因电流骤增引发高频飞溅.Yang等[62]建立了三维电弧-熔滴耦合模型,指出40 kHz脉冲电流通过集肤效应减小熔滴尺寸、提高过渡频率,但短路与射流过渡交替出现,需优化电压以抑制不稳定排斥过渡. ...
... [
60]
Droplet transfer behavior at different peak pulse currents<sup>[<xref ref-type="bibr" rid="R60">60</xref>]</sup> (<i>t</i><sub>0</sub>—welding commencement time)(a) short circuit transfer process at the peak current of 240 A ...
... [
60] (
t0—welding commencement time)
(a) short circuit transfer process at the peak current of 240 A ...
... 核电厂严苛的工况对焊接工艺提出了高精度、低辐射暴露和高可靠性的严格要求.局部干法水下焊接技术凭借其在有限空间内营造干燥施焊环境的能力,成为支撑核电水下修复应用的核心工艺.针对核电厂水下定位销的维修需求,周国丰等[89]设计的局部干法钨极惰性气体保护焊(TIG)焊炬可在3 s内形成稳定干燥空间,获得成形良好且力学性能接近陆上焊接的焊缝,为核电设备的水下维修提供了可靠的技术方案.另一方面,304不锈钢在核电设备中应用广泛,周政等[90]开发的局部干法水下TIG焊接系统,成功解决了0.3 MPa压力环境下304L不锈钢覆板的修复难题,并通过优化参数实现了熔合良好且无未焊透的高质量焊缝,有效支撑了乏燃料水池的在役安全修复.同时,针对核电站常用的304不锈钢材料,Liao等[60]利用局部干法水下脉冲MIG焊接方法对其进行工艺优化,在基值电流100 A、脉冲频率100 Hz以及焊接速率15 mm/s条件下,发现峰值电流为280 A时能获得最佳焊缝成形系数和光滑无飞溅的表面,如图14[60]所示,该成果为核电系统中304不锈钢部件的水下高效高质量修复提供了重要的工艺参数依据. ...
... [60]所示,该成果为核电系统中304不锈钢部件的水下高效高质量修复提供了重要的工艺参数依据. ...
... [
60]
Weld formation and dimensions (unit: mm) at different peak currents<sup>[<xref ref-type="bibr" rid="R60">60</xref>]</sup>(a) 240 A (b) 260 A (c) 280 A (d) 300 A (e) 320 A ...
... [
60]
(a) 240 A (b) 260 A (c) 280 A (d) 300 A (e) 320 A ...
Effect of metal transfer mode on spatter and arc stability in underwater flux-cored wire wet welding
1
2018
... 赵华夏[58]针对高压干法熔化极气体保护电弧焊(GMAW),研制了专用的摄像机保护装置,结合高速摄影技术发现,随着环境压力增加,阳极电弧根部被压缩,进一步影响熔滴过渡行为.Zhang等[59]借助视觉传感系统对湿法药芯焊接过程进行了实时监测,结果表明,高频气泡、低频熔滴过渡与电弧漂移是工艺失稳主因.Liao等[60]建立熔滴受力模型,揭示了不同电流下主导力的变化导致过渡模式的转变,同时通过高速摄影以及电信号采集技术,分析了不同脉冲电流峰值对熔滴过渡模式以及焊缝熔深的影响,如图11[60]所示.Fu等[61]通过X射线同步成像技术,发现宽角球状排斥过渡模式飞溅率最高,短路爆炸过渡因电流骤增引发高频飞溅.Yang等[62]建立了三维电弧-熔滴耦合模型,指出40 kHz脉冲电流通过集肤效应减小熔滴尺寸、提高过渡频率,但短路与射流过渡交替出现,需优化电压以抑制不稳定排斥过渡. ...
Numerical analysis of arc parameters and droplet behaviors for underwater flux-cored arc welding
1
2023
... 赵华夏[58]针对高压干法熔化极气体保护电弧焊(GMAW),研制了专用的摄像机保护装置,结合高速摄影技术发现,随着环境压力增加,阳极电弧根部被压缩,进一步影响熔滴过渡行为.Zhang等[59]借助视觉传感系统对湿法药芯焊接过程进行了实时监测,结果表明,高频气泡、低频熔滴过渡与电弧漂移是工艺失稳主因.Liao等[60]建立熔滴受力模型,揭示了不同电流下主导力的变化导致过渡模式的转变,同时通过高速摄影以及电信号采集技术,分析了不同脉冲电流峰值对熔滴过渡模式以及焊缝熔深的影响,如图11[60]所示.Fu等[61]通过X射线同步成像技术,发现宽角球状排斥过渡模式飞溅率最高,短路爆炸过渡因电流骤增引发高频飞溅.Yang等[62]建立了三维电弧-熔滴耦合模型,指出40 kHz脉冲电流通过集肤效应减小熔滴尺寸、提高过渡频率,但短路与射流过渡交替出现,需优化电压以抑制不稳定排斥过渡. ...
Mechanism of grain refinement of pulse current assisted plasma arc welded Al-Mg alloy
2
2024
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
... 上述研究表明,微观组织演变与接头性能的关联机制本质在于工艺调控对相变动力学及缺陷抑制的作用.脉冲电流[63]及超声振动[69]等手段通过促进晶粒旋转与非均匀形核,显著增加小尺寸晶粒比例及大角度晶界数量,阻碍裂纹扩展路径.其核心机制在于:细晶强化与界面优化协同提升韧性,而ER308LSi焊丝的高Cr/Ni含量则通过平衡δ-铁素体/γ-奥氏体相比例,抑制氢致裂纹敏感性. ...
脉冲电流辅助等离子弧焊Al-Mg合金晶粒细化机理
2
2024
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
... 上述研究表明,微观组织演变与接头性能的关联机制本质在于工艺调控对相变动力学及缺陷抑制的作用.脉冲电流[63]及超声振动[69]等手段通过促进晶粒旋转与非均匀形核,显著增加小尺寸晶粒比例及大角度晶界数量,阻碍裂纹扩展路径.其核心机制在于:细晶强化与界面优化协同提升韧性,而ER308LSi焊丝的高Cr/Ni含量则通过平衡δ-铁素体/γ-奥氏体相比例,抑制氢致裂纹敏感性. ...
Effect of electropulse on dynamic precipitation and microstructure of AZ91 magnesium alloy during warm extrusion
1
2025
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
脉冲电流对AZ91镁合金温挤压过程中动态析出和微观组织的影响
1
2025
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
Effect of welding heat input on microstructures and hardness in the haz of HQ130 steel
1
1999
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
焊接热输入对HQ130钢焊接热影响区组织硬度的影响
1
1999
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
The influence of welding line energy on the microstructure and property of CMT overlap joint of 5182-O and HC260YD+Z
1
2019
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
焊接线能量对5182-O/HC260YD+Z异种材料CMT搭接接头组织与性能的影响
1
2019
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
Effects of heat input on the microstructure and impact toughness of weld metal processed by a new fluxnovel flux cored wire weld
1
2016
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
热输入量对一种新型药芯焊丝熔敷金属组织及冲击韧性的影响
1
2016
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
Investigation on microstructure and properties of the local dry underwater TIG welding of 304L stainless steel
1
2025
... 工艺参数对组织演变具有显著影响.袁涛等[63]研究表明,脉冲电流能够使小尺寸晶粒和大角度晶界比例增加,晶粒取向更随机,从而阻碍了晶粒沿低指数晶面的定向生长,进一步细化晶粒.王彬杉等[64]通过分析AZ91镁合金的挤压过程,发现脉冲电流的热效应和非热效应能够促进β-Mg17Al12相的溶解和Al溶质原子的均匀分布,提高晶界迁移速率,促进晶粒旋转,增强基面织构.同时,有研究[54]表明,局部干法水下脉冲MIG焊接SUS304不锈钢时,随着焊接速率由低到高,焊接过程稳定性先提高后变差.中等焊接速率时可获得最佳冷却速率,小尺寸晶粒占比达65.5%,小角度晶界占比57.3%,接头抗拉强度和延伸率好,接近母材性能.此外,焊接线能量和焊接热输入量也影响焊缝组织性能[65,66],热输入量影响焊缝熔敷金属组织与冲击韧性[67],同时热输入的增加会延长熔池高温停留时间,促进铁素体向奥氏体转变,但过高热输入会导致晶粒粗化及焊接缺陷从而降低性能[68]. ...
Microstructure and mechanical properties of SUS304 weldments manufactured by ultrasonic vibration assisted local dry underwater welding
3
2023
... 此外,焊接材料的选择和匹配对焊缝组织和性能起着决定性作用,不同类型的焊接材料在水下焊接时会产生不同的焊缝组织和力学性能.研究[69]表明,ER308LSi焊丝在局部干法水下焊接(local dry underwater welding,LDUW)中表现出低氢扩散特性,其较高的Cr和Ni含量可通过调控铁素体-奥氏体相平衡,有效抑制氢致裂纹并细化晶粒,使接头延伸率相较于母材提升47.9%.同时,ER2209焊丝在S32101双相不锈钢焊接中,通过增加Cr、Mo的固溶强化作用,能够显著提高焊缝耐点蚀性能[70].而某些高强度焊接材料可能因水下环境的影响导致焊缝硬度增加、韧性降低,因此需特别注意各项参数的匹配,例如在TC4钛合金激光焊接中,采用高纯度焊丝配合双气帘保护,可在高冷却速率下形成全马氏体α'组织,接头抗拉强度达到母材的90%,但需通过优化热输入避免过度硬化[71]. ...
... 上述研究表明,微观组织演变与接头性能的关联机制本质在于工艺调控对相变动力学及缺陷抑制的作用.脉冲电流[63]及超声振动[69]等手段通过促进晶粒旋转与非均匀形核,显著增加小尺寸晶粒比例及大角度晶界数量,阻碍裂纹扩展路径.其核心机制在于:细晶强化与界面优化协同提升韧性,而ER308LSi焊丝的高Cr/Ni含量则通过平衡δ-铁素体/γ-奥氏体相比例,抑制氢致裂纹敏感性. ...
... 此外,研究人员还提出通过利用后处理、环境隔离等技术来优化焊接质量.Dong等[85]利用焊后热处理来调控显微组织演变进而改善接头力学性能,对7003/6060铝合金水下搅拌摩擦焊接头实施固溶+人工时效,实验结果表明,β''相与GP区的高密度析出使抗拉强度达254 MPa,接近母材水平.还有学者[86]利用水下搅拌摩擦焊技术来焊接铝合金并进行焊后热处理,研究发现搅拌摩擦焊限制了热处理后的晶粒生长,显著提升了接头的延伸率和抗拉强度.Basak等[87]开发的气袋辅助搅拌摩擦点焊通过高速气流驱离海水,使焊缝表面Cl含量降为零,显著提升了耐腐蚀性能.Li等[88]则通过预置ERNiCrMo-3镍基缓冲层来消除16Mn钢侧热影响区的粗大马氏体,形成铁素体+珠光体组织,冲击韧性从39 J/cm²提升至83 J/cm².Liao等[69]提出利用超声振动辅助局部干法水下焊接(ultrasonic vibration assisted local dry underwater welding,U-LDUM)实验,通过增强熔池的流动性和热对流速度,对焊缝性能进行强化进而优化焊接质量. ...
Microstructure and corrosion behavior of S32101 stainless steel underwater dry and wet welded joints
1
2018
... 此外,焊接材料的选择和匹配对焊缝组织和性能起着决定性作用,不同类型的焊接材料在水下焊接时会产生不同的焊缝组织和力学性能.研究[69]表明,ER308LSi焊丝在局部干法水下焊接(local dry underwater welding,LDUW)中表现出低氢扩散特性,其较高的Cr和Ni含量可通过调控铁素体-奥氏体相平衡,有效抑制氢致裂纹并细化晶粒,使接头延伸率相较于母材提升47.9%.同时,ER2209焊丝在S32101双相不锈钢焊接中,通过增加Cr、Mo的固溶强化作用,能够显著提高焊缝耐点蚀性能[70].而某些高强度焊接材料可能因水下环境的影响导致焊缝硬度增加、韧性降低,因此需特别注意各项参数的匹配,例如在TC4钛合金激光焊接中,采用高纯度焊丝配合双气帘保护,可在高冷却速率下形成全马氏体α'组织,接头抗拉强度达到母材的90%,但需通过优化热输入避免过度硬化[71]. ...
Microstructure and properties of underwater laser welding of TC4 titanium alloy
1
2020
... 此外,焊接材料的选择和匹配对焊缝组织和性能起着决定性作用,不同类型的焊接材料在水下焊接时会产生不同的焊缝组织和力学性能.研究[69]表明,ER308LSi焊丝在局部干法水下焊接(local dry underwater welding,LDUW)中表现出低氢扩散特性,其较高的Cr和Ni含量可通过调控铁素体-奥氏体相平衡,有效抑制氢致裂纹并细化晶粒,使接头延伸率相较于母材提升47.9%.同时,ER2209焊丝在S32101双相不锈钢焊接中,通过增加Cr、Mo的固溶强化作用,能够显著提高焊缝耐点蚀性能[70].而某些高强度焊接材料可能因水下环境的影响导致焊缝硬度增加、韧性降低,因此需特别注意各项参数的匹配,例如在TC4钛合金激光焊接中,采用高纯度焊丝配合双气帘保护,可在高冷却速率下形成全马氏体α'组织,接头抗拉强度达到母材的90%,但需通过优化热输入避免过度硬化[71]. ...
Stress corrosion behavior of Ni-Cr-Mo-V steel in 3.5%NaCl solution under the interaction of hydrostatic pressure and tensile stress
1
2025
... 不仅如此,金属结构在海水环境中受复杂力学环境影响[72],水下环境条件的变化也将影响焊缝组织.Ke等[73]通过数值模拟研究了浅水环境中水下湿法激光焊接的多相演化和熔池动力学,发现水蒸发导致熔池上部冷却速率提高,使熔池长度和宽度减小.You等[74]对0Cr25Ni6Mo3N双相不锈钢在不同水深下进行了水下湿法激光焊接研究,结果表明,随着水深增加,焊缝内部气孔数量显著增加,焊缝区硬度先上升后下降.此外,Hu等[75]对UNS S32101贫双相不锈钢进行水下焊接实验,如图12[75]所示,随着模拟水深从0.1 m增加到75 m,焊缝金属的奥氏体含量先降低后升高再降低.同时,模拟水深15~45 m时,焊缝金属的组织变化更为剧烈,焊缝金属在45 m处获得最佳的塑性和韧性性能[75]. ...
静水压力和拉伸应力交互作用下Ni-Cr-Mo-V钢在3.5%NaCl溶液中的应力腐蚀行为
1
2025
... 不仅如此,金属结构在海水环境中受复杂力学环境影响[72],水下环境条件的变化也将影响焊缝组织.Ke等[73]通过数值模拟研究了浅水环境中水下湿法激光焊接的多相演化和熔池动力学,发现水蒸发导致熔池上部冷却速率提高,使熔池长度和宽度减小.You等[74]对0Cr25Ni6Mo3N双相不锈钢在不同水深下进行了水下湿法激光焊接研究,结果表明,随着水深增加,焊缝内部气孔数量显著增加,焊缝区硬度先上升后下降.此外,Hu等[75]对UNS S32101贫双相不锈钢进行水下焊接实验,如图12[75]所示,随着模拟水深从0.1 m增加到75 m,焊缝金属的奥氏体含量先降低后升高再降低.同时,模拟水深15~45 m时,焊缝金属的组织变化更为剧烈,焊缝金属在45 m处获得最佳的塑性和韧性性能[75]. ...
Numerical study on multiphase evolution and molten pool dynamics of underwater wet laser welding in shallow water environment
1
2024
... 不仅如此,金属结构在海水环境中受复杂力学环境影响[72],水下环境条件的变化也将影响焊缝组织.Ke等[73]通过数值模拟研究了浅水环境中水下湿法激光焊接的多相演化和熔池动力学,发现水蒸发导致熔池上部冷却速率提高,使熔池长度和宽度减小.You等[74]对0Cr25Ni6Mo3N双相不锈钢在不同水深下进行了水下湿法激光焊接研究,结果表明,随着水深增加,焊缝内部气孔数量显著增加,焊缝区硬度先上升后下降.此外,Hu等[75]对UNS S32101贫双相不锈钢进行水下焊接实验,如图12[75]所示,随着模拟水深从0.1 m增加到75 m,焊缝金属的奥氏体含量先降低后升高再降低.同时,模拟水深15~45 m时,焊缝金属的组织变化更为剧烈,焊缝金属在45 m处获得最佳的塑性和韧性性能[75]. ...
Underwater wet laser welding of duplex stainless steel under various water depths
1
2024
... 不仅如此,金属结构在海水环境中受复杂力学环境影响[72],水下环境条件的变化也将影响焊缝组织.Ke等[73]通过数值模拟研究了浅水环境中水下湿法激光焊接的多相演化和熔池动力学,发现水蒸发导致熔池上部冷却速率提高,使熔池长度和宽度减小.You等[74]对0Cr25Ni6Mo3N双相不锈钢在不同水深下进行了水下湿法激光焊接研究,结果表明,随着水深增加,焊缝内部气孔数量显著增加,焊缝区硬度先上升后下降.此外,Hu等[75]对UNS S32101贫双相不锈钢进行水下焊接实验,如图12[75]所示,随着模拟水深从0.1 m增加到75 m,焊缝金属的奥氏体含量先降低后升高再降低.同时,模拟水深15~45 m时,焊缝金属的组织变化更为剧烈,焊缝金属在45 m处获得最佳的塑性和韧性性能[75]. ...
Microstructure evolution and mechanical performance of underwater local dry welded DSS metals at various simulated water depths
5
2019
... 不仅如此,金属结构在海水环境中受复杂力学环境影响[72],水下环境条件的变化也将影响焊缝组织.Ke等[73]通过数值模拟研究了浅水环境中水下湿法激光焊接的多相演化和熔池动力学,发现水蒸发导致熔池上部冷却速率提高,使熔池长度和宽度减小.You等[74]对0Cr25Ni6Mo3N双相不锈钢在不同水深下进行了水下湿法激光焊接研究,结果表明,随着水深增加,焊缝内部气孔数量显著增加,焊缝区硬度先上升后下降.此外,Hu等[75]对UNS S32101贫双相不锈钢进行水下焊接实验,如图12[75]所示,随着模拟水深从0.1 m增加到75 m,焊缝金属的奥氏体含量先降低后升高再降低.同时,模拟水深15~45 m时,焊缝金属的组织变化更为剧烈,焊缝金属在45 m处获得最佳的塑性和韧性性能[75]. ...
... [75]所示,随着模拟水深从0.1 m增加到75 m,焊缝金属的奥氏体含量先降低后升高再降低.同时,模拟水深15~45 m时,焊缝金属的组织变化更为剧烈,焊缝金属在45 m处获得最佳的塑性和韧性性能[75]. ...
... [75]. ...
... [
75]
Grain types of ferrite and austenite in weld metal at different simulated water depths<sup>[<xref ref-type="bibr" rid="R75">75</xref>]</sup>(a-h) grain structures of ferrite (a-d) and austenite (e-h) under different simulated water depths of 0.1 m (a, e), 15 m (b, f), 45 m (c, g), and 75 m (d, h) (i, j) histograms of the fraction of different grain types of the ferrite (i) and austenite (j) ...
... [
75]
(a-h) grain structures of ferrite (a-d) and austenite (e-h) under different simulated water depths of 0.1 m (a, e), 15 m (b, f), 45 m (c, g), and 75 m (d, h) (i, j) histograms of the fraction of different grain types of the ferrite (i) and austenite (j) ...
Study on welding quality assessment method of underwater welding for emergency repair of warship
1
2018
... 霍文军等[76]开发了一套以电压变异系数为指标的水下焊接质量评估分析系统,实验结果表明,电弧电压变异系数作为评估指标,对潜水员水平及焊机类型具有较高的适应性.纪晓东等[77]提出了一种基于声信号识别的水下焊接质量检测方法,通过在水下构建声信号采集监测系统,实现了水下焊接质量的实时检测.李康[78]基于数据驱动的思想,构建了水下焊接质量分类模型.通过同步采集焊接过程中的电信号,建立了不同焊接成形质量下的特征矩阵,实验结果表明,参数优化的随机森林模型在训练集和测试集上均表现出最佳的分类效果,准确率和F1值分别达到92.50%和92.70%.近年来,随着人工智能(AI)的迅速发展,基于AI的焊接质量预测发展迅速,Liu等[79]提出IM-SVR (improved Murakarmi-support vector regression)模型,通过整合缺陷的几何与位置特征等物理信息和支持向量回归算法,显著提升了焊接接头疲劳寿命的预测精度.而Bai等[80]提出的PSO-ANN-ABC (particle swarm optimization-ant colony optimization-artificial bee colony)算法,通过人工智能学习有限实验数据并修正物理模型,实现了特殊焊接节点的疲劳性能评估,为水下原位焊接的质量优化提供高效的预测工具. ...
舰艇应急抢修用水下焊接质量评估方法研究
1
2018
... 霍文军等[76]开发了一套以电压变异系数为指标的水下焊接质量评估分析系统,实验结果表明,电弧电压变异系数作为评估指标,对潜水员水平及焊机类型具有较高的适应性.纪晓东等[77]提出了一种基于声信号识别的水下焊接质量检测方法,通过在水下构建声信号采集监测系统,实现了水下焊接质量的实时检测.李康[78]基于数据驱动的思想,构建了水下焊接质量分类模型.通过同步采集焊接过程中的电信号,建立了不同焊接成形质量下的特征矩阵,实验结果表明,参数优化的随机森林模型在训练集和测试集上均表现出最佳的分类效果,准确率和F1值分别达到92.50%和92.70%.近年来,随着人工智能(AI)的迅速发展,基于AI的焊接质量预测发展迅速,Liu等[79]提出IM-SVR (improved Murakarmi-support vector regression)模型,通过整合缺陷的几何与位置特征等物理信息和支持向量回归算法,显著提升了焊接接头疲劳寿命的预测精度.而Bai等[80]提出的PSO-ANN-ABC (particle swarm optimization-ant colony optimization-artificial bee colony)算法,通过人工智能学习有限实验数据并修正物理模型,实现了特殊焊接节点的疲劳性能评估,为水下原位焊接的质量优化提供高效的预测工具. ...
Research on detection method of underwater welding quality based on acoustic signal recognition
1
2023
... 霍文军等[76]开发了一套以电压变异系数为指标的水下焊接质量评估分析系统,实验结果表明,电弧电压变异系数作为评估指标,对潜水员水平及焊机类型具有较高的适应性.纪晓东等[77]提出了一种基于声信号识别的水下焊接质量检测方法,通过在水下构建声信号采集监测系统,实现了水下焊接质量的实时检测.李康[78]基于数据驱动的思想,构建了水下焊接质量分类模型.通过同步采集焊接过程中的电信号,建立了不同焊接成形质量下的特征矩阵,实验结果表明,参数优化的随机森林模型在训练集和测试集上均表现出最佳的分类效果,准确率和F1值分别达到92.50%和92.70%.近年来,随着人工智能(AI)的迅速发展,基于AI的焊接质量预测发展迅速,Liu等[79]提出IM-SVR (improved Murakarmi-support vector regression)模型,通过整合缺陷的几何与位置特征等物理信息和支持向量回归算法,显著提升了焊接接头疲劳寿命的预测精度.而Bai等[80]提出的PSO-ANN-ABC (particle swarm optimization-ant colony optimization-artificial bee colony)算法,通过人工智能学习有限实验数据并修正物理模型,实现了特殊焊接节点的疲劳性能评估,为水下原位焊接的质量优化提供高效的预测工具. ...
基于声信号识别的水下焊接质量检测方法研究
1
2023
... 霍文军等[76]开发了一套以电压变异系数为指标的水下焊接质量评估分析系统,实验结果表明,电弧电压变异系数作为评估指标,对潜水员水平及焊机类型具有较高的适应性.纪晓东等[77]提出了一种基于声信号识别的水下焊接质量检测方法,通过在水下构建声信号采集监测系统,实现了水下焊接质量的实时检测.李康[78]基于数据驱动的思想,构建了水下焊接质量分类模型.通过同步采集焊接过程中的电信号,建立了不同焊接成形质量下的特征矩阵,实验结果表明,参数优化的随机森林模型在训练集和测试集上均表现出最佳的分类效果,准确率和F1值分别达到92.50%和92.70%.近年来,随着人工智能(AI)的迅速发展,基于AI的焊接质量预测发展迅速,Liu等[79]提出IM-SVR (improved Murakarmi-support vector regression)模型,通过整合缺陷的几何与位置特征等物理信息和支持向量回归算法,显著提升了焊接接头疲劳寿命的预测精度.而Bai等[80]提出的PSO-ANN-ABC (particle swarm optimization-ant colony optimization-artificial bee colony)算法,通过人工智能学习有限实验数据并修正物理模型,实现了特殊焊接节点的疲劳性能评估,为水下原位焊接的质量优化提供高效的预测工具. ...
Research on data-driven underwater welding quality classification model
1
2023
... 霍文军等[76]开发了一套以电压变异系数为指标的水下焊接质量评估分析系统,实验结果表明,电弧电压变异系数作为评估指标,对潜水员水平及焊机类型具有较高的适应性.纪晓东等[77]提出了一种基于声信号识别的水下焊接质量检测方法,通过在水下构建声信号采集监测系统,实现了水下焊接质量的实时检测.李康[78]基于数据驱动的思想,构建了水下焊接质量分类模型.通过同步采集焊接过程中的电信号,建立了不同焊接成形质量下的特征矩阵,实验结果表明,参数优化的随机森林模型在训练集和测试集上均表现出最佳的分类效果,准确率和F1值分别达到92.50%和92.70%.近年来,随着人工智能(AI)的迅速发展,基于AI的焊接质量预测发展迅速,Liu等[79]提出IM-SVR (improved Murakarmi-support vector regression)模型,通过整合缺陷的几何与位置特征等物理信息和支持向量回归算法,显著提升了焊接接头疲劳寿命的预测精度.而Bai等[80]提出的PSO-ANN-ABC (particle swarm optimization-ant colony optimization-artificial bee colony)算法,通过人工智能学习有限实验数据并修正物理模型,实现了特殊焊接节点的疲劳性能评估,为水下原位焊接的质量优化提供高效的预测工具. ...
基于数据驱动的水下焊接质量分类模型研究
1
2023
... 霍文军等[76]开发了一套以电压变异系数为指标的水下焊接质量评估分析系统,实验结果表明,电弧电压变异系数作为评估指标,对潜水员水平及焊机类型具有较高的适应性.纪晓东等[77]提出了一种基于声信号识别的水下焊接质量检测方法,通过在水下构建声信号采集监测系统,实现了水下焊接质量的实时检测.李康[78]基于数据驱动的思想,构建了水下焊接质量分类模型.通过同步采集焊接过程中的电信号,建立了不同焊接成形质量下的特征矩阵,实验结果表明,参数优化的随机森林模型在训练集和测试集上均表现出最佳的分类效果,准确率和F1值分别达到92.50%和92.70%.近年来,随着人工智能(AI)的迅速发展,基于AI的焊接质量预测发展迅速,Liu等[79]提出IM-SVR (improved Murakarmi-support vector regression)模型,通过整合缺陷的几何与位置特征等物理信息和支持向量回归算法,显著提升了焊接接头疲劳寿命的预测精度.而Bai等[80]提出的PSO-ANN-ABC (particle swarm optimization-ant colony optimization-artificial bee colony)算法,通过人工智能学习有限实验数据并修正物理模型,实现了特殊焊接节点的疲劳性能评估,为水下原位焊接的质量优化提供高效的预测工具. ...
A new fatigue life prediction method for welded joints based on machine learning incorporating defect information and physics of failure
1
2026
... 霍文军等[76]开发了一套以电压变异系数为指标的水下焊接质量评估分析系统,实验结果表明,电弧电压变异系数作为评估指标,对潜水员水平及焊机类型具有较高的适应性.纪晓东等[77]提出了一种基于声信号识别的水下焊接质量检测方法,通过在水下构建声信号采集监测系统,实现了水下焊接质量的实时检测.李康[78]基于数据驱动的思想,构建了水下焊接质量分类模型.通过同步采集焊接过程中的电信号,建立了不同焊接成形质量下的特征矩阵,实验结果表明,参数优化的随机森林模型在训练集和测试集上均表现出最佳的分类效果,准确率和F1值分别达到92.50%和92.70%.近年来,随着人工智能(AI)的迅速发展,基于AI的焊接质量预测发展迅速,Liu等[79]提出IM-SVR (improved Murakarmi-support vector regression)模型,通过整合缺陷的几何与位置特征等物理信息和支持向量回归算法,显著提升了焊接接头疲劳寿命的预测精度.而Bai等[80]提出的PSO-ANN-ABC (particle swarm optimization-ant colony optimization-artificial bee colony)算法,通过人工智能学习有限实验数据并修正物理模型,实现了特殊焊接节点的疲劳性能评估,为水下原位焊接的质量优化提供高效的预测工具. ...
AI-based macro model learning for high cycle fatigue assessment of welded joints in large-span steel structures
1
2024
... 霍文军等[76]开发了一套以电压变异系数为指标的水下焊接质量评估分析系统,实验结果表明,电弧电压变异系数作为评估指标,对潜水员水平及焊机类型具有较高的适应性.纪晓东等[77]提出了一种基于声信号识别的水下焊接质量检测方法,通过在水下构建声信号采集监测系统,实现了水下焊接质量的实时检测.李康[78]基于数据驱动的思想,构建了水下焊接质量分类模型.通过同步采集焊接过程中的电信号,建立了不同焊接成形质量下的特征矩阵,实验结果表明,参数优化的随机森林模型在训练集和测试集上均表现出最佳的分类效果,准确率和F1值分别达到92.50%和92.70%.近年来,随着人工智能(AI)的迅速发展,基于AI的焊接质量预测发展迅速,Liu等[79]提出IM-SVR (improved Murakarmi-support vector regression)模型,通过整合缺陷的几何与位置特征等物理信息和支持向量回归算法,显著提升了焊接接头疲劳寿命的预测精度.而Bai等[80]提出的PSO-ANN-ABC (particle swarm optimization-ant colony optimization-artificial bee colony)算法,通过人工智能学习有限实验数据并修正物理模型,实现了特殊焊接节点的疲劳性能评估,为水下原位焊接的质量优化提供高效的预测工具. ...
Double pulsed current adopted in local dry underwater WAAM to simultaneously enhanced strength and ductility of 308 L multi-layer component
4
2024
... 工艺参数调控是优化水下焊接质量的重要手段,该手段能够提升电弧稳定性、改善熔池动力学行为,从而提高焊接质量.Liao等[81]在局部干法水下电弧增材制造(local dry underwater wire arc additive manufacturing,LDU-WAAM)中采用双脉冲电流波形(double pulsed waveform,DPW),如图13[81]所示,该波形通过高频振荡产生的电磁搅拌效应细化晶粒,有效抑制了单脉冲波形(single pulsed waveform,SPW)下柱状晶的连续过度生长,使308L不锈钢多层组件的平均晶粒尺寸从21.35 μm降至19.1 μm,抗拉强度由585.7 MPa提升至659.2 MPa.Cui等[82]的研究表明,超声波频率脉冲电流可压缩电弧并提升等离子体流速至455 m/s,使电弧温度波动幅度从652 K降至101 K,同时气泡分离位置上移22%,有效抑制水侵入熔池,减少飞溅与凹坑缺陷.类似地,Chen等[83]在药芯电弧焊中引入超声频率脉冲大电流,利用40 kHz高频电流的趋肤效应增强电弧压缩力,使熔滴平均半径减少40%,过渡频率提升99%,焊缝飞溅数量从1.72 cm-1降至0.77 cm-1,同时热影响区马氏体含量显著降低,冲击韧性提升至59.2 J/cm².Madani等[84]采用田口正交设计优化水下搅拌摩擦点焊参数,发现焊接速率是影响强度的主因,最优参数组合使接头抗拉强度达286.84 MPa,较初始工艺提升34.9%,断口呈现韧窝主导的塑性断裂特征. ...
... [81]所示,该波形通过高频振荡产生的电磁搅拌效应细化晶粒,有效抑制了单脉冲波形(single pulsed waveform,SPW)下柱状晶的连续过度生长,使308L不锈钢多层组件的平均晶粒尺寸从21.35 μm降至19.1 μm,抗拉强度由585.7 MPa提升至659.2 MPa.Cui等[82]的研究表明,超声波频率脉冲电流可压缩电弧并提升等离子体流速至455 m/s,使电弧温度波动幅度从652 K降至101 K,同时气泡分离位置上移22%,有效抑制水侵入熔池,减少飞溅与凹坑缺陷.类似地,Chen等[83]在药芯电弧焊中引入超声频率脉冲大电流,利用40 kHz高频电流的趋肤效应增强电弧压缩力,使熔滴平均半径减少40%,过渡频率提升99%,焊缝飞溅数量从1.72 cm-1降至0.77 cm-1,同时热影响区马氏体含量显著降低,冲击韧性提升至59.2 J/cm².Madani等[84]采用田口正交设计优化水下搅拌摩擦点焊参数,发现焊接速率是影响强度的主因,最优参数组合使接头抗拉强度达286.84 MPa,较初始工艺提升34.9%,断口呈现韧窝主导的塑性断裂特征. ...
... [
81]
Influence mechanism of single/double pulsed waveforms on grain growth during the local dry underwater wire arc additive manufacturing (LDU-WAAM) deposition process<sup>[<xref ref-type="bibr" rid="R81">81</xref>]</sup>(a1-a8) schematics of stirring mechanism on grain development (b1-b3, c1-c3) schematics of grain growth in each layer deposited by single pulsed waveform (SPW) (b1-b3) and double pulsed waveform (DPW) (c1-c3) ...
... [
81]
(a1-a8) schematics of stirring mechanism on grain development (b1-b3, c1-c3) schematics of grain growth in each layer deposited by single pulsed waveform (SPW) (b1-b3) and double pulsed waveform (DPW) (c1-c3) ...
Experimental and simulation research on the dynamic behavior of arc and bubble in ultrasonic frequency pulse current-assisted underwater wet flux cored arc welding
1
2025
... 工艺参数调控是优化水下焊接质量的重要手段,该手段能够提升电弧稳定性、改善熔池动力学行为,从而提高焊接质量.Liao等[81]在局部干法水下电弧增材制造(local dry underwater wire arc additive manufacturing,LDU-WAAM)中采用双脉冲电流波形(double pulsed waveform,DPW),如图13[81]所示,该波形通过高频振荡产生的电磁搅拌效应细化晶粒,有效抑制了单脉冲波形(single pulsed waveform,SPW)下柱状晶的连续过度生长,使308L不锈钢多层组件的平均晶粒尺寸从21.35 μm降至19.1 μm,抗拉强度由585.7 MPa提升至659.2 MPa.Cui等[82]的研究表明,超声波频率脉冲电流可压缩电弧并提升等离子体流速至455 m/s,使电弧温度波动幅度从652 K降至101 K,同时气泡分离位置上移22%,有效抑制水侵入熔池,减少飞溅与凹坑缺陷.类似地,Chen等[83]在药芯电弧焊中引入超声频率脉冲大电流,利用40 kHz高频电流的趋肤效应增强电弧压缩力,使熔滴平均半径减少40%,过渡频率提升99%,焊缝飞溅数量从1.72 cm-1降至0.77 cm-1,同时热影响区马氏体含量显著降低,冲击韧性提升至59.2 J/cm².Madani等[84]采用田口正交设计优化水下搅拌摩擦点焊参数,发现焊接速率是影响强度的主因,最优参数组合使接头抗拉强度达286.84 MPa,较初始工艺提升34.9%,断口呈现韧窝主导的塑性断裂特征. ...
The mechanisms of underwater wet flux-cored arc welding assisted by ultrasonic frequency pulse high-current
1
2022
... 工艺参数调控是优化水下焊接质量的重要手段,该手段能够提升电弧稳定性、改善熔池动力学行为,从而提高焊接质量.Liao等[81]在局部干法水下电弧增材制造(local dry underwater wire arc additive manufacturing,LDU-WAAM)中采用双脉冲电流波形(double pulsed waveform,DPW),如图13[81]所示,该波形通过高频振荡产生的电磁搅拌效应细化晶粒,有效抑制了单脉冲波形(single pulsed waveform,SPW)下柱状晶的连续过度生长,使308L不锈钢多层组件的平均晶粒尺寸从21.35 μm降至19.1 μm,抗拉强度由585.7 MPa提升至659.2 MPa.Cui等[82]的研究表明,超声波频率脉冲电流可压缩电弧并提升等离子体流速至455 m/s,使电弧温度波动幅度从652 K降至101 K,同时气泡分离位置上移22%,有效抑制水侵入熔池,减少飞溅与凹坑缺陷.类似地,Chen等[83]在药芯电弧焊中引入超声频率脉冲大电流,利用40 kHz高频电流的趋肤效应增强电弧压缩力,使熔滴平均半径减少40%,过渡频率提升99%,焊缝飞溅数量从1.72 cm-1降至0.77 cm-1,同时热影响区马氏体含量显著降低,冲击韧性提升至59.2 J/cm².Madani等[84]采用田口正交设计优化水下搅拌摩擦点焊参数,发现焊接速率是影响强度的主因,最优参数组合使接头抗拉强度达286.84 MPa,较初始工艺提升34.9%,断口呈现韧窝主导的塑性断裂特征. ...
Experimental investigation and numerical analysis using Taguchi and ANOVA methods for underwater friction stir welding of aluminium alloy 2017 process improvement
1
2023
... 工艺参数调控是优化水下焊接质量的重要手段,该手段能够提升电弧稳定性、改善熔池动力学行为,从而提高焊接质量.Liao等[81]在局部干法水下电弧增材制造(local dry underwater wire arc additive manufacturing,LDU-WAAM)中采用双脉冲电流波形(double pulsed waveform,DPW),如图13[81]所示,该波形通过高频振荡产生的电磁搅拌效应细化晶粒,有效抑制了单脉冲波形(single pulsed waveform,SPW)下柱状晶的连续过度生长,使308L不锈钢多层组件的平均晶粒尺寸从21.35 μm降至19.1 μm,抗拉强度由585.7 MPa提升至659.2 MPa.Cui等[82]的研究表明,超声波频率脉冲电流可压缩电弧并提升等离子体流速至455 m/s,使电弧温度波动幅度从652 K降至101 K,同时气泡分离位置上移22%,有效抑制水侵入熔池,减少飞溅与凹坑缺陷.类似地,Chen等[83]在药芯电弧焊中引入超声频率脉冲大电流,利用40 kHz高频电流的趋肤效应增强电弧压缩力,使熔滴平均半径减少40%,过渡频率提升99%,焊缝飞溅数量从1.72 cm-1降至0.77 cm-1,同时热影响区马氏体含量显著降低,冲击韧性提升至59.2 J/cm².Madani等[84]采用田口正交设计优化水下搅拌摩擦点焊参数,发现焊接速率是影响强度的主因,最优参数组合使接头抗拉强度达286.84 MPa,较初始工艺提升34.9%,断口呈现韧窝主导的塑性断裂特征. ...
Effect of post-weld heat treatments on the microstructure and mechanical properties of underwater friction stir welded joints of 7003-T4/6060-T4 aluminium alloys
1
2023
... 此外,研究人员还提出通过利用后处理、环境隔离等技术来优化焊接质量.Dong等[85]利用焊后热处理来调控显微组织演变进而改善接头力学性能,对7003/6060铝合金水下搅拌摩擦焊接头实施固溶+人工时效,实验结果表明,β''相与GP区的高密度析出使抗拉强度达254 MPa,接近母材水平.还有学者[86]利用水下搅拌摩擦焊技术来焊接铝合金并进行焊后热处理,研究发现搅拌摩擦焊限制了热处理后的晶粒生长,显著提升了接头的延伸率和抗拉强度.Basak等[87]开发的气袋辅助搅拌摩擦点焊通过高速气流驱离海水,使焊缝表面Cl含量降为零,显著提升了耐腐蚀性能.Li等[88]则通过预置ERNiCrMo-3镍基缓冲层来消除16Mn钢侧热影响区的粗大马氏体,形成铁素体+珠光体组织,冲击韧性从39 J/cm²提升至83 J/cm².Liao等[69]提出利用超声振动辅助局部干法水下焊接(ultrasonic vibration assisted local dry underwater welding,U-LDUM)实验,通过增强熔池的流动性和热对流速度,对焊缝性能进行强化进而优化焊接质量. ...
Post-weld heat treatment effects on microstructure and mechanical properties of underwater friction stir-welded AA 2024/6061 lap joints
1
2025
... 此外,研究人员还提出通过利用后处理、环境隔离等技术来优化焊接质量.Dong等[85]利用焊后热处理来调控显微组织演变进而改善接头力学性能,对7003/6060铝合金水下搅拌摩擦焊接头实施固溶+人工时效,实验结果表明,β''相与GP区的高密度析出使抗拉强度达254 MPa,接近母材水平.还有学者[86]利用水下搅拌摩擦焊技术来焊接铝合金并进行焊后热处理,研究发现搅拌摩擦焊限制了热处理后的晶粒生长,显著提升了接头的延伸率和抗拉强度.Basak等[87]开发的气袋辅助搅拌摩擦点焊通过高速气流驱离海水,使焊缝表面Cl含量降为零,显著提升了耐腐蚀性能.Li等[88]则通过预置ERNiCrMo-3镍基缓冲层来消除16Mn钢侧热影响区的粗大马氏体,形成铁素体+珠光体组织,冲击韧性从39 J/cm²提升至83 J/cm².Liao等[69]提出利用超声振动辅助局部干法水下焊接(ultrasonic vibration assisted local dry underwater welding,U-LDUM)实验,通过增强熔池的流动性和热对流速度,对焊缝性能进行强化进而优化焊接质量. ...
Gas pocket-assisted underwater friction stir spot welding
1
2023
... 此外,研究人员还提出通过利用后处理、环境隔离等技术来优化焊接质量.Dong等[85]利用焊后热处理来调控显微组织演变进而改善接头力学性能,对7003/6060铝合金水下搅拌摩擦焊接头实施固溶+人工时效,实验结果表明,β''相与GP区的高密度析出使抗拉强度达254 MPa,接近母材水平.还有学者[86]利用水下搅拌摩擦焊技术来焊接铝合金并进行焊后热处理,研究发现搅拌摩擦焊限制了热处理后的晶粒生长,显著提升了接头的延伸率和抗拉强度.Basak等[87]开发的气袋辅助搅拌摩擦点焊通过高速气流驱离海水,使焊缝表面Cl含量降为零,显著提升了耐腐蚀性能.Li等[88]则通过预置ERNiCrMo-3镍基缓冲层来消除16Mn钢侧热影响区的粗大马氏体,形成铁素体+珠光体组织,冲击韧性从39 J/cm²提升至83 J/cm².Liao等[69]提出利用超声振动辅助局部干法水下焊接(ultrasonic vibration assisted local dry underwater welding,U-LDUM)实验,通过增强熔池的流动性和热对流速度,对焊缝性能进行强化进而优化焊接质量. ...
Improvement of microstructure and mechanical properties for underwater wet 16Mn/304L dissimilar steel welded joints assisted by presetting butter layer
1
2022
... 此外,研究人员还提出通过利用后处理、环境隔离等技术来优化焊接质量.Dong等[85]利用焊后热处理来调控显微组织演变进而改善接头力学性能,对7003/6060铝合金水下搅拌摩擦焊接头实施固溶+人工时效,实验结果表明,β''相与GP区的高密度析出使抗拉强度达254 MPa,接近母材水平.还有学者[86]利用水下搅拌摩擦焊技术来焊接铝合金并进行焊后热处理,研究发现搅拌摩擦焊限制了热处理后的晶粒生长,显著提升了接头的延伸率和抗拉强度.Basak等[87]开发的气袋辅助搅拌摩擦点焊通过高速气流驱离海水,使焊缝表面Cl含量降为零,显著提升了耐腐蚀性能.Li等[88]则通过预置ERNiCrMo-3镍基缓冲层来消除16Mn钢侧热影响区的粗大马氏体,形成铁素体+珠光体组织,冲击韧性从39 J/cm²提升至83 J/cm².Liao等[69]提出利用超声振动辅助局部干法水下焊接(ultrasonic vibration assisted local dry underwater welding,U-LDUM)实验,通过增强熔池的流动性和热对流速度,对焊缝性能进行强化进而优化焊接质量. ...
Design of underwater TIG welding torch and study on welding technology for nuclear power plant
1
2023
... 核电厂严苛的工况对焊接工艺提出了高精度、低辐射暴露和高可靠性的严格要求.局部干法水下焊接技术凭借其在有限空间内营造干燥施焊环境的能力,成为支撑核电水下修复应用的核心工艺.针对核电厂水下定位销的维修需求,周国丰等[89]设计的局部干法钨极惰性气体保护焊(TIG)焊炬可在3 s内形成稳定干燥空间,获得成形良好且力学性能接近陆上焊接的焊缝,为核电设备的水下维修提供了可靠的技术方案.另一方面,304不锈钢在核电设备中应用广泛,周政等[90]开发的局部干法水下TIG焊接系统,成功解决了0.3 MPa压力环境下304L不锈钢覆板的修复难题,并通过优化参数实现了熔合良好且无未焊透的高质量焊缝,有效支撑了乏燃料水池的在役安全修复.同时,针对核电站常用的304不锈钢材料,Liao等[60]利用局部干法水下脉冲MIG焊接方法对其进行工艺优化,在基值电流100 A、脉冲频率100 Hz以及焊接速率15 mm/s条件下,发现峰值电流为280 A时能获得最佳焊缝成形系数和光滑无飞溅的表面,如图14[60]所示,该成果为核电系统中304不锈钢部件的水下高效高质量修复提供了重要的工艺参数依据. ...
核电厂水下TIG焊炬设计及焊接工艺研究
1
2023
... 核电厂严苛的工况对焊接工艺提出了高精度、低辐射暴露和高可靠性的严格要求.局部干法水下焊接技术凭借其在有限空间内营造干燥施焊环境的能力,成为支撑核电水下修复应用的核心工艺.针对核电厂水下定位销的维修需求,周国丰等[89]设计的局部干法钨极惰性气体保护焊(TIG)焊炬可在3 s内形成稳定干燥空间,获得成形良好且力学性能接近陆上焊接的焊缝,为核电设备的水下维修提供了可靠的技术方案.另一方面,304不锈钢在核电设备中应用广泛,周政等[90]开发的局部干法水下TIG焊接系统,成功解决了0.3 MPa压力环境下304L不锈钢覆板的修复难题,并通过优化参数实现了熔合良好且无未焊透的高质量焊缝,有效支撑了乏燃料水池的在役安全修复.同时,针对核电站常用的304不锈钢材料,Liao等[60]利用局部干法水下脉冲MIG焊接方法对其进行工艺优化,在基值电流100 A、脉冲频率100 Hz以及焊接速率15 mm/s条件下,发现峰值电流为280 A时能获得最佳焊缝成形系数和光滑无飞溅的表面,如图14[60]所示,该成果为核电系统中304不锈钢部件的水下高效高质量修复提供了重要的工艺参数依据. ...
Research on the welding repair process for defects on the cladding of nuclear power plant pools based on partial dry techniques
1
2024
... 核电厂严苛的工况对焊接工艺提出了高精度、低辐射暴露和高可靠性的严格要求.局部干法水下焊接技术凭借其在有限空间内营造干燥施焊环境的能力,成为支撑核电水下修复应用的核心工艺.针对核电厂水下定位销的维修需求,周国丰等[89]设计的局部干法钨极惰性气体保护焊(TIG)焊炬可在3 s内形成稳定干燥空间,获得成形良好且力学性能接近陆上焊接的焊缝,为核电设备的水下维修提供了可靠的技术方案.另一方面,304不锈钢在核电设备中应用广泛,周政等[90]开发的局部干法水下TIG焊接系统,成功解决了0.3 MPa压力环境下304L不锈钢覆板的修复难题,并通过优化参数实现了熔合良好且无未焊透的高质量焊缝,有效支撑了乏燃料水池的在役安全修复.同时,针对核电站常用的304不锈钢材料,Liao等[60]利用局部干法水下脉冲MIG焊接方法对其进行工艺优化,在基值电流100 A、脉冲频率100 Hz以及焊接速率15 mm/s条件下,发现峰值电流为280 A时能获得最佳焊缝成形系数和光滑无飞溅的表面,如图14[60]所示,该成果为核电系统中304不锈钢部件的水下高效高质量修复提供了重要的工艺参数依据. ...
基于局部干法的核电水池覆面缺陷焊接修复工艺研究
1
2024
... 核电厂严苛的工况对焊接工艺提出了高精度、低辐射暴露和高可靠性的严格要求.局部干法水下焊接技术凭借其在有限空间内营造干燥施焊环境的能力,成为支撑核电水下修复应用的核心工艺.针对核电厂水下定位销的维修需求,周国丰等[89]设计的局部干法钨极惰性气体保护焊(TIG)焊炬可在3 s内形成稳定干燥空间,获得成形良好且力学性能接近陆上焊接的焊缝,为核电设备的水下维修提供了可靠的技术方案.另一方面,304不锈钢在核电设备中应用广泛,周政等[90]开发的局部干法水下TIG焊接系统,成功解决了0.3 MPa压力环境下304L不锈钢覆板的修复难题,并通过优化参数实现了熔合良好且无未焊透的高质量焊缝,有效支撑了乏燃料水池的在役安全修复.同时,针对核电站常用的304不锈钢材料,Liao等[60]利用局部干法水下脉冲MIG焊接方法对其进行工艺优化,在基值电流100 A、脉冲频率100 Hz以及焊接速率15 mm/s条件下,发现峰值电流为280 A时能获得最佳焊缝成形系数和光滑无飞溅的表面,如图14[60]所示,该成果为核电系统中304不锈钢部件的水下高效高质量修复提供了重要的工艺参数依据. ...
Research on adaptive variable stiffness compliance control of nuclear power plant pool welding robot
1
2025
... 此外,水下焊接机器人技术的应用进一步提升了核电维修的安全性.针对核电站水池焊接机器人在复杂环境下的高精度控制需求,袁鹏达等[91]提出了一种基于梯度下降法的模型参考自适应变刚度阻抗控制方法,实验结果表明,该方法能有效减少稳态力误差,提升动态响应能力和抗干扰性能,为核电水池焊接提供了可靠的柔顺控制解决方案. ...
核电站水池焊接机器人自适应变刚度柔顺控制
1
2025
... 此外,水下焊接机器人技术的应用进一步提升了核电维修的安全性.针对核电站水池焊接机器人在复杂环境下的高精度控制需求,袁鹏达等[91]提出了一种基于梯度下降法的模型参考自适应变刚度阻抗控制方法,实验结果表明,该方法能有效减少稳态力误差,提升动态响应能力和抗干扰性能,为核电水池焊接提供了可靠的柔顺控制解决方案. ...
Research on arc stability and welding processes of underwater wet welding of ship steels
1
2021
... 张晓峰[92]针对船用907A钢(10CrNiCu)和Q235B钢进行了水下焊接关键技术及应用研究,对比分析了TS203A、树脂焊条及HS-490高强钢焊条的水下湿法焊接性能,为舰船水下抢修提供了工艺参数优化依据,并揭示了焊缝组织与性能的关联机制.王雪妹[93]以EH40船板钢为研究对象,对比分析了不锈钢焊条与碳钢焊条水下湿法焊接接头在模拟海水中的电化学腐蚀与应力腐蚀行为,为船舶选材提供了参考.此外,韩焱飞[94]利用水下埋弧焊方法,对EH40钢开展了深水焊接研究,通过环氧树脂和焊剂混合剂隔离水环境,并利用调节焊丝Ni含量和添加水玻璃等手段优化焊接工艺,如图15[94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
船舶用钢水下湿法焊接电弧稳定性及焊接工艺研究
1
2021
... 张晓峰[92]针对船用907A钢(10CrNiCu)和Q235B钢进行了水下焊接关键技术及应用研究,对比分析了TS203A、树脂焊条及HS-490高强钢焊条的水下湿法焊接性能,为舰船水下抢修提供了工艺参数优化依据,并揭示了焊缝组织与性能的关联机制.王雪妹[93]以EH40船板钢为研究对象,对比分析了不锈钢焊条与碳钢焊条水下湿法焊接接头在模拟海水中的电化学腐蚀与应力腐蚀行为,为船舶选材提供了参考.此外,韩焱飞[94]利用水下埋弧焊方法,对EH40钢开展了深水焊接研究,通过环氧树脂和焊剂混合剂隔离水环境,并利用调节焊丝Ni含量和添加水玻璃等手段优化焊接工艺,如图15[94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
Study on corrosion resistance of EH40 steel and its underwater wet welded joints
1
2022
... 张晓峰[92]针对船用907A钢(10CrNiCu)和Q235B钢进行了水下焊接关键技术及应用研究,对比分析了TS203A、树脂焊条及HS-490高强钢焊条的水下湿法焊接性能,为舰船水下抢修提供了工艺参数优化依据,并揭示了焊缝组织与性能的关联机制.王雪妹[93]以EH40船板钢为研究对象,对比分析了不锈钢焊条与碳钢焊条水下湿法焊接接头在模拟海水中的电化学腐蚀与应力腐蚀行为,为船舶选材提供了参考.此外,韩焱飞[94]利用水下埋弧焊方法,对EH40钢开展了深水焊接研究,通过环氧树脂和焊剂混合剂隔离水环境,并利用调节焊丝Ni含量和添加水玻璃等手段优化焊接工艺,如图15[94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
EH40钢及其水下湿法焊接接头的耐蚀性研究
1
2022
... 张晓峰[92]针对船用907A钢(10CrNiCu)和Q235B钢进行了水下焊接关键技术及应用研究,对比分析了TS203A、树脂焊条及HS-490高强钢焊条的水下湿法焊接性能,为舰船水下抢修提供了工艺参数优化依据,并揭示了焊缝组织与性能的关联机制.王雪妹[93]以EH40船板钢为研究对象,对比分析了不锈钢焊条与碳钢焊条水下湿法焊接接头在模拟海水中的电化学腐蚀与应力腐蚀行为,为船舶选材提供了参考.此外,韩焱飞[94]利用水下埋弧焊方法,对EH40钢开展了深水焊接研究,通过环氧树脂和焊剂混合剂隔离水环境,并利用调节焊丝Ni含量和添加水玻璃等手段优化焊接工艺,如图15[94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
Control mechanisms of the processes and joint microstructure mechanical properties in 100 m level water depth submerged arc welding of EH40 steel
4
2023
... 张晓峰[92]针对船用907A钢(10CrNiCu)和Q235B钢进行了水下焊接关键技术及应用研究,对比分析了TS203A、树脂焊条及HS-490高强钢焊条的水下湿法焊接性能,为舰船水下抢修提供了工艺参数优化依据,并揭示了焊缝组织与性能的关联机制.王雪妹[93]以EH40船板钢为研究对象,对比分析了不锈钢焊条与碳钢焊条水下湿法焊接接头在模拟海水中的电化学腐蚀与应力腐蚀行为,为船舶选材提供了参考.此外,韩焱飞[94]利用水下埋弧焊方法,对EH40钢开展了深水焊接研究,通过环氧树脂和焊剂混合剂隔离水环境,并利用调节焊丝Ni含量和添加水玻璃等手段优化焊接工艺,如图15[94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
... [94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
... [
94]
Macroscopic morphologies of welds at a water depth of 120 m<sup>[<xref ref-type="bibr" rid="R94">94</xref>]</sup> (a, b) forming (a) and cross-section (b) of overlay welds (c, d) forming (a) and cross-section (b) of butt weldsFig.15![]() <strong>4.3</strong> 海上风电领域
<strong>4.3</strong> 海上风电领域水下焊接技术在海上风电领域发挥着不可或缺的作用,为海上风电安装平台、深远海风电工程以及单桩基础海缆孔失效等提供了有效的修复方案. ...
... [
94] (a, b) forming (a) and cross-section (b) of overlay welds (c, d) forming (a) and cross-section (b) of butt welds
Fig.15![]() <strong>4.3</strong> 海上风电领域
<strong>4.3</strong> 海上风电领域水下焊接技术在海上风电领域发挥着不可或缺的作用,为海上风电安装平台、深远海风电工程以及单桩基础海缆孔失效等提供了有效的修复方案. ...
百米级水深EH40钢水下埋弧焊接工艺过程及接头组织性能的调控机理
4
2023
... 张晓峰[92]针对船用907A钢(10CrNiCu)和Q235B钢进行了水下焊接关键技术及应用研究,对比分析了TS203A、树脂焊条及HS-490高强钢焊条的水下湿法焊接性能,为舰船水下抢修提供了工艺参数优化依据,并揭示了焊缝组织与性能的关联机制.王雪妹[93]以EH40船板钢为研究对象,对比分析了不锈钢焊条与碳钢焊条水下湿法焊接接头在模拟海水中的电化学腐蚀与应力腐蚀行为,为船舶选材提供了参考.此外,韩焱飞[94]利用水下埋弧焊方法,对EH40钢开展了深水焊接研究,通过环氧树脂和焊剂混合剂隔离水环境,并利用调节焊丝Ni含量和添加水玻璃等手段优化焊接工艺,如图15[94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
... [94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
... [
94]
Macroscopic morphologies of welds at a water depth of 120 m<sup>[<xref ref-type="bibr" rid="R94">94</xref>]</sup> (a, b) forming (a) and cross-section (b) of overlay welds (c, d) forming (a) and cross-section (b) of butt weldsFig.15![]() <strong>4.3</strong> 海上风电领域
<strong>4.3</strong> 海上风电领域水下焊接技术在海上风电领域发挥着不可或缺的作用,为海上风电安装平台、深远海风电工程以及单桩基础海缆孔失效等提供了有效的修复方案. ...
... [
94] (a, b) forming (a) and cross-section (b) of overlay welds (c, d) forming (a) and cross-section (b) of butt welds
Fig.15![]() <strong>4.3</strong> 海上风电领域
<strong>4.3</strong> 海上风电领域水下焊接技术在海上风电领域发挥着不可或缺的作用,为海上风电安装平台、深远海风电工程以及单桩基础海缆孔失效等提供了有效的修复方案. ...
On-line control and supervision of vessel underwater welding penetration
1
2008
... 张晓峰[92]针对船用907A钢(10CrNiCu)和Q235B钢进行了水下焊接关键技术及应用研究,对比分析了TS203A、树脂焊条及HS-490高强钢焊条的水下湿法焊接性能,为舰船水下抢修提供了工艺参数优化依据,并揭示了焊缝组织与性能的关联机制.王雪妹[93]以EH40船板钢为研究对象,对比分析了不锈钢焊条与碳钢焊条水下湿法焊接接头在模拟海水中的电化学腐蚀与应力腐蚀行为,为船舶选材提供了参考.此外,韩焱飞[94]利用水下埋弧焊方法,对EH40钢开展了深水焊接研究,通过环氧树脂和焊剂混合剂隔离水环境,并利用调节焊丝Ni含量和添加水玻璃等手段优化焊接工艺,如图15[94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
船舶水下焊接熔深在线监测与控制
1
2008
... 张晓峰[92]针对船用907A钢(10CrNiCu)和Q235B钢进行了水下焊接关键技术及应用研究,对比分析了TS203A、树脂焊条及HS-490高强钢焊条的水下湿法焊接性能,为舰船水下抢修提供了工艺参数优化依据,并揭示了焊缝组织与性能的关联机制.王雪妹[93]以EH40船板钢为研究对象,对比分析了不锈钢焊条与碳钢焊条水下湿法焊接接头在模拟海水中的电化学腐蚀与应力腐蚀行为,为船舶选材提供了参考.此外,韩焱飞[94]利用水下埋弧焊方法,对EH40钢开展了深水焊接研究,通过环氧树脂和焊剂混合剂隔离水环境,并利用调节焊丝Ni含量和添加水玻璃等手段优化焊接工艺,如图15[94]所示,在120 m水深下焊缝成形均匀且无明显缺陷,获得了抗拉强度901.6 MPa、-40 ℃时冲击韧性36.4 J/cm²的优质接头,确保了船舰水下修复的质量.针对船舶水下湿法焊接环境复杂、盲焊导致质量不稳定的问题,张为民等[95]提出了一种基于多传感器信息融合与智能控制算法的熔深在线监测方案,有效提升了水下焊接质量控制的精度与效率,为船舶抢修提供了可靠的技术支撑. ...
Application of underwater repair technology for deep offshore wind power projects
1
2024
... 面对深远海环境中海缆孔尺寸偏差、J型管超深及稳桩平台倾斜等复杂且高成本的修复挑战,陈建均[96]提出水下湿法焊接与氧弧切割复合修复方案,通过工艺优化,显著提升了海缆孔扩孔和J型管修复的作业效率,同时大幅降低了稳桩平台拆除的工程成本.该工艺在33~43 m水深环境中成功应用,验证了其在复杂海况下的可行性,为深远海风电工程提供了技术参考.对于海上风电单桩基础因溜桩导致海缆孔入泥失效的问题,肖斌[97]提出了水下切割与焊接修复方案,选用重新开孔法以缩短施工周期并适应恶劣海况,该方案有效解决了海缆穿孔难题,同时施工周期可控且避免重复作业,为类似工程提供了高效解决方案,确保了海缆送电安全及项目并网进度.此外,针对广泛应用于海上风电塔筒的Q355B材料,Wang等[98]采用局部干法水下激光焊接技术对其进行工艺优化,发现当激光线能量控制在250~275 J/mm时焊缝成形较好,焊缝边缘无未熔合且表面无飞溅及烧穿缺陷,如图16[98]所示.该成果为Q355B钢部件在水下的高效焊接提供了关键工艺参数,为海上风电平台的水下结构修复提供了技术支撑. ...
深远海风电工程水下修复工艺的应用
1
2024
... 面对深远海环境中海缆孔尺寸偏差、J型管超深及稳桩平台倾斜等复杂且高成本的修复挑战,陈建均[96]提出水下湿法焊接与氧弧切割复合修复方案,通过工艺优化,显著提升了海缆孔扩孔和J型管修复的作业效率,同时大幅降低了稳桩平台拆除的工程成本.该工艺在33~43 m水深环境中成功应用,验证了其在复杂海况下的可行性,为深远海风电工程提供了技术参考.对于海上风电单桩基础因溜桩导致海缆孔入泥失效的问题,肖斌[97]提出了水下切割与焊接修复方案,选用重新开孔法以缩短施工周期并适应恶劣海况,该方案有效解决了海缆穿孔难题,同时施工周期可控且避免重复作业,为类似工程提供了高效解决方案,确保了海缆送电安全及项目并网进度.此外,针对广泛应用于海上风电塔筒的Q355B材料,Wang等[98]采用局部干法水下激光焊接技术对其进行工艺优化,发现当激光线能量控制在250~275 J/mm时焊缝成形较好,焊缝边缘无未熔合且表面无飞溅及烧穿缺陷,如图16[98]所示.该成果为Q355B钢部件在水下的高效焊接提供了关键工艺参数,为海上风电平台的水下结构修复提供了技术支撑. ...
Treatment method of the invalid submarine cable hole of offshore wind power single pile foundation
1
2023
... 面对深远海环境中海缆孔尺寸偏差、J型管超深及稳桩平台倾斜等复杂且高成本的修复挑战,陈建均[96]提出水下湿法焊接与氧弧切割复合修复方案,通过工艺优化,显著提升了海缆孔扩孔和J型管修复的作业效率,同时大幅降低了稳桩平台拆除的工程成本.该工艺在33~43 m水深环境中成功应用,验证了其在复杂海况下的可行性,为深远海风电工程提供了技术参考.对于海上风电单桩基础因溜桩导致海缆孔入泥失效的问题,肖斌[97]提出了水下切割与焊接修复方案,选用重新开孔法以缩短施工周期并适应恶劣海况,该方案有效解决了海缆穿孔难题,同时施工周期可控且避免重复作业,为类似工程提供了高效解决方案,确保了海缆送电安全及项目并网进度.此外,针对广泛应用于海上风电塔筒的Q355B材料,Wang等[98]采用局部干法水下激光焊接技术对其进行工艺优化,发现当激光线能量控制在250~275 J/mm时焊缝成形较好,焊缝边缘无未熔合且表面无飞溅及烧穿缺陷,如图16[98]所示.该成果为Q355B钢部件在水下的高效焊接提供了关键工艺参数,为海上风电平台的水下结构修复提供了技术支撑. ...
海上风电单桩基础海缆孔失效处理方法
1
2023
... 面对深远海环境中海缆孔尺寸偏差、J型管超深及稳桩平台倾斜等复杂且高成本的修复挑战,陈建均[96]提出水下湿法焊接与氧弧切割复合修复方案,通过工艺优化,显著提升了海缆孔扩孔和J型管修复的作业效率,同时大幅降低了稳桩平台拆除的工程成本.该工艺在33~43 m水深环境中成功应用,验证了其在复杂海况下的可行性,为深远海风电工程提供了技术参考.对于海上风电单桩基础因溜桩导致海缆孔入泥失效的问题,肖斌[97]提出了水下切割与焊接修复方案,选用重新开孔法以缩短施工周期并适应恶劣海况,该方案有效解决了海缆穿孔难题,同时施工周期可控且避免重复作业,为类似工程提供了高效解决方案,确保了海缆送电安全及项目并网进度.此外,针对广泛应用于海上风电塔筒的Q355B材料,Wang等[98]采用局部干法水下激光焊接技术对其进行工艺优化,发现当激光线能量控制在250~275 J/mm时焊缝成形较好,焊缝边缘无未熔合且表面无飞溅及烧穿缺陷,如图16[98]所示.该成果为Q355B钢部件在水下的高效焊接提供了关键工艺参数,为海上风电平台的水下结构修复提供了技术支撑. ...
Effect of laser line energy on the microstructure, mechanical properties and corrosion resistance of Q355B welded by local dry underwater laser welding
4
2025
... 面对深远海环境中海缆孔尺寸偏差、J型管超深及稳桩平台倾斜等复杂且高成本的修复挑战,陈建均[96]提出水下湿法焊接与氧弧切割复合修复方案,通过工艺优化,显著提升了海缆孔扩孔和J型管修复的作业效率,同时大幅降低了稳桩平台拆除的工程成本.该工艺在33~43 m水深环境中成功应用,验证了其在复杂海况下的可行性,为深远海风电工程提供了技术参考.对于海上风电单桩基础因溜桩导致海缆孔入泥失效的问题,肖斌[97]提出了水下切割与焊接修复方案,选用重新开孔法以缩短施工周期并适应恶劣海况,该方案有效解决了海缆穿孔难题,同时施工周期可控且避免重复作业,为类似工程提供了高效解决方案,确保了海缆送电安全及项目并网进度.此外,针对广泛应用于海上风电塔筒的Q355B材料,Wang等[98]采用局部干法水下激光焊接技术对其进行工艺优化,发现当激光线能量控制在250~275 J/mm时焊缝成形较好,焊缝边缘无未熔合且表面无飞溅及烧穿缺陷,如图16[98]所示.该成果为Q355B钢部件在水下的高效焊接提供了关键工艺参数,为海上风电平台的水下结构修复提供了技术支撑. ...
... [98]所示.该成果为Q355B钢部件在水下的高效焊接提供了关键工艺参数,为海上风电平台的水下结构修复提供了技术支撑. ...
... [
98]
Local dry underwater laser welded parts under different laser line energies<sup>[<xref ref-type="bibr" rid="R98">98</xref>]</sup>(a) morphology (Green cycles show the slight incomplete fusion at the edge of WM; red rectangles show the spatters and burn-through holes likely emerged) ...
... [
98]
(a) morphology (Green cycles show the slight incomplete fusion at the edge of WM; red rectangles show the spatters and burn-through holes likely emerged) ...




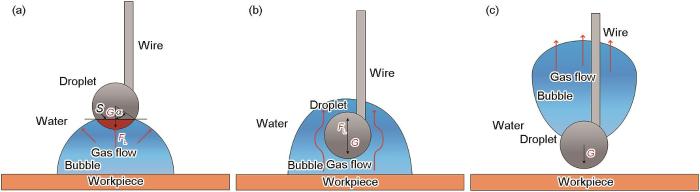
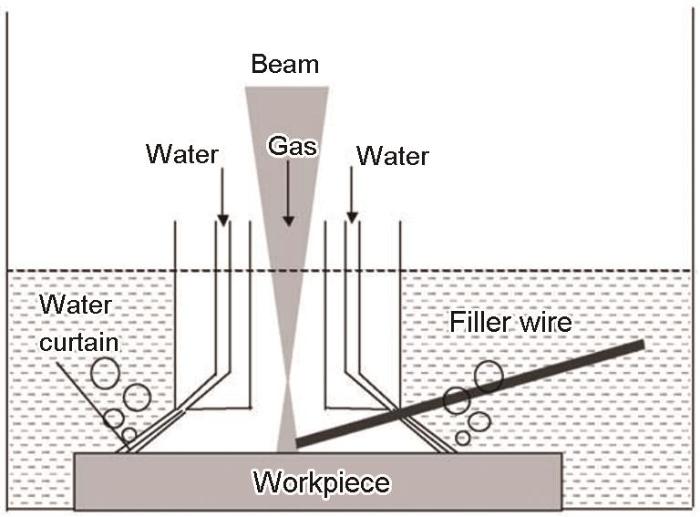
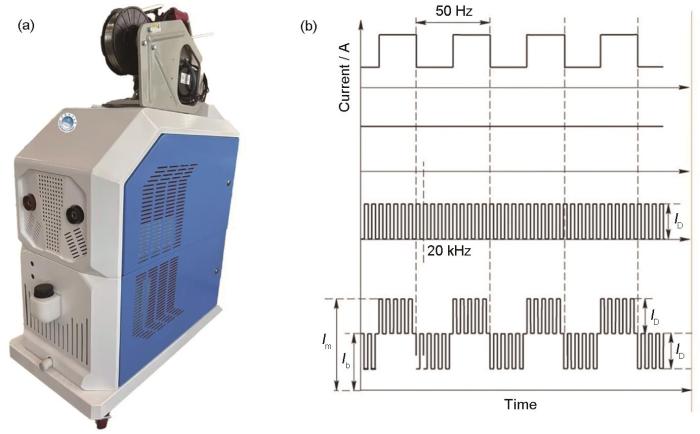
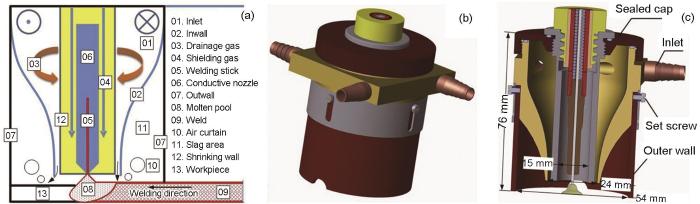
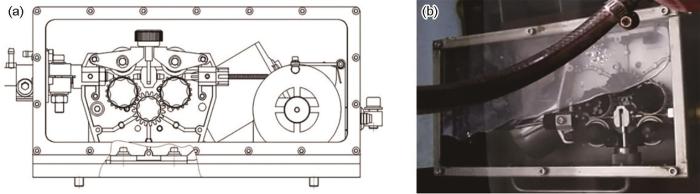

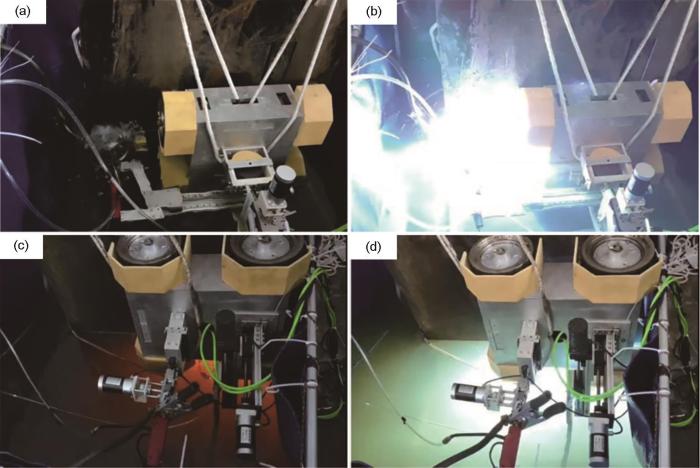
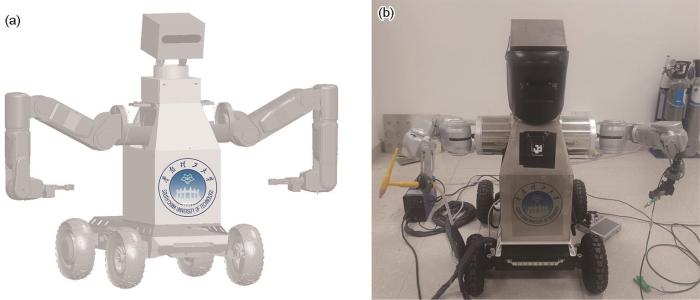
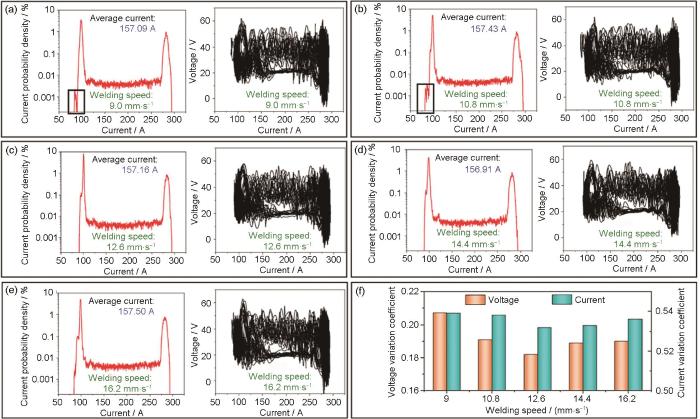
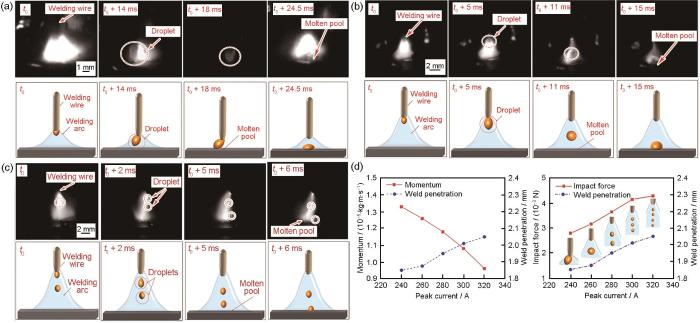
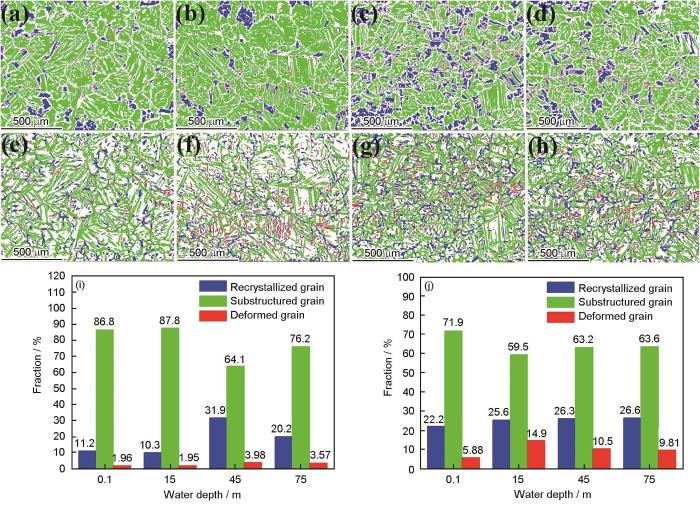
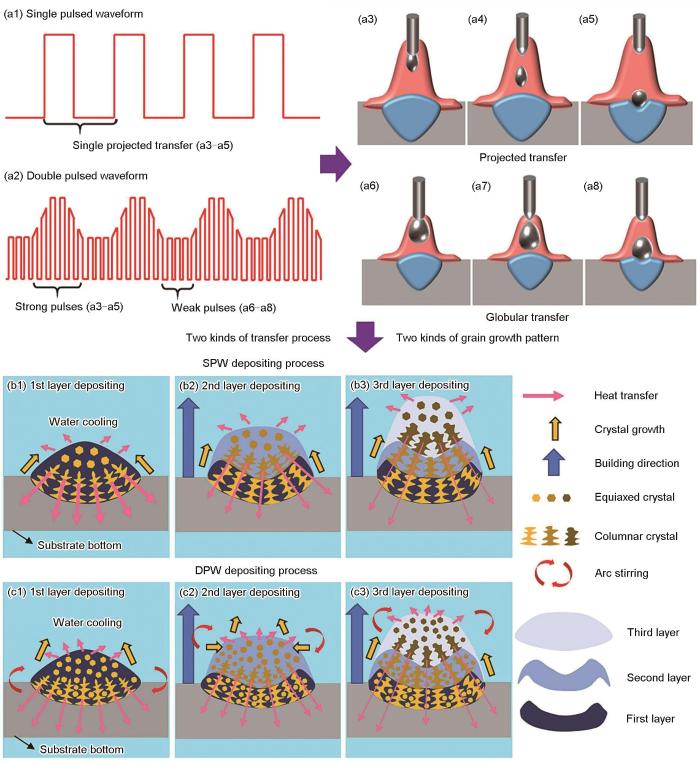

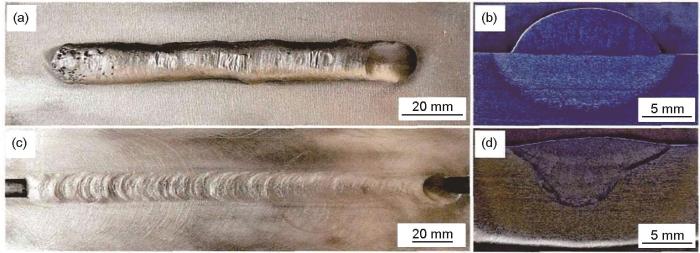
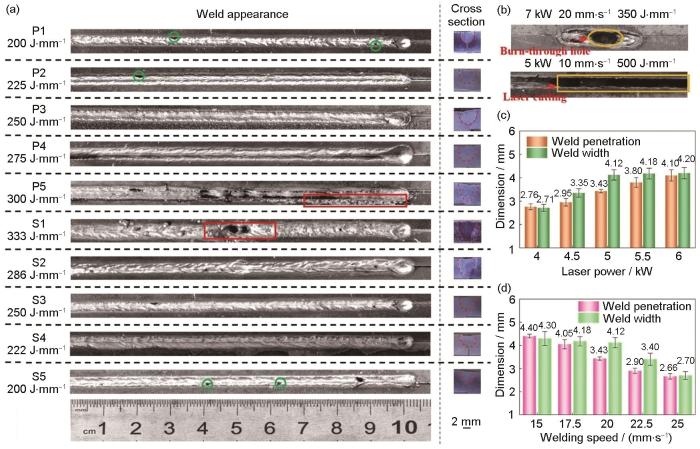

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}