Research Progress on High-Strength Al-Mg-Sc Alloys Fabricated by Wire Arc Additive Manufacturing: Metallurgical Defects, Microstructure, and Performance
MA Chengyong,1, HOU Xuru1,2, ZHAO Lin,1, KAN Chengling1, CAO Yang1, PENG Yun1, TIAN Zhiling1
1 Central Iron and Steel Research Institute, Beijing 100081, China
2 Institute of Machinery Manufacturing Technology, China Academy of Engineering Physics, Mianyang 621900, China
Corresponding authors:MA Chengyong, professor, Tel:(010)62188291, E-mail:machyong@163.comZHAO Lin, professor, Tel:(010)62182946, E-mail:hhnds@aliyun.com
Received:2025-08-19Revised:2025-10-25
Fund supported:
National Key Research and Development Program of China(2024YFB4609700)
作者简介 About authors
马成勇,男,1973年生,教授,博士
摘要
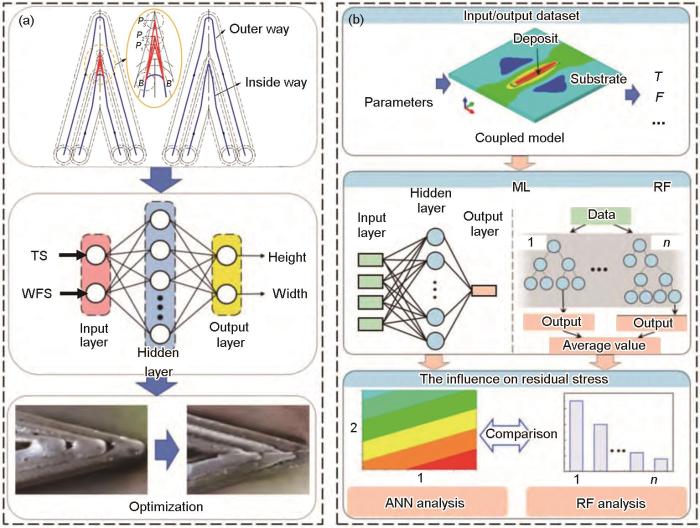
电弧增材制造(WAAM)技术因其制造成本低、沉积效率高、成形构件无尺寸限制等特点,成为大型复杂构件一体化制造最具潜力的技术之一,尤其适用于焊接性能优异的Al-Mg-Sc系合金。基于此,本文详细综述了WAAM成形Al-Mg-Sc系合金的研究进展,包括冶金缺陷、微观组织和成形性能。在WAAM中,通过优化丝材成分、打印工艺和引入层间搅拌摩擦加工(FSP)均能有效降低气孔率,改善微观组织和提升合金性能。成形合金最低气孔率约为0.026%;由于Sc强烈的微合金化作用,微观组织均为等轴晶,平均晶粒尺寸约为10 μm,成形合金表现出优异的性能,直接时效后,合金最高抗拉强度可达470 MPa,且具有优异的塑性。然而,WAAM专用Al-Mg-Sc系合金丝材的研发、冶金缺陷形成的内在机理、粗大微米级Al3(Sc1 - x, Zr x )相的调控以及多性能的探究仍需进一步解决。最后,基于机器学习在智能制造中的优势,对未来机器学习在WAAM成形中的应用进行了展望:正向性能预测与逆向成分/工艺求解,从而加速WAAM专用高强度铝合金丝材研发,并降低生产成本、缩短研制周期。
关键词:电弧增材制造;
高强度Al-Mg-Sc合金;
冶金缺陷;
组织和性能;
机器学习
Abstract
Wire arc additive manufacturing (WAAM) has emerged as one of the most promising technologies for producing large and complex components due to its low cost, high deposition efficiency, and absence of size limitations. It is particularly suitable for Al-Mg-Sc alloys, which exhibit excellent weldability. This article provides a detailed review of studies from the past five years on WAAM Al-Mg-Sc alloys, focusing on metallurgical defects, microstructural evolution, and resulting performance. Existing researches indicated that in WAAM, optimizing wire compositions, process parameters, and introducing interlayer friction stir processing (FSP) can effectively reduce porosity, improve microstructure, and enhance performance. The lowest porosity was about 0.026%. Due to the strong microalloying effect of Sc, the microstructures were all equiaxed grains with an average grain size of about 10 μm. The alloys also exhibited excellent performance, achieving a highest tensile strength of approximately 470 MPa after direct aging, along with outstanding plasticity. However, the development of WAAM-specific Al-Mg-Sc wires, the mechanisms underlying metallurgical defect formation, the control of coarse and fine Al3(Sc1 - x, Zr x ) precipitates, and the systematic evaluation of multi-property performance still need to be further addressed. Finally, considering the advantages of machine learning (ML) in the intelligent manufacturing, this review discussed its potential applications in WAAM, including forward performance prediction and reverse optimization of alloy compositions and processing parameters. Such ML-assisted approaches were expected to accelerate the development of high-strength Al-Mg-Sc filler wires, reduce manufacturing costs, and shorten alloy and process development cycles.
Fig.2
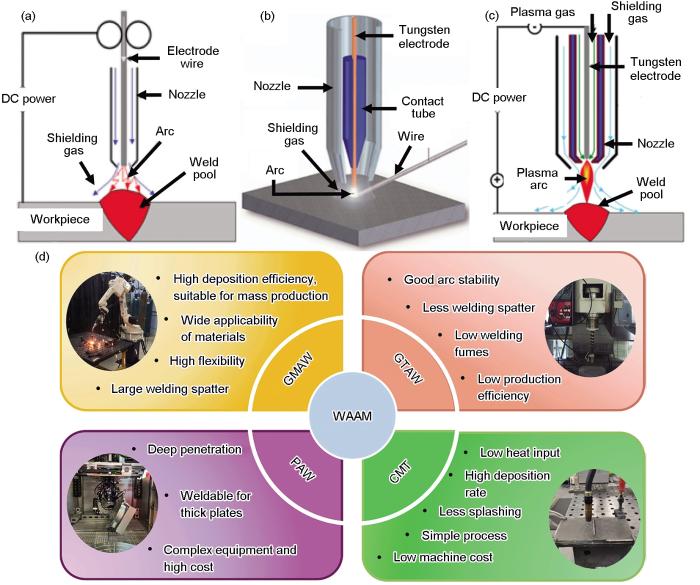
Schematics of three types of WAAM technologies (a-c)[5] and the characteristics of them and cold metal transfer (CMT) technologies (d)[26,27] (GMAW—gas metal arc welding, GTAW—gas tungsten arc welding, PAW—plasma arc welding)
Fig.3
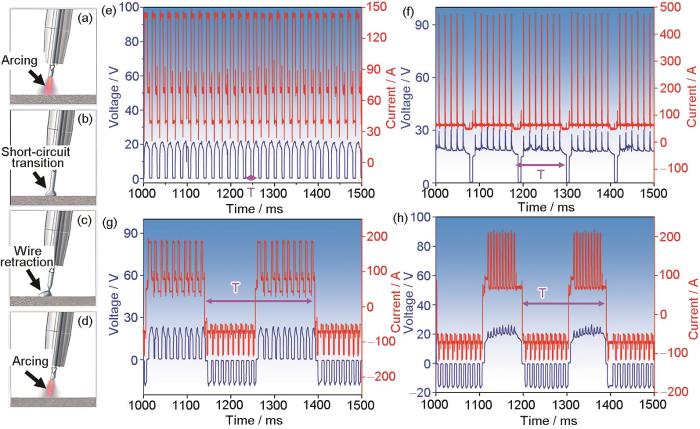
Schematics of droplet transfer (a-d)[29] and waveform diagrams of welding power sources in different CMT modes (e-h) (T means a period of the welding power)
Mn:Al-Mg合金中Mn元素含量通常 1.0%。Mn一部分固溶到基体中,产生固溶强化[36];另一部分则以Al x Mn相存在于组织中,钉扎晶界,提高合金再结晶温度,抑制晶粒粗化。在高Mg含量合金中,Mn可以减少焊接裂纹倾向。Mn的另一作用是溶解杂质Fe,形成Al x (Fe, Mn),减少Fe的有害影响。研究[37~39]表明,在AM成形合金中添加Mn元素会有更高的过饱和度,并且Mn元素和线缺陷之间的相互作用能增强位错钉扎的作用。同时,Mn元素较低的扩散率保证了其在固溶体中的稳定性[40]。
Zr:Zr元素主要与Sc元素进行复合微合金化,形成微米或亚微米级Al3(Sc1 - x, Zr x )相。相比于Al3Sc相,Al3(Sc1 - x, Zr x )相与基体错配度更低,异质形核效果更好[41],同时Al3(Sc1 - x, Zr x )相热稳定性更高[41]。Zr元素的添加还能减少Sc用量,降低生产成本。
Ti:Ti元素与Zr元素作用基本一致,但Ti元素在铝合金中的扩散速率更低[40],因此其高温稳定性也更好。此外,Al3(Sc1 - x, Ti x )相与基体的错配度更低。因此,在相同成形工艺下,Al-Mg-Sc-Ti合金的微观组织更均匀细小[42]。
杂质元素Si和Fe:铝合金中Si和Sc元素不仅会形成化合物(Sc2AlSi2),还会对含Sc合金固溶体的分解产生影响。Fe元素容易在晶界处形成粗大Al x (Mn, Fe)相,从而产生加工裂纹,显著降低了合金性能。因此,需严格控制Si和Fe元素含量。
Fig.5
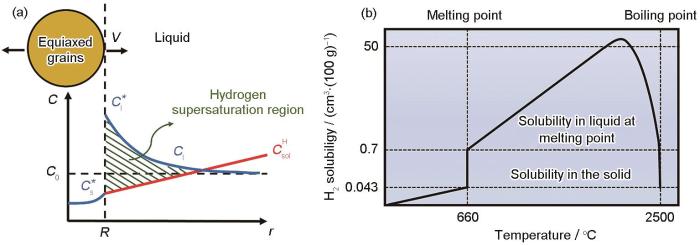
Schematics of hydrogen supersaturation during the solidification process[47] (a) and solubility of hydrogen in aluminum versus temperature[46] (b) (C—concentration, r—radial distance, V—interface growth velocity, R—radius at the interface, and —hydrogen concentrations in the solid and liquid phases on either side of the interface, respectively, —actual concentration, —solubility of hydrogen in the aluminium melt, C0—initial hydrogen content)
Fig.6
Statistical results of pores in the components of WAAW Al-Mg-Sc-Zr alloys[43]
(a-c) porosity (a), number density (b), and average diameter (c) at different welding speeds (d-g) distributions of diameter (d) and partially enlarged view (inset) in the components at different welding speeds (d, f) and spatial distributions of pores which diameter was above 50 μm (e, g) with 0.36Sc + 0.11Zr (d, e) and 0.72Sc + 0.23Zr (f, g) alloys
Fig.7
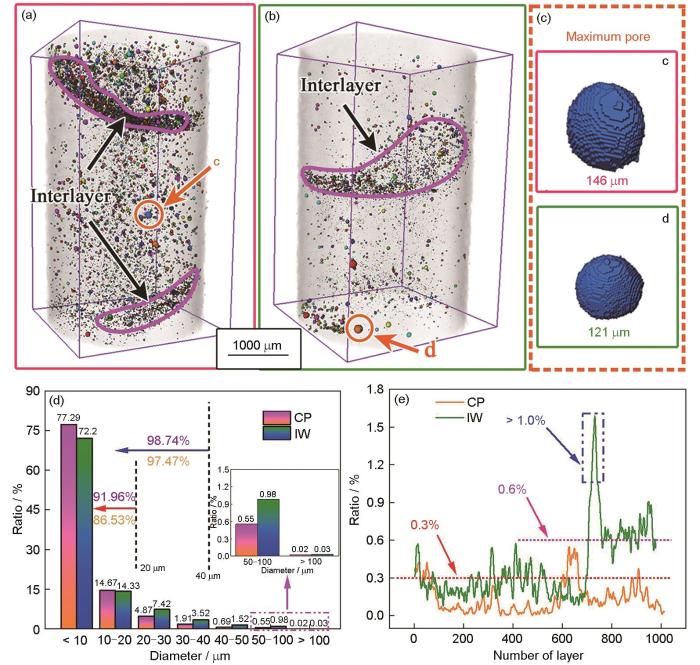
Pore distribution results of WAAM Al-Mg-Sc-Zr alloys with different printing methods[13]
(a-c) X-ray computed tomography images of pore in components with interlayer temperature 100 oC (named IW) (a) and continuous printing (named CP) (b), and the corresponding maximum pores (c)
(d) diameter distribution of pores and partially englarged view (inset)
Fig.9
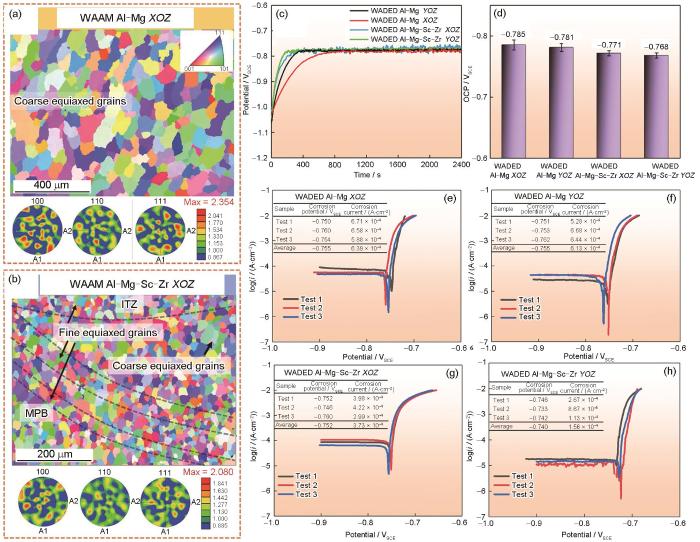
Microstructures and corrosion resistances of WAAM Al-Mg-Sc-Zr alloy[61] (ITZ—inter-layer zone, MPB—molten pool boundary, WADED—wire arc directed energy deposited, i—corrosion current density, OCP—open circuit potential)
(a, b) inverse pole figures (IPFs) (c, d) open circuit potential (c) and statistic results (d) in 3.5%NaCl solution (e-h) potentiodynamic polarization curves
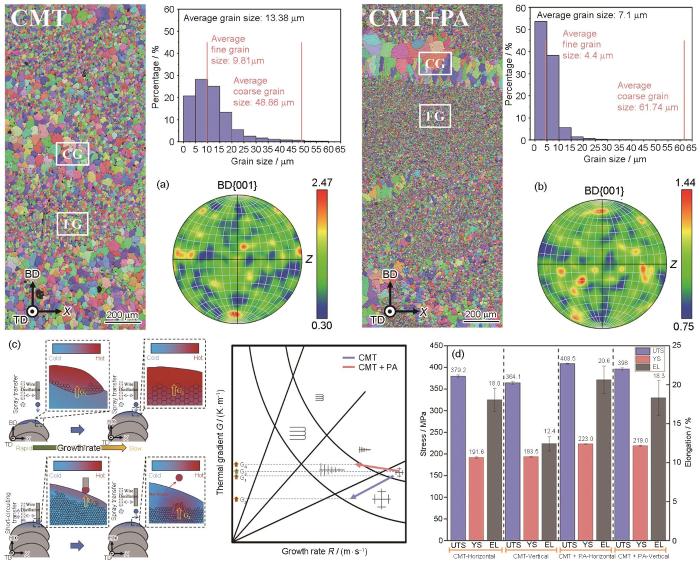
Fig.10
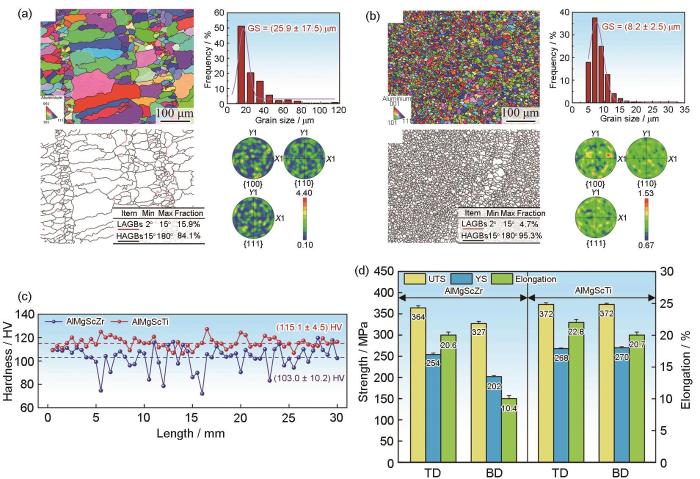
Microstructure and mechanical properties of WAAM Al-Mg-Sc-Ti alloys with different printing modes[49] (EL—elongation, FG—fine grain, CG—coarse grain)
(a) CMT (b) CMT + PA (Padv)
(c) schematic of microstructures (d) tensile properties
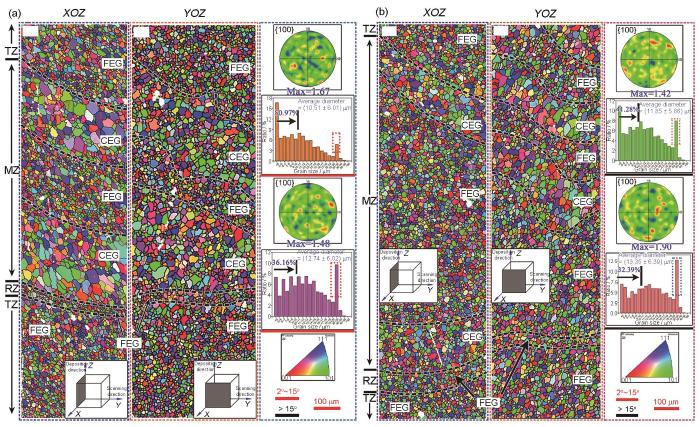
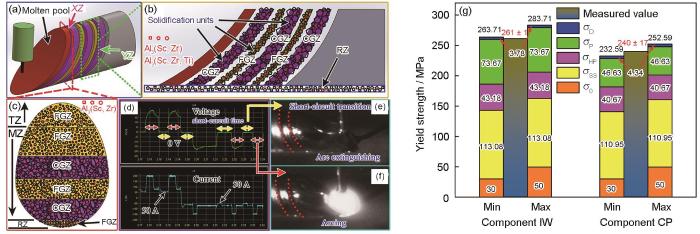
Fig.12
Microstructure evolution mechanisms (a-f) and strengthening mechanism (g) of WAAM Al-Mg-Sc-Zr alloy[13] (FGZ—fine equiaxed grain zone, CGZ—coarse equiaxed grain zone; σ0 is the YS of pure Al (30-50 MPa); σHP, σSS, σP, and σD are the YS induced by grain refinement, solid solution strengthening, precipitation strengthening, and dislocation strengthening, respectively)
A comparative study on Al-Mg-Sc-Zr alloy fabricated by wire arc additive manufacturing with controlling interlayer temperature and continuous printing: Porosity, microstructure, and mechanical properties
Influence mechanism of process parameters on relative density, microstructure, and mechanical properties of low Sc-content Al-Mg-Sc-Zr alloy fabricated by selective laser melting
Effect of pulsed metal inert gas (pulsed-MIG) and cold metal transfer (CMT) techniques on hydrogen dissolution in wire arc additive manufacturing (WAAM) of aluminium
[J]. Inter. J. Adv. Manuf. Technol., 2020, 107: 311
Improvement of microstructure and fatigue performance of wire-arc additive manufactured 4043 aluminum alloy assisted by interlayer friction stir processing
Microstructure evolution and mechanical properties of wire-arc additive manufactured Al-Zn-Mg-Cu alloy assisted by interlayer friction stir processing
[J]. J. Mater. Res. Technol., 2023, 24: 2891
WeiJ X, HeC S, ZhaoY, et al.
Evolution of microstructure and properties in 2219 aluminum alloy produced by wire arc additive manufacturing assisted by interlayer friction stir processing
Comparative study on microstructure and mechanical properties of Ti and Zr micro-alloyed AlMgSc alloy deposits fabricated via wire-arc directed energy deposition
Effect of trace Sc addition on microstructure, mechanical and stress corrosion cracking properties of Al-Mg alloys fabricated by Wire Arc Additive Manufacturing (WAAM)
Achieving high strength-ductility properties of wire-arc additive manufactured Al-Mg-Sc aluminum alloy via friction stir processing post-treatment and high temperature aging treatment
... [5]及其与冷金属过渡(CMT)技术的特点[26,27]Schematics of three types of WAAM technologies (a-c)<sup>[<xref ref-type="bibr" rid="R5">5</xref>]</sup> and the characteristics of them and cold metal transfer (CMT) technologies (d)<sup>[<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R27">27</xref>]</sup> (GMAW—gas metal arc welding, GTAW—gas tungsten arc welding, PAW—plasma arc welding)
(a) GMAW-WAAM (b) GTAW-WAAM (c) PAW-WAAM ...
... [5] and the characteristics of them and cold metal transfer (CMT) technologies (d)[26,27] (GMAW—gas metal arc welding, GTAW—gas tungsten arc welding, PAW—plasma arc welding)
(a) GMAW-WAAM (b) GTAW-WAAM (c) PAW-WAAM ...
Wire Arc Additive Manufacturing (WAAM) process of nickel based superalloys—A review
A comparative study on Al-Mg-Sc-Zr alloy fabricated by wire arc additive manufacturing with controlling interlayer temperature and continuous printing: Porosity, microstructure, and mechanical properties
... [13]Pore distribution results of WAAM Al-Mg-Sc-Zr alloys with different printing methods<sup>[<xref ref-type="bibr" rid="R13">13</xref>]</sup>
(a-c) X-ray computed tomography images of pore in components with interlayer temperature 100 oC (named IW) (a) and continuous printing (named CP) (b), and the corresponding maximum pores (c) ...
... [13]
(a-c) X-ray computed tomography images of pore in components with interlayer temperature 100 oC (named IW) (a) and continuous printing (named CP) (b), and the corresponding maximum pores (c) ...
... 一般地,Al3(Sc1 - x, Zr x )相是Al-Mg-Sc-Zr合金中的强化相.但研究[43]发现,WAAM成形Al-Mg-Sc-Zr合金中出现大量初生微米级Al3(Sc1 - x, Zr x )相,尤其是Sc元素含量较高(0.72%)时.大量Al3(Sc1 - x, Zr x )相呈不规则形状分布,尺寸在5 μm以上,会萌生裂纹,严重降低合金力学性能[43].考虑到Al3(Sc1 - x, Zr x )相的熔点远高于Al基体熔点[13],故不能通过传统固溶处理来消除.此外,针对WAAM成形过程中复杂的热循环,尚鲜见关于其长大-粗化机理和精细调控方法的研究报道. ...
Microstructure evolution mechanisms (a-f) and strengthening mechanism (g) of WAAM Al-Mg-Sc-Zr alloy<sup>[<xref ref-type="bibr" rid="R13">13</xref>]</sup> (FGZ—fine equiaxed grain zone, CGZ—coarse equiaxed grain zone; <i>σ</i><sub>0</sub> is the YS of pure Al (30-50 MPa); <i>σ</i><sub>HP</sub>, <i>σ</i><sub>SS</sub>, <i>σ</i><sub>P</sub>, and <i>σ</i><sub>D</sub> are the YS induced by grain refinement, solid solution strengthening, precipitation strengthening, and dislocation strengthening, respectively)Fig.12
... [13] (FGZ—fine equiaxed grain zone, CGZ—coarse equiaxed grain zone; σ0 is the YS of pure Al (30-50 MPa); σHP, σSS, σP, and σD are the YS induced by grain refinement, solid solution strengthening, precipitation strengthening, and dislocation strengthening, respectively)Fig.12
Microstructures and mechanical properties of Al-Mg-Sc-Zr alloy additively manufactured by laser direct energy deposition
1
2022
... Al-Cu、Al-Zn-Mg(-Cu)和Al-Mg合金是WAAM技术中研究最广泛的铝合金材料.其中,Al-Mg合金优异的焊接性更适配于WAAM技术,但其不可热处理强化的特点导致成形合金强度较低( 350 MPa)[19,20].研究[21,22]表明,Sc的微合金化是改善铝合金组织和性能的高效途径之一,且其不与Mg元素反应.因此,Al-Mg-Sc系合金逐渐成为航空航天和WAAM研究中的热点材料.相比于WAAM成形Al-Cu和Al-Zn-Mg(-Cu)合金以及激光粉末床(laser powder bed fusion,LPBF)成形Al-Mg-Sc系合金[23~25],WAAM制备Al-Mg-Sc系合金虽然室温拉伸强度不足,但其具有更优异的塑性(延伸率(EL) 16%)[13]、耐热性和耐腐蚀性能,在航空航天和船舶领域中具有不可替代的作用. ...
Influence mechanism of process parameters on relative density, microstructure, and mechanical properties of low Sc-content Al-Mg-Sc-Zr alloy fabricated by selective laser melting
0
2022
Effect of heat treatments on the microstructure and mechanical properties of Al-Mg-Sc-Zr alloy fabricated by selective laser melting
1
2021
... Al-Cu、Al-Zn-Mg(-Cu)和Al-Mg合金是WAAM技术中研究最广泛的铝合金材料.其中,Al-Mg合金优异的焊接性更适配于WAAM技术,但其不可热处理强化的特点导致成形合金强度较低( 350 MPa)[19,20].研究[21,22]表明,Sc的微合金化是改善铝合金组织和性能的高效途径之一,且其不与Mg元素反应.因此,Al-Mg-Sc系合金逐渐成为航空航天和WAAM研究中的热点材料.相比于WAAM成形Al-Cu和Al-Zn-Mg(-Cu)合金以及激光粉末床(laser powder bed fusion,LPBF)成形Al-Mg-Sc系合金[23~25],WAAM制备Al-Mg-Sc系合金虽然室温拉伸强度不足,但其具有更优异的塑性(延伸率(EL) 16%)[13]、耐热性和耐腐蚀性能,在航空航天和船舶领域中具有不可替代的作用. ...
Microstructure characterization and tensile properties of CMT-based wire plus arc additive manufactured ER2594
... [26,27]Schematics of three types of WAAM technologies (a-c)<sup>[<xref ref-type="bibr" rid="R5">5</xref>]</sup> and the characteristics of them and cold metal transfer (CMT) technologies (d)<sup>[<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R27">27</xref>]</sup> (GMAW—gas metal arc welding, GTAW—gas tungsten arc welding, PAW—plasma arc welding)
... ,27]Schematics of three types of WAAM technologies (a-c)<sup>[<xref ref-type="bibr" rid="R5">5</xref>]</sup> and the characteristics of them and cold metal transfer (CMT) technologies (d)<sup>[<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R27">27</xref>]</sup> (GMAW—gas metal arc welding, GTAW—gas tungsten arc welding, PAW—plasma arc welding)
... [29]及不同CMT模式焊接电源波形图Schematics of droplet transfer (a-d)<sup>[<xref ref-type="bibr" rid="R29">29</xref>]</sup> and waveform diagrams of welding power sources in different CMT modes (e-h) (T means a period of the welding power)
... [29]及不同CMT模式焊接电源波形图Schematics of droplet transfer (a-d)<sup>[<xref ref-type="bibr" rid="R29">29</xref>]</sup> and waveform diagrams of welding power sources in different CMT modes (e-h) (T means a period of the welding power)
Strengthening mechanisms in solid solution aluminum alloys
1
2006
... Mn:Al-Mg合金中Mn元素含量通常 1.0%.Mn一部分固溶到基体中,产生固溶强化[36];另一部分则以Al x Mn相存在于组织中,钉扎晶界,提高合金再结晶温度,抑制晶粒粗化.在高Mg含量合金中,Mn可以减少焊接裂纹倾向.Mn的另一作用是溶解杂质Fe,形成Al x (Fe, Mn),减少Fe的有害影响.研究[37~39]表明,在AM成形合金中添加Mn元素会有更高的过饱和度,并且Mn元素和线缺陷之间的相互作用能增强位错钉扎的作用.同时,Mn元素较低的扩散率保证了其在固溶体中的稳定性[40]. ...
Developing a high-strength Al-Mg-Si-Sc-Zr alloy for selective laser melting: Crack-inhibiting and multiple strengthening mechanisms
1
2020
... Mn:Al-Mg合金中Mn元素含量通常 1.0%.Mn一部分固溶到基体中,产生固溶强化[36];另一部分则以Al x Mn相存在于组织中,钉扎晶界,提高合金再结晶温度,抑制晶粒粗化.在高Mg含量合金中,Mn可以减少焊接裂纹倾向.Mn的另一作用是溶解杂质Fe,形成Al x (Fe, Mn),减少Fe的有害影响.研究[37~39]表明,在AM成形合金中添加Mn元素会有更高的过饱和度,并且Mn元素和线缺陷之间的相互作用能增强位错钉扎的作用.同时,Mn元素较低的扩散率保证了其在固溶体中的稳定性[40]. ...
Effect of platform temperature on the porosity, microstructure and mechanical properties of an Al-Mg-Sc-Zr alloy fabricated by selective laser melting
0
2018
Making selective-laser-melted high-strength Al-Mg-Sc-Zr alloy tough via ultrafine and heterogeneous microstructure
1
2021
... Mn:Al-Mg合金中Mn元素含量通常 1.0%.Mn一部分固溶到基体中,产生固溶强化[36];另一部分则以Al x Mn相存在于组织中,钉扎晶界,提高合金再结晶温度,抑制晶粒粗化.在高Mg含量合金中,Mn可以减少焊接裂纹倾向.Mn的另一作用是溶解杂质Fe,形成Al x (Fe, Mn),减少Fe的有害影响.研究[37~39]表明,在AM成形合金中添加Mn元素会有更高的过饱和度,并且Mn元素和线缺陷之间的相互作用能增强位错钉扎的作用.同时,Mn元素较低的扩散率保证了其在固溶体中的稳定性[40]. ...
Coarsening kinetics of nanoscale Al3Sc precipitates in an Al-Mg-Sc alloy
2
2005
... Mn:Al-Mg合金中Mn元素含量通常 1.0%.Mn一部分固溶到基体中,产生固溶强化[36];另一部分则以Al x Mn相存在于组织中,钉扎晶界,提高合金再结晶温度,抑制晶粒粗化.在高Mg含量合金中,Mn可以减少焊接裂纹倾向.Mn的另一作用是溶解杂质Fe,形成Al x (Fe, Mn),减少Fe的有害影响.研究[37~39]表明,在AM成形合金中添加Mn元素会有更高的过饱和度,并且Mn元素和线缺陷之间的相互作用能增强位错钉扎的作用.同时,Mn元素较低的扩散率保证了其在固溶体中的稳定性[40]. ...
... Ti:Ti元素与Zr元素作用基本一致,但Ti元素在铝合金中的扩散速率更低[40],因此其高温稳定性也更好.此外,Al3(Sc1 - x, Ti x )相与基体的错配度更低.因此,在相同成形工艺下,Al-Mg-Sc-Ti合金的微观组织更均匀细小[42]. ...
Process and mechanical properties: Applicability of a scandium modified Al-alloy for laser additive manufacturing
2
2011
... Zr:Zr元素主要与Sc元素进行复合微合金化,形成微米或亚微米级Al3(Sc1 - x, Zr x )相.相比于Al3Sc相,Al3(Sc1 - x, Zr x )相与基体错配度更低,异质形核效果更好[41],同时Al3(Sc1 - x, Zr x )相热稳定性更高[41].Zr元素的添加还能减少Sc用量,降低生产成本. ...
... [41].Zr元素的添加还能减少Sc用量,降低生产成本. ...
Microstructure of Al3Sc with ternary transition-metal additions
1
2002
... Ti:Ti元素与Zr元素作用基本一致,但Ti元素在铝合金中的扩散速率更低[40],因此其高温稳定性也更好.此外,Al3(Sc1 - x, Ti x )相与基体的错配度更低.因此,在相同成形工艺下,Al-Mg-Sc-Ti合金的微观组织更均匀细小[42]. ...
Study on the effects of alloying elements on porosity in Al-Mg-Sc-Zr alloy fabricated by wire arc directed energy deposition
... [43]所示.Hou等[43]还发现,熔池中粗大的初生微米级Al3(Sc1 - x, Zr x )相会吸附大量H并成为氢气泡的形核场所,同时会阻碍气泡逸出.此外,Sc元素会显著增大液态熔池黏度,降低气泡逸出速率,导致0.72Sc + 0.23Zr成形合金中出现大量气孔.并提出在WAAM专用Al-Mg-Sc系合金成分设计时需降低Sc含量,通过多组元协同强化来提升其性能. ...
... [43]还发现,熔池中粗大的初生微米级Al3(Sc1 - x, Zr x )相会吸附大量H并成为氢气泡的形核场所,同时会阻碍气泡逸出.此外,Sc元素会显著增大液态熔池黏度,降低气泡逸出速率,导致0.72Sc + 0.23Zr成形合金中出现大量气孔.并提出在WAAM专用Al-Mg-Sc系合金成分设计时需降低Sc含量,通过多组元协同强化来提升其性能. ...
... [43]Statistical results of pores in the components of WAAW Al-Mg-Sc-Zr alloys<sup>[<xref ref-type="bibr" rid="R43">43</xref>]</sup>
(a-c) porosity (a), number density (b), and average diameter (c) at different welding speeds (d-g) distributions of diameter (d) and partially enlarged view (inset) in the components at different welding speeds (d, f) and spatial distributions of pores which diameter was above 50 μm (e, g) with 0.36Sc + 0.11Zr (d, e) and 0.72Sc + 0.23Zr (f, g) alloys ...
... [43]
(a-c) porosity (a), number density (b), and average diameter (c) at different welding speeds (d-g) distributions of diameter (d) and partially enlarged view (inset) in the components at different welding speeds (d, f) and spatial distributions of pores which diameter was above 50 μm (e, g) with 0.36Sc + 0.11Zr (d, e) and 0.72Sc + 0.23Zr (f, g) alloys ...
... 一般地,Al3(Sc1 - x, Zr x )相是Al-Mg-Sc-Zr合金中的强化相.但研究[43]发现,WAAM成形Al-Mg-Sc-Zr合金中出现大量初生微米级Al3(Sc1 - x, Zr x )相,尤其是Sc元素含量较高(0.72%)时.大量Al3(Sc1 - x, Zr x )相呈不规则形状分布,尺寸在5 μm以上,会萌生裂纹,严重降低合金力学性能[43].考虑到Al3(Sc1 - x, Zr x )相的熔点远高于Al基体熔点[13],故不能通过传统固溶处理来消除.此外,针对WAAM成形过程中复杂的热循环,尚鲜见关于其长大-粗化机理和精细调控方法的研究报道. ...
... [43].考虑到Al3(Sc1 - x, Zr x )相的熔点远高于Al基体熔点[13],故不能通过传统固溶处理来消除.此外,针对WAAM成形过程中复杂的热循环,尚鲜见关于其长大-粗化机理和精细调控方法的研究报道. ...
Hydrogen-induced gas porosity formation in Al-4.5 wt% Cu-1.4 wt% Mg alloy
... [46,47]Schematics of hydrogen supersaturation during the solidification process<sup>[<xref ref-type="bibr" rid="R47">47</xref>]</sup> (a) and solubility of hydrogen in aluminum versus temperature<sup>[<xref ref-type="bibr" rid="R46">46</xref>]</sup> (b) (<i>C</i>—concentration, <i>r</i>—radial distance, <i>V</i>—interface growth velocity, <i>R</i>—radius at the interface, <span class="formulaText"><inline-formula><math id="M1"><msubsup><mrow><mi>C</mi></mrow><mrow><mi mathvariant="normal">s</mi></mrow><mrow><mi>*</mi></mrow></msubsup></math></span></inline-formula></span> and <span class="formulaText"><inline-formula><math id="M2"><msubsup><mrow><mi>C</mi></mrow><mrow><mi mathvariant="normal">l</mi></mrow><mrow><mi>*</mi></mrow></msubsup></math></span></inline-formula></span>—hydrogen concentrations in the solid and liquid phases on either side of the interface, respectively, <span class="formulaText"><inline-formula><math id="M3"><msubsup><mrow><mi>C</mi></mrow><mrow><mi mathvariant="normal">l</mi></mrow><mrow/></msubsup></math></span></inline-formula></span>—actual concentration, <span class="formulaText"><inline-formula><math id="M4"><msubsup><mrow><mi>C</mi></mrow><mrow><mi mathvariant="normal">s</mi><mi mathvariant="normal">o</mi><mi mathvariant="normal">l</mi></mrow><mrow><mi mathvariant="normal">H</mi></mrow></msubsup></math></span></inline-formula></span>—solubility of hydrogen in the aluminium melt, <i>C</i><sub>0</sub>—initial hydrogen content)Fig.5
... [46] (b) (C—concentration, r—radial distance, V—interface growth velocity, R—radius at the interface, and —hydrogen concentrations in the solid and liquid phases on either side of the interface, respectively, —actual concentration, —solubility of hydrogen in the aluminium melt, C0—initial hydrogen content)Fig.5
... ,47]Schematics of hydrogen supersaturation during the solidification process<sup>[<xref ref-type="bibr" rid="R47">47</xref>]</sup> (a) and solubility of hydrogen in aluminum versus temperature<sup>[<xref ref-type="bibr" rid="R46">46</xref>]</sup> (b) (<i>C</i>—concentration, <i>r</i>—radial distance, <i>V</i>—interface growth velocity, <i>R</i>—radius at the interface, <span class="formulaText"><inline-formula><math id="M1"><msubsup><mrow><mi>C</mi></mrow><mrow><mi mathvariant="normal">s</mi></mrow><mrow><mi>*</mi></mrow></msubsup></math></span></inline-formula></span> and <span class="formulaText"><inline-formula><math id="M2"><msubsup><mrow><mi>C</mi></mrow><mrow><mi mathvariant="normal">l</mi></mrow><mrow><mi>*</mi></mrow></msubsup></math></span></inline-formula></span>—hydrogen concentrations in the solid and liquid phases on either side of the interface, respectively, <span class="formulaText"><inline-formula><math id="M3"><msubsup><mrow><mi>C</mi></mrow><mrow><mi mathvariant="normal">l</mi></mrow><mrow/></msubsup></math></span></inline-formula></span>—actual concentration, <span class="formulaText"><inline-formula><math id="M4"><msubsup><mrow><mi>C</mi></mrow><mrow><mi mathvariant="normal">s</mi><mi mathvariant="normal">o</mi><mi mathvariant="normal">l</mi></mrow><mrow><mi mathvariant="normal">H</mi></mrow></msubsup></math></span></inline-formula></span>—solubility of hydrogen in the aluminium melt, <i>C</i><sub>0</sub>—initial hydrogen content)Fig.5
... [47] (a) and solubility of hydrogen in aluminum versus temperature[46] (b) (C—concentration, r—radial distance, V—interface growth velocity, R—radius at the interface, and —hydrogen concentrations in the solid and liquid phases on either side of the interface, respectively, —actual concentration, —solubility of hydrogen in the aluminium melt, C0—initial hydrogen content)Fig.5
... [49]Microstructure and mechanical properties of WAAM Al-Mg-Sc-Ti alloys with different printing modes<sup>[<xref ref-type="bibr" rid="R49">49</xref>]</sup> (EL—elongation, FG—fine grain, CG—coarse grain)
Effect of pulsed metal inert gas (pulsed-MIG) and cold metal transfer (CMT) techniques on hydrogen dissolution in wire arc additive manufacturing (WAAM) of aluminium
Improvement of microstructure and fatigue performance of wire-arc additive manufactured 4043 aluminum alloy assisted by interlayer friction stir processing
Microstructure evolution and mechanical properties of wire-arc additive manufactured Al-Zn-Mg-Cu alloy assisted by interlayer friction stir processing
0
2023
Evolution of microstructure and properties in 2219 aluminum alloy produced by wire arc additive manufacturing assisted by interlayer friction stir processing
Comparative study on microstructure and mechanical properties of Ti and Zr micro-alloyed AlMgSc alloy deposits fabricated via wire-arc directed energy deposition
Effect of trace Sc addition on microstructure, mechanical and stress corrosion cracking properties of Al-Mg alloys fabricated by Wire Arc Additive Manufacturing (WAAM)
... [61]Microstructures and corrosion resistances of WAAM Al-Mg-Sc-Zr alloy<sup>[<xref ref-type="bibr" rid="R61">61</xref>]</sup> (ITZ—inter-layer zone, MPB—molten pool boundary, WADED—wire arc directed energy deposited, <i>i</i>—corrosion current density, OCP—open circuit potential)
(a, b) inverse pole figures (IPFs) (c, d) open circuit potential (c) and statistic results (d) in 3.5%NaCl solution (e-h) potentiodynamic polarization curves ...
... [61] (ITZ—inter-layer zone, MPB—molten pool boundary, WADED—wire arc directed energy deposited, i—corrosion current density, OCP—open circuit potential)
(a, b) inverse pole figures (IPFs) (c, d) open circuit potential (c) and statistic results (d) in 3.5%NaCl solution (e-h) potentiodynamic polarization curves ...
Achieving high strength-ductility properties of wire-arc additive manufactured Al-Mg-Sc aluminum alloy via friction stir processing post-treatment and high temperature aging treatment






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}